Условное обозначение сварных швов: Обозначение сварных швов на чертежах: таблица, расшифровка документации
alexxlab | 13.08.1984 | 0 | Разное
Обозначение сварных швов на чертежах – Справочная информация
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72
СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84
http://docs.cntd.ru/…ment/1200004380
Выдержка из ГОСТа –
57. Сварное соединение
Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е . Welded joint
F. Joint soudé; Assemblage soudé; Soudure
58. Стыковое соединение
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
D. Stumpfstoss; Stumptschweissverbindung
Е . Butt joint
F. Assemblage en bout; Joint en bout
59. Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
D. Eckstoss; Eckverbindung
Е . Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60. Нахлесточное соединение
Нахлесточное соединение
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
D. Überlappstoss; Überlappverbindung
Е . Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
Ндп. Соединение впритык
D. T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е .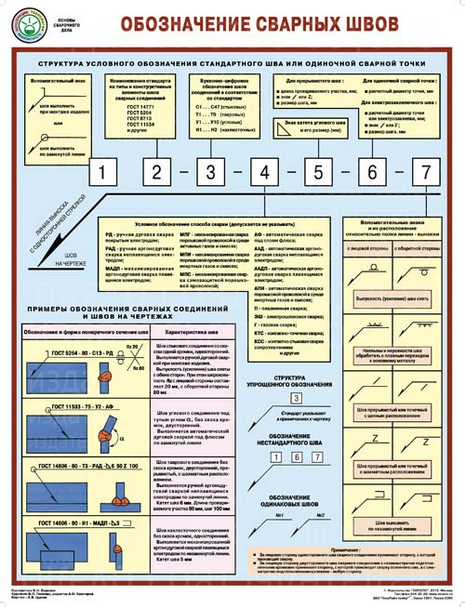
F. Construction soudée
64. Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е . Welded assembly
F. Ensemble soudé; Assemblage soude.
65. Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D. Schweissnaht
E. Weld
F. Soudure
66. Стыковой шов
Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е . Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е . Fillet weld
F. Soudure d’angle
68. Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D. Punktschweissung
Е . Spot weld
Spot weld
F. Soudure par points
69. Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е . Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки
Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е . Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
71. Непрерывный шов
Сварной шов без промежутков по длине
Ндп. Сплошной шов
D. Durchlauiende Naht
Е . Continuous weld; Uninterrupted weld
F. Soudure continue
72. Прерывистый шов
Сварной шов с промежутками по длине
D. Unterbrochene Naht
Е . Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
73. Цепной прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
Цепной шов
D. Symmetrisch unterbrochene Naht
Symmetrisch unterbrochene Naht
Е . Chain intermittent weld; Chain intermittent fillet weld
F. Soudure discontinue symmétrique
74. Шахматный прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Шахматный шов
D. Unterbrochene versetzte Naht
Е . Staggered intermittent weld
F. Soudure discontinue alternée
75. Многослойный шов
–
D. Mehrlagennaht
Е . Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
D. Gegennaht
Е . Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D. Heftnaht
Heftnaht
Е . Tack weld
F. Soudure de pointage
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е . Site weld
F. Soudure de montage
79. Валик
Металл сварного шва, наплавленный или переплавленный за один проход
D. Schweissraupe
Е . Weld bead; Bead
F . Cordon
80. Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Е . Layer
F . Couche
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
D. Nahtwurzcl; Wurzel
Е . Weld root
F. Racine de la soudure
82. Выпуклость сварного шва
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
Выпуклость шва
Ндп. Усиление шва
Усиление шва
D. Nahtüberhöhung
Е . Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва
Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Вогнутость шва
Ндп. Ослабление шва
D. Konkavität der Kehlnaht
Е . Fillet weld concavity
F. Concavité de la soudure
84. Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
D. Nahthöhe; Kehlnahtdicke
Е . Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Расчетная высота шва
D. Rechnerische Nahtdicke
Rechnerische Nahtdicke
Е . Desipn throat thickness
F. Epaisseur nominale de la soudure
86. Катет углового шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
Катет шва
D . Schenkell ä ng у; Nahtschenkel
Е . Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширина шва
D . Nahtbreite
Е . Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е . Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D .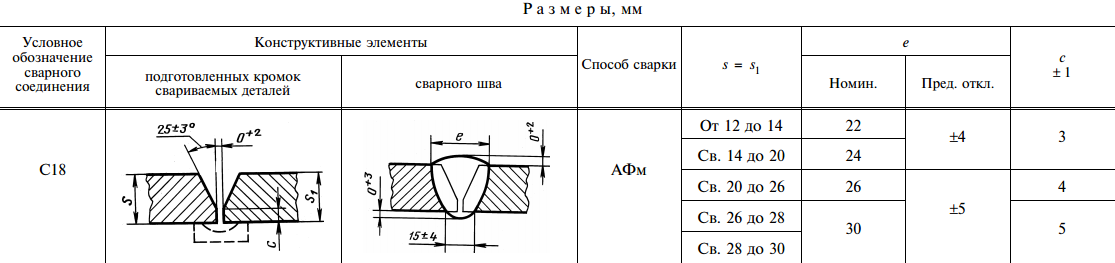
Е . Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкая прослойка
D. Weiche Zwischenlage
Е . Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка
D. Harte Zwischenlage
Е . Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения
Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки
Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D. Lokale Verfestigung
Lokale Verfestigung
Е . Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯ СВАРКИ
94. Направление сварки
Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Е . Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
D. Pilgerschrittschweissen
Е . Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками
Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
D. Absatzweises Mehrlagenschweissen
Е . Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом
Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
D. Kaskadenschweissung
Kaskadenschweissung
Е . Cascade welding
F. Soudage en cascade
98. Проход при сварке
Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D. Schweissgang
Е . Pass; Run
F . Passe
99. Сварка напроход
Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е . One direction welding
F. Soudage dans un sens
100. Сварка вразброс
Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D. Aufwärtsschweissen
Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée )
105. Сварка углом вперед
Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад
Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D.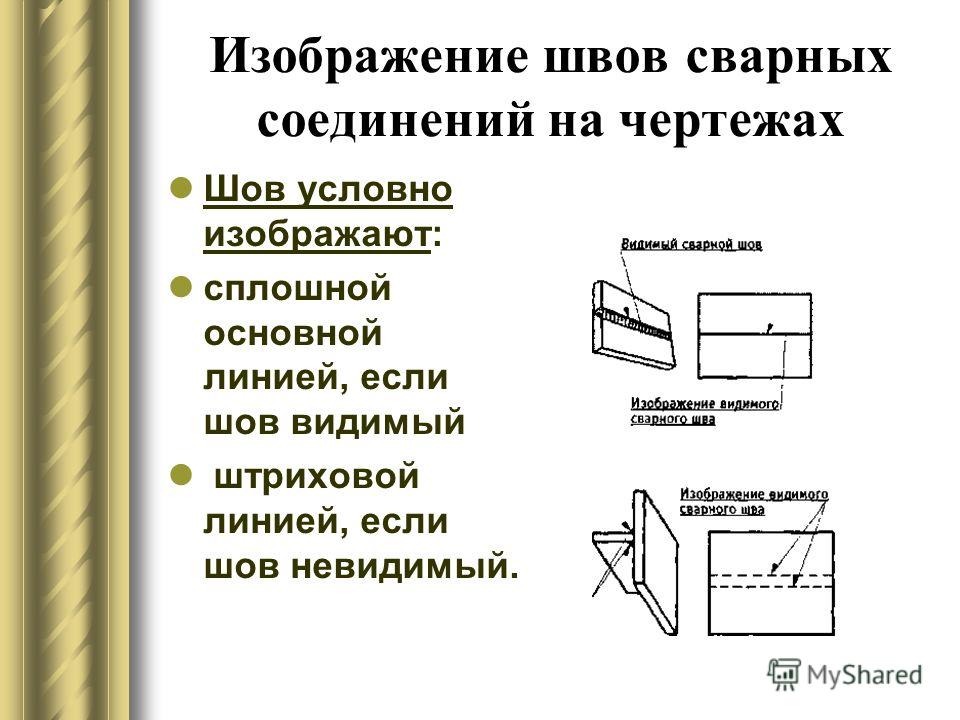 Schweissen mit schleppen der Brennersteilung
Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу
Односторонняя спарка со сквозным проплавлением кромок без использования подкла
https://internet-law…gosts/gost/851/
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Содержание: [скрыть]
- 1 Виды сварочных швов
- 2 Разбираем квадраты №2 и 3, виды швов по ГОСТам
- 3 Квадрат №4, способы сварки
- 4 Квадрат №5, размеры шва
Виды сварочных швов
Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.
 312-72 под названием «Условные изображения и обозначения швов сварных соединений».
312-72 под названием «Условные изображения и обозначения швов сварных соединений». - ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.

- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.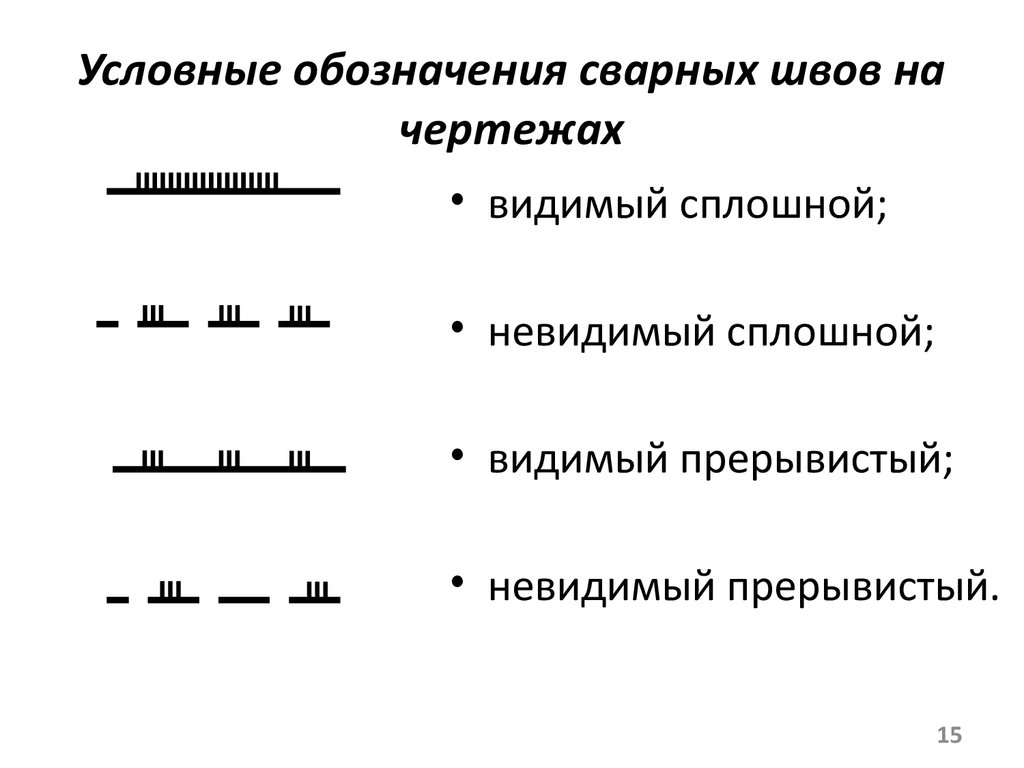
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.

У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Классификация сварных швов.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.

- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Обозначение сварных соединений вертикальных резервуаров
|
Тип соединения |
Форма кромок |
Характер шва |
Условное обозначение шва |
Обозначение шва по ГОСТ |
|---|---|---|---|---|
|
Cтыковое |
Без скоса кромок |
Односторонний |
С2 |
|
|
Односторонний на подкладке |
С5 |
|||
|
Двусторонний |
С7 |
|||
|
Со скосом одной кромки |
Односторонний |
С8 |
||
|
Односторонний на подкладке |
С10 |
|||
|
Односторонний замковый |
С11 |
|||
|
Двусторонний |
С12 |
|||
|
Со скосом двух кромок |
Односторонний |
С17 |
||
|
Односторонний на подкладке |
С19 |
|||
|
Односторонний замковый |
С20 |
|||
|
Двусторонний |
|
С21 |
||
|
С двумя скосами одной кромки |
Двусторонний |
|
С15 |
|
|
С двумя скосами двух кромок |
|
С25 |
||
|
Угловое |
Без скоса кромок |
Односторонний |
|
У4 |
|
Двусторонний |
|
У5 |
||
|
Со скосом одной кромки |
Односторонний |
|
У6 |
|
|
|
Т6 |
|||
|
Двусторонний |
|
У7 |
||
|
|
– |
|||
|
С двумя скосами одной кромки |
Двусторонний |
|
У8 |
|
|
Со скосом двух кромок |
Односторонний |
|
У9 |
|
|
Двусторонний |
|
У10 |
||
|
Тавровое |
Без скоса кромки |
Односторонний |
|
Т1 |
|
Двусторонний |
|
Т3 |
||
|
С одним скосом кромки |
Односторонний |
|
Т6 |
|
|
Двусторонний |
|
Т7 |
||
|
С двумя скосами кромки |
Двусторонний |
|
Т8; Т9 |
|
|
Нахлесточное |
Без скоса кромок |
Односторонний |
|
Н1 |
|
Двусторонний |
|
Н2 |
1. В обозначении швов буква «m» обозначает размер катета шва со стороны стрелки. А буква «n» обозначает размер катета шва с обратной стороны.
В обозначении швов буква «m» обозначает размер катета шва со стороны стрелки. А буква «n» обозначает размер катета шва с обратной стороны.
|
⇐ ПредыдущаяСтр 14 из 23Следующая ⇒ Детали, соединяемые сваркой, располагаются внахлестку Н, встык С, под углом У, в виде тавра Т. Выполняются соединения с отбортовкой двух кромок (в соединениях внахлестку), без скоса кромок, со скосом одной кромки, со скосом двух кромок. В условном обозначении шва наносят буквенно-цифровое обозначение вида соединения, формы подготовленных кромок и характера выполненного шва; способы сварки; виды и методы сварки.
