Усилие гибки листового металла: Калькулятор параметров и усилия гибки
alexxlab | 10.10.2020 | 0 | Разное
Расчет усилия гибки листового металла
Листовой прокат, поставляемый и выпускаемый компанией Techno-Eng, по желанию заказчика может быть изогнут практически под любым углом. Для этого наш цех оснащён специальными листогибами и прессами. Мы точно знаем, с каким усилием и куда необходимо надавить, чтобы лист был согнут под идеальным углом, без деформации (последние, увы, неизбежны при неправильном расчёте угла и силы сгибания).
деформированный при гибке лист – прямая причина быстрой коррозии (даже при соответствующей обработке), неэстетичного вида и грядущего выхода из строя. Обычно усилие, требующееся для сгибания листа, задаётся программно – в блок управления листогибом вводятся исходные параметры, на основании которых механизм рассчитывает угол сгиба и прилагаемое усилие. Также листогиб, установленный в цеху Inox-fitting, поможет вам придать нужный угол имеющемуся листу нержавейки, приобретённому не у нас.
Технические характеристики оборудования для гибки металлического листа
| Характеристики | Черная сталь | Нержавеющая сталь |
|---|---|---|
Толщина мин. | 0,5 мм | 0,5 мм |
| Толщина макс. | 10 мм | 10 мм |
| Длина | 6000 мм | 6000 мм |
| Погрешность | +/- 0,2 мм | +/- 0,2 мм |
F (усилие, тоннаж), тонн — необходимое усилие для осуществления гиба
S (толщина), мм — толщина материала (листа) для гибки
V (открытие), мм — открытие матрицы
h (длина полки), мм — минимальная длина для прямой остаточной полки детали после гибки
L (длина гибки), мм — основная длина гибки детали (параллельна ширине листогибочного пресса)
R (радиус), мм — внутренний радиус гиба
TS (предел прочности) — предел прочности материала детали для гибки
Формула расчета усилия гибки:
Гибочное усилие F = (1,42 x TS x S2 x L)/1000 x V
Теория гибки|Оборудование Ermaksan в России
Гибка листового металла – вид обработки относящийся к холодной штамповке. На сегодняшний день гибка в большинстве случаев производится на листогибочных, гидравлических прессах. В качестве заготовок применяют листы металла.
На сегодняшний день гибка в большинстве случаев производится на листогибочных, гидравлических прессах. В качестве заготовок применяют листы металла.
При гибке слои металла со стороны пуансона сжимаются, а слои со стороны матрицы, растягиваются.
Длина заготовки рассчитывается по длине нейтральной линии, которая не претерпевает деформаций и находится на расстоянии 0,3-0,5 от линии гибки.
Пружинение детали. После гибки из-за упругой деформации детали отпружинивают. Их размеры немного искажаются. Для компенсации пружинения гибочный инструмент выбирают с меньшими углами, чем углы, которые требуется получить.
Усилие гибки
Свободная гибка – без прикосновения верхнего и нижнего инструмента. Пуансон установленный на гибочной балке вдавливает заготовку на рассчитанную глубину по координате Y в ручей матрицы. Лист касается матрицы в двух точках А и В, не соприкасаясь со стенками матрицы. В данном способе величина угла гибки определяется значением Y, а не геометрия инструмента.
Точность позиционирования координаты Y на гибочных прессах Ermaksan составляет 0,01 мм. Значение координаты Y определяется для всех значений углов. Отличие в значении оси Y возникает из-за – настройки хода гибочной балки, характеристиками металла – геометрией листа, пределом прочности или износом инструмента.
Формула расчета усилия гибки:
1,42 – коэффициент учитывающий трение заготовки о кромки матрицы
По упрощенной формуле можно получить похожие результаты:
- толщина листа (S) в мм
- предела прочности (Rm) в Н/мм2
- V- ширины раскрытия матрицы (V) в мм
- радиуса гибки листа (Ri) в мм
- минимальная полка (B) в мм
Табличный способ расчета усилия гибки
Онлайн калькулятор расчета усилия гибки
Как выбрать раскрытие матрицы – V?
Правило – раскрытие V ручья – больше толщины листа S:
V = 6хS S=1. ..2мм
..2мм
V = 8хS S=2,5…6мм
V = 10хS S=6,5…18мм
V = 12хS S=20…40мм
V = 14хS S=свыше 50мм
Раскрытие V- мтарицы обратно пропорционально усилию гибки
При большем раскрытии требуется меньшее усилие, но получается больший радиус;
При меньшем раскрытии требуется большее усилие, но получается меньший радиус
Минимальная полка (B)
Для того чтобы полка не проваливалась в ручей матрицы – нужно чтобы краешек листа выходил из матрицы
Минимальная полка зависит от V и угла гибки
при 1650 полка 0,58 V
при 1350 полка 0,60 V
при 1200 полка 0,62V
при 900 полка 0,65V
при 450 полка 1,00V
при 300 полка 1,30 V
Калибровка
Точный – способ
Угол гиба определяется усилием и геометрией гибочного инструмента: форма детали достигается глухим ударом пуансон по матрице.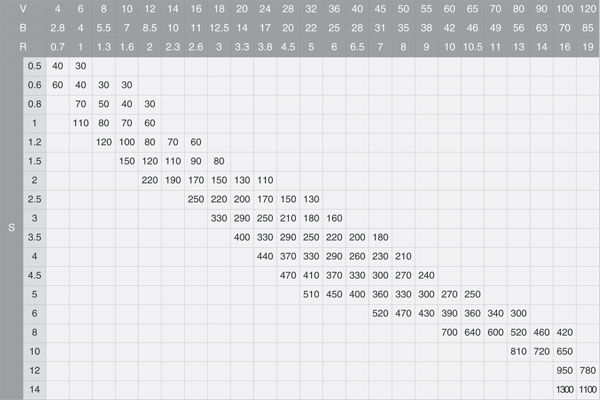 При данном способе отсутствует упругая деформация, лист пластически деформируется под давлением инструмента. Рассчитать усилие гибки затруднительно. Условно принимаем что усилие калибровки в 3-10 раз больше усилия свободной гибки.
При данном способе отсутствует упругая деформация, лист пластически деформируется под давлением инструмента. Рассчитать усилие гибки затруднительно. Условно принимаем что усилие калибровки в 3-10 раз больше усилия свободной гибки.
Как выбрать гибочный пресс и метод гибки. Советы практика
I. Какой метод гибки выбрать?
- 1. Свободная гибка
- 2. Калибровка
II. Какой гибочный пресс выбрать?
- 1. гидравлический гибочный пресс с механическим остановом
- 2. гидравлический гибочный пресс с ЧПУ и серво-гидравликой
Введение
Согнул — отложил, согнул — отложил. 25 лет назад этот процесс был ежедневной обязанностью обслуживающего пресс оператора. На этом сложности не заканчивались. Оператор должен был постоянно перенастраивать машину, чтобы получить различные углы гиба, организовывать промежуточное складирование заготовок и выполнять многие другие действия, не связанные напрямую с изготовлением конечной детали. Потом цикл повторялся. Положить заготовку. Согнуть. Перенастроить пресс. Не забывать про промежуточное хранение. Положить заготовку. Согнуть. И так снова и снова.
Потом цикл повторялся. Положить заготовку. Согнуть. Перенастроить пресс. Не забывать про промежуточное хранение. Положить заготовку. Согнуть. И так снова и снова.
Рабочие, которые имеют дело с листовым металлом сегодня, посчитают такой процесс технологией доисторического периода. Сегодня деталь изготавливают на дружественном оператору эргономичном гибочном прессе с ЧПУ и автоматической настройкой всех параметров гибки. Разные углы, разные профили на одном и том же инструменте — и нет проблем!
Станки с 4-мя управляемыми осями сейчас скорее стандарт, чем исключение. Прессы с 8-ю или более осями — уже не редкость, к тому же они наиболее перспективны при совместном использовании роботов с гибочными прессами.
И все это для того, чтобы произвести трехмерную деталь из плоского металлического листа, будь то сталь, нержавеющая сталь, алюминий, магний, медь, латунь или даже золото. Куда ни посмотри, везде конструкции из листового металла. Это бум листового металла! Даже производители гибочных прессов удивляются, насколько сложные детали производят их заказчики.
«Лист» и «гибка» не ассоциируются с высокой технологией. Но для того чтобы гнуть «непослушный» лист нужны специальные знания и большой опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Без изменения программы угол будет меняться. Например, если лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина — 500 мм, 1000 мм или 2000 мм, если гибка производится вдоль или поперек волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение, вызванное пластической деформацией, сильнее или слабее.
«Гибка» звучит просто, но на самом деле в этом процессе хватает нюансов. Поэтому компания «Robur International» подготовила руководство, которое поможет выявить сложности и найти способы их решения. Не путем сложных формул, а обзором, ориентированным на практическое применением. Здесь намеренно не будет упоминаний производителей гибочных прессов. Лист не волнуют ценовые аргументы, даже если каталог пестрит яркими цветами и многообещающими перспективами.
Тем не менее в последние годы производители прессов приложили много усилий, чтобы сделать процесс формообразования более гибким и производительным. Следует отдать должное тем, кто этого заслуживает, ведь мы говорим о действительно высоких технологиях. Но будем реалистичны: традиционные старые гибочные прессы с механическим стопором в цилиндрах и синхронизирующим валом все еще пользуются спросом во всем мире.
Задача «Robur International» — дать объективный совет заказчикам. Отправная точка — не тип станка, а конкретная задача гибки. Простой традиционный станок или высокая технология гибки? Ответ должен быть найден вместе. Инвестиции в гибочный пресс эффективны только тогда, когда и технический, и экономический аспекты убедительны. Принимая все вышесказанное во внимание, перейдем к главному.
Простой традиционный станок или высокая технология гибки? Ответ должен быть найден вместе. Инвестиции в гибочный пресс эффективны только тогда, когда и технический, и экономический аспекты убедительны. Принимая все вышесказанное во внимание, перейдем к главному.
I. Какой метод гибки выбрать?
Различают 2 основных метода гибки.
Мы говорим о «воздушной гибке» или «свободной гибке», если между листом и стенками V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространенный метод.
Если лист прижат полностью к стенкам V-образной матрицы, мы называем этот метод «калибровкой». Несмотря на то что метод это достаточно старый, он используется и даже должен использоваться в определенных случаях, которые мы рассмотрим далее.
1. Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты
Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы. Лист остается «в воздухе» и не соприкасается со стенками матрицы. Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Лист остается «в воздухе» и не соприкасается со стенками матрицы. Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, состоянием гибочного инструмента и свойствами материала: толщина, предел прочности, деформационное упрочнение.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
Преимущества свободной гибки
- Высокая гибкость: без смены гибочных инструментов можно получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы и 180°. Например, 86° или 28°.
- Меньшие затраты на инструмент.
- Меньшее усилие гибки по сравнению с калибровкой.

- Можно «играть» усилием: большее раскрытие матрицы означает меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие. Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
- Меньшие инвестиции, так как нужен пресс с меньшим усилием.

Но это только теория. На практике вы можете сэкономить деньги на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, и потратить их на дополнительное оснащение. Например, на дополнительные оси заднего упора или манипуляторы.
Недостатки воздушной гибки
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций.
Наш совет
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее лучше использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа, лучше использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком, легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется применять только метод калибровки специальным инструментом.

Kакое усилие гибки
Из-за различных свойств материала и последствий пластической деформации в зоне гибки определить требуемое усилие можно только примерно.
Предлагаем вам 3 практических способа:
(1) таблица
В каждом каталоге и на каждом прессе вы найдете таблицу с требуемым усилием (P) в кН на 1000 мм длины гиба (L) в зависимости от:
- толщины листа (S) в мм
- предела прочности (Rm) в Н/мм2
- V — ширины раскрытия матрицы (V) в мм
- внутреннего радиуса согнутого листа (Ri) в мм
- минимальной высоты отогнутой полки (B) в мм
(2) формула
1,42 – это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
Другая формула дает похожие результаты:
(3) «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S). Тогда P = 8 x S, где P выражается в тоннах. Например, для толщины 2 мм раскрытие матрицы V = 2 x 8 = 16 мм означает, что вам необходимо 16 тонн/м.
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.e. усилие достигает 100% только при длине гиба 100%. Например:
| Усилие | Длина гиба |
| 100% | 3.000 мм |
| 75% | 2.250 мм |
| 50% | 1.500 мм |
| 25% | 750 мм |
Наш совет
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN позволяет значительное отклонение от номинальной толщины листа. Так, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм. Следовательно, нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Так, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм. Следовательно, нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение (Rm)
Здесь допуски также являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например:
St 37-2: 340 – 510 Н/мм2
St 52-3: 510 – 680 Н/мм2
Наш совет
Не экономьте на усилии гиба. Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно.
Реальные значения толщины и предела прочности являются важными факторами при выборе нужного станка с нужным номинальным усилием.
V – раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S:
V = 8 x S
Но это только при условии, что S меньше или равно 6 мм. Для большей толщины листа необходимо использовать:
Для большей толщины листа необходимо использовать:
V = 10 x S или V = 12 x S
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- Большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- Меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации.
После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»).
В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки.
Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше, чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу:
В случае с V = 8 x S, мы можем сказать, что Ri = S x 1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус.
Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.Наш совет
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (B)
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | В |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем больше упругая деформация;
- направление волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемого при условии V = 8 x S:
| Предел прочности в Н/мм2 | Упругая деформация в ° |
| 200 | 0,5 – 1,5 |
| 250 | 1 – 2 |
| 450 | 1,5 – 2,5 |
| 600 | 3 – 4 |
| 800 | 5 – 6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки. Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.
Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.
2. Калибровка
Точный, но негибкий способ
При этом методе угол гиба определен усилием гиба и гибочным инструментом: материал зажат полностью между пуансоном и стенками V-образной матрицы. Упругая деформация равняется нулю и различные свойства материала практически не влияют на угол гиба.
Рассчитать требуемое усилие гиба трудно. Самый надежный способ — выяснить необходимое усилие путем пробной гибки короткого образца на испытательном гидравлическом прессе.
Грубо говоря, усилие калибровки в 3-10 раз выше усилия свободной гибки.
Преимущества калибровки
- точность углов гиба, несмотря на разницу в толщине и свойствах материала;
- маленький внутренний радиус;
- большой внешний радиус;
- Z-образные профили;
- глубокие U-образные каналы;
- возможность выполнения всех специальных форм для толщины до 2 мм с помощью стальных пуансонов и матриц из полиуретана;
- превосходные результаты на гибочных прессах, не имеющих достаточной для свободной гибки точности.

Недостатки калибровки
- требуемое усилие гиба в 3 – 10 раз больше, чем при свободной гибке;
- нет гибкости: специальный инструмент для каждой формы;
- частая смена инструмента (кроме больших серий).
II. Какой гибочный пресс выбрать?
Традиционные механические прессы используются все реже и только для специальных штамповочных работ на длинных заготовках.
В последние годы некоторые производители предлагают также отличные электромеханические гибочные прессы с несколькими осями заднего упора, управляемыми от ЧПУ.
Среди гидравлических прессов можно найти большое разнообразие моделей с одним, двумя или даже четырьмя цилиндрами, с двигающейся вниз траверсой («ход вниз») или двигающимся вверх столом («ход вверх»). Мы остановим внимание на 2 группах гидравлических гибочных прессов, наиболее широко применяемых во всем мире.
Контраст между ними очевиден: с одной стороны — прессы, основанные на старой, но все еще хорошей технологии, с другой стороны — прессы, использующие последние достижения техники.
Власть рынка велика. Поэтому многие производители предлагают обе группы прессов, чтобы отвечать потребностям покупателей.
Рассмотрим обе группы:
1. Гибочный пресс с механическим остановом
Гидравлические гибочные прессы с двумя цилиндрами сверху («ход вниз»). Выравнивание траверсы осуществляется либо гидравлически, либо механически при помощи торсиона соответствующего размера на задней стороне пресса. Два механических стопора в цилиндрах настраиваются вручную или с помощью привода на требуемое положение оси Y. Это технология, по крайней мере, 30-ти летней давности.
Простое числовое управление помогло этому типу прессов пользоваться спросом во всем мире независимо от уровня индустриального развития рассматриваемой страны. Положение оси Y для определенного угла хранится в памяти и комбинируется с положением заднего упора (ось X) с помощью простой программы. Один-два угла гибки на деталь. Зачем вкладывать деньги в сложные станки, если есть уверенность, что этого типа достаточно для выполнения гибки в настоящем и будущем?
Не забывайте
Большое количество профилей может быть получено только с помощью специального инструмента путем калибровки.
Как мы видели, в таких случаях важны усилие и форма инструмента, а не высокая точность выставления и повторения оси Y (Y1-Y2) — положения траверсы.
2. Гибочный пресс с ЧПУ и серво-гидравликой
Несомненна тенденция движения к гибочным прессам с ЧПУ и серво-гидравликой, выполненных по схеме «ход вниз».
Положение траверсы управляется по замкнутой цепи. Цилиндры работают синхронно с высокой степенью точности. Положение осей Y1 и Y2 измеряется под каждым цилиндром с точностью 5 мкм и передается в ЧПУ.
Управляемая ЧПУ система заднего упора предлагается для следующих осей:
- X-R
- X1-X2-R
- X-R Z1-Z2
- X1-X2-R-Z1-Z2
- X1-X2-R1-R2-Z1-Z2
ЧПУ
Delem и Cybelec — поставщики графических управляющих устройств, которые используют многие производители гибочных прессов. Некоторые производители прессов разработали свои собственные ЧПУ.
Все из них высокотехнологичны и доступны в двумерной или трехмерной версиях. Они предлагают оптимальную последовательность гибки, и вы можете имитировать весь процесс гибки, проверить, не задевает ли деталь части пресса или инструмента, рассчитать длину развертки профиля.
Они предлагают оптимальную последовательность гибки, и вы можете имитировать весь процесс гибки, проверить, не задевает ли деталь части пресса или инструмента, рассчитать длину развертки профиля.
Программирование можно выполнить на станке в цеху или на ПК с программным обеспечением CAM, которое предлагают все производители прессов.
Специальные возможности
Большинство производителей принимают во внимание специальные требования заказчиков. Например, увеличенный ход траверсы, увеличенное расстояние между столом и траверсой, увеличенная глубина зева, боковые удлинения стола и траверсы и пр.
Главное о выборе гибочного пресса
Выбор гибочного пресса и метода гибки всегда опирается на задачу.
Метод воздушной или свободной гибки подойдет тем, кто хочет выполнять широкий спектр операций с материалом толщиной 1,25 мм и более. Он требует меньшее усилие и сокращает затраты на инструмент, но может не справиться со специфическими гибочными операциями.
Метод калибровки отличается высокой точностью, особенно при работе с материалом толщиной 1 мм и менее. Он подойдет, если внутренний радиус должен быть равен толщине листа или большой радиус должен быть высокого качества. Но усилие гиба при методе калибровке в 3-10 раз больше, чем при свободной гибке, а для каждой формы нужно подбирать специальный инструмент.
Гидравлические гибочные прессы с механическим остановом — простое и проверенное решение. Оно будет актуальным, если производство использует один-два угла гибки на деталь и не планирует выполнять более сложные операции.
Гидравлические гибочные прессы с ЧПУ — гибкое и высокотехнологичное решение. Такие прессы могут выполнять больший спектр задач и позволяют выработать оптимальную последовательность гибки. Программирование можно провести на станке в цеху или на компьютере при помощи CAM-программы.
Гибка листового металла – технология процесса
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью.
Она отличается малой энергоемкостью.
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т. п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки.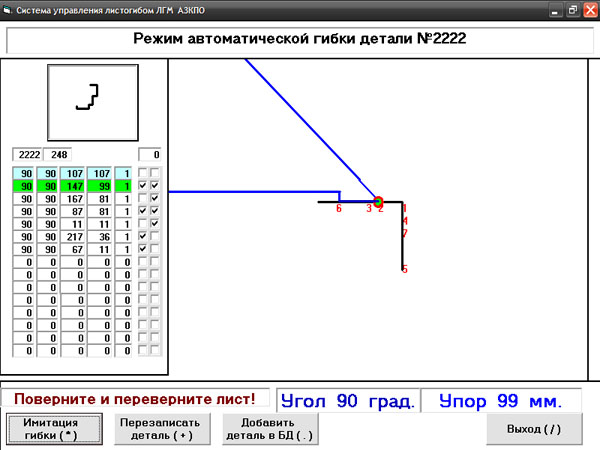 Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.

Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.

Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1
Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость
а при больших деформациях — более точное уравнение вида
Таблица 2
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3
Определение усилия гибки
Силовые параметры гибки зависят от пластичности металла и интенсивности его упрочнения в ходе деформировании.
 При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.
При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 450) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
, где
наибольшая деформация сечения заготовки;
α — угол гибки;
σв — значение предела материала на прочность.
Когда гибка — несвободная (с калибровкой в конце рабочего хода ползуна), то для расчета усилия используют зависимость
где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
Расчет усилия гибки – Энциклопедия по машиностроению XXL
Цилиндричность сектора оболочки. Вблизи оснований оболочки образуются краевые зоны двойной кривизны (см. рис, 36), если при нагружении заготовки внешняя осевая нагрузка, необходимая для цилиндрической гибки, отсутствует. При гибке в штампе краевая зона двойной кривизны может быть выправлена во время сближения цилиндрических поверхностей пуансона и матрицы, если это предусмотрено в конструкции штампа и в расчете усилия гибки. При гибке в валках Зону двойной кривизны выправляют валками, расположенными с выпуклой стороны оболочки, [c.112]| Рис. 57. Схема к расчету усилия гибки плоских деталей |
 168]
168]Усилие правки плоскими плитами определяется по формуле, приведенной для расчета усилия гибки (стр. 18). [c.26]
Расчет усилия гибки. Усилие гибки Р(в кГ) без калибровки рассчитывают по формуле [c.102]
Производственники широко пользуются при расчете усилия гибки следующей формулой [c.67]
Формулы для расчета усилий гибки в штампах [c.174]
РАСЧЕТ УСИЛИЯ ГИБКИ [c.37]
Гибка — Заготовки (развертки) — Расчет размеров 808— 811 — Расчет усилий и работы 801, 827, 832 — Точность (отклонения размеров допускаемые) 841, 843 — Требования к конструированию деталей 840 [c.1003]
Формулы для расчета конечного усилия гибки в штампах [c.219]
| Рис. 58. Деталь к примеру по расчету усилия и затрачиваемой работы при гибке |
 В процессе гибки, как видно из рис. 7, наблюдаются два этапа собственно гибка, когда заготовка деформируется свободно, еще не будучи зажатой рабочими частями штампа, и правка в сомкнутом, близком к конечному, положении рабочих частей.
[c.18]
В процессе гибки, как видно из рис. 7, наблюдаются два этапа собственно гибка, когда заготовка деформируется свободно, еще не будучи зажатой рабочими частями штампа, и правка в сомкнутом, близком к конечному, положении рабочих частей.
[c.18]Усилие, нужное для правки, т. е. для обеспечения плоскостности участков детали, находящихся между рабочими частями штампа, во много раз превышает усилие свободной гибки. Усилие правки зависит от площади детали, подвергающейся правке, а также от толщины штампуемого материала и его прочности. Для расчета усилия правки можно воспользоваться формулой [c.18]
При расчете усилия калибровки крупногабаритных деталей необходимо учитывать, что калибровке подвергается только площадь близ линии гибки шириной не более 105. [c.103]
Радиус закругления пуансона в основном принимают равным внутреннему радиусу изделия. Если металл при гибке пружинит , то применяют калибрующий (чеканящий) удар, от которого напряженное состояние изгибаемого материала резко изменяется.
 Величина зазора оказывает влияние на усилие гибки. При малых зазорах получается утонение толщины изделия. Для ориентировочных расчетов величину зазора на одну сторону определяют из следующих соотношений для стали 2г= (1,05-ь1,15)5 для цветных металлов (медь, латунь, алюминий) 2г= (l,0- l,l)5.
[c.15]
Величина зазора оказывает влияние на усилие гибки. При малых зазорах получается утонение толщины изделия. Для ориентировочных расчетов величину зазора на одну сторону определяют из следующих соотношений для стали 2г= (1,05-ь1,15)5 для цветных металлов (медь, латунь, алюминий) 2г= (l,0- l,l)5.
[c.15]| Фиг. 79. Деталь к примеру по расчету усилия, работы п мощности при гибке. |
Расчеты по приведенной формуле показывают, что чем больше относительное расстояние между опорами /г, тем при большем значении угла изгиба а усилие гибки достигает своего максимума, после чего остается приблизительно неизменным. Так, например, при /г = 10 а/2 = 78°, а при /г = 100 а/2 == 89°.
[c.95]
Так, например, при /г = 10 а/2 = 78°, а при /г = 100 а/2 == 89°.
[c.95]
На заключительной стадии гибки происходит правка, для которой требуется значительно большее усилие, чем на предыдущих ее стадиях. В литературе имеются формулы для определения усилия гибки с последующей правкой, однако результаты расчетов по этим формулам дают большие расхождения, так как при их выводе не был установлен единый критерий, по которому можно было бы определить верхний предел этого усилия, и о точности расчетов по той или иной формуле судить трудно. [c.95]
Если величина К близка к единице, несущую конструкцию можно рассматривать при расчете как гибкую ленту. В противном случае внутренние усилия в сечениях ленты определяют по формулам [c.344]
Если коробчатое пролетное строение усилено гибкими промежуточными диафрагмами с шагом и для него / [c.374]
При решении задач 1.1 — 1.82 предполагалось, что деформации стержней весьма малы и схема сооружения практически не изменяется вследствие перемещений. В этом случае получаются линейные соотношения между внешними нагрузками, внутренними усилиями и перемеш,ениями. Ниже приводится ряд задач, в которых необходимо использование нелинейных зависимостей. Во всех задачах материал стержней считается линейно-упругим. Характерные осо-бенности.задач состоят в том, что при их решении а) должны использоваться более точные, чем линейные, соотношения между перемещениями и удлинениями стержней и б) при составлении условий равновесия необходимо учитывать изменение расчетной схемы, вызванное перемещениями. Такие расчеты называются расчетами по деформированному состоянию (по деформированной схеме, деформационными). В следующем параграфе приводятся задачи, связанные с расчетом гибких нитей, относящихся тоже к классу геометрически нелинейных систем.
