Установка резца на токарном станке: Установка резцов на токарных станках
alexxlab | 04.02.2019 | 0 | Разное
Установка резцов на токарных станках
Опубликовано admin Янв 4, 2011 в Токарные станки
Нормальный процесс точения определяется в значительной степени правильной установкой резца в резцедержателе. Перед установкой резца необходимо протереть опорные поверхности держателя. Резец устанавливается с минимальным вылетом обычно не более 1,5 толщины его стержня (во избежание появления вибраций), перпендикулярно линии центров и точно по их высоте. Для проверки правильности установки резца по высоте необходимо вставить центр в пиноль задней бабки и подвести вершину резца к вершине центра. Если вершина резца окажется ниже вершины центра, нужно под опорную поверхность резца подложить мерные прокладки (не более трех). Резец должен быть прочно закреплен не менее чем двумя болтами при повороте торцового ключа двумя руками.
Установка резца под углом к оси, отличным от 90°, или вывод на рабочую позицию другого резца, закрепленного в резцедержателе, производится поворотом резцедержателя против часовой стрелки на нужный угол. Предварительно необходимо отвернуть зажимную рукоятку. Иногда, вместо стандартного резцедержателя, рассчитанного на крепление четырех резцов с прямоугольными державками, применяются специальные резцедержатели.
Универсальный резцедержатель устанавливается на суппорте токарного станка и служит для закрепления круглых резцов. Корпус имеет четыре сквозных отверстия, расположенных под углом 90° друг к другу. В отверстия вставлены разрезные втулки с эксцентрично расположенными отверстиями. Это позволяет быстро устанавливать режущую кромку резцов по высоте без прокладок. Резцедержатель укомплектован жесткими и пружинными державками для расточки глубоких отверстий, нарезания внутренних резьб и др.
Специальный резцедержатель может быть рекомендован для небольших ремонтных предприятий, выполняющих разнообразные работы. Он состоит из корпуса, двух держателей и сменных оправок.
Перемещение держателей по вертикали осуществляется поворотом винтов, снабженных прямоугольной нарезкой.
Фиксация держателей по высоте производится стопорными винтами. В каждом держателе одновременно могут крепиться два резца. Средний винт прижимает оба резца через прижимную планку. Для установки сверл, разверток и другого инструмента имеются оправки, устанавливаемые в пазах корпуса.
Установка резца на необходимую глубину резания может производиться методом пробных стружек, по готовому изделию либо с использованием лимба поперечной подачи. В первом случае резец подводится к вращающейся детали до касания к ее поверхности, затем отводится вправо и на глаз устанавливается глубина резания. Деталь вручную протачивается на длину 5—7 мм, останавливается и производится замер диаметра проточки. Если диаметр оказался больше требуемого, процесс повторяется с новой глубиной резания, пока не будет получен необходимый размер. После этого включается автоматическая подача, и деталь протачивается по всей длине.
При изготовлении нескольких одинаковых изделий установка резца на глубину производится только для первой детали. После обточки первой детали она снимается без нарушения установки резца, суппорт отводится в правое положение, устанавливается новая деталь и обработка ее производится без дополнительной наладки. Проверка производится только для компенсации износа резца.
Для ускорения установки резца на глубину резания токарные станки снабжены специальным приспособлением. Оно представляет собой кольцо с делениями, надетое на переднюю часть винта поперечной подачи суппорта. Это кольцо называется лимбом, оно вращается вместе с винтом. Отсчет поворота винта ведется относительно риски на неподвижной втулке, сидящей на одной оси с лимбом. Обычно на станке имеется указание о цене деления лимба, т. е. о величине перемещения резца при повороте винта .на одно деление лимба.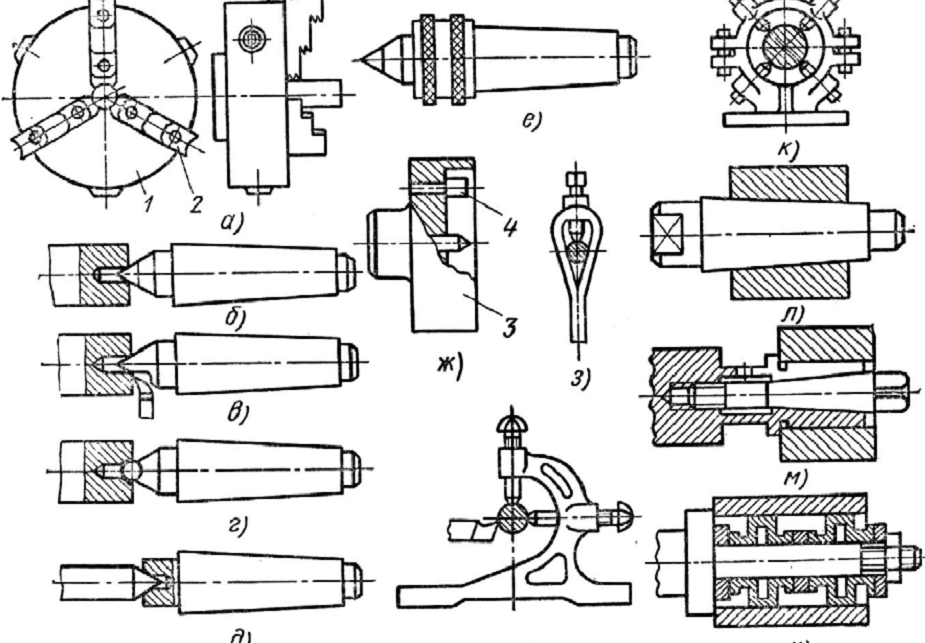
Пример настройки. Диаметр заготовки 52 мм, диаметр изделия после проточки должен быть 50 мм. Цена деления лимба 0,05 мм. Рассчитать, на сколько делений нужно повернуть винт поперечной подачи.
При повороте винта на одно деление резец передвигается вперед на 0,05 мм, т. е. радиус детали уменьшается на 0,05 мм, а диаметр на 0,1 мм. Нам необходимо уменьшить диаметр на 2 мм или переместить резец вперед на 1 мм. Для этого необходимо повернуть винт на 20 делений лимба.
Установка резцов токарных – Энциклопедия по машиностроению XXL
Размеры 168 Установка для жидкостного полирования 1144 Установка резцов токарных 91, 21 — фрез 717 [c.1181]Треугольную резьбу часто нарезают на токарно-винторезных станках резьбовыми резцами, т. е. резцами обычного типа, заточенными под требуемым углом (60° для метрической резьбы и 55° — для дюймовой). Получение профиля резьбы обеспечивается соответствующим профилем резьбового резца, который должен быть заточен очень точно, и правильной установкой резца относительно детали резец должен быть расположен строго перпендикулярно оси станка, так как в противном случае резьба получится косой кроме того, передняя поверхность резца должна быть расположена на высоте центров станка. При другом ее положении резьба б)щет нарезана с неправильным углом.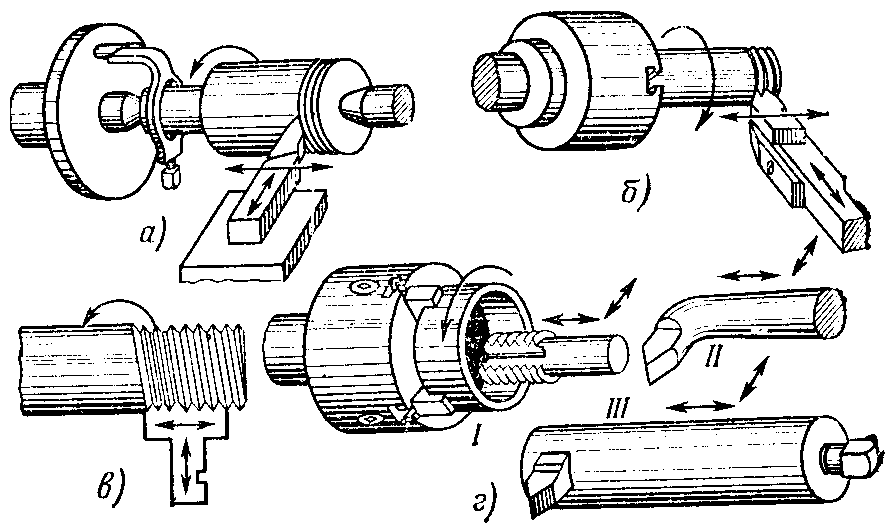
На рис. 47 изображена предложенная автором конструкция взаимозаменяемой наладки, позволяющая без больших затрат приспособить для этой цели обычные стержневые плоские резцы, применяемые на всех токарных полуавтоматах и автоматах. Стержень резца 1 прошлифован по опорной и боковой поверхности, прошлифованы и соответствующие опорные плоскости в державке 5 для образования базы установки резца. В торец резца 1 ввинчивается регулировочный винт 2 с контргайкой, который служит для установки резца по длине. Державка снабжена упорной колодкой 4, в которой имеется упорный винт 3. [c.138]
Станкозаводом Красный пролетарий изготовлена взаимозаменяемая наладка к вертикальному 6-щпиндельному токарному полуавтомату типа 128 (рис. 49), на станке работают 28 резцов девяти размеров. Для наладки этих резцов на размер изготовлено специальное приспособление (рис. 50). Приспособление имеет девять гнезд для установки резцов и скалку, по которой передвигается оправка, несущая индикатор. Упоры в гнездах приспособления регулируются так, что при достижении наладочного размера каждого резца стрелка индикатора устанавливается на нуле. Эта наладка успешно эксплуатировалась на станке в течение шести месяцев.
Малая автоматизация станков служит важным средством, способствующим многостаночной работе. Малая автоматизация токарных станков, например, заключается в автоматизации их питания (загрузки) заготовками и их крепления в автоматизации управления механизмом главного движения с выключением продольной и поперечной подачи и автоматизации останова станка в механизации установки резца на заданный размер и отвода его в конце работы в механизации отвода супорта в исходное положение. При организации многостаночной работы на станках старой конструк- [c.338]
Существенным недостатком процесса растачивания является трудность установки резца на размер.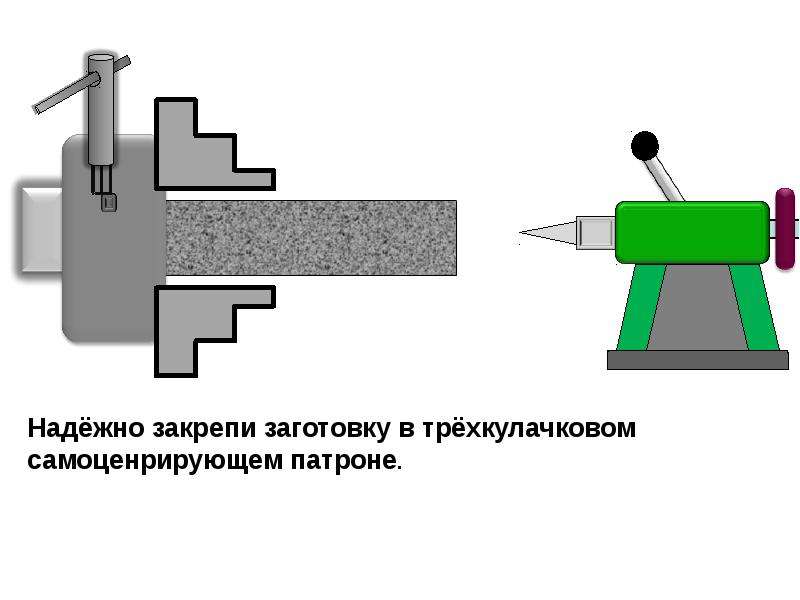 Однако на современных токарных станках, оснащенных точными лимбами, установка резца на размер упрощается.
[c.198]
Однако на современных токарных станках, оснащенных точными лимбами, установка резца на размер упрощается.
[c.198]
Для установки резцов на токарных станках с ЧПУ с инструментальными [c.351]
На геометрию углов резца у и а также влияет установка резца в зависимости от положения вершины резца относительно оси вращения заготовки (или линии центров токарного станка). При отрезании, обработке конических и фасонных поверхностей, чистовом нарезании резьбы вершину резца следует устанавливать [c.13]
Форма передней поверхности стандартизованных токарных резцов, геометрические параметры их режущей части в зависимости от условий обработки, установка резцов в зависимости от характера работы, а также основные размеры заготовок и инструмента приведены соответственно в табл. 8-14.
Напуски кузнечные 48, 51 Нарезание резцами резьбы 444- 447 Гребенки 446 — Настройка станка токарного 447 — Схемы 444 — Установка резцов 445 — наружной и внутренней 446, 447 [c.743]
Установка 3.187, 196 Резцы токарные державки много [c.647]
Настроенный станок оснащается специальными быстродействующими патронами для закрепления детали, устройствами для установки резцов, упорами и дополнительными резцедержателями. Суппорт токарного станка перемещается до упора, причем в конструкциях современных токарных станков предусматривается автоматическое выключение подачи при встрече суппорта с жестким упором. [c.92]
Для обработки криволинейных поверхностей тел вращения длиной до 100 мм применяют фасонный инструмент, профиль которого соответствует профилю обрабатываемой поверхности. Фасонными резцами могут обрабатываться как наружные, так и внутренние фасонные поверхности. В зависимости от направления подачи резцы делятся на радиальные, подача которых направлена по радиусу обрабатываемой детали тангенциальные, подача которых направлена по касательной к образующей обрабатываемой детали.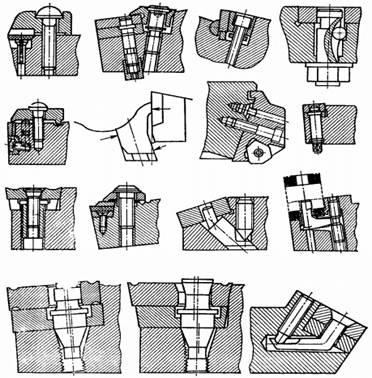
В настоящее время для научно-исследовательских работ в основном используют электрические и, в меньшей степени, гидравлические и механические динамометры. На фиг. 75 представлена конструкция трехкомпонентного гидравлического динамометра для токарного станка. Резец укрепляется болтом 3 на основании 1 каретки 2, поворачивающейся относительно опор О и Ох и перемещающейся на шарикоподшипниках вдоль оси резца эти перемещения должны быть ничтожно малы. Скоба 4 служит для установки резца на. уровне центров станка. В процессе резания касательная сила Р , действующая вертикально вниз, заставит подняться задний конец каретки 2, а также шток 5 с поршеньком 6, и давление жидкости в цилиндре 7 по трубке 8 будет передано манометру. Устройство, состоящее из поршенька и цилиндра с жидкостью, называют гидравлическим датчиком. Посредством таких же датчиков измеряются и другие составляющие силы резания и Ру Эти динамометры часто снабжаются самопишущими устройствами для автоматической записи кривых, фиксирующих изменение сил в процессе резания.
