Устройство центра вращающегося для токарного станка: Центр вращающийся токарный|Торцевые захваты, поводковые патроны
alexxlab | 06.03.1985 | 0 | Разное
Вращающиеся центры для токарных станков
В данной статье речь пойдет о токарных центрах, об их конструкции, разновидностях и особенностях эксплуатации.
Одна из самых распространенных заготовок обрабатываемых на токарных станках — это валы, причем валы различной длины. Для того чтобы добиться небходимого качества поверхности их нужно достаточно жестко и надежно закрепить. Делается это самым эффективным и проверенным способом – с одной стороны вал зажимается в патрон, а с другой поджимается центром. В большинстве случаев для этого используется вращающийся центр, который устанавливается в пиноль задней бабки.
В каких случаях необходимо использование вращающегося центра:
-
Длина заготовки в 5 раз превышает диаметр.
-
Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
-
Большая толщина снимаемой стружки.

-
Когда чистовая обработка будет проходить на шлифовальном станке.
Преимущества использования центров:
-
Длительный срок эксплуатации.
-
Устойчивость к высоким нагрузкам.
-
Возможность увеличить скорость обработки.
-
Повышение производительности оборудования.
-
Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Конструкция вращающихся центров
Вращающийся центр состоит из конического наконечника, вала и подшипника, размещенного в стальном корпусе. От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.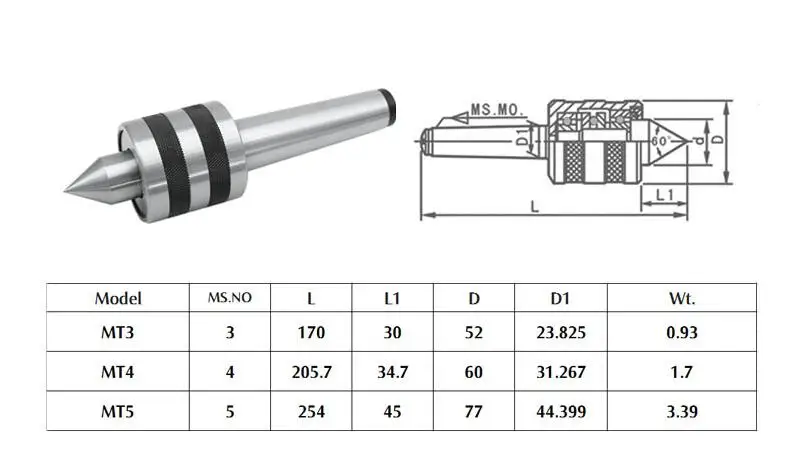
При стандартных режимах работы используют центра с углом наконечника 60º, при тяжелых режимах целесообразно применять с углом 90º.
Разновидности
В зависимости от особенностей решаемых задач при токарной обработке центра бывают нескольких типов:
- Упорный центр — применяется при небольших скоростях обработки. Предварительно необходимо сделать центровочное отверстие.
- Упорный со срезанным конусом — используются при подрезании торца
- Вращающийся — используется при высоких скоростях обработки, где упорный уже нельзя применить.
- Грибковый — имеет наконечник с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
- С вращающейся гайкой — для удобства извлечения из задней бабки
- Со сменными наконечниками — возможность обработки широкого спектра деталей, используя всего один центр
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
-
Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
-
Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Источники:
1) каталог Bison-Bial 2015
2) https://vseostankah.com/tokarnye-stanki/vrashhayushhijsya-tsentr-nepodvizhnyj-gribkovyj.html
3) https://mekkain.ru/library/czentr-upornyij.html
Каталог станочной оснастки на онлайн-выставке Enex: https://enex.market/catalog/stanki_i_komplektuyushchie_k_nim/stanochnaya_osnastka/.
Центр для токарного станка: неподвижный, вращающийся, грибковый
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Для того, чтобы закрепить заготовку на токарном станке в определённом положении, необходимо особое приспособление – вращающийся или упорный токарный центр. Оснастка позволяет обрабатывать детали на максимальных скоростях при минимальных вибрациях.
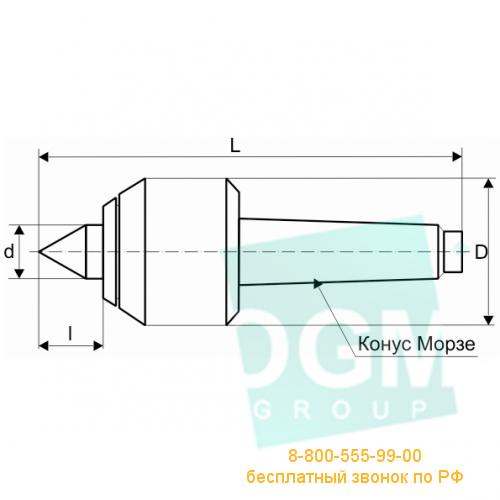
Токарный центр – это небольшая металлическая деталь, которая состоит из двух частей: хвостовика в виде вала или конуса Морзе, который закрепляется в пиноли задней бабки, и конусовидного упора, фиксирующего заготовку.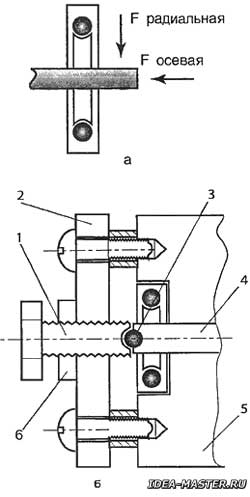 Отметим, что обрабатываемая деталь фиксируется только после её зацентровки, то есть вытачивания с торцов болванки центровых отверстий. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Отметим, что обрабатываемая деталь фиксируется только после её зацентровки, то есть вытачивания с торцов болванки центровых отверстий. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Таким образом токарный центр применяется для центрирования и фиксации обрабатываемой детали в нужном положении во время точения.
Существует два вида токарных центров: вращающиеся и неподвижные, или упорные.
Невращающийся (упорный) центр
выполняет одну функцию: удерживает заготовку. При этом, как следует из названия, он остаётся неподвижным даже при вращении болванки. Оснастка имеет единую цельнометаллическую конструкцию. Фиксация очень точная, однако основным минусом упорного центра является ограниченное число режимов резания при его применении.
Кроме того, на токарном станке поджим упорным центром должен быть дозированным по усилию, чтобы вместе с отсутствием радиального люфта, деталь могла легко поворачиваться.
Вращающийся центр
применяется, если при обработке появляется излишнее давление и увеличивается трение, ведущее к перегреву и деформации детали. В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.
Какой токарный центр выбрать?
Основным отличием вращающегося центра от упорного — это наличие подшипника, который позволяет наконечнику и обрабатываемой заготовке вращаться одновременно.
Однозначным достоинством вращающегося центра является его высокая износостойкость и возможность вести высокоскоростную обработку. Они бывают двух видов — Вращающиеся центры А-типа и Вращающиеся центры Б-типа:
- А-тип (с постоянным центровым валиком) — наконечник расположен и вращается внутри хвостовика хвостовика.
 Основное преимущество — большая точность (незначительное биение).
Основное преимущество — большая точность (незначительное биение). - Б-тип (с насадкой на центровой валик) — наконечник располагается на центровом валике и вращается вокруг него. Он герметичен и защищен от попадания СОЖ в подшипник.
Напротив, упорные центра характеризуются большей точностью (меньшим биением) и невысокой ценой из-за более простой конструкции. Они бывают с обычным и срезанным наконечником. Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
И вращающиеся центры и упорные центры бывают разных исполнений, которые улучшают их характеристики и позволяют использовать максимально эффективно:
- Удлинённые центры
— используются, когда необходимо обработать небольшую заготовку на крупногабаритных станках. - Центры с твердосплавным наконечником
— твердосплавный наконечник очень износостоек – такой центр прослужит дольше. - Центры с отжимной гайкой
— без нее не обойтись в станках, где отсутствует механизм автоматического или полуавтоматического извлечения. Эта гайка помогает извлечь центр из задней бабки.
Эта гайка помогает извлечь центр из задней бабки. - Износостойкие центры
— используются очень дорогие высокопроизводительные подшипники, они служат долго даже при очень интенсивном и тяжелом использовании.
Чтобы вам было удобно подобрать вращающийся или упорный центр, мы подготовили сводную таблицу со всеми характеристиками и свойствами (смотрите в самом низу страницы).
Цена
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
| Неподвижный | JET | МК-3 | 500 | |
| Вращающийся | JET | МК-2 | 1800 | |
| Вращающийся | JET | МК-5 | 3000 | |
| Вращающийся | JET | для средних работ | МК-3 | 2000 |
| Вращающийся | JET | для легких работ | МК-2 | 2800 |
| Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
| Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
| Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника.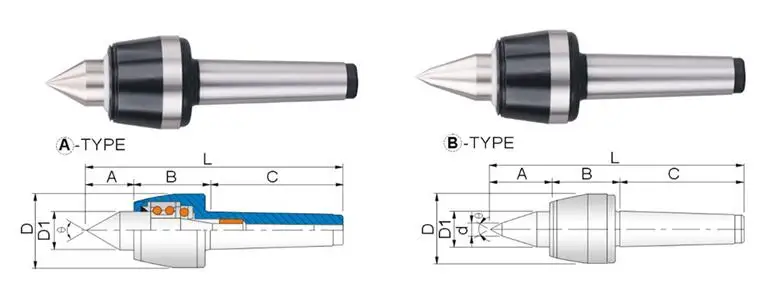 Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Виды и назначения станочных центров
Согласно нормативной документации выделяется два основных вида центров:
- Упорный (ГОСТ 13214-79) – у этого центра наконечник и хвостовик имеют практически равный диаметр. Наконечник изготавливается из твердого сплава или закаленной стали.
- Вращающийся (ГОСТ 8742-75) – отличается тем, что наконечник имеет больший диаметр и усеченный рабочий конус.
 Существуют центры с двумя типами наконечников: с центрированным валиком и с насадкой под него. Данное устройство может применяться для фиксации деталей вращения с полыми торцевыми отверстиями.
Существуют центры с двумя типами наконечников: с центрированным валиком и с насадкой под него. Данное устройство может применяться для фиксации деталей вращения с полыми торцевыми отверстиями.
Если существует необходимость в обработке деталей на высоких скоростях со значительной толщиной удаляемого слоя, используется вращающийся задний центр. Если же оси вращения заготовок и шпинделей отличаются, рекомендуется использовать при обработке специальную конусную установку.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Вращающийся центр для токарного станка своими руками
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу.
Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму.
Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров.
С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной.
Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно.
Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения.
В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Внешний вид станка Основные узлы Суппорт, резцедержатель и патрон Вид сбоку Задняя бабка Вид снизу на заднюю бабку Направляющие валы Конструкция суппорта Привод от двигателя
Чертеж №1 Чертеж №2 Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка.
Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата.
В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка.
Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт. Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма.
Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром.
Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла.

Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы.
На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью.
Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали.
Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Центр для токарного станка: неподвижный, вращающийся, грибковый
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.

- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов.
 Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности. - Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Цена
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
| Неподвижный | JET | МК-3 | 500 | |
| Вращающийся | JET | МК-2 | 1800 | |
| Вращающийся | JET | МК-5 | 3000 | |
| Вращающийся | JET | для средних работ | МК-3 | 2000 |
| Вращающийся | JET | для легких работ | МК-2 | 2800 |
| Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
| Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
| Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58. Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.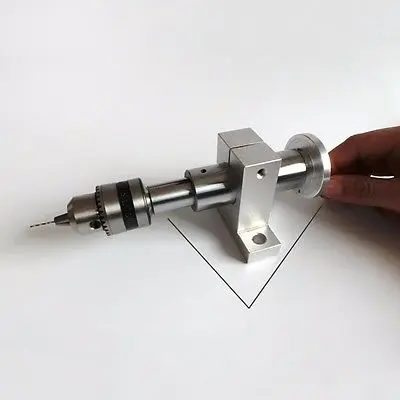
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Станочные упорные центры
Для обеспечения наиболее точной установки при обработке заготовки применяют упорные центры, однако они отличаются ограниченностью в режимах резания. При работе с этой оснасткой в центровое отверстие необходимо закладывать смазку.
Обычно упорные центры устанавливают на шлифовальное оборудование, где обеспечивается подпружиненный тип прижима. При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта.
Упорные центры изготавливаются из закаленной стали высокого качества и шлифуются, что обеспечивает надежность и точность при обработке заготовок. Чтобы увеличить долговечность и износостойкость, рабочий конус оснащают твердым сплавом.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Вращающийся токарный центр
Наконец удалось реализовать идею изготовления универсального вращающегося центра. Тему эту я поднимал в ветке Мысли и идеи (… Консультация по вращаюшемуся токарному центру…). Конечный вид девайса таков.
Началось все с изготовления вала с КМ2. Эту деталь заказал на завод по моим чертежам. Геометрию детали соблюсти можно, но вот соответствующая закалка детали с последующей шлифовкой конуса и посадочных мест под подшипники мне пока не по силам, да и оборудования соответствующего нет.
Дальше точил на своем BD-7 все остальные детальки. Диаметры не маленькие для такого станка, поэтому предварительно кругляк вгрубе обдирал на ТВ-6 в клубной мастерской, а уж затем вылизывал на своем маленьком по вечерам.
Подшипнички уже были подобраны в процессе рождения идеи, благодаря консультациям и советам уважаемых гуру, которых на сайте не мало.
Я намеренно не вдаюсь в детали изготовления той или иной детали, т. к.в предыдущей моей теме по этому центру, знающие люди и подсказали все эти тонкости и я стремился в точности следовать этим советам.
к.в предыдущей моей теме по этому центру, знающие люди и подсказали все эти тонкости и я стремился в точности следовать этим советам.
Вот такой наборчик перед сборкой получился.
Между корпусом центра и насадкой с конусом (недособранные детали на фоте)виден посадочный цилиндр. Удалось достичь такой посадки, что на сухую детали разьединяются с характерным …чпоком… А со смазочкой сложновастенько,просто плунжерная пара какая-то. ( восторгаюсь потому как для меня это достижение)
Сборка особых хлопот не доставила. Сначала подшипники на вал напресовал
Затем все это в корпус
Крышечку крепим и …готово !
Дальше начинаем гурманить. На очереди сменные насадочки которые востребованы бывают частенько
Здесь примечательно, что придерживался правила …деталь с одной установки… Ну и резьба М4 резцом — секас с плясками я вам доложу!
Следующий этап — изготовление насадки-грибка. Материал — дюраль. Здесь первый раз решился снять патрон и установить планшайбу.Крепеж для детали на планшайбе со станком, естественно, не поставлялся, поэтому чертежики этих приспособ сделал сразу год назад, а изготовили их на заводе тож давно, так и лежали без дела, …шоб було… другими словами. Ан нет, пригодились все таки!
Ан нет, пригодились все таки!
Насадку-грибок пришлось делать с двух установок с промежуточной стальной оправкой
Дальше финишная обработка детали, здесь ничего примечательного.
Первый опыт использования этого центра показал:
1. Мои опасения по поводу неповоротливости центра из-за (предположительно) повышенной массы не оправдались. Он охотно вращается при небольших поверхностях касания,даже при малых диаметрах пятна касания.
2. Мои опасения по поводу невозможности доступа резца к детали в краевых положениях — не оправдались ( пока во всяком случае)Но детали разные бывают, сейчас сложно предугадать все случаи.
3. Точность обработки детали с использованием центра, меня удовлетворила. Замеры обработанной детали длиной 100 мм и Ф10мм с обоих концов показали одинаковую величину. Но по этому пункту вопрос. Подскажите, пожалуйста, какие тестовые действия и замеры надо совершить, чтоб знать всю подноготную этого центра ( ну без фанатизма конечно, в хоббийных габаритах)
Приношу свои извинения за качество некоторых фот. Поздно заметил,что объектив на телефонном фотике пальцами залапал. Вот изображение и поплыло. Чтоб сильно не загружать эту тему, не стал сюда выкладывать чертежи( скажем …чертежики…, делал их для себя и ГоСтов машиностроительных особо не соблюдал)Если вруг заинтересует кого, можно поработать над вопросом ( имею ввиду скриншоты с CADовских файлов)
Поздно заметил,что объектив на телефонном фотике пальцами залапал. Вот изображение и поплыло. Чтоб сильно не загружать эту тему, не стал сюда выкладывать чертежи( скажем …чертежики…, делал их для себя и ГоСтов машиностроительных особо не соблюдал)Если вруг заинтересует кого, можно поработать над вопросом ( имею ввиду скриншоты с CADовских файлов)
Меня очень интересует мнение уважаемой публики по поводу сего девайса. Есть ли ошибки в изготовлении, какие, как можно было избежать? Интересует все!
Съемный вращающийся центр для закрепления заготовок на токарном станке
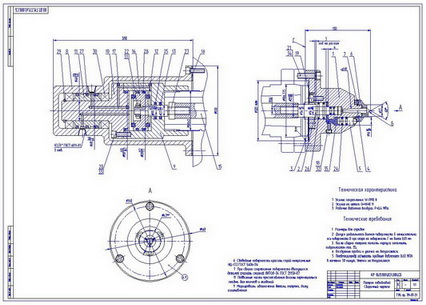
Полезная модель относится к области станкостроения и может быть использована для базирования и крепления деталей на токарном станке. Технический результат заключается в повышении точности обработки заготовок на токарном станке. Сущность полезной модели: съемный вращающийся центр для закрепления заготовок на токарном станке содержит корпус с коническим хвостовиком в виде конуса Морзе, шпиндель с коническим наконечником, роликовый радиально-упорный подшипник, крышку с фетровым уплотнением, ввернутую в корпус и упирающуюся в торец наружного кольца, а также регулирующую внутренний зазор в подшипнике, а в хвостовике шпинделя выполнена полусфера, взаимодействующая с шариком. В хвостовик корпуса ввернут регулировочный винт с контргайкой, в котором выполнена полусфера, взаимодействующая с упомянутым шариком, при этом регулировочный винт обеспечивает устранение осевого биения шпинделя за счет возможности регулировки зазоров между полусферами и шариком. 1 ил.
В хвостовик корпуса ввернут регулировочный винт с контргайкой, в котором выполнена полусфера, взаимодействующая с упомянутым шариком, при этом регулировочный винт обеспечивает устранение осевого биения шпинделя за счет возможности регулировки зазоров между полусферами и шариком. 1 ил.
Полезная модель относится к области станкостроения и может быть использована для базирования и крепления деталей на токарном станке.
Известен вращающийся центр (патент РФ на полезную модель 41428, МПК: В23В 23/04), содержащий роликовый и шариковый радиальные подшипники, упорный подшипник, воспринимающий осевое усилие, а также неподвижную ось с коническим хвостовиком и центровой стакан с центрирующим конусом. При этом, шариковый радиальный подшипник имеет собственную крышку, а осевое усилие, действующее на центровой стакан, передается упорному подшипнику через дистанционную шайбу.
Устройство имеет следующие недостатки:
– устройство имеет сложную конструкцию и низкую степень надежности из-за наличия большой номенклатуры подшипников, длительность использования которых приводит к их разрушению при осевых нагрузках,
– устройство не технологично: использование в конструкции трех разных подшипников создает значительную трудоемкость, как при изготовлении корпуса, так и при сборке вращающегося центра,
– сосредоточение (концентрация) всех трех подшипников в центровом стакане может привести к перекосу центрового стакана при значительных усилиях, прилагаемых к детали через резец токарного станка при ее обработке.
Известен также съемный вращающийся центр по ГОСТ 8742-75 для закрепления заготовок на токарном станке, содержащий корпус, хвостовик которого выполнен с конусом Морзе. Внутри корпуса установлен шпиндель с коническим наконечником, вращение которого обеспечивается тремя подшипниками: спереди – радиально-упорным и упорным, а сзади – игольчатым. В корпус ввернута крышка с фетровым уплотнением, защищающим подшипники от загрязнения и вытекания смазки. Крышка упирается в торец наружного кольца и одновременно служит для регулирования внутреннего зазора в подшипнике.
Устройство имеет следующие недостатки:
– устройство не технологично: использование в конструкции трех разных подшипников создает значительную трудоемкость, как при изготовлении корпуса, так и при сборке вращающегося центра,
– устройство имеет сложную конструкцию и низкую степень надежности из-за наличия подшипников, длительность использования которых приводит к их разрушению при осевых нагрузках,
– наличие в конструкции устройства радиального биения (согласно ГОСТ 8742-75, радиальное биение рабочего конуса у вращающегося центра, который еще не был в эксплуатации, не должно превышать 0,015 мм – 0,02 мм), приведет при его эксплуатации к неточности изготовления обрабатываемых деталей.
Известен также съемный вращающийся центр для закрепления заготовок на токарном станке (патент РФ на полезную модель 110317, МПК: В23В 23/4), принятый за прототип, содержащий корпус с коническим хвостовиком в виде конуса Морзе, шпиндель с коническим наконечником, роликовый радиально-упорный подшипник, служащий опорой передней части шпинделя, крышку с фетровым уплотнением, ввернутую в корпус и упирающуюся в торец наружного кольца, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также регулирующую внутренний зазор в подшипнике, в хвостовике шпинделя и корпусе выполнены полусферы, между которыми установлен шарик, служащий опорой задней части шпинделя.
Недостатком прототипа является отсутствие конструктивных элементов, обеспечивающих устранение осевого биения шпинделя вращающегося центра, а, следовательно, и заготовок при их обработке на токарном станке.
Предлагаемая полезная модель решает задачу повышения точности обработки заготовок на токарном станке за счет исключения осевого биения шпинделя съемного вращающегося центра.
Задача достигается тем, что в съемном вращающемся центре для закрепления заготовок на токарном станке, содержащем корпус с коническим хвостовиком в виде конуса Морзе, шпиндель с коническим наконечником, роликовый радиально-упорный подшипник, служащий опорой передней части шпинделя, крышку с фетровым уплотнением, ввернутую в корпус и упирающуюся в торец наружного кольца, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также регулирующую внутренний зазор в подшипнике, а в хвостовике шпинделя выполнена полусфера, взаимодействующая с шариком, служащим опорой задней части шпинделя, дополнительно в хвостовик корпуса ввернут регулировочный винт с контргайкой, в котором выполнена полусфера, взаимодействующая с упомянутым шариком.
Предлагаемый съемный вращающийся центр для закрепления заготовок на токарном станке иллюстрируется чертежом, представленным на фиг.1.
Съемный вращающийся центр для закрепления заготовок на токарном станке содержит корпус 1 с коническим хвостовиком в виде конуса Морзе, шпиндель 2 с центрирующим конусом, роликовый радиально-упорный подшипник 3, крышку 4 с фетровым уплотнением, ввернутую в корпус 1, в хвостовике шпинделя 2 выполнена полусфера 5. Согласно предлагаемой полезной модели в хвостовик корпуса 1 ввернут регулировочный винт 6 с контргайкой 7, в котором выполнена полусфера 8. Между полусферами 5 и 8 установлен шарик 9.