Рисунок 1. Виды соединений С1 – шов с отбортовкой двух кромок, односторонний; С2 – без скоса кромок, односторонний; СЗ – то же, на остающейся или съемной подкладке; С4 – без скоса кромок, двусторонний; С5 – со скосом одной кромки, односторонний; С6 – то же, на остающейся или съемной подкладке; С7 – со скосом одной кромки, односторонний замковый; С8 – со скосом одной кромки, двусторонний; С9 – с криволинейным скосом одной кромки, двусторонний; СЮ – с ломаным скосом одной кромки, двусторонний, СП – с двумя симметричными скосами одной кромки, двусторонний; С12 – с двумя симметричными криволинейными скосами одной кромки, двусторонний; С13 – с двумя несимметричными скосами одной кромки, двусторонний; С14 – со скосом одной кромки с последующей строжкой, двусторонний; С15 – со скосом двух кромок, односторонний; С16 – то же, на остающейся или съемной подкладке; С17 – то же, замковый; С18 – со скосом двух кромок, двусторонний; С19 – с криволинейным скосом двух кромок, двусторонний; С20 – с ломаным скосом двух кромок, двусторонний; С21 – с двумя симметричными скосами двух кромок, двусторонний; С22 – с двумя симметричными криволинейными скосами двух кромок, двусторонний; С23 – с двумя симметричными ломаными скосами двух кромок, двусторонний; С24 – с двумя несимметричными скосами двух кромок, двусторонний; С25 – со скосом двух кромок с последующей строжкой, двусторонний. В таблице 1 приведены данные по стыковым сварным соединениям листовой стали Таблица 1. Стыковые сварные соединения листовой стали
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка ИН – в инертных газах неплавящимся электродом без присадочного материала; ИП – в инертных газах и их смесях с углекислым газом и кислородом плавящим электрод; УП – в углекислом газе и его смеси с кислородом плавящим электрод; ГОСТ 8713-80 АФ – автоматическая на весу; МФ – механическая на весу АФф – автоматическая на флюсовой подкладке; АФо – автоматическая на остающейся подкладке; МФо – механическая на остающейся подкладке; АФп – автоматическая на медном ползуне; АФк – автоматическая с предварительной подваркой корня шва; МФк – механическая с предварительной подваркой корня шва; Угловое соединение У1 – шов с отбортовкой одной кромки, односторонний; У2 – без скоса кромок, односторонний, впритык; УЗ – без скоса кромок, двусторонний, впритык; У4 – без скоса кромок, односторонний; У5 – то же, двусторонний; У6 – со скосом одной кромки, односторонний; У7 – то же, двусторонний; У8 – с двумя скосами одной кромки, двусторонний; У9 – со скосом двух кромок, односторонний; У10 – то же, двусторонний. В табл. 2 приведены данные по угловым сварным соединениям листовой стали. Таблица 2. Угловые сварные соединения листовой стали
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка ГОСТ 8713-80 АФш – автоматическая с предварительным наложением подварочного шва; МФш – механическая с предварительным наложением подварочного шва; Тавровые соединения: Т1 – шов без скоса кромок, односторонний; Т2 – то же, односторонний прерывистый; ТЗ – то же, двусторонний; Т4 – то же, двусторонний шахматный; Т5 – то же, двусторонний прерывистый; Т6 – со скосом одной кромки, односторонний; Т7– то же, двусторонний; Т8 – с криволинейным скосом одной кромки, двусторонний; Т9 – с двумя симметричными скосами одной кромки, двусторонний; Т10 – то же; Т11 – с двумя симметричными криволинейными скосами одной кромки, двусторонний. В табл. 3 приведены данные по тавровым сварным соединениям листовой стали Таблица 3. Тавровые сварные соединения листовой стали
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка; ГОСТ 8713-80 АФ – автоматическая на весу; МФ – механическая на весу; АФш – автоматическая с предварительным наложением подварочного щва. Соединения внахлест: HI – шов без скоса кромок, односторонний прерывистый; Н2 – то же, двусторонний; НЗ – с удлиненным отверстием, односторонний с несплошной заваркой. В табл. 4 приведены данные по нахлесточным сварным соединениям листовой стали. Таблица 4. Нахлесточные сварные соединения листовой стали.
Обозначение способа сварки ГОСТ 5264-80 – Р – ручная дуговая сварка; ГОСТ 8713-80 АФ – автоматическая на весу; МФ – механическая на весу. 2. Условные обозначения способов сварки Автоматическая: А – под флюсом без применения подкладок, подушек и подварочного шва; Аф – на флюсовой подушке; Ам – на медно-флюсовой подкладке; Ас – на стальной подкладке; Апш – с предварительным наложением подварочного шва; Апк – с предварительной подваркой корня шва; Ар – с ручной подваркой с одной стороны; Ан-3 – в защитных газах неплавящимся электродом – однофазная; Ан-Зтф – то же трехфазная; А-3 – плавящимся электродом в защитных газах; Ан-З/А-3 – первый проход неплавящимся электродом в защитных газах, последующие -плавящимся электродом в защитных газах. Полуавтоматическая: П – под флюсом без применения подкладок, подушек и подварочного шва; Пс – на стальной подкладке; Пр – с ручной подваркой; П-3 – в защитных газах плавящимся электродом; Пф – под флюсом; Ппш – с предварительным наложением подварочного шва; Ппк -с предварительной подваркой корня шва. Ручная электродуговая: Рн-3 – неплавящимся электродом в защитных газах; Рн-З/П-3 -первый проход неплавящимся электродом в защитных газах, последующая полуавтоматическая-плавящимся в защитных газах. Контактная электросварка: Кт – точечная; Кр – роликовая; Кв – рельефная; Кс – стыковая; Ксо – стыковая сплавлением; Ксс – стыковая сопротивлением. Электрошлаковая сварка: Шэ – проволочным электродом; Шм – плавящимся мундштуком; Шп – электродом большого сечения, соответствующим форме сечения сварного пространства. Электрозаклепочная сварка: ЭФЗ – под флюсом; ЭУФ – в углекислом газе; ЭПлЗ – в аргоне плавящимся электродом; ЭНн – в аргоне неплавящимся электродом. Электросварка: ИН – в инертных газах неплавящимся вольфрамовым электродом без присадочного материала; ИНп – та же, с присадочным материалом; ИП – в инертных газах и смесях с активными газами плавящимся электродом; УП – в углекислом газе плавящимся электродом; НГП – нагретьм газом с присадкой; ЭП – с экструдированной присадкой. Виды и методы сварки обозначают следующими буквами: Г – газовая; Э – электросварка дуговая; Ф – электросварка дуговая под флюсом; 3 – электросварка дуговая в защитных газах; Ш – электрошлаковая; Кт – контактная; Уз – ультразвуковая; Тр – трением; X – холодная; Пз – плазменная дуговая; Эл – электронно-лучевая; Дф – диффузионная; Лз – лазером; Вз – взрывом; И – индукционная; Гп – газопрессовая; Тм – термитная. ⇐ Предыдущая9101112131415161718Следующая ⇒ |
Символы сварки: как их понять (с таблицами)
Последнее обновление
Загрузить руководство по символам сварки в формате .PDF:
Вам нужно учиться на ходу? Загрузите таблицу символов в формате .PDF здесь.
Становление профессиональным сварщиком вознаграждает и дает пожизненную возможность получать удовольствие от работы по всему миру. На этом пути есть много проблем, и большинство из них основаны на практических навыках. Однако рано или поздно вы столкнетесь с чертежами, по которым требуется сварка. Если ваш опыт похож на мой, вы обнаружите, что некоторые рисовальщики могут усложнить жизнь своими попытками рисования.
Некоторые из них лучше других, но вы неизбежно столкнетесь с несколькими, которые доставят вам лишь головную боль на бумаге. Полезно понимать символы сварки, чтобы при работе со сложными чертежами символы были на одно препятствие меньше.
Тест по сварочным символам
Существуют также различные теоретические тесты, которые вам может потребоваться пройти в течение вашей карьеры, включая квалификационные и сертификационные тесты. Не менее важно освоить эти символы сварки, чтобы получить квалификацию. Хотя некоторые тестовые символы просты, вы не можете доверять только своему опыту работы. Изучение этого руководства по символам сварки поможет вам стать на шаг ближе к сдаче следующего экзамена.
Символы сварки (с таблицами)
Некоторые символы сварки кажутся сложными, но если их разобрать, вы увидите, что они довольно просты. Символы сварки представляют собой изображение сварного шва, если смотреть сбоку, как в поперечном сечении. Каждый символ сварного шва поясняется отдельно, рядом с ним указывается его профиль сварного шва.
Существуют две системы, которые используются для интерпретации, и четыре раздела различных символов, описанных в этой статье: базовая платформа, базовые символы стыкового сварного шва, другие базовые символы и дополнительные символы. Каждый раздел стоит отдельно, если вам нужно сосредоточиться на одном наборе символов сварки, но чтение всех четырех даст вам полезное представление об общей системе.
1. Базовая платформа
Этот символ представляет собой простую платформу для отображения характеристик и окружающих деталей ваших сварных швов. Он состоит из трех частей:
- Линия стрелки: указывает на общее расположение сварного шва.
- Базовая линия: здесь размещаются сведения о типе сварного шва и конкретном месте.
- Хвост: здесь размещаются дополнительные детали, отдельные от специфики. Это включает в себя стандарты сварки, типы материалов и требуемый процесс сварки.
Две системы рисования
Существуют две системы, в которые входит основной символ сварки, и каждая из них интерпретируется по-разному. Конкретная система будет указана на планах, и обе системы не будут включены в один чертеж.
Система A System B
Базовая система A
Базовая система A выделяется линии панели под контрольной линией. Как показано на рисунке, когда символ сварки находится со стороны пунктирной линии, сварной шов должен быть на стороне, противоположной стрелке. Когда символ сварки находится над опорной линией, сварной шов должен быть на той же стороне, что и стрелка. Иногда чертежи бывают очень полными, поэтому это правило необходимо, если нет места для базового символа, расположенного со стороны сварного шва.
Базовая система B
Базовая система B распознается по отсутствию черточек под контрольной линией. Здесь, когда символ сварки находится на нижней стороне контрольной линии, сварной шов находится на стороне, на которую указывает стрелка. Когда символ находится на верхней стороне контрольной линии, сварной шов находится на противоположной стороне указателя.
Таблица символов стыковой сварки основания
Как видно из названия, эти соединения отличаются тем, что они соединяются встык друг с другом встык. Например, две пластины лежат плоско на своих поверхностях, выровненных параллельно и прямо по их вершинам, и они сварены с одной или обеих сторон в зависимости от символа.
Односторонние стыковые сварные швы
Эти соединения свариваются только с одной стороны и легко распознаются как односторонние по их символу. Символы показывают требуемую подготовку к сварке, а тип необходимого сварного шва определяется другими символами.
Квадратный стык
Это соединение не имеет подготовки под сварку. Обе пластины имеют квадратные концы, так же как символ сварки отображает два квадратных угла.
Одиночный V-образный стык
Одинарное V-образное стыковое соединение имеет разделку под сварку под углом 45° на одной стороне каждой пластины на всю глубину материала. Соединяемые пластины образуют V-образную форму, как указывает символ.
Одинарный V-образный стык с широкой притупленной поверхностью
Подобно одиночному V-образному стыку, эта подготовка под сварку имеет угол 45° на одной стороне каждой пластины от верхней части металла до не более ¾ длины вниз глубины плиты, оставляя часть материала внизу. Соединение имитирует символ Y.
Стык с одинарным скосом
Эта стыковая заготовка имеет вырез под углом 45° на всю глубину на одной стороне одной пластины, а другой конец имеет квадратную форму, как показано на символе.
Стык с одинарным скосом и широкой притупленной поверхностью
С одним квадратным концом и скосом под углом 45° на другой стороне, только частично проходящим через пластину, подготовка под сварку будет выглядеть, как ее символ, в виде строчной буквы r без дуги.
Одинарная U-образная форма встык
Обе пластины имеют угол, вырезанный в форме ¼ луны глубиной около ¾ толщины пластины, образуя U-образную часть соединяемых секций, как показывает символ сварного шва.
Одиночный J-образный стык
Одна пластина имеет квадратный конец, а другая имеет угол, вырезанный в форме ¼ луны на части толщины пластины, образуя мягкий J при соединении, как вы можете видеть на символе .
Двусторонние стыковые соединения
Эти сварные швы точно такие же, как и односторонние стыковые соединения, за исключением того, что обе стороны предварительно подготовлены и сварены, как показано в таблице обозначений сварных швов ниже.
Двусторонний V-образный стык
Оба конца каждой пластины имеют скошенный под углом 45° вырез, соединяющийся посередине пластины и образующий острие. При соединении точки встречаются. Это создает X, как показано на символе, на всю глубину соединения.
Двусторонняя фаска встык
Одна пластина не имеет разделки под сварку, углы остаются прямыми. Другая сторона имеет два скоса под 45°, заканчивающиеся посередине, чтобы сделать точку. При отображении символа соединенные пластины образуют букву K.
Двусторонний U-образный стык
На обеих сторонах двух пластин вырезается ¼ лунки, оставляя участок примерно от одной четверти до половины толщины пластины в центре между двумя разделками под сварку. Соединившись вместе, они образуют букву U поверх буквы n, как вы видите на символе.
Прочие базовые символы
Стыковые и угловые сварные швы являются наиболее распространенными типами стежков. Однако, в отличие от большинства стыковых швов, различные виды угловых швов обозначаются дополнительными символами, добавленными к символу углового шва. Ниже приведены все другие базовые обозначения сварки, которые не являются стыковыми сварными швами, включая обозначение углового шва.
Скругление
Этот символ представляет собой прямоугольный треугольник, поскольку чаще всего скругление выполняется между двумя пластинами под прямым углом друг к другу. Обычно это между 90° суставом или где-то рядом.
Заглушка
Одна пластина с отверстием устанавливается поверх другой плоской пластины. Сварка пробкой соединяет две пластины вместе, а сварной шов внутри полностью заполняет отверстие. Его символ наименее четкий из всех, но он отображает отверстие заглушки в поперечном сечении верхней пластины.
Точка сопротивления
Две пластины сплавляются друг с другом за счет создания тепла за счет электрического сопротивления между пластинами с помощью аппарата для точечной сварки сопротивлением. Его символ — круг, такой же формы, как точечный сварной шов.
Контактный шов
Это похоже на контактную точечную сварку, только электрическое сопротивление создает длинный шов, а не одиночное пятно. Подобно символу точечной сварки, сварной шов имеет две параллельные линии, проходящие через окружность, символизирующие шовный шов, имеющий длину, подобную форме прорези. Резистивный шов создает форму круга, растянутого в длину.
Дополнительные символы
Эти символы добавляются к основным символам для уточнения типа требуемого сварного шва. Они включают в себя характеристики сварного шва, способ и место его сварки, а также необходимые отделочные характеристики.
Отделка заподлицо
Этот символ сварки означает, что сварной шов необходимо обработать или отшлифовать заподлицо с остальной частью листа. Его символ — прямая линия, показывающая, как будет выглядеть готовая поверхность.
