Усилие гибки листового металла: ТЕХНОКОМ | Калькулятор усилия гибки онлайн
alexxlab | 30.12.2019 | 0 | Разное
ТЕХНОКОМ | Калькулятор усилия гибки онлайн
Калькулятор расчета необходимого усилия листогибочного пресса позволяет просчитать необходимый тоннаж. Полезен для технологов и инженеров для общей проработки возможностей своего оборудования или подбора листогибочного пресса для выполнения определенной гибки по параметрам. Позволяет получить общие справочные значения в считанные секунды без сложного обсчета, в том числе для дальнейшего подбора гибочного инструмента или размещения заказов по гибке.Легенда
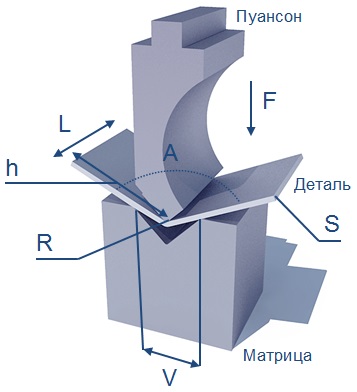
F (усилие, тоннаж), тонн – общее необходимое усилие для осуществления гибаS (толщина), мм – толщина материала (листа) для гибки
V (открытие), мм – открытие матрицы
h (длина полки), мм – минимальная необходимая длина для прямой остаточной полки детали после гибки
L (длина гибки), мм – основная длина гибки детали (параллельна ширине листогибочного пресса)
R (радиус), мм – внутренний радиус гиба
TS (предел прочности) – предел прочности материала детали для гибки
Основная используемая формула для расчета:
Гибочное усилие F = (1,42 x TS x SВнутренний радиус R = (5 x V) / 32
| Для не целых значений используйте точку, а не запятую |
Внимание!
Данный калькулятор предназначен исключительно для получения ориентировочной справочной информации и не может являться эффективным инструментом для точных расчетов и составления технических заданий. Для получения точных и достоверных значений необходимо консультироваться со специалистами.Таблица по усилиям гибки для листогибочного пресса
Нижеприведенная таблица отображает примерное справочное усилие в соответствии с открытием матрицы, минимальной полкой, толщиной металла и радиусом. Данная таблица действительна для 1 метра конструкционной стали| V | H min | R | 0,5 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 18 | 20 |
| 6 | 5 | 1 | 2,5 | 6,5 | 10 | |||||||||||||||||||
| 8 | 6 | 1,3 | 2 | 5 | 8 | 11 | ||||||||||||||||||
| 10 | 7 | 1,7 | 1,5 | 4 | 6 | 9 | 13 | |||||||||||||||||
| 12 | 9 | 2 | 3 | 5 | 7 | 11 | 16 | |||||||||||||||||
| 15 | 12 | 2,7 | 4 | 6 | 9 | 13 | 16 | |||||||||||||||||
| 20 | 15 | 3,3 | 4 | 7 | 10 | 13 | 19 | |||||||||||||||||
| 26 | 18 | 4,2 | 5 | 7,5 | 10 | 14 | 21 | |||||||||||||||||
| 30 | 22 | 5 | 6,5 | 8 | 12 | 19 | 24 | |||||||||||||||||
| 32 | 23 | 5,4 | 7,5 | 11,6 | 17 | 23 | 30 | |||||||||||||||||
| 37 | 25 | 5,8 | 10 | 14,5 | 20 | 26 | 33 | |||||||||||||||||
| 42 | 29 | 6,7 | 13 | 17 | 23 | 29 | 35,5 | |||||||||||||||||
| 45 | 32 | 7,5 | 16 | 21 | 27 | 33 | 48 | |||||||||||||||||
| 50 | 36 | 8,3 | 19 | 24 | 30 | 43 | 58 | |||||||||||||||||
| 60 | 43 | 10 | 20 | 25 | 36 | 49 | 64 | |||||||||||||||||
| 70 | 50 | 11,5 | 21 | 31 | 42 | 55 | 69 | |||||||||||||||||
| 80 | 57 | 13,5 | 27 | 37 | 48 | 60 | 75 | |||||||||||||||||
| 90 | 64 | 15 | 32 | 42 | 54 | 66 | 95 | |||||||||||||||||
| 100 | 71 | 17 | 38 | 48 | 60 | 86 | 134 | |||||||||||||||||
| 130 | 93 | 22 | 37 | 46 | 66 | 103 | 149 | |||||||||||||||||
| 180 | 130 | 30 | 33 | 48 | 75 | 107 | 133 | |||||||||||||||||
| 200 | 145 | 33 | 43 | 67 | 97 | 119 | ||||||||||||||||||
| 250 | 180 | 42 | 54 | 77 | 95 |
Калькулятор расчета усилия гибки|Промышленное оборудование Ermaksan в России
Калькулятор расчета необходимого усилия листогибочного пресса позволяет просчитать необходимый тоннаж. Полезен для технологов и инженеров для общей проработки возможностей своего оборудования или подбора листогибочного пресса для выполнения определенной гибки по параметрам.
Легенда
F (усилие, тоннаж), тонн – общее необходимое усилие для осуществления гибаS (толщина), мм – толщина материала (листа) для гибки
V (открытие), мм – открытие матрицы
h (длина полки), мм – минимальная необходимая длина для прямой остаточной полки детали после гибки
L (длина гибки), мм – основная длина гибки детали (параллельна ширине листогибочного пресса)
R (радиус), мм – внутренний радиус гиба
TS (предел прочности) – предел прочности материала детали для гибки
Основная используемая формула для расчета:
Гибочное усилие F = (1,42 x TS x S2 x L)/1000 x VВнутренний радиус R = (5 x V) / 32 Для не целых значений используйте точку, а не запятую
Внимание!
Данный калькулятор предназначен исключительно для получения ориентировочной справочной информации и не может являться эффективным инструментом для точных расчетов и составления технических заданий. Для получения точных и достоверных значений необходимо консультироваться со специалистами.Таблица по усилиям гибки для листогибочного пресса
Нижеприведенная таблица отображает примерное справочное усилие в соответствии с открытием матрицы, минимальной полкой, толщиной металла и радиусом. Данная таблица действительна для 1 метра конструкционной стали| V | H min | R | 0,5 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 18 | 20 |
| 6 | 5 | 1 | 2,5 | 6,5 | 10 | |||||||||||||||||||
| 8 | 6 | 1,3 | 2 | 5 | 8 | 11 | ||||||||||||||||||
| 10 | 7 | 1,7 | 1,5 | 4 | 6 | 9 | 13 | |||||||||||||||||
| 12 | 9 | 2 | 3 | 5 | 7 | 11 | 16 | |||||||||||||||||
| 15 | 12 | 2,7 | 4 | 6 | 9 | 13 | 16 | |||||||||||||||||
| 20 | 15 | 3,3 | 4 | 7 | 10 | 13 | 19 | |||||||||||||||||
| 26 | 18 | 4,2 | 5 | 7,5 | 10 | 14 | 21 | |||||||||||||||||
| 30 | 22 | 5 | 6,5 | 8 | 12 | 19 | 24 | |||||||||||||||||
| 32 | 23 | 5,4 | 7,5 | 11,6 | 17 | 23 | 30 | |||||||||||||||||
| 37 | 25 | 5,8 | 10 | 14,5 | 20 | 26 | 33 | |||||||||||||||||
| 42 | 29 | 6,7 | 13 | 17 | 23 | 29 | 35,5 | |||||||||||||||||
| 45 | 32 | 7,5 | 16 | 21 | 27 | 33 | 48 | |||||||||||||||||
| 50 | 36 | 8,3 | 19 | 24 | 30 | 43 | 58 | |||||||||||||||||
| 60 | 43 | 10 | 20 | 25 | 36 | 49 | 64 | |||||||||||||||||
| 70 | 50 | 11,5 | 21 | 31 | 42 | 55 | 69 | |||||||||||||||||
| 80 | 57 | 13,5 | 27 | 37 | 48 | 60 | 75 | |||||||||||||||||
| 90 | 64 | 15 | 32 | 42 | 54 | 66 | 95 | |||||||||||||||||
| 100 | 71 | 17 | 38 | 48 | 60 | 86 | 134 | |||||||||||||||||
| 130 | 93 | 22 | 37 | 46 | 66 | 103 | 149 | |||||||||||||||||
| 180 | 130 | 30 | 33 | 48 | 75 | 107 | 133 | |||||||||||||||||
| 200 | 145 | 33 | 43 | 67 | 97 | 119 | ||||||||||||||||||
| 250 | 180 | 42 | 54 | 77 | 95 |
Калькулятор усилия гибки | ALIKO
Skip to contentSoita meille! 0207 280 370|[email protected]- Контакты
- Компания
- Актуально
- Youtube
- Страница
- Продукция
- Листогибочные прессы
- ALIKO F-series
- ALIKO Heavy Duty
- ALIKO Giant
- Листогибочный инструмент
- Стандартный инструмент
- Матрицы с переменным раскрытием ручья
- Калькулятор усилия гибки
- Messer Cutting Systems
- Установки плазменной резки
- Установки лазерной резки
- Установки газокислородной резки
- Программное обеспечение
- Листогибочные прессы
- Услуги
- Услуги по модернизации
- Обновление системы управления
- Модернизация задних упоров
- Система безопасности
- Система бомбирования
- Крепление гибочного инструмента
- Вспомогательные устройства
- Сервис и запчасти
- Сервисное обслуживание
- Обучение персонала
- Склад запчастей
- Услуги по модернизации
- Референс-лист
- Калькулятор усилия гибки
- Свяжитесь с нами
- Страница
- Продукция
- Листогибочные прессы
- ALIKO F-series
- ALIKO Heavy Duty
- ALIKO Giant
- Листогибочный инструмент
- Стандартный инструмент
- Матрицы с переменным раскрытием ручья
- Калькулятор усилия гибки
- Messer Cutting Systems
- Установки плазменной резки
- Установки лазерной резки
- Установки газокислородной резки
- Программное обеспечение
- Листогибочные прессы
- Услуги
- Услуги по модернизации
- Обновление системы управления
- Модернизация задних упоров
- Система безопасности
- Система бомбирования
- Крепление гибочного инструмента
- Вспомогательные устройства
- Сервис и запчасти
- Сервисное обслуживание
- Обучение персонала
- Склад запчастей
- Услуги по модернизации
- Референс-лист
- Калькулятор усилия гибки
- Свяжитесь с нами
- Страница
- Продукция
- Листогибочные прессы
- ALIKO F-series
- ALIKO F-series
- Листогибочные прессы
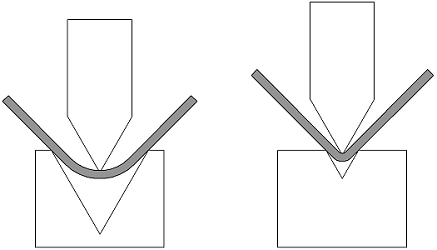
| | ВНИМАНИЕ! Мы разработали программу StrongTonn, которая вычисляет усилие гибки и прочие параметры. Перейти на страничку с программой Существуют два метода гибки: Речь идет о свободной и воздушной гибке, когда присутствует воздушный зазор между листом стенками V-образной матрицы. Именно этот метод является распространенным в применении. Метод «калибровка» – это старый метод, который применяется в определенных случаях, когда лист прижат полностью к стенкам V-образной матрицы. Свободная гибкаДанное направление обладает определенными ограничениями.Характерные черты:
 На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам. На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам.Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y.
 Свободная гибка: преимущества
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы. Воздушная гибка: недостатки
Совет:
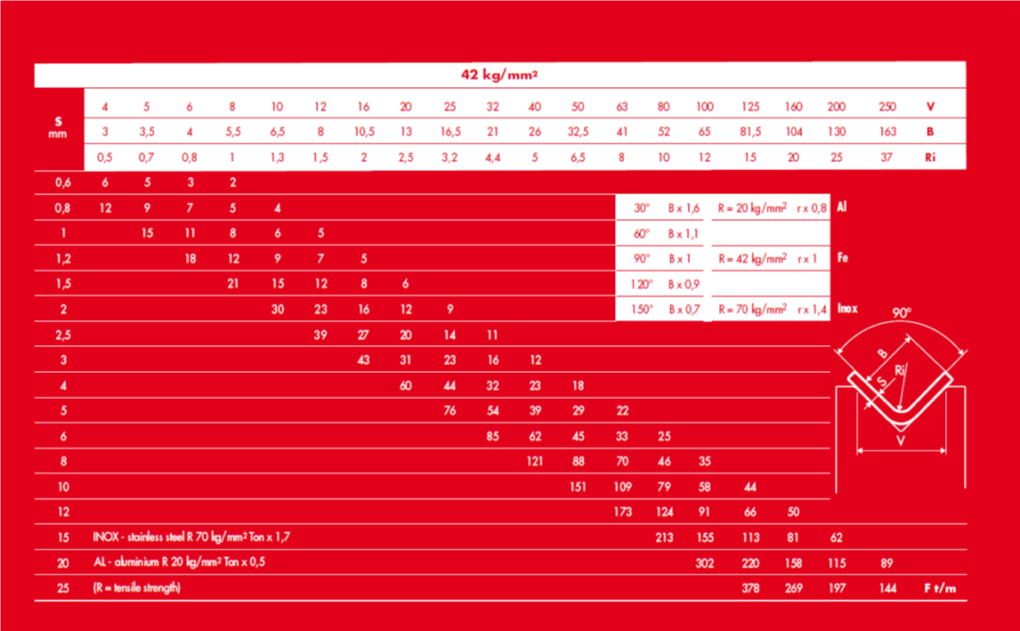
Какое усилие? По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа: 1. ТаблицаВ каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в т на 1000 мм длины гиба ( L ) в зависимости от:
 Пример подобной таблицы Пример подобной таблицыНеобходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2. Рекомендуемое соотношение параметров и усилия
Внимание! Для точных вычислений нужно учитывать следующие ГОСТы:При прокатки возможны отклонения по толщине металла, и требуются точные измерительные приборы (например микрометр). 2. Формула 1,42 – это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом. 1,42 – это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.3. “Правило 8”При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)Усилие и длина гиба Например:
Cовет: Толщина листа (S) Предел прочности на растяжение ( Rm ) Совет: V – раскрытие матрицы Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
Внутренний радиус гиба (Ri) При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации (“обратное пружинение”). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это “деформационным упрочнением”.  Так называемый “естественный внутренний радиус гибки” зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона. Так называемый “естественный внутренний радиус гибки” зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32 Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба. Совет: Минимальная полка (В): 
Упругая деформация Упругая деформация зависит от:
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS:
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°). КалибровкаТочный – но негибкий способПри этом методе угол гиба определен усилием гиба и гибочным инструментом: материал зажат полностью между пуансоном и стенками V образной матрицы. Упругая деформация равняется нулю и различные свойства материала практически не влияют на угол гиба. Рассчитать требуемое усилие гиба очень трудно. Самый надежный способ -выяснить необходимое усилие путем пробной гибки короткого образца на испытательном гидравлическом прессе. Грубо говоря, усилие калибровки в 3 -10 раз выше усилия свободной гибки.  Преимущества калибровки: Преимущества калибровки:
Недостатки калибровки:
| |||||||||||||||||||||
Таблица расчёта усилия гиба для свободного изгиба или воздушного изгиба
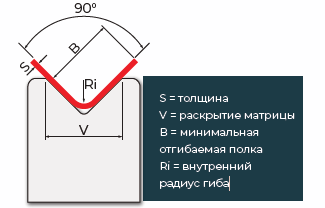 Таблица расчёта усилия имеет тот же принцип действия,
что и линейка, и очень полезна в работе. С её помощью
можно определять необходимое усилие для гибки профиля
в выбранном раскрытии матрицы, выбирать матрицу по
требуемому радиусу гиба на изделии, а также подбирать
листогибочный пресс с достаточным усилием для гибки
конкретной детали.