[c.37]
При расчете гибких круглых пластин необходимо учитывать действие цепных нормальных усилий У, и Уе. [c.143]
Ранее были рассмотрены статически определимые гибкие нити. Остановимся на том, как производить учет растяжимости нити при ее расчете, т. е. как раскрывать статическую неопределимость усилий в гибких нитях.
[c.215]
Остановимся на том, как производить учет растяжимости нити при ее расчете, т. е. как раскрывать статическую неопределимость усилий в гибких нитях.
[c.215]
Если при расчете системы, статически определимой при неучете деформации элементов, возникает необходимость учитывать влияние деформации на усилия, обойтись одними уравнениями статики не удается, приходится привлекать уравнения деформации, и расчет приобретает особенности, характерные для статически неопределимых систем. Такой расчет называется деформационным. В качестве примера укажем на то, что во введении была рассмотрена статически определимая ферма, усилия в которой определялись в двух вариантах без учета и с учетом деформаций. Первый расчет называют расчетом по недеформированной схеме а второй — по деформированной схеме. Приведенный выше расчет гибкой нити можно назвать также расчетом по недеформированной схеме, при учете же растяжимости нити — расчетом по деформированной схеме. [c.215]
Однако при реальной работе предложенной В.
 Г. Шуховым конструкции арочной фермы, как уже отмечалось выше, гибкая тяга не может работать на сжатие. Поэтому при реальных загружениях фермы в одной из тяг возникает сжатие, и она выпучивается. Таким образом, одна из связей выключается из работы конструкции. В этот момент рассматриваемая система становится статически определимой, и ее дальнейший расчет значительно упрощается, так как число неизвестных и число уравнений статики одинаково. Определение места выключения связей в таких системах является наиболее важным и ответственным моментом расчета конструкций с односторонними связями. При современных способах расчета конструкций с односторонними выключающимися связями на ЭВМ производится перебор всех возможных вариантов загружения с поочередным исключением из работы связей, в которых возникают усилия сжатия. В результате этого находят систему, в которой все гибкие связи работают на растяжение.
[c.57]
Г. Шуховым конструкции арочной фермы, как уже отмечалось выше, гибкая тяга не может работать на сжатие. Поэтому при реальных загружениях фермы в одной из тяг возникает сжатие, и она выпучивается. Таким образом, одна из связей выключается из работы конструкции. В этот момент рассматриваемая система становится статически определимой, и ее дальнейший расчет значительно упрощается, так как число неизвестных и число уравнений статики одинаково. Определение места выключения связей в таких системах является наиболее важным и ответственным моментом расчета конструкций с односторонними связями. При современных способах расчета конструкций с односторонними выключающимися связями на ЭВМ производится перебор всех возможных вариантов загружения с поочередным исключением из работы связей, в которых возникают усилия сжатия. В результате этого находят систему, в которой все гибкие связи работают на растяжение.
[c.57]Тяга возникает вследствие вакуума в конденсаторе если последний соединен с турбиной при помощи гибкого патрубка, то ее следует учитывать в расчете. При наличии жесткого патрубка тяга не оказывает на фундамент никакого воздействии, и в этом случае усилия от тяги конденсатора в расчет не вводятся. При отсутствии точных заводских данных о тяге конденсатора усилия вычисляют по формуле, рекомендованной техническими условиями на проектирование фундаментов с динамическими нагрузками [Л. 26]
[c.151]
При наличии жесткого патрубка тяга не оказывает на фундамент никакого воздействии, и в этом случае усилия от тяги конденсатора в расчет не вводятся. При отсутствии точных заводских данных о тяге конденсатора усилия вычисляют по формуле, рекомендованной техническими условиями на проектирование фундаментов с динамическими нагрузками [Л. 26]
[c.151]
Несмотря на кажущуюся простоту расчетной схемы (когда упругие элементы рассматриваются как стержни), возникающие вопросы при исследовании динамических процессов являются не всегда простыми как по применяемым методам решения, так и по содержанию конечных результатов. В качестве примеров на рис, 6.1—6.8 показаны реальные конструкции и элементы конструкций, которые можно рассматривать как гибкие или абсолютно гибкие стержни. На рис. 6.1 показана ракета, которая из-за случайных возмущений или в результате действия управляющих усилий может совершать малые изгибные колебания. Различного вида высокие конструкции, мачты, трубы и т. д. (см. рис. 6.2), находящиеся в потоке воздуха, из-за срыва потока (вихрей Кармана) могут очень сильно раскачаться в плоскости, перпендикулярной к вектору скорости потока. Аналогичные задачи возникают и при расчете висящих мостов, которые в первом приближении могут рассматриваться как одномерные конструкции (стержни). Крыло самолета в первом приближении (см. рис. 6.3) можно рассматривать как стержень [5]. В потоке воздуха на крыло действуют
[c.131]
д. (см. рис. 6.2), находящиеся в потоке воздуха, из-за срыва потока (вихрей Кармана) могут очень сильно раскачаться в плоскости, перпендикулярной к вектору скорости потока. Аналогичные задачи возникают и при расчете висящих мостов, которые в первом приближении могут рассматриваться как одномерные конструкции (стержни). Крыло самолета в первом приближении (см. рис. 6.3) можно рассматривать как стержень [5]. В потоке воздуха на крыло действуют
[c.131]
Характеристики гребного винта. В изложенных ранее методах расчета поперечных колебаний судовых валопроводов гребной винт заменялся точечной сосредоточенной массой, расположенной в центре инерции гребного винта на гибкой консоли. При этом, по-видимому, недостаточно точно выражается характер действующих усилий, так как не учитывается инерция поворота тела винта в процессе поперечных колебаний валопровода. [c.236]
Второй путь расчета подобных конструкций заключается в раздельном учете усилий и напряжений, вызванных- нагрузкой, температурой, неточностью изготовления. Решается как бы несколько отдельных задач, в каждой из которых учитывается только один из этих факторов. Окончательные усилия и напряжения определяются путем алгебраического суммирования этих величин, полученных при решении каждой из задач. Последний путь часто является более ясным и удобным, вызывая лишь небольшое увеличение количества выкладок. Он носит название способа сложения действия сил. Этот способ возможен благодаря применению так называемого принципа независимости действия сил. Дело в том, что при малых значениях деформации, вызванные какой-либо силой или группой сил, не влияют на деформации, вызванные другой силой или группой сил, или это влияние столь незначительно (на порядок меньше), что им можно пренебречь. Данный принцип неприменим для очень гибких или сильно деформирующихся конструкций типа тонких длинных стержней, мембран, резиновых деталей и других.
[c.80]
Решается как бы несколько отдельных задач, в каждой из которых учитывается только один из этих факторов. Окончательные усилия и напряжения определяются путем алгебраического суммирования этих величин, полученных при решении каждой из задач. Последний путь часто является более ясным и удобным, вызывая лишь небольшое увеличение количества выкладок. Он носит название способа сложения действия сил. Этот способ возможен благодаря применению так называемого принципа независимости действия сил. Дело в том, что при малых значениях деформации, вызванные какой-либо силой или группой сил, не влияют на деформации, вызванные другой силой или группой сил, или это влияние столь незначительно (на порядок меньше), что им можно пренебречь. Данный принцип неприменим для очень гибких или сильно деформирующихся конструкций типа тонких длинных стержней, мембран, резиновых деталей и других.
[c.80]
При расчете балки с закрепленными против сдвигов торцами общее решение (8) не дает возможности удовлетворить всем граничным условиям. Это объясняется тем, что связь, закрепляющая торец на сдвиг, не может воспринять усилие Т, вследствие перелома абсолютно гибких ветвей на угол V в точках примыкания к жесткой торцевой связи, как показано на рис. 71, а. Поэтому работа балки с жестко закрепленными торцами здесь не отличается от работы балки без этих закреплений и усилие Т(о)=М(0)/с в ней равно нулю при любой нагрузке. Аналогичная картина возникает при заделке балки со свободно сдвигающимися торцами, когда у заделки происходит перелом гибких ветвей (рис. 71,6).
[c.151]
Это объясняется тем, что связь, закрепляющая торец на сдвиг, не может воспринять усилие Т, вследствие перелома абсолютно гибких ветвей на угол V в точках примыкания к жесткой торцевой связи, как показано на рис. 71, а. Поэтому работа балки с жестко закрепленными торцами здесь не отличается от работы балки без этих закреплений и усилие Т(о)=М(0)/с в ней равно нулю при любой нагрузке. Аналогичная картина возникает при заделке балки со свободно сдвигающимися торцами, когда у заделки происходит перелом гибких ветвей (рис. 71,6).
[c.151]
При выполнении вытяжки на прессах, не имеющих прижимных ползунов, — листоштамповочные прессы простого действия, многопозиционные прессы-автоматы со встроенными пневмо- или гидропневматическими прижимными подушками — при рабочем ходе главного ползуна преодолевается сопротивление Рц указанных подушек. В ряде случаев (вытяжка, гибка) необходимо преодолеть сопротивление Pj, встроенного выталкивателя. Системы современных прессов устроены так, что усилия Рц и Р в период рабочего хода изменяются незначительно, и поэтому в, расчетах их можно принять постоянными. [c.507]
[c.507]
Задачи расчета и конструирования целевых механизмов автоматических линий с гибкой межагрегатной связью существенно отличаются от аналогичных задач применительно к станочным технологическим механизмам. Целевые механизмы автоматических линий — это механизмы холостых ходов, которые не воспринимают технологических усилий поэтому при их создании прочностные и кинематические расчеты либо носят простейший характер, либо вовсе не применяются. [c.270]
Приведенные уравнения изгибающего момента действительны при изгибе с расстоянием между опорами L 6/г. При менъшем расстоянии при расчетах усилия гибки следует исходить из величины поперечной силыг [c.338]
Фиг 77, Схема к расчету усилия гибки П-образпой детали ва двухугловом штампе. [c.144]
Максимальные усилия гибки Р , и правки Р , ход пуаисоиа при упругом изгибе Uy, полный ход пуаисона при пластическом гибе Umax и при пластической правке Uk берутся из технологических расчетов. [c.507]
[c.507]
Последняя особенность вызывает необходимость определения реакций на опорных площадках при отсутствии блока изоляции. При существующих методах определения усилий (см. гл. IX) эта задача может быть решена экспериментально. Расчет матрицы эффективности можно произвести, располагая матрицей перемещений опорных площадок фундамента при непосредственной установке объекта на фундамент или матрицей перемещений опорных площадок свободного объекта при действии внешних сил (подвешенного, например, на достаточно гибких тросах). В этих случаях матрицы (VIII.64) преобразовываются с использованием изложенной общей методики. Естественно, что определение реакций или перемещений опорных площадок фундамента является более предпочтительным, когда объектом являются работающие двигатели или машины, а во многих случаях и единственно возможным с технической точки зрения. [c.371]
Позже эти арочные конструкции Шухова были применены и развиты другими инженерами и архитекторами. В 1916 г. при строительстве ангара из железобетона французский архитектор Фрезине использовал для опалубки арки параболического очертания, которые были усилены при. омощи гибких тяг (рис. 106). Чтобы избежать выпучивания арки в начале бетонирования из-за большой нагрузки, в нижней части было предусмотрено большее количество затяжек. Согласно монографии Ковельмана посвященной теории арочных ферм, в те годы, когда В. Г. Шухов начал применять арочные конструкции, еще не были найдены элементарные способы расчета стержневых систем подобного типа. Это, на наш взгляд, лишь подчеркивает значимость проведенных Шуховым исследований. Разработанный им метод расчета, как указывалось выше, имел некоторые допущения, в частности принятие шарниров в местах прикрепления наклонных тяг. Однако принятое допущение приводило к получению несколько завышенных значений изгибающих моментов в арке и в конечном счете к небольшому запасу прочности.
[c.60]
В 1916 г. при строительстве ангара из железобетона французский архитектор Фрезине использовал для опалубки арки параболического очертания, которые были усилены при. омощи гибких тяг (рис. 106). Чтобы избежать выпучивания арки в начале бетонирования из-за большой нагрузки, в нижней части было предусмотрено большее количество затяжек. Согласно монографии Ковельмана посвященной теории арочных ферм, в те годы, когда В. Г. Шухов начал применять арочные конструкции, еще не были найдены элементарные способы расчета стержневых систем подобного типа. Это, на наш взгляд, лишь подчеркивает значимость проведенных Шуховым исследований. Разработанный им метод расчета, как указывалось выше, имел некоторые допущения, в частности принятие шарниров в местах прикрепления наклонных тяг. Однако принятое допущение приводило к получению несколько завышенных значений изгибающих моментов в арке и в конечном счете к небольшому запасу прочности.