Выпуклая
Выпуклая поверхность сварного шва изгибается наружу, как воздушный шар, удаляясь от сварного шва, как показано на его символе.
Вогнутость
Символ вогнутости изогнут в направлении, противоположном выпуклости, что означает, что сварной шов должен быть закончен с изгибом внутрь, как внутренняя часть чаши. Это часто отделка, используемая с угловыми сварными швами.
Стойка сварного шва
Это когда в нижней части разделки под сварку, такой как V или U, требуется небольшой начальный сварной шов в основании разделки перед ее полной сваркой. Это дает возможность полностью сварить шов без продувки из-за чрезмерного нагрева, когда остается только тонкий участок материала. Его символ в виде изогнутой линии помещается под или поверх основного символа сварки, в зависимости от того, на какой стороне базовой линии находится базовый символ.
- См. также: Что такое CAD-сварка и как она работает?
Расходуемая вставка
Внутри разделки под сварку снизу вставляется расходуемая заглушка, где между двумя секциями есть пространство. Вставка сплавляется со сварным швом и предотвращает выдувание днища. Его символом является форма круглой вставки, смотрящей на нее сбоку.
Сварить полностью вокруг
Этот символ обводит угол базовой платформы, показывая, что указанная секция требует сварки по всему периметру, подобно кругу.
Сварка между точками
На чертеже будут показаны две точки, такие как X и Y, например, между секциями, требующими сварки. Стрелки символа между двумя буквами указывают на то, что сварной шов должен проходить по всей длине между двумя метками.
Сварка на месте
Этот символ имеет флажок, указывающий, что сварку необходимо выполнять на месте, а не в мастерской. Подобно тому, как флаг ставится для обозначения территории страны, этот флаг указывает на то, что он должен быть приварен на площадке проекта.
Смещенный прерывистый шов
Для этого необходимо, чтобы сварные швы располагались в шахматном порядке поперек первой и второй стороны секции. Не сваривайте по всей длине с обеих сторон. Вместо этого сварите ровные стежки поперек первой стороны. Затем имитируйте сварные швы вдоль второй стороны, но между швами первой стороны, не совмещая их.
Z-образный символ с линией, проходящей через его центр, отображает эффект семерки в зеркале. На нем показаны две семерки с одинаковыми пропорциями, но перевернутые, образующие букву Z. Аналогично, ступенчатый прерывистый сварной шов одинаковый с обеих сторон элемента, но перевернутый, так что сварные швы располагаются в разных местах, но с одинаковыми промежутками.
Заключение
Как видите, система символов сварки не слишком сложна. Большинство символов основаны на поперечном сечении суставов, которые они представляют. Обязательно загрузите PDF-версию этого руководства по символам сварки, чтобы обращаться к нему в процессе работы и убедиться, что ваши сварные швы соответствуют чертежу.
Не стесняйтесь оставлять комментарии ниже с любыми вопросами, которые могут у вас возникнуть.
Источники
- http://www.svets.se/download/18.274ebf1415b8cd45d523c10b/1510575524112/Part+05+-+Risks+with+the+new+standard+EN+ISO+2553+2014.pdf
Рекомендуемое изображение предоставлено: Greeneries, Shutterstock
- Загрузить руководство по символам сварки в формате .PDF:
- Тест символов сварки
- Символы сварки (с диаграммами)
- 9034 Две платформы Системы
- Базовая система A
- Базовая система B
- Финишной отдел. Заключение
Символы сварки | Основные и дополнительные символы сварки
Символы сварки представляют собой графический способ передачи информации о сварном соединении. Вместо того, чтобы использовать стрелку и сказать «сварить здесь», символ сварки содержит больше полезной информации, которая может быть легко понята сварщиком, инженером, мастером, супервайзером и архитектором. Таким образом, сварочные символы широко используются сварщиками и инженерами в технических чертежах для передачи важной информации, такой как тип сварного шва, размер сварного шва, местоположение сварного шва, а также другую дополнительную информацию.
Схема
Зачем нам указывать сварные швы?
Рассмотрим следующее изображение сварщика. Сообщение «сварить здесь» можно интерпретировать по-разному, поэтому такие сообщения всегда сопровождаются определенными инструкциями.
Любое из следующих изображений может быть предоставлено в дополнение к изображению выше. Первое изображение (а) означает одиночный угловой шов, который является самым простым и дешевым в применении.
Второе изображение (b) означает двойной угловой шов. Это немного сложно применить и занимает больше времени. Чтобы сварка прошла успешно, должен быть обеспечен доступ к обеим сторонам.
Наконец, третье изображение (с) означает Т-образный стыковой шов или шов с разделкой кромок. Это самый сложный и дорогой из трех, так как горизонтальный объект требует подготовки края.
Отсюда понятно, что больше информации о сварных соединениях необходимо указывать на этапе проектирования/чертежа, чтобы избежать ошибок и правильно оценить время и стоимость процесса сварки.
Преимущества символов сварных швов
Из приведенного выше объяснения мы пришли к выводу, что правильное указание сварных швов необходимо для бесперебойного выполнения работы. Но вышеупомянутое графическое изображение сварного шва не является самым простым или предпочтительным методом. Подобно электрическим символам в электрических цепях, у нас также есть Символы сварки .
Указание сварных швов с помощью символов, а не изображений, намного проще, так как вам не нужно тратить много времени на объяснение типа, формы и размера сварного шва. Следовательно, большинство технических чертежей, связанных со сварочными работами, используют символы сварки для представления всей информации, связанной со сваркой.
Стандарты сварки
Существует два основных стандарта для определения терминов, символов и т. д. по сварке и пайке . Одним из них является ISO 2553, опубликованный Международной организацией по стандартизации. Другой — ANSI/AWS A2.4-9.8 опубликовано Американским обществом сварщиков.
Термины и символы в этих двух стандартах могут различаться.
Элементы символа сварки
Прежде чем рассматривать некоторые из основных символов сварки, давайте попробуем понять элементы символа сварки и какую информацию несет символ. Ниже приведен список элементов, которые могут быть частью типичного символа сварки.
- Базовая линия
- Стрелка
- Базовый символ сварки
- Дополнительные обозначения сварных швов
- Символы отделки
- Размеры
- Спецификации, Процесс
- Хвост
Чтобы лучше понять элементы символа сварки, давайте воспользуемся следующим изображением, на котором показано, как рисуется типичный символ сварки, а также стандартное расположение вышеупомянутых элементов.
Контрольная линия
Это горизонтальная линия, которая является важной частью законченного символа сварки, и вся информация, относящаяся к сварному шву, наносится на нее или вокруг нее. Положение опорной линии также важно, так как она обычно проводится близко к сварному шву. Все остальные символы и информация должны быть правильно размещены в соответствии со стандартами символов на этой контрольной линии или вокруг нее.
Стрелка
Еще одна важная и необходимая часть законченного сварочного символа — Стрелка. Он соединяет опорную линию со стороной стрелки сустава и может располагаться на одном или другом конце опорной линии. Стрелка может указывать в любом направлении, вверх вниз, влево, вправо или даже в сторону хвоста. Иногда символ сварки может содержать несколько стрелок.
Здесь есть два важных термина, которые нам нужно знать о стрелке. Это Сторона Стрелы и Другая Сторона. Сторона, указанная стрелкой, от базовой линии — это сторона сварного соединения, на которую указывает стрелка. Если символы размещены на стороне стрелки опорной линии, то они относятся к стороне стрелки сварного соединения.
Если символы расположены по другую сторону от контрольной линии (кроме стороны, указанной стрелкой), то они относятся к другой стороне сварного соединения.
Другая информация, описывающая сварной шов
- T: Это часть хвоста для указания информации для конкретного сварного шва, такой как изменение процесса сварки или электрода. Хвост может быть опущен, если нет каких-либо спецификаций или ссылок.
- S: В зависимости от типа сварки может указывать на одно из следующего:
- Глубина подготовки в случае сварки с разделкой кромок
- Размер углового сварного шва
- Размер сварного шва или сварного шва
- Прочность на сдвиг в случае выступающего сварного шва
- E: В случае сварного шва с разделкой кромок представляет эффективный размер горловины или размер сварного шва. Указывает размер стороны в случае углового сварного шва. Важным моментом является то, что размеры эффективного размера для сварного шва с разделкой кромок всегда помещаются в круглые скобки, тогда как размеры размера стороны для углового сварного шва помещаются без скобок.
ПРИМЕЧАНИЕ: И S, и E всегда располагаются слева от символа сварки на контрольной линии независимо от стрелки.
- R: В случае шва с разделкой кромок или стыкового соединения это размер корневого отверстия. В случае сварного шва или корневого сварного шва это указывает глубину заполнения.
- A: В случае сварного шва с канавкой, это представляет угол прилегания канавки. Для сварных швов с потайной пробкой это угол примыкания зенковки.
- Ф: Здесь указывается способ получения необходимого контура. Вот некоторые из методов, с помощью которых можно получить контуры: шлифовка (G), вырубка (C), механическая обработка (M), прокатка (R), ударная обработка (H) или неопределенный (U).
- —: Горизонтальная линия между F и A является местом символа контура готового сварного шва.
- L: Указывает длину сварного шва. Он всегда размещается справа от символа сварки, независимо от положения стрелки.
- P: Если сварка прерывистая и указано расстояние между сварными швами, то это Указывает шаг или межцентровое расстояние сварного шва
- N: Указывает необходимое количество сварных швов (точечный, шов, шпилька, заглушка, прорезь или выступ).
Различные типы символов сварки
Теперь, когда мы немного узнали об элементах символа сварки, теперь мы рассмотрим различные символы сварки. Сначала мы перечислим некоторые основные обозначения сварки, которые чаще всего используются на чертежах. Далее мы увидим некоторые дополнительные символы сварки, которые можно использовать для передачи дополнительной информации о сварном шве.
Основные обозначения сварки
На следующем рисунке показаны некоторые из часто используемых обозначений сварки. Верхняя часть изображения состоит из символов для различных типов сварных швов с разделкой кромок или стыковых сварных швов. Сюда входят сварка с V-образным пазом, сварка с квадратной канавкой, сварка со скошенной кромкой, U, J и т. д. / Сварка с прорезями, точечная сварка и т. д.
Давайте теперь подробно рассмотрим различные символы сварки. Сварка кромок — это второй популярный тип сварки после угловой сварки, который включает в себя подготовку кромок для формирования одной из форм сварки канавки (V, U, J, скос и т. д.) или квадратной канавки с прямыми кромками.
| Сварной шов с одной V-образной канавкой Это распространенная форма подготовки кромок для разделки канавок/стыковых сварных швов. | Сварной шов с квадратной канавкой В зависимости от процесса сварки сварной шов с квадратной канавкой будет ограничен максимальной толщиной сечения. | Сварной шов с одинарной канавкой Процесс подготовки кромок, который обычно используется, когда для подготовки доступна только одна кромка смежных секций. |
| Сварной шов с U-образной канавкой Если секции имеют толщину более 12 мм, то этот тип сварки используется для ограничения количества требуемого сварочного металла. | Сварной шов с одинарной J-образной канавкой Если секции имеют толщину более 16 мм и для подготовки доступна только одна кромка смежных секций, то этот тип сварного шва используется для ограничения количества требуемого металла шва. | Фланцевая кромка с канавкой под сварку В соответствии со стандартом ISO показан сварной шов с разделкой кромок между пластинами с выступающими краями. В соответствии со стандартом AWS на нем показан краевой сварной шов фланцевого соединения с канавкой. |
| Угловой фланцевый сварной шов На нем показаны пластины со сваркой в канавку с одной приподнятой кромкой. | Сварной шов с одинарной V-образной канавкой и широким основанием Стандартный символ ISO для одинарного V-образного сварного шва с широкой передней поверхностью. | Сварной шов с разделкой кромок и широким основанием Этих двух, хотя они и упоминаются в ISO 2553, лучше избегать. |
| Раструбный сварной шов с V-образной канавкой Стандартный символ AWS для иллюстрации сварного шва с разделкой кромок, образованного двумя криволинейными поверхностями. | Сварной шов с раструбом и фаской Стандартный символ AWS для иллюстрации сварного шва с разделкой кромок, образованного одной изогнутой поверхностью и одной плоской поверхностью. | Крутой сварной шов с V-образным пазом по бокам Стандартный символ ISO для шва с крутым V-образным пазом по бокам и углом скоса 5–20⁰ для подготовки кромок. |
| Сварной шов с кромкой и кромкой под крутым углом Стандартный символ ISO для сварного шва с фаской и кромками под углом 15–30⁰ для подготовки кромок. | ||
| Угловой сварной шов Обозначение углового сварного шва, который является наиболее часто используемым типом сварки. Если не указано иное, длины сторон равны. | Краевой сварной шов Иллюстрирует кромочный сварной шов, который обычно наплавляется только с одной стороны. | Штекерный / щелевой сварной шов Тип сварного шва, который образует соединения внахлест с использованием круглых или удлиненных отверстий, полностью заполненных металлом сварного шва. |
| Дуговая точечная сварка Точечная сварка производится с использованием высокой тепловложения в одной точке. | Точечная сварка сопротивлением Символ, иллюстрирующий контактную точечную сварку, требующую доступа с обеих сторон. Точечная сварка обычно означает точечную сварку сопротивлением. | Сварной шов сопротивлением Шовная сварка аналогична точечной сварке, но вместо одной точки выполняется в линейной форме. Этот символ иллюстрирует шовную сварку сопротивлением, которая требует доступа с обеих сторон соединения. |
| Дуговой сварной шов Символ, иллюстрирующий дуговую шовную сварку, которая выполняется только с одной стороны соединения. Шовная сварка обычно шовная сварка сопротивлением, поскольку дуговая сварка швом используется редко. | Наплавка Как следует из названия, линия стрелки этого символа указывает на всю поверхность, которая должна быть покрыта наплавленным металлом. | |
Дополнительные обозначения сварки
Дополнительные символы сварки используются для предоставления дополнительной информации о сварных соединениях.
| Плоский (заподлицо) | Выпуклая | Вогнутая |
| Гладкие смешанные пальцы | Распорка | Задняя часть / Подварочный шов |
| Съемная подложка | Постоянная подложка | Расходуемая вставка |
| Сварка со всех сторон | Полевая сварка | Плавление насквозь |
Расположение символов сварки
Давайте теперь разберемся со значением расположения символов. Сначала мы увидим пару примеров для сварных швов, а затем перейдем к угловым сварным швам.
Сварка канавок
На следующем рисунке показано расположение символов сварки канавок. Символы в стандартах ISO и AWS показаны для справки.