В левой колонке (S) приводится толщина материала. Первые
три линии содержат раскрытие матрицы (V), минимальный
размер отгибаемой полки (B) и внутренний радиус гиба (Ri).
На пересечении линии с толщиной материала и столбца с
раскрытием матрицы находится значение усилия гибки в кН/м.
Как можно заметить, для каждой толщины можно выбрать
5 различных значений раскрытия матрицы. В низу таблицы
находятся корректирующие коэффициенты, отражающие
зависимость от материала и угла гибки.
Таблица расчёта усилия имеет тот же принцип действия,
что и линейка, и очень полезна в работе. С её помощью
можно определять необходимое усилие для гибки профиля
в выбранном раскрытии матрицы, выбирать матрицу по
требуемому радиусу гиба на изделии, а также подбирать
листогибочный пресс с достаточным усилием для гибки
конкретной детали.
В левой колонке (S) приводится толщина материала. Первые
три линии содержат раскрытие матрицы (V), минимальный
размер отгибаемой полки (B) и внутренний радиус гиба (Ri).
На пересечении линии с толщиной материала и столбца с
раскрытием матрицы находится значение усилия гибки в кН/м.
Как можно заметить, для каждой толщины можно выбрать
5 различных значений раскрытия матрицы. В низу таблицы
находятся корректирующие коэффициенты, отражающие
зависимость от материала и угла гибки.| 420 N/мм² | ||||||||||||||||||||
|
S (мм) |
4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | V |
| 3,0 | 3,5 | 4,0 | 5,5 | 6,5 | 8,0 | 10,5 | 13,0 | 16,5 | 21,0 | 26,0 | 32,5 | 41,0 | 52,0 | 65,0 | 81,5 | 104,0 | 130,0 | 163,0 | B | |
| 0,5 | 0,7 | 0,8 | 1,0 | 1,3 | 1,5 | 2,0 | 2,5 | 3,2 | 4,4 | 5,0 | 6,5 | 8,0 | 10,0 | 12,0 | 15,0 | 20,0 | 25,0 | 37,0 | Ri | |
| 0,6 | 60 | 50 | 30 | 20 |
F kN/м |
|||||||||||||||
| 0,8 | 120 | 90 | 70 | 50 | 40 | |||||||||||||||
| 1,0 | 150 | 110 | 80 | 60 | 50 | |||||||||||||||
| 1,2 | 180 | 120 | 90 | 70 | 50 | |||||||||||||||
| 1,5 | 210 | 150 | 120 | 80 | 60 | |||||||||||||||
| 2,0 | 300 | 230 | 160 | 120 | 90 | |||||||||||||||
| 2,5 | 390 | 270 | 200 | 140 | 110 | |||||||||||||||
| 3,0 | 430 | 310 | 230 | 160 | 120 | |||||||||||||||
| 4,0 | 600 | 440 | 320 | 230 | 180 | |||||||||||||||
| 5,0 | 760 | 540 | 390 | 290 | 220 | |||||||||||||||
| 6,0 | 850 | 620 | 450 | 330 | 250 | |||||||||||||||
| 8,0 | 1210 | 880 | 700 | 460 | 350 | |||||||||||||||
| 10,0 | 1510 | 1090 | 790 | 580 | 440 | |||||||||||||||
| 12,0 | 1730 | 1240 | 910 | 660 | 500 | |||||||||||||||
| 15,0 |
INOX – нержавеющая сталь R = 700 … Усилие * 1,7 AL – алюминий R = 200 … Усилие * 0,5 R – предел прочности |
2130 | 1550 | 1130 | 810 | 620 | ||||||||||||||
| 20,0 | 3020 | 2200 | 1580 | 1150 | 890 | |||||||||||||||
| 25,0 | 3780 | 2690 | 1970 | 1440 | ||||||||||||||||
| 30° | B x 1,6 | R = 200 N/мм² | r x 0,8 | Al | |
| 60° | B x 1,1 | ||||
| 90° | B x 1,0 | R = 420 N/мм² | r x 1,0 | Fe | |
| 120° | B x 0,9 | ||||
| 150° | B x 0,7 | R = 700 N/мм² | r x 1,4 | INOX | |
Расчет усилия гибки листового металла
Листовой прокат, поставляемый и выпускаемый компанией Techno-Eng, по желанию заказчика может быть изогнут практически под любым углом. Для этого наш цех оснащён специальными листогибами и прессами. Мы точно знаем, с каким усилием и куда необходимо надавить, чтобы лист был согнут под идеальным углом, без деформации (последние, увы, неизбежны при неправильном расчёте угла и силы сгибания).
деформированный при гибке лист – прямая причина быстрой коррозии (даже при соответствующей обработке), неэстетичного вида и грядущего выхода из строя. Обычно усилие, требующееся для сгибания листа, задаётся программно – в блок управления листогибом вводятся исходные параметры, на основании которых механизм рассчитывает угол сгиба и прилагаемое усилие. Также листогиб, установленный в цеху Techno-eng, поможет вам придать нужный угол имеющемуся листу нержавейки, приобретённому не у нас.
Технические характеристики оборудования для гибки металлического листа
| Характеристики | Черная сталь | Нержавеющая сталь |
|---|---|---|
| Толщина мин. | 0,5 мм | 0,5 мм |
| Толщина макс. | 10 мм | 10 мм |
| Длина | 6000 мм | 6000 мм |
| Погрешность | +/- 0,2 мм | +/- 0,2 мм |

F (усилие, тоннаж), тонн — необходимое усилие для осуществления гиба
S (толщина), мм — толщина материала (листа) для гибки
V (открытие), мм — открытие матрицы
h (длина полки), мм — минимальная длина для прямой остаточной полки детали после гибки
L (длина гибки), мм — основная длина гибки детали (параллельна ширине листогибочного пресса)
R (радиус), мм — внутренний радиус гиба
TS (предел прочности) — предел прочности материала детали для гибки
Формула расчета усилия гибки:
Гибочное усилие F = (1,42 x TS x S2 x L)/1000 x V
Внутренний радиус R = (5 x V) / 32
Теория гибки|Оборудование Ermaksan в России
Гибка листового металла – вид обработки относящийся к холодной штамповке. На сегодняшний день гибка в большинстве случаев производится на листогибочных, гидравлических прессах. В качестве заготовок применяют листы металла.

При гибке слои металла со стороны пуансона сжимаются, а слои со стороны матрицы, растягиваются.
Длина заготовки рассчитывается по длине нейтральной линии, которая не претерпевает деформаций и находится на расстоянии 0,3-0,5 от линии гибки.
Пружинение детали. После гибки из-за упругой деформации детали отпружинивают. Их размеры немного искажаются. Для компенсации пружинения гибочный инструмент выбирают с меньшими углами, чем углы, которые требуется получить.
Усилие гибки
Свободная гибка – без прикосновения верхнего и нижнего инструмента. Пуансон установленный на гибочной балке вдавливает заготовку на рассчитанную глубину по координате Y в ручей матрицы. Лист касается матрицы в двух точках А и В, не соприкасаясь со стенками матрицы. В данном способе величина угла гибки определяется значением Y, а не геометрия инструмента.

Точность позиционирования координаты Y на гибочных прессах Ermaksan составляет 0,01 мм. Значение координаты Y определяется для всех значений углов. Отличие в значении оси Y возникает из-за – настройки хода гибочной балки, характеристиками металла – геометрией листа, пределом прочности или износом инструмента.
Формула расчета усилия гибки:
1,42 – коэффициент учитывающий трение заготовки о кромки матрицы
По упрощенной формуле можно получить похожие результаты:

- толщина листа (S) в мм
- предела прочности (Rm) в Н/мм2
- V- ширины раскрытия матрицы (V) в мм
- радиуса гибки листа (Ri) в мм
- минимальная полка (B) в мм
Табличный способ расчета усилия гибки
Онлайн калькулятор расчета усилия гибки
Как выбрать раскрытие матрицы – V?
Правило – раскрытие V ручья – больше толщины листа S:
V = 6хS S=1…2мм
V = 8хS S=2,5…6мм
V = 10хS S=6,5…18мм
V = 12хS S=20…40мм
V = 14хS S=свыше 50мм
Раскрытие V- мтарицы обратно пропорционально усилию гибки
При большем раскрытии требуется меньшее усилие, но получается больший радиус;
При меньшем раскрытии требуется большее усилие, но получается меньший радиус
Минимальная полка (B)
Для того чтобы полка не проваливалась в ручей матрицы – нужно чтобы краешек листа выходил из матрицы
Минимальная полка зависит от V и угла гибки
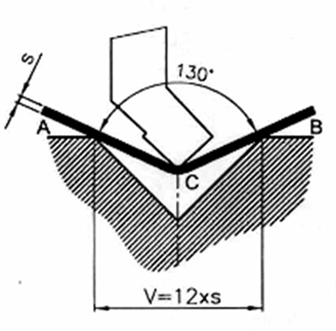
при 1650 полка 0,58 V
при 1350 полка 0,60 V
при 1200 полка 0,62V
при 900 полка 0,65V
при 450 полка 1,00V
при 300 полка 1,30 V
Калибровка
Точный – способ
Угол гиба определяется усилием и геометрией гибочного инструмента: форма детали достигается глухим ударом пуансон по матрице. При данном способе отсутствует упругая деформация, лист пластически деформируется под давлением инструмента. Рассчитать усилие гибки затруднительно. Условно принимаем что усилие калибровки в 3-10 раз больше усилия свободной гибки.

Гибка листового металла
Гибка листового металла – распространенный и жизненно важный процесс в обрабатывающей промышленности. Гибка листового металла – пластическая деформация изделия по оси, создание изменения в геометрия детали. Подобно другим процессам обработки металла, гибка изменяет форму заготовки, при этом объем материала останется прежним. В некоторых случаях изгиб может привести к небольшому изменению толщины листа.Для большинства операций однако изгиб практически не приводит к изменению толщины листового металла. Помимо создания желаемой геометрической формы, изгиб также используется для придания прочности и жесткости листовому металлу, чтобы изменить момент детали инерции, для косметического вида и устранения острых углов.
Рисунок: 264 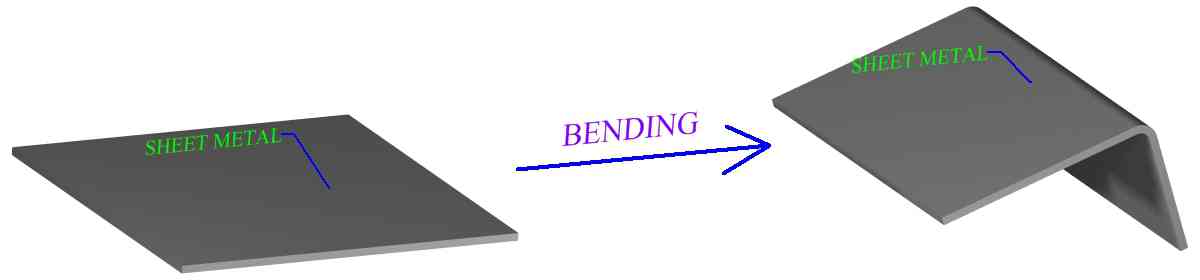 |
Изгиб металла вызывает как растяжение, так и сжатие внутри материала.Механический принципы металлов, особенно в отношении упругой и пластической деформации, являются важны для понимания гибки листового металла и обсуждаются в основах участок формовки металла. Эффект, который свойства материала будут иметь в ответ на Условия производства будут определяющим фактором при проектировании процесса обработки листового металла. Обычно гибка листового металла выполняется в холодном состоянии, но иногда работа может быть с подогревом, до теплой или горячей рабочей температуры.
Большинство операций по гибке листового металла включает настройку штамповочного штампа, хотя и не всегда.Существует множество различных геометрических форм, настроек и приспособлений для штамповки. Инструмент может быть в зависимости от процесса гибки и желаемого угла гибки. Гибочные материалы штампа обычно из серого чугуна или углеродистой стали, но в зависимости от обрабатываемой детали Диапазон материалов пуансона варьируется от древесины твердых пород до карбидов. Сила для штамповка и штамповка обычно обеспечивается прессом. Заготовка может пройти несколько процессов гибки металла. Иногда потребуется серия разных операции штамповки и штамповки для создания единого изгиба.Или много прогрессивных изгибов операции по формированию определенной геометрии.
Листовой металл относится к заготовке при гибке. обсуждаются в этом разделе. Однако многие из описанных процессов также могут быть наносится и на металлический лист. Ссылки на детали из листового металла часто могут включить пластину. Некоторые операции гибки специально разработаны для гибки металлических деталей различной формы, например ручек шкафов. Гибка труб и стержней также широко применяется в современном производстве.
Процессы гибки
Процессы гибки различаются методами пластической деформации лист или тарелка. Материал, размер и толщина заготовки являются важными факторами. при выборе способа гибки металла. Также важен размер изгиб, радиус изгиба, угол изгиба, кривизна изгиба и расположение изгиба в заготовка. При проектировании процесса обработки листового металла следует выбирать наиболее эффективный тип процесс гибки, основанный на характере желаемой гибки и обрабатываемом материале.Многие изгибы могут быть эффективно сформированы с помощью множества различных процессов и доступное оборудование часто определяет метод гибки.
Одним из наиболее распространенных способов изготовления листового металла является V-образная гибка. Пуансон V-образной формы направляет работу в V-образную матрицу и, следовательно, сгибает его. Этот тип отростка может загибать как очень острые, так и очень тупые углы, также все, что находится между ними, включая 90 градусов.