Согласно предлагаемой полезной модели в хвостовик корпуса 1 ввернут регулировочный винт 6 с контргайкой 7, в котором выполнена полусфера 8. Между полусферами 5 и 8 установлен шарик 9.
Предлагаемая полезная модель работает следующим образом. Съемный вращающийся центр (фиг.1) вставляется в коническое отверстие пиноли задней бабки токарного станка. Обрабатываемая заготовка левым концом крепится в патроне шпинделя станка, а правым концом, имеющим центровое отверстие, поджимается центрирующим конусом шпинделя 2. При этом для исключения биения заготовки при ее обработке на токарном станке, перед установкой вращающегося центра в заднюю бабку, люфт между шариком 9 и полусферами 5 и 8 выбирается вращением регулировочного винта 6, а его стопорение осуществляется контргайкой 7.
За счет возможности регулировки зазоров между полусферами и шариком и исключения осевого биения шпинделя съемного вращающегося центра повышена точность обработки заготовок на токарном станке.
Изготовлен и испытан опытный образец съемного вращающегося центра. Испытания дали положительный результат: при обработке деталей на токарном станке съемный вращающийся центр вращается с высокой точностью и с отсутствием биения.
Испытания дали положительный результат: при обработке деталей на токарном станке съемный вращающийся центр вращается с высокой точностью и с отсутствием биения.
Съемный вращающийся центр для закрепления заготовок на токарном станке, содержащий корпус с коническим хвостовиком в виде конуса Морзе, шпиндель с коническим наконечником, роликовый радиально-упорный подшипник, служащий опорой передней части шпинделя, крышку с фетровым уплотнением, ввернутую в корпус и упирающуюся в торец наружного кольца, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также регулирующую внутренний зазор в подшипнике, при этом в хвостовике шпинделя выполнена полусфера, посредством которой задняя часть шпинделя взаимодействует с шариком, служащим опорой задней части шпинделя, отличающийся тем, что в конический хвостовик корпуса ввернут регулировочный винт с контргайкой, в котором выполнена полусфера, посредством которой регулировочный винт взаимодействует с упомянутым шариком.
Центры для токарных станков
ИНСТРУМЕНТАЛЬНО — ПОДШИПНИКОВЫЙ ЦЕНТР
Различают три основных способа изготовления спиральной канавки сверла: вышлифованный профиль, фрезерованный профиль и винтовой прокат. В производстве самый дешевый способ — винтовой прокат, соответственно в ущерб качеству. Это не смущает отечественные фирмы и они массово закупают в Китае именно эти сверла. При этом их изготавливают из самой дешевой стали 4241 (меньше 3% вольфрама W) и маркируют Р6М5. В принципе они вполне пригодны для работы по дереву.
В производстве самый дешевый способ — винтовой прокат, соответственно в ущерб качеству. Это не смущает отечественные фирмы и они массово закупают в Китае именно эти сверла. При этом их изготавливают из самой дешевой стали 4241 (меньше 3% вольфрама W) и маркируют Р6М5. В принципе они вполне пригодны для работы по дереву.
Заточка свёрл.
Если вы работаете с деревом, сверло можно не перетачивать годами. Другая история со свёрлами по металлу. Их изготавливают из быстрорежущей стали и твёрдость рабочей поверхности достигает HRC 62-64. Наиболее распространёнными марками стали являются Р9, Р6М5, Р18 и Р6М5К5. Особое место занимают твёрдосплавные свёрла из сплавов ВК8 и ВК6М, которые изготавливают, как монолитными, так и с напайными пластинами. Значительное количество типов сверл обуславливает и разный подход к их заточке и переточке.
Не последнюю роль играет и тип обрабатываемого материала от которого зависит угол в плане сверла. Для сверления конструкционных, легированных и подобных сталей он составляет как правило 2φ118°, а для более мягких сталей 2φ135°.
При заточке и переточке должен быть получен не только угол в плане φ, но и необходимые для резания задние углы α 8-18° и спад затылка. Это позволит исключить трение задней поверхности о дно отверстия. Качество заточки оценивают осевым биением кромок δ, зависящим от погрешности окружного шага канавок Δ и нецентричности сердцевины ω. Непрямолинейность режущих кромок не должна превышать 2 δ.
Биение легко проверить стрелочным индикатором часового типа, который крепится на стойке.
При обработке хрупких материалов происходит износ по задней поверхности и уголкам, а при обработке вязких материалов по ленточке. Помимо износа, на ленточках могут образовываться полипы. Главная задача, это сводное размещение образуещейся в процессе сверления стружки в канавке сверла. Применяют различные способы заточки, среди которых наиболее распространены винтовая, сложновинтовая и двухплоскостная для свёрл с напайными твёрдосплавными пластинами.. Для продления срока службы сверла часто используют подточку перемычки, так как она по сути не режет , а скоблит. Сокращение длины перемычки позволяет сократить нагрев и преждевременное выкрашивание режущих кромок.
Сокращение длины перемычки позволяет сократить нагрев и преждевременное выкрашивание режущих кромок.
Заточка производится абразивными кругами, как прямого профиля из электрокорунда нормального 25А, так и чашечными ЧК. Доводка осуществляется кругами из карбида кремния зеленого 64С. Заточка твердосплавных свёрл осуществляется алмазными кругами тарельчатой и чашечной формы 12А2. Для правки кругов используются алмазные карандаши. При заточных работах, для избегания травм желательно использовать перчатки и защитные очки.
При заточке нельзя допускать перегрева сверла, так как могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы избежать этого, необходимо периодически охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду, но гораздо эффективней смазочно-охлаждающую жидкость (СОЖ), о чём не следует забывать и в процессе сверления. Подбор сверла под нарезание резьбы
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности. . При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе
. При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе
После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Грибковые
- При заказе необходимо указывать тип центра, конус Морзе , размер D, а также размер d для грибковых центров со сменными коническими дисками.
- Для центров типа 8882 могут быть отдельно заказаны конические диски (тип 8883) и корпуса (тип 9157).

Наши специалисты всегда помогут Вам определиться с выбором оснастки, исходя из Ваших технологических задач.
| Центры вращающиеся грибковые 60° | ||||||
| Изображение, схема | Тип | Конус Морзе | A | C | D | L |
| Тип 8825 | 1 | 20 | 35 | 50 | 94 | |
| Тип 8825 | 2 | 30 | 35 | 60 | 105.5 | |
| Тип 8825 | 2 | 30 | 53 | 80 | 123 | |
| Тип 8825 | 3 | 30 | 53 | 80 | 140 | |
| Тип 8825 | 3 | 40 | 61 | 100 | 148 | |
| Тип 8825 | 3 | 50 | 70 | 120 | 157 | |
| Тип 8825 | 4 | 40 | 61 | 100 | 171 | |
| Тип 8825 | 4 | 50 | 70 | 120 | 180 | |
| Тип 8825 | 4 | 70 | 70 | 140 | 180 | |
| Тип 8825 | 5 | 50 | 70 | 120 | 207 | |
| Тип 8825 | 5 | 100 | 70 | 170 | 207 | |
| Тип 8825 | 6 | 180 | 107 | 292 | 298 | |
| Центры вращающиеся грибковые 75° со сменными коническими дисками | ||||||
| Изображение, схема | Тип | Конус Морзе | d | D | D1 | L |
| Тип 8882 | 3 | 80 | 150 | 95 | 180 | |
| Тип 8882 | 3 | 80 | 200 | 145 | 180 | |
| Тип 8882 | 4 | 100 | 150 | 95 | 206 | |
| Тип 8882 | 4 | 100 | 200 | 145 | 206 | |
| Тип 8882 | 4 | 100 | 250 | 195 | 206 | |
| Тип 8882 | 4 | 125 | 200 | 145 | 215 | |
| Тип 8882 | 4 | 125 | 250 | 195 | 215 | |
| Тип 8882 | 4 | 125 | 300 | 245 | 215 | |
| Тип 8882 | 5 | 125 | 200 | 145 | 242 | |
| Тип 8882 | 5 | 125 | 250 | 195 | 242 | |
| Тип 8882 | 5 | 125 | 300 | 245 | 242 | |
| Тип 8882 | 5 | 160 | 250 | 195 | 245 | |
| Тип 8882 | 5 | 160 | 300 | 245 | 245 |
Грибок шлифовальный “СТАМЕСКИНО”
Задался целью раз и навсегда решить для себя проблему шлифовки внутренних поверхностей чаш, ваз, ложек и пр. вогнутых поверхностей.
Бродил по строй рынку, увидел круглую металлическую пластину в креп маркете, и пришло простое решение.
Выточил из липы грибок, вклеил в него резьбовую втулку – получился шлифовальный грибок.
Потом загорелся идеей обрезинить поверхность. Нашел жидкий полиуретан, выбрал наиболее мягкий состав (5020). Уже загустел спустя час после приготовления из двух компонентов.
К сожалению, сделать процесс обрезинивания в промышленных масштабах – слишком нетехнологично. Время полимеризации 24 часа. Это означает, что нужно приготовить немножко состава, покрыть на 1 раз, на следующий день повторить процесс, и так в течении недели.
Проверил как шлифуют грибки с покрытием и без – особой разницы не почувствовал.
Теперь о важных нюансах.
1. Наждачка. Она должна быть очень хорошего качества на тканевой основе. Я там же на рынке купил кусок наждачки. Типа немецкая Germa Flex, но когда дома пригляделся – Germa Fleks. Китаезы опять хулиганят. Плохая наждачка будет быстро рваться.
2. Выкройка. Долго подбирал разные выкройки, все оказывалось не то – рвется на вращении. В итоге пришел к такому варианту (красными линиями – разрезы):
3. Укладка. Перед укладкой наждачки на грибок, приклеиваем на Titebond верхушку, ждем десять минут пока схватится. Потом промазываем слегка остальной грибок и укладываем наждачку так, чтобы не образовывалось складок навстречу вращения оснастки (мигом порвет). Загибаем двигаясь по кругу и прижимаем пластиной и гайкой. Отклеивается отработанная наждачка легко.
Отклеивается отработанная наждачка легко.
4. Скорость вращения. Должна быть небольшая. Чуть поддал овса под 10 000 оборотов – рвется. А если до 3000 оборотов (примерно), то держится отлично.
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
- Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.
- Длительная эксплуатация благодаря уменьшенному износу.
- Возможность работы при высоких показателях нагрузки.

Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Особенности обработки
Жесткость установки в центрах будет обеспечена, если сохраняется соотношение длины и диаметра до 12-15. Более длинные детали поддерживают люнетами.
Центровые отверстия на обрабатываемой заготовке делают на подготовительной операции центровым сверлом.
Токарная обработка предусматривает автоматический цикл. Станок легко перенастраивается на изготовление детали с иными габаритными параметрами, за счет внесения изменений в программу управления. Нормы времени на операцию удается сократить в 1,5-2 раза относительно работы на универсальном станке.
В основе работы применение контурной системы обработки с линейно-круговой интерполяцией. Система выполняет обработку сложного контура с разбивкой на черновой и чистовой проходы. Окончательная операция осуществляется обходом контура детали рабочим элементом в один проход.
Окончательная операция осуществляется обходом контура детали рабочим элементом в один проход.