На первом изображении показан сварной шов с одинарной V-образной канавкой, где символы сварки расположены на контрольной линии, а стрелка указывает на одну сторону соединения. Сварной шов может быть в плоскости или в поперечном сечении. Здесь мы использовали стрелку, чтобы указать на сварной шов в поперечном сечении.
На втором изображении показан сварной шов с одинарной кромкой и кромкой, где стрелка указывает на кромку соединения, которая должна быть подготовлена для фаски.
Угловые швы
Подобно сварным швам с разделкой кромок, символы угловых сварных швов также располагаются на опорной линии, которая затем соединяется со стрелкой, указывающей на одну сторону соединения. Чтобы продемонстрировать то же самое, давайте возьмем «Т-образное соединение» и «Крестообразное соединение» в качестве сварных соединений и посмотрим на значение местоположения угловых сварных швов.
На первом изображении показан торцевой вид Т-образного соединения с одним угловым сварным швом.
На втором изображении показан вид с торца крестообразного соединения с двумя одинарными угловыми сварными швами.
На следующем изображении показан вид с торца крестообразного соединения с двойным угловым швом с левой стороны и одинарным угловым швом с правой стороны.
На последнем изображении это альтернативный способ представления второго изображения, где две стрелки используются с одной опорной линией. Этот метод можно использовать в соответствии со стандартами ISO, но нельзя использовать в соответствии со стандартами AWS.
Размеры в обозначениях сварных швов
Размер сварных швов также является важным параметром для некоторых сварных швов. Стандарты ISO и AWS по-своему определяют необходимые размеры сварных швов.
Сварные швы с разделкой кромок
Сварные швы с разделкой канавок с полным проваром
На следующих рисунках показаны иллюстрации, символ ISO и символ AWS для сварных швов с одинарной V-образной канавкой с полным проваром и симметричных сварных швов с двойной V-образной канавкой.
Сварные швы с частичным проваром
Стандарты ISO и AWS позволяют указывать размер сварного шва с разделкой кромок слева от символа сварки. В стандарте ISO число размещается непосредственно, а размеры обычно указываются в миллиметрах. В AWS Standard числа указаны в скобках, а размеры указаны в дюймах.
На следующем рисунке показан частичный провар сварного шва с одиночной V-образной канавкой.
Аналогичный подход можно применить и к сварке с квадратной канавкой. На следующем рисунке показан сварной шов с квадратной канавкой с частичным проплавлением. В AWS может быть указана дополнительная информация для подготовки кромки. Размер зазора между пластинами указывается между сторонами условного обозначения сварного шва.
Размеры сварного шва с разделкой кромок
Все детали сварного шва с разделкой кромок, такие как угол скоса, корневая поверхность, зазор и размеры сварных швов, могут быть указаны в соответствии со стандартом AWS. На следующем изображении показана 5/8-дюймовая пластина с 60 0 Угол скоса, глубина скоса 1/4 дюйма, размер сварного шва 3/8 дюйма.
Длина канавки
Если длина канавки не указана, это означает, что шов должен быть заварен по всей длине. Но иногда длина сварного шва меньше длины соединения или сварка может быть прерывистой.
В этом случае мы можем указать длину и расположение сварного шва цифрой справа от символа. На следующем изображении показан стандартный символ AWS, который содержит информацию о прерывистых сварных швах с квадратной канавкой, а также штриховку.
Угловые сварные швы
Размеры угловых сварных швов
В соответствии со стандартом ISO размер угловых сварных швов может быть указан с использованием длины катета (z) и толщины горловины (a). Размер указывается слева от символа сварного шва и дополнительно ему предшествует буква z (для длины полки) или a (для толщины шва).
В стандарте AWS размер углового сварного шва всегда равен длине полки, а число помещается слева от символа сварного шва.
На следующем изображении показан угловой сварной шов по стандартам ISO и AWS с длиной стороны 6 мм (1/4 дюйма).
Сварные швы с глубоким проплавлением
На следующем рисунке показан стандартный символ ISO для сварных швов с глубоким проплавлением, а эффективная ширина шва представлена буквой S, которая расположена перед толщиной шва.
Двойной угловой шов
Все размеры в двойном угловом шве повторяются, даже если они идентичны. На следующем изображении показано то же самое.
Продольные угловые швы
Если шов прерывистый, а не сплошной, то можно указать длину шва, а также зазоры между швами. На следующем изображении показан вид в плане и поперечное сечение прерывистого углового сварного шва вместе с символами стандарта ISO и AWS.
Бонус — иллюстрации для символов сварки
В следующей таблице приведены демонстрационные иллюстрации для различных символов сварки, описанных в статье. Вы можете использовать эти иллюстрации в качестве справки для лучшего понимания всех символов сварки.
2 | ||
Руководство по символам сварки – значения, примеры + бесплатная таблица в формате PDF
Быстрая навигация
- Общие символы сварки
- Элементарные символы
- Дополнительные символы
- Структура сварки Символа
- 1. Стрелка
- 2. Спортивная линия
- 3. Tailments 4
- Losing Losing
- 3. Tailments
. - 1.
- 1. Пример скругления — длина сварного шва не определена
- 2. Пример скругления — длина сварного шва определена
- 3. Пример скругления — длина сварного шва и интервал определены
- 4. Размер высоты/ширины углового шва не равен
- 5. Пример нумерации V-образных канавок
- 1. Символ сварного шва ниже контрольной линии
- 2. Символ сварного шва5 выше контрольной линии
- 2. Символ сварного шва5 выше контрольной линии
- 3. Выше и ниже контрольной линии
- Угловые сварные швы
- Сварные швы с канавками
- Обозначения сварных швов и пазов
- Сварные швы на поверхности
- Точечные сварные швы
- 0035
- Шва сварки
- Сварные швы
- Край сварки
- Weld Contour
- . символ
- Расходуемая вставка
- Прокладка
- Работа в нескольких процессах
- Дополнительная информация о хвостовике
- 1. Стандартные термины и определения сварки, включая термины для клеевого соединения, пайки, пайки, термической резки и термического напыления
- 2. Стандартные символы для сварки, пайки и неразрушающего контроля
- 3. Краткая таблица символов сварки
Общие обозначения сварки
В таблице представлены некоторые из наиболее часто используемых обозначений сварки.- Угловой шов – Наиболее часто используемый сварной шов.
- Канавка — вторая по частоте использования. Обычно это включает в себя подготовку кромок для формирования одной из форм сварного шва с разделкой кромок, таких как V, скос, U, J, развальцовка V, развальцовка скоса, или вообще без подготовки с квадратными кромками для формирования квадратной канавки.
- Заглушка/паз — это сварные швы, используемые для формирования соединений внахлест с использованием отверстий, в которые наплавляются сварные швы.
- Фланцевые или кромочные швы .
- Сварные швы – Изготавливаются с использованием высокой тепловложения и имеют линейную форму.
- Точечная сварка – Выполняется аналогично шву, за исключением того, что эти сварные швы выполняются в одном месте.
- Обратная сторона/Подложка – Они используют один и тот же символ, но отличаются. Подварочный шов наплавляется перед фактическим сварным швом в канавке. Что-то вроде предварительной сварки. Задний сварной шов с другой стороны идет после фактического сварного шва. Что-то вроде того, чтобы дать сварке хорошую обратную связь.
- Проплавление — указывает на необходимость усиления корня сварного шва.
- Наплавка — указывает сварные швы, которые выполняются по всей поверхности детали.
- Опорный стержень – Обозначает опорный стержень, который будет использоваться на обратной стороне сварного шва. Если в нем есть R, его следует удалить после сварки.
- Прокладка — этот символ указывает на тип и размер прокладки, которая вставляется между свариваемыми деталями.
- Сварка по всему периметру – Сигнализирует о том, что сварка должна выполняться по всей окружности.
- Символ флага – Сварка на месте/Изготовление на месте.
- Контур – Эти символы обозначают окончательный контур сварного шва.
Выучить все символы сварки может быть сложно, так как их много. Тем не менее, вы должны знать, как читать схему сварки, так как это гораздо важнее, чем пытаться запомнить их все наизусть. Наиболее важные символы, которые вы должны запомнить, — это символ углового сварного шва и символ сварного шва с разделкой кромок.
Скорее всего, вы встретите сварные швы на инженерных и производственных чертежах. Это набор символов, которые описывают сварной шов, размер сварного шва, а также дают информацию о обработке и отделке. Соединение является основой для обозначения сварки.
Полный набор символов сварки опубликован Американским национальным институтом стандартов (ANSI) и Американским обществом сварщиков (AWS).
Элементарные символы
Элементарные символы обычно добавляются к опорной строке. Их назначение — указать тип сварного шва. Обычно вы можете найти их отмеченными в середине.
Эти символы объединены для передачи определенных конфигураций. Если символы недостаточно четкие, а это означает, что они не могут предоставить необходимую информацию, может быть рисунок поперечного сечения сварного шва с его размерами. Обозначения двусторонних стыковых швов наносят на противоположных сторонах друг друга.
Дополнительные символы
Дополнительные символы существуют в качестве дополнительной информации. Их цель — добавить информацию о чем-то вроде формы основного сварного шва и о том, как он должен быть выполнен.
Структура символа сварки
Символы сварки снабжены стрелкой, указывающей направление на чертеже, где должен быть выполнен сварной шов. Линия стрелки соединяется с линией выноски, которая пересекается с горизонтальной базовой линией.
Вы также можете найти хвост на противоположном конце опорной линии, которая затем разветвляется в двух разных направлениях. Хвост является необязательным элементом.
1. Стрелка
Стрелка является основным элементом обозначения сварки. Линия стрелки указывает на место, которое предполагается сварить. Стержень стрелы не должен изображаться на чертеже горизонтальной линией.
Так как символы сварки определяют соединение, на которое указывает стрелка, а также изменение направления и изменение геометрии конца соединения, можно добавить многозначный символ сварки со стрелкой.
2. Контрольная линия
Опорные линии — это важные обозначения сварки, нарисованные в виде прямой линии, горизонтально пересекающей чертеж. Стрелка опорной линии также содержит дополнительные сведения о самой сварке. Он может содержать некоторую ценную информацию, такую как конструкция соединения, схема сварки, размер сварного шва и т. д.
Как верхняя, так и нижняя контрольные линии имеют одинаковые элементы для обеих сторон. Основное отличие заключается в информации о том, где на самом деле нужно сваривать. Нижняя часть представляет собой узкую сторону, где стрелка указывает, какую сторону сваривать на основе предоставленных элементов. Элементы, приведенные в верхней части, описывают другую сторону сустава.
Эта информация очень полезна, когда каждая сторона имеет разные детали сустава. Кроме того, это помогает сократить использование слишком большого количества символов сварки в одном соединении.
3. Хвост
Хвост — это третья часть символа сварки. Он наносится в конце опорной линии напротив стрелки. Обычно он содержит информацию, для которой нет других положений. Хвост может предоставить информацию о процессе сварки, справочном документе и процессе проверки.
Однако хвоста быть не обязательно, это зависит от потребности в дополнительной информации. Если предварительная информация не имеет значения, хвост опускается.
Расположение элементов символа сварки
На приведенном выше рисунке показано, как может быть построен типичный символ сварки. Это может немного отличаться от региона к региону, но в большинстве случаев это делается именно так. Этот график является наиболее важным, когда вы читаете символы или запоминаете, что означает каждая из его частей. Со временем вы все это запомните, и это станет для вас второй натурой. Теперь давайте посмотрим, что означают все показанные выше элементы:
- Дизайн канавки – Существует так много различных дизайнов канавок, которые вы можете использовать. Любой символ сварки не будет полным без специального символа, указывающего, какой метод соединения деталей следует использовать. Большую часть времени вы будете работать с каким-либо типом канавки или угловым сварным швом, но есть и другие символы, которые можно использовать и здесь, как вы скоро узнаете.
- Размер сварного шва – Эти размеры очень важны, потому что они напрямую отвечают за способность соединения выдерживать необходимую нагрузку. S (размер) в основном используется для угловых швов и сварных швов с разделкой кромок, а также E (эффективный размер разделки или эффективное сечение). Размер представляет собой размер стороны сварного шва в угловых швах. Он также представляет глубину подготовки в разделочных швах. E используется для обозначения фактической глубины проплавления в сварных швах с разделкой кромок.
- Длина и шаг сварного шва L и P – Эти числа не являются общими, но определенно бывают случаи, когда они необходимы. В некоторых угловых швах необходимо оставлять некоторые части несваренными, чтобы предотвратить деформацию и трещины. Вот почему число L указывает фактическую длину сварки, а число P — шаг или расстояние между сварными швами (от центра к центру). Это также используется для других типов сварных швов, таких как шпильки и пробочные швы, но немного по-другому. Все это будет показано на подробных примерах ниже.
- Корневое отверстие R – Это довольно просто. Корневое отверстие представляет собой небольшой зазор между двумя отдельными металлами, которые вы свариваете вместе. Это делается в различных сварных швах и чаще всего в сварных швах с разделкой кромок. Корневое отверстие также может иметь подкладочный стержень, который необходимо удалить или сохранить после завершения сварки.
- Угол скоса A – Информация об угле скоса говорит вам, какой угол должен быть между двумя скошенными деталями или между одной скошенной деталью и другой, имеющей прямую кромку. Или, другими словами, между сторонами V-образной канавки (двойной скос) или соединения с одинарным скосом. Это важный показатель, который должен быть выполнен в соответствии с требованиями инженера.
- Контур (представлен над номером угла на приведенной выше схеме символов) – Эта информация представлена в графической форме в виде прямой линии, выпуклой или вогнутой формы. Он представляет собой контур готовой сварной формы валика после процесса манипулирования, в результате которого получается желаемый контур. Часто две соединенные металлические детали должны быть частью более сложной конструкции, и сварной шов может быть проблемой. Вот почему необходимо произвести контур, которого требует символ. Это приводит нас далее к…
- Финишная обработка F – Чтобы сделать желаемый контур, вам нужно знать, какой процесс использовать. Достижение желаемого контура часто достигается просто с помощью шлифовальной машины. Для этого есть символ, как вы узнаете позже в статье, но есть и другие способы получения контура, такие как строжка или механическая обработка и другие.
Цифры в обозначениях сварки
1. Пример скругления – длина сварного шва не определена
2. Пример скругления – длина сварного шва определена
3. Пример углового шва – определена длина сварного шва и расстояние между ними
4. Размер высоты/ширины углового шва не равен
5. Пример нумерации V-образных канавок
Числа представляют собой ценную часть символов сварных швов. Они предоставляют информацию о кератине, расположенную выше и ниже контрольной линии. Сварные швы, за исключением сварки пробкой и точечной сварки, имеют компонент длины. Это может относиться к длине всего сустава или определенной его части. А вот если относится ко всей длине сустава, то вообще не дается.