[c.60]
Анализируя различные подходы к решению геометрически и физически нелинейных задач теории оболочек, выбираем вариационный подход. При построении вариационного уравнения термоползучести используем допущения технической теории гибких оболочек, успещ-но применяемой в расчетах упругих пологих оболочек, и физические соотношения в форме связи тензоров скоростей изменения деформаций и напряжений с учетом ползучести материала. Вариационное уравнение смешанного типа, в котором независимому варьированию подвергаются скорости изменения прогиба и функции усилий в срединной поверхности, позволяет использовать для описания реологических свойств материала хорошо обоснованные теории ползучести типа течения и упрочнения. Задачи мгновенного деформирования решаем методом последовательных нагружений, а задачи ползучести — методом шагов по времени.
[c.13]
При построении вариационного уравнения термоползучести используем допущения технической теории гибких оболочек, успещ-но применяемой в расчетах упругих пологих оболочек, и физические соотношения в форме связи тензоров скоростей изменения деформаций и напряжений с учетом ползучести материала. Вариационное уравнение смешанного типа, в котором независимому варьированию подвергаются скорости изменения прогиба и функции усилий в срединной поверхности, позволяет использовать для описания реологических свойств материала хорошо обоснованные теории ползучести типа течения и упрочнения. Задачи мгновенного деформирования решаем методом последовательных нагружений, а задачи ползучести — методом шагов по времени.
[c.13]
В первом случае мы будем иметь равновесие абсолютно гибкой оболочки (мембраны), а во втором — безмоментное напряженное состояние оболочки, обладающей конечной жесткостью на изгиб. Хотя обе эти задачи охватывает одна и та же теория, тем не менее между ними следует делать различие, поскольку они имеют специфические особенности. Так, абсолютно гибкая оболочка (например, матерчатая) совершенно не в состоянии воспринимать сжимающие усилия, ибо всякое сколь угодно малое сжатие будет вызывать потерю устойчивости ее форм, т. е. образование на ней складок. Поэтому расчет подобной оболочки будет соответствовать истине лишь в том случае, если во всех сечениях усилия получаются растягивающими. Данное условие является, например, основным требованием, которому должен удовлетворять корпус мягкого (или полужесткого) дирижабля при проверке его продольной прочности.
[c.83]
Так, абсолютно гибкая оболочка (например, матерчатая) совершенно не в состоянии воспринимать сжимающие усилия, ибо всякое сколь угодно малое сжатие будет вызывать потерю устойчивости ее форм, т. е. образование на ней складок. Поэтому расчет подобной оболочки будет соответствовать истине лишь в том случае, если во всех сечениях усилия получаются растягивающими. Данное условие является, например, основным требованием, которому должен удовлетворять корпус мягкого (или полужесткого) дирижабля при проверке его продольной прочности.
[c.83]
Таблица расчёта усилия гибки для свободного изгиба
Таблица расчёта усилия имеет тот же принцип действия, что и линейка, и очень полезна в работе. С её помощью можно определять необходимое усилие для гибки в выбранном раскрытии матрицы, выбирать матрицу по требуемому радиусу гиба на изделии, а также подобрать листогибочный пресс с достаточным усилием для гибки конкретной детали.
| S – толщина материала |
| V – раскрытие матрицы |
B – мин. размер отгибаемой полки размер отгибаемой полки |
| Ri – внутренний радиус гиба |
| R – предел прочности |
На пересечении линий толщина материала и раскрытие матрицы находится значение усилия гибки в т/м. Для каждой толщины листа можно выбрать 5 различных значений раскрытия матрицы. В низу таблицы находятся корректирующие коэффициенты, отражающие зависимость усилия гибки от материала и угла гибки.
| 420 N/мм2 | ||||||||||||||||||||
| S (мм) |
4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | V |
| 3,0 | 3,5 | 4,0 | 5,5 | 6,5 | 8,0 | 10,5 | 13,0 | 16,5 | 21,0 | 26,0 | 32,5 | 41,0 | 52,0 | 65,0 | 81,5 | 104,0 | 130,0 | 163,0 | B | |
| 0,5 | 0,7 | 0,8 | 1,0 | 1,3 | 1,5 | 2,0 | 2,5 | 3,2 | 4,4 | 5,0 | 6,5 | 8,0 | 10,0 | 12,0 | 15,0 | 20,0 | 25,0 | 37,0 | Ri | |
| 0,6 | 6 | 5 | 3 | 2 | F т/м |
|||||||||||||||
| 0,8 | 12 | 9 | 7 | 5 | 4 | |||||||||||||||
| 1,0 | 15 | 11 | 8 | 6 | 5 | |||||||||||||||
| 1,2 | 18 | 12 | 9 | 7 | 5 | |||||||||||||||
| 1,5 | 21 | 15 | 12 | 8 | 6 | |||||||||||||||
| 2,0 | 30 | 23 | 16 | 12 | 9 | |||||||||||||||
| 2,5 | 39 | 27 | 20 | 14 | 11 | |||||||||||||||
| 3,0 | 43 | 31 | 23 | 16 | 12 | |||||||||||||||
| 4,0 | 60 | 44 | 32 | 23 | 18 | |||||||||||||||
| 5,0 | 76 | 54 | 39 | 29 | 22 | |||||||||||||||
| 6,0 | 85 | 62 | 45 | 33 | 25 | |||||||||||||||
| 8,0 | 121 | 88 | 70 | 46 | 35 | |||||||||||||||
| 10,0 | 151 | 109 | 79 | 58 | 44 | |||||||||||||||
| 12,0 | 173 | 124 | 91 | 66 | 50 | |||||||||||||||
| 15,0 |
INOX нерж. Fe констр. сталь R=420 – усилие×1 AL алюминий R=200 – усилие×0,5 |
213 | 155 | 113 | 81 | 62 | ||||||||||||||
| 20,0 | 302 | 220 | 158 | 115 | 89 | |||||||||||||||
| 25,0 | 378 | 269 | 197 | 144 | ||||||||||||||||
 сталь R=700 – усилие×1,7
сталь R=700 – усилие×1,7Корректирующие коэффициенты, отражающие зависимость мин. размера отгибаемой полки от угла гибки.
| 30° | B×1,6 |
| 60° | B×1,1 |
| 90° | B×1,0 |
| 120° | B×0,9 |
| 150° | B×0,7 |
Особенности гибки металла в Екатеринбурге
Гибка листового металла может осуществляться несколькими способами с использованием сложных чертежей и современных устройств (для этого процесса нужно купить специальный станок). Компания УЗЛК предлагает по очень доступным ценам услуги по осуществлению гибки листового металла различными методами. Размещать у нас заказы могут как частные заказчики, так и предприятия.
Компания УЗЛК предлагает по очень доступным ценам услуги по осуществлению гибки листового металла различными методами. Размещать у нас заказы могут как частные заказчики, так и предприятия.
Пружинение и усилие
Во время гибки при изготовлении деталей нижняя часть металлического листа растягивается, а верхняя сжимается. Между этими зонами находится линия, в которой имеется только упругая деформация – в этом месте металл пытается восстановить свое исходное состояние и распрямить гибку. Чтобы этого избежать гибка осуществляется под более острым углом.
Обычно гибку пытаются осуществлять быстро, чтобы максимально повысить производительность работы, но это негативно может повлиять на точность. Если требуется высокоточная гибка, то требуется делать превентивный перегиб, который подобран под определенные условия. Обратное пружинение будет тем меньше, чем меньше радиус гибки. Угол пружинения минимален, если линия гиба совпадает с направлением проката, и максимален, если линия гиба идет поперек. Поэтому, в этом случае требуется делать разные настройки по углу.
Поэтому, в этом случае требуется делать разные настройки по углу.
При изготовлении деталей требуется прилагать усилие, которое может быть фиксированной величиной или функцией от нескольких переменных. Технически максимальное усилие пресса ограничивается не его возможностями, а электроникой, которая не дает превзойти определенное значение. Это позволяет продлить срок службы дорогостоящего оборудования и способствует оптимизации производства. Какое усилие потребуется в заданных условиях, рассчитать трудно. Но такую оценку проводить необходимо, чтобы не повредить станок.
Деформация металла
Изготовление деталей посредством деформации металла основана на принципе трех точек: металлический лист опирается на 2 точки матрицы, а пуасон давит на лист между ними, в результате чего образуется третья центральная точка. Постепенно пуасон опускается и центральная точка опускается вместе с ним, при этом нижние боковые поверхности листа скользят вместе по радиусам V-раскрытия матрицы. Металл сжимается в том месте, где давит пуасон и растягивается с нижней стороны. Кроме того, он деформируется в том месте, где происходит скольжение по матрице.
Металл сжимается в том месте, где давит пуасон и растягивается с нижней стороны. Кроме того, он деформируется в том месте, где происходит скольжение по матрице.
Чем больше требуется деформировать металл, тем большее воздействие на него нужно оказать. Удлинение заготовки, которое происходит на каждом гибе, зависит от радиуса гиба, угла гиба, толщины материала и его типа. Обычно разницей в удлинении вдоль и поперек проката пренебрегают.
Воздушная гибка
Изготовление деталей при помощи воздушной гибки характеризуется высокой скоростью. Требуемое усилие при этом является минимальным. Это позволяет производить высокоточную гибку, применяя при этом менее мощное оборудование и продлевая срок службы инструмента. Поскольку общее воздействие на материал небольшое, то на нем остается меньше следов.
К недостаткам воздушной гибки можно отнести:
- невысокую точность по углу;
- недостаточно точную форму профиля;
- то, что совокупность признаков воздушной гибки не снижает эффект обратного пружинения.

Гибка в упор
Высокоточная гибка в упор применяется при изготовлении деталей, к которым предъявляются повышенные требования. К преимуществам этого метода можно отнести меньшее обратное пружинение, что увеличивает повторяемость результата. Кроме того, возрастает точность по углу, поэтому удается получать достаточно точный профиль с нужным углом и радиусом. Этот метод дает хорошие результаты на больших сериях. К недостаткам этого метода можно отнести большое усилие и необходимость подбирать новый инструмент в случае появления нового сечения профиля.
Чеканка
Изготовление деталей при помощи чеканки применяется при изготовлении деталей, к качеству которых предъявляются высокие требования. Этот метод высокоточной гибки дает максимальную точность по углу. При этом обратное пружинение минимально. Результат не зависит от направления проката и вида металла.
К недостаткам этого метода можно отнести повышенный износ оборудования. Это происходит из-за того, что применяемый для чеканки гидравлический пресс должен развивать большое усилие.
Это происходит из-за того, что применяемый для чеканки гидравлический пресс должен развивать большое усилие.
Глубокое погружение в тоннаж листогибочного пресса, Часть I: Улучшение формул
Глубокое погружение в тоннаж листогибочного пресса: почему изгибы становятся крутыми, когда они это делают? Это связано с тем, как изгибающие силы влияют на заготовку. Getty Images
На протяжении многих лет я обсуждал, как крутые изгибы влияют на изгиб на листогибочном прессе. За это время у меня было несколько вопросов о том, почему я использовал 63 процента толщины материала в качестве средней отправной точки для мягкой холоднокатаной стали.То есть, когда внутренний радиус изгиба уменьшается примерно до 63 процентов толщины материала, изгиб становится «резким», когда наконечник пуансона начинает проникать и сгибать изгиб.
Последний год я изучал эту тему, обсуждая ее с некоторыми из самых умных и знающих людей, которых я знаю в отрасли. С некоторой уверенностью я могу объяснить точное значение резкого изгиба каждого типа материала.
С некоторой уверенностью я могу объяснить точное значение резкого изгиба каждого типа материала.
Подробности крутого изгиба мы расскажем в следующем месяце. Но чтобы действительно понять, почему работают эти расчеты крутых изгибов, нам нужно иметь глубокое понимание того, как рассчитывается тоннаж при формовании.
Диаграмма силы воздушного изгиба
При изгибе воздухом вы можете обратиться к диаграмме тоннажа или силы, обычно с указателем материала на вертикальной оси и шириной V-образного штампа на горизонтальной оси. Обратите внимание, что значения формовочного усилия в этих таблицах основаны на конкретных отношениях ширины матрицы к толщине материала (или соотношениях толщины матрицы), таких как следующие, с толщиной материала слева от знака равенства и соотношением матрицы справа:
0,078 дюйма = ширина матрицы 6x толщина материала
0.118 дюймов = ширина матрицы 8x толщина материала
0,354 дюйма = ширина матрицы 10x толщина материала
0,551 дюйма = ширина матрицы 12x толщина материала
Это всего лишь пример соотношений матриц из одной таблицы; другие диаграммы могут быть основаны на других соотношениях кубиков, и это обычно отмечается на самой диаграмме. Независимо от того, каковы соотношения кристаллов, обратите на них внимание (см. Рисунок 1 ). Если ширина вашей матрицы даже не близка к этой, ваш расчет тоннажа по таблице будет совершенно неточным.