Траектория инструмента при изготовлении деталей за ряд черновых проходов, параллельна оси вращения детали, перпендикулярна или проходит под углом. За первый проход снимается с заготовки слой окалины и корректируются имеющиеся дефекты формы. У остальных черновых проходов постоянная глубину резания.
При изготовлении валов на станках многоступенчатого профиля припуск делят на участки, перпендикулярные к оси детали. Последовательность токарной операции на элементарных участках задают так, чтобы обрабатывающий элемент прошел наименьший путь.
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58. Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.
На какие основные параметры необходимо обратить внимание при выборе токарного станка?
- Мощность основного токарного шпинделя и развиваемый шпинделем крутящий момент: более мощный, высокомоментный шпиндель позволит повысить производительность, особенно при «тяжелой» обработке (деталей больших диаметров, обработке труднообрабатываемых материалов, обработке с большой глубиной и подачей резания).
- Максимальное число оборотов токарного шпинделя: более оборотистый шпиндель сделает обработку деталей малого диаметра более производительной по сравнению с низкооборотистым шпинделем, так как позволит в полной мере реализовать возможности современного металлорежущего нструмента.
- Размеры рабочей зоны: максимальный обрабатываемый диаметр, устанавливаемый диаметр заготовок, расстояние между центрами.
- Размер шпинделя: диаметр передней опоры шпинделя, а также проходного отверстия в нем: больший диаметр проходного отверстия в шпинделе позволит работать с прутковой заготовкой большего диаметра, а больший типоразмер шпинделя обеспечивает большую допустимую массу устанавливаемой заготовки.

- Величины рабочих и ускоренных подач по всем осям станка.
- Тип направляющих: направляющие скольжения или направляющие качения, размеры направляющих.
- Точность позиционирования и повторяемость по осям.
- Общая масса оборудования, как косвенный критерий жесткости оборудования: выше масса – выше жесткость и производительность.
- Наличие дополнительного оборудования: система автоматической привязки инструмента и обмера детали, система подачи СОЖ под требуемым давлением, мониторы нагрузки, системы гашения вибрации, системы компенсации температурных расширений.
- Современная система ЧПУ: удобный графический HMI-интерфейс, системы графической симуляции обработки в реальном времени, системы контроля и предотвращения столкновений, а также возможность подключения станка к MES-системе.
Конструкция вращающихся центров
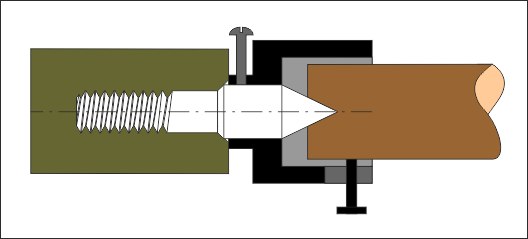
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
Задний центр — Большая Энциклопедия Нефти и Газа, статья, страница 1
Задний центр
Задние центры часто делаются вращающимися на шариковых или роликовых подшипниках в виде встроенных или вставных ( сменных) узлов. Осевая нагрузка на центр определяется, исходя из условий обработки, веса изделия и усилия подачи. При обработке длинных изделий требуется сохранение осевого усилия независимо от разработки центровых отверстий и теплового удлинения изделия при обработке.
Задний центр пиноли, перемещаемой от пневматического привода 12, задвинет заготовку в поводковый патрон 10, внутри которого расположен передний центр, после чего автооператор поднимается кверху. При вращении шпинделя с патроном 10 закрепленная в центрах заготовка подвергается обработке.
Задний центр 4 отводится в сторону, готовая деталь снимается с оправки съемником и передается на разгрузочный лоток.
Задний центр должен выступать из пиноли на величину, соответствующую полуторной высоте круга.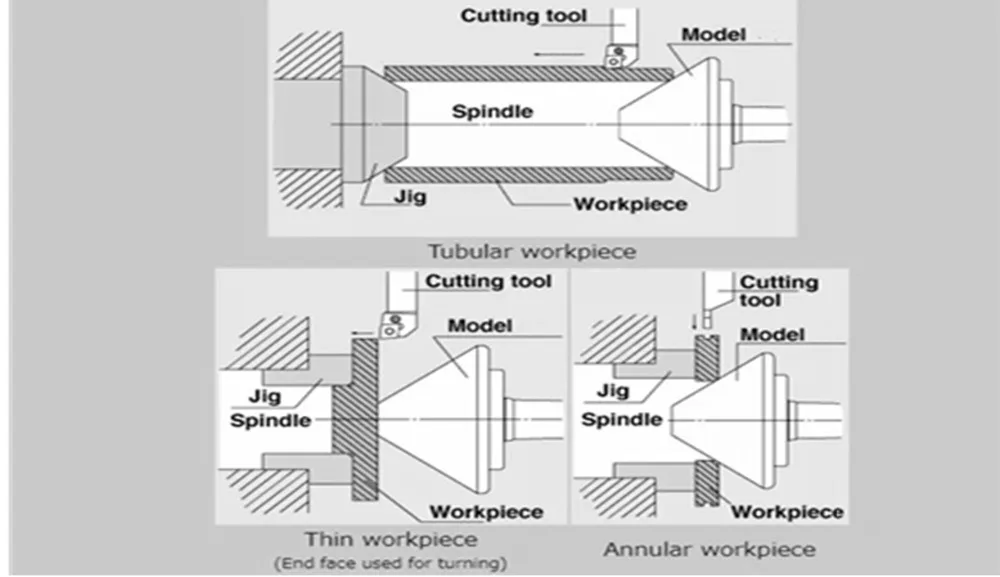 Поводковый патрон для вращения детали отлаживается при неподвижном переднем центре. При шлифовании цилиндрических деталей поворотный стол устанавливают в нулевое положение.
Поводковый патрон для вращения детали отлаживается при неподвижном переднем центре. При шлифовании цилиндрических деталей поворотный стол устанавливают в нулевое положение.
Задний центр 5 закрепляет деталь, подводится шлифовальная бабка и цикл повторяется.
Задний центр при работе на повышенных оборотах детали должен быть наплавлен твердым сплавом или должен быть вращающимся.
Задний центр — грибковый вращающийся, передний — рифленый. Применение рифленого центра ( трехгранного или многозубого) позволяет полностью обработать гладкий вал или цилиндр по наружной поверхности и подрезать оба торца у заготовки, так как обработку ведут без поводка.
Задний центр при работе на повышенных оборотах детали должен быть твердосплавным или вращающимся.
Задний центр должен прилегать к центровому очъерстию по всей его конической поверхности.
Задние центры, установленные в пиноли задней бабки, неподвижны в процессе обработки и работают как подшипники скольжения с большими давлениями, подвергаясь сильному нагреву и износу. Одновременно изнашиваются и соответствующие центровые отверстия в детали, что вызывает определенные погрешности обработки. К упорным центрам предъявляются высокие требования по твердости и износостойкости и поэтому они изготавливаются из стали марок У10 или 40Х с последующей термообработкой.
Одновременно изнашиваются и соответствующие центровые отверстия в детали, что вызывает определенные погрешности обработки. К упорным центрам предъявляются высокие требования по твердости и износостойкости и поэтому они изготавливаются из стали марок У10 или 40Х с последующей термообработкой.
Разновидности токарных обрабатывающих центров
По способу управления такое оборудование подразделяется на следующие виды:
- Полуавтоматические;
- Автоматические;
- С ЧПУ.
Токарные обрабатывающие центры с полуавтоматическим управлением
При полуавтоматическом управлении технологические работы по обработке одной заготовки в пределах одного рабочего цикла выполняются автоматически. Однако при этом имеется необходимость вмешательства оператора для смены инструмента, загрузки и выгрузки заготовки. Поэтому они не подходят для работы в условиях серийного производства.
Токарные обрабатывающие центры с автоматическим управлением
В этом случае, работы по обработке заготовки выполняются в автоматическом режиме не только в пределах одного цикла, но всего рабочего процесса. Обычно входят в состав конвейерных линий по выпуску продукции.
Обычно входят в состав конвейерных линий по выпуску продукции.
Токарные обрабатывающие центры с ЧПУ
Такие центры были рассмотрены выше. Поэтому здесь стоит отметить, что этот вид машин больше всего подходит на звание универсальных агрегатов. Их возможности по сути ограничены управляющей программой, числом позиций револьверной головки, и степенями свободы перемещения направляющих. По сути, некоторые модели способны заменить целый технологический цикл производства изделия.
Преимуществом такого оборудования является то, что оно способно выполнить наибольшее количество технологических работ за один проход. Это позволяет сократить время изготовления конечного изделия, и снизить его себестоимость. Закрытое исполнение центра обеспечивает безопасность при проведении обработки. Применение таких центров дает возможность сократить производственные площади.
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения.
 Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки. - Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.

Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача.
 При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Центры станочные и токарные патроны: виды, типы, описание
Токарный патрон и вращающиеся центры – это наиболее важные элементы оснастки токарного станка, специальное зажимное приспособление для точного крепления на станке заготовки, детали или режущего инструмента. Благодаря использованию токарного патрона, многообразию размеров и конструкций существенно увеличивается функциональность токарного станка, появляется возможность обработки сложнопрофильных деталей.
Токарный патрон – основная технологическая оснастка токарного станка, устройство, необходимое для крепления заготовки или инструмента для проведения металлорежущих операций. Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
Конструкция и назначение токарных патронов
Существует несколько типов конструкции токарного патрона, классифицируемой по способу зажима детали и назначению:
Кулачковые патроны – наиболее широко используемые и подходящие для большинства операций. Состоят из нескольких подвижных сегментов для фиксации деталей. Имеют массу разновидностей.
Состоят из нескольких подвижных сегментов для фиксации деталей. Имеют массу разновидностей.
Существуют следующие виды токарных патронов: Двухкулачковые – применяются преимущественно для крепления фасонных отливок. Трехкулачковые – более всего подходят для заготовок круглой и шестигранной форм. Четырехкулачковые – для ассиметричных заготовок и деталей прямоугольной формы. Подразделяются на самоцентрирующиеся и с независимыми кулачками. В зависимости от типа зажима патрон может иметь ручной или механизированный зажим. В первом случае необходимо вручную осуществлять затяжку крепления детали, при механизированном зажиме – патрон сам осуществляет фиксацию. Рассмотрим основные конструктивные типы токарных патронов, используемые в современном металлообрабатывающем производстве.
Цанговые патроны – состоят из втягиваемой, выдвижной или неподвижной цанги, посредством которой и осуществляется фиксация детали. Подразделяются на зажимные и подающие. Зажимные используются для поворотного зажима деталей с заранее предварительно обработанной поверхностью, подающие цанги используются для крепления холоднотянутых заготовок.
Центры станочные вращающиеся
Предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Центры станочные вращающиеся применяются на обычных и на станках металлорежущих с программным управлением. Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции. Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования.
Технологическая оснастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали.
Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки. Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке
Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров
Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Вращающийся токарный центр
Началось все с изготовления вала с КМ2. Эту деталь заказал на завод по моим чертежам. Геометрию детали соблюсти можно, но вот соответствующая закалка детали с последующей шлифовкой конуса и посадочных мест под подшипники мне пока не по силам, да и оборудования соответствующего нет.
Дальше точил на своем BD-7 все остальные детальки. Диаметры не маленькие для такого станка, поэтому предварительно кругляк в грубе обдирал на ТВ-6 в клубной мастерской, а уж затем вылизывал на своем маленьком по вечерам.
Подшипники уже были подобраны в процессе рождения идеи, благодаря консультациям и советам уважаемых гуру, которых на сайте не мало.