Ширину шва обычно можно найти слева от символа сварки, а длину – справа. Что касается сварных швов с разделкой кромок, помимо символа сварки, длины, шага и размера, может быть добавлена информация о глубине проплавления, угле разделки, раскрытии корня и степени фаски на основном металле.
Ориентация сварного шва
Если вы видите, что тип сварного шва расположен ниже опорной линии, это означает, что сварной шов должен быть на той же стороне соединения, что и сторона, указанная стрелкой. Но если она размещена выше линии, то предполагается, что она проходит с противоположной стороны сустава. Однако, если символ появляется как сверху, так и снизу, необходимо сваривать обе стороны соединения.
1. Обозначение сварного шва ниже контрольной линии
2. Обозначение сварного шва над контрольной линией
3. Над и под контрольной линией
Типы сварных швов и их символы обычно находится в центре опорной линии. Его также можно разместить выше или ниже линии, поскольку это зависит от того, на какой стороне сустава он находится. Эти символы сварки обычно отображаются в виде поперечного сечения сварного шва.
Угловые сварные швы
Вы уже видели несколько примеров угловых сварных швов выше.
Угловой сварной шов используется для создания соединений внахлестку, угловых и тавровых соединений. Этот сварной шов имеет близкое к треугольному поперечное сечение, подобное тому, как выглядит его символ. Но имейте в виду, что его форма также может отклоняться от прямоугольного или равнобедренного треугольника.
При выполнении углового шва металл шва наплавляется в углу, образованном двумя соединяемыми элементами. Затем сварной шов проникает и сплавляется с элементами, образуя прочное соединение.
1. Угловой сварной Т-образный шов Пример
2. Угловой сварной шов внахлест Пример
Сварные швы с разделкой кромок
Сварка канавок является одним из наиболее распространенных сварных швов, с которыми вы столкнетесь в своей профессии сварщика. Его часто используют для сварки стыковых соединений, но на этом его применение не заканчивается. Эту конфигурацию соединения можно использовать с Т-образными соединениями, угловыми соединениями, соединениями, связывающими плоские и изогнутые элементы, и т.д. Знание того, как это сделать хорошо и как читать символы, имеет первостепенное значение для того, чтобы быть качественным сварщиком.
Существует множество способов выполнения этого сварного шва, и в основном они различаются по геометрии и подготовке кромок. Теперь давайте посмотрим на различные типы и их примеры!
Сварные швы с квадратными канавками
Сварные швы с прямоугольными канавками означают, что вы вообще не будете срезать кромки. Этот сварной шов выполняется путем плотного прилегания краев деталей или путем создания корневого отверстия (слегка разделяя их, как указано на символе).
1. Квадратная канавка без отверстия в основании Пример
2. Квадратная канавка с отверстием в основании Пример
Сварные швы с V-образной канавкой
Теперь ситуация немного усложняется. Края V-образного сварного шва должны быть скошены, чтобы сделать V-образное отверстие между деталями, где будет наплавляться сварной шов. Символ может содержать несколько переменных, таких как угол между деталями, раскрытие корня, проплавление и подготовка сварного шва и, конечно же, любую дополнительную информацию в конце.
1. Пример простой V-образной канавки
2. V-образная канавка с отверстием основания Пример
3. Двойная V-образная канавка неравной глубины Пример
Сварные швы со скошенными канавками
Этот сварной шов выполняется путем снятия фаски с одной детали, при этом кромка другой остается квадратной. Имейте в виду, что перпендикулярная линия символа фаски всегда остается на левой стороне символа независимо от ориентации сварного шва.
Мы можем иметь боковое значение или не иметь боковых предпочтений при сварке под углом.
Если определенная сторона предназначена для скоса, инженер укажет это в символе, разорвав линию стрелки и указав ее на деталь, с которой должен быть снят скос. Если сторона не имеет значения, выбор стороны скоса остается за сварщиком.
Подобно V-образной канавке, символ сварки может содержать такую информацию, как угол раскрытия, глубина проплавления, подготовка и раскрытие корня.
1. Скошенная канавка с корневым отверстием, без значения стороны
2.
Скошенная канавка с указанной сторонойСварной шов с U-образной канавкой
Этот сварной шов менее распространен, чем два приведенных выше, но вы должны знать, как читать его символ. Он похож на сварной шов с V-образной канавкой, но, в отличие от V-образной канавки, детали с U-образной канавкой должны быть обработаны вогнутой поверхностью. Символ сварки может иметь все элементы символа V-образной канавки.
1. Простой сварной шов с U-образным пазом Пример
Сварной шов с J-образным пазом
Сварной шов с J-образным пазом относится к сварному шву со скосом так же, как U-образный паз к сварному шву с V-образным пазом. Он очень похож на косой шов. Обрабатывается только одна сторона, а другая остается квадратной. Обработанная сторона имеет вогнутую форму, отсюда и название J.
Как и в случае со сварным швом со скосом, перпендикулярная линия рисуется с левой стороны, а линия стрелки прерывается, если необходимо указать сторону обработки.
1.
Простой сварной шов с J-образной канавкой, сторона не указана2. Пример J-образной канавки, сторона указана
Развальцовка с V-образной канавкой
Раструб с V-образной канавкой чаще всего используется для соединения двух изогнутых или закругленных металлических частей. «Глубина подготовки» зависит от металла, потому что эта глубина образуется за счет наложения одной детали на другую. Затем размер зависит от их размеров. Однако фактическая глубина проникновения имеет здесь наибольшее значение и, как обычно, приводится в скобках.
Сварные швы с развальцовкой и фаской
Этот сварной шов чаще всего используется при соединении закругленной детали с плоской. Как и в случае раструба V выше, глубина канавки образована двумя поверхностями, при этом глубина проникновения является наиболее важным показателем.
Обозначения сварных швов с пробкой и прорезью
Сварка с пробкой и прорезью используется для соединения деталей, которые перекрывают друг друга. Одна из этих частей будет иметь отверстия (пробочные сварные швы имеют круглые отверстия, а щелевые сварные швы имеют удлиненные отверстия). В процессе сварки отверстия заполняются наплавленным металлом, который проникает в две детали и сплавляет их, образуя прочное соединение.
1. Пример условного обозначения сварных швов
2. Пример условного обозначения сварных швов
Наплавочные сварные швы
Наплавочные швы используются, когда необходимо наложить сварные швы на всю поверхность свариваемой детали (или ее части). Обычно используется для усиления детали или ремонта изношенных элементов. Он может быть выполнен с использованием однопроходных или многопроходных сварных швов.
Точечная сварка
Точечная сварка — это просто сварка, наносимая на поверхность одного соединения, которая вплавляется в поверхность обшивки, образуя металл из-за высокого тепловложения. Символ представляет собой простой круг, который может располагаться в центре опорной линии или располагаться над или под ней.
1. Пример простой точечной сварки
2. Точечная сварка без значения сторон, выполненная с использованием аппарата для точечной контактной сварки
Шовная сварка
Шовная сварка очень похожа на точечную сварку с одним существенным отличием. Он не сосредоточен в одном месте, а имеет линейную форму.
Сварной шов выступает через верхнюю поверхность и, как и в случае точечной сварки, вплавляется в материал шва под ним, образуя прочное соединение с использованием высокой тепловложения. Кроме того, как и в случае с угловым швом, в некоторых случаях для него могут быть заданы длина шва и расстояние между швами.
Приварные шпильки
Приварные шпильки обычно выполняются с помощью аппарата для приварки шпилек, который является ручным или автономным устройством. Эти сварные швы обычно производятся во многих сварочных мастерских, поэтому вам следует ознакомиться с этим символом.
Краевые сварные швы
Краевые сварные швы чаще всего применяются для листового или калибровочного металла. Они могут использоваться как минимум на двух листах, сваренных по краю, или могут использоваться с несколькими листами металла. Для них определена глубина проплавления, а также длина сварного шва и расстояние между сварными швами.
1. Пример простого фланцевого сварного шва
2. Тройной сварной шов с заданной длиной и расстоянием между листами
Дополнительные символы
Дополнительные символы — это дополнительные символы, которые предоставляют дополнительную информацию о конечном продукте и добавляются к символу сварки сам.
Контур сварного шва
Контур сварного шва показывает, как должна выглядеть поверхность сварного шва в конечном итоге. В нем указано, должна ли она быть гладкой, вогнутой или выпуклой. На это указывает прямая, выпуклая или вогнутая линия вместе с символом, представляющим тип сварного шва, или углом разделки разделки на символе. См. приведенный ниже пример символа и еще один прикладной пример в следующем подзаголовке о символах отделки.
Символы чистовой обработки
Символы чистовой обработки объясняют, как получить желаемый контур сварного шва. Они указывают на конкретный процесс, который необходимо использовать. Это обозначено на символе сварки буквой, и каждая буква представляет собой процесс. Буквы и их значения можно увидеть здесь:
- C = стружка
- M = механическая обработка
- G = шлифование
- H = ударная обработка
- P = строгание
- R = прокатка
- 5
- 0035
Некоторые символы отделки Примеры
Сварной шов по всему периметру
Круговой сварной шов означает, что угловой шов должен располагаться по всему стыку. Как следует из названия! Символ простой. Окружность размещается там, где пересекаются линия стрелки и опорная линия.
Флагшток
Если вы видите флагшток на символе сварки, знайте, что сварка должна производиться на месте, а не в сварочном цехе. В основном это означает «подпилить сварку — сделать на месте». Если на символе сварки нет флагштока, то его следует изготовить в мастерской.
1. Без флажка – Сделано в цеху
2. Пример обозначения сварных швов в пазах
Проплавление и подкладочный стержень
Проплавление и подкладочный стержень являются обычно используемыми символами со сварными швами с разделкой кромок, и оба они обозначают полное соединение проплавление односторонним разделочным швом.
Проплавление
Что касается обозначения проплавления, корень должен быть усилен наплавленным металлом с обратной стороны сварного соединения. Если указана высота армирования, то следует убедиться, что она достигнута. Если он указан, он будет слева от символа проплавления, расположенного поперек контрольной линии от основного символа сварного шва. См. пример ниже.
Подкладочный стержень
Когда этот символ используется для полного провара шва, он располагается поперек контрольной линии от основного символа точно так же, как символ проплавления. Если буква «R» находится внутри символа опорного стержня, то стержень необходимо удалить после сварки. Если буквы нет, то полоса должна оставаться на месте.
Обозначение сварного шва на спине/подложке
Эти два одинаковых сварных шва используют один и тот же символ, но отличаются друг от друга. Подкладочный шов наплавляется перед основным швом в канавке. Что-то вроде предварительной сварки.
Задний шов на другой руке идет после фактического шва. Вы переворачиваете сваренную деталь и привариваете ее в канавке.
Пример подварного шва
Пример подварного шва
Плавающая вставка
Если вставка используется в сварном соединении, которое должно стать частью сварного шва, она обозначается символом сварки плавящейся вставки. Этот символ должен иметь заданную форму, размер и материал. Как и два вышеприведенных, этот символ также размещается на противоположной стороне от символа сварного шва с разделкой кромок.
Распорка
Распорки можно использовать при сварке с двойной разделкой. В случае этих сварных швов нижняя и верхняя часть подготавливаются в соответствии с указанными для них углом и глубиной подготовки, а прокладка добавляется в середину паза.
Этот символ разрывает контрольную линию в виде прямоугольника, который находится между сварными швами с двойной разделкой. Если глубина проплавления больше, чем глубина подготовки, сварной шов должен проникать в прокладку, как показано в примере ниже. Спецификация прокладки должна быть указана в хвостовой части. Корневое отверстие представляет собой ширину самой распорки.
Многопроцессная операция
Если в производстве определенного сварного шва задействовано несколько этапов, может быть несколько контрольных линий. Эти линии соединены одной стрелкой. Каждая строка представляет свою собственную операцию, и они выполняются в последовательности, которая начинается со строки, ближайшей к стрелке.
Дополнительная информация о хвосте
Во время сварки сварщику может понадобиться дополнительная информация об угловом шве или процессе сварки, который необходимо использовать для надлежащего завершения проекта. Эта информация предоставляется в виде хвоста в конце опорной строки. Тип информации, которую можно добавить в хвост, включает информацию о допуске, которая может варьироваться в зависимости от размера. Перед началом следует ознакомиться с таблицей символов сварки.
Полезная литература, которая поможет вам понять символы
Понимание символов сварки и терминов, таких как символы сварки разделкой кромок, может быть довольно сложным для новичка. К счастью, есть несколько очень полезных книг и таблиц, которые помогут вам понять все это.
AWS (Американское общество сварщиков) — лучший источник подробной отраслевой литературы. Ниже представлены две их лучшие книги по сварке, когда речь заходит о символах и терминологии. Эти книги по возможности должны быть у каждого сварщика или хотя бы знать о них и их содержании. Изучение того, что в них представлено, значительно повлияет на ваши сварочные характеристики, причем в хорошем смысле.
1. Стандартные термины и определения в области сварки, включая термины для склеивания, пайки, пайки, термической резки и термического напыления
Эта книга очень полезна для понимания всех технических терминов, используемых в сварочной отрасли. его основная цель – помочь понять основной глоссарий и терминологию, используемые для установления лучшего общения.
Эта книга также включает нестандартные термины, которые используются в сварочной промышленности, и все термины расположены в алфавитном порядке.
В этой книге вы найдете много полезной информации. Он содержит схему метода соединения, основную схему процессов сварки и соединения, типы соединений, корни, канавки, схемы положения сварки, испытательные положения, типы валиков, пояснения к свариваемым частям и размерам, различные профили сварки, разрывы сварки, полярность тока, различные номенклатура сварки, различные типы трещин, типы пламени… Вы называете это, оно есть.
Я даже не могу обобщить все, что есть в книге. Вы обязательно должны подумать о том, чтобы получить его и прочитать. Вы вряд ли будете постоянно применять эту информацию, но наличие ее на полке для быстрого доступа имеет неоценимое значение в сварочном деле.
2. Стандартные символы для сварки, пайки и неразрушающего контроля
Это стандарт, который показывает определенные системы, которые позволяют понять требования к сварке, пайке и неразрушающему контролю.
Он также включает графические изображения включенных систем.