Независимо от того, каковы соотношения кристаллов, обратите на них внимание (см. Рисунок 1 ). Если ширина вашей матрицы даже не близка к этой, ваш расчет тоннажа по таблице будет совершенно неточным.
Когда вы найдете значение силы, вы затем вставляете его в формулу, которая прилагается к диаграмме или иным образом опубликована производителем листогибочного пресса, поставщиком инструмента или поставщиком материала. В этих формулах используется значение множителя, которое может быть больше или меньше в зависимости от типа материала, с которым вы работаете, – если хотите, множитель. Чем выше прочность материала на разрыв, тем больше множитель тоннажа, что согласуется с большинством формул формирования тоннажа, используемых в отрасли.
Рисунок 1 Отношение матрицы – это ширина матрицы, деленная на толщину материала. Чем больше коэффициент, тем меньше изгибающее усилие требуется для приложения.
В течение многих лет я использовал следующую формулу для расчета усилия формовки, которое потребовалось бы для выполнения гибки:
Формовочный тоннаж на дюйм =
(575 × толщина материала2) / отверстие матрицы / 12
Отсюда, ответ будет зависеть от типа материала, длины изгиба и метода формовки.Эта формула довольно хорошо работает для материалов среднего класса, таких как сталь AISI 1015 с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм – наше базовое значение.
Конечно, существует множество других формул тоннажа. Рассмотрим следующее:
P = (b × t2 × Rm) / [(W – Rd – Rp) × 9,800]
Где:
P = Требуемое усилие, метрические тонны
t = Толщина материала
W = Ширина матрицы, мм
Рисунок 2 Некоторые отраслевые расчеты тоннажа берут начало в строительной отрасли, включая простую теорию балок.
b = Длина изгиба, мм
Rm = Прочность на разрыв, МПа
Rd = Радиус входа в матрицу
Rp = Радиус пуансона
Это уравнение тоннажа (приведенное в литературе SSAB и Pacific Press) включает радиус матрицы ( Rd), что, как мы увидим, может существенно повлиять на силу изгиба. Тем не менее, похоже, что он не работает хорошо при применении к среднему и более мягкому диапазону материалов.
Тем не менее, похоже, что он не работает хорошо при применении к среднему и более мягкому диапазону материалов.
Введение в теорию пучка
Откуда возникла формула? В частности, откуда взялось значение 575 и что это значение представляет? В предыдущем столбце я заявил, что не смог определить происхождение формулы или откуда взялось значение 575.Я предположил, что это датируется 1950-ми годами и, вероятно, из строительной отрасли. Хотя у меня до сих пор нет окончательного доказательства происхождения этой формулы, сама формула, похоже, основана на простой теории пучка.
Когда мы сгибаем лист или пластину, это не более чем поддерживаемая балка, охватывающая две точки, верхние выступы V-образной матрицы, с сосредоточенной нагрузкой в середине, создаваемой нисходящей головкой пуансона (см. Рисунок 2 ). Длина «балки» равна ширине проема штампа листогибочного пресса, а нагрузка равна силе, прилагаемой к пластине толкателем и пуансоном.
Теория луча дает нам подсказку – хотя и только возможную – о том, откуда это 575 в формуле тоннажа. Если вы хотите вникнуть в формулы, посмотрите их на боковой панели.
Если вы хотите вникнуть в формулы, посмотрите их на боковой панели.
Почему не предел текучести?
В традиционных формулах тоннажа используется прочность материала на разрыв, а не предел текучести. Но почему именно это? В конце концов, разве изгиб не коренится в практике «податливости» материала под давлением формования?
Причиной использования предела прочности на разрыв или предела прочности на разрыв (UTS) является постоянство значений.Рассмотрим Рисунок 3 и сравните значения предела текучести с показателями предела прочности на растяжение. В то время как предел прочности на растяжение постоянно растет, значения предела текучести повсюду, что затрудняет использование этих значений любым рациональным образом.
Рисунок 3 Предел прочности на растяжение имеет тенденцию постоянно повышаться среди марок материалов, но этого нельзя сказать о пределе текучести. Это одна из причин, по которой в большинстве составов тоннажа используется предел прочности на разрыв, а не предел текучести.
Некоторые формулы делают использование предела текучести, и некоторые из них коренятся в формулах для расчета изгибающего момента в поддерживаемом пучке. Опять же, если вы хотите попробовать, посмотрите на боковую панель.
Эффект штампа: ширина и уступы
По мере того, как отверстие штампа становится меньше по сравнению с толщиной материала и внутренним радиусом, тем большее усилие требуется для изгиба детали. Точно так же, чем больше требуемый тоннаж для формования, тем больше трение между материалом и радиусом матрицы.Точно так же, чем больше передаточное отношение матрицы, тем меньше тоннажная нагрузка.
Ваша машина с механическим, гидравлическим или электрическим приводом предназначена для изгиба до номинальной грузоподъемности. Эта способность рассчитывается, когда соотношение матрицы составляет 8: 1 и у вас есть «идеальное» соотношение изгиба, когда толщина материала равна внутреннему радиусу изгиба.
Коэффициент штамповки для более тонких материалов может быть уменьшен до 6: 1, а если вы формируете более толстые материалы, вам, возможно, придется увеличить коэффициент штамповки до 10: 1 или 12: 1, чтобы уменьшить изгиб усилие и удерживайте давление в пределах возможностей листогибочного пресса.
Радиусы заплечиков матрицы (радиус матрицы) также влияют на требования к усилию. Чем меньше радиус матрицы, тем выше сила, необходимая для изгиба материала. Например, 0,196 дюйма. Радиус матрицы потребует большей изгибающей силы, чем 0,314 дюйма. радиус матрицы.
Меньший радиус матрицы также значительно увеличивает шероховатость двух радиусов матрицы или шероховатость поверхности. Чем шероховатее поверхность, тем больше требуется сила изгиба. Это также вызывает большую пластическую деформацию листа.
Эффекты трения
При воздушной формовке V-образная матрица эффективно выполняет как качение, так и скольжение. Когда лист вращается в матрицу, происходит прокатка; когда пуансон опускается, он протягивает лист по радиусу матрицы, и вы получаете скольжение (см. , рис. 4, ).
Это скользящее и перекатывающее движение во время формовки является функцией смещения пуансона или глубины проникновения в отверстие матрицы. Это также зависит от времени. Составляющая времени является функцией скорости (скорость гибки), смещения между точкой контакта (точка защемления) и расстояния, пройденного в отверстие матрицы.
Составляющая времени является функцией скорости (скорость гибки), смещения между точкой контакта (точка защемления) и расстояния, пройденного в отверстие матрицы.
Коэффициент трения также изменится при использовании поверхностных пленок или смазок. Если поверхность металла чистая и не смазана, трение будет выше, увеличивая вероятность заедания и истирания материала и увеличивая необходимое усилие формования. Уменьшите трение, и вы уменьшите вероятность заедания и истирания, но вы также увеличите упругость материала.
Если смазка отсутствует, например, уретановые листы или другие типы смазки, трение между матрицей и листом регулируется за счет сцепления трения.Это вызовет заметное увеличение трения между матрицей и материалом, что приведет к уменьшению упругого возврата материала и потребует большей силы для изгиба детали. Сгибаемые материалы и инструментальный материал также играют роль. Трение также может способствовать увеличению растягивающего напряжения и растрескиванию внешней поверхности.
Рисунок 4 Когда в матрице образуется изгиб, происходит как качение, так и скольжение. Материал «катится», когда он вращается по радиусу матрицы, и «скользит», когда пуансон выталкивает материал в пространство матрицы.
Скорость гибки или скорость пуансона также влияет на требуемую силу гибки. По мере увеличения скорости формования изгибающая сила уменьшается. Коэффициент трения зависит от скорости скольжения материала, и эта скорость скольжения пропорциональна скорости изгиба. Увеличение скорости скольжения при изгибе снижает коэффициент трения и изгибающую силу, но в то же время увеличивает упругость материала.
Листы с шероховатой текстурой поверхности создают большее трение и, следовательно, большую требуемую силу изгиба.Листы с большой шероховатостью поверхности будут демонстрировать значительное трение из-за увеличения шероховатости. А изгибы с повышенной шероховатостью требуют большей изгибающей силы и будут производить меньшую упругую отдачу. При этом радиус матрицы и скорость пуансона играют более важную роль, когда дело касается трения.
При этом радиус матрицы и скорость пуансона играют более важную роль, когда дело касается трения.
Направление зерна
Направление волокон материала по отношению к линии изгиба также влияет на требуемый тоннаж формования. В идеале деталь должна быть изогнута поперек направления естественного волокна или направления прокатки.
Материалы с направлением волокон подвержены так называемой анизотропии . Измените отношение линии сгиба к естественному направлению волокон (см. , рис. 5, ), и вы измените результаты сгиба, включая угол сгиба, упругость и внутренний радиус сгиба. Если вы изгибаете волокно, вы получите более сильный изгиб, который может выдержать меньший внутренний радиус изгиба.
При этом гибка с волокном может снизить требования к тоннажу. Иногда можно снизить требования к тоннажу на целых 15 процентов за счет гибки по волокну и до 7 процентов за счет диагонального изгиба (45 градусов) к волокну.
Коэффициент растяжения
Как вы уже догадались, я потратил немало времени на копание и работу с формулами тоннажа.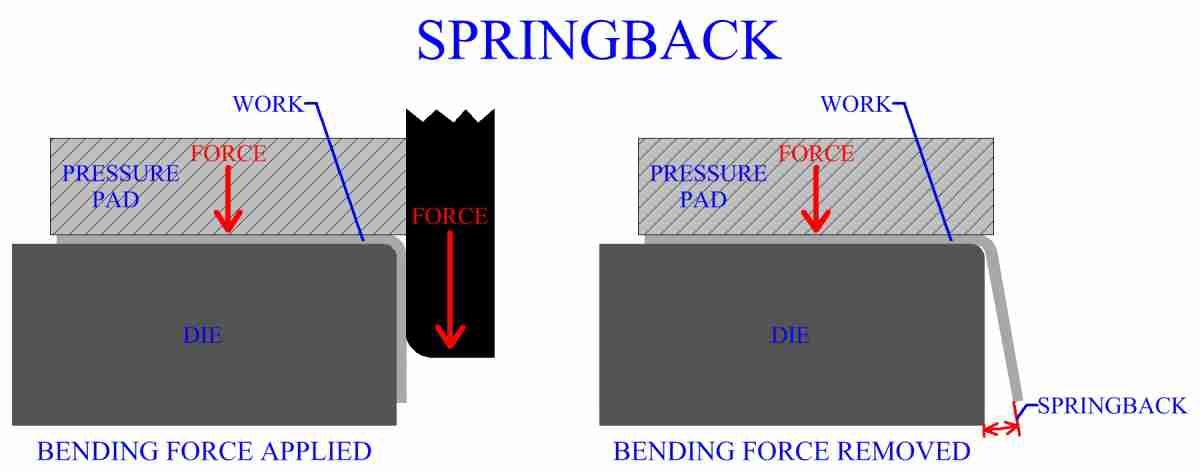 Есть из чего выбрать, помимо обсуждаемых здесь. К сожалению, несмотря на то, что существует множество способов расчета тоннажа, все они используют аппроксимацию или коэффициент ошибочности.
Есть из чего выбрать, помимо обсуждаемых здесь. К сожалению, несмотря на то, что существует множество способов расчета тоннажа, все они используют аппроксимацию или коэффициент ошибочности.
Прогнозирование тоннажа никогда не будет точной наукой. Однако мы можем вычислить достаточно точный ответ относительно того, сколько силы потребуется в той или иной ситуации.Вместо того, чтобы использовать коэффициент выдумки, мы можем использовать коэффициент растяжения. То есть мы просто делим предел прочности материала на разрыв нашей базовой стали A36, 60 000 фунтов на квадратный дюйм.
Формовочный тоннаж на дюйм =
[(575 × толщина материала2) / отверстие матрицы / 12]
x (прочность материала на разрыв в фунтах на квадратный дюйм / 60 000)
Рисунок 5 Анизотропное поведение означает, что результаты изгиба меняются в зависимости от направления волокон.
Последняя часть уравнения (растяжение материала в фунтах на квадратный дюйм, деленное на 60 000) – это коэффициент растяжения. Вот несколько примеров коэффициента тоннажа:
Domex, растяжение 116000 фунтов на квадратный дюйм:
116000/60 000 = 1,933 коэффициент растяжения
304 Нержавеющая сталь, растяжение 74,770 фунтов на кв.