Я намеренно не вдаюсь в детали изготовления той или иной детали, т.к.в предыдущей моей теме по этому центру, знающие люди и подсказали все эти тонкости и я стремился в точности следовать этим советам.
Вот такой наборчик перед сборкой получился.
Между корпусом центра и насадкой с конусом (недособранные детали на фоте)виден посадочный цилиндр. Удалось достичь такой посадки, что на сухую детали разъединяются с характерным. А со смазочной сложновастенько,просто плунжерная пара какая-то. ( восторгаюсь потому как для меня это достижение)
Сборка особых хлопот не доставила. Сначала подшипники на вал напрессовал
Затем все это в корпус
Крышечку крепим и готово !
Дальше начинаем гурманить. На очереди сменные насадочки которые востребованы бывают частенько
Здесь примечательно, что придерживался правила деталь с одной установки… Ну и резьба М4 резцом — секас с плясками я вам доложу!
Следующий этап — изготовление насадки-грибка. Материал — дюраль. Здесь первый раз решился снять патрон и установить планшайбу.Крепеж для детали на планшайбе со станком, естественно, не поставлялся, поэтому чертежики этих приспособления сделал сразу год назад, а изготовили их на заводе тож давно, так и лежали без дела, другими словами. Ан нет, пригодились все таки!
Здесь первый раз решился снять патрон и установить планшайбу.Крепеж для детали на планшайбе со станком, естественно, не поставлялся, поэтому чертежики этих приспособления сделал сразу год назад, а изготовили их на заводе тож давно, так и лежали без дела, другими словами. Ан нет, пригодились все таки!
Насадку-грибок пришлось делать с двух установок с промежуточной стальной оправкой
Дальше финишная обработка детали, здесь ничего примечательного.
Первый опыт использования этого центра показал:
- Мои опасения по поводу неповоротливости центра из-за (предположительно) повышенной массы не оправдались. Он охотно вращается при небольших поверхностях касания,даже при малых диаметрах пятна касания.
- Мои опасения по поводу невозможности доступа резца к детали в краевых положениях — не оправдались ( пока во всяком случае)Но детали разные бывают, сейчас сложно предугадать все случаи.
- Точность обработки детали с использованием центра, меня удовлетворила. Замеры обработанной детали длиной 100 мм и Ф10мм с обоих концов показали одинаковую величину.
 Но по этому пункту вопрос. Подскажите, пожалуйста, какие тестовые действия и замеры надо совершить, чтоб знать всю подноготную этого центра ( ну без фанатизма конечно, в хоббийных габаритах)
Но по этому пункту вопрос. Подскажите, пожалуйста, какие тестовые действия и замеры надо совершить, чтоб знать всю подноготную этого центра ( ну без фанатизма конечно, в хоббийных габаритах)
Центры станочные и токарные патроны: виды, типы, описание
Назначение.
Вращающиеся центры применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками.
Изготавливаются двух типов:
- тип А — с постоянным центровым валиком;
- тип Б — с насадкой на центровой валик.
Изготавливаются двух исполнений:
- исп. 1 — центровой валик с конусом 60°;
- исп. 2 — центровой валик с конусом 60°, дополнительно проточенным под конус 30°.
Центры вращающиеся изготавливаются по ГОСТ 8742-75.
Пример обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
Вращающийся центр для токарного станка своими руками
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу.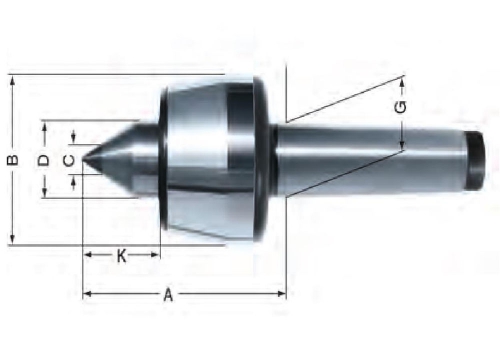
Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму.
Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров.
С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной.
Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно.
Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения.
В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Внешний вид станка Основные узлы Суппорт, резцедержатель и патрон Вид сбоку Задняя бабка Вид снизу на заднюю бабку Направляющие валы Конструкция суппорта Привод от двигателя
Чертеж №1 Чертеж №2 Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка.
Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата.
В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка.
Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.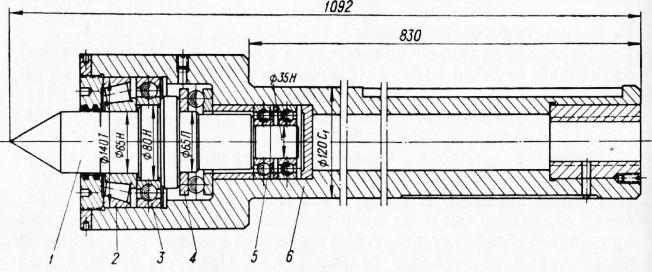
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт. Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма.
Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром.
Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла.

Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы.
На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью.
Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали.
Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58. Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.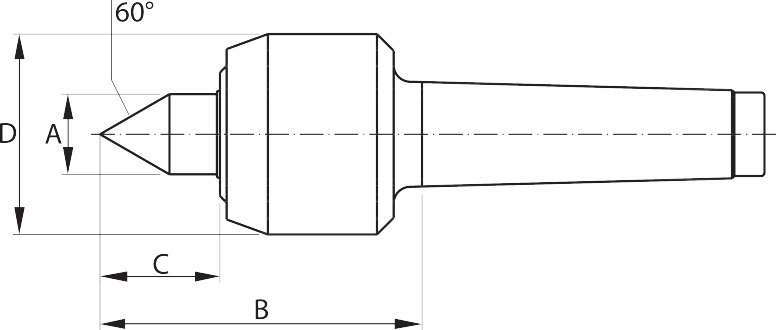
Классификация
В зависимости от материала рабочей части центры подразделяются на два исполнения:
- Исполнение 1 – закаленный конус.
- Исполнение 2 – конус из твердых сплавов.
Неподвижный центр может быть с полным конусом или со срезанным, половиной рабочей части. Последние используются при подрезании торцов, когда резцом необходимо дойти почти до оси вращения обрабатываемой детали.
В зависимости от формы фиксирующей части неподвижные центры подразделяются на оснастку:
- с рабочим конусом для фиксации деталей с центрами и без сквозных или глухих продольных отверстий;
- с грибообразной насадкой для фиксации деталей с внутренним отверстием – труб, полых валов и т. д.;
- Упорные центры выпускаются с отжимной гайкой или без неё. Наличие гайки необходимо в тех случаях, когда на центр действует высокая осевая нагрузка. Применение отжимной гайки позволяет извлечь центр из пиноли без приложения больших усилий.
Порядок работы и техническое обслуживание.

4.1. Перед установкой вращающегося центра на токарный станок, его необходимо расконсервировать и проверить подвижность оси. При необходимости поверхности скольжения вращающегося центра (опоры качения) смазать машинным маслом, заливая масло в технологические отверстия и вращая ось центра.
4.2. После необходимой проверки и подготовки центр установить в пиноль задней бабки токарного станка.
4.3. После окончания работы центр протереть мягкой тканью и смазать противокоррозионной смазкой.
4.4. Условия эксплуатации вращающегося центра – ГОСТ 15150-69 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию изделия.
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
- При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т. д.
- Важную роль играет правильная установка детали.
 Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
Ось конуса должна с высокой точностью совпадать с осью вращения заготовки. - Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
- При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
- Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
Когда применяется крепление в центры
установка заготовки с помощью оправки: 1 — оправка средняя часть; 2 — лыска; 3 — центровые отверстия; 4 — заготовка
- Так протачивают длинные детали, у которых длина пятикратно превышает поперечник;
- если нужно создать концентричность поверхностей во время фиксации;
- дальнейший этап точения проходит на шлифовальном оборудовании;
- технология не предусматривает другие методы.

TRAK TC820si Токарный станок с ЧПУ SINUMERIC ONE CNC
Технические характеристики
| ТС820си | |
|---|---|
Вместимость | |
| Высота центров | 41,3″ |
| Максимальный размах | 15,75″ |
| Поворотная крышка каретки | 11,81″ |
| Максимальная длина обточки (зависит от зажима) | 20″ |
| Максимальный диаметр токарной обработки | 8,66″ |
| Инструментальная секция макс. | 0,75″ |
| Быстрые скорости | 787 дюймов в минуту по оси Z 590 дюймов в минуту по оси X |
| Перемещение по оси X | 6,90″ |
| Перемещение по оси Z | 20,8″ |
Передняя бабка | |
| Передняя часть шпинделя | А2-6 |
| Диаметр патрона | 7,88″ |
| Резьба выдвижной трубы | М74 х 2,0 х 35 мм |
| Вместимость бара | 2,56″ |
| Отверстие шпинделя | 3″ |
| Диаметр переднего подшипника шпинделя (внутренний диаметр) | 4,33″ |
| Количество подшипников | 4 |
| Система привода | Ременная передача |
| Диапазон скорости вращения шпинделя об/мин | 10-4000 |
| Перо для путешествий | 4,13″ |
| Диаметр пиноли | 2,36″ |
| Коническое отверстие пиноли | МТ4 |
Шпиндель | |
| Пиковая мощность двигателя (480 В) | 38 |
| Непрерывная мощность двигателя (480 В) | 14,75 |
| Максимальный крутящий момент | 100 футо-фунтов при 2000 об/мин |
Башня | |
| Количество инструментов | 12 станций (на болтах) |
| Размеры хвостовика токарного резца | 0,75″ x 0,75″ |
| Максимальный диаметр расточной оправки | 1,5″ |
Требования к питанию — машина | |
| Напряжение | 480 В (208 В с трансформатором) |
| Ампер Ток полной нагрузки | 33 А при 480 В 75 А при 208 В |
| Фаза/Гц | 3/60 |
Размеры | |
Нетто (Д x Ш x В), фунты. | 117″ x 80″ x 65″ 8000 фунтов |
| Транспортировка (Д x Ш x В), фунты. | 120″ x 90″ x 87″ 8500 фунтов |
Прочее | |
| Объем резервуара охлаждающей жидкости | 20 галлонов |
| Подача насоса охлаждающей жидкости | 5,3 гал/мин при 30 фунт/кв. дюйм |
| Емкость для смазки направляющих | 3 л |
| Тип масла для смазки путей | ISO 32 или 10 Вт |
| Объем гидравлического масла | 11 галлонов |
| Гидравлический насос типа | Лопасть комбинированного насоса |
| Двигатель конвейера для стружки | 200 Вт |
| Твердость поверхности пути | HRc 48~52 |
Технические характеристики могут быть изменены без предварительного уведомления.
Опции
Опции машины
Устройство подачи прутка
Устройство подачи прутка LNS Quick Load Servo 80 S2 обеспечивает непрерывную обработку с минимальным вмешательством оператора или без него. Благодаря быстрому переключению с одной партии деталей на другую и библиотеке из 500 программ, эта система подачи прутка с сервоприводом резко повысит производительность.
Оснащен системой автоматической смены диаметра, центральная линия и пальцы загрузки прутка регулируются автоматически при вводе нового диаметра прутка, ручная регулировка не требуется, что сокращает время переналадки до минимума. Технология управления серводвигателем LNS гарантирует точное управление подачей прутка с помощью револьверной головки или без нее и предотвращает удары по револьверной головке благодаря мягкому позиционированию.