Рисунок: 265 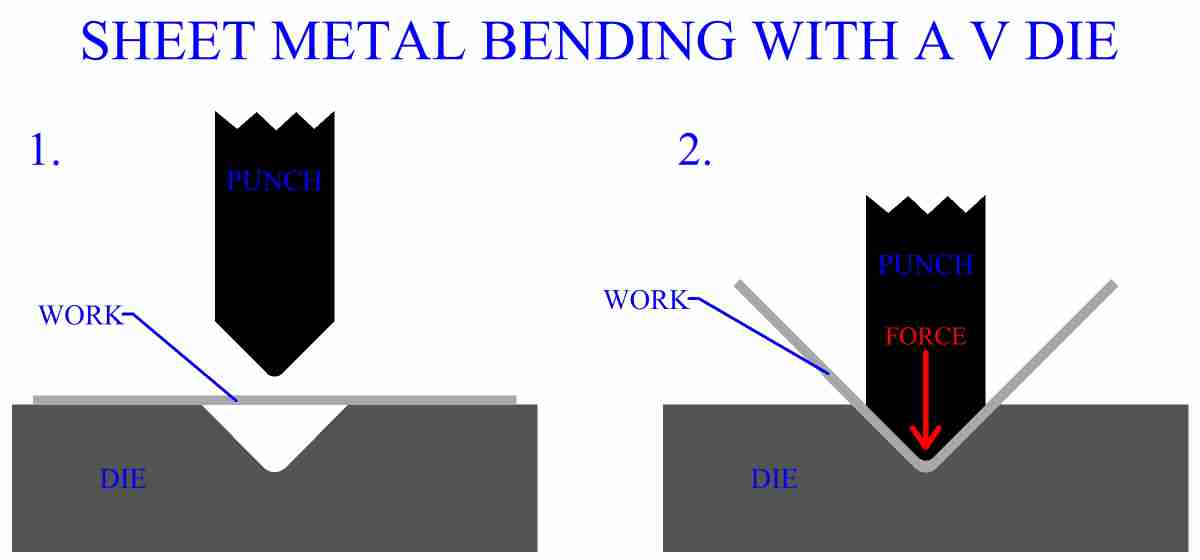 |
Гибка кромок – еще один очень распространенный процесс листового металла, выполняемый с помощью вытирая умирают.Гибка кромок дает хорошее механическое преимущество при формировании сгибаться. Однако углы более 90 градусов потребуют более сложных оборудование, способное передавать некоторые горизонтальные силы. Кроме того, вытирая умирают используемые при гибке кромок должны иметь прижимную подушку. Действие Подушку давления можно контролировать отдельно, чем у пуансона. В основном давление подушка удерживает часть заготовки на штампе, площадь изгиба расположен на краю матрицы, а остальная часть работы удерживается над пространством, как консольная балка.Затем пуансон прикладывает силу к секции консольной балки, заставляя изделие изгибаться за край штампа.
Рисунок: 266 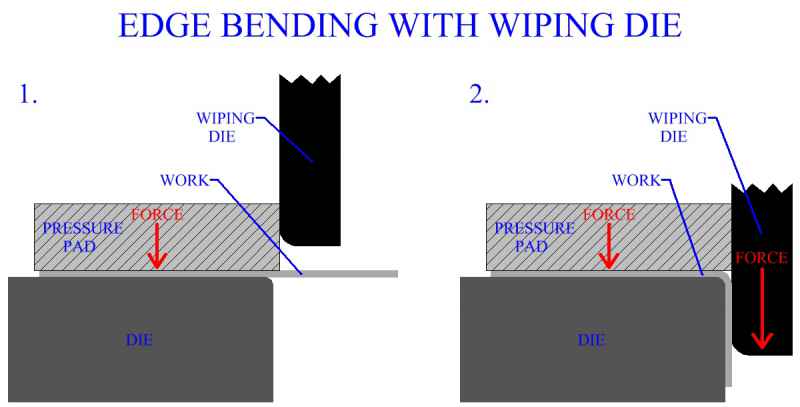 |
Поворотная гибка работает по тому же механизму, что и кромочная гибка. Однако при поворотной гибке используется другая конструкция, нежели для протирочной матрицы. А цилиндр, с вырезанным под желаемым углом, служит пуансоном. В цилиндр может вращаться вокруг одной оси и надежно закреплен на всех остальных степени движения за счет крепления к седлу.Лист металл помещается консольно над краем нижней матрицы, как и настройка при гибке кромок. В отличие от гибки кромок, при поворотной гибке Нет прижимной подушки. На пуансон передается сила, заставляя его закрыться работа. Размер канавки на цилиндре рассчитан таким образом, чтобы угловой изгиб. Канавка может быть меньше или больше 90 градусов, что позволяет для ряда острых и тупых поворотов. V-образный паз цилиндров имеет два поверхности. Одна поверхность контактирует с изделием, передавая давление и удерживая лист металлический на месте на нижней матрице.Поскольку сила передается через цилиндр, он вращается, заставляя другую поверхность изгибать изделие за край штампа, в то время как первая поверхность продолжает удерживать работу на месте. Ротационная гибка обеспечивает хорошее механическое преимущество.
Этот процесс дает преимущества по сравнению со стандартной операцией гибки кромок в что он устраняет необходимость в нажимной подушке и способен сгибаться 90 градусов без какого-либо горизонтально действующего оборудования. Поворотная гибка относительно новый и набирает популярность в обрабатывающей промышленности.
Рисунок: 267 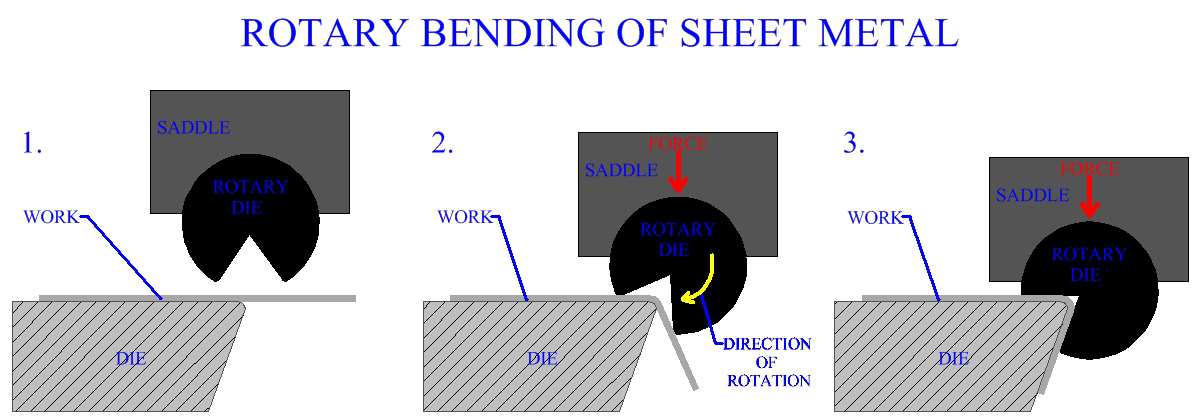 |
Пневматическая гибка – это простой метод создания гибки без необходимости геометрия штампа. Листовой металл поддерживается двумя поверхностями на определенном расстоянии. отдельно. Пробойник оказывает усилие в нужном месте, изгибая листовой металл между две поверхности.
| Рисунок: 268 |
Пуансон и матрица изготавливаются с определенной геометрией, чтобы специфические изгибы.Для гибки каналов используется профильный пуансон и матрица для формирования листа металлический швеллер. U-образный изгиб выполняется с помощью U-образного пробойника правильного кривизна.
Рисунок: 269  |
Многие операции гибки были разработаны для получения смещений и формируют листовой металл для множества различных функций.
Рисунок: 270 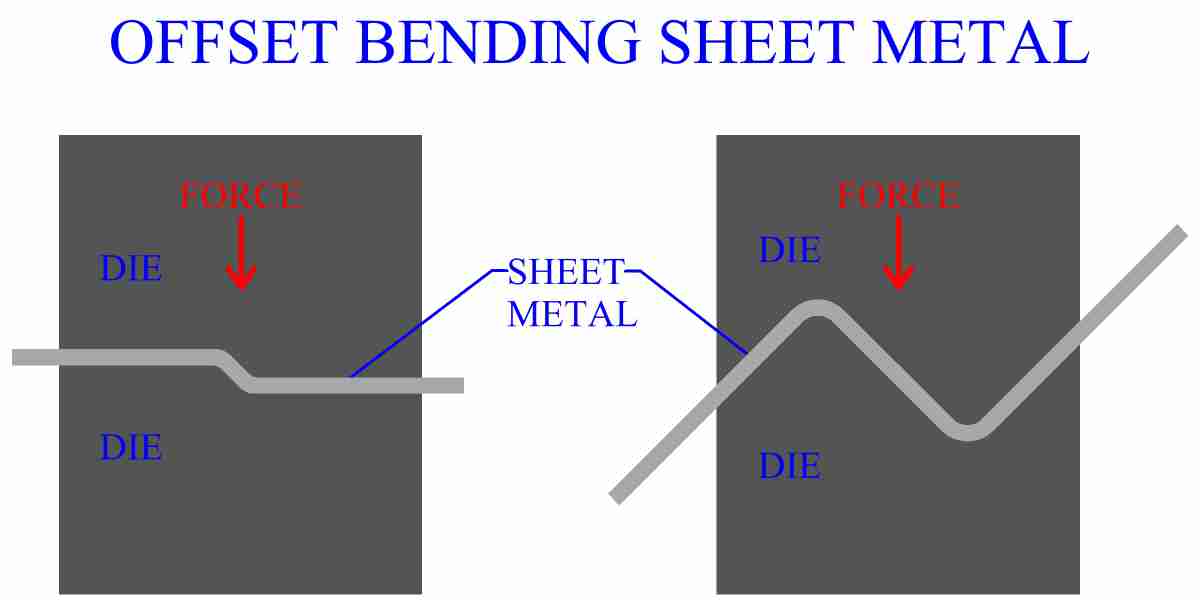 |
Некоторые операции гибки листового металла требуют использования более двух штампов.Круглые трубы, например, можно сгибать из листового металла с помощью нескольких операций. машина. Для соединения полая труба может быть сшита или сварена.
Рисунок: 271 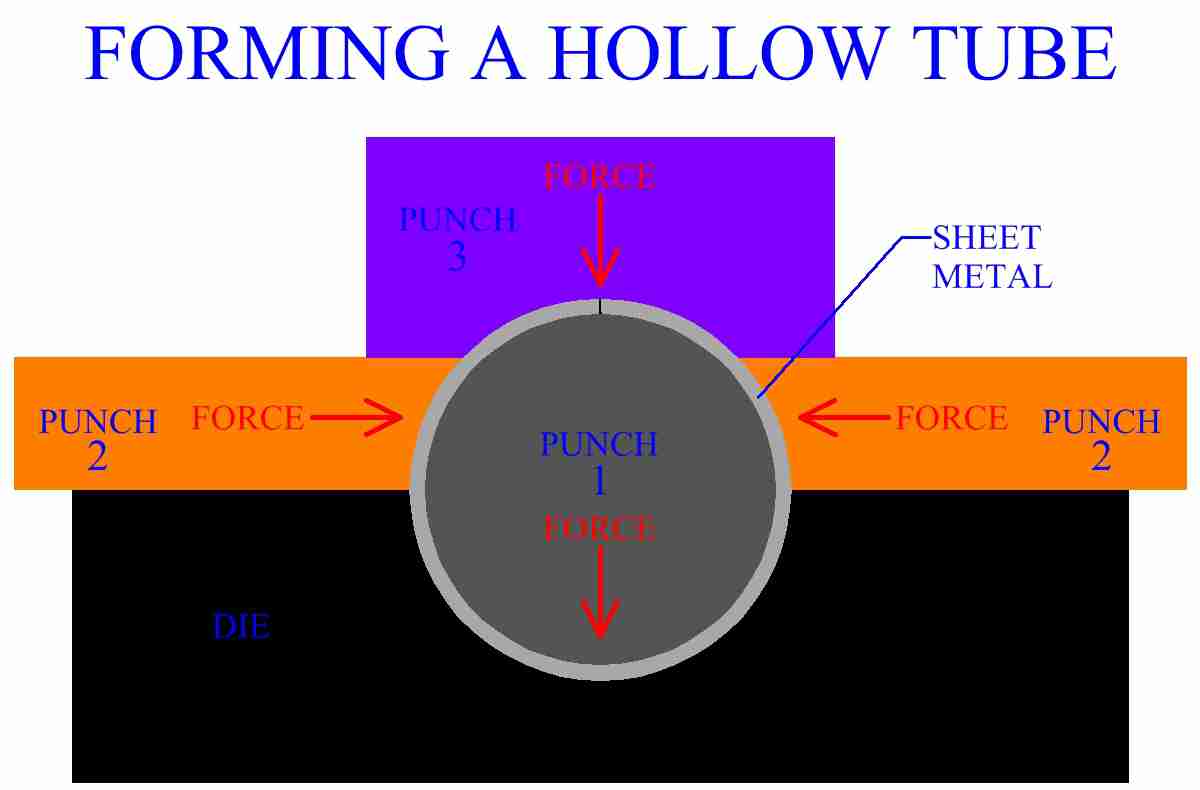 |
Гофрирование – это тип процесса гибки, при котором симметричный изгиб производится по ширине листового металла и через равные промежутки времени по его Вся длина. Для гофрирования используются самые разные формы, но все они имеют с той же целью, чтобы увеличить жесткость листового металла и увеличить его устойчивость к изгибающим моментам.Это достигается упрочнением металла и изменение момента инерции листа, вызванное изгибом геометрия. Гофрированный листовой металл очень полезен в строительстве и широко применяется в строительной индустрии.
Рисунок: 272 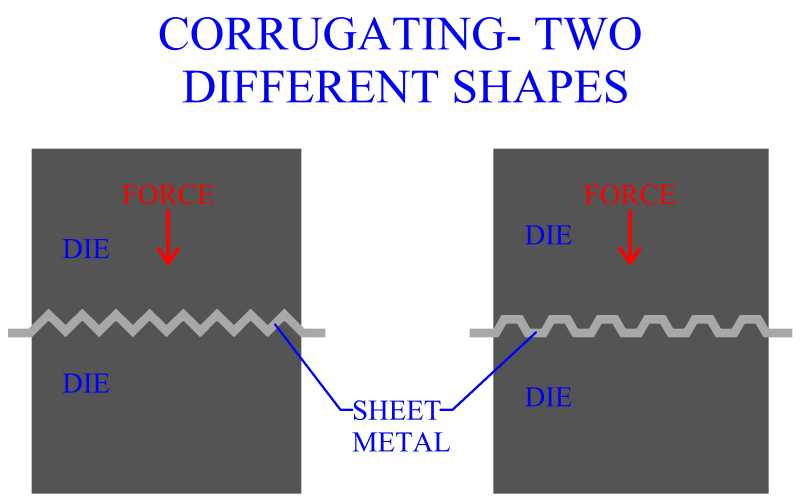 |
Процессы гибки кромок
Листовой металл разных размеров можно гнуть бесчисленным количеством способов, в разных местах для достижения желаемой геометрии детали.Один из многих при производстве листового металла важным фактором является состояние кромки листового металла, особенно в отношении детали после изготовления. Край операции гибки обычно используются при промышленной обработке листового металла и предполагает изгибание участка металла, который меньше размера детали. Эти секции расположены по краям. Гибка кромок используется для устранения острых кромок, для обеспечения геометрических поверхностей для таких целей, как соединение, для защиты детали, для увеличения жесткости и косметического вида.