Это серьезная книга, посвященная только символам. Эта публикация создана, чтобы помочь в общении между проектными, производственными и инспекционными группами. Если все вовлеченные стороны знают объем символов, как того требует их должность, и символы хорошо обозначены, тогда производственный процесс должен протекать правильно.
Эта книга развивалась на протяжении многих лет с момента ее первого выпуска в 1958 году. В настоящее время она находится в седьмом издании, что говорит о том, сколько раз она пересматривалась и улучшалась. Вы вряд ли найдете более подробное руководство по стандартным символам. Настоятельно рекомендуемая книга.
3. Краткая таблица символов сварки
Если вы сомневаетесь в понимании сварного шва с разделкой кромок, сварного шва с V-образной разделкой, монтажной сварки или чего-либо еще, вы можете обратиться к таблице символов сварки, в которой представлены некоторые из часто используемых символов и Технические характеристики сварки в помощь.
Символы сварки | Руководство по чтению символов сварки
Когда вы видите технический чертеж, вы заметите на нем несколько символов сварки. Символы сварки и символы сварки позволяют проектировщику сообщать и передавать необходимые детали сварки изготовителю. При отсутствии этих символов проектировщик должен размещать на чертеже пояснительные примечания для каждого сварного соединения, что занимает много места и времени и не дает ясности.
Чтобы решить эту проблему, дизайнер использует символы сварки, чтобы передать тип разделки под сварку, размер разделки, глубину разделки, длину сварного шва и ряд других деталей. Эти символы сварки понятны проектировщику, изготовителю и всем, кто с этим связан.
Эта статья расскажет вам о стандартах сварки, которым следуют производственные отрасли, о символах сварки и символах сварки, кратком объяснении различных типов сварки и их символах сварки, схеме символа сварки со стандартным расположением его элементов. , несколько примеров символов сварки и их значение для производителя, а также несколько важных различий между стандартами AWS и ISO.
Различные стандарты символов сварки
Существуют различные стандарты сварки, которым следуют производители по всему миру, но основные стандарты сварки:
- Стандартные символы для сварки, пайки и неразрушающего контроля.»
- Стандарты ISO (Международная организация по стандартизации) для «Сварки и родственных процессов — символическое изображение на чертежах»
В этой статье мы обсудим символы сварки в соответствии со стандартом AWS, а также кратко обсудим основные различия между стандартами AWS и ISO.
Таблица символов сварки (чертеж символов сварки)
Символы сварки и символы сварки
Важно понимать разницу между символом сварки и символом
5.
Обозначение сварного шва представляет определенный тип сварного шва (сварка разделкой, угловая сварка, сварка пробкой и т. д.) и всегда является частью условного обозначения сварки, нарисованного на производственном чертеже. Каждый тип сварки имеет свое обозначение. Символы сварки всегда размещаются на опорной линии символа сварки.
Символ сварки — это то, что вы видите на производственном чертеже. В нем сообщается место сварки, тип сварки и все другие детали, необходимые изготовителю для выполнения изготовления. Символ сварки использует ‘ символы сварки ‘, чтобы указать тип требуемого сварного соединения.
Мы подробно обсудим символы сварки и символы сварки в следующих параграфах.
Схема символа сварки
Давайте обсудим и поймем различные элементы символа сварки и их стандартное расположение.
(Обозначение сварки на производственном чертеже всегда читается слева направо)
Базовая линия : это горизонтальная линия, на которой размещаются различные символы сварки и сведения о сварке, и она передает всю информацию о сварке, необходимую изготовителю. Каждый элемент или символ сварного шва имеет фиксированное положение. Базовая линия всегда рисуется ближе к сварному соединению, а детали сварки вокруг сварного соединения размещаются в фиксированных местах.
Стрелка или линия со стрелкой : Стрелка или линия со стрелкой соединяет опорную линию со сварным соединением на производственном чертеже. Детали сварного шва на опорной линии относятся к сварному соединению, указанному стрелкой. Стрелка может указывать влево или вправо, но детали на опорной линии всегда читаются слева направо.
Сторона стрелки и другая сторона : Все сварные соединения имеют две стороны, и вы можете найти сварные соединения, которые требуют сварки только с одной стороны или с обеих сторон. Детали сварки на каждой стороне могут быть независимыми друг от друга. Символ сварки различает две стороны сварки с помощью стрелки, соединенной с контрольной линией, и пространства над и под контрольной линией. На языке символов сварки сторона сварного шва, на которую указывает стрелка, — это сторона со стрелкой 9.0047», а оставшаяся сторона сварного шва называется « другая сторона ». линия.
Правило, согласно которому детали сварного шва, расположенные ниже базовой линии, относятся к стороне стрелки, а детали сварного шва, расположенные выше базовой линии, относятся к другой стороне, не изменится независимо от того, указывает ли стрелка влево или вправо.
Хвост (T) : Конструктор использует хвостовую часть для указания сведений о сварном шве, таких как конкретный процесс сварки (сварка ВИГ, дуговая сварка с флюсовой проволокой или любой другой процесс сварки, обратная или подварочная сварка и т. д. ) или другие детали, не отмеченные символами сварки. Хвост можно опустить, если у дизайнера нет дополнительных деталей для передачи.
S : В зависимости от типа сварки проектировщик использует это место, чтобы указать глубину разделки для сварки разделкой, размер углового шва, размер пробки или прорези для сварки пробкой/пазом и т. д.
E : В зависимости от типа сварного шва проектировщик использует это место, чтобы указать размер шва для разделки, размер стороны для углового шва и т. д. Размер разделки всегда указывается в скобках, тогда как угловой шов размеры ножек указаны без скобы.
Детали «S» и «E» всегда размещаются слева от символа сварки на контрольной линии. указанный контур, и процесс может быть вырубкой (C), прокаткой (R), шлифованием (G), ударным молотком (H), механической обработкой (M) или неуказанным (U).
A : Конструктор использует это значение для указания угла разделки разделки при сварке разделкой или прилежащего угла зенковки (для сварки с потайной пробкой).
__ : Небольшая горизонтальная линия между A и F указывает требуемый контур готового сварного шва, который может быть вогнутым, выпуклым или плоским.
L : L указывает длину сварного шва и всегда находится справа от символа сварного шва.
P : P — шаг (расстояние от центра до центра между последовательными участками прерывистой сварки), указывающий на прерывистую сварку и расстояние между ними.
Обратите внимание, что L и P разделены маленьким тире.
N : N указывает количество сварных швов для электродных или щелевых сварных швов, шпилек, выступающих швов и т. д.
любого символа сварки всегда будет располагаться слева .
Типы сварных соединений Символы и их символы сварки
Каждый вид сварки имеет свое графическое представление, обычно небольшой рисунок/символ, который может быть легко интерпретирован людьми, работающими в мастерской или проектировщике офис. Небольшой рисунок/символ обычно представляет собой поперечное сечение сварного шва. Вы можете просмотреть общие обозначения сварки и дополнительные обозначения сварки, используемые на чертежах производителя.
Сварка разделкой : обычно сварка разделкой выполняется между кромками двух заготовок. Однако он может быть между поверхностями двух заготовок и между кромками и поверхностями заготовки. Другими словами, вы можете определить сварочную канавку как отверстие между двумя заготовками, и оно предназначено для заполнения металла шва и проникновения, чтобы сплавиться с основным металлом для завершения сварки. Вы также можете использовать сварку разделкой для Т-образных соединений. Канавка может быть сформирована на краях заготовки или может быть образована естественным образом за счет контура заготовки.
Кратко остановимся на различных типах сварки разделкой кромок:
- Сварка разделки под прямым углом : Требуемый размер разделки (зазора) создается путем разделения заготовок.
- Сварка V-образной канавки : Кромки заготовок обрезаются/срезаются до необходимого угла и глубины V-образной канавки. V-образный паз может быть одинарным (только сверху или только снизу) или двухсторонним (и сверху, и снизу), причем размер V-образного паза сверху и снизу может быть одинаковым или разным. На чертеже показан прилежащий угол V и его глубина.
Если проект требует, чтобы проплавление было больше глубины разделки, то глубина провара указывается в скобках рядом с глубиной разделки.
Сварка разделки под углом : При сварке разделкой под углом кромка одной из заготовок скошена (скошена), а кромка другой заготовки остается квадратной. При размещении заготовок встык паз, образованный фаской, заполняется свариваемым металлом.
Символ сварного шва со скосом размещается на опорной линии символа сварки, а его перпендикулярная линия всегда располагается слева. Используя символы сварки, конструктор может указать, какая из двух заготовок будет иметь скос. Описание угла скоса, глубины канавки, горловины и других деталей аналогично сварке с V-образной канавкой.
Сварка с U-образной канавкой : Сварка с U-образной канавкой аналогична сварке с V-образной канавкой, за исключением того, что кромки имеют вогнутую форму (половина U) поперек поперечного сечения. Когда вы держите две заготовки (с их поперечным разрезом) впритык друг к другу, результирующая канавка между ними имеет U-образную форму. Другие детали сварки будут аналогичны сварке с V-образной канавкой.
Сварка J-образной канавки : Если вы подготовите кромку одной заготовки для сварки с U-образной канавкой, а кромку другой заготовки оставите прямоугольной, результирующая канавка будет J-образной канавкой. . Как и в случае сварки с косой разделкой, перпендикулярная линия символа разделки J всегда будет располагаться с левой стороны (на опорной линии), и проектировщик может указать, на какой из заготовок должна быть разделка, используя значок символ сварки. Отображение глубины канавки, глубины проплавления, горловины и других деталей будет аналогично сварке с V-образной канавкой.
Сварка кромок с развальцовкой : Здесь соединяемые детали не требуют подготовки кромок. Заготовки при сварке с V-образным пазом имеют на себе контуры, и когда они располагаются встык друг с другом, их контуры образуют V -образный паз. Конструктор указывает требуемую глубину сварного шва внутри скобы и размещает ее рядом с размером глубины паза.
Раструбная сварка с конической разделкой : Аналогичен раструбу ‘V’ сварка разделкой, но, в этом случае, одна из заготовок имеет прямую грань, а другая – контур, а стыковка двух заготовок образует разделку со скосом. Перпендикулярная линия символа сварки под углом всегда располагается слева (на контрольной линии), а метод указания глубины разделки и глубины сварного шва аналогичен сварке с развальцовкой V с разделкой кромок.
Сварка с косой кромкой : Сварка с косой кромкой представляет собой соединение двух заготовок с зачищенными кромками (кромки срезаны под углом поперек их поперечного сечения). Две заготовки накладываются друг на друга своими зачищенными кромками перед сваркой. Шарфовое соединение обычно используется при ковке.
Другие часто используемые типы сварки и их обозначения : Эти сварные швы представляют собой кромочную сварку, угловую сварку, сварку пробкой или прорезью, тыльную или подварочную сварку и наплавку.
Сварка кромок : Сварка кромок соединяет две детали путем сварки их кромок с проплавлением. Обозначение кромочного сварного шва, размещенное на опорной линии обозначения сварного шва, может включать в себя такие детали, как контур сварного шва, размер кромочного сварного шва, а также длину и шаг кромочного сварного шва.
Если на чертеже вместе с размером присутствует символ кромочного шва, то указанный размер указывает на горловину шва (расстояние между поверхностью шва и его корнем).
Угловая сварка : Угловая сварка обычно используется для сварки Т-образных швов, соединений внахлестку и угловых соединений, а поперечное сечение готового углового сварного шва напоминает треугольник (форма треугольника может отличаться от сварки к сварке).
В случае угловой сварки две заготовки располагаются таким образом, чтобы образовался зазор для угловой сварки, и металл шва проникает в заготовки. Даже при угловой сварке T и соединениях внахлестку шов всегда проникает в основной металл, и металл шва сплавляется с основным металлом. В случае T и соединений внахлест размещение заготовок образует угол, и металл шва наплавляется в угол. Проплавление сварного шва обеспечит сплавление металла шва и основного металла.
Перпендикулярная сторона символа углового сварного шва всегда размещается с левой стороны (на контрольной линии), а размер стороны размещается с левой стороны символа. Если две стороны углового шва разные, то проектировщик указывает оба размера.
Длина углового шва может охватывать всю длину сварного шва, или указанную длину шва, расположенную по центру по всей длине, или это могут быть прерывистые швы. Дизайнер использует символ сварки для обозначения длины сварки и шага между ними.
Сварка встык/паз : Вы используете сварку встык и шлиц для соединения заготовок внахлест. В одной из заготовок, обычно верхней, будут проделаны круглые отверстия или прорези (круглые отверстия для сварки электрозаклепками и прорези для сварки щелей). Металл шва наплавляется в отверстии или пазу, а шов пронизывает нижнюю заготовку и обеспечивает сплавление основных металлов. Металл сварного шва может заполнить все отверстие или паз или на требуемую глубину, указанную в символе на чертеже.
В случае сварки электрозаклепкой диаметр отверстия пробки указан слева от символа, количество отверстий, указанных в скобках внизу/вверху символа, и шаг отверстий на правая сторона.
В случае щелевой сварки ширина щели указана слева, длина щели и шаг – справа (их разделяет прочерк), а количество щелей указано в скобках внизу или в верхней части символа. Хвост будет содержать детали слота.
Если проектировщик хочет, чтобы отверстие или прорезь были частично заполнены, глубина заполнения указывается внутри символа сварки.
Задний или подкладочный шов : Символ заднего или подкладочного шва представляет собой символ полукруга (обратите внимание, что он не закрашен черным/темным цветом). Символ для задней и подкладочной швов одинаков, но информация в хвостовой части указывает на фактическую требуемую сварку.
Термин « задний шов » указывает на то, что сварка с другой стороны должна выполняться после завершения основного шва.
Термин « подварочный шов » указывает на то, что перед сваркой стороны, указанной стрелкой, необходимо выполнить сварку с другой стороны. Сварка на другой стороне действует как подложка/опора для основной сварки со стороны стрелки.
Наплавка : Наплавка — это метод наплавки материала на поверхность детали. Этот метод возвращает изношенные детали в исходное состояние, а специальные сварочные электроды используются для наращивания твердого материала.
Размер наплавочного шва, указанный слева от символа наплавочного шва, указывает высоту шва от поверхности подложки. Подробности о том, как должна выполняться наплавка, упоминаются в конце, и инструкции могут быть «окружными и/или осевыми (для заготовки круглого сечения)» и «боковыми и/или продольными (для плоской заготовки)». .’
Дополнительные обозначения сварки : Существует много других инструкций/методов сварки, которые проектировщик хочет передать через чертеж, а именно. сварка по периметру, монтажная сварка, проплавление, расходуемая вставка, использование опорной пластины/стержня, прокладки, контура сварки и т. д., а символы сварки, используемые для них, называются дополнительными обозначениями сварки.