В последнее время на этом же принципе, правда в более упрощенном виде, ВНИИ разработаны и внедрены на заводах токарные резцы-кубики и резцы-столбики. На фиг. 29, / показана установка резца-кубика, а на фиг. 29,// — резца-столбика. [c.41]
Охлаждение режущего инструмента и заготовки. Точность обработки и стойкость режущих инструментов определяется составом и качеством смазывающе-охлаждающей жидкости (СОЖ), подаваемой в зону резания и на заготовку. Система охлаждения включает в себя насосы, баки-отстойники, фильтры, клапаны, краны и трубопроводы. Индивидуальные баки охлаждения располагают рядом со станком. Расход СОЖ зависит от инструмента, способа подачи ее в зону резания и т. п. Для охлаждения осевого инструмента требуется 3—6 л/мин, резцов токарного автомата — до 15 л/мин. При шлифовании расход СОЖ — 5—7 л/мин на каждые 10 мм высоты шлифовального круга. В крупных цехах имеются централизованные системы подачи СОЖ в зону резания, включающие устройства для приготовления жидкостей нужного состава, устройства очистки и восстановления свойств использованных СОЖ. холодильные установки.
[c.101]
Расход СОЖ зависит от инструмента, способа подачи ее в зону резания и т. п. Для охлаждения осевого инструмента требуется 3—6 л/мин, резцов токарного автомата — до 15 л/мин. При шлифовании расход СОЖ — 5—7 л/мин на каждые 10 мм высоты шлифовального круга. В крупных цехах имеются централизованные системы подачи СОЖ в зону резания, включающие устройства для приготовления жидкостей нужного состава, устройства очистки и восстановления свойств использованных СОЖ. холодильные установки.
[c.101]
Изготовление резьбового шаблона. Для заточки и установки резца на токарном станке и контроля образованной резьбы широкое применение находят резьбовые шаблоны (рис, 72, а). [c.139]
Нарезание резьбы производили на оболочках из стеклопластика диаметром до 300—400 мм на токарно-винторезных станках. Базирование детали на станке такое же, как при точении. Требуемый профиль резьбы обеспечивают соответствующей заточкой и алмазной доводкой резца. Установку резца относительно детали производят перпендикулярно оси детали при угле подъема резьбы не более 3—4°, а при 4° резец устанавливают под углом 0) к оси детали [3, 84]. Резьбы нарезают путем деления припуска, т. е. за несколько ходов. Для этого рекомендуется применять резцы из твердого сплава ВК8 как обеспечивающие высокую стойкость. [c.95]
Экономическая точность обработки на токарных станках не превышает 3-го класса точности, хотя в отдельных случаях необходимо выполнять обработку по 2-му классу. Достижение высокой точности сопряжено с целым рядом трудностей, легко устранимых при других методах обработки поверхностей, например шлифовании, развертывании, протягивании и т. п. Для выполнения точных работ прежде всего нужны рабочие высокой квалификации. Установка резца на размер и промеры требуют большой затраты вспомогательного времени. Износ резца в процессе обработки не обеспечивает одинакового диаметра по всей длине вала. Высокая степень точности обычно сочетается с высокой чистотой, достижение которой требует тщательной доводки режущих кромок резца и соответствующего подбора режимов резания, к тому же нет уверенности в достижении требуемых результатов.
 Поэтому при обработке поверхностей вращения стальных и чугунных деталей с точностью выше 4-го класса ограничиваются получистовым точением под шлифование, а окончательная точность размеров обеспечивается шлифованием.
[c.104]
Поэтому при обработке поверхностей вращения стальных и чугунных деталей с точностью выше 4-го класса ограничиваются получистовым точением под шлифование, а окончательная точность размеров обеспечивается шлифованием.
[c.104]Погрешности, зависящие от рабочего. К данной группе относятся погрешности, вызываемые неточностями установки резца (при токарных работах), стола (при фрезерных работах),настройки [c.750]
Особые преимущества имеет данный метод при настройке токарных многорезцовых станков. Необходимое положение резцов в радиальном и осевом направлениях определяется доведением их режущих кромок до соприкасания с соответствующими поверхностями эталона. Последний выполняется в виде обрабатываемой детали и устанавливается на центра станка. Размеры эталона должны выполняться с учетом упругих отжимов узлов станка (суппорта, передней и задней бабок) под влиянием сил резания, зазоров в подшипниках шпинделя, а также высоты микронеровностей на обрабатываемой поверхности. Последнее соображение учитывается в связи с тем, что установка резца производится по дну впадин, а измерение выполняемого размера — по вершинам гребешков. Суммарное влияние перечисленных факторов можно учесть, вводя необходимую поправку к настроечному размеру. Последнюю проще определить опытным путем, производя обработку нескольких пробных деталей. [c.250]
Установка резцов производится либо по обработанной заготовке, либо по специальной эталонной детали. Наладка станка занимает сравнительно немного времени. Так как время обработки одной заготовки на многорезцовом станке значительно меньше, чем на обычном токарном, то уже при небольших партиях выгодно применять многорезцовые станки. [c.69]
Скоростное резьбонарезание применяется при использовании резца, оснащенного твердым сплавом, допускающего высокие скорости резания путем последовательных проходов с применением автоматики. При обычном нарезании резьбы приходится затрачивать много времени на вспомогательные движения, связанные с большим количеством проходов. Поэтому с целью повышения эффективности процесса скоростное нарезание резьбы осуществляется по автоматическому циклу. За каждый проход резец совершает четыре последовательных движения (фиг. 296, а) 1) рабочий ход в продольном направлении 2) отвод резца в поперечном направлении 3) обратный ускоренный ход в продольном направлении 4) подвод и установка резца на требуемую глубину врезания для следующего прохода. Все движения происходят автоматически при помощи специального устройства, поставленного на суппорте токарного станка. В зависимости от шага нарезаемой резьбы число последовательных проходов, необходимых для полной обработки, равно 5—20. Скорость резания выбирается в пределах 100—250 м. мин.
[c.518]
Поэтому с целью повышения эффективности процесса скоростное нарезание резьбы осуществляется по автоматическому циклу. За каждый проход резец совершает четыре последовательных движения (фиг. 296, а) 1) рабочий ход в продольном направлении 2) отвод резца в поперечном направлении 3) обратный ускоренный ход в продольном направлении 4) подвод и установка резца на требуемую глубину врезания для следующего прохода. Все движения происходят автоматически при помощи специального устройства, поставленного на суппорте токарного станка. В зависимости от шага нарезаемой резьбы число последовательных проходов, необходимых для полной обработки, равно 5—20. Скорость резания выбирается в пределах 100—250 м. мин.
[c.518]
Обычно для токарных резцов с прямолинейной режущей кромкой стойкость Т принимают равной 60 мин. При работе на станках, требующих сложной установки резцов и наладки, например на револьверных станках и автоматах, стойкость принимается равной 240—300 мин. [c.360]
Количество движений в шлифовальных станках по сравнению со станками с резцовым инструментом значительно больше. Так, например, при обточке валика на токарном станке необходимы три движения вращение обрабатываемой детали, прямолинейное поступательное перемещение резца, поперечное перемещение для установки резца на стружку. При шлифовании того же валика на круглошлифовальном станке необходимы четыре движения вращение шлифовального круга, вращение шлифуемой детали, прямо-линейно-возвратное перемещение стола с обрабатываемой деталью [c.22]
В качестве примера изготовления шаблона с помощью выработок рассмотрим процесс изготовления резьбового шаблона (рис. 99), Этот шаблон является комплексным, он служит для заточки резьбового резца, установки резца на токарном станке и для проверки нарезанной резьбы. В связи с этим необходимо, чтобы боковые стороны 1—1 и 2—2 шаблона лежали на одной линии и были параллельны, угол А расположен симметрично относительно этих сторон, осевые инии углов Б я Г перпендикулярны сторонам 1—1 и 2—2, а осевая линии угла В параллельна им (рис. 99, а).
[c.205]
99, а).
[c.205]
Наиболее производительно нарезание многозаходной резьбы с помощью многорезцовых державок (рис. 122). Этот способ связан с необходимостью точной установки резцов расстояние между ними должно быть равно шагу между смежными нитками, а вершины резцов должны быть на одной линии, параллельной оси. Основное время для нарезания резьбы резцом или гребенкой на токарных станках определяется по формуле для обтачивания. [c.162]
Резьбовой шаблон служит для заточки резьбового резца, установки резца на токарном станке и для проверки нарезанной резьбы. В связи с этим необходимо, чтобы боковые стороны 1—1 и 2—2 шаблона были параллельны, угол А расположен симметрично относительно этих сторо(Н, осевые линии углов и Г перпендикулярны сторонам 1—1 и 2—2, а осевая линия угла В параллельна им. [c.175]
Растачивание отверстий выполняют расточными резцами на токарных и расточных станках. На рис. 27 показаны установка резца и последовательность растачивания отверстия. Необходимо помнить, что после растачивания отверстия резец следует перемещать к центру отверстия, чтобы между вершиной резца и обрабатываемой поверхностью образовался зазор. Это необходимо для того, чтобы не поцарапать резцом обработанную поверхность. Продольное перемещение суппорта при обработке глубоких отверстий можно определить, помечая мело. на стержне резца длину растачиваемого отверстия. Продольное пере- ещение резца прекращают при совпадении метки с торцом заготовки. Глубину резания при растачивании определяют так же, как и при обработке наружных поверхностей. [c.77]
По конструкции различают револьверные головки с вертикальной и горизонтальной осью вращения. Головки с вертикальной осью вращения (рис. 63) — шестигранные с шестью гнездами для установки инструмента. В гнезда устанавливают инструменты для постоянной настройки.
 Станки с такими головками имеют еще передний и задний, либо только передний суппорт для установки резцов. Назначение переднего суппорта такое же, как и у обычного токарного станка. С помощью заднего суппорта прорезают канавки, подрезают торцы и. отрезают детали. Головки с горизонтальной осью вращения — круглые с 12—16-ю отверстиями, в которые устанавливают инструменты, поочередно подводимые к объекту обработки.
[c.100]
Станки с такими головками имеют еще передний и задний, либо только передний суппорт для установки резцов. Назначение переднего суппорта такое же, как и у обычного токарного станка. С помощью заднего суппорта прорезают канавки, подрезают торцы и. отрезают детали. Головки с горизонтальной осью вращения — круглые с 12—16-ю отверстиями, в которые устанавливают инструменты, поочередно подводимые к объекту обработки.
[c.100]В качестве примера на фиг. 109, б (стр. 175) показана часть основных размерных цепей токарного станка, определяющих относительные повороты поверхностей. Так, при помощи размерных цепей а и а достигается параллельность оси заднего центра оси переднего (звенья йдИ Яд), при помощи размерной цепи р —параллельность плоскости для установки резцов резцовой головки оси вращения шпинделя (звено Рд), при помощи размерных цепей -[1 и [ достигается параллельность оси ходового винта оси отверстия в коробке подач, в которое он монтируется в двух плоскостях. [c.380]
Непрямолинейность образующей конической поверхности получается при неправильной установке резца относительно центра планшайбы станка. Для получения правильной (т. е. с прямолинейными образующими) конической поверхности ОВ резец должен быть установлен таким образом, чтобы подача его производилась в плоскости /—/ (фиг. 244), проходящей через ось вращения планшайбы станка (аналогично установке резца по центру при токарной обработке). [c.266]
В современных токарных автоматах и полуавтоматах необходимые размеры обрабатываемых поверхностей у деталей получаются, когда рабочий-наладчик с требуемой точностью устанавливает инструменты в их держателях и держатели — в револьверных головках или других частях станка. Если рассмотреть, насколько отличается расстояние между осью вращения обрабатываемой детали и вершиной проходного резца от теоретически точного радиуса обтачиваемого пояска, то окажется, что это будет примерно 0,25 0,75 от половины допуска на диаметр обтачиваемого пояска.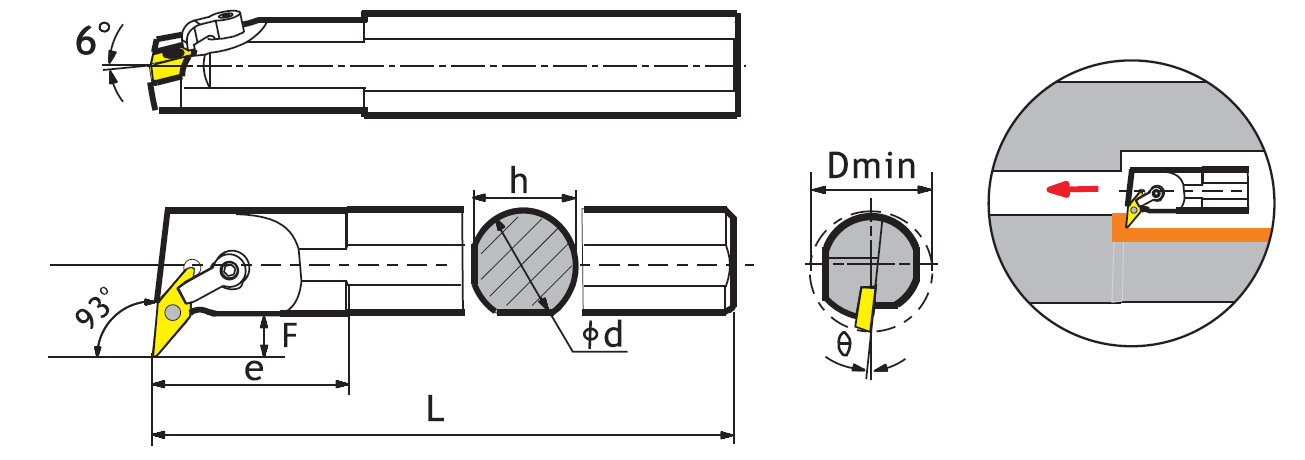 Следовательно, для получения более высокой точности точения требуется более тщательная. точная установка резцов. Это же относится и к инструментам для растачивания. Известно, что несовпадение оси сверла, зенкера, развертки или другого центрового инструмента с осью вращения обрабатываемой детали приводит к разбивке отверстий, т. е. к получению диаметров их гораздо большими, чем диаметр инструмента Следовательно, и в этом случае для получения более высокой точности обработки требуется более тщательная установка инструмента.
[c.309]
Следовательно, для получения более высокой точности точения требуется более тщательная. точная установка резцов. Это же относится и к инструментам для растачивания. Известно, что несовпадение оси сверла, зенкера, развертки или другого центрового инструмента с осью вращения обрабатываемой детали приводит к разбивке отверстий, т. е. к получению диаметров их гораздо большими, чем диаметр инструмента Следовательно, и в этом случае для получения более высокой точности обработки требуется более тщательная установка инструмента.