Отбортовка – это процесс сгибания кромки, обычно под углом 90 градусов.
Рисунок: 273  |
Иногда материал листового металла преднамеренно подвергается растяжению или сжатию в процессы отбортовки растяжением и отбортовки усадкой соответственно. В дополнении к загибая край, эти операции также придают ему кривую.
Рисунок: 274 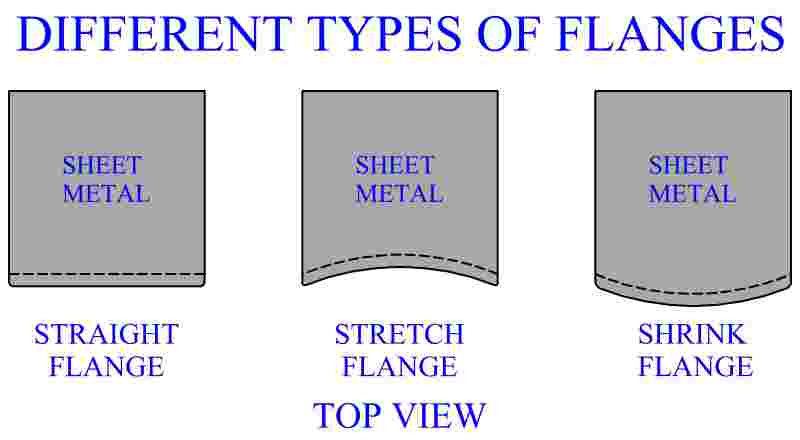 |
Зубцы часто используются при обработке кромок деталей из листового металла и могут также могут использоваться для формирования рабочей конструкции деталей, например, петель.Бисероплетение образует завиток по краю детали. Этот валик может быть сформирован на прямая или изогнутая ось. Есть много разных техник для формирования шарик. Некоторые методы формируют бусину постепенно, в несколько этапов, используя несколько различных расположений кристаллов. Другие процессы гибки листового металла производят бусина с одной плашкой. В процессе, называемом проводкой, край металла загибается над проволокой. Способ формирования бусинки будет зависеть от конкретных требований к производственный процесс и деталь из листового металла.
Рисунок: 275 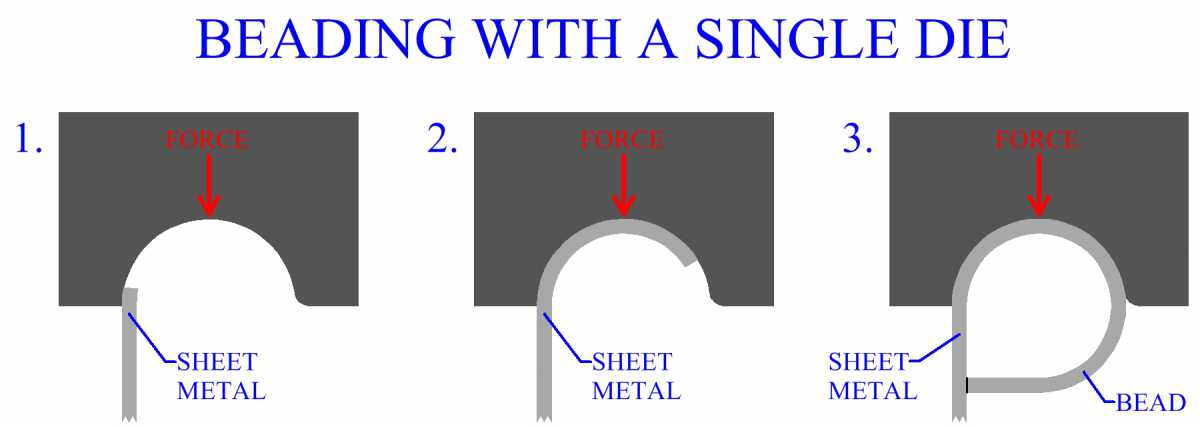 |
Подшивка – это процесс гибки кромок, при котором край листа полностью наклонился на себя.
Рисунок: 276 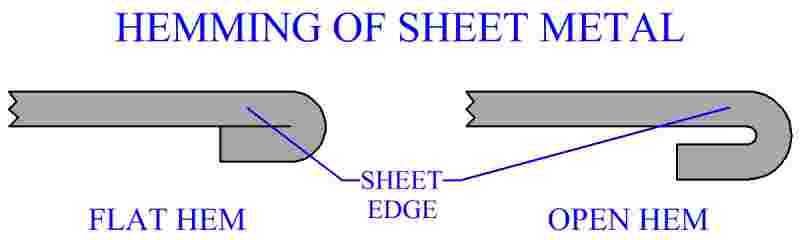 |
Закатка – это процесс соединения листового металла. Сшивание предполагает сгибание края двух деталей друг на друга. Прочность металла сопротивляется разрушению соединение, потому что материал пластически деформируется в нужное положение.Как изгибы соединены вместе, каждый изгиб помогает противостоять деформации другой изгиб, обеспечивающий хорошо укрепленную структуру суставов. Двойной шов имеет использовались для создания водонепроницаемых или воздухонепроницаемых стыков между листовым металлом части.
Рисунок: 277 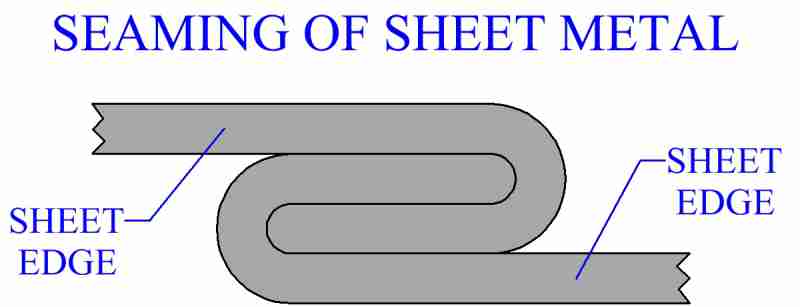 |
Валковая гибка
Валковая гибка – это метод, который полезен для относительно толстых работ. Хотя могут использоваться листы различных размеров и толщины, это основная производственный процесс для гибки металла больших кусков листа.Валковая гибка использует три ролики для подачи и сгибания пластины до нужной кривизны. Расположение валки определяют точный изгиб работы. Получены разные кривые контролируя расстояние и угол между валками. Подвижный рулон обеспечивает возможность управлять кривой. Работа может иметь некоторую кривую, часто будет прям. Балки, стержни и другие металлические заготовки также изгибаются этим способом.
Рисунок: 278 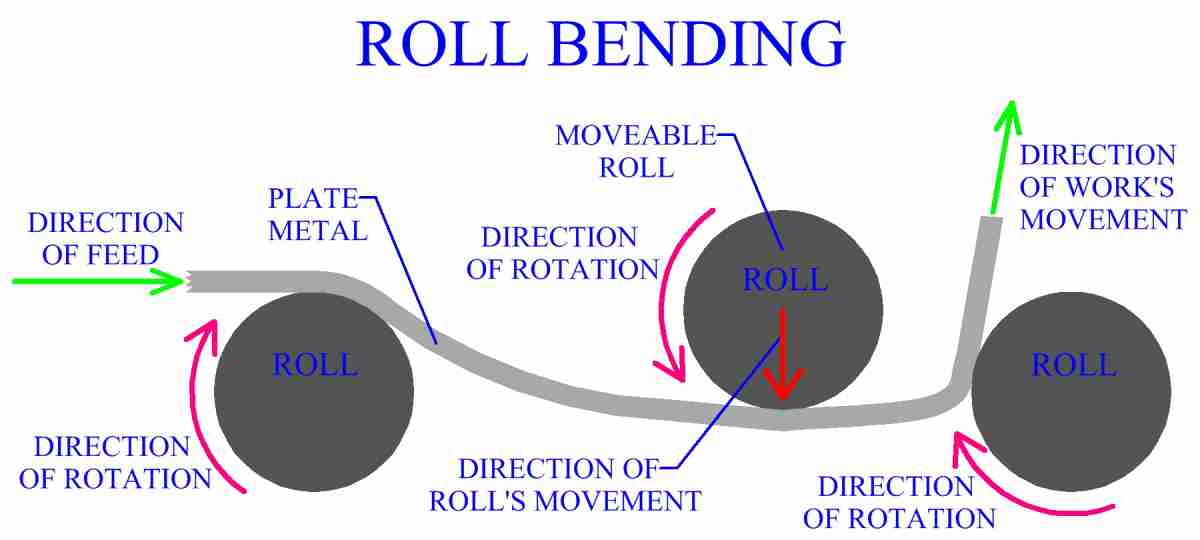 |
Профилегибочная обработка листового металла
Профилирование листового металла – это непрерывный производственный процесс, в котором для гибки используются валки. поперечное сечение листового металла определенной геометрии.Часто несколько рулонов могут быть используются последовательно для непрерывной гибки заготовки. Подобно фигурной прокатке, но Профилирование не предполагает перераспределения материала в работе, только гибку. Как и профильная прокатка, профилирование обычно включает в себя последовательную гибку изделия. шаги. Каждый рулон будет в определенной степени формировать листовой металл при подготовке к следующий рулон. Последний рулон завершает геометрию.
Каналы разных типов, водостоки, сайдинг и панели строительного назначения являются обычными изделиями, производимыми в массовом производстве методом профилирования.Булочки бывают обычно подается из рулона листового металла. Входной валок подается по мере разматывания рулона. во время процесса. После формовки непрерывные изделия можно разрезать на нужную длину. для создания дискретных деталей. Закрытые секции, такие как квадраты и прямоугольники, могут быть непрерывно гнутый из рулона листового металла. Рамы для дверей и окон изготовлены этим методом. Рулон листового металла часто гнут в рулонах в тонкостенные. сварная труба по шву. Сварка непрерывного продукта включается в процесс прокатки.Профилегибочное профилирование каналов – непрерывное альтернатива процессу дискретного изгиба канала, например, показанному на Рисунок 269. Рисунок 279 показывает простую последовательность, используемую для создания канала.
Рисунок: 279 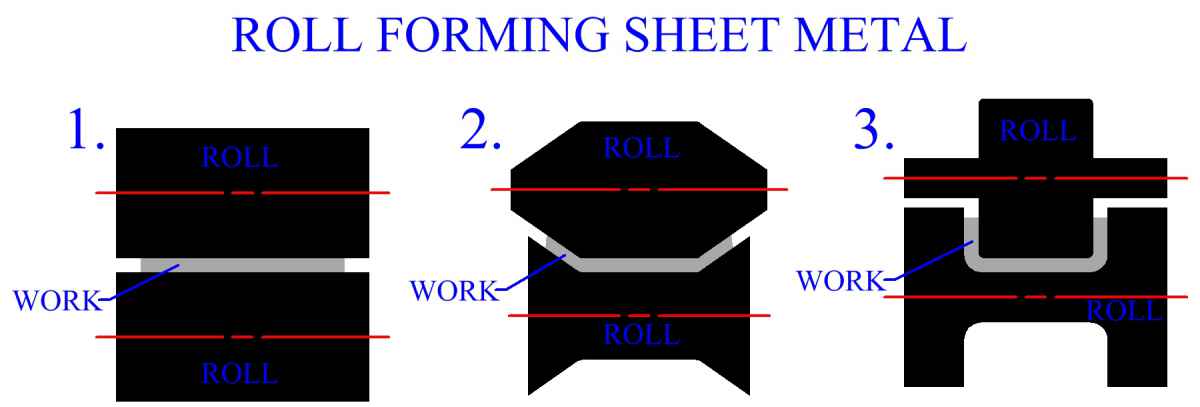 |
Этот канал может быть изготовлен пуансоном и штампом. Однако в этом В этом случае длина канала будет ограничена длиной пуансона и умереть. Профилирование позволяет изготавливать непрерывную часть (практически ограниченную длиной рулона листового металла), который можно разрезать до любого необходимого размера.Производительность тоже повышается, с устранением погрузочно-разгрузочных работ. Валки для профилирования листового металла бывают обычно изготавливается из серого чугуна или углеродистой стали. Смазка важна и влияет на силы и качество поверхности. Иногда рулоны хромируют, чтобы улучшить качество поверхности.
Механика гибки листового металла
Чтобы понять механику гибки листового металла, понимание материала свойства, характеристики и поведение металла, необходимо.Особенно Важное значение имеет тема упругого и пластического деформирования металла. Информация о свойства металлов применительно к производству можно найти в более ранних секция, (металлообработка). Следует также понимать, что гибка листового металла вызывает локальную пластическую деформацию и практически не меняет толщина листа, для большинства операций. Он не создает потока металла, влияющего на регионы подальше от поворота.
Сила, необходимая для выполнения изгиба, в значительной степени зависит от изгиба и конкретный процесс гибки металла, потому что механика каждого процесса может значительно различаются.Правильная смазка важна для управляя силами и влияет на процесс. При штамповке и штамповке, размер отверстия матрицы является основным фактором силы, необходимой для выполнения изгиб. Увеличение размера отверстия в матрице уменьшит необходимый изгиб сила. По мере изгиба листового металла необходимое усилие будет изменяться. Обычно важно определить максимально необходимую силу изгиба, чтобы оценить производительность машины требования.
Важными факторами, влияющими на механику гибки, являются материал, толщина листа, ширина, по которой происходит изгиб, радиус изгиба, угол изгиба, станки, инструменты и специальный процесс гибки металлов.Изгиб листа создаст силы которые действуют в области изгиба и по толщине листа. Материал по направлению к внешней стороне изгиба находится в напряжении, а материал внутрь находится в сжатии. Напряжение и сжатие противоположны, поэтому при движении от одного до другого должна существовать нулевая область. В этой нулевой области нет сил. на материал. При гибке листового металла эта нулевая область возникает вдоль непрерывная плоскость в пределах толщины детали, называемая нейтральной осью.Местонахождение этой оси будет зависеть от различных факторов гибки и листового металла. Тем не мение, общее приближение для расположения оси может быть 40 процентов листа толщина, измеренная от внутренней стороны изгиба. Еще одна характеристика нейтральная ось состоит в том, что из-за отсутствия сил длина нейтральной оси остается такой же. По существу, с одной стороны от нейтральной оси материал находится в напряжении, с другой стороны материал сжимается. Величина напряжения или сжатие увеличивается с увеличением расстояния от оси.