Сварить по кругу : Если вы найдете круг на пересечении опорной линии и линии стрелки, это означает, что сварка идет по всему периметру (360˚). Сварка со всех сторон обычно используется при сварке заготовок с поперечным сечением, таким как круглое, прямоугольное, квадратное и другие сечения.
Монтажная сварка : Если вы найдете флажок (залитый черным/темным цветом) на пересечении контрольной линии и линии стрелки, это означает, что указанный сварной шов должен быть выполнен на площадке/площадке (за пределами производственного цеха). Отсутствие флажка указывает на то, что указанный сварной шов должен быть выполнен в цехе изготовления.
Проплавление : Как проплавление, так и сварка с опорным стержнем указывает на то, что проектировщику требуется полное проваривание шва с одной стороны.
Символ проплавления указывает на то, что проектировщику требуется полное проплавление сварного шва/соединения с заметным армированием корня, а сварка выполняется только с одной стороны. Символ проплавления имеет размер проплавления, и этот размер проплавления должен быть виден на другом конце.
Расходуемая вставка : Вы можете определить расходуемую вставку как присадочный материал, помещаемый в сварной зазор перед сваркой. В процессе сварки плавящаяся вставка (присадочный материал) вплавляется в корень сварного шва. Подробная информация о присадочном металле, такая как класс присадочного металла и другие сведения, будет указана в конце символа сварки.
Подварочный шов : Этот подварочный шов означает, что вы должны использовать подкладочный стержень или полосу с другой стороны для поддержки основного сварного шва. Если проектировщик хочет удалить опорную планку после сварки, вы найдете букву «9».0046 R ‘ внутри символа. Символ подкладочного стержня и сварного шва с пробкой выглядят одинаково, но вы можете легко различить эти два символа. Материал подложки также может быть расходуемой вставкой.
Прямоугольная прокладка : Конструктор может указать использование проставки между двумя заготовками для некоторых сварных конструкций. Обозначение сварного шва имеет прямоугольную рамку, расположенную в центре опорной линии для обозначения прокладки, а сведения о прокладке (размер, материал и т. д.) указаны в конце.
Контуры сварного шва (плоские, вогнутые и выпуклые) : Если проектировщик хочет, чтобы сварной шов был завершен, он/она сообщает об этом с помощью символа контура сварного шва, а варианты отделки — плоские, вогнутые и выпуклые. . Обычно символ контура сварного шва включает метод, используемый для получения контура, и это может быть C (выкрашивание), G (шлифовка), M (механическая обработка) или U (не указано).
Другими редко используемыми специализированными сварочными процессами являются точечная или рельефная сварка, шовная сварка и т. д.
Примеры символов сварки (что они означают для изготовителя)
Иллюстративные изображения углового шва и шва с разделкой кромок, рассмотренные в предыдущих параграфах, показывают множество примеров символов сварки и их значение для изготовителя. Каждый символ сварки, показанный на указанных изображениях, состоит из одного шага инструкции.
Однако проектировщик может использовать символ сварки с несколькими контрольными линиями, соединенными с одной стрелкой, для обозначения нескольких шагов, которые должен выполнить изготовитель в отношении сварного соединения.
A welding symbol with multiple reference lines is explained in detail in the illustration shown below:
Differences Between AWS And ISO Standards For Welding Symbols
| Few important различия между стандартами AWS и ISO для символов сварки. | ||
| НЕТ | AWS (Американское общество сварщиков) | ИСО (Международная организация по стандартизации) |
| 01 | В основном за ними следуют США, страны Персидского залива и несколько азиатских стран. | В основном за ними следуют Европейский союз (ЕС), Австралия и несколько азиатских стран. Великобритания следует аналогичной системе. |
| 02 | Имеет только одну сплошную опорную линию. Символ сварки, расположенный под контрольной линией, указывает на сварку со стороны стрелки сварного соединения. Символ сварки, расположенный над контрольной линией, указывает на сварку с другой стороны.
| Имеет две опорные (двойные) линии, одна из которых представляет собой сплошную опорную линию, а другая — пунктирную опорную линию. Символ сварки, размещенный на сплошной контрольной линии, указывает на сварку со стороны стрелки сварного соединения. Символ сварки, расположенный на пунктирной линии, указывает на сварку с другой стороны. |
| 03 | Размер углового шва определяется размером его стороны. | Размер углового шва определяется размером его горловины или катета. |
| 04 | Размеры обычно указываются в дюймах и долях дюйма. | Размеры обычно указываются в миллиметрах. |
Заключение
Символы сварки и символы сварки играют очень важную роль в производственной отрасли, поскольку они помогают наладить коммуникацию между техническим персоналом в машиностроительной мастерской. Каждому техническому специалисту, участвующему в производстве, будь то дизайнер или продавец, важно понять и узнать, что означает символ сварки на производственном чертеже, чтобы фактическое изготовление происходило так, как это визуализирует дизайнер.
Надеюсь, эта статья дала вам общее представление о символах сварки и символах сварки. Однако, как специалист по производству, вы должны приобрести копию соответствующего стандарта (AWS или ISO) и обращаться к нему в своей повседневной работе (поскольку статья не может охватывать все в книге стандартов).
Руководство сварщика по символам сварки – PrimeWeld
Символы сварки могут быть одной из самых запутанных частей чертежей сварки. Изучение символов сварки необходимо, чтобы считаться успешным сварщиком.
С таким количеством различных технических терминов и символов может показаться утомительным их изучение и понимание.
К счастью для вас, в этом руководстве по сварочным символам вы найдете все, что вам нужно знать, чтобы правильно выполнять свою работу.
Что такое символ сварки?Символ сварки позволяет разработчикам указывать требования к сварке на чертежах и чертежах.
Символы сварки всегда включают следующие компоненты.
- Символ сварки
- Базовая линия
- Стрелка
- Хвост
Начинающие сварщики часто путают символы сварки с символами сварки, но есть важное различие, которое вам следует помнить, если вы действительно хотите освоить их.
Символы сварки графически представляют тип сварного шва, который идентифицирует символ сварки. Напротив, символ сварки представляет собой полный информационный пакет, который проектировщик хочет передать сварщику.
Вы можете запомнить разницу, потому что символы сварки выглядят как сварка, которую вы делаете, а символ сварки объединяет все в одном пакете. Итак, чтобы помнить, думайте, что «сварка» — это тип сварки, а «сварка» — это объединение (то есть сварка) вместе.
Структура символа сваркиСимвол сварки состоит из трех компонентов, которые всегда будут одинаковыми, независимо от требуемого типа сварки. Этими компонентами являются опорная линия, стрелка и хвост.
Базовая линияБазовая линия образует основу символа сварки. Это горизонтальная линия, к которой будет прикрепляться символ сварки вместе со стрелкой на одном конце и хвостом на другом.
Важно помнить об опорной линии: все, что находится под ней, считается стороной стрелки. И все, что выше опорной линии, считается другой стороной.
Как бы это ни звучало, стрела представляет собой линию и наконечник, отходящие от одного конца опорной линии. Его цель — указать, где именно размещать сварной шов на деталях.
Стрелка указывает на сварной шов на чертеже. Символ сварки со стороны стрелки опорной линии будет применен к детали, на которую указывает стрелка. И символ сварки на другой стороне контрольной линии относится к противоположной стороне соединения.
На чертеже сторона соединения, которой касается стрелка, является сварным швом со стороны стрелки.
Расположение и направление стрелки Линия стрелки используется для обозначения стороны сустава со стрелкой, и в некоторых случаях она ломается, когда предпочтение отдается препарированию. Для некоторых сварных соединений требуется, чтобы только одна из деталей была подготовлена под сварку, как в случае сварных швов с разделкой кромок со скосом, когда только один элемент соединения будет скошен.
В этих случаях составитель может прервать линию стрелки, чтобы указать, какая часть должна быть подготовлена.
Часть, на которую больше всего указывает стрелка, является частью, которая подвергается подготовке под сварку.
ХвостХвост представляет собой боковую букву V, которая прикрепляется к контрольной линии на противоположном конце стрелки. Его цель – предоставить любую дополнительную информацию, которую дизайнер хочет передать производителю.
В прошлом было принято использовать хвост, чтобы отметить, какой процесс сварки или резки использовать. Но в наши дни он используется для ссылки на любую из следующих сведений.
- WPS (Спецификация процедуры сварки) для использования в производстве
- Тип и степень неразрушающего контроля (NDE)
- Любые общие примечания к чертежам или спецификации, применимые к соединению
- Что-либо еще, что сварщик должен знать о сварном шве по номеру
Хотя это не исчерпывающий список всех обозначений сварки, следующее, вероятно, будет часто встречаться в вашей работе сварщиком.
Помимо типа сварного шва, символы также содержат информацию, описывающую требования к размерам сварных швов и разделки.
Эта информация уникальна для каждого типа сварки.
Сварные швы с разделкой кромокВы можете подготовить сварные швы с разделкой кромок несколькими способами.
- Без подготовки [квадратные швы]
- Одна деталь с подготовкой с одной стороны стыка
- Одна деталь с подготовкой с обеих сторон стыка
- Обе детали с подготовкой с одной стороны стыка
- Обе части с подготовкой по обеим сторонам соединения
Как упоминалось ранее, вы можете разорвать линию стрелки, чтобы показать, какая часть должна быть подготовлена, когда ее должна получить только одна часть.
Полное проникновение в шовПрежде чем мы углубимся в фактические швы, важно знать разницу между частичным и полным проникновением в шов.
Как вы, наверное, догадались по названию, частичный провар стыка — это когда сварной шов проплавляется только через ту часть стыка, где сваривается часть всей толщины стыковочных элементов. Этот тип сварки обычно не такой прочный, как его аналог, но это не значит, что он менее ценен. Есть еще много случаев, когда частичное проникновение более чем подходит для конструкции.
В отличие от этого, полное проваривание соединения происходит, когда металл сварного шва проходит на всем протяжении соединения, где свариваются элементы соединения по всей толщине. Вы часто делаете это, сваривая одну сторону соединения, затем шлифуя или выдалбливая другую сторону, чтобы металл был прочным, и заканчивая сваркой задней стороны.
Если это невозможно, вы подготавливаете и свариваете шов таким образом, чтобы добиться полного провара шва только с одной стороны.
Квадратная канавкаСварной шов с квадратной разделкой – это когда две пластины или другие исходные материалы, находящиеся в одних и тех же плоскостях, соединяются вместе встык и не подвергаются предварительной подготовке.
Квадратные канавки чаще всего используются при работе с тонким материалом или более толстыми деталями, которые не требуют большой прочности соединения. Преимущество квадратного паза в том, что не нужно тратить время на подготовку стыка, и можно сразу приступить к сварке.
Если конструкция требует большей прочности, чем обычный сварной шов с квадратной разделкой, может потребоваться корневой зазор. Корневые промежутки отображаются в виде чисел между двумя линиями, символизирующими две части материала.
V-образная канавкаV-образная канавка – это когда обе детали получают скос, подготовленный только на одной стороне соединения.
Наиболее часто используется в качестве сварного шва с полным проплавлением, когда требуется максимально возможная прочность соединения, как при обычном сварном шве с открытым корнем. Преимущество V-образной канавки заключается в том, что вы подготавливаете обе части таким образом, чтобы облегчить доступ электродов и присадочного металла к противоположной стороне соединения.
V-образные канавки обычно имеют угловой размер сразу за пределами V, который указывает, сколько градусов скоса будет в целом на соединении. Важно знать, что этот градус относится к прилежащему углу, а не к углу скоса одной детали. Кроме того, может быть размер корневого зазора (например, квадратные канавки), а иногда даже глубина препарирования.
J-образная канавка представляет собой одиночное подготовительное соединение, в котором одна часть получает J-образную препаровку.
J-образный паз чаще всего встречается как соединение с частичным проплавлением, где прочность не так важна по сравнению с другими типами канавок. Их преимущество в том, что их можно быстро подготовить, часто требуется только угловая шлифовальная машина, и вы можете выполнить подготовку после того, как детали будут установлены.
Сварные швы с пазами J также будут включать корневой зазор и глубину подготовительного размера, если это применимо к конструкции.
Угловые сварные швы Угловые сварные швы — это соединения деталей с непараллельными поверхностями. В отличие от большинства сварных швов с разделкой кромок, они не проходят подготовку под сварку, если только они не являются частью комбинированного сварного шва разделки и углового шва.
Угловые швы показаны на символах сварки в виде маленьких прямоугольных треугольников, направленных вверх или вниз и вправо. Кроме того, они обычно имеют размер сварного шва слева от них, указывающий, сколько сварного шва необходимо для достижения требуемой прочности.
Прерывистый угловой шовУгловые швы обычно представляют собой непрерывные швы, но иногда их можно разорвать или сшить, что классифицирует их как прерывистые угловые швы.
Прерывистый угловой шов может быть основным, цепным или расположенным в шахматном порядке.
Базовый, когда только одна сторона стыка получает линию прерывистых угловых швов.
Цепь – это когда обе стороны сустава выстраиваются в линию и выравниваются.
В шахматном порядке, когда обе стороны сустава получают их, но со смещением друг от друга. Смещенные в шахматном порядке прерывистые угловые сварные швы имеют символы, расположенные в шахматном порядке, чтобы проиллюстрировать это.
Во всех случаях длина стежка и расстояние между центрами (шаг) указываются справа от символа.
Символ пазов и заглушекСварка пазов и заглушек выполняется, когда отверстия создаются в одном материале, а затем привариваются к другому, заполняя отверстия наплавленным металлом. Разница в том, что сварка пробкой представляет собой идеальный круг, а прорезь — это два круга, соединенных вместе, чтобы образовать продолговатое отверстие.
Они оба имеют прямоугольник в качестве символа сварки и указывают одинаковую информацию для размеров. Диаметр отверстия будет слева от прямоугольника, количество сверху или снизу и глубина заполнения внутри. Если глубина заполнения не указана, необходимо заполнить до верха отверстия.
Шаг сварных швов (от центра к центру) отображается справа от прямоугольника. Для сварных швов с прорезями шаг между отверстиями, используемыми для создания прорези, отображается непосредственно справа от прямоугольника, за которым следует тире, а затем шаг прорезей.
В этой таблице обозначений сварки показаны остальные обозначения сварки, с которыми вы могли столкнуться во время работы сварщиком.
- Паз скошенный
- U-образный паз
- V-образный раструб
- Фасонный паз с конусом
- Пятно
- Шов
- Наплавка
- Край
Хотя приведенные выше символы сварки могут рассказать вам о размере и подготовке сварного шва, иногда вам нужно немного больше информации о том, как выполнить работу.