[c.309]
Пользование лимбом винта поперечной подачи. Для ускорения установки резца на глубину резания у большинства токарных станков имеется специальное устройство. Оно расположено у рукоятки винта поперечной подачи и представляет собой втулку или кольцо, на окружности которого нанесены деления (рис. 49). Эта втулка с делениями называе т-ся лимбом. [c.54]
Неточность и износ станка. Известно, что все металлообрабатывающие станки изготовляются с определенной регламентированной точностью согласно ГОСТу, т. е. каждый станок имеет неточность установки и перемещений рабочих органов в сравнении с идеальной кинематической схемой. Так, например, по данным ГОСТа радиальное биение шпинделей токарных и фрезерных станков допускается в пределах 0,01—0,015 мм, торцовое биение — 0,01—0,02 мм непрямолинейность и непараллельность направляющих станин токарных станков на длине 1000 мм допускается в пределах 0,02 мм, непараллельность осей шпинделей токарных станков направлению движения кареток на длине 300 мм в вертикальной плоскости 0,02—0,03 мм, а в горизонтальной плоскости — 0,01—0,015 мм. Следовательно, неточность кинематической схемы металлорежущего станка переносится на обрабатываемую деталь. При нагружении станка усилиями резания неточность кинематической схемы возрастает за счет одностороннего выбора зазоров в соединениях. Каждый изготовленный станок при эксплуатации подвергается износу по поверхностям трения, что влияет на его точность, причем погрешности одного и того же элемента станка по-разному влияют на точность обработки, в зависимости от того, как установлен режущий инструмент на станке. Так, например, износ опорной поверхности задней бабки токарного станка может сместить центр задней бабки относительно переднего в вертикальной плоскости или в горизонтальной. При установке резца на токарном станке в горизонтальной плоскости неточность положения заднего центра в вертикальной плоскости мало сказывается на точности обработки, а смещение в горизонтальной плоскости влияет на точность обработки, и эта погрешность копируется на обрабатываемую поверхность. При установке резца на токарном станке в вертикальной плоскости смещение заднего центра влияет на точность обработки с противоположными результатами по сравнению с приведенным выше вариантом. Износ опор шпинделя токарного станка влияет на увеличение биения шпин-42
[c.42]
Так, например, износ опорной поверхности задней бабки токарного станка может сместить центр задней бабки относительно переднего в вертикальной плоскости или в горизонтальной. При установке резца на токарном станке в горизонтальной плоскости неточность положения заднего центра в вертикальной плоскости мало сказывается на точности обработки, а смещение в горизонтальной плоскости влияет на точность обработки, и эта погрешность копируется на обрабатываемую поверхность. При установке резца на токарном станке в вертикальной плоскости смещение заднего центра влияет на точность обработки с противоположными результатами по сравнению с приведенным выше вариантом. Износ опор шпинделя токарного станка влияет на увеличение биения шпин-42
[c.42]
Сборный двухлезвийный резец С. Г. Карпова (рис. 32) предназначен для работы на тяжелых токарных станках при отрезке заготовок диаметром до 320 мм. Нож 1 с двумя режущими лезвиями крепится к держателю 5 двумя винтами и сбоку через отверстия 2. Наклонное (под углом 10—15° к опорной плоскости держателя) расположение создает высокую жесткость резца при резании. Положение отверстий в пластине рассчитано так, что обеспечивает возможность изменения рабочего вылета ножа, а также возможность установки резца в резцедержателе 3 в обычное и перевернутое положение. [c.85]
Влияние на траекторию звена износа жестко связанных направляющих. Выше была рассмотрена плоская задача, когда искажение траектории движения звена зависит от износа одной пары направляющих. В конструкциях различных механизмов машин движение ползунов, столов, суппортов и других звеньев осуществляется по нескольким направляющим, каждая из которых имеет свои условия работы и неодинаковую форму изношенной поверхности. Вместе с тем они являются, как правило, жестко связанными сопряжениями (см. гл. 7, п. 1) с взаимным влиянием на износ каждой пары. Рассмотрим влияние износа нескольких направляющих на точность перемещения ведомого звена на при-iwepe токарного станка (рис. 118). Суппорт перемещается по Трем граням направляющих станины (а, Ь и с)- Причем передняя треугольная направляющая несет основную нагрузку, поскольку на нее направлена сила резания. При износе направляющих резец изменяет свое положение и точность обработки уменьшается. При этом именно неравномерность износа направляющих станины приводит к тому, что вместо цилиндрической поверхности на обрабатываемой детали возникнет конусность или бочкообразность, так как последствия равномерного износа направляющих полностью компенсируются за счет начальной установки резца. Износ направляющих суппорта по той же причине практически не оказывает влияния на точность обработки.
[c.356]
118). Суппорт перемещается по Трем граням направляющих станины (а, Ь и с)- Причем передняя треугольная направляющая несет основную нагрузку, поскольку на нее направлена сила резания. При износе направляющих резец изменяет свое положение и точность обработки уменьшается. При этом именно неравномерность износа направляющих станины приводит к тому, что вместо цилиндрической поверхности на обрабатываемой детали возникнет конусность или бочкообразность, так как последствия равномерного износа направляющих полностью компенсируются за счет начальной установки резца. Износ направляющих суппорта по той же причине практически не оказывает влияния на точность обработки.
[c.356]
Гребенки 3.446 — Настройка етанка токарного 3.447 — Схемы 3.444 – Установка резцов 3.445 – наружно ” и внутренней 3.446, [c.637]
При нарезании ходовых винтов на токарных станках используются различные прорезные и профильные резцы (рис. 55). Резьбовые резцы изготовляют из быстрорежущей стали Р9 или Р18, а для скоростного нарезания резьбы — с пластинками твердого спл.ава Т15К6. Установка резца относительно оси нарезаемого ходового винта осуществляется двумя способами. По первому способу переднюю поверхность резца устанавливают паралельно оси винта (рис. 56, а). Режущие кромки такого резца прямолинейны, что упрощает его заточку и получение точного профиля. При большом угле подъема резьбы этот способ 116 [c.116]
При автоматической наладке токарного станка сама по себе автоматическая установка резца в положение, соответствующее требуемому размеру детали, еще не решает проблемы. Так как продолжительность работы резца до затупления сравнительно невелика, необходимо одновременно предусмотреть возможность замены затупленного резца новым. В некоторых случаях несколько резцов крепится в резцовом барабане (фирма Сан-стренд , США), который после затупления одного резца поворачивается, вводя в рабочее положение следующий.
 Одним из главных условий, обеспечивающих точную работу такого автоматического станка, является высокая точность взаимного положения резцов. Резцовые барабаны подготовляются к установке на станок в инструментальном цехе так, чтобы биение режущих, кромок установленных в них резцов не превышало 5 мк.
[c.291]
Одним из главных условий, обеспечивающих точную работу такого автоматического станка, является высокая точность взаимного положения резцов. Резцовые барабаны подготовляются к установке на станок в инструментальном цехе так, чтобы биение режущих, кромок установленных в них резцов не превышало 5 мк.
[c.291]Обычно при настройке по эталону установка режущего инструмента производится по тому направлению, которое является наиболее важным для обеспечения точности заданного размера. Применительно к обработке на станках токарной группы таким направлением является радиальное, потому что оно оказывает наибольшее влияние на точность диаметральных размеров детали. Погрешность установки резца по высоте не оказывает заметного влияния на диаметральный размер, если последний достаточно велик. Исследования П. И. Фадеева, проведенные в МВТУ им. Баумана, показали, что при обтачивании деталей малых диаметров (менее 5 мм) погрешность установки резца по высоте начинает оказывать большое влияние на точность диаметральных размеров. В этом случае настройку станка на заданный диаметральный размер нужно производить устанавливая резец в радиальном направлении и по высоте. Некоторое влияние на точность настройки оказывает и погрешность угла установа резца в плане по отношению к оси шпинделя. При работе остроконечным резцом, у которого ф ж ф, погрешность угла установа резца к оси шпинделя Ар вызывает уменьшение радиуса обработки на [c.251]
Для сокращения времени переналадки линии на токарно-копировальных станках установлены быстросменные резцедержатели. Подобный резцедержатель ЛПТ58, не требующий перемещения суппорта при прорезании канавок, показан на фиг. 55. Установка резцов в держателе (фиг. 56) производится вне станка. [c.150]
К. В. Вотинов получил при испытании одного токарного станка условный коэффициент жесткости упора, измеряемый отношением усилия на рукоятке к отжатию упора, привеленного к вершине резца, равным 350 кг мм. По его иаблюлениям сила нажатия на рукоятку у одного и того же рабочего изменяется иа 4—10 кг и больше. Это соответствует (при 10 кг) погрешности установки резца по упору 0,025 м.ч (25 мк).
[c.222]
По его иаблюлениям сила нажатия на рукоятку у одного и того же рабочего изменяется иа 4—10 кг и больше. Это соответствует (при 10 кг) погрешности установки резца по упору 0,025 м.ч (25 мк).
[c.222]
Резьбу резьбовыми резцами нарезают на токарно-винторезных ста11ках. Резьбовые резцы представляют собой разновидность фасонных с формой режущей части, отвечающей профилю резьбы. Качество резьбы зависит от качества заточки и установки резца, а также точности станка. Можно получить резьбу с точностью 2-го класса. [c.88]
При обработке деталей на токарных станках много времени расходуется на пуск и остановку станка, переключение скоростей и подач, подвод и отвод суппорта в поперечном и продольном направлениях, а также на закрепление и снятие офабатываемых деталей, установку резца на нужный размер, измерения и т. д. Кроме того, требуются большие затраты мускульной энергии токаря, обслуживающего станок. Поэтому механизация и автоматизация работ на [c.296]
| Установка резца |
Изменение углов резца |
Влияние изменения углов резца на процесс резания |
Правила |
| Черновое обтачивание |
|||
| Резец установлен выше центр |
|
Условия резания улучшаются, так как при увеличении γ уменьшается степень деформации стружки. уменьшение α может увеличить до недопустимых пределов трение задней грани резца об обрабатываемую поверхность | В общем случае резец устанавливается выше центра. При обдирке длинных и тонких заготовок резец необходимо устанавливать по центру во избежание заедания его вследствие пружинения заготовки. при обдирке очень твердых материалов (т. е. при больших усилиях резания) резец следует устанавливать ниже центра во избежание заедания резца вследствие прогиба его под действием силы резания. е. при больших усилиях резания) резец следует устанавливать ниже центра во избежание заедания резца вследствие прогиба его под действием силы резания. |
| Резец устанавливается ниже центра |
|
Условия резания ухудшаются (см. выше). Увеличение α не улучшает процесса отделения стружки. |
|
| Чистовое обтачивание |
|||
| Резец установлен выше центра |
Углы γ, δ и α изменяются в зависимости от установки резца так же, как и при изменении положения резца относительно центра при обдирочных работах (см. выше) |
Уменьшение силы резания, получающееся при установке резца выше центра, в данном случае несущественно ввиду небольших размеров снимаемой стружки. Явление втягивания резца, установленного выше центра, в обрабатываемую заготовку сопровождается дрожанием резца, в следствии чего обрабатываемая поверхность получается не гладкой. |
Резец следует устанавливать на высоте центра или даже немного ниже его, но ни в каком случае не выше центра. |
| резец установлен на высоте центра |
При установке резца на высоте центра резец отходит от обрабатываемой заготовки и заедания его не происходит. |
||
| Черновое растачивание | |||
| Резец установлен ниже центра |
|
Условия резания улучшаются, так как при увеличении γ уменьшается выгибание стружки. Уменьшение α может увеличить до недопустимых пределов трение задней грани резца об обрабатываемую поверхность |
Резец следует устанавливать по центру или ниже центра. Чрезмерное понижение резца может вызвать недопустимое уменьшение α. Увеличение этого угла путем стачивание задней грани вызовет уменьшение угла заострения резца, т.е. понизит его прочность и способность отводить теплоту. Чрезмерное понижение резца может вызвать недопустимое уменьшение α. Увеличение этого угла путем стачивание задней грани вызовет уменьшение угла заострения резца, т.е. понизит его прочность и способность отводить теплоту. |
| Резец установлен выше центра |
|
Условия резания ухудшаются (см. выше). Увеличение α не улучшает процесса отделения стружки. |
|
| Чистовое растачивание | |||
| Резец установлен на высоте центра |
Углы γ, δ и α изменяются в зависимости от установки резца так же, как и при изменении положения резца относительно центра при обдирочных работах (см. выше) | Уменьшение силы резания, получающееся при установке резца ниже центра, в данном случае несущественно ввиду небольших размеров снимаемой стружки. Но даже при небольшом давлении резец установленный ниже центра и на высоте центра будет отпускаться вследствие чего диаметр отверстия будет увеличиваться, что в данном случае недопустимо. | Резец следует устанавливать выше центра или на высоте центра, но ни в коем случае не ниже его. |
| Резец установлен выше центра |
При установке резца выше центра он также будет опускаться, но диаметр растачиваемого отверстия при этом будет уменьшаться, что может быть исправлено последующей обработкой. | ||
Установка резца в резцедержателе — Мегаобучалка
Резец устанавливают в резцедержателе таким образом, чтобы вершина его была расположена на уровне оси центров (рис.16). Установку резца контролируют по заднему центру. Под державку резца помещают подкладки из мягкой стали, причём количество подкладок должно быть минимальным, а державка резца должна опираться на подкладки всей поверхности. Вылет резца из резцедержателя не должен превышать полторы высоты державки, т. е. l<1,5Н. Резец закрепляют в резцедержателе не менее чем двумя винтами.
е. l<1,5Н. Резец закрепляют в резцедержателе не менее чем двумя винтами.
Рис. 14 – Допустимый вылет резца
Технологический процесс токарной обработки
Детали машин изготавливают из заготовок. Заготовка – предмет производства, из которого изменением формы, размеров, шероховатости поверхности и свойств материала изготавливают деталь.
Технологический процесс – последовательность выполнения различных видов обработки, направленная на превращение заготовки в готовую деталь.
Законченная часть технологического процесса, выполняемая на одном рабочем месте, называется операцией. После снятия детали со станка и закрепления новой заготовки начинается новая операция.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок.
Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой (подрезание торца, наружное точение, вытачивание канавки и т.д.).
Полная обработка заготовки за одну операцию характерна для единичного производства. Например, при изготовлении из прутковой заготовки Æ34 детали «Палец» (рис.15) принята такая последовательность (рис.16): проходным резцом I (рис.16, б) подрезают торец. Проходным упорным резцом II обтачивают наружные поверхности Æ32 и Æ25, канавочным резцом III вытачивают канавку шириной 3 мм, резцом I снимают фаску 2х450, отрезают деталь отрезным резцом IV. Затем отрезанную деталь вновь закрепляют в патроне за поверхность Æ25, подрезают второй торец и снимают фаску резцом I.
Таким образом, операция токарной обработки заготовки детали «Палец» выполнялась за два установа, причем за первый установ выполнено пять переходов, а за второй установ – два перехода.
Рис. 15 – Чертеж детали «палец»
Рис. 16 – Технологический процесс изготовления детали «Палец» за одну операцию: а – схема технологического процесса; б – схема наладки резцедержателя;
1-6 – переходы; резцы: I – проходной отогнутый, II – проходной упорный;
III – канавочный, IV – отрезной
Содержание отчета
1. Составить эскиз компоновки токарно-винторезного станка 1К с указанием назначения его основных частей.
Составить эскиз компоновки токарно-винторезного станка 1К с указанием назначения его основных частей.
2. Описать основные и вспомогательные движения рабочих органов станка, методы установки режимов станка и механизм их осуществления.
3. Выполнить эскиз детали (выдается руководителем).
4. Составить эскиз установки заготовки на станке.
5. Описать виды работ, выполняемых на станке, и указать какие из них будут использованы при обработке детали.
6. Составить техпроцесс обработки детали с указанием эскизов переходов и инструмента.
7. Изложить классификацию резцов и указать какие из них использованы при обработке детали.
Контрольные вопросы
1. Изложите сущность токарной обработки.
2. Назовите основные части токарно-винторезного станка и их назначение.
3. Перечислите режимы резания, основные и вспомогательные движения рабочих органов станка, методы их установки и включения.