Рисунок: 280 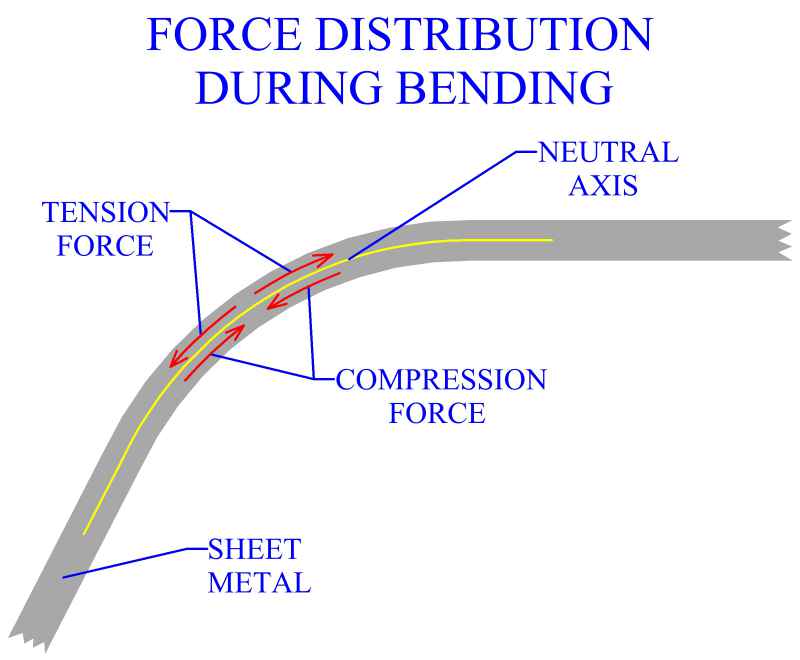 |
Если к металлической детали приложить относительно небольшое усилие, она деформируется. упруго и восстанавливает свою форму при снятии усилия. Для того чтобы пластической деформации металла, минимальный порог силы должен быть достиг. Сила, действующая на нейтральную ось, равна нулю и увеличивается с увеличением удаленность от этого региона. Минимальный порог силы, необходимый для пластика деформация не достигается до определенного расстояния от нейтральной оси в в любом направлении.Материал между этими областями деформируется только пластически, из-за невысокой величины сил. Эти области проходят параллельно и образуют упругий стержень вокруг нейтральной оси.
Рисунок: 281 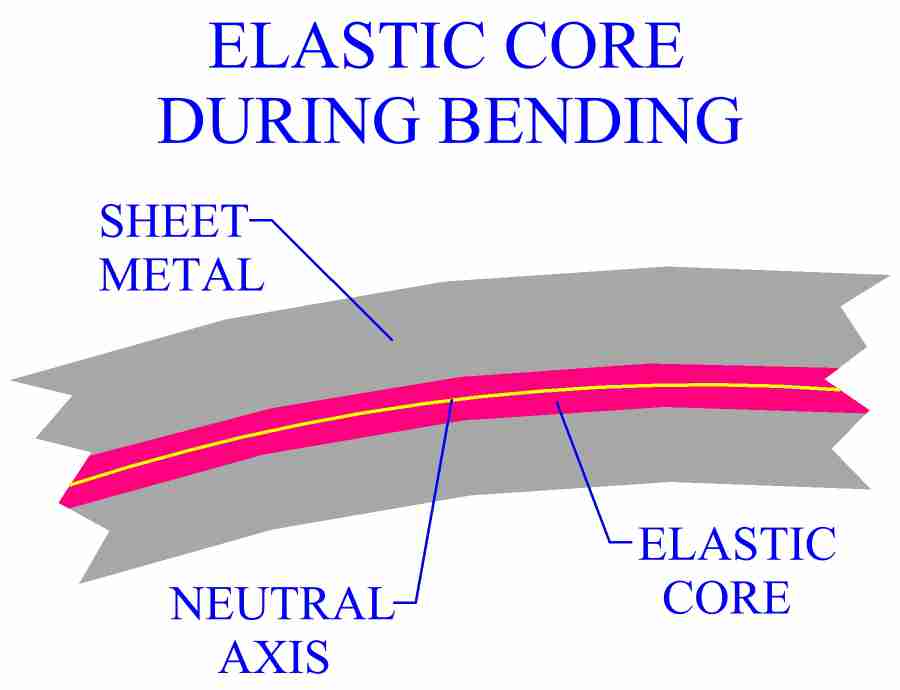 |
Когда сила, использованная для создания изгиба, снимается, восстановление упругая область приводит к возникновению упругого возврата . Springback это частичное восстановление работы от изгиба до ее геометрии перед была приложена изгибающая сила.Величина упругого возврата во многом зависит от модуль упругости и предел текучести материала. Обычно результаты упругого возврата будет действовать только для увеличения угла изгиба на несколько градусов, однако все процессы гибки листового металла должны учитывать фактор упругого возврата.
Рисунок: 282 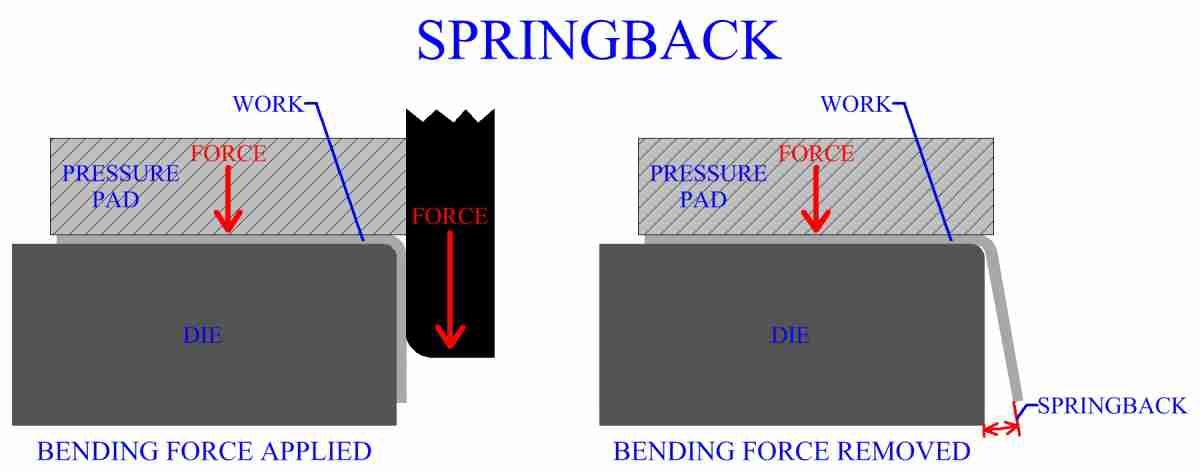 |
Способы устранения упругого возврата
В обрабатывающей промышленности были разработаны методы, которые могут устранить эффекты упругого возврата.Один из распространенных методов – это чрезмерное сгибание. Количество упругого возврата рассчитывается, и листовой металл перегибается до меньшего изгиба угол, чем нужно. Восстановление материала от упругого возврата приводит к расчетное увеличение угла изгиба. Это увеличение делает восстановленный угол изгиба именно то, что планировалось изначально.
Рисунок: 283 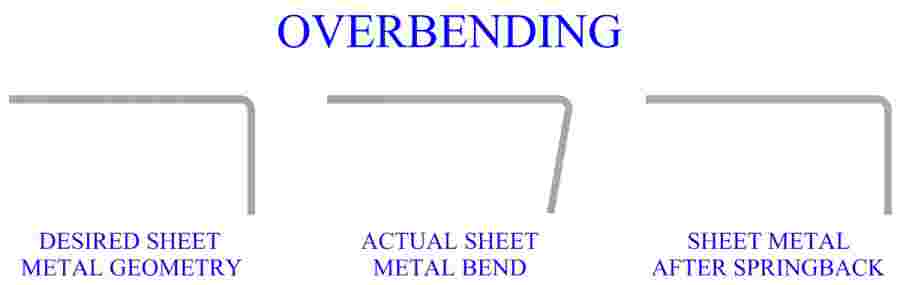 |
Другой метод устранения упругого возврата – пластическая деформация материал в области изгиба.Локализованные сжимающие силы между пуансоном и матрица в этой области будет пластически деформировать упругий сердечник, предотвращая упругий возврат. Это можно сделать, применив дополнительную силу через наконечник пуансона после завершение гибки. Техника, известная как дно, или дно удар.
Рисунок: 284 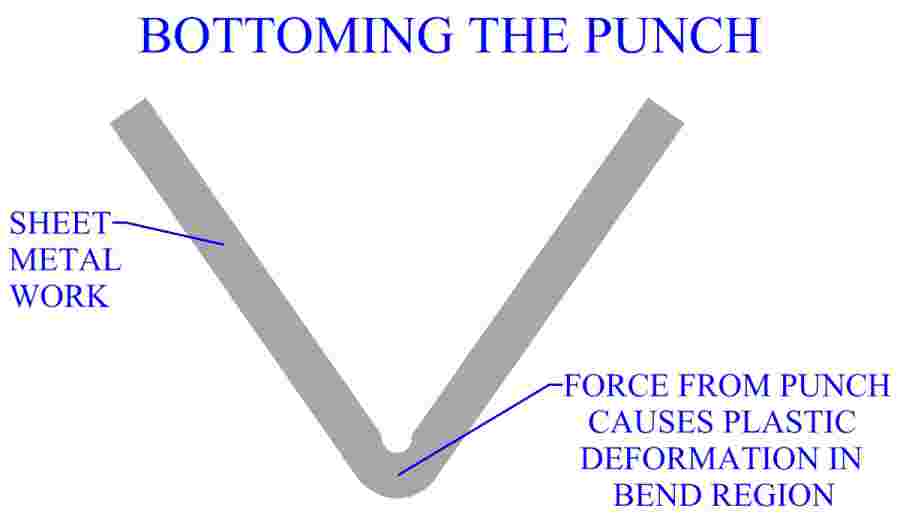 |
Формовка растяжением – это метод гибки металла, устраняющий большую часть упругая отдача в изгибе.Подвергая изделие растягивающему напряжению при изгибе, упругая область будет пластически деформированный. Формирование растяжки не может выполняться для некоторых сложных изгибы и для очень острых углов. Величину натяжения необходимо контролировать, чтобы избегать растрескивания листового металла. Формирование растяжения – это процесс, часто используемый в авиастроительная промышленность.
Рисунок: 285 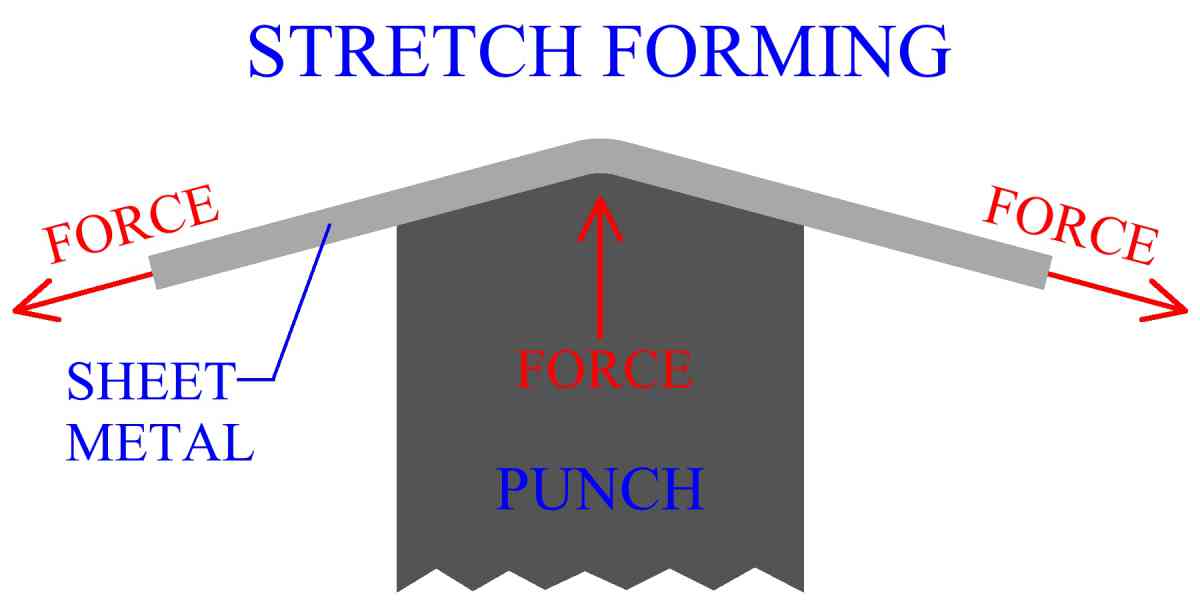 |
Гибкость листового металла
Гибкость листового металла – это характерная степень, в которой деталь из листового металла можно гнуть без сбоев.Гибкость связана с более общий термин «формуемость», обсуждаемый в разделе «Формовка листового металла». Гибкость будет меняться для разных материалов и толщины листа. Также механика технологического процесса повлияет на гибкость, поскольку различный инструментарий и геометрия листов вызовет различное распределение силы.
Гибка металла – менее сложный процесс, чем глубокая вытяжка. анализ сил, действующих во время операции. Один простой способ количественно определить изгибаемость – изгибать прямоугольный образец листового металла до образования трещин на внешней поверхности.Радиус изгиба, при котором возникает первое растрескивание, называется минимальный радиус изгиба. Минимальный радиус изгиба часто выражается через толщина листа (т.е. 2T, 4T). Чем выше минимальный радиус изгиба, тем меньше гибкость. Минимальный радиус изгиба 0 означает, что лист можно сложенный на себя. Анизотропия листового металла – важный фактор при изгибе. Если лист является анизотропным, то изгиб следует выполнять в нужном направлении. А Тест на определение анизотропии обсуждается в разделе «Формовка листового металла».
Состояние кромок листового металла влияет на гибкость. Часто трещины могут распространяться по краям. Неровные края могут уменьшить гибкость детали из листового металла. Холодная обработка краев или детали, также может снизить изгибаемость. Вакансии в сфере листового металла могут быть еще одним источником разрушения материала при изгибе. Наличие вакансий сократит гибкость металла. Примеси в материале, особенно в виде включений, могут также распространяют трещины и уменьшают изгибаемость.Остроконечный или остроугольный включения более вредны для изгибаемости, чем круглые включения. Поверхность качество листового металла может иметь значение при гибке. Грубый Поверхности могут увеличить вероятность растрескивания листа под действием силы.