33,000 / 60,000 = 0,550
5052-0 Алюминий, 28,000 PSI растяжение:
28,000 / 60,000 = 0.466
Коэффициент растяжения работает и с другими формулами тоннажа. Возьмите значение тоннажа из выбранного вами метода расчета и умножьте его на соответствующий коэффициент растяжения, чтобы получить значение усилия в тоннаже.
Производительность машины в зависимости от формовочного тоннажа
На силу изгиба влияют многие факторы: кинетическое трение между материалом и матрицей, толщина и прочность материала (и их вариации), направление прокатки листа, деформационное упрочнение и другие факторы. .Независимо от того, смотрите ли вы на диаграмму силы в тоннаже или вычисляете числа самостоятельно, эти значения представляют собой расчетную тоннаж для сгибания материала в заданном отверстии штампа.
Сила гибки – это не то же самое, что мощность машины. Грузоподъемность машины должна превышать значение изгибающей силы приложения как минимум на 20 процентов.
Здесь снова можно использовать коэффициент вместимости. Разделите растяжение материала на базовое значение 60 000 фунтов на квадратный дюйм, а затем умножьте коэффициент растяжения на значение прочности листогибочного пресса для низкоуглеродистой стали.Это даст вашей машине возможность сгибать тот материал, который вам нужно сгибать.
Все это сводится к тому, что существует несколько способов оценки силы, необходимой для изгиба куска листа или пластины. В зависимости от обстоятельств одни формулы лучше других, но подойдут и другие варианты. Какой бы метод вы ни выбрали, никогда не превышайте грузоподъемность вашего станка и инструментов. Это может вывести из строя ваш тормоз и, что еще хуже, поставить оператора в чрезвычайно опасную ситуацию.
Теория балки, адаптированная для изгиба
В большинстве формул тоннажа используется предел прочности на разрыв, а не предел текучести, просто потому, что предел текучести имеет тенденцию меняться. Если вы измените марку материала и предел прочности повысится на определенную величину, скорее всего, предел текучести не увеличится на такую же величину.
Тем не менее, можно использовать выход материала в расчетах тоннажа, если мы адаптируем некоторые формулы из строительной отрасли. Первоначально они были написаны для описания изгибающего момента, создаваемого в поддерживаемой прямоугольной балке с нагрузкой в середине.
Следующие изменения формулы основаны на максимальной силе, необходимой для сгибания материала до внутреннего угла 120 градусов. Они также предполагают стандартное трение или сопротивление при изгибе. Для правильной адаптации этих формул предполагается, что отверстие матрицы максимально приближено к геометрически идеальному. По мере того, как отверстие в матрице становится меньше по сравнению с толщиной материала и внутренним радиусом, тем большее усилие требуется для изгиба детали и тем выше трение между материалом и радиусом матрицы.
Имея все это в виду, мы можем использовать следующие формулы из теории балок для расчета силы, необходимой для изгиба. V
M = изгибающий момент (дюйм-фунт)
W = длина пролета (ширина матрицы, дюймов)
P = Действующее усилие (фунты)
Fy = Напряжение изгиба = Предел текучести материала (PSI)
Z = Модуль упругости пластического сечения (дюйм 3) = b × t2 / 2
b = Балка ширина (длина изгиба, дюймы)
t = толщина балки (толщина материала, дюймы)
M = P × W / 4
Fy = M / Zv
P (фунт.) = 2 × b × t2 × Fy / W
P, выраженное в тоннах на фут = (24 / 2,000) × t2 × Fy / W
Это упрощается до:
P, выраженное в тоннах на фут = 0,012 × t2 × Fy / W
P, выраженное в тоннах на фут, где Fy в KSI = 12 × t2 × Fy / W
Эта цифра 575 может играть роль и в теории пучка, и это намекает на возможную историю этого математическая константа, которую мы используем в наших общих формулах тоннажа. Разделив 575 на 0,012, мы получим 47 916 фунтов на квадратный дюйм, разумный предел текучести для нашего базового материала с пределом текучести 60 000 фунтов на квадратный дюйм.Знайте, что это всего лишь возможное объяснение происхождения константы 575, но оно интригующее.
Стив Бенсон – член и бывший председатель Совета по технологиям высокоточного листового металла Международной ассоциации производителей и производителей. Он является президентом ASMA LLC, [email protected]. Бенсон также реализует программу сертификации листогибочных прессов FMA, которая проводится по всей стране. Для получения дополнительной информации посетите fmanet.org/training или позвоните по телефону 888-394-4362.Последняя книга автора «Основы изгиба» теперь доступна в книжном магазине FMA по адресу fmanet.org/store.
Анализ коэффициента k при гибке листового металла
Тонкий лист заставляет нейтральную ось смещаться внутрь к внутреннему радиусу изгиба. Описание этого сдвига – вот в чем суть k-фактора.
Это первая часть из двух частей. Для второй части нажмите здесь.
Это началось довольно невинно.Читатель написал мне, что спросил меня о k-факторе и расчете допусков на изгиб. Я объяснил, как использовался k-фактор, и вернул его к обычным диаграммам k-факторов. Читатель поблагодарил меня за ответ, но затем сказал, что хочет узнать больше. Откуда берутся эти значения k-фактора и как их вычислить без диаграммы?
Одно привело к другому, и в конце концов я обнаружил, что для того, чтобы дать исчерпывающий ответ, мое путешествие потребовало бы от меня не только вычислений k-фактора, но и y-фактора, минимальных радиусов, кинетического трения и направления волокон – все ключевые ингредиенты, из которых состоит сладкий, тонкий и сложный гамбо, – это наука о гибке.Тем не менее, давайте приступим к приготовлению.
Почему имеет значение k-фактор
Из всех математических констант, используемых при прецизионном производстве листового металла, k-фактор является одним из наиболее важных. Это базовое значение, необходимое для расчета допуска на изгиб и, в конечном итоге, вычета изгиба. Это математический множитель, который позволяет вам определить перемещенную нейтральную ось изгиба после формования.
После проявления значение коэффициента k позволит вам предсказать общую величину удлинения, которое произойдет в пределах данного изгиба.Коэффициент k позволяет рассчитать допуск на изгиб, внешнее отступление, уменьшение изгиба и плоскую компоновку прецизионной детали, которую вы формируете.
Определение нейтральной оси
Чтобы понять k-фактор, вам необходимо твердо усвоить несколько основных терминов, первая из которых – нейтральная ось. Нейтральная ось – это теоретическая область, лежащая на 50% толщины материала в ненапряженном состоянии и плоская. Нейтральная ось – подвижный парень; то есть он смещается внутрь изгиба.Теоретическая линия нейтральной оси останется той же длины как до, так и после завершения изгиба.
Во время изгиба, в то время как область между нейтральной осью и внутренней поверхностью испытывает сжимающие силы, область между нейтральной осью и внешней поверхностью подвергается воздействию растягивающих сил. Нейтральная ось – это зона или плоскость, которая отделяет напряжение от сжатия. Положение нейтральной оси зависит от угла изгиба, внутреннего радиуса изгиба и метода формовки.
Поведение нейтральной оси является основной причиной, по которой плоская часть должна быть меньше, чем общие внешние размеры формованной детали. Присмотритесь к Рисунок 1 . Обратите внимание, как лист стал тонким на сгибе. Это 10-15% утонение во время изгиба заставляет нейтральную ось перемещаться внутрь, к внутренней поверхности материала.
Определение коэффициента k
Коэффициент k имеет несколько определений, что мы обсудим в следующих столбцах этой серии.Тем не менее, вы можете найти классическое определение k-фактора из разных источников. Тот, который следует ниже, исходит от факультета машиностроения и производственной инженерии Университета науки и технологий Ахсануллы в Бангладеш.
«Коэффициент k – это постоянная величина, определяемая делением толщины материала листа на положение нейтральной оси. Область внутри листа, определенная как нейтральная ось, не сжимается внутри нейтральной оси и не расширяется снаружи.Нейтральная ось не претерпевает никаких изменений длины во время операции гибки.
«Тем не менее, нейтральная ось перемещается к внутренней поверхности на определенный процент, этот процент является k-фактором. Это перемещение или смещение нейтральной оси – от 50 процентов толщины материала к новому месту, равному или меньшему 50 процентам толщины материала – является причиной того, что деталь удлиняется во время формовки. Линейное расстояние вокруг дуги изгиба на нейтральной оси – это место, где измеряется припуск на изгиб.”
Допустим, у вас толщина материала 1 миллиметр (мм). В плоском состоянии материал имеет нейтральную ось, расположенную на 50% толщины, на 0,5 мм. Согните материал, и нейтральная ось сдвинется на 0,446 мм, если измерять от внутренней поверхности сгиба. Мы определяем это смещение нейтральной оси как t, как показано на рис. 2 . Мы вычисляем k-фактор, разделив t на толщину материала (Mt): k-factor = t / Mt,
K-фактор – это не что иное, как множитель, который может дать вам точное значение для перемещенной нейтральной оси. .И если вам известен допуск на изгиб, вы можете извлечь из него коэффициент k. Зная коэффициент k, вы можете использовать его для прогнозирования допуска на изгиб для различных углов.
Коэффициент k является основополагающим для проектирования изделий из листового металла с высокой точностью. Это позволяет вам предвидеть уменьшение изгиба для большого количества углов, не полагаясь на таблицу. В то время как современные графики расчетов изгиба теперь достаточно точны, исторически сложившиеся таблицы расчета изгибов, как для допусков на изгиб, так и для вычетов изгибов, были печально известны своей неточностью.Обычно они были действительны только для производственной среды, в которой они были созданы. И многие из этих графиков все еще плавают.
Не идеален коэффициент k. Например, он не учитывает напряжения и деформации, возникающие в изогнутом материале. Получение коэффициента k также зависит от используемого инструмента, типа материала, предела текучести и растяжения, метода формования (воздушное формование, дно или чеканка) и других переменных.
Диаграмма на рис. 3 , показывает диапазон возможных значений k, начиная с 0.50 вплоть до 0,33. А k-фактор может быть еще меньше. В большинстве приложений k-фактор задается как среднее значение 0,4468.
На практике вы никогда не увидите k-фактор больше 0,50, и для этого есть веская причина. Сжимающее напряжение изгиба не может превышать внешнее напряжение. Когда лист плоский без какого-либо приложенного напряжения, нейтральная ось находится в середине листа. Но добавьте немного напряжения и заставьте металл согнуться и посмотрите, что произойдет.Зернистые связи растягиваются, растягиваются и иногда разрываются, заставляя зерна расходиться, поскольку они подвергаются растягивающим напряжениям.
Это коэффициент Пуассона в действии; когда материал растягивается в одном направлении, он становится короче в другом направлении. Коэффициент Пуассона объясняет, почему внешняя площадь поперечного сечения изгиба больше внутренней. По мере расширения пространства снаружи изгиба оно сжимается внутри. Внимательно посмотрите на край на рисунке 4, и вы увидите, как материал расширяется с внешней стороны сгиба, сжимается внутри, заставляя внутренний край сгиба становиться «выпуклым».”
Определение минимального радиуса изгиба
Общая проблема как в листовой, так и в листовой промышленности связана с деталями, у которых внутренний радиус изгиба намного меньше необходимого. Это может нанести ущерб работе листогибочного пресса и вызвать растрескивание на внешней поверхности гиба.
Слишком острый изгиб приводит к пластической деформации из-за чрезмерного напряжения, вызванного изгибом. Проблема будет проявляться в виде растрескивания на внешней поверхности, что приведет к изменению допуска на изгиб.Чем меньше внутренний радиус изгиба, тем больше нейтральная ось смещается к внутренней поверхности изгиба.
Рисунок 3
Эта общая диаграмма k-фактора, основанная на информации из Руководства по машинному оборудованию, дает вам средние значения k-фактора для различных приложений. Термин «толщина» относится к толщине материала. Среднее значение k-фактора 0,4468 используется для большинства операций по гибке.
Важным фактором, стоящим за этим, является использование термина «минимальный радиус изгиба» на многих чертежах и его толкование.Многие видят «минимальный радиус изгиба» и выбирают самый острый пуансон, который у них есть, тот, у которого наименьший радиус наконечника пуансона.
Минимальный радиус изгиба зависит от материала, а не от радиуса пуансона. В воздушной форме это наименьший внутренний радиус изгиба, которого вы можете достичь, не считая дна или чеканки материала.
Если вы обдуваете форму с радиусом пуансона меньше минимального радиуса плавучести, вы согнете внутренний центр сгиба, создав острый сгиб. По мере того, как проявляются вариации в материале, изменения материала от детали к детали усиливают любое отклонение нормали по углу, в конечном итоге вызывая размерные ошибки в заготовке.(Для получения дополнительной информации о крутых поворотах введите «Как воздушный изгиб становится резким» в строке поиска на сайте www.thefab ricator.com.)
Минимальный радиус изгиба принимает две различные формы, каждая из которых влияет на коэффициент k в таким же образом. Первая форма минимального радиуса находится на границе между «острым» и «минимальным» радиусом в воздушной форме. Здесь давление для образования более значимо, чем давление для прокола, в конечном итоге создавая складку в центре изгиба и усиливая любые вариации материала.Когда наконечник пуансона проникает в материал, он дополнительно сжимает внутреннюю область изгиба, что приводит к изменению коэффициента k.