4. Расскажите о видах работ, выполняемых на токарных станках
5. Расскажите о конструкции и разновидностях токарных резцов.
6. Как закрепляется заготовка на токарных станках.
7. Что такое технологический процесс и из каких элементов он состоит.
Литература
1. Проектирование металлорежущих станков и станочных систем. Справочник-учебник. – М.: Изд. МГТУ им. Баумана. 2000.
2. Т.И. Тищенина, Б.В. Федоров. «Токарные станки и работа на них». -М.: Машиностроение. 1990.
3. Технология конструкционных материалов. Под общ. ред. А.М. Дальского. – М.: Машиностроение. 1992.
Редактор А.А. Литвинова
В набор . . . В печать . . .
Объем 0,7 усл. п.л., 0,6 уч.-изд.л. Офсет. Формат 60х84/16
Бумага тип N 3. Заказ № 521 . Тираж 180 . Цена .
Издательский центр ДГТУ
Адрес университета и полиграфического предприятия:
344010, г. Ростов-на-Дону, пл. Гагарина, 1.
Ростов-на-Дону, пл. Гагарина, 1.
Растачивание отверстий на токарном станке
Растачивание отверстий на токарном станке – это вид токарной обработки металла резанием, предлагаемый Группой Компаний «ЛИГ». Растачивание отверстий в заготовке из металла производится в случаях, когда требуется получение отверстия, превышающего размеры стандартных сверл и зенкеров. Операция по растачиванию может быть применена также когда требуется обработать отверстия с непрямолинейной образующей. В ходе данного процесса обработки металла применяют такой вид режущего инструмента как резцы. Для растачивания отверстий в зависимости от типа отверстия ( сквозное или глухое) применяется определенный тип резцов:
- расточные резцы для глухих отверстий;
- расточные резцы для сквозных отверстий.
Существует два типа обработки металла резаньем – черновая обработки и чистовая.
Растачивание сквозных отверстий
Для выполнение операции сквозного растачивания на токарном станке подбирается расточной резец максимально допустимого для данного вида металлообработки. При этом в резцедержатель он устанавливается с вылетом большим, чем длина обрабатываемого отверстия. Такой подход позволяет максимально увеличить жесткость резца. При этом вершина резца должна совпадать с высотой центров обрабатываемого изделия. Однако, в случае черновой расточки отверстия разрешается установка резца несколько ниже центра. При чистовой допускается расположение резца чуть выше, но расстояние от центров не должно превышать 1/100 диаметра отверстия. При обработке металлоизделия за ноль принимается момент касания резца внутренней поверхности отверстия. Сначала производится несколько пробных проходов резца и замеров, После этого производится корректировка и установка на точный размер. Растачивание таких отверстий производится с механической подачей.
Растачивание глухих отверстий
Процесс растачивания глухих отверстий отличается от растачивания сквозных тем, что механическая подача резца, выключается не доходя 3-4 мм до дна отверстия. Дальнейшая обработка происходит при помощи ручной подачи. При такой обработки используются несколько типов резцов. Например, для обработки уступов и дна отверстия применяют подрезной расточной резец. При этом режущая кромка резца устанавливается под углом к обрабатываемой поверхности 8-10°. В случае если необходимо подрезать уступы используют канавочный резец. у которого ширина кромки равна ширине канавке. При этом обработка производится с ручной поперечной подачей на себя. Когда требуется прорезать широкую внутреннюю канавку то врезание резца происходит с ручной поперечной подаче, а вытачивание в продольном может производится как с механической подачей так и с ручной подачей.
Заказать услугу по токарной обработке Вы можете по телефону, письмом на наш электронный адрес или через форму на сайте
Расточные резцы и их установка
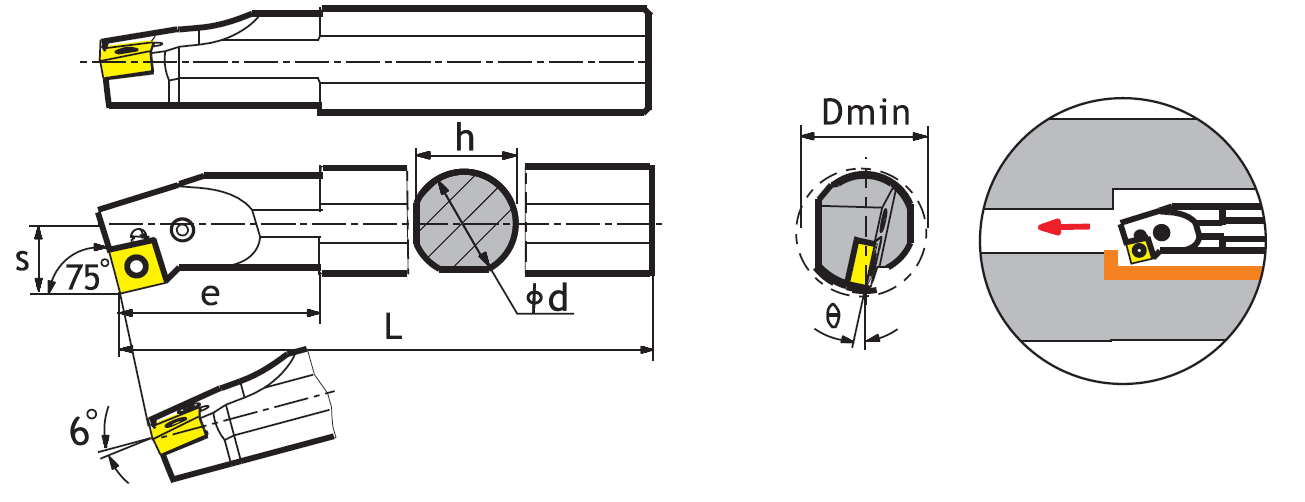
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) – резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а – проходной для обработки сквозных отверстий, б и в – упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание – операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания – сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
Рис. 119. Растачивание отверстия резцом
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Похожие материалы
Как установить отрезной резец в токарный станок. Общие правила установки резца в резцедержателе
>Правильная установка и надлежащее крепление инструмента на металлорежущих станках имеют первостепенное значение для бездефектной работы. Инструмент должен быть закреплен так, чтобы в процессе резания не было нарушено его расположение относительно других элементов СПИД.
Особенно важно для правильной ориентации инструмента качество поверхностей установочных баз. Если, например, в конусном отверстии шпинделя станка или на хвостовике борштанги имеются забоины, погрешности неминуемы.
Рис. 30. Схема изменения углов резания в зависимости от установки резца
При работе на токарных станках весьма существенное значение имеет правильная установка резца относительно линии центров станка, так как от этого зависят углы резания и условия работы инструмента.
При установке вершины резца на уровне центров его задний угол α, передний γ и угол резания δ расположены так, как показано на рис. 30, б.
Если же поднять вершину резца выше оси центров (рис. 30, а), то передний угол γ увеличится, а угол резания δ уменьшится. При этом улучшается условия резания, облегчится сход стружки по передней поверхности. Однако следует учесть, что чрезмерное уменьшение заднего угла α может привести к повышению трения задней поверхности резца о заготовку и, как следствие, к повышенному нагреву инструмента.
При установке резца ниже линии центров (рис. 30, в) условия резания ухудшаются, так передний угол γ уменьшится, а угол резания δ увеличится, что усложняет процесс отделения стружки.
Учитывая зависимость условий работы инструмента от его положения относительно оси центров станка, рекомендуется при черновом обтачивании деталей из металла средней твердости устанавливать резец выше оси центров или на ее уровне, но не ниже. При работе твердосплавным инструментом вершину резца целесообразно устанавливать при черновом обтачивании — выше оси центров на 0,01 диаметра обрабатываемой детали; при чистовом обтачивании — на уровне оси центров, или несколько ниже ее.
Для ориентации резца в процессе его установки на токарном станке используется острый конец заднего центра или специальная риска на пиноли задней бабки.
Совершенствование методов установки и крепления инструмента широко используется новаторами производства для обеспечения высокого качества работы. Например, токарь-рационализатор В. Г. Моисеев разработал и успешно внедрил ряд оригинальных приспособлений, которые не только сокращают время на обработку, но в значительной мере направлены на повышение ее качества.
Об этом свидетельствует предложенный им фрезерный патрон «Мечта», который обеспечивает строгое центрирование режущего инструмента. Его расточная головка «Советская» также отличается повышенной жесткостью и точностью. Это же относится и к быстросменной расточной оправке «Россия» и расточной головке «Надежда», разработанных рабочим-рационализатором .
Установка и крепление резца. Обращение с резцами в работе. 4.25 /5 (85.00%) проголосовало 4
Установка и крепление резца.
Установка резцов в резцедержателе производится в зависимости от обрабатываемого материала и вида обработки.
Резец устанавливается:
Рис. 1. Установка резца по оси центров (обточка чугуна, бронзы, латуни).
Рис. 2. Установка резца выше оси центров (при обточке стали выше на 1-2 мм).
Рис.3. Установка резца точно по оси центров (расточка всех материалов).
При установке резцов нужно стремиться к тому, чтобы их вылет из резцедержателя был бы по возможности наименьшим, так как при большом вылете резца неизбежны вибрации, крайне вредно отражающейся на работе резца и приводящие к выкрашиванию пластинки.
Вылет резца должен быть не больше его высоты.
Для установки резца по центру следует применять одну толстую прокладку, а не нескольких тонких.
Обращение с резцами на работе.Отводить резец можно только при выключенной подаче. Нельзя пускать или останавливать станок, когда резец находится под стружкой.
Если в процессе работы станок случайно остановился, для освобождения резца из-под стружки нельзя станку давать обратный ход, так как это приведет к выкрашиванию пластинки. В этом случае нужно отвернуть болты резцедержателя, начиная с заднего болта, и после того вынуть резец.
При обработке эксцентрических деталей подачу можно включить только после того, когда резец окончательно врезался в деталь.
Подводить резец к детали можно только при ее вращении.
Если во время работы будут обнаружены вибрации, нужно немедленно прекратить работу и принять меры к их устранению.
Во время работы нужно осторожно обращаться с резцами, оснащенными пластинками твердых сплавов. Удар по пластинке может привести к ее поломке.
При хранении резцов нужно следить за тем, чтобы их режущие кромки не соприкасались как между собой, так и с другими металлическими предметами.
Нормальный процесс точения определяется в значительной степени правильной установкой резца в резцедержателе. Перед установкой резца необходимо протереть опорные поверхности держателя. Резец устанавливается с минимальным вылетом обычно не более 1,5 толщины его стержня (во избежание появления вибраций), перпендикулярно линии центров и точно по их высоте. Для проверки правильности установки резца по высоте необходимо вставить центр в пиноль задней бабки и подвести вершину резца к вершине центра. Если вершина резца окажется ниже вершины центра, нужно под опорную поверхность резца подложить мерные прокладки (не более трех). Резец должен быть прочно закреплен не менее чем двумя болтами при повороте торцового ключа двумя руками.
Установка резца под углом к оси, отличным от 90°, или вывод на рабочую позицию другого резца, закрепленного в резцедержателе, производится поворотом резцедержателя против часовой стрелки на нужный угол. Предварительно необходимо отвернуть зажимную рукоятку. Иногда, вместо стандартного резцедержателя, рассчитанного на крепление четырех резцов с прямоугольными державками, применяются специальные резцедержатели.
Универсальный резцедержатель устанавливается на суппорте токарного станка и служит для закрепления круглых резцов. Корпус имеет четыре сквозных отверстия, расположенных под углом 90° друг к другу. В отверстия вставлены разрезные втулки с эксцентрично расположенными отверстиями. Это позволяет быстро устанавливать режущую кромку резцов по высоте без прокладок. Резцедержатель укомплектован жесткими и пружинными державками для расточки глубоких отверстий, нарезания внутренних резьб и др.
Специальный резцедержатель может быть рекомендован для небольших ремонтных предприятий, выполняющих разнообразные работы. Он состоит из корпуса, двух держателей и сменных оправок. Корпус своим центральным отверстием надевается на болт суппорта и крепится рукояткой.
Перемещение держателей по вертикали осуществляется поворотом винтов, снабженных прямоугольной нарезкой.
Фиксация держателей по высоте производится стопорными винтами. В каждом держателе одновременно могут крепиться два резца. Средний винт прижимает оба резца через прижимную планку. Для установки сверл, разверток и другого инструмента имеются оправки, устанавливаемые в пазах корпуса.
Установка резца на необходимую глубину резания может производиться методом пробных стружек, по готовому изделию либо с использованием лимба поперечной подачи. В первом случае резец подводится к вращающейся детали до касания к ее поверхности, затем отводится вправо и на глаз устанавливается глубина резания. Деталь вручную протачивается на длину 5-7 мм, останавливается и производится замер диаметра проточки. Если диаметр оказался больше требуемого, процесс повторяется с новой глубиной резания, пока не будет получен необходимый размер. После этого включается автоматическая подача, и деталь протачивается по всей длине.
При изготовлении нескольких одинаковых изделий установка резца на глубину производится только для первой детали. После обточки первой детали она снимается без нарушения установки резца, суппорт отводится в правое положение, устанавливается новая деталь и обработка ее производится без дополнительной наладки. Проверка производится только для компенсации износа резца.
Для ускорения установки резца на глубину резания токарные станки снабжены специальным приспособлением. Оно представляет собой кольцо с делениями, надетое на переднюю часть винта поперечной подачи суппорта. Это кольцо называется лимбом, оно вращается вместе с винтом. Отсчет поворота винта ведется относительно риски на неподвижной втулке, сидящей на одной оси с лимбом. Обычно на станке имеется указание о цене деления лимба, т. е. о величине перемещения резца при повороте винта.на одно деление лимба. Для настройки резца на необходимую глубину резания вначале нужно измерить штангенциркулем диаметр заготовки и найти толщину слоя металла, подлежащего снятию. После этого подвести резец до касания его вершины с вращающейся заготовкой и, поворачивая лимб, совместить его нулевое деление с риской на неподвижной втулке. Отвести суппорт назад и вправо и, поворачивая винт на подсчитанное число делений, установить необходимую глубину резания. Вращение винта при настройке на размер следует производить только в одном направлении (по часовой стрелке), чтобы исключить влияние зазоров между винтом и гайкой.
Пример настройки. Диаметр заготовки 52 мм, диаметр изделия после проточки должен быть 50 мм. Цена деления лимба 0,05 мм. Рассчитать, на сколько делений нужно повернуть винт поперечной подачи.
При повороте винта на одно деление резец передвигается вперед на 0,05 мм, т. е. радиус детали уменьшается на 0,05 мм, а диаметр на 0,1 мм. Нам необходимо уменьшить диаметр на 2 мм или переместить резец вперед на 1 мм. Для этого необходимо повернуть винт на 20 делений лимба.
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) – резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца .
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава : а – проходной для обработки сквозных отверстий, б и в – упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание – операция более сложная, чем наружное обтачивание поверхностей , так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания – сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава , конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца , токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Как установить режущий инструмент на токарном станке
Если вас интересуют токарные мини-станки по металлу, но вы мало знаете о режущих инструментах и их использовании, то эта статья для вас.
По мере прочтения статьи вы научитесь осваивать различные советы и приемы настройки материнской платы всех станков – токарно-режущего станка!