Пригодится следующая дополнительная информация о символах сварки.
- Приварить по периметру
- Монтажная сварка
- GTSM (выдалбливание до звука металла)
- Спинка или подложка
- Плавить до
- Расходуемая вставка
- Контур шва
- Символ отделки
Для некоторых сварных швов требуется сварка по всему стыку. Таким образом, вместо того, чтобы иметь несколько видов на чертеже для отображения сварных швов на каждой плоскости, вы можете использовать символ сварного шва по всему периметру.
Символ сварки по всему периметру представляет собой окружность, в которой линия стрелки пересекается с контрольной линией.
Сварка в полевых условияхПри изготовлении больших деталей, которые будут установлены позже, вам часто нужно оставить определенные сварные швы для полевой бригады. Это происходит, когда детали слишком велики для отправки или окончательные размеры могут варьироваться в зависимости от обстоятельств на месте.
Вы увидите символ полевого сварного шва, указывающий, какие сварные швы следует оставить на потом. Он отображается в виде флажка, где линия стрелки встречается с контрольной линией, указывая на символ сварного шва.
ГТСМ GTSM — это примечание, которое отображается в хвостовой части символа сварки для сварного шва с полным проплавлением. Это расшифровывается как выдолбление до звука металла, то есть выдолбление корневого сварного шва до тех пор, пока вы не увидите блестящий металл.
Строжка до прочного металла позволяет удалить любой шлак или другие дефекты, которые могут присутствовать, перед сваркой обратной стороны соединения.
Подварной шов или подварочный шовПодварной шов и подварочный шов — это сварные швы, противоположные стороне сварного шва с разделкой кромок. Единственная разница между ними заключается в том, что происходит раньше.
Задний шов — это когда сначала сваривается канавка, а затем тыльная сторона. Подварочный шов – это когда вы сначала свариваете заднюю сторону, а затем канавку.
Обозначения заднего и подкладочного шва представляют собой полукруг на противоположной стороне от обозначения разделочного шва. Чтобы узнать, что требуется, составитель отметит в хвосте.
Соединения с подкладкой Как и подварочные швы, для шва с разделкой кромок с полным проплавлением с одной стороны может использоваться подкладочный материал, соответствующий основному металлу (вместо сварного шва, облегчающего корневой шов). В этом случае составитель будет использовать совместное обозначение.
Он похож на символ заглушки или прорези в том смысле, что представляет собой прямоугольник, но отображается только на противоположной стороне символа сварного шва с разделкой кромок, например, символа заднего или подварочного шва.
Расходуемая вставкаНекоторые присадочные металлы имеют особую форму, которая помогает при подгонке и в то же время обеспечивает защитный материал для того, что в противном случае было бы швом с открытым корнем. Это так называемые расходные вставки.
Преимущество расходуемых вставок заключается в том, что вы можете значительно сэкономить время на сборке деталей, если вы часто работаете над одним и тем же соединением. Они также иногда необходимы, когда задняя сторона соединения должна быть однородной, поскольку они позволяют получить однородные корневые валики.
Символ расходуемой вставки представляет собой квадрат на противоположной стороне символа канавки, что-то вроде соединения с символом подложки.
Когда вы выполняете сварку с полным проплавлением с одной стороны соединения, и проектировщик хочет обеспечить усиление тыльной стороны b (металл сварного шва выходит за пределы основного металла на противоположной стороне), они будут использовать символ плавления.
Символ проплавления аналогичен символу обратной сварки, поскольку он также представляет собой полукруг, за исключением того, что он заполнен, а не пуст.
Контур сварного шваИногда профиль поверхности сварного шва должен иметь определенный контур. В этих случаях вы увидите контурные символы.
Когда контур должен быть плоским, вы увидите прямую линию над поверхностью изображения на символе сварки. Поверхности, которые должны быть вогнутыми, будут иметь полукруг с дугой, попадающей в символ сварки. А сварные швы, которые должны иметь выпуклые поверхности, будут иметь дугу, отведенную от символа сварного шва.
Иногда вам нужно закончить сварку определенным образом для следующего шага в процессе изготовления или для получения надлежащего контура. Вы увидите символ отделки, когда метод отделки имеет решающее значение для вашего сварного соединения.
Обозначения отделки — это отдельные буквы, которые добавляются за контурным обозначением и могут состоять из следующих элементов.
- C = стружка
- G = шлифовка
- H = молоток
- М = обработка
- R = прокатка
- U = не указано
Теперь вы знаете, что вам нужно знать о символах сварки.
Вы можете посмотреть на символ, понять, на какой сварной шов он указывает, и правильно подготовить и сварить соединение. Мало того, ваш начальник и приятели-сварщики полюбят вас за ваш новый опыт.
Но если вы действительно хотите произвести на них впечатление, поделитесь этим руководством со всеми знакомыми сварщиками и станьте мастером сварочных символов.
1.7: Символы сварки канавками – Workforce LibreTexts
- Последнее обновление
- Сохранить как PDF
- Идентификатор страницы
- 5153
Сварной шов с разделкой кромок используется, когда детали соединяются в одной плоскости. Эти сварные швы будут применяться в стыковом соединении и могут иметь или не иметь подготовку перед сваркой. По этой причине существует несколько типов символов разделочной сварки.
Символы для этих канавок почти идентичны символам, которые их обозначают.
Когда сварной шов должен применяться только к одной стороне соединения, он будет называться сварным швом с разделкой кромок. Например, ниже показан символ сварки одного сварного шва с V-образной канавкой на другой стороне. Все сварные швы с одинарной разделкой следует считать полным проплавлением (CJP), если не указано иное.
Если сварной шов должен быть нанесен на обе стороны соединения, это называется сварным швом с двойной разделкой. Например, ниже приведено обозначение сварного шва с разделкой кромок под двойным скосом.
Теория, лежащая в основе сварки с одинарной разделкой и сварки с двойной разделкой, применима ко всем символам сварки разделкой. Воссоздавать все эти образы было бы излишним.
К чему призывают эти символы?В некоторых случаях вы увидите неровную стрелку. Это называется разрывом в стрелке, которая будет обозначать, с какой стороны сустава потребуется подготовка к нему. Например, если одиночный скос должен быть применен к левой стороне соединения, пунктирная стрелка будет указывать именно на эту сторону соединения.
Если бы не было указывающей стрелки, сварщик или слесарь, исходя из своих знаний, выбирали бы, какую сторону следует подготовить. Это может быть проблемой, если у инженера есть особые потребности в детали или сварном шве.
Викторина
Нарисуйте символ, обозначающий канавку ниже, и назовите ее (не забудьте указать, какая сторона соединения подготовлена):
Нарисуйте символ V-образной канавки на другой стороне ниже:
Размеры разделки под сварку
Есть несколько размеров, которые могут быть добавлены к сварному шву с разделкой кромок, если это необходимо. Это может включать угол разделки, раскрытие корня, радиус разделки, глубину подготовки разделки и размер сварного шва разделки. Бывают случаи, когда эта информация может быть вообще не включена. Это означало бы, что сварщик сам решает, как деталь будет подготовлена и сварена.
Угол канавки показан в градусах и будет включать всю канавку, если это V-образная канавка, это будет размер от одной поверхности канавки до другой. Его можно спутать с углом наклона. Угол скоса составляет только половину V-образной канавки. Этот размер показан внутри самого символа сварки. Существует возможность для двух разных углов, если вы применяете сварной шов с двойной разделкой. Стрелка и другая сторона не обязательно должны совпадать по углам.
Сварной шов с разделкой кромок является наиболее распространенным сварным швом с корневым отверстием. Это зазор, который должен быть между двумя свариваемыми элементами. Корневое отверстие есть не всегда, и этот размер можно не указывать в символе сварки. Обычно в детали делают корневое отверстие, чтобы обеспечить полное проникновение или даже проплавление. Символ проплавления включен в дополнительные символы сварки.
Канавки, связанные с подготовкой U и J, представляют собой особый сварной шов. Эти сварные швы, если они выполнены в соответствии со стандартами, обрабатываются с определенным радиусом канавки, а также с притупленной поверхностью. Эти размеры должны быть показаны на виде детали или в разрезе, которые отмечены в конце символа сварки.
Подготовка канавки может быть вызвана тем, насколько глубоко вы должны подготовить деталь. Это называется глубиной канавки. V-образные канавки, j-канавки и u-образные канавки являются наиболее часто используемыми размерами сварных швов по глубине. Хотя это не означает, что его нельзя применять к другим. Размер будет показан слева от символа сварки.
Когда мы начинаем добавлять больше элементов, символы становятся довольно сложными. Проще всего замедлиться, посмотреть на каждый отдельный фрагмент и применить его к тому, что мы узнали. Например, сварной шов ниже представляет собой сварной шов с V-образной канавкой на другой стороне. Этот сварной шов имеет глубину канавки ½ дюйма, корневое отверстие 1/16 дюйма и 9Угол паза 0 градусов.
При использовании глубины канавки, которая не соответствует полной глубине детали, мы оставляем плоскую область в корне. Эта область называется корневой поверхностью. Более распространенный термин, который вы услышите, — это земля. На приведенной выше диаграмме у нас есть канавка глубиной ½ дюйма, а у нас есть часть ¾ дюйма. Это оставляет нам корневую грань размером ¼ дюйма.
Размер сварного шва часто ассоциируется со сварным швом с разделкой кромок. Этот размер сварного шва представляет собой глубину провара, которую вы получите при наложении сварного шва. Когда применяется сварка, мы должны плавить в корень детали, поэтому наш сварной шов должен быть больше по размеру, чем подготовка соединения. Этот размер будет отображаться слева от символа сварки. В сочетании с глубиной разделки размер сварного шва будет указан в скобках. Если размер сварного шва не указан, сварной шов должен быть с полным проплавлением.
В случае канавки, которая показывает глубину подготовки канавки, но не показывает размер сварного шва. Шов должен быть не менее глубины разделки. Если вы не выполнили сварной шов хотя бы этого размера, вы не получите достаточного сплавления или сварной шов не заполнит канавку.
Бывают случаи, когда размеры канавок не отображаются. Если соединение симметричное, то сварной шов должен быть с полным проплавлением. Это легко изобразить с помощью двойной v-образной канавки.
На изображении выше показан сварной шов с двойной V-образной канавкой. Глубина канавки не указана, поэтому по усмотрению сварщика детали подготавливаются на ¼ дюйма с обеих сторон для создания симметричного соединения.
При работе с двойной канавкой, имеющей одинаковые размеры с обеих сторон, необходимо, чтобы размеры были указаны с обеих сторон от базовой линии. Это важно, потому что если не указать один размер, размер будет неизвестен, и это может повредить сварной шов.
Также бывают случаи, когда сварной шов не требуется для проникновения на глубину канавки. Самый простой способ добиться этого — поместить размер размера сварного шва слева от символа сварного шва, размер которого меньше толщины материала.
С обеих сторон может быть нанесен сварной шов для обеспечения провара через толщину канавки без подготовки детали. Это будет ограничено меньшей толщиной материала в зависимости от процесса, который используется для сварки.
Две раструбные канавки, включая скошенную и V-образную, будут очень распространены при работе с листовым металлом, а также при сварке труб, которые могут иметь большой радиус на углах. Это довольно часто встречается в трубах толщиной ¼ дюйма и выше. При работе с листовым металлом обычно делают соединение такого типа, чтобы сплавить детали вместе. Вместо использования наполнителя материал, из которого сделана фаска раструба, может иметь ножку 1/8 дюйма или около того, и он компенсирует наполнитель.
При использовании любого из этих символов важно знать разницу между подготовкой глубины разделки и размером сварного шва. Подобно обычному скосу или V-образному вырезу, подготовка глубины канавки будет слева от символа сварного шва, а также слева от размера сварного шва, который будет показан в скобках. Длину можно добавить в размере справа от символа сварки.
Спинка, Подложка Сварной шов , Наплавочный шов
Символ реверса или реверса одинаков для обоих, вы должны искать дополнительную информацию в конце, чтобы различать их.
Задний сварной шов – это когда сварной шов выполняется в канавке соединения, за которым следует сварной шов, применяемый к корневой стороне. Это чаще всего используется для обеспечения полного проникновения в канавки CJP. Задний сварной шов обычно применяется после того, как корень был отшлифован или выдолблен, чтобы убедиться, что сварной шов выполнен из достаточного количества материала. Пытаясь запомнить разницу между обратным и подварным швом, вы всегда должны возвращаться назад, чтобы выполнить задний шов.
Подварочный шов делается на корневой стороне канавки, чтобы гарантировать, что сварной шов, который будет выполняться в канавке, не проплавится через заднюю сторону. Это также может помочь обеспечить CJP.
Ниже представлен подварочный шов.
Ниже представлен задний сварной шов.
Бывают случаи, когда хвост будет опущен на чертеже, а в хвосте будет примечание, в котором может быть указано, в каком порядке должны быть выполнены сварные швы. Это может быть что-то простое, например, «сначала делается сварка с другой стороны», или может включать в себя истинные термины, такие как «сварка канавки со скосом с другой стороны перед обратным сварным швом со стороны стрелки».
Наплавка сварных швов
Наплавочные швы выполняются за один или несколько проходов к деталям по разным причинам. Они могут включать накопление изношенного материала, наплавку детали или увеличение размеров детали. Этот символ может быть только на стороне соединения со стрелкой. Важно, чтобы стрелка указывала именно на то место, где должно быть добавлено покрытие.
Эти сварные швы могут включать толщину сварного шва, которая будет располагаться слева от символа сварного шва, а также может указывать длину справа от символа. С этим типом сварки он, скорее всего, будет иметь подробный вид с размерами для сварки.
Когда для поверхностного сварного шва может потребоваться несколько слоев, это может быть указано в примечании к чертежу или также может быть определено опорными линиями. Бывают случаи, когда может быть более одной опорной линии, которая определяет порядок работы. Например, если вы думаете о подкладочном шве, он будет указан на опорной линии, ближайшей к стрелке, а сварной шов с разделкой кромок будет размещен на второй опорной линии.
Чтобы показать это в наплавочных швах, может потребоваться определенный размер для первого слоя наплавки, а затем другой размер для второго или последующих слоев. Если есть изменение направления, это может быть показано в хвостовой части многопозиционного символа сварки.
Наплавочный шов будет проходить по всей длине детали, если нет размера, примечания или других указаний, что он не заполнен. Это также играет роль при сварке вала или другого круглого объекта.