Съемник прутка
Royal ® Компактный съемник прутка с ЧПУ с хвостовиком ¾″. Легко автоматизируйте свой TCSi с помощью компактного съемника прутка. Съемники прутков с ЧПУ недороги и требуют минимальной настройки, повышают производительность и освобождают операторов для выполнения других задач.
Съемники прутков с ЧПУ недороги и требуют минимальной настройки, повышают производительность и освобождают операторов для выполнения других задач.
Цанговые патроны
ROYAL QUICK-GRIP™ Цанговый патрон с ЧПУ. Традиционная конструкция отвода с использованием цанг Royal QG-65 позволяет использовать стержень диаметром 2,66 дюйма и биение на углу закрытия в пределах 0,0002 дюйма TIR.
Цанговый патрон с ЧПУ ROYAL QUICK-GRIP™. Регулируемый упор гарантирует точное и последовательное позиционирование детали по оси Z и обеспечивает очень агрессивную резку. Использование цанг Royal QG-65 позволяет использовать стержень диаметром 2,66 дюйма и биение на углу смыкания в пределах 0,0002 дюйма TIR. популярные цанги 5C, гарантированно работающие в пределах 0,0002″ TIR. Компактные размеры обеспечивают превосходный зазор инструмента и перемещение по оси Z.
Улавливатель деталей
Полностью программируемый улавливатель деталей TRAK используется для захвата готовой детали по мере ее отрезания, что облегчает обработку без участия оператора. Детали собраны в контейнер для быстрого доступа во время работы машины.
Детали собраны в контейнер для быстрого доступа во время работы машины.
Нефтяной скиммер
Нефтяной скиммер TRAK управляется кнопкой на панели управления или может быть интегрирован в вашу программу с помощью M-кода.
СОЖ под высоким давлением
Система подачи СОЖ под высоким давлением TRAK позволяет подавать СОЖ под давлением 220 psi непосредственно через револьверную головку и режущий инструмент, эффективно отводя стружку и тепло от карманов и отверстий во время обработки. Это значительно повышает производительность резания, точность, чистоту поверхности и срок службы инструмента.
Трансформатор
Трансформатор TRAK для TC820, преобразующий напряжение S/B 208 В в 408 В, установлен на заводе в кожухе в верхней части машины.
Тележка для стружки
Тележка для стружки, которая устанавливается под транспортером для сбора остатков стружки. Колеса, слив охлаждающей жидкости и система сброса для простоты использования.
Комплект резцедержателей
Комплект резцедержателей с болтовым креплением; включает 8 клиновых зажимов для инструмента 0,75″, 3 держателя расточных оправок с отверстием 1,25″, 1 держатель скользящего инструмента и соответствующие фитинги для подачи СОЖ.
TRAK
® USB-накопительUSB-накопитель состоит из флэш-накопителя Delkin ® промышленного класса. Это устройство не имеет себе равных по надежности и скорости доступа к файлам и является предпочтительным хранилищем для наших разработчиков программного обеспечения.
ВИДЕО: TRAK ® USB-накопитель Обзор опций
Опции программного обеспечения
3D-моделирование (стр. 25)
3D Надежный цифровой двойник вашей детали, точный в каждой запрограммированной детали. Вы можете проверить свою программу, внимательно изучив каждую деталь, используя сенсорный экран 19″ экрана SINUMERIK ONE.
Память ЧПУ, 5,1 ГБ (P12 и P77)
Комбинация опций Siemens, которые вместе увеличивают внутреннюю память SINUMERIK ONE для загрузки и интеграции больших файлов (таких как CAD и CAM). Увеличивает внутреннюю память ЧПУ на 1,8 ГБ.
Считыватель DXF (P56)
Открывайте файлы DXF на SINUMERIK ONE, чтобы легко перенести данные в вашу программу.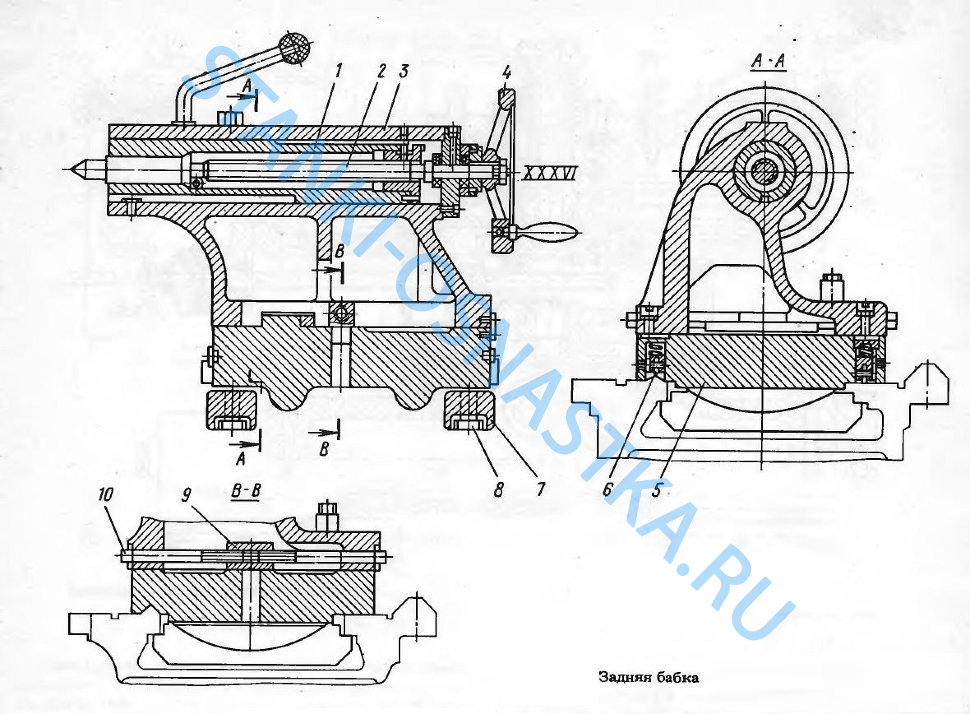 Программируйте быстрее и уменьшите количество ошибок при программировании. Открывайте и используйте элементы нескольких файлов DXF в одной программе. Работает во всех методах программирования. Легко управляйте определенными функциями из элементов чертежа. Задайте собственную ссылку на деталь, независимую от исходной точки чертежа.
Программируйте быстрее и уменьшите количество ошибок при программировании. Открывайте и используйте элементы нескольких файлов DXF в одной программе. Работает во всех методах программирования. Легко управляйте определенными функциями из элементов чертежа. Задайте собственную ссылку на деталь, независимую от исходной точки чертежа.
Запуск маховика (M08)
Запуск запрограммированных движений путем поворота маховика. Вы управляете скоростью подачи, перемещая ручной генератор импульсов на панели управления, и фактическая запрограммированная траектория перемещается. Отрегулируйте взаимосвязь между оборотами маховика и скоростью подачи с помощью 4 различных настроек разрешения. Плавно переключайтесь между прогоном с маховиком и полностью автоматическим прогоном с ЧПУ. Отлично подходит для настройки и для уверенности в том, что первая часть!
Выполнение из внешнего хранилища (P75)
Позволяет использовать внешнее запоминающее устройство для запуска и редактирования программ. Позволяет вашему запоминающему устройству функционировать как расширение вашей внутренней памяти SINUMERIK ONE без каких-либо ограничений на программы, подпрограммы, команды или даже перенос на другую машину.
Позволяет вашему запоминающему устройству функционировать как расширение вашей внутренней памяти SINUMERIK ONE без каких-либо ограничений на программы, подпрограммы, команды или даже перенос на другую машину.
Запуск имитации во время обработки (P22)
Графика трехмерной твердотельной модели в реальном времени во время выполнения программы. Это отличный способ проверить ход вашей работы, особенно когда вы используете много охлаждающей жидкости.
ShopTurn (P17)
Настоящее диалоговое программирование, которое можно выполнять прямо в цеху. Напишите полные программы обработки деталей или вставьте элемент в другую программу. С помощью анимированных элементов, подсказок, динамической графики, стандартных циклов и контекстно-зависимой справки вы сможете легко создавать программы. Вам не придется возвращаться к человеку, который запрограммировал деталь, чтобы исправить или добавить в вашу программу.
Обнаружение остаточного материала (P13)
SINUMERIK ONE автоматически распознает ситуации остаточной обработки.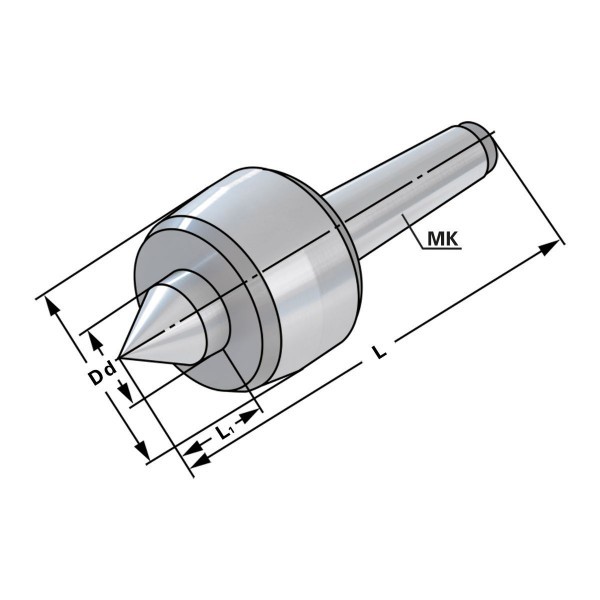 Просто вызовите постоянный цикл Остаточная обработка, введите несколько простых входных данных, а система управления сделает все остальное.
Просто вызовите постоянный цикл Остаточная обработка, введите несколько простых входных данных, а система управления сделает все остальное.
Сопоставьте инструмент с операцией для быстрой обработки: большой инструмент для дробления, меньший инструмент для областей, недоступных большому инструменту. Несколько циклов остаточной обработки в одном и том же элементе позволяют минимизировать время цикла.
Access MyMachine OPC UA (P67)
Стандарт OPC UA (унифицированная архитектура) особенно подходит для обмена данными на разных уровнях, поскольку он не зависит от конкретных операционных систем, имеет безопасные процедуры передачи и лучшее семантическое описание данных.
OPC UA не только делает данные доступными, но также предоставляет информацию о данных (например, типы данных). Это обеспечивает машинно-интерпретируемый доступ к данным.
SINUMERIK ONE Характеристики и опции
Аппаратура управления
SINAMICS S120 Combi Drive
Силовой модуль со встроенной подачей, модули двигателей для 4 осей (шпиндель и 3 оси подачи). Комбинированный привод имеет встроенные внешние вентиляторы внутри радиатора, установленного на задней панели привода. Он имеет встроенную функцию управления тормозом для стояночного тормоза двигателя и датчик температуры, который активирует сигнал тревоги, если температура превышает установленный порог.
Комбинированный привод имеет встроенные внешние вентиляторы внутри радиатора, установленного на задней панели привода. Он имеет встроенную функцию управления тормозом для стояночного тормоза двигателя и датчик температуры, который активирует сигнал тревоги, если температура превышает установленный порог.
SINUMERIK ONE PPU 1740-1900
SINUMERIK ONE предлагает модульность, открытость, гибкость и унифицированные структуры для программирования операций и визуализации. Он имеет встроенную приводную систему SINAMICS S120 и ПЛК S7-1500 для приложений со средней и высокой производительностью. Он предлагает высокую гибкость, отличные динамические характеристики, точность и оптимальную интеграцию в сети.