Это универсальный инструмент с точки зрения производительности. Следовательно, необходимо знать, как правильно с этим обращаться.
Эта штука используется для разнообразных операций, таких как токарная обработка, конусность, накатка, формование, резка, торцевание, нарезание винта, затупление, растачивание, прядение, шлифовка, полировка и т. Д.
Все это можно сделать с помощью простая замена режущего инструмента, который подается либо параллельно, либо под прямым углом к заготовке, при одновременном вращении шпинделя.
Примечание: Из-за различий в межгосударственных законах в нашей стране, к сожалению, Vtimeout временно отключил участие жителей США.Так что этот конкурс в настоящее время предназначен только для моих читателей из Великобритании.
Процесс настройки
Одним из важнейших факторов, которые следует учитывать при настройке станка, является точная регулировка высоты токарного инструмента относительно центральной линии токарного станка. Это, в свою очередь, зависит от:
1. Стойкость инструмента
2. Обработка поверхности
3. Эффективность резания
Ниже приведены наши 7 инструкций , которые помогут вам в настройке режущего инструмента токарного станка:
Шаг 1: Обеспечьте безопасность!
Поскольку это оборудование включает в себя множество операций по резке и шлифованию, в первую очередь следует принимать во внимание безопасность оператора, чтобы предотвратить любые травмы.
Чтобы снизить вероятность нежелательной аварии, все действия должны выполняться при выключенном токарном станке.
Да, это так просто! Вот замечательное руководство для начинающих для любителей токарных станков по металлу, в котором мы обсудили вопросы безопасности более подробно, или вы можете проверить это общее руководство, чтобы узнать основы проблем с токарными станками и способы их решения.
Шаг 2. Подберите подходящий инструмент
Помимо различных режущих инструментов, вам также понадобится простая 6-дюймовая шкала.Стальная линейка должна быть примерно такой же длины, что и линейка выше и ниже средней линии.
Шаг 3: Установите заготовку в токарный станок
После того, как заготовка будет отрегулирована на патроне, как указано, переставьте шпиндель задней бабки так, чтобы он вытянулся примерно на 3 дюйма на дальней стороне задней бабки.
Ослабьте рычаг задней бабки. Поместите оконечный конец детали в патрон; скользите задней бабкой до тех пор, пока она не будет поддерживать другой конец заготовки.Теперь аккуратно закрепите зажим задней бабки.
После загрузки заготовки в токарный станок постепенно затягивайте патрон до точки, в которой он больше не двигается. Убедитесь, что линия идет правильно. В противном случае удалите центр, очистите поверхность и замените ее.
Вы также можете прочитать эту статью, где мы говорили о способах установки токарного патрона.
Шаг 4: Установите режущий инструмент
Держатели инструмента используются для крепления режущих инструментов токарного станка.Сначала очистите держатель, чтобы предотвратить неправильную настройку. Затем затяните болты. Важно позаботиться о том, чтобы кончик инструмента находился в непосредственной близости от держателя инструмента.
Это поможет уменьшить повреждение инструмента. В противном случае это может повлиять на весь процесс и испортить заготовку.
Шаг 5: Установите линейку в положение
Поместите линейку в середину заготовки и инструмента.
Инструмент будет в центре, а линейка будет расположена вертикально.Точно так же инструмент будет подниматься выше, когда линейка наклоняется вперед, и опускаться, когда линейка наклоняется назад.
Чтобы зафиксировать высоту инструмента, отрегулируйте колесо высоты, чтобы вернуть его в желаемое положение.
Шаг 6: Сделайте пробный надрез
Сделайте легкий надрез торцевой стороной. Точная и точная установка должна создать ровный разрез торца без каких-либо дефектов.
Шаг 7: Окончательная регулировка
Если вы собирались сделать только торцевую резку, значит, ваша работа была сделана на этом.Однако, если вы хотите сделать что-то еще, вам придется вынуть инструмент и снова настроить его.
В комплекте сохранятся все ранее сделанные настройки! Повторите тот же процесс для всех инструментов!
Для удобства рекомендуется получить набор нескольких держателей и просто опустить их на место. Это сэкономит вам много времени и избавит вас от утомительного процесса настройки снова и снова.
Заключение
Как видите, наладка токарного станка не является сложной задачей.Все, что вам нужно сделать, это правильно следовать инструкциям, и все будет в порядке.
Но если у вас остались вопросы, дайте нам знать в комментариях.
Токарная обработка – производственные процессы 4-5
После завершения этого раздела вы сможете:
• Опишите черновое и чистовое точение.
• Опишите поворотный уступ.
• Опишите торцевой пропил.
• Объясните, как настроить центровочное / точечное сверление.
• Объясните, как настроить на растачивание.
• Объясните, как настроить накатку.
• Правильно установите заготовку для отрезки / обработки канавок.
• Определите расчет конуса.
• Правильно установите заготовку в 4-кулачковый патрон.
Заготовку обычно обрабатывают на токарном станке по двум причинам: чтобы отрезать ее по размеру и получить истинный диаметр. Работа, которая должна быть обрезана по размеру и иметь одинаковый диаметр по всей длине заготовки, включает операцию параллельного точения. Многие факторы определяют количество материалов, которые можно удалить на токарном станке.Диаметр необходимо обрезать за два прохода: черновой и чистовой.
Чтобы иметь одинаковый диаметр на каждом конце заготовки, центры токарного станка должны быть на одной линии.
Процедура:
1. Установите составной упор на 30 градусов.
2. Установите инструмент для черновой или чистовой обработки. Используйте правосторонний токарный инструмент, если подайте седло в направлении передней бабки.
3. Переместите резцедержатель к левой стороне составной опоры и установите резцедержатель в центр правой высоты.
4. Настройте токарный станок на правильную скорость и подачу в соответствии с диаметром и типом разрезаемого материала.
5. Запустите токарный станок и сделайте легкий пропил длиной около 0,005 дюйма и 0,250 дюйма на правом конце заготовки.
6. Остановите токарный станок, но не перемещайте рукоятку винта поперечной подачи.
7. Переместите режущий инструмент к концу заготовки (вправо), поворачивая маховик каретки.
8. Измерьте работу и рассчитайте количество удаляемого материала.
9. Поверните градуированную манжету на половину удаляемого материала. Например, если нужно удалить 0,060 дюйма, градуированное кольцо должно быть повернуто на 0,030 дюйма, так как разрез снимается по окружности заготовки.
10. Помните, что , на каждую тысячную глубину резания диаметр ложи уменьшается на две тысячных.
Операция чернового точения используется для удаления как можно большего количества металла в кратчайшие сроки. При этой операции точность и качество поверхности не важны.Поэтому рекомендуется максимальная глубина 0,030 дюйма и подача от 0,020 до 0,030 дюйма. Заготовку обычно подвергают черновой обточке с точностью до 0,030 дюйма от готового размера за несколько разрезов, насколько это возможно.
Процедура:
1. Установите токарный станок на правильную скорость и скорость подачи в соответствии с типом и размером разрезаемого материала.
2. Отрегулируйте быстросменный редуктор на подачу от 0,010 до 0,030 дюйма, в зависимости от глубины резания и состояния машины.
3. Например:.010
4. Переместите резцедержатель с левой стороны компаундной опоры и установите насадку на правую высоту по центру.
5. Надежно затяните резцедержатель, чтобы резцедержатель не смещался во время обработки.
6. Сделайте легкий пробный надрез на правом конце заготовки на длину около 0,250 дюйма.
7. Измерьте заготовку и отрегулируйте насадку на нужную глубину резания.
8. Отрежьте примерно 0,250 дюйма, остановите токарный станок и проверьте диаметр на размер.Диаметр должен быть примерно на 0,030 дюйма над финишной стороной.
9. При необходимости отрегулируйте глубину резания.
Чистовое точение на токарном станке, которое следует за черновым точением, обеспечивает гладкую поверхность и вырезает заготовку до точного размера. Такие факторы, как состояние насадки режущего инструмента, жесткость станка и заготовки, скорость токарного станка и скорость подачи, могут повлиять на тип обработанной поверхности.
Процедура:
1.Убедитесь, что на режущей кромке насадки нет зазубрин, царапин и т. Д. Перед чистовой резкой рекомендуется вернуть режущую кромку в исходное положение.
2. Установите токарный станок на рекомендованную скорость и скорость подачи. Используемая скорость подачи зависит от требуемой шероховатости поверхности.
3. Сделайте легкий пробный пропил длиной около 0,250 дюйма в правом конце работы, чтобы получить истинный диаметр, установите режущий инструмент на диаметр и установите градуированное кольцо на нужный диаметр.
4. Остановите токарный станок, измерьте диаметр.
5. Установите глубину резания на половину количества удаляемого материала.
6. Сделайте резку на 0,250 дюйма, остановите токарный станок и проверьте диаметр.
7. При необходимости отрегулируйте глубину резания и доведите диаметр до конца. Чтобы получить максимально возможный диаметр, доведите обрабатываемую деталь до необходимого размера. Если необходимо обработать диаметр пленкой или полировкой, никогда не оставляйте более 0,002 мм.003 дюйма для этой операции.
При точении детали более одного диаметра. Изменение диаметра или шага называется уступом.
Три распространенных типа плеча:
1. Площадь
2. Уголок скругленный
3. Уголок конический
Процедура:
1. Установив деталь на токарном станке, определите положение уступа от готового конца детали. В случае скругленных уступов – всей длины, достаточной для формирования правильного радиуса на готовом уступе.
2. Поместите острие насадки на эту отметку и прорежьте небольшую канавку по окружности, чтобы обозначить длину.
3. С помощью насадки для токарного инструмента выполните черновую и чистовую обработку заготовки примерно на 0,063 дюйма необходимой длины.
4. Установите торцевой инструмент. Нарежьте мелом небольшой диаметр заготовки и поднимите режущий инструмент до тех пор, пока он не удалит отметку от мела.
5. Запишите показания на градуированной манжете рукоятки поперечной подачи.
6.Лицом выровняйте плечо, обрезая до линии с помощью ручной подачи.
7. Для последовательных резов верните рукоятку поперечной подачи в то же положение градуированной манжеты.
Если требуется скругленный угол, для чистовой обработки уступа используется фреза с таким же радиусом. Угловые или скошенные кромки могут быть получены путем установки режущей кромки резца на желаемый угол фаски и подачи ее к заплечику или путем установки составной опоры на желаемый угол.
Обрабатываемые детали обычно режутся немного длиннее, чем требуется, и выравниваются до нужной длины.Облицовка – это операция обработки торцов квадрата заготовки его осью. Чтобы получить плоскую квадратную поверхность при облицовке, токарный станок может быть настоящим.
Назначение облицовки:
• Для получения истинно плоской поверхности, перпендикулярной оси заготовок.
• Обеспечение точной поверхности для проведения измерений.
• Для обрезки заготовок нужной длины.
Рисунок 1. Операция перед лицом
Процедура:
1.Переместите резцедержатель к левой стороне составной опоры и установите правую торцевую насадку на правую высоту центральной точки токарного станка. Для точной торцевой поверхности упор можно установить под углом 30 градусов.
2. Установите заготовку в патрон лицевой стороной. Используйте центр линии в хвосте или прямую линейку, если необходимо для истинности.
3. Вставьте торцевой инструмент.
4. Расположите инструмент на некотором расстоянии от детали.
5. Установите фрезу для торцевания влево под углом 15-20 градусов.Острие насадки должно быть ближе всего к заготовке, а сбоку должно быть оставлено пространство.
6. Установите токарный станок на правильную скорость и подачу в соответствии с диаметром и типом разрезаемого материала.
7. Перед включением станка проверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
8. Запустите токарный станок и поднесите резец ad как можно ближе к центру токарного станка.
9. Переместите каретку влево с помощью маховика, пока не начнется резка.
10. Вставьте насадку для режущего инструмента внутрь к центру, повернув ручку поперечной подачи. Если для подачи режущего инструмента используется поперечная подача с механической подачей, каретка должна быть заблокирована в этом положении.
11. Повторяйте процедуры 6,7 и 8, пока заготовка не будет обрезана до нужной длины. 12. После облицовки на заготовке останется острая кромка, которую следует сломать напильником.
СверлоSpotting Tool используется для выполнения неглубокого V-образного отверстия в центре заготовки.Предоставляет руководство по выполнению упражнения. Отверстие можно обнаружить быстро и достаточно точно с помощью центрирующего сверла. Для максимальной точности следует использовать насадку для инструмента для определения отметок.
Рисунок 2: Инструмент Центр / Точечный
Процедура:
1. Установите заготовку в патрон.
2. Установите сверлильный патрон в заднюю бабку.
3. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
4. Переместите заднюю бабку в желаемое положение и зафиксируйте ее.
5. Перед включением станка проверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
6. Установите скорость токарного станка на скорость, соответствующую типу материала для точечного или центровочного сверления.
7. Начните отверстие с помощью центровочного сверла. 8. Найдите отверстие с помощью коронки или сверла для центрирования.
Рис. 3. Сверло
Процедура:
1. Установите сверлильный патрон в заднюю бабку.
2. Закрепите заготовку в патроне.
3. Проверьте центр инструментария и убедитесь, что он выровнен.
4. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
5. Переместите заднюю бабку в желаемое положение и зафиксируйте ее.
6. Перед включением станка проверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
7. Начните отверстие с помощью насадки для центрирования или центрирования.
8. При использовании центрирующего сверла всегда используйте вместе с ним смазочно-охлаждающую жидкость.
9. Центровочное сверло не режет так легко, как сверло, поскольку оно имеет мелкие канавки для дополнительной жесткости.
10. Просверлите конус полностью, чтобы образовалась воронка для ввода сверла.
11. Установите сверло в шпиндель задней бабки, в сверлильный патрон или в держатель сверла.
12. Установите токарный станок на частоту вращения, соответствующую типу сверлимого материала.
13. Запустите токарный станок и просверлите на желаемую глубину в соответствии с чертежом, применяя смазочно-охлаждающую жидкость.
14. Чтобы измерить глубину отверстия, используйте градуировку на шпинделе задней бабки или используйте стальную линейку для измерения глубины.
15. Используйте сверло для удаления стружки и измерения глубины отверстия.
16. При сверлении снимите материал сверла максимум на один или два диаметра сверла, прежде чем откатывать, убирать стружку и повторно наносить смазочно-охлаждающую жидкость.
17. Если сверло скрипит относительно ложи, нанесите еще смазочно-охлаждающей жидкости.
18.Чтобы снять сверлильный патрон с задней бабки, потяните его назад примерно на четверть оборота больше, чем это будет легко сделать.
19. Используйте шпильку, чтобы выдавить патрон из цанги.
Растачивание – это операция по увеличению и точной чистовой обработке отверстий. Обработка отверстия путем удаления материала с внутренних поверхностей с помощью одноточечной фрезы. Отверстия специального диаметра, для которых нет сверл, могут быть получены путем растачивания.
При растачивании используется одноточечный режущий инструмент для увеличения отверстия.Эта операция обеспечивает более точное и концентрическое отверстие, чем сверление.
Поскольку фреза выходит из станка из расточной оправки, инструмент не имеет такой хорошей опоры, что может привести к вибрации. Чем глубже занудная операция, тем хуже болтовня. Чтобы исправить это:
1. Уменьшите скорость шпинделя.