Для устранения этих проблем и оптимизации гибкости листового металла, следует проводить на всем протяжении производственного процесса. Лист высокого качества металл происходит из высококачественного металла. Эффективные методы рафинирования вместе с надежный процесс прокатки листового металла должен закрыть вакансии, разрушить или исключить включения и обеспечить гладкую поверхность изделия из листового металла.Обработка кромок, такая как обрезка или чистовая вырубка, может улучшить качество кромки. Иногда участки холодной обработки можно обработать. Отжиг детали до устранение областей холодной обработки и повышение пластичности также улучшает гибкость металла. Операции гибки иногда выполняются на нагретых деталях, потому что нагревание приведет к увеличению гибкости металла. Листовой металл может также иногда могут образовываться в среде с высоким давлением, что является еще одним способ сделать его более гибким.
Процессы резки и гибки
Некоторые производственные процессы включают как резку, так и гибку листового металла.Прокалывание – это процесс резки и сгибания листа для создания рельефной геометрии. Копирование может использоваться для увеличения теплоотдачи деталей из листового металла, для пример. Другой распространенный процесс, в котором используются как резка, так и гибка, – это прошивка. Не путать ковку с прошивкой. Пирсинг используется для создания отверстие в детали из листового металла. В отличие от гашения, которое создает пробку, пирсинг делает не удалять материал. Пуансон заострен и может проткнуть лист. Как пуансон расширяет отверстие, материал загибается во внутренний фланец для отверстия.Этот фланец может быть полезен для некоторых приложений.
Рисунок: 286 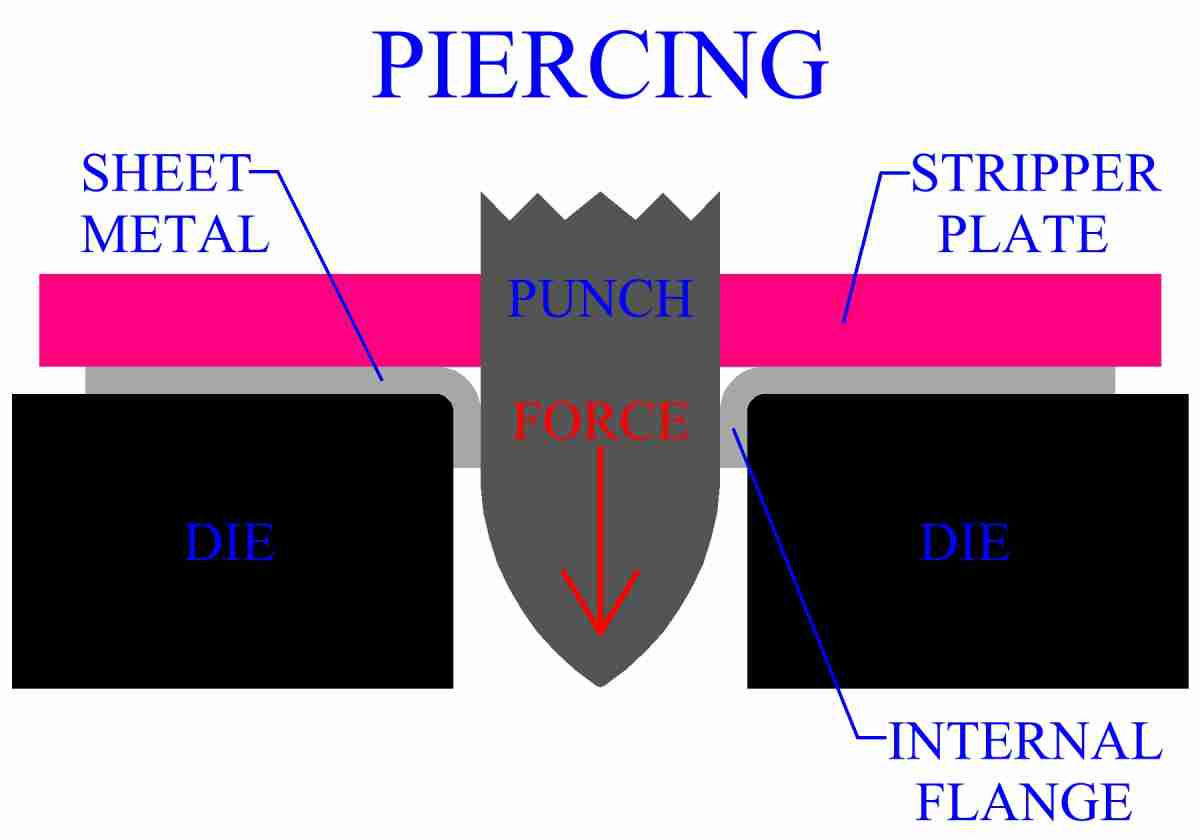 |
Выпуклая металлическая трубка
Выпуклость трубы – это процесс производства листового металла, при котором некоторая часть внутренней геометрия полой металлической трубки подвергается давлению, в результате чего трубка выпирает наружу. Область вздутия обычно ограничивается штампом, который может контролировать его геометрию. Общая длина трубки будет уменьшена из-за расширения области вздутия.В обрабатывающей промышленности используются различные методы выпучивания металла.
В одной основной группе процессов используется заглушка из эластомера, обычно полиуретана. это заглушка находится внутри трубки. К эластомеру прикладывают давление, вызывая его вздутие. Расширяясь наружу, заглушка сгибает трубку из листового металла. После снятия силы пробка из эластомера возвращается к своей первоначальной форме и может быть легко удалена. Полиуретан заглушки прочные и создадут хорошее распределение давления по поверхности во время изгиба.Гидравлическое давление также может быть использовано для создания такого же вздутия. эффект. Однако заглушки из эластомера чище, легко снимаются и требуют меньше сложная оснастка. Разъемные плашки используются для облегчения удаления детали.
Рисунок: 287 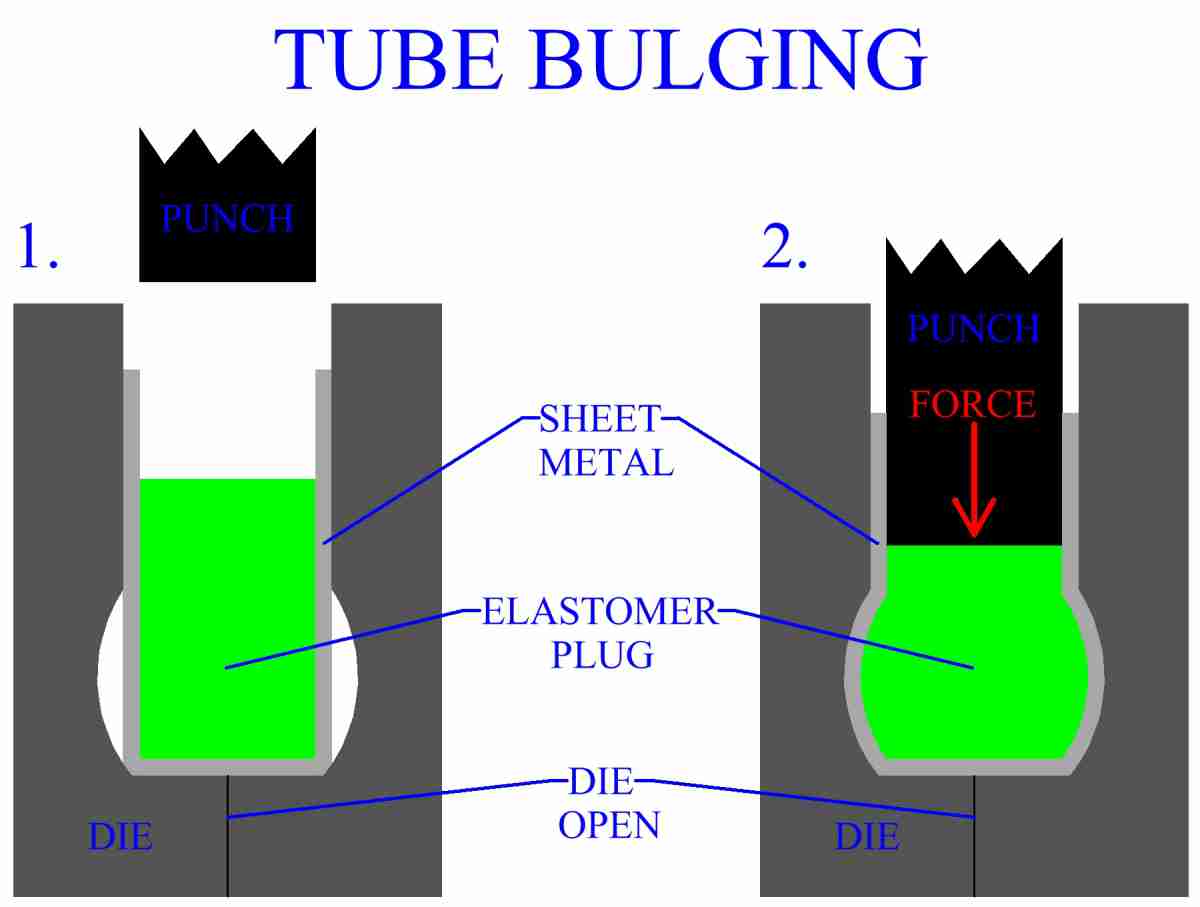 |
Гибка металлических труб
Трубы, стержни, стержни и другие поперечные сечения также подлежат операциям гибки металла. Следует помнить, что при гибке металлической детали упругая отдача всегда фактор.Для гибки полых труб было разработано несколько специальных производственных процессов. Эти операции также можно использовать для цельных стержней. Полые трубы имеют характерно то, что они могут разрушиться при сгибании. Трубки также могут треснуть или порваться, пластичность материала важна при рассмотрении разрушения трубы.
По мере уменьшения радиуса изгиба тенденция к сжатию увеличивается. Радиус изгиба в изгиб металлической трубы измеряется от средней линии трубы. Другой важный фактор, определяющий коллапс – это толщина стенки трубки.Трубы с большей толщиной стенки меньше скорее всего рухнет. Сгибание толстостенной трубы до большого радиуса обычно не проблема, так как что касается коллапса. Однако по мере уменьшения толщины стенки и / или изгиба уменьшается радиус, необходимо найти решения, чтобы предотвратить разрушение трубки. Одно из решений – перед сгибанием заполните трубку песком. Другой способ – разместить пластиковый заткнуть какую-нибудь трубку, потом загнуть. И песок, и пластиковая пробка действуют обеспечивают внутреннюю структурную поддержку, значительно увеличивая способность гнуть трубы без развала.
Гибка с растяжением – это процесс, при котором труба формируется под действием силы растяжения. параллельно оси трубы и одновременная изгибающая сила, действующая для вытягивания трубы над блоком формы. Блок закреплен, и силы прилагаются к концам трубка.
Рисунок: 288 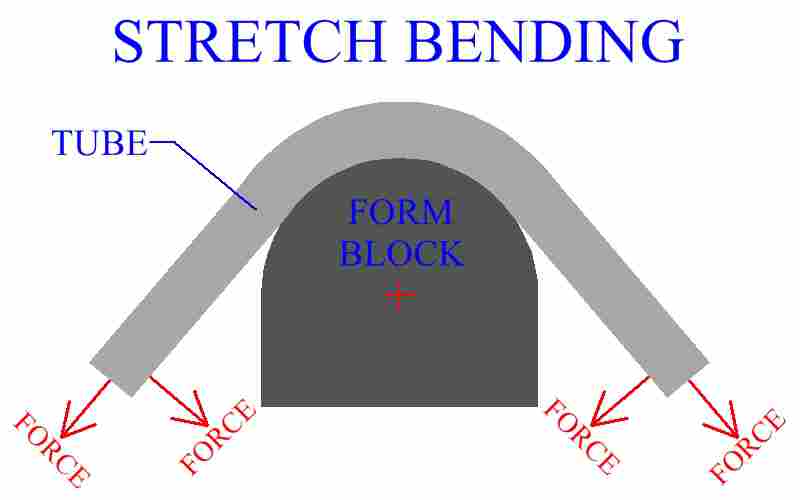 |
Изгибание вытяжкой включает зажим трубы возле ее конца к вращающемуся формовочному блоку. Прижимная подкладка также используется для удержания трубной массы.При вращении блока формы трубка изогнута.
Рисунок: 289 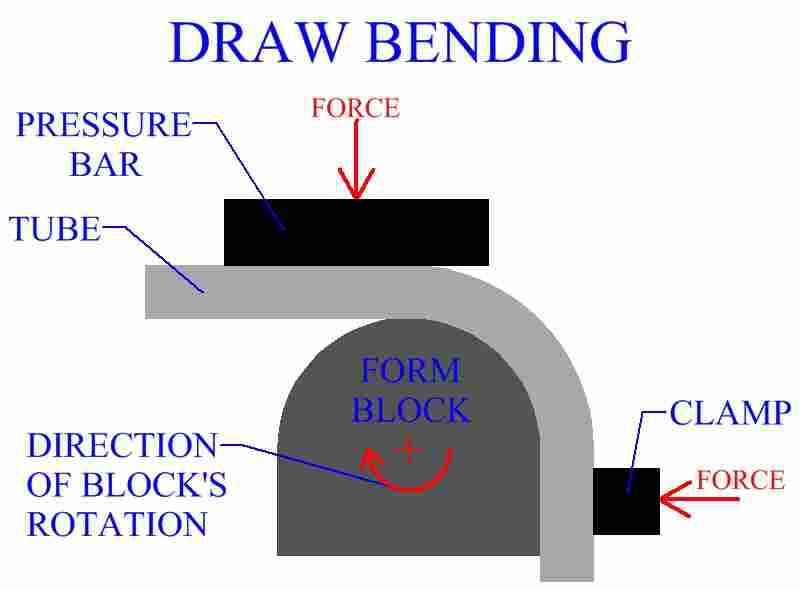 |
Компрессионная гибка – это процесс гибки труб, который имеет некоторое сходство с кромочная гибка листового металла с помощью шлифовального инструмента. Шток трубы удерживается силой, чтобы блок фиксированной формы. Скребок, похожий на штамп, прикладывает силу, сгибая трубку над блок формы.