Панель управления машиной (MCP398C)
Элегантная минималистичная модель MCP-398C имеет кнопки для управления работой машины. Хорошо расположенные и четко обозначенные клавиши позволяют выбирать X, Y, Z или шпиндель, выбирать режимы работы, такие как Jog, Auto, Manual Data Automatic (MDA), и активировать различные двигатели, включая шнековый, охлаждающий, промывочный, скиммер и охладитель шпинделя. и т.д…
и т.д…
Осевой двигатель SIMOTICS S-1FK2
SIMOTICS S-1FK2 — это синхронные двигатели с постоянными магнитами с высокой перегрузочной способностью и встроенной системой энкодера для управления скоростью и положением. Для подключения к сервосистеме SINAMICS S120 используются отдельные кабели питания и обратной связи. Двигатель оснащен 22-битным абсолютным энкодером и подключается к приводу с помощью усовершенствованного интерфейса DRIVE-CLIQ.
Двигатель шпинделя SIMOTICS M-1PH8
SIMOTICS M-1PH8 — это компактный асинхронный асинхронный двигатель шпинделя, способный работать в экстремальных рабочих циклах и с коротким временем нарастания. Он исключительно точен с точки зрения скорости, крутящего момента и позиционирования. Для подключения к сервосистеме SINAMICS S120 используются отдельные кабели питания и обратной связи. Двигатель оснащен 22-битным инкрементным энкодером, он подключается к приводу с помощью расширенного интерфейса DRIVE-CLIQ.
Элементы управления
Примечание: (O) = необязательно
Общие операции
- Сенсорный экран
- 19-дюймовый сенсорный экран со светодиодной подсветкой
- Панорамирование, масштабирование, сжатие, поворот и сканирование, страница вверх/вниз, пролистывание вверх/вниз
- Функции шпинделя:
- Нарезание резьбы с постоянным или переменным шагом
- Нарезание резьбы с компенсационным патроном и жесткое нарезание резьбы
- Клавиша контекстно-зависимой справки, которую вы нажимаете для подробных объяснений
- Подсказки — всплывающие описания в программах, которые появляются автоматически
- Имена инструментов позволяют легко распознавать доступные инструменты и назначать родственные инструменты
- Динамические изображения меняются при выборе поля
- Простое преобразование дюймов/мм
- Цвета шрифта упорядочивают G-коды для быстрой проверки
- Знакомое управление файлами для хранения и поиска программ в узнаваемом интерфейсе
- Рабочий язык на основе Linux
- Открытая архитектура позволяет добавлять приложения, уточнять постоянные циклы
- Виртуальные клавиши интуитивно помогают вам во время работы, а небольшое количество аппаратных клавиш назначено функциям машины
- Встроенная клавиатура и калькулятор , который появляется автоматически при необходимости.
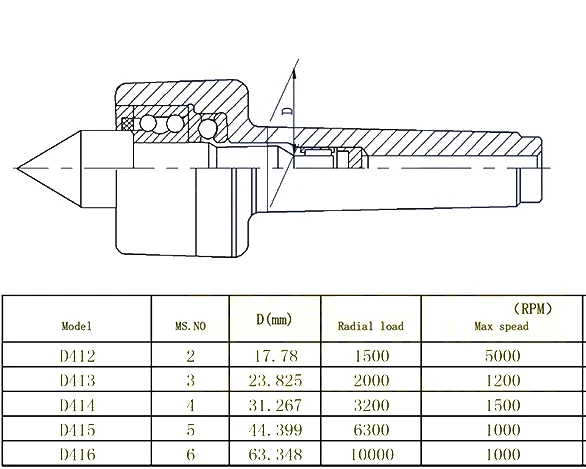
- Несколько каналов – 4 канала; 6 осей стандартного управления (для 12 осей требуется дополнительное оборудование)
- Языковая поддержка — английский, немецкий, испанский, китайский и другие
Анимированные элементы
При работе с SINUMERIK ONE вы будете сталкиваться с анимированными элементами. Эти умные мини-видеоролики помогут вам мгновенно понять основную проблему, позволяя вам реагировать быстро и уверенно.
Редактор контуров
Этот мощный инструмент работает со всеми методами программирования SINUMERIK ONE. Используйте графические элементы для создания даже сложных форм. Автоматически вычисляет пересечения и точки касания.
Также используйте Contour Editor для работы с элементами в файлах DXF. Откройте данные чертежа в Редакторе контуров, затем используйте определение траектории инструмента и даже отредактируйте геометрию.
Операция программирования
- Постоянные циклы упрощают программирование заполнения пробелов
- Обнаружение ошибок в процессе объяснение простым языком
- Математические вычисления в полях ввода данных
- Простой переход между экранами программирования, ручного и автоматического управления ЧПУ
- Выбираемые виды — каркас или модель
- Сводка программы — легко проверяйте даже самые большие программы
- Простой перезапуск программы с точки остановки
- Простое создание программ — объедините G-код и диалоговое программирование в одной программе
- Часы рабочего времени
- Показать G-код во время выполнения программы
- Мягкие ограничения для предотвращения столкновений
- Время обработки быстрого блока
- Часы рабочего времени
- Выбор программирования для стиля, соответствующего вашей работе и вашему цеху – ISO, DIN, ShopTurn, programGUIDE
- Автоматическая установка следующего инструмента в диалоговом режиме ShopTurn
- Программирование макросов – вызов и выполнение, основные программы и подпрограммы
- Остаточная обработка обнаруживает и обрабатывает материал, оставшийся от инструмента и геометрии детали.

Мощные программные симуляторы
- Истинное представление геометрии деталей и инструментов.
- 3D-графика с масштабированием и поворотом угла обзора. (О)
- Органы управления скоростью программы, работой с отдельными кадрами и остановом/запуском.
- Расчет времени обработки.
- Запуск моделирования различных программ во время выполнения задания.
Используйте моделирование:
- При программировании проверьте точность программы.
- Перед запуском рассчитать время цикла и проверить наличие сбоев.
- Во время выполнения, чтобы вы могли видеть ход выполнения программы, когда охлаждающая жидкость мешает вам видеть фактическую деталь и инструмент (O)
Измерение инструмента
Измерение интегрировано в режим толчковой подачи, поэтому вы можете легко и быстро настраивать инструменты.
Мощный УЦИ (ручной режим) Подпрограммы
Деталь устанавливается вручную или с помощью щупа.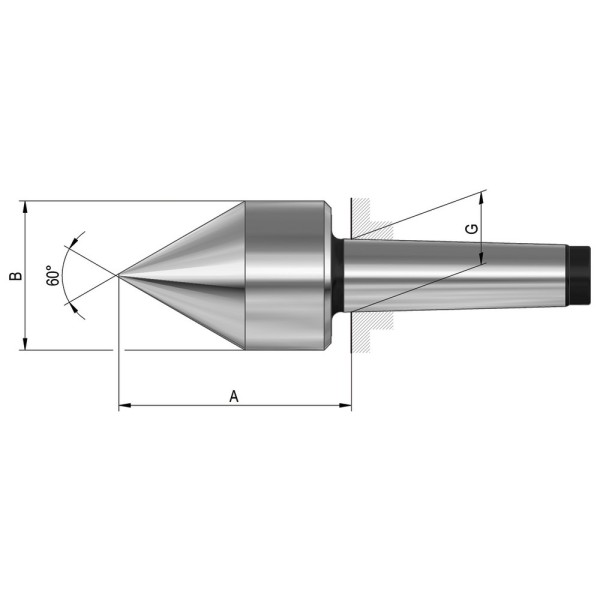
Настройки инструментов
Настройка инструментов проста благодаря значкам и анимированным элементам, которые определяют ваш выбор. Вы определяете количество канавок, угол заточки, режущие кромки, угол держателя, тип инструмента и даже стойкость инструмента. Представление журнала показывает, какие инструменты находятся в магазине.
Инструмент, шпиндель, M-код (TSM)
Одна клавиша дает вам доступ к таким функциям, как загрузка инструментов, активация рабочей координаты или включение шпинделя. В отличие от громоздкого MDI других средств управления производством, все операции выполняются с помощью ответов на диалоговые подсказки. Это значительно упрощает настройку.
Возврат из толчкового режима (REPOS)
Во время выполнения программ SINUMERIK ONE может остановить текущую операцию, а острие инструмента можно отвести от поверхности детали, что позволит вам осмотреть инструмент или деталь. функция REPOS позволяет вернуться к детали, где обработка была остановлена.
Запуск в середине программы
Случается всякое, отключение электроэнергии, поломка инструмента, непредвиденные перемещения. SINUMERIK ONE дает вам беспрецедентную возможность вернуться к тому состоянию, в котором вы были в детали, с высокой степенью уверенности и с минимальными затратами труда. Мощный поиск по блоку и точка прерывания объединяются, чтобы вы начали именно с того места, где остановились, или в точке раньше… просто чтобы убедиться. Эта мощная процедура позволяет даже втягивать/извлекать инструмент, который может определить точное местоположение и правильную скорость для восстановления метчика, застрявшего из-за незапланированного прерывания.
Опции управления
Примечание: (O) = необязательно
Считыватель DXF (P56) (O)
Открывайте файлы DXF на SINUMERIK ONE, чтобы легко перенести данные в свою программу. Программируйте быстрее и уменьшите количество ошибок при программировании. Открывайте и используйте элементы нескольких файлов DXF в одной программе. Работает во всех методах программирования. Легко управляйте определенными функциями из элементов чертежа. Задайте собственную ссылку на деталь, независимую от исходной точки чертежа.
Работает во всех методах программирования. Легко управляйте определенными функциями из элементов чертежа. Задайте собственную ссылку на деталь, независимую от исходной точки чертежа.
Выполнение из внешней памяти (P75) (O)
Позволяет использовать внешнее запоминающее устройство для запуска и редактирования программ. Позволяет вашему запоминающему устройству функционировать как расширение вашей внутренней памяти SINUMERIK ONE без каких-либо ограничений на программы, подпрограммы, команды или даже перенос на другую машину.
Обнаружение остаточного материала (P13) (O)
SINUMERIK ONE автоматически распознает ситуации остаточной обработки, просто вызовите постоянный цикл остаточной обработки, введите несколько простых входных данных, а система ЧПУ сделает все остальное.
Сопоставьте инструмент с операцией для быстрой обработки: большой инструмент для дробления, меньший инструмент для областей, недоступных большому инструменту. Несколько циклов остаточной обработки в одном и том же элементе позволяют минимизировать время цикла.
ShopTurn (P17) (O)
Настоящее диалоговое программирование, которое можно выполнять прямо в цеху. Напишите полные программы обработки деталей или вставьте элемент в другую программу. С помощью анимированных элементов, подсказок, динамической графики, стандартных циклов и контекстно-зависимой справки вы сможете легко создавать программы. Вам не придется возвращаться к человеку, который запрограммировал деталь, чтобы исправить или добавить в вашу программу.
Одновременный 3D-запуск (P22) (O)
Твердотельная трехмерная графика модели в реальном времени во время выполнения программы. Это отличный способ проверить ход вашей работы, особенно когда вы используете много охлаждающей жидкости.
Ход маховика (M08) (O)
Запуск запрограммированных движений путем поворота маховика. Вы управляете скоростью подачи, перемещая ручной генератор импульсов на панели управления, и фактическая запрограммированная траектория перемещается. Отрегулируйте взаимосвязь между оборотами маховика и скоростью подачи с помощью 4 различных настроек разрешения. Плавно переключайтесь между прогоном с маховиком и полностью автоматическим прогоном с ЧПУ. Отлично подходит для настройки и для уверенности в том, что первая часть!