2. Увеличьте подачу.
3. Нанесите больше СОЖ.
4. Уменьшите вылет расточной оправки.
5. Отшлифуйте меньший радиус на вершине инструмента.
Процедура:
1. Установите заготовку в патрон.
2. Выровняйте, сделайте отметку и просверлите отверстие в заготовке.
3. Проверьте, достаточно ли зазора расточной оправки.
- Если отверстие слишком маленькое для расточной оправки, стружка застрянет во время обработки и сместит оправу со смещением.
4. Убедитесь, что острие расточного инструмента является единственной частью фрезы, которая контактирует с внутренней поверхностью заготовки.
5. Если угол не обеспечивает достаточного зазора на концах, замените фрезу на фрезу с более острым углом.
6. Расположите расточную оправку так, чтобы острие фрезы находилось на средней линии ложи.
7. Инструмент, расположенный не на одной линии с центром заготовки, будет тянуться по поверхности заготовки, даже если имеется достаточный угол снятия торца.
8. Выберите расточную оправку как можно большего размера и сделайте так, чтобы она выходила за пределы держателя ровно настолько, чтобы обеспечить глубину просверливаемого отверстия.
9. Установите держатель и штангу для расточного инструмента с помощью насадки для фрезерного инструмента с левой стороны резцедержателя и поворачивайте заготовку.
10. Установите сверло расточного инструмента по центру.
- Примечание. В зависимости от жесткости установки сверло бурового инструмента будет иметь тенденцию подпрыгивать вниз при приложении давления к режущей кромке. Путем установки насадки расточного инструмента немного выше центра, была сделана компенсация для направленной вниз пружины, и резец фактически будет позиционироваться точно по центру заготовки во время операций обработки.
11. Установите токарный станок на правильную скорость резания и подачу. а. Примечание: для скорости подачи выберите среднюю скорость подачи.
12. Нанесите смазку на отверстие перед включением машины.
13. Включите станок и вставьте инструмент в предварительно просверленное отверстие.
14. Включите токарный станок и медленно поднимите расточный инструмент, пока он не коснется внутреннего диаметра отверстия.
15. Возьмите легкий разрез (около 0,003 дюйма) и длиной примерно -375 мм.
16. Остановите токарный станок и измерьте диаметр отверстия телескопическим калибром или внутренним микрометром.
17. После измерения отверстия определите количество материала, которое нужно удалить из отверстия. Оставьте около 0,020 на чистовой надрез.
18. Запустите токарный станок и выполните черновой рез.
19. Вставьте расточную оправку в заготовку, снимая примерно 0,020 за каждый проход.
20. Вытащите расточную оправку, как только будет достигнута желаемая глубина.
21. Повторяйте шаги 19 и 20, пока не получите желаемый диаметр внутреннего отверстия.
22.После завершения черновой обработки остановите токарный станок и выньте сверло расточного инструмента из отверстия, не перемещая рукоятку поперечной подачи.
23. Установите глубину чистового пропила и просверлите отверстие нужного размера. Для получения хорошего качества поверхности рекомендуется небольшая скорость подачи.
24. На последнем проходе остановитесь на желаемой глубине и верните фрезу к центру ложи. Это будет лицом к задней части отверстия.
25. Выньте расточную оправку из станка и остановите станок.
Рисунок 4. Расточка на токарном станке
1. Накатка – это выпуклый отпечаток на поверхности детали, созданный двумя закаленными валками.
2. Накатки обычно бывают двух видов: ромбовидные или прямые.
3. Обычные рисунки накатки бывают мелкими, средними или грубыми.
4. Ромбовидный узор образован правой и левой спиралями, установленными в самоцентрирующейся головке.
5. Используется для улучшения внешнего вида детали и обеспечения хорошей поверхности захвата для рычагов и ручек инструментов.
6. Обычные формы накатки бывают мелкие, средние или грубые.
7. Прямой узор, образованный двумя прямыми валками, используется для увеличения размера детали для прессовой посадки в легких приложениях.
8. Используются три основных типа державок для накатки: держатель шарнирного соединения, держатель поворотной головки и держатель перемычки.
9. Накатка лучше всего подходит для деталей, установленных между центрами.
10. Накатки не режут, а вытесняют металл под высоким давлением.
11. Смазка более важна, чем охлаждение, поэтому можно использовать смазочно-охлаждающую жидкость или смазочное масло.
12. Для накатки используются низкие скорости (примерно такие же, как для нарезания резьбы) и подача от 0,010 до 0,020 дюйма.
13. Накатки должны быть отцентрированы на заготовке вертикально, а резцедержатель должен располагаться под прямым углом к заготовке.
14. Рифленку нужно начать в мягком металле примерно на половину глубины и проверить рисунок.
15. Для завершения накатки на тонкой заготовке может потребоваться несколько проходов, поскольку инструмент имеет тенденцию отталкивать ее от накатки.
16. Накатки следует очищать проволочной щеткой между проходами.
Рисунок 5. Накатка
Процедура:
1. Установите накатной инструмент в держатель инструмента и отрегулируйте его по точной средней линии шпинделя токарного станка.
2. Установите и закрепите инструмент для накатки под углом 90 градусов к поверхности накатки.
3. Переместите каретку токарного станка рукой и найдите участок на заготовке, который нужно накатать.
4. Поверните накатную головку, чтобы установить правильные накатки.
5. Поместите накатку на правый край заготовки так, чтобы половина накатки касалась правого края заготовки.
6. Нанесите на работу смазочно-охлаждающую жидкость.
7. Поверните шпиндель примерно на 100 об / мин и используйте маховик с поперечной подачей, чтобы ввести накатной инструмент в работу. Это должно быть примерно 0,030 дюйма, или до тех пор, пока накатки не сойдутся и не образуют хороший узор.
8. Включите механическую подачу токарного станка, чтобы переместить каретку к передней бабке со скоростью подачи 0.От 010 до 0,020 дюйма на оборот.
9. Нанесите масло по мере необходимости и прочистите рифленую поверхность жесткой щеткой, чтобы удалить стружку с накатки.
10. Когда накатки достигнут конца области накатки, измените направление подачи в направлении подачи каретки и подайте накатки на изделие еще на 0,005–0,010 дюйма.
11. Продолжайте накатывать вперед и назад, пока не появится острый ромб.
Назначение отрезки и обработки канавок:
Бывают случаи, когда вы можете вырезать деталь с конца заготовки или вы можете сделать канавку в заготовке.
Обработка канавок, обычно называемая выемкой, подрезкой или шейкой, часто выполняется в конце резьбы, чтобы обеспечить полный ход гайки до заплечика или края заплечика для обеспечения надлежащей посадки сопрягаемых деталей. Существует три типа канавок: квадратные, круглые и U-образные.
Закругленные канавки обычно используются там, где деталь подвергается деформации и где квадратный угол может привести к растрескиванию металла.
Процедура:
1.Выберите насадку нужного размера и формы желаемой канавки.
2. Отметьте расположение канавки.
3. Установите токарный станок на половину скорости вращения.
4. Установите заготовку в токарный станок.
5. Установите инструментальную коронку на центральную высоту.
6. Медленно введите насадку в заготовку, используя рукоятку поперечной подачи.
7. Нанесите большое количество смазочно-охлаждающей жидкости на острие режущего инструмента. Чтобы резка не слепила канавку.Если появляется вибрация, уменьшите скорость шпинделя.
8. Остановите токарный станок и проверьте глубину канавки.
9. Повторяйте процедуры 6-7 до тех пор, пока работа не будет обрезана на нужную глубину.
Рисунок 6. Нарезание канавки
Отрезной инструмент, часто называемый отрезным инструментом, используется для резки заготовки. Есть три типа инструментов для пробора. Инструмент для отрезки состоит из прямого держателя, чаще всего используются вставные лезвия со смещением влево и вправо.
Есть две распространенные проблемы: расставание, болтовня и объятия.Дребезжание возникает, когда инструмент удерживается недостаточно прочно, любая слабость в инструменте, держателе или любой части самого токарного станка делает резку трудной, неровной и часто невозможной. Прижатие означает, что инструмент имеет тенденцию врезаться в заготовку, а может вылезти за верхнюю часть режущей кромки. Обычно это отламывает насадку или повреждает заготовку. Прижимание обычно возникает, когда отрезной инструмент установлен слишком высоко или слишком низко.
• Отрезные инструменты уже, но глубже токарных.Отрезные инструменты используются для создания узких бороздок и отрезания частей заготовки.
• При установке отрезного инструмента резцедержатель не должен выходить за заготовку.
• Убедитесь, что отрезной инструмент перпендикулярен оси вращения.
• Убедитесь, что кончик инструмента находится на той же высоте, что и центр ложи. В этом может помочь удерживание инструмента напротив лицевой стороны детали.
• Установите высоту инструмента, приложите его к торцу детали и зафиксируйте инструмент на месте.Не забывайте применять смазочно-охлаждающую жидкость, особенно при выполнении глубоких надрезов.
Рисунок 7. Разделение
Процедура:
1. Установите заготовку в патрон так, чтобы отрезанная деталь была как можно ближе к патрону.
2. Установите отрезной инструмент с левой стороны компаундной опоры, установив режущую кромку по центру.
3. Поместите держатель как можно ближе к стойке инструмента, чтобы предотвратить вибрацию и дребезжание.
4. Отрегулируйте насадку.Насадка для инструмента должна выходить из держателя на расстояние, составляющее немногим более половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об / мин) примерно на ⅔ скорости вращения.
5. Отметьте место разреза.
6. Установите режущий инструмент на место.
7. Запустите токарный станок и медленно вручную введите отрезной инструмент в заготовку. Возьмитесь за ручку поперечной подачи обеими руками, чтобы подавать равномерно и равномерно. Нанесите большое количество смазочно-охлаждающей жидкости.
8.Когда размер заготовки составляет около дюйма, рекомендуется немного сдвинуть отрезной инструмент в сторону. При этом боковом движении срежьте немного шире, чтобы инструмент не заклинило.
9. Во избежание дребезга держите режущий инструмент и равномерно наносите смазочно-охлаждающую жидкость во время работы. Подавайте медленно, когда деталь почти отрезана.
10. Продолжайте продвигать инструмент, пока он не достигнет центра заготовки. Когда вы приближаетесь, заготовка подвешивается на тонком металлическом стержне.
11.Конец заготовки, который вы отрезаете, обычно будет иметь довольно грубую отделку и небольшой металлический стержень, выступающий из конца. См. Рисунок 19 ниже.
12. Последний шаг – установка этой детали в патрон и выполнение торцевого разреза для очистки конца. Одна из проблем на этом этапе заключается в том, что кулачки патрона могут испортить готовую заготовку. Если вы внимательно посмотрите на рисунок 20 ниже, вы действительно сможете увидеть отпечаток кулачков патрона. Чтобы избежать этого, перед зажимом можно обернуть заготовку тонкой полоской из эмори-бумаги или аналогичного защитного материала.
Рисунок 8. Отрезка заготовки Рисунок 9. Готовая заготовка
Для получения параллельного диаметра при обработке между центрами важно, чтобы два токарных центра находились на одной линии друг с другом и точно совпадали с центральной линией токарного станка. Если центр не выровнен, обрабатываемая деталь будет конической.
Центры токарного станка можно выровнять тремя способами:
1. Совместив центральные линии на задней части задней бабки друг с другом.Это только визуальная проверка и поэтому не является точной.
2. Метод пробной резки, при котором с каждого конца детали делается небольшой надрез, а диаметр измеряется микрометром.
3. Выровняйте центры с помощью индикатора часового типа.
Метод 1. Выровнять центры путем регулировки задней бабки.
Процедура:
1. Ослабьте зажим задней бабки или рычаг.
2. Ослабьте один из регулировочных винтов с левой или правой стороны, в зависимости от направления перемещения задней бабки.Затяните другой регулировочный винт до тех пор, пока линия на верхней половине задней бабки точно не совместится с линией на нижней половине.
3. Затяните ослабленный регулировочный винт, чтобы зафиксировать обе половины задней бабки на месте.
4. Зафиксируйте зажимную гайку или рычаг задней бабки.
Метод 2. Выровнять центр методом следа.
Процедура:
1. Сделайте легкий пропил размером примерно 0,010 до истинного диаметра из секции A на конце задней бабки.250 дюймов в длину.
2. Остановите подачу и обратите внимание на показания на градуированной манжете рукоятки поперечной подачи.
3. Переместите режущий инструмент ближе к концу передней бабки.
4. Поднесите режущий инструмент к той же настройке буртика, что и в шаге 1 (Раздел A).
5. Верните режущий инструмент к той же настройке воротника, что и на шаге 1. (Раздел A)
6. Отрежьте 0,250 длины в секции B и затем остановите токарный станок.
7. Измерьте оба диаметра микрометром.
8. Если оба диаметра не одинаковы, отрегулируйте заднюю бабку по направлению к режущему инструменту или от него на половину разницы между двумя показаниями.
9. Сделайте еще один легкий пропил на участках A и B. Измерьте эти диаметры и при необходимости отрегулируйте заднюю бабку.
Метод 3. Выравнивание центров с помощью индикатора часового типа.
Процедура:
1. Очистите токарный станок и рабочие центры и установите циферблатный индикатор.
2.Плотно отрегулируйте испытательную планку между центрами и затяните зажим шпинделя задней бабки.
3. Установите циферблатный индикатор на резцедержатель или каретку токарного станка. Убедитесь, что плунжер индикатора расположен параллельно станине токарного станка, а точка контакта установлена по центру.
4. Отрегулируйте поперечный суппорт так, чтобы индикатор показывал около 0,025 дюйма на конце задней бабки.
5. Переместите каретку рукой так, чтобы индикатор проверки совпадал с диаметром на конце передней бабки, и отметьте показания индикатора проверки.
6. Если показания обоих индикаторов теста не совпадают. Отрегулируйте заднюю бабку с помощью регулировочного винта, пока индикатор не будет регистрировать одинаковые показания на обоих концах.
Для расчета конусности на фут (tpf). Необходимо знать длину конуса, большой и малый диаметр.
Рисунок 10. Основная часть дюймового конуса
Формула:
Tpf = ((D-d) / длина конуса) x 12
Пример:
Tpf = ((1,25 – 1) / 3) x 12 = (.25/3) x 12 = 1 дюйм
При вычислении смещения задней бабки должны быть известны конус на фут и общая длина заготовки.
Рисунок 11. Размер заготовки с конусом
Формула:
Смещение задней бабки = (tpf x общая длина заготовки) / 24
Пример:
1. Найдите tpf:
tpf = ((1,125 – 1) x 12) / 3 = (0,125 x 12) / 3 = 0,50 дюйма
2. Найдите смещение задней бабки:
Смещение задней бабки = (.5 x 6) / 24 = 3/24 = 0,125 дюйма
В некоторых случаях, когда нет необходимости определять конусность на фут, можно использовать следующую упрощенную формулу.
Формула:
Смещение задней бабки = (OL / TL) x ((D-d) / 2)
OL = Общая длина заготовки
TL = длина конической части
D = конец большого диаметра
d = конец малого диаметра
Пример:
Смещение задней бабки = (6/3) x ((1.125-1) / 2) =.125
Использование резиновой опоры для получения коротких или крутых конусов. Насадку следует вводить вручную, используя рукоятку подачи сложного упора.