Рисунок: 290 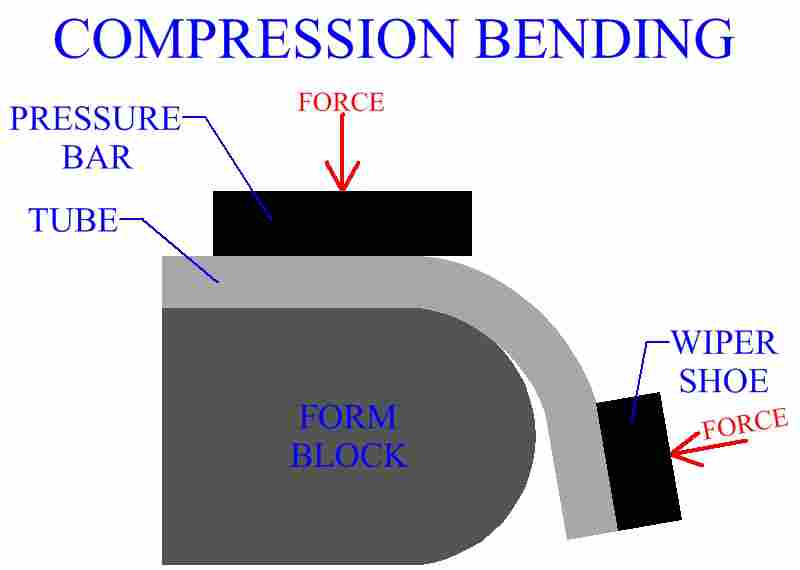 |
ТОП
.Операции с листовым металлом – Гибка и родственные процессы
Резка и гибка листового металла
 Цель тренинга Посмотрев программу и изучив этот печатный материал, зритель получит знания и понимание принципов и машинных методов резки и гибки листового металла
Цель тренинга Посмотрев программу и изучив этот печатный материал, зритель получит знания и понимание принципов и машинных методов резки и гибки листового металла
Обработка листового металла IME 240/340
 Формовка листового металла IME 240/340 Формовка листового металла Для изделий разной формы и небольшого веса Датировка до 5000 B.C. Продукция включает металлические столы, картотеки, бытовую технику, кузова автомобилей, банки для напитков
Формовка листового металла IME 240/340 Формовка листового металла Для изделий разной формы и небольшого веса Датировка до 5000 B.C. Продукция включает металлические столы, картотеки, бытовую технику, кузова автомобилей, банки для напитков
Решения для домашних заданий для теста 2
 Домашние задания для теста 2 HW для лекции 7 22.2 Что подразумевается под термином «faying surface»? Ответ. Прилегающие поверхности – это соприкасающиеся поверхности в сварном шве. 22.3 Дайте определение термину сварка плавлением.
Домашние задания для теста 2 HW для лекции 7 22.2 Что подразумевается под термином «faying surface»? Ответ. Прилегающие поверхности – это соприкасающиеся поверхности в сварном шве. 22.3 Дайте определение термину сварка плавлением.
Введение в балки
 ГЛАВА Расчет конструкционной стали Метод LRFD ВВЕДЕНИЕ В БАЛКИ Третье издание A.Инженерная школа Дж. Кларка Департамент гражданского и экологического строительства Часть II Проектирование и анализ металлоконструкций
ГЛАВА Расчет конструкционной стали Метод LRFD ВВЕДЕНИЕ В БАЛКИ Третье издание A.Инженерная школа Дж. Кларка Департамент гражданского и экологического строительства Часть II Проектирование и анализ металлоконструкций
МАГИСТРАТУРА
 СТЕПЕНЬ МАГИСТРАТУРЫ Конечноэлементный анализ цилиндра стиральной машины. Диссертация по прикладной механике. Годовая степень магистра. Выполненная программа: весенний семестр, уровень 2010 года. Авторский руководитель. Экзаменатор:
СТЕПЕНЬ МАГИСТРАТУРЫ Конечноэлементный анализ цилиндра стиральной машины. Диссертация по прикладной механике. Годовая степень магистра. Выполненная программа: весенний семестр, уровень 2010 года. Авторский руководитель. Экзаменатор:
Анализ структурной целостности
 Анализ структурной целостности 1.КОНЦЕНТРАЦИЯ НАПРЯЖЕНИЙ Игорь Кокчаров 1.1 НАПРЯЖЕНИЯ И КОНЦЕНТРАТОРЫ 1.1.1 Напряжение Приложенная внешняя сила F вызывает внутренние силы в несущей конструкции. Внутренние силы
Анализ структурной целостности 1.КОНЦЕНТРАЦИЯ НАПРЯЖЕНИЙ Игорь Кокчаров 1.1 НАПРЯЖЕНИЯ И КОНЦЕНТРАТОРЫ 1.1.1 Напряжение Приложенная внешняя сила F вызывает внутренние силы в несущей конструкции. Внутренние силы
Лаборатория испытаний на растяжение
 Лаборатория испытаний на растяжение Стефан Фавилла 0723668 ME 354 AC Дата представления лабораторного отчета: 11 февраля 2010 г. Дата лабораторных занятий: 28 января 2010 г. 1 Краткое содержание Испытания на растяжение являются фундаментальными
Лаборатория испытаний на растяжение Стефан Фавилла 0723668 ME 354 AC Дата представления лабораторного отчета: 11 февраля 2010 г. Дата лабораторных занятий: 28 января 2010 г. 1 Краткое содержание Испытания на растяжение являются фундаментальными
Камбер, недобрая кривая
 Камбер, недоброжелательная кривая Поймите, как справиться с изгибом на типичной трубной мельнице: У.Б. Бад Грэм, автор статей. Хорошо, мы собирались поговорить о кривых. Не тот, что видели в игре с мячом, а
Камбер, недоброжелательная кривая Поймите, как справиться с изгибом на типичной трубной мельнице: У.Б. Бад Грэм, автор статей. Хорошо, мы собирались поговорить о кривых. Не тот, что видели в игре с мячом, а
ТАРИФНЫЙ КОД и обновления стандарта
 КОД ТАРИФА и обновленный стандарт Нет КОД HS AHTN КОД ОПИСАНИЕ ТИПА ПРОДУКТА ИДЕНТИФИКАЦИЯ СТАНДАРТОВ 7207 Полуфабрикаты из железа или нелегированной стали Содержащие по массе менее 0,25% от
КОД ТАРИФА и обновленный стандарт Нет КОД HS AHTN КОД ОПИСАНИЕ ТИПА ПРОДУКТА ИДЕНТИФИКАЦИЯ СТАНДАРТОВ 7207 Полуфабрикаты из железа или нелегированной стали Содержащие по массе менее 0,25% от
Стресс-деформационные отношения
 Взаимосвязь напряжений и деформаций Испытания на растяжение Одним из основных ингредиентов в изучении механики деформируемых тел являются резистивные свойства материалов.Эти свойства относятся к напряжениям
Взаимосвязь напряжений и деформаций Испытания на растяжение Одним из основных ингредиентов в изучении механики деформируемых тел являются резистивные свойства материалов.Эти свойства относятся к напряжениям
Напряжения в балке (основные темы)
 Глава 5 Напряжения в балке (основные темы) 5.1 Введение Балка: нагрузки, действующие поперек продольной оси, нагрузки создают поперечные силы и изгибающие моменты, напряжения и деформации из-за V и
Глава 5 Напряжения в балке (основные темы) 5.1 Введение Балка: нагрузки, действующие поперек продольной оси, нагрузки создают поперечные силы и изгибающие моменты, напряжения и деформации из-за V и
Испытание стали на растяжение
 C 265 Lab No.2: Испытания стали на растяжение См. Типичный формат отчета на веб-сайте, включая: TITL PAG, ABSTRACT, TABL OF CONTNTS, LIST OF TABL, LIST OF FIGURS 1.0 – INTRODUCTION См. Общий формат лабораторного отчета
C 265 Lab No.2: Испытания стали на растяжение См. Типичный формат отчета на веб-сайте, включая: TITL PAG, ABSTRACT, TABL OF CONTNTS, LIST OF TABL, LIST OF FIGURS 1.0 – INTRODUCTION См. Общий формат лабораторного отчета
ПОДХОД STRAIN-LIFE (e -N)
 ПОДХОД ЦИКЛИЧЕСКОЙ ДЕФОРМАЦИИ И ДЕФОРМАЦИИ (e -N) ИСПЫТАНИЕ НА МОНОТОННОЕ НАПРЯЖЕНИЕ И МЕТОДЫ ИСПЫТАНИЙ НА ДЕФОРМАЦИОННО-ДЕФОРМАЦИОННОЕ УПРАВЛЕНИЕ ЦИКЛИЧЕСКОЙ ДЕФОРМАЦИЕЙ И НАПРЯЖЕНИЕМ НА ОСНОВЕ НАПРЯЖЕНИЯ ПОДХОД К
ПОДХОД ЦИКЛИЧЕСКОЙ ДЕФОРМАЦИИ И ДЕФОРМАЦИИ (e -N) ИСПЫТАНИЕ НА МОНОТОННОЕ НАПРЯЖЕНИЕ И МЕТОДЫ ИСПЫТАНИЙ НА ДЕФОРМАЦИОННО-ДЕФОРМАЦИОННОЕ УПРАВЛЕНИЕ ЦИКЛИЧЕСКОЙ ДЕФОРМАЦИЕЙ И НАПРЯЖЕНИЕМ НА ОСНОВЕ НАПРЯЖЕНИЯ ПОДХОД К
Выбор профиля алюминиевых систем
 Выбор профиля для алюминиевых систем Целью этого документа является краткое описание того, как следует выбирать алюминиевый профиль на основе требований к прочности для каждого применения.Штора
Выбор профиля для алюминиевых систем Целью этого документа является краткое описание того, как следует выбирать алюминиевый профиль на основе требований к прочности для каждого применения.Штора
ш ш ш а у т о с т е л. или г
 Компания Great Designs in Steel спонсируется: AK Steel Corporation, ArcelorMittal Dofasco, ArcelorMittal USA, Nucor Corporation, Severstal North America и United States Steel Corporation LIGHTWEIGHTING AUTOMOTIVE
Компания Great Designs in Steel спонсируется: AK Steel Corporation, ArcelorMittal Dofasco, ArcelorMittal USA, Nucor Corporation, Severstal North America и United States Steel Corporation LIGHTWEIGHTING AUTOMOTIVE
DMLS / SLM Металлическая 3D-печать.
 DMLS / SLM Металлическая 3D-печать.Вводное руководство по дизайну для нашей 3D-печати в сфере обслуживания металлов. v2.2–8 июля 2015 г. Информация о ценах. Объем детали. Один из важнейших факторов в цене на DMLS
DMLS / SLM Металлическая 3D-печать.Вводное руководство по дизайну для нашей 3D-печати в сфере обслуживания металлов. v2.2–8 июля 2015 г. Информация о ценах. Объем детали. Один из важнейших факторов в цене на DMLS
Основы экструзии
 ГЛАВА 1 Основы экструзии В первой главе этой книги обсуждаются основы технологии экструзии, включая принципы, процессы, механику и переменные экструзии, а также их влияние
ГЛАВА 1 Основы экструзии В первой главе этой книги обсуждаются основы технологии экструзии, включая принципы, процессы, механику и переменные экструзии, а также их влияние
СВОЙСТВА МАТЕРИАЛОВ
 1 СВОЙСТВА МАТЕРИАЛОВ 1.1 СВОЙСТВА МАТЕРИАЛОВ Различные материалы обладают разными свойствами в разной степени и, следовательно, ведут себя по-разному в данных условиях. Эти объекты
1 СВОЙСТВА МАТЕРИАЛОВ 1.1 СВОЙСТВА МАТЕРИАЛОВ Различные материалы обладают разными свойствами в разной степени и, следовательно, ведут себя по-разному в данных условиях. Эти объекты
Решение для домашнего задания №1
 Решение домашнего задания № 1 Глава 2: Вопросы с несколькими вариантами ответов (2.5, 2.6, 2.8, 2.11) 2.5 Какие из следующих типов облигаций классифицируются как первичные (более одной)? (а) ковалентная связь, (б) водород
Решение домашнего задания № 1 Глава 2: Вопросы с несколькими вариантами ответов (2.5, 2.6, 2.8, 2.11) 2.5 Какие из следующих типов облигаций классифицируются как первичные (более одной)? (а) ковалентная связь, (б) водород
Руководство по экструзии алюминия
 Руководство по экструзии алюминия Существует два процесса экструзии: прямая и непрямая.При прямом слиток перемещается относительно стенки контейнера; с непрямым – кубик перемещается. Под давлением слиток или
Руководство по экструзии алюминия Существует два процесса экструзии: прямая и непрямая.При прямом слиток перемещается относительно стенки контейнера; с непрямым – кубик перемещается. Под давлением слиток или
Оптимизация конструкции плоских балок
 Оптимизация конструкции пластинчатых балок NSCC29 R. Abspoel 1 1 Подразделение проектирования конструкций, Делфтский технологический университет, Делфт, Нидерланды РЕЗЮМЕ: При проектировании стальных пластинчатых балок высокая степень
Оптимизация конструкции пластинчатых балок NSCC29 R. Abspoel 1 1 Подразделение проектирования конструкций, Делфтский технологический университет, Делфт, Нидерланды РЕЗЮМЕ: При проектировании стальных пластинчатых балок высокая степень
8.2 Энергия упругой деформации
 Раздел 8. 8. Энергия упругой деформации Энергия деформации, запасенная в упругом материале при деформации, вычисляется ниже для ряда различных геометрических форм и условий нагружения. Эти выражения для
Раздел 8. 8. Энергия упругой деформации Энергия деформации, запасенная в упругом материале при деформации, вычисляется ниже для ряда различных геометрических форм и условий нагружения. Эти выражения для
– SheetMetal.Me
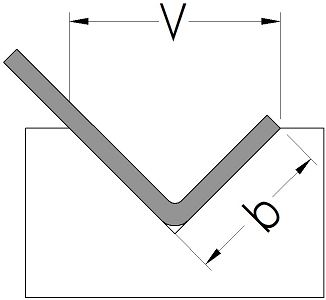
Диаграмма силы воздушного изгиба или диаграмма силы разбивает ряд ключевых компонентов гибки листового металла в удобном для справки формате. Умение читать таблицу усилия изгиба имеет решающее значение для любого оператора тормозного пресса и инженера по обработке листового металла. Калибр, внутренний радиус, отверстие в матрице и минимальная длина фланца взаимосвязаны различными уравнениями и соотношениями, диаграмма силы изгиба воздуха систематизирует эти переменные и указывает путь к идеальной настройке.