Вторая форма минимального внутреннего радиуса изгиба создается отношением радиуса изгиба к толщине материала. По мере уменьшения соотношения внутреннего радиуса и толщины материала растягивающая деформация на внешней поверхности материала увеличивается. При соотношении
Это ухудшается, когда линия изгиба параллельна волокну или направлению прокатки листового металла.Если изгиб в данном куске металла изгибается с острым радиусом вершины пуансона относительно толщины материала, зерна в материале расширяются намного дальше, чем если бы радиус был равен толщине материала. Это снова коэффициент Пуассона в действии. Когда это происходит, нейтральной оси ничего не остается, кроме как перемещаться ближе к внутренней поверхности, поскольку внешняя часть толщины материала расширяется дальше.
Таким образом, эта вторая форма минимального радиуса изгиба определяется как «минимальный радиус изгиба для толщины материала.Обычно это выражается в единицах толщины материала, кратной толщине материала – 2Mt, 3Mt, 4Mt и т. Д. Поставщики материалов предлагают диаграммы минимальных радиусов изгиба, которые определяют минимальные радиусы для различных сплавов и твердости этих сплавов.
Откуда берутся эти числа в диаграммах минимального радиуса? В их состав входят и другие ингредиенты, которые придают особый вкус нашему гамбо с k-фактором, в том числе пластичность. Испытание на растяжение измеряет пластичность или способность металла подвергаться пластической деформации. Одним из показателей пластичности является уменьшение площади, также известное как уменьшение площади при растяжении.Если вам известно значение уменьшения прочности материала при растяжении, вы можете приблизительно оценить минимальный радиус изгиба в зависимости от толщины материала.
Для определения минимального радиуса изгиба в материале толщиной 0,25 дюйма или более можно использовать следующую формулу: [(50 / уменьшение площади при растяжении в процентах) – 1] × Mt. Для минимального радиуса изгиба для материала толщиной менее 0,25 дюйма можно использовать следующую формулу: [(50 / Уменьшение растяжения в процентах площади) – 1] × Mt} × 0,1
В этих уравнениях вы используйте процентное значение как целое число, а не десятичное.Итак, если ваш материал толщиной 0,5 дюйма имеет 10-процентное уменьшение в процентах, вместо использования 0,10 в уравнении вы должны использовать 10, как показано ниже:
[(50 / уменьшение прочности при растяжении в процентах) – 1] × Mt[(50/10) – 1] × 0,5 = 2
Рисунок 4
Сжатие на внутренней стороне изгиба приводит к тому, что внутренний край становится «выпуклым».
В этом случае минимальный внутренний радиус изгиба в два раза больше толщины материала. Обратите внимание, что это всего лишь практическое правило, которое дает вам приблизительную цифру.Поиск правильного минимального радиуса изгиба для стального или алюминиевого листа требует небольшого исследования и должен включать данные вашего поставщика материала и еще один важный ингредиент в вашей резиновой резинке с коэффициентом k: изгибаете ли вы по волокну или против него.
Направление волокон
Направление волокон, создаваемое в направлении прокатки листа на стане, проходит по всей длине всего листа. Вы можете увидеть это на новом куске листового металла, заметив направление видимых линий, проходящих через него.При изготовлении листа его частицы удлиняются в направлении прокатки.
Направление зерна – это не обработка поверхности, полученная шлифованием или другими механическими процедурами. Тем не менее, царапины на финишной поверхности делают материал более восприимчивым к растрескиванию, особенно когда финишная текстура параллельна натуральной.
Поскольку зерна являются направленными, они вызывают изменения угла и, возможно, внутреннего радиуса. Эта зависимость от ориентации – это то, что мы называем анизотропией, и она играет важную роль, если вы хотите изготавливать точные детали.
Когда металл изгибается параллельно (с) зерном, это влияет на угол и радиус, делая его анизотропным. Включение свойств анизотропии металлов является важной частью точного прогнозирования k-фактора и допусков на изгиб.
Изгиб с зерном заставляет нейтральную ось двигаться внутрь, снова меняя k-фактор. И чем ближе нейтральная ось приближается к внутренней поверхности изгиба, тем больше вероятность появления трещин на внешней стороне радиуса.
Хотя для изгиба требуется меньше усилий, чем для поперечного сгиба волокон, изгиб, выполненный с использованием волокон, более слабый.Частицы легче отделяются друг от друга, что может привести к растрескиванию по внешнему радиусу. Это можно усилить резким изгибом. Тем не менее, если вы изгибаете волокно, можно с уверенностью сказать, что вам понадобится больший внутренний радиус изгиба.
Толщина и твердость материала
У нас есть еще два ингредиента: толщина и твердость материала. По мере того, как толщина материала увеличивается относительно его внутреннего радиуса, значение k-фактора становится меньше, снова подталкивая нейтральную ось ближе к внутренней поверхности.(Обратите внимание, что здесь предполагается, что вы используете отверстие в матрице, подходящее для толщины материала. Ширина матрицы имеет собственное влияние на коэффициент k, который мы рассмотрим в следующем месяце.)
Коэффициент k также уменьшается с увеличением твердость. Более твердые материалы требуют большего растяжения, чтобы получить угол. Это означает большую площадь напряжения на внешней стороне нейтральной оси и меньше места на внутренней стороне. Чем тверже материал, тем больше необходимый внутренний радиус, иногда кратный толщине материала.Это снова коэффициент Пуассона.
Грядущие ингредиенты
Я рассмотрел только некоторые ингредиенты, которые входят в состав гамбо с k-фактором. В следующем месяце я расскажу о других ингредиентах, включая ширину штампа, коэффициент трения, y-факторы и, что немаловажно, метод гибки: гибка воздухом, дно или чеканка. Я также расскажу о другом виде К-фактора (с заглавной буквой «К»).
Затем я проведу вас через расчет изгиба с нуля, а затем проведу расчет коэффициента k вручную.Все это покажет, что да, использование общепринятого значения k-фактора 0,4468 дает прекрасную гамбо. Он почти идеален для повседневного использования. Но, используя коэффициент k, рассчитанный специально для данного приложения, вы можете подойти еще ближе – и вкус гамбо будет еще лучше.
(PDF) Сила изгиба и возвратная пружина при гибке перфорированного листового металла с помощью V-образной формы
Сила изгиба и возвратная пружина при гибке перфорированного листового металла с помощью V-образной формы
0.75 27 250 0,78 248 2
0,75 18 140 0,73 150 10
0,75 12 85 0,7 92 7
Основная ошибка (N) 8,42
Средняя ошибка 3,3%
Выводы
По результатам экспериментов, Из
можно сделать следующие выводы:
– Отжим зависит от толщины материала, матрицы
и угла пуансона, радиуса пуансона, ширины матрицы и размера пробитого отверстия
.
– Размер отверстия на изгибаемой поверхности
влияет на угол изгиба.При увеличении размера отверстия
конечный угол детали уменьшается.
– Влияние размера отверстия на силу изгиба
в матрице 135 градусов больше, чем в матрице 120 градусов
, а влияние матрицы на 120 градусов больше
что в 90 градусах умирают.
– Разница между углом матрицы и пуансона
важна при операциях гибки перфорированных компонентов.
Когда это увеличивается, увеличивается и упругость.
– При тех же условиях возвратная пружина для деталей
с меньшей толщиной больше, чем у деталей с большей толщиной
.
– Когда материал в зоне гибки уменьшается, изгибающая сила
также уменьшается. Это означает, что при одинаковых условиях
детали с отверстиями всегда требуют меньше изгибающих усилий
по сравнению с деталями без отверстий.
– Когда ширина матрицы увеличивается, изгибающая сила уменьшается.
По мере увеличения ширины матрицы изгибающая сила уменьшается нелинейным образом.
.
Магнуссон К. и Тан З., 1990, “Математическое моделирование процесса гибки V-die
“, Труды 16-го Конгресса IDDRG, проходящего каждые два года,
Стокгольм, Швеция, стр. 363-370.
– Когда ширина матрицы увеличивается, конечный угол детали
уменьшается.
– Когда радиус пуансона увеличивается, конечный угол детали
и усилие изгиба увеличиваются. Это увеличение для конечного угла
велико, но для силы изгиба оно мало, и
можно не учитывать.
– Очень важно, как разница между пуансоном и углом матрицы
влияет на силу изгиба. При увеличении
изгибающая сила уменьшается. Этот эффект на
больше для более тонкого материала и материала с большим отверстием
процентов.
– Изгибающие силы в деталях из листового металла с отверстиями на изгибаемых поверхностях
могут быть определены по формуле. (4).
Результаты этого исследования показывают, что компоненты,
которых имеют какие-либо отверстия на изгибаемых поверхностях, ведут себя иначе, чем компоненты без отверстий. Среди всех других факторов
наиболее важным является возвратное усилие, поскольку от него зависит окончательная форма
компонента. Этот коэффициент становится даже на
более важным, когда компонент имеет более узкие допуски.Также
силы изгиба в деталях с отверстиями и без них не похожи на
. Используя экспериментальные результаты данной работы, было получено эмпирическое уравнение
. Это уравнение предсказывает изгибающие силы
со средней ошибкой 1,35% по сравнению с экспериментальными результатами
.
Ссылки
Chun, B.K., Jinn, J.T. и Ли, Дж. К., 2002, «Моделирование эффекта Баушингера
для листового металла, часть I: теория», International Journal
of Plasticity, Vol.18. С. 571-595.
Карден, У.Д., Гэн, Л.М., Мэтлок, Д.К. and Wagoner, R.H., 2002,
«Измерение упругого возврата», Int. J. Mech. Sc., Vol. 44 (1), стр. 79-101.
Фарси, Массачусетс, Арезоо, Б., 2007, «Экспериментальное и численное исследование
влияния ширины штампа и материала компонентов на пружинение и
силу изгиба V-образных штампов», Труды TICME2007
конференция, Тегеран, Иран.
Инамдар, М., Дате, П.П., Нарасимхан, К., Маити, С.К. и Сингх,
,U.P., 2000, «Разработка искусственной нейронной сети для прогнозирования
пружинения при изгибе воздушной спирали», Int J Adv Manuf Technology, Vol. 16,
, с. 376–381.
Garcia-Romeu, M.L. и Ciurana, J., 2006, «Прогнозирование геометрии
– нейронные сети, применяемые к процессу изгиба воздуха
», Proceeding of the ICIC 2006, LNCS 4113, стр. 470-475,
Springer, Berlin / Гейдельберг.
Марчиньяк, З., Дункан, Дж. Л., и Ху, С. Дж., 2002, «Механика обработки листового металла
», Баттерворт Хайнеманн.
Озгу Текаслан, Ульви Секер и Ахмет Оздемир, 2006, «Определение
количества отскока стального листового металла имеет толщину 0,5 мм при гибке
штампов», Материалы и конструкция, Том. 27, стр. 251-258.
Озгюр Текаслан, Недим Гергер и Ульви Секер, 2008, «Определение
упругого возврата листового металла из нержавеющей стали в V-образных гибочных штампах», Материалы
и дизайн, Vol.29, с. 1043-1050.
Сухи И., 2006, «Справочник по проектированию штампов», 2-е издание, McGraw-Hill.
Семиатин, С.Л., редактор томов, 2006, «Справочник ASM, том
14B: Металлообработка: формирование листов», стр. 295-306, ASM international,
Materials Park, Огайо, США.
Tekiner, Z., 2004, «Экспериментальное исследование по исследованию упругого возврата
листовых металлов различной толщины и свойств в гибочных штампах
», J Mater Process Technology, Vol.145 (1), стр 109-117.
Вукота, Больянович, 2004, «Процессы формовки листового металла и проектирование штампов
», Промышленная пресса.
Weinmann, K.J. и Шиппелл, Р.Дж., 1978, «Влияние геометрии инструмента и заготовок
на изгибающие силы и упругое восстановление при гибке стального листа HSLA
в форме V-образной формы на 90 градусов», Материалы 6-й Северной
Американской конференции по исследованиям в области металлообработки , стр. 220-227, США.
Ю-Минь Хуанг, 2005, «Влияние профиля заготовки на процесс гибки листового металла на V-образной матрице
», Int J Adv Manufacturing
Technology, Vol.25. С. 668-677.
J. Браз. Soc. мех. Sci. И англ. Copyright © 2011 ABCM Январь-март 2011 г., Том. XXXIII, No. 1/51
Гибка | Лазерный орех
Lasernut может сгибать или формировать листовой металл и иметь длину до 12 футов.