Процедура:
1. Обратитесь к чертежу, чтобы узнать величину требуемого конуса в градусах.
2. Ослабьте стопорные винты составной опоры.
3. Поверните составную опору на желаемый угол. (См. Первое изображение)
4. Затяните стопорные винты составной опоры.
5. Отрегулируйте насадку по центру и подайте насадку с режущим инструментом, используя винт подачи суппорта.
6. Проверьте размер и размер конуса.
Рис. 12. Операция точения конуса
1. Циферблат или контрольный индикатор следует использовать всякий раз, когда обрабатываемый диаметр должен быть выровнен с точностью до тысячных долей дюйма.
2. Порядок действий:
3. Вставьте заготовку в 4-кулачковый патрон и приблизительно выровняйте ее, используя метод мела или поверхностного щупа.
4. Установите индикатор в резцедержатель токарного станка.
5.Установите индикаторный шпиндель в горизонтальное положение, установив точку контакта на центральную высоту.
6. Поднесите индикатор к диаметру заготовки так, чтобы он соответствовал примерно 0,020, и проверните шпиндель токарного станка вручную.
7. Во время вращения токарного станка обратите внимание на самое высокое и самое низкое показания на циферблатном индикаторе.
8. Слегка ослабьте зажимной зажим патрона при самом низком показании и затяните зажим при высоком показании до тех пор, пока работа не переместится на половину разницы между двумя показаниями индикатора.
Сторона 1. Левая и правая сторона
9. Продолжайте регулировать только эти две противоположные губки, пока индикатор не зарегистрирует их на обеих губках. Не обращайте внимания на показания индикатора работы между этими двумя губками.
10. Отрегулируйте другой набор противоположных кулачков таким же образом, пока индикатор не покажет то же самое в любой точке окружности заготовки.
Сторона 2. Левая и правая сторона
11. Равномерно затяните все кулачки, чтобы надежно закрепить заготовку.
12.Проверните шпиндель токарного станка вручную и еще раз проверьте показания индикатора.
1. Под каким углом устанавливается составной упор?
2. Объясните разницу между черновым и чистовым точением.
3. Следует ли устанавливать острие инструмента над или по центру оси шпинделя при выполнении торцевого пропила?
4. Какова цель облицовки?
5. Почему мы просверливаем деталь точечным сверлением?
6. С какой целью надоедать?
7. Назовите три типа отрезных инструментов.
8. Назовите три метода выравнивания центров токарного станка.
9. Рассчитайте смещение для конуса, если D = 2, d = 1, OL = 6 и TL = 3. Формула:
Смещение = (OL x (D-d)) / (2 x TL)
10. Опишите производителя конуса.
Допуски осевой линии инструмента для токарной обработки: экспертные методы
Каждый машинист знает, что при токарной обработке все работает намного лучше, если вы можете направить вершину инструмента прямо на осевую линию.
Чтобы убедиться в этом воочию, я «на глаз» нацелил наконечник инструмента по центру и сделал проход для точения наружного диаметра.Срез был прекрасен, но отделка казалась плохой.
Итак, я установил инструмент на осевой линии, используя трюк с линейкой:
Поместите линейку между наконечником инструмента и заготовкой и поверните ее вниз так, чтобы линейка находилась между ними. Если линейка не перпендикулярна линии от вершины инструмента до центра, вам нужно поднять или опустить, чтобы сделать ее перпендикулярной. Я говорю «перпендикулярный» вместо «вертикальный», потому что Tormach – токарный станок с наклонной станиной.
Вот мы работаем с этим процессом:
Мой друг машинист использует маленькую 6-дюймовую стальную линейку, чтобы проверить осевую линию… »
После этого обработка поверхности кардинально изменилась в лучшую сторону.Это простой процесс, которым пользуются многие, но насколько он точен?
Это хорошая возможность использовать вашу программу CAD, чтобы понять это. В большинстве программ САПР есть функция рисования линии, касательной к двум кривым, поэтому я сформулировал задачу следующим образом:
Я нарисовал заготовку диаметром 1 дюйм и провел к ней касательную вертикальную линию. Затем я поднялся по этой линии на 3 дюйма, где должна была быть вершина моего правила 6 дюймов, и нарисовал квадрат 1/8 дюйма, чтобы представить способность моего глаза Mark I определять, что правило не работает.Вероятно, вы увидите ошибку менее 1/8 дюйма, но, вероятно, не в 10 раз меньше, так что этого достаточно.
Затем я нарисовал еще один круг диаметром 1 дюйм прямо на зазоре в 1/8 дюйма. Наконец, я позволил программе САПР нарисовать линию, касательную к двум кривым. Эта линия представляет собой правило, повернутое под прямым углом. Теперь увеличьте масштаб, чтобы увидеть конечную точку линии линейки. Я поместил размер от этой конечной точки до центральной линии и получил ошибку 0,021 дюйма.
Легко вычислить безумные вещи, нарисовав их в САПР (я использую Rhino3D и Solidworks для моего САПР).
А как насчет этой ошибки? Я предполагаю, что мы дошли до 0,010 или, может быть, даже 0,005 дюйма, когда настраивали инструмент. Конечно, возникает вопрос: «Насколько близко должен быть наконечник инструмента к центральной линии при точении?»
Насколько близко должен быть наконечник инструмента?Во-первых, давайте разберемся, что происходит, когда инструмент находится выше или ниже средней линии. Передняя кромка на пластине токарного инструмента – это угол между центральной линией и углом режущей кромки пластины.Я уверен, что вы уже можете это предвидеть, но, поскольку мы значительно отодвинемся от центральной линии, мы собираемся изменить угол наклона. В конце концов, мы изменим его настолько, чтобы инструмент больше не работал так, как предполагали его разработчики, что привело к тому или иному снижению производительности – плохой стойкости инструмента, плохой отделке поверхности и т. Д.
Но становится еще хуже, потому что ни один инструмент не является бесконечно жестким. Если инструмент вообще изгибается, это изменит передний план и, возможно, даже глубину резания, когда наконечник пройдет по дуге изгиба.Если наконечник находится выше средней линии и находится правой стороной вверх (вы можете перевернуть шпиндель и резать вверх дном), этот изгиб приведет к большей глубине резания.
Вот почему вы хотите, чтобы отрезной инструмент никогда не превышал осевую линию. Прямо на нем идеально, но немного ниже означает, что любой прогиб или прогиб уменьшат глубину резания. Ваш инструмент будет вынужден «врезаться» в пропил, что создает более высокие силы отклонения, большее вхождение и запускается порочный круг.
Иногда это приводит к колебаниям, приводящим к дребезжанию:
1.Сильный рез отклоняет инструмент вниз, уменьшая глубину резания.
2. Легкие силы позволяют инструменту преодолевать прогиб, поэтому он возвращается к более тяжелому резанию.
3. Промыть и повторить.
Это рецепт камертона, поэтому отклонение должно контролироваться с помощью жестких держателей инструментов и минимального вылета. Но на токарных станках, также правильно установив осевую линию.
Возвращаемся к правильному пути: «Насколько близко должен быть наконечник инструмента к центральной линии при повороте?»
Sandvik говорит, что вы хотите быть в пределах 0.1 мм (0,0039 ″). Это достойный начальный ориентир. Для этого конец вашего правила 6 дюймов должен находиться не более чем на 0,023 дюйма вместо 0,125 дюйма от своего идеального положения. Полезный трюк состоит в том, чтобы найти поверхность, на которой можно зафиксировать кромку, как я предлагаю при использовании прямой кромки для перемещения губок тисков на мельнице. На токарном станке с наклонной станиной может быть трудно найти поверхность под прямым углом.
Небольшое размышление о геометрии скажет вам, что диаметр заготовки влияет на допустимую ошибку при установке высоты вершины инструмента.Для более мелких деталей необходимо, чтобы наконечник находился более точно по средней линии. Я нашел один университетский источник, который рекомендует устанавливать высоту инструмента по средней линии с точностью до 0,005R, где «R» – радиус заготовки. Таким образом, для заготовки диаметром 2 дюйма требуется, чтобы разница между высотой инструмента и средней линией составляла не более 0,005 дюйма.
А как насчет микрообработки?Угадайте, чем меньше работа, которую вы выполняете, тем важнее становится установка высоты центральной линии. Правильная настройка для микрообработки может оказаться настоящей проблемой.
Установка высоты осевой линии – это, по сути, установка высоты «Y» с помощью токарного инструмента.
При микроточении вам нужно будет иметь возможность установить Y (высоту) вашего инструмента намного точнее, чем при обычном точении. Для некоторых приложений может потребоваться возможность регулировки в пределах 1 или 2 десятых. Это жесткое терпение для этой привередливой операции!
Спланируйте заранее, как вы сможете расположить инструмент так, чтобы он был точно расположен относительно центральной линии вашего шпинделя.
Как установить центральную линию более точно, чем при использовании метода линейки?Если у вас есть высотомер и место для его использования в токарном станке, это довольно просто.Переверните кусочек лома и измерьте его диаметр микрометром. Используя высотомер, измерьте расстояние от ориентира, такого как инструментальная пластина, до верха заготовки. Вычтите половину диаметра, и теперь вы знаете расстояние от привязки до центральной линии токарного станка.
Имея эту информацию, вы можете либо продолжать использовать высотомер для установки высоты, либо вы можете сделать высотомер точно такой же длины, который будет использоваться в качестве упора для установки высоты инструмента. Идеальный датчик имеет поверхность, подходящую для установки либо верхней части вставки, соприкасаясь с нижней частью поверхности датчика, либо нижней части перевернутой вставки, опускаясь на другую поверхность датчика.Что-то вроде этого будет достаточно:
Размер 2.000 ″ должен быть фактической высотой от базовой поверхности до центральной линии для вашего токарного станка!
Качественно изготовленный измеритель высоты инструмента может иметь точность до нескольких десятых и может быть установлен с любого конца, чтобы можно было устанавливать высоту от верха до низа пластины в зависимости от ориентации в держателе инструмента. Вы даже можете заставить пару поэкспериментировать с разными смещениями сверху, снизу и справа от центральной линии.
Метод пера
Специально изготовленный калибр – это идеальный самый быстрый способ вывести токарный инструмент на осевую линию, но метод наконечника также работает. Повторяйте эти шаги, пока не получите значение:
.- Сделайте надрез на лицевом материале глубиной от 0,010 ″ до 0,015 ″. Убедитесь, что приклад не свисает слишком далеко, чтобы на результаты не повлияло провисание.
- Проверьте размер острия, оставшегося после резки.
- Если наконечник отсутствует, значит, ваш инструмент слишком высокий. Уменьшите его на 0,005 ″ и попробуйте еще раз.Если у вас есть программируемая ось Y или регулируемый блочный станок, уменьшайте значение на 0,005 дюйма, пока не останется наконечник с 0,002 дюйма до 0,005 дюйма.
- Если острие больше 0,005 дюйма, поднимите инструмент, он находится ниже средней линии.
Помните, лучше, чтобы инструмент был слишком низким, чем слишком высоким.
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
Easy Turning Tool Set Up
См. Предупреждение и отказ от ответственности внизу страницы !!
Правильное расположение режущей кромки вашего токарного инструмента по отношению к центральной линии вашего токарного станка имеет решающее значение для ряда вещей, но самое важное…
- Стойкость инструмента
- Обработка поверхности (также зависит от геометрии)
- Эффективность резания
На многих современных станках с ЧПУ высота инструмента не является проблемой, а является случаем покупки подходящего инструмента подходящего размера для станка.однако ручные машины могут быть немного сложнее настроить. Многие начинающие инженеры могут не учитывать критичность центровки инструмента и могут попытаться выровнять наконечник инструмента по сверлу или центру, установленному в задней бабке, и хотя это может приблизить вас к высоте центра, это не поможет вам приблизиться к центру. тебе нужно быть.
Когда я закончил свое обучение, меня научили измерять от станины станка до мертвой точки (не вращающейся), а затем получать инструмент на той же высоте, это отнимало много времени, и я был счастлив учиться у одного коллега, что есть гораздо более простой способ оценки высоты инструмента, однако вам все равно понадобится линейка
(я бы лично рекомендовал стальную линейку тонкого сечения 150 мм (6 дюймов).)
Процесс прост …….
- Надежно закрепите инструмент в держателе / резцедержателе
- Установите кусок круглого прутка хорошего качества в трехкулачковый патрон токарного станка с минимальным вылетом (например, для вашей заготовки)
- Прижмите стальную линейку к заготовке так, чтобы над и под средней линией было примерно одинаковое количество линейки. (Где-то около отметки 75 мм (3 дюйма) при использовании рекомендованной линейки)
- Используя поперечный суппорт, осторожно перемещайте кончик инструмента, пока он не соприкоснется с линейкой, чтобы он слегка прижался к обрабатываемой детали.
- Оцените положение правителя…
- Если верхняя часть линейки отодвигается от вас, инструмент находится слишком высоко.
- Если линейка остается вертикальной, значит инструмент находится в центре.
- Если верхняя часть линейки движется к вам, инструмент находится слишком низко.
Используя вышеуказанный метод, очень легко установить токарный инструмент на осевой линии с высокой степенью точности, удивительно, насколько далеко от вертикали будет правило, если инструмент даже на 0,25 мм выше или ниже центра (хотя это зависит от диаметра заготовки, я считаю, что наилучшие результаты достигаются при использовании заготовки диаметром от 12 до 25 мм (½ ”Ø – 1 ″ Ø)
Что еще нужно учитывать…
Еще одно соображение – стабильность инструмента, и по этому поводу у меня есть 2 основных совета, которые следует учитывать при установке любого типа режущего инструмента….
- Убедитесь, что ваш токарный инструмент надежно закреплен на стойке для инструмента, чтобы он не двигался во время использования.
- Убедитесь, что наконечник вашего токарного инструмента находится как можно ближе к держателю инструмента, чем больше он выступает за резцедержатель, тем выше вероятность вибрации инструмента или инструмента. повреждать.
Предупреждение – Этот наконечник следует использовать только при неподвижном шпинделе и отсутствии риска случайного запуска. Несоблюдение этого предупреждения может привести к запутыванию и серьезным травмам.
Заявление об ограничении ответственности – Все советы и рекомендации по мастерской, предлагаемые на этом сайте, сделаны добросовестно, я не несу ответственности за телесные повреждения, причиненные кем-либо, воспользовавшимся данным советом.
СОБЛЮДАЙТЕ НОРМАЛЬНЫЕ ПРАКТИКИ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ И ИСПОЛЬЗУЙТЕ СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ, КАК НЕОБХОДИМО, ВАША БЕЗОПАСНОСТЬ – ВАША ОТВЕТСТВЕННОСТЬ !!
Руководство для начинающих по нарезанию собственных пластинок на токарном станке
Станок токарно-режущий 101 для любознательных и находчивых.
слов: Каолан Остин и Сара Минихан (Smalltown America Studio)
Записи для токарной резки существуют очень давно, как и сам формат.Желание найти решение для небольших тиражей для наших собственных групп привело нас к покупке токарных станков и созданию собственных тиражей. В Smalltown America Studio нам посчастливилось найти пару 40-летних машин ATOM A-101, спасенных из караоке-бара в Токио.