Первый столбец диаграммы – Калибр – это толщина изгибаемого листового металла. В трех верхних рядах указано V-образное отверстие (V), минимальная длина фланца (b) и внутренний радиус (IR). Значения, указанные в таблице, представляют собой требуемую тоннаж на фут / метр листового металла. Умение читать эту диаграмму позволит вам предсказать любое из этих значений с учетом других. Следует отметить, что в ряде приведенных ниже уравнений используется переменная «k». Эта переменная просто предназначена для представления константы, потому что многие из приведенных ниже уравнений предназначены для отображения взаимосвязей, а не фактических значений.Всегда сверяйтесь с таблицей для определения фактической вместимости. Обычно производитель предоставляет диаграмму вместе с листогибочным прессом или инструментами. Ниже представлена диаграмма, основанная на средних значениях нескольких различных диаграмм, найденных в Интернете.
График силы изгиба воздуха
| V (дюймы) | .118 | .157 | .236 | .276 | .315 | .394 | .472 | .551 | .630 | .709 | .787 | .866 | .984 | 1,260 | 1,575 | 1,969 | 2,48 | 3,150 | 3,937 | 4,921 | 6,299 | 7,874 | 9,843 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Минимальная длина фланца | .085 | .110 | .165 | .193 | .221 | .276 | .340 | .397 | .454 | .510 | .567 | .624 | .708 | .945 | 1,181 | 1,393 | 1,754 | 2,228 | 2,784 | 3,48 | 4,455 | 5,568 | 6,961 | |
| Внутренний радиус | .020 | .026 | .039 | .046 | .053 | .066 | .079 | .092 | .105 | .118 | .131 | .144 | .164 | .210 | .263 | .328 | .413 | .525 | .656 | 0,82 | 1,05 | 1,312 | 1,641 | |
| Датчик | Десятичный. | |||||||||||||||||||||||
| 20 | 0,0359 | 7,0 | 5,4 | 3.6 | 3,0 | 2,5 | 2,0 | 1,7 | ||||||||||||||||
| 18 | .0478 | 7,2 | 5,8 | 4,8 | 3,7 | 2,7 | 2,4 | 2,0 | ||||||||||||||||
| 16 | .0598 | 7,8 | 6,0 | 5,0 | 4,2 | 3,5 | 3,1 | 2,7 | ||||||||||||||||
| 14 | .0747 | 11,3 | 7,5 | 7,1 | 5,6 | 4,8 | 4,1 | 3,0 | 3,2 | |||||||||||||||
| 12 | .1046 | 15,8 | 13,0 | 10,5 | 9,5 | 7,5 | 6,3 | 5,6 | 4,0 | |||||||||||||||
| 11 | .1196 | 16,1 | 13,1 | 10,1 | 8,4 | 7,2 | 5,0 | 3,8 | ||||||||||||||||
| 10 | .1345 | 12,0 | 10,8 | 8,1 | 6,2 | 4,7 | 3,5 | |||||||||||||||||
| 3/16 | . 1875 | 24,1 | 15,0 | 11,3 | 7,5 | 5,8 | ||||||||||||||||||
| 1/4 | .2500 | 30,0 | 20,0 | 15,0 | 10,5 | 8,5 | ||||||||||||||||||
| 5/16 | .3125 | 37,6 | 25,00 | 18,8 | 13,1 | 10,0 | ||||||||||||||||||
| 3/8 | .3750 | 38,3 | 28,1 | 22,5 | 15,0 | 11,3 | ||||||||||||||||||
| 1/2 | ,5000 | 52 | 39,0 | 30,0 | 22,0 | 16,0 | ||||||||||||||||||
| 5/8 | .6250 | 70,0 | 52,5 | 37,5 | 27,5 | 20,0 | 15,0 | |||||||||||||||||
| 3/4 | .7500 | 66,0 | 45,0 | 32,3 | 22,5 | |||||||||||||||||||
| 1 | 1.0000 | 90,0 | 60,0 | 44,0 | ||||||||||||||||||||
| 1-1 / 4 | 1,2500 | 102,5 | 75,0 |
Расчет требуемой грузоподъемности для гибки
Как только вы поймете, как пользоваться диаграммой силы изгиба, легко рассчитать необходимый тоннаж для любой операции изгиба:
- Рассчитайте желаемое V-образное отверстие в зависимости от толщины сгибаемого листового металла.Округлите до ближайшего V-образного отверстия на графике, чтобы оно соответствовало вашему инструменту.
- Рассчитайте отношение прочности на разрыв вашего материала к стандартной стали. (0,3% углерода, 45 кг / мм²). Мы делаем это, потому что большинство диаграмм силы изгиба Air Bend Force основаны на стандартной стали.
- Умножьте длину заготовки (L) на тоннаж на фут (F) из стандартной диаграммы сил на отношение прочности материала на разрыв (TS) к прочности на разрыв мягкой стали.
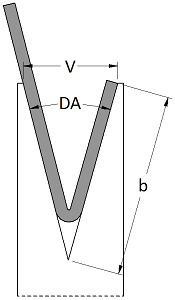
Минимальная длина фланца (b)
Минимальная длина фланца иногда является самым трудным ограничением для начинающих операторов тормозов и инженеров.До завершения изгиба листовой металл должен поддерживаться с обеих сторон v-образного отверстия. Если он не поддерживается с обеих сторон, лист скользит в v-образное отверстие, и линия сгиба будет скользить вместе с ним. В первую очередь это может привести к неравномерным и неточным изгибам и даже к повреждению штампа. Когда материал начинает скапливаться внутри штампа под давлением, это может привести к поломке штампа, а в некоторых случаях даже к взрыву. Понимание и соблюдение минимальной длины фланца важно для точности и безопасности.Минимальный фланец – это не просто половина v-образного отверстия, как можно было изначально подумать, это скорее связано с геометрией v-образного отверстия в виде треугольника. Поскольку изгиб должен поддерживаться полностью, пока изгиб не будет завершен, фланец должен быть достаточно длинным, чтобы доходить до верха штампа после того, как он полностью сформирован. Операторы тормозных прессов должны знать минимальную длину фланца для своей оснастки, прежде чем пытаться изгибать, который может не работать, и хотя можно рассчитать минимальную длину фланца, наличие таблицы силы изгиба воздуха, безусловно, делает это более удобным.
Однако эта формула применима только к матрицам 90 °. При определении минимального диаметра фланца для остроугольных плашек вы будете использовать более сложную тригонометрическую формулу. Эта формула использует V-образный вырез (V) и угол штампа (DA), а также тригонометрические функции tan и sin для определения минимального фланца (b).
V Открытие (v)
Соотношение между v-образным отверстием и требуемой грузоподъемностью прямолинейное, чем больше v-образное отверстие, тем меньше тоннажа требуется для сгибания металла.Отношение обратно пропорционально, поэтому при увеличении v-образного отверстия вдвое тоннаж уменьшается вдвое. Эта идея должна иметь смысл, поскольку чем больше V-образное отверстие, тем больше рычаг воздействия на листовой металл. Следует отметить, что с увеличением v-образного отверстия увеличиваются как радиус изгиба, так и минимальная длина фланца. Оба эти элемента являются важными элементами дизайна, которые нельзя упускать из виду. Инженеру обычно приходится указывать, какое v-образное отверстие используется, чтобы гарантировать, что изгиб может быть выполнен или что будет достигнут желаемый радиус.Как вы можете видеть ниже, связь между внутренним радиусом и V-образным отверстием возникает, потому что у листового металла больше места для сгибания. Я не знаю формулы для соотношения между V-образным отверстием и внутренним радиусом, но, опять же, именно поэтому создаются диаграммы силы изгиба, чтобы помочь вам заполнить пробелы.
Толщина материала (Мт)
Толщина материала не пропорциональна тоннажу, как у V-образного отверстия. Удвоение толщины не означает удвоения тоннажа.Вместо этого сила изгиба связана квадратом толщины. Это означает, что при удвоении толщины материала требуемый тоннаж увеличивается в 4 раза.
Длина детали (L)
Подобно V-образному отверстию, требуемый тоннаж напрямую зависит от длины заготовки. Удвоение рабочей длины означает удвоение требуемого тоннажа. Следует отметить, что при сгибании коротких деталей длиной менее 3 дюймов требуемый тоннаж может быть меньше, чем тот, который пропорционален их длине.Знание этого может предотвратить повреждение матрицы.
Внутренний радиус (ir)
Внутренний радиус напрямую связан с v-образным отверстием, чем больше v-образное отверстие, тем больше радиус. Распространено заблуждение, что радиус изгиба всегда равен радиусу наконечника пуансона. Это происходит только в процессах Bottom Bending или Coining, когда наконечник пуансона вдавливается в заготовку.
Предел прочности при растяжении (TS)
Предел прочности на разрыв – это свойство металла, основанное на том, сколько силы требуется, чтобы вызвать разрушение или разрушение материала.2)
Формулы для изготовления – SheetMetal.Me
Формулы изготовления – SheetMetal.Me перейти к содержанию  Формулы:
Формулы:
- Допуск на изгиб (BA) – сумма, прибавляемая к сумме двух длин ног для получения длины развертки.
- Уменьшение изгиба (BD) – величина, удаленная из суммы двух длин фланца для получения развертки.
- Толщина материала (MT) – Толщина материала в десятичной форме.
- Угол сгиба (B <) - внутренний угол между двумя сторонами или фланцами сгиба.
- K-Factor (K) – отношение положения нейтральной оси к толщине материала.
- Y-Factor (Y) – Константа, основанная на K-Factor, используемом Pro-Engineer вместо K-Factor.
- Внутренний радиус (IR) – Окончательный внутренний радиус, сформированный после того, как произошла возвратная пружина.
- Наружный радиус (OR) – Окончательный внешний радиус, сформированный после того, как произошла возвратная пружина.
- Внешний отступ (OSSB) – Расстояние между внешними точками касания и вершиной внешних линий формы.
- Внутреннее отступление (ISSB) – Расстояние между внутренними точками касания и вершиной внутренних линий формы.
- Внешняя линия пресс-формы (OML) – Линия, проходящая параллельно внешней стороне заготовки.
- Линия внутренней формы (IML) – Линия, проходящая параллельно внутренней части заготовки.
- Наружное смещение (OSOS) – Измерение от поверхности внешнего радиуса до вершины внешних линий формы. При расчете внешнего смещения используйте включенный угол изгиба.
- Внутреннее смещение (ISOS) – Расстояние между внутренними линиями формы и линией изгиба.
- Внутри материала (ISTM) – Расстояние между внешней и внутренней линиями формы.
- Внутреннее смещение (ISS) – Расстояние между внешними линиями формы и линией изгиба.
- Сдвиг линии сгиба (BLS) – Расстояние от внешней линии формы до исходной линии сгиба на развертке. Это используется для расчета положения обратного упора при отработке развертки.
Терминология
- Гибка на воздухе – один из трех типов гибки листового металла, при котором внешняя линия формы не прижимается к матрице.
- Диаграмма силы воздушного изгиба – диаграмма, используемая для расчета тоннажа, необходимого для изгиба, на основе толщины, инструмента и длины.
- Отжиг – Отжиг – это обработка металлов, при которой материал нагревается выше температуры рекристаллизации, поддерживаемой в течение определенного периода времени, а затем охлаждается. Отжиг используется для размягчения материала, снятия внутренних напряжений и улучшения его свойств при холодной обработке.
- годов.
- Гибка – Процесс холодной обработки металла для получения желаемого профиля.
- Линия сгиба – Линия поперек металла, где пуансон входит в контакт с металлом и начинается сгибание.
- Bump Bending – также известный как Step Bending, процесс формирования большого радиуса с помощью обычных инструментов путем выполнения серии гибок в непосредственной близости.
- Вырубка – процесс вырезания плоских шаблонов из листового материала, обычно выполняемый с помощью лазера, струи воды, плазмы или пробивного пресса.
- Bottom Bending – Один из трех типов гибки листового металла, при котором радиус наконечника пуансона вдавливается в листовой металл.
- Box Bending – Процесс гибки 4-стороннего короба из листового металла.
- Чеканка – один из трех типов гибки листового металла, при котором пуансон проникает в лист под большой нагрузкой, образуя однородный изгиб.
- Cross Break – Легкие изгибы добавлены к листу для придания жесткости его поверхности.
- Crowning – Прогиб на изгибе из-за того, что инструмент или тормоз не могут приложить равную нагрузку вдоль изгиба. Crowning управляется современными тормозами с внутренней гидравлической системой, которая помогает выравнивать давление.
- Скручивание – процесс формования, при котором на конце листа остается круглая замкнутая петля. Это создает безопасную кромку для работы и делает кромку детали более жесткой.
- Длина фланца – длина заготовки, измеренная от вершины до края сгиба.
- Развертка – Общий термин для развернутой, развернутой геометрии детали.
- Фольга – Очень тонкий листовой металл, изготовленный из обычно ковких металлов, таких как алюминий и золото.
- Gage, Gauge – Толщина металла, упорядоченная по числам; чем больше число, тем тоньше металл.
- Galvanneal – Сталь, оцинкованная с последующим отжигом.
- Оцинкованный – чтобы предотвратить ржавчину, сталь погружают в расплавленный цинк, который сплавляется с поверхностью стали.
- Вставка – участок металла внутри изгиба, который не изгибается, а
вдавливается в изгиб, чтобы придать детали жесткость. - Подол – фланец с углом наклона 180 ° и более.Рубцы могут быть плоскими, открытыми или иметь различную форму капли слезы.
- Изгиб – также известный как изгиб со смещением, это когда два изгиба под одинаковым углом, но в противоположном направлении, используются для создания профиля в форме буквы «z».
- Kink – легкий изгиб, обычно от 5 ° до 15 °, который используется для придания жесткости плоскому куску металла.
- Гибка с большим радиусом – также известная как R-гибка, гибка с большим радиусом – это когда внутренний радиус более чем в 8 раз превышает толщину материала.
- Колено – Длина заготовки от кромки до внешней точки касания радиуса изгиба.
- Нейтральная ось – воображаемая линия внутри изгиба, где материал не подвергается сжатию или растяжению во время процесса изгиба.
- Тупой угол – геометрический термин, обозначающий угол, превышающий 90 °.
- R Гибка – Гибка с внутренним радиусом, превышающим толщину материала более чем в 8 раз.
- Угол отражения – геометрический термин, обозначающий угол, превышающий 180 °
- Острый изгиб – Когда радиус изгиба составляет менее 63% толщины материала, что обычно наблюдается при обработке кромок.
- Пружина возврата – величина, при которой заготовка сопротивляется изгибу, возвращаясь к своей исходной форме.
- Ступенчатая гибка – также известная как гибка с выступом, процесс формирования большого радиуса с помощью обычных инструментов путем выполнения серии гибок в непосредственной близости.
- Прямой угол – геометрический термин, обозначающий угол, равный 180 °.
- Допуски – Общие размеры и допуски изгибов и листового металла.
- Инструмент – Общий термин для штампов, пуансонов и держателей, используемых на листогибочном оборудовании.
- Заготовка – Общий термин для изгибаемой детали из листового металла.