Предлагаем:
- Многогранные листогибочные прессы – 1–135 тонн 12 футов и 2–60 тонн 6 дюймов с ЧПУ
- Задний упор с ЧПУ для всех станков
- Формовка радиальных выпуклостей, чеканка обычная гибка на воздухе
Существует три основных типа гибки листогибочного пресса, каждый из которых определяется отношением положения конечного инструмента к толщине материала.Эти три вида – изгибание воздуха, опускание и чеканка. Конфигурация инструментов для этих трех типов гибки практически идентична. Матрица с длинным рельсовым инструментом с закругленным концом, который определяет внутренний профиль изгиба, называется пуансоном. Пуансоны обычно прикрепляются к плунжеру машины с помощью зажимов и перемещаются, создавая изгибающее усилие. Матрица с длинным рельсовым инструментом, имеющим вогнутый или V-образный продольный канал, который определяет внешний профиль формы, называется матрицей. Плашки обычно стационарные и располагаются под материалом на станине станка.Обратите внимание, что в некоторых местах не делается различий между двумя разными типами штампов (пуансонов и штампов). В других перечисленных типах гибки используются специально разработанные инструменты или машины для выполнения работы.
Пневматическая гибка
Этот метод гибки позволяет формовать материал путем вдавливания пуансона (также называемого верхней или верхней матрицей) в материал, прижимая его к нижней V-образной матрице, которая установлена на прессе. Пуансон формирует изгиб так, чтобы расстояние между пуансоном и боковой стенкой V было больше, чем толщина материала (T).
В нижней матрице можно использовать V-образное или квадратное отверстие (матрицы часто называют инструментами или приспособлениями). Поскольку для гибки на воздухе требуется меньшее усилие изгиба, как правило, используются инструменты меньшего размера, чем при других методах.
Некоторые из новых нижних инструментов регулируются, поэтому, используя единый набор верхних и нижних инструментов и меняя глубину хода пресса, можно изготавливать различные профили и изделия. Разные материалы и толщину можно изгибать под разными углами изгиба, что добавляет гибкости воздушному изгибу.Кроме того, требуется меньше смены инструмента, что повышает производительность.
Недостатком гибки на воздухе является то, что, поскольку лист не остается в полном контакте с матрицами, он не такой точный, как некоторые другие методы, и глубина хода должна поддерживаться очень точной. Колебания толщины материала и износ инструментов могут привести к дефектам производимых деталей.
Точность угла гибки воздуха составляет приблизительно ± 0,5 градуса. Точность угла обеспечивается применением значения ширины V-образного проема в диапазоне от 6 T (в шесть раз больше толщины материала) для листов до 3 мм толщиной до 12 T для листов толщиной более 10 мм.Пружинность зависит от свойств материала, влияющих на результирующий угол изгиба.
В зависимости от свойств материала лист может быть изогнут для компенсации упругого возврата. Для гибки на воздухе не требуется, чтобы нижний инструмент имел тот же радиус, что и пуансон. Радиус изгиба определяется эластичностью материала, а не формой инструмента.
Гибкость и относительно низкая грузоподъемность, необходимые для гибки на воздухе, делают ее популярным выбором. Проблемы качества, связанные с этим методом, решаются с помощью систем измерения угла, зажимов и систем коронки, регулируемых по осям x и y, а также износостойких инструментов.
Приведенные ниже приближения К-фактора более точны для гибки на воздухе, чем для других типов гибки из-за меньших сил, задействованных в процессе формования….
5 советов по предотвращению деформации листового металла
Листовой металл может быть на удивление непредсказуемым. Согните его в листогибочном прессе, и он может деформироваться в неожиданном направлении. Чтобы свести к минимуму эту деформацию, изготовителю листового металла необходимо знать свой материал и работать с ним. Это похоже на то, как плотник работает с деревом.Изучая зернистость и текстуру, он определяет, как лучше всего вырезать каждую деталь для достижения конечного результата.
Как и древесина, металл имеет зернистость, которая влияет на его поведение. Он также варьируется от листа к листу и от партии к партии. Различия – это не то, что плотник мог бы увидеть с дубом из разных деревьев, но он все же создает проблемы.
Беда с отличиями
Жизнь изготовителей становится намного тяжелее, когда деталь из листового металла выходит не так, как указано на принте.Сборка и сварка дольше, потому что деталь нужно сгибать и вытягивать в нужную форму. Или, в качестве альтернативы, нужно изменить другие части.
Если мы производим несколько якобы идентичных деталей – например, пороги для прицепов или бамперы для пожарных машин, – индивидуальная вариация создает множество проблем. Время сборки увеличивается, и в какой-то момент в будущем замена станет большой головной болью. Поэтому мы стремимся свести к минимуму различия между деталями, а это означает развитие у мастеров чувства листового металла.
Предотвращение деформации листового металла
Создание изгиба означает растяжение металла по внешнему радиусу и сжатие по внутреннему. То, как металл справляется с этим растяжением и сжатием, определяет степень деформации. Деформацию можно уменьшить, хотя и не предотвратить полностью, если обратить внимание на:
- Направление зерна
- Тенденции к деформационному упрочнению
- Изменение твердости и толщины
- Расположение отверстий
- Размер листа
1.Направление зерна
Прокатка металла в листовую форму на стане позволяет удлинить кристаллы металла и придать им зернистость. При изгибе металла вдоль этого волокна повышается риск растрескивания, особенно при установке с малым радиусом. Лучше всегда наклоняться поперек волокон.
2. Деформационное упрочнение
При изгибе металла кристаллы обращены друг к другу. В некоторых сортах одних материалов они легко перемещаются, но в других быстро сцепляются. Это увеличивает твердость металла.Если вы посмотрите на алюминиевый лист в качестве примера, сплавы серии 3000 деформируются очень мало, в то время как сплавы 7000 демонстрируют значительное упрочнение.
Накладное упрочнение увеличивает необходимое усилие изгиба, а также увеличивает вероятность образования трещин. Один из способов уменьшить эффект наклепа – это быстрее сгибать.
3. Изменение твердости и толщины
Спецификации листового металла допускают диапазон твердости и толщины. В результате два предположительно идентичных листа могут иметь разную степень упругого возврата.Если оператор листогибочного пресса не осознает этого, он может получить некоторые детали, которые не будут собираться так легко, как следовало бы.
4. Расположение отверстий
Отверстие возле изгиба изменяет способ растяжения и сжатия металла, что приводит к деформации. Хорошее практическое правило состоит в том, что любые отверстия должны быть как минимум в три раза больше толщины материала от начала изгиба.
5. Размер листа
Сила, необходимая для изгиба детали из листового металла, пропорциональна длине изгиба.При продольном изгибе большого листа сил достаточно, чтобы слегка исказить раму листогибочного пресса. Это может привести к тому, что изгиб будет не совсем прямым.
Кустарный листовой металл?
Когда изделия из листового металла не удается распечатать, сборка и последующая замена становятся намного более сложными. Это изменение связано с тем, как деформируется металл, что, в свою очередь, зависит от ряда характеристик металла. Наша задача как поставщиков услуг по изготовлению металлов в Индиане – понимать и контролировать источники отклонений, чтобы вы получали полную согласованность.Можно сказать, что наши люди – мастера по обработке листового металла.
Что такое листогибочный пресс? | Металл Супермаркеты
Одним из преимуществ многих типов металлов является то, что они относительно пластичны; пластичность гарантирует, что металлы изгибаются до того, как они сломаются. Эта пластичность позволяет придавать им определенную форму и размер. Это делает металлы универсальными, так как часто плоские куски листового металла должны быть изменены, чтобы их можно было использовать. Для этого можно использовать множество формовочного оборудования, но одним из самых распространенных является листогибочный пресс.
Листогибочный пресс – это производственное оборудование, которое используется для гибки листового металла. Листогибочный пресс обычно бывает узким и длинным, поэтому с его помощью можно сгибать большие куски листового металла. Листогибочный пресс сгибает листовой металл, опуская пуансон на листовой металл, расположенный на верхней части штампа. Металл можно несколько раз согнуть листогибочным прессом, пока не будет достигнута желаемая форма.
Какие типы листогибочных прессов бывают?
Гибка листового металла требует большого усилия, и для достижения и передачи этого усилия пуансон опускается на листовой металл несколькими различными способами.Способы приложения силы могут быть гидравлическими, пневматическими, электрическими или механическими. Метод приложения усилия часто включается в название листогибочного пресса (например, гидравлический листогибочный пресс, сервоэлектрический листогибочный пресс).
Листогибочные прессытакже различаются по величине усилия, которое они могут обеспечить. На листогибочном прессе это называется тоннажем; это мера силы в тоннах, которую может развить листогибочный пресс. Обычно гидравлические прессы используются для достижения очень большого усилия, а пневматические и сервоэлектрические прессы обеспечивают меньшее усилие.
Различные типы листогибочных прессов также имеют разную скорость и точность. Сервоэлектрический листогибочный пресс обычно имеет наивысшую степень точности. Пневматические и сервоэлектрические листогибочные прессы также обычно быстрее, чем гидравлические и механические листогибочные прессы.
Что нужно учитывать при гибке металла с помощью листогибочного пресса?
Листогибочные прессыпозволяют выполнять различные гибки на различных типах металлов. При настройке процесса гибки важно учитывать тип гибкого металла, матрицу, пуансон и усилие гибки.
Тип металла важно понимать из-за различных физических свойств металлов. Например, высокоуглеродистая сталь, как правило, будет хуже изгибаться на листогибочном прессе, чем многие алюминиевые сплавы, из-за различий в пластичности и прочности. Металлы обычно имеют рекомендуемый минимальный радиус изгиба, при котором материал можно гнуть, не повредив его.
Матрица и пуансон, используемые на листогибочном прессе, оказывают большое влияние на процесс гибки. Матрица представляет собой полый материал, на который перед гибкой помещается металл.Это очень твердый и прочный материал, по форме близкий к желаемой форме изгибаемого металла. Пуансон представляет собой твердый материал, который опускается на металл. Поскольку прижимание пуансона к металлу и матрице является причиной изгиба металла, обе формы должны точно подходить для работы по гибке. Правильная форма металла после работы листогибочного пресса зависит от размера и формы пуансонов и штампов. Матрицы и пуансоны обычно проектируются таким образом, что их можно легко менять местами для выполнения широкого круга задач.
Стандартные листогибочные прессы:
- Автомобильные панели
- Планер
- Изделия из металла
- Мебель
- Контейнеры металлические
- Многие другие приложения для обработки листового металла
Metal Supermarkets – крупнейший в мире поставщик мелкосерийного металла с более чем 90 магазинами в США, Канаде и Великобритании. Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и пластины. Мы можем разрезать металл в соответствии с вашими требованиями.
Посетите одно из наших 85+ офисов в Северной Америке сегодня.
Производство продукции путем гибки листового металла с использованием широкого диапазона технологий и материалов
ПРОЦЕСС
Гибка листового металла или штамповка листовым прессом – это процесс штамповки металла, при котором происходит пластическая деформация по оси.Гибка обычно не приводит к изменению толщины листового металла. В промышленности этот процесс используется для придания листового металла прочности и жесткости, для изменения момента инерции детали или для улучшения внешнего вида изделий.
Для выполнения этого процесса часто используются пуансон и матрица. Наиболее распространенными материалами пуансона и матрицы являются серый чугун и углеродистая сталь. Для приложения необходимой силы нужен пресс. Узел пуансона, матрицы и пресса называется листогибочным прессом.
Эта деформация вызывает растягивающие и сжимающие напряжения в материале.Но деформации не являются полностью пластичными, все металлы имеют упругую область, и когда сила уменьшается, возникает эффект, называемый упругим возвратом. Пружинная отдача – это частичное восстановление работы изгиба до его геометрии до приложения изгибающей силы. Для устранения упругого возврата и получения желаемого угла обычно используются два метода:
- Перегиб: Величина упругого возврата рассчитана, и листовой металл перегибается на эту величину.
- Нижняя часть пуансона: Устранение упругого возврата заключается в пластической деформации материала в области изгиба путем приложения дополнительной силы через наконечник пуансона после завершения изгиба.
- Формование растяжением: Подвергание детали растягивающему напряжению во время изгиба приведет к пластической деформации упругой области. Этот метод не допускает острых углов.
В процессе гибки листового металла часто используются стандартные инструменты для пуансона и матрицы, что обеспечивает низкую начальную стоимость и пригодность для производства малых и средних объемов. Для специализированных операций гибки можно использовать специальные инструменты, но их стоимость возрастет. Инструментальный материал выбирается в зависимости от объема производства, материала листового металла и степени изгиба.
ПРОИЗВОДСТВО
Gestión de Compras предлагает профессиональное руководство для производства продуктов с широким спектром процессов и материалов. На наших заводах есть вся необходимая техника и оборудование для гибки любого металлического листа.
Существует множество видов гибки, и в Gestión de Compras мы можем производить любой из них:
- Пневматическая гибка
- Нижняя
- Чеканка
- Трехточечная гибка
- Складной
- Протирка
- Поворотная гибка
- Валковая гибочная
- Угловой изгиб
МАТЕРИАЛЫ И ИЗДЕЛИЯ
Процесс гибки
- Низкоуглеродистая сталь
- Аустенитная нержавеющая сталь
- Алюминий и медь низколегированные.