Поищите на eBay станки всех форм и размеров и различные проектные станки. Доска объявлений Тайного общества токарных троллей – отличное место для начала поиска. Записи нарезаются вручную и в режиме реального времени, поэтому каждый проект, над которым мы работаем, – это настоящий труд любви.Нам потребовалось восемнадцать месяцев, чтобы проверить возможности машин и понять оптимальные условия резания. Мы изложили наши открытия в удобном руководстве ниже, которое, как мы надеемся, послужит 101-й оценкой для всех, кто отправляется в одиссею токарного станка.
МАТЕРИАЛЫ
Диски
На наших токарных станках протравливаются прозрачные поликарбонатные диски. Мы закупаем поликарбонатную пленку оптом, а диски фрезеруем на лазерном станке с ЧПУ в Белфасте, Северная Ирландия.Диски толще стандартных пластинок, примерно 3 мм. На этой глубине пластинки более долговечны и менее подвержены деформации или повреждению окружающей среды.
Игла
Мы экспериментировали с различными иглами: коническими, треугольными, хрустальными, а также с очень модными (и дорогими) фрезами для сапфира. Мы получили наилучшие результаты от иглы с треугольным наконечником «Presto-Type», которую мы закупаем у производителя в США. Эта конкретная игла позволяет нам разрезать примерно 300 сторон, прежде чем начнут проявляться эффекты дегенерации.
Смазка
Перед резкой пластинки важно использовать подходящую смазку, чтобы смягчить поверхность поликарбонатного диска, а также предотвратить трение в процессе резки. После долгих проб и ошибок мы обнаружили, что использование жидкости для зажигалок или воска Turtle Wax обеспечивает наилучшую смазку. Мы используем «Turtle Wax Matt-Finish Cockpit Cleaner» в основном потому, что жидкость для зажигалок оставила наших инженеров несостоятельными.
Чтобы подготовить диск, распылите струю на сторону, которую хотите обрезать, до тех пор, пока она не будет покрыта равномерно.Важно дать время, чтобы черепаший воск впитался в диск (в идеале около 2 минут). Это смягчает поликарбонат, позволяя игле легко скользить по поверхности пластинки.
ПОДГОТОВКА АУДИО
Мастеринг для токарного станка
Нам нужен файл .WAV для мастеринга трека, обычно с частотой дискретизации 44,1 кГц и глубиной цвета 16 или 24 бит. Это гарантирует, что мы с самого начала работаем с высококачественным звуком.Режущая головка Atom A-101 – только моно. Мы переводим стереоаудиодорожку в моно в нашей DAW и проверяем, не было ли чрезмерных разрушительных помех.
Иногда клиенты предоставляют нам идеальный моно-микс. Остерегайтесь гитары, панорамированной влево и вправо! Анализируем частотное наполнение трека. Наша режущая головка имеет частотный диапазон примерно от 60 Гц до 8 кГц, а выбранная нами игла имеет резонансный пик между 1 кГц и 2 кГц. Мы признаем эти атрибуты при мастеринге звука и используем сочетание эквалайзера и легкой компрессии, чтобы сбалансировать эти звуковые элементы.
Подготовка машины
Питание наших машин осуществляется через нашу установку ProTools, через цифро-аналоговые преобразователи, которые мы используем для нашего студийного стола. Дома вы можете использовать бюджетный преобразователь, такой как M-Box – важно следить за уровнем выходной мощности вашего устройства.
Перед резкой убедитесь, что режущая головка поднята, и проверьте иглу, убедившись, что она находится под прямым углом (см. Рисунок, чтобы увидеть правильную настройку). Затем мы берем провод с соединением TRS ¼ дюйма и подключаем наш аудиоконвертер к токарному станку.Уровень входа звуковой дорожки в токарный станок достигает пиков между -3 и -1 на измерителе VU токарного станка. Любое большее, чем это, приведет к более широким канавкам и искажениям на окончательной резке.
Воспроизведение
Воспроизведение на токарных станках не похоже на воспроизведение обычной заводской пластинки, в основном это связано с тем, что входная канавка неглубокая, и может быть трудно установить иглу на вашем проигрывателе.
Удовольствие от записи собственных записей огромно, формат эзотеричен и иногда может расстраивать, но окупаемость такая кайф.Возможность вырезать музыку, которую вы только что записали, и слушать дома на проигрывателе, а не на компьютере, означает, что вы гораздо быстрее приступите к миксу и аранжировке. Для звукозаписывающих компаний, которые стремятся выпустить больше музыки для групп, которые не могут похвастаться минимальным тиражом в 500 экземпляров, это определенно стоит посмотреть.
Мы обнаружили, что нашим клиентам очень нравится формат и нравится связь, которую он дает им с новыми группами. Это также очень красивый формат, которым люди гордятся.Если бы мы начали все сначала, мы поступили бы по-другому и, возможно, сэкономили бы год исследований, но эксперименты – это часть процесса и определенно часть удовольствия. Так что наденьте лабораторный халат и приступайте к резке!
Советы новичкам:
– Перед воспроизведением очистите пластинку салфеткой из микроволокна или статической щеткой.
– Отрегулируйте вес тонарма до 1,75-2,5 грамма.
– Отрегулируйте антискейтинг в соответствии с вашим проигрывателем и картриджем.
– Установите иглу воспроизведения в канавку приработки перед вращением поворотного стола (если возможно).
– Опустите тонарм вручную.
– Прозрачный диск означает, что приработочная канавка может быть плохо видна. Наберитесь терпения – оно того стоит!
– Если звук искажен, это означает, что игла неправильно вставлена в канавку – сбросьте иглу.
– Увеличьте громкость. Мелкие канавки означают ограниченный уровень громкости и частотный диапазон. Токарные пропилы также имеют немного более высокий уровень шума.
Демонстрационное видео с синглом Райана Вейла «Invert (Live)», выпущенное Quiet Arch и доступное для покупки с помощью музыкальной подписки.Снято и отредактировано Колумом Койлом.
Здесь вы можете заказать свои собственные небольшие тиражи в Smalltown American Studios.
Чтобы узнать больше об искусстве резки прямо на диск, посмотрите наш короткометражный фильм с Криспином Мюрреем и мобильным токарным станком VF.
Новее
Показания жертв пыток записаны и перенесены на воспроизводимые рентгеновские записи
Старше
Четыре классических альбома Prince, включая
Purple Rain , будут переизданы на кассетеКак использовать 5 основных типов токарного инструмента
Понимание токарного инструмента, того, что он делает и как работает, является важной частью улучшения отделки и максимального увеличения износа инструмента.Есть много вариантов, поэтому это может показаться запутанным, но на самом деле это не так, если вы понимаете основы. [youtube] https://www.youtube.com/watch?v=0jjyf6tqRdI [/ youtube] Существует пять типов токарного инструмента: внешние токарные инструменты, расточные оправки, сверла, инструменты для нарезания резьбы и отрезные инструменты. Сначала поговорим о внешнем токарном инструменте. Они отлично справляются с тем, что подразумевает название, срезая внешний вид вашего изделия. Сюда входят черновые или чистовые работы. Вторым в нашем списке были скучные штанги.Вы можете узнать их по круглой полосе. Они бывают разных размеров с одной основной целью – увеличить уже существующее отверстие или улучшить отделку отверстия.
Расточная оправка закреплена в зажимном приспособлении группы.Чтобы проделать это начальное отверстие, вам понадобится сверло. Если вы новичок в токарной работе, вы можете представить это как сверло с электроинструментом, но вместо того, чтобы станок врезал режущий инструмент в заготовку, все как раз наоборот. Заготовка движется очень быстро, а сверло зафиксировано в неподвижном положении.Расточные оправки для отверстий имеют более грубую поверхность, но если вы собираетесь нарезать резьбу позже, это прекрасно.
Сверло закреплено в держателе инструмента группы.Инструменты для нарезания резьбы могут добавлять резьбу как на внутреннюю, так и на внешнюю поверхность вашей заготовки. Например, если вам нужно сделать заготовку, в которую можно ввинтить винт, вы можете использовать инструменты для нарезания внутренней резьбы после предварительного сверления отверстия. Если вы хотите сделать винт с резьбой, вы также можете сделать это с помощью инструмента для нарезания наружной резьбы.Вы должны убедиться, что в обоих случаях ваши программы CAD и CAM включают в себя операцию нарезания нитей, прежде чем нажимать кнопку go.
Инструмент для нарезания резьбы закреплен в зажимном приспособлении группы.Напоследок – инструменты для отрезки. Инструменты для разделения также очень важны и делают гораздо больше, чем следует из их названия. Эти инструменты могут отрезать, протыкать и отрезать заготовки, обеспечивая при этом стабильную гладкую поверхность. Это то, что вы будете часто использовать, выполняя детальную внешнюю работу.
Инструмент для отрезки закреплен в револьверной головке.Вы также можете слышать о левостороннем, правостороннем и нейтральном инструментах. Это описывает, как режущий инструмент обращен к заготовке и в каком направлении ваш токарный станок вращает заготовку. Обычно наш токарный станок вращается по часовой стрелке. Легко отличить инструменты для левой руки от инструментов для правой руки, потому что, если вы кладете инструменты вставкой вверх, инструменты для левой руки изгибаются вправо, а инструменты для правой руки изгибаются влево, что-то вроде того, что делают ваши искатели, если вы делаете с ними.Это также всегда входит в обозначение инструмента токарного станка, которое вы можете найти выгравированным на боковой стороне вашего инструмента. Если у вас все еще остались нерешенные вопросы о том, какой инструмент лучше всего использовать в различных ситуациях, мы только что начали проводить семинар по основам токарного станка, где вы могли узнать обо всем, от методов токарного станка, обработки заготовок, инструментов и выбора пластин. Посмотрите эту ссылку в комментариях, и мы будем рады поговорить с вами о токарных инструментах в комментариях!
Есть правила и принципы скорости резания и Р.ВЕЧЕРА. расчеты, которые применяется ко всем операциям по резке металла. Рабочая скорость для резки всех металлов операций зависит от материала режущего инструмента и твердости материал для резки. В этом разделе мы сконцентрируемся на скорости резки для одноточечный инструмент.
Какое колесо проехало дальше? Колесо большего размера проехало дальше, потому что оно имеет большую окружность и большую площадь поверхности.Скорости резки работают на тот же принцип. Если две круглые детали разного размера вращаются одновременно оборотов в минуту (об / мин), более крупная деталь имеет большую поверхностную скорость. Скорость поверхности измеряется в поверхностных футах в минуту (SFPM). Все скорости резания работать по принципу наземной съемки. Опять же, скорость резки зависит в первую очередь от тип материала, который вы режете, и тип режущего инструмента, который вы используете. Твердость рабочего материала во многом зависит от рекомендованной скорость резки.Чем тверже обрабатываемый материал, тем меньше скорость резания. В Чем мягче обрабатываемый материал, тем выше рекомендуемая скорость резания (Рисунок 2). Твердость материала режущего инструмента во многом зависит от рекомендуемая скорость резания. Чем тверже материал режущего инструмента, тем быстрее скорость резания (рисунок 3). Чем мягче материал режущего инструмента, тем медленнее рекомендуемая скорость резания. Глубина резания и скорость подачи также влияют на скорость резания, но не в такой степени, как тяжелая работа. Эти три фактора, сокращающие скорость, скорость подачи и глубина резания известны как режимы резания. Резка условия определяются рейтингом обрабатываемости. Обрабатываемость – это сравнение материалов по обрабатываемости. От обрабатываемости рейтинги, мы можем получить рекомендуемые скорости резания.Рекомендуемые скорости резания: приведены в таблицах. Эти диаграммы можно найти в справочнике Machinerys Handbook , учебник или таблицу, которую дал вам продавец инструментов. В таблице 4 вы найдите типичную таблицу рекомендуемых скоростей резания. Таблица 4. Рекомендуемые скорости резания в футах в минуту
Станок токарный Р.П.М. должен быть установлен так, чтобы режущий инструмент с одной точкой работает с правильной скоростью резания. Чтобы установить правильную скорость, нам нужно рассчитайте правильную настройку оборотов в минуту или оборотов.Мы заявили ранее скорость резания или скорость резания будут меняться в зависимости от размера детали. Так чтобы поддерживать одинаковую поверхностную скорость для каждой размерной детали, мы должны использовать формулу, которая включает диаметр детали для расчета правильного числа оборотов в минуту для поддержания надлежащая съемка поверхности.
Скорость вращения зависит от скорости резания и диаметра часть.Настройка числа оборотов будет меняться в зависимости от диаметра детали. Поскольку диаметр детали становится меньше, частота вращения должна увеличиваться, чтобы поддерживать рекомендованный поверхностные кадры. Снова возьмем случай с колесом. Думайте о детали как о колесе и скорость резания как расстояние. Более крупное колесо (деталь) нужно будет повернуть меньше оборотов в минуту, чтобы преодолеть такое же расстояние за такое же количество время, чем меньшее колесо (деталь). Следовательно, для поддержания рекомендуемой резки скорости, детали большего диаметра должны работать с меньшей скоростью, чем детали меньшего диаметра. часть диаметра. Токарный станок необходимо настроить так, чтобы деталь работала правильно. надводная скорость. Настройки скорости шпинделя на токарном станке выполняются в об / мин. К рассчитать правильную частоту вращения для инструмента и заготовки, мы должны использовать следующая формула: Эта упрощенная версия формулы числа оборотов в минуту является наиболее распространенной формулой, используемой в механические цеха. Эту формулу числа оборотов в минуту можно использовать для других операций обработки как хорошо. Давайте применим эту формулу при вычислении числа оборотов в минуту для обработки. пример ниже.Используйте таблицы рекомендуемых скоростей резания в Таблице 4. Необходимо выполнить резку с помощью инструмента из быстрорежущей стали (HSS) диаметром 2 дюйма. кусок стали 1018 с твердостью по бриннелю 200. Рассчитайте настройку числа оборотов в минуту на выполнить этот разрез.
Так как доступные настройки скорости шпинделя обычно не бесконечно переменной, машина не может быть точно настроена на расчетную настройку оборотов.При выборе используемой скорости необходимо принять определенное решение. Попытайтесь добраться до скорость, которая ближе всего к расчетным оборотам в минуту, но если вы не можете, примите во внимание эти условия. Черновая или чистовая обработка? Если вы делаете черновую обработку, действуйте медленнее. Если вы заканчиваете, иди быстрее. Какая у вас глубина резания? Если это глубокий порез, иди на более медленную настройку оборотов. Настройка очень жесткая? Медленнее для установок, которые не хватает жесткости. Вы используете охлаждающую жидкость? Вы можете перейти на более быстрая из двух настроек, если вы используете охлаждающую жидкость.Самый большой показатель скорости резания – это цвет стружки. При использовании резака для быстрорежущей стали, микросхемы никогда не должны становиться коричневыми или синими. Фишки соломенного цвета указывают, что вы находитесь на максимальной скорости резки для вашей резки условия. При использовании карбида цвета стружки могут варьироваться от янтарного до синего, но никогда не черный. Темно-фиолетовый цвет укажет на то, что вы находитесь на максимальном уровне. условий резки. Режущие инструменты из твердого сплава покрываются гораздо большей подробно в других разделах ваших учебных материалов. | ||||