Плавно переключайтесь между прогоном с маховиком и полностью автоматическим прогоном с ЧПУ. Отлично подходит для настройки и для уверенности в том, что первая часть!
Загрузки
[.tcsi-resources]4 причины, по которым вам нужен токарный центр с ЧПУ для производства
Автор: Southern Fabricating Machinery Sales | Опубликовано: 19 мая 2021 г.
Токарные станки с ЧПУ могут быть важным элементом оборудования для многих механических мастерских. Эти машины могут позволить механическим цехам создавать сложные детали на заказ с высокой степенью точности и повторяемости. В этой статье мы поговорим о том, что такое токарный станок с ЧПУ, и о некоторых причинах, по которым он обязательно нужен вашему механическому цеху.
Что такое токарный центр с ЧПУ? Токарный станок — это станок, который удерживает деталь на месте с помощью «патрона». Патрон вращается на месте с различной скоростью, в то время как инструмент станка вдавливается в него. Самая старая ручная версия этого устройства обычно называется «токарный станок» и часто используется для создания изделий из дерева неопределенно цилиндрической формы.
Самая старая ручная версия этого устройства обычно называется «токарный станок» и часто используется для создания изделий из дерева неопределенно цилиндрической формы.
Токарный станок с ЧПУ — это автоматизированный станок, использующий систему числового программного управления (ЧПУ) для управления различными факторами работы станка, такими как скорость вращения патрона, перемещение и угол инструмента, а также выбор инструмента. Токарные станки с ЧПУ бывают двух основных разновидностей: вертикальные и горизонтальные. Это различие основано на том, как станок удерживает деталь, что может повлиять на то, сколько площади требуется токарному центру (горизонтальные токарные станки обычно требуют больше площади, тогда как вертикальные машины выше, но требуют меньше площади).
Одно из преимуществ вертикальных машин, отмеченное некоторыми операторами, заключается в том, что вес удерживаемой детали помогает удерживать ее на месте.
Токарный центр с ЧПУ и токарные станки с ЧПУ?Использование токарного станка с ЧПУ дает ряд преимуществ по сравнению с традиционными токарными станками с ЧПУ, в том числе:
- Токарные операции с ЧПУ.
 Токарные станки с станиной с ЧПУ настраиваются и управляются оператором и зависят от ряда переменных факторов. Это может привести к несоответствию формы и качества деталей от одной заготовки к другой. Использование станка с ЧПУ обеспечивает гораздо более точные операции, позволяя деталям соответствовать более строгим допускам с большей согласованностью.
Токарные станки с станиной с ЧПУ настраиваются и управляются оператором и зависят от ряда переменных факторов. Это может привести к несоответствию формы и качества деталей от одной заготовки к другой. Использование станка с ЧПУ обеспечивает гораздо более точные операции, позволяя деталям соответствовать более строгим допускам с большей согласованностью. - Автоматизация токарных работ. Некоторые токарные станки с ЧПУ имеют элементы управления, позволяющие автоматизировать производство определенных деталей. На этих станках можно заранее запрограммировать скорость вращения, выбор инструмента и перемещение инструмента, чтобы свести к минимуму необходимость ручного управления оператором токарной операцией.
- Скорость производства. Токарный станок с ЧПУ может работать непрерывно без перерыва, в то время как токарный станок с ЧПУ требует ручного вмешательства для смены инструмента, удаления отходов/отходов и замены деталей. Это позволяет токарным центрам с ЧПУ производить детали быстрее, чем станки с ручным управлением.
Кроме того, после создания программы для изготовления конкретной детали ее можно легко сохранить и снова загрузить при необходимости. Это снижает зависимость от квалифицированного труда для изготовления конкретных деталей.
Типы токарных станковТокарные станки с ЧПУ Как мы обсуждали выше, существует два основных типа токарных станков с ЧПУ: горизонтальные и вертикальные станки. Однако есть и другие варианты токарных станков, о которых вам следует знать.
Швейцарский тип: эти станки обычно обрабатывают мелкие детали размером 1,25 дюйма и менее и известны более высокой производительностью, более коротким временем цикла и полностью автоматизированной работой. Эти типы токарных центров с ЧПУ пропускают материал через вращающуюся цангу, где несколько инструментов приближаются к материалу. одновременно выполняя различные операции. Обычно используемые в медицинской, контактной и газовой промышленности. Токарные станки с ЧПУ швейцарского типа являются важным производственным оборудованием.
VTL: VTL – это сокращение от Вертикальные токарные станки, и в отличие от станка с вертикально подвешенным и подвижным патроном, который используется для захвата, обработки и размещения деталей, эти станки больше по размеру и используются для токарной обработки таких предметов, как корпуса клапанов, большие шестерни. кольца и т. д.
Все эти различные типы станков объединяет то, что они поворачивают заготовку для выполнения операций резки и механической обработки.
Преимущества токарных центровПовышение производительности: После настройки и квалификации эти машины могут работать автономно в течение многих циклов. Если они оснащены правильной автоматикой, они могут производить качественные детали в течение нескольких часов подряд с минимальным вмешательством оператора.
Встроенная автоматизация: Контроллер ЧПУ управляет всеми функциями станка, включая смену инструмента, использование СОЖ, удаление стружки и сбор деталей.
Низкая стоимость: Автоматизация любого процесса снижает стоимость деталей за счет сокращения человеко-часов, необходимых для их производства.
Повышение Производительность: Добавление токарного центра с ЧПУ к вашему производству может добавить возможности, которых у вас в настоящее время нет, или увеличить производительность до более высоких мощностей с тем же уровнем квалификации персонала, который у вас есть в настоящее время.
Повышенная точность: После проверки детали выходят из токарного центра с ЧПУ с неизменной повторяемостью. Эта повышенная точность повышает ценность вашего цеха, позволяя достигать все более жестких допусков.
Сокращение отходов: После того, как ваш токарный центр с ЧПУ настроен и производит детали, вы можете рассчитывать на точные и пригодные для использования компоненты.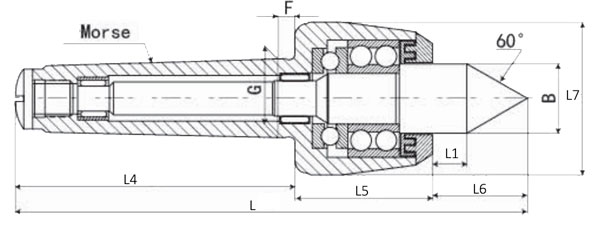 Меньше брака — больше долларов в кармане.
Меньше брака — больше долларов в кармане.
В подавляющем большинстве случаев, если наличие определенной функции, доступной только на совершенно новом токарном станке с ЧПУ, не стоит платить в два-три раза больше денег, обычно лучше покупать подержанный, а не новый.
Покупка новых не гарантирует более высокую точность, качество или безопасность, чем покупка бывших в употреблении. Что он гарантирует, так это более высокую запрашиваемую цену и более длительные отношения с вашим кредитором. Поэтому, когда вы ищете токарный станок с ЧПУ для продажи, обязательно обратите внимание на подержанные варианты, а также на новые.
Конечно, если вы покупаете бывшую в употреблении машину, обязательно тщательно осмотрите ее, прежде чем платить за нее, или обратитесь к опытному продавцу подержанного производственного оборудования, который оценит ее для вас. Таким образом, вы можете избежать некоторых потенциальных ловушек, связанных с частной продажей, и убедиться, что вы получаете высококачественную подержанную машину.
Нужна помощь в поиске подходящего токарного станка с ЧПУ для нужд вашего механического цеха? Свяжитесь с экспертами SFMS сегодня, чтобы получить совет и помощь в поиске идеального токарного станка с ЧПУ!
Southern Fabricating Machinery Sales
Southern Fabricating Machinery Sales (SFMS) с 1980-х годов является экспертом в области покупки, продажи и посредничества в подержанных машинах и бывшем в употреблении промышленном оборудовании. Мы работаем в механических мастерских, инструментальных штампах, пресс-формах и производственных цехах, как и ваш, и работаем с тем самым оборудованием, которое мы теперь предлагаем в качестве решения для ваших производственных нужд!
Токарная обработка
Что такое поворот?
Токарная обработка — это процесс механической обработки, используемый для изготовления цилиндрических деталей, при котором режущий инструмент движется линейно, а заготовка вращается. Токарная обработка, обычно выполняемая на токарном станке, уменьшает диаметр заготовки до заданного размера и обеспечивает гладкую поверхность детали. Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
Несмотря на то, что наши токарные центры с ЧПУ различаются по размеру и мощности, от моделей с двумя осями до станков с вращающимся шпинделем и вторым шпинделем, мы разрабатываем каждый из них с учетом качества, надежности, простоты эксплуатации и безопасности. Кроме того, благодаря нашей философии производства «Производство по требованию» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
Наш язык программирования MAZATROL берет свое начало в наших токарных станках. Для обработки как простых, так и сложных деталей, требующих 4-осевой токарной обработки, MAZATROL дает вам возможность программировать эти детали с помощью либо диалогового программирования, либо программирования G-кода (EIA/ISO) — или даже комбинации два типа программирования.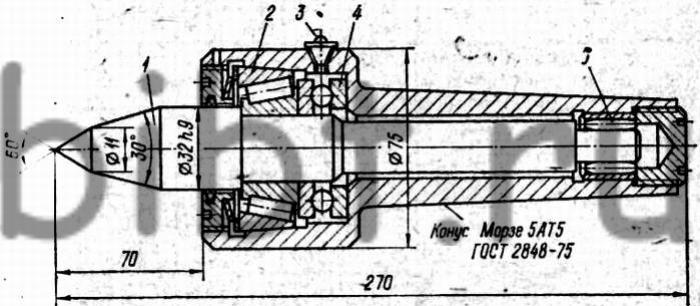
Благодаря нашей философии производства «Производство по требованию» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
- Высокоскоростные токарные и фрезерные шпиндели с высоким крутящим моментом обеспечивают быстрое, точное и агрессивное удаление металла
- Вторые шпиндели обеспечивают чистовую обработку обратной стороны или последовательную обработку деталей
- Вращающиеся инструментальные шпиндели обеспечивают производительность фрезерования, сверления и нарезания резьбы на уровне обрабатывающего центра
- Конфигурации с двумя шпинделями и двумя револьверными головками обеспечивают инновационные возможности обработки деталей
- Тормоза передней бабки по всей окружности оси C
- Функция оси Y обеспечивает больший диапазон обработки геометрии деталей
- Мощные встроенные задние бабки с ЧПУ позволяют автоматизировать процессы Гибридные роликовые направляющие
- MX обеспечивают долговечность и надежность для долговременной точности
- Дополнительная длинная расточная оправка с возможностью обработки глубоких отверстий обеспечивает чрезвычайно производительную обработку
- Удобные и функциональные системы ЧПУ упрощают программирование и повышают производительность
- Совместимость с устройством подачи прутка, портальным загрузчиком и артикуляционным роботом повышает производительность и позволяет выполнять операции без освещения
Наш широкий выбор усовершенствованных токарных станков с ЧПУ, некоторые из которых обладают многозадачностью, эффективно справляются со всем, от токарной обработки мелких деталей до тяжелой обработки больших заготовок с длинным валом, а также в производственных количествах, которые варьируются от отдельных деталей до тысяч компонентов в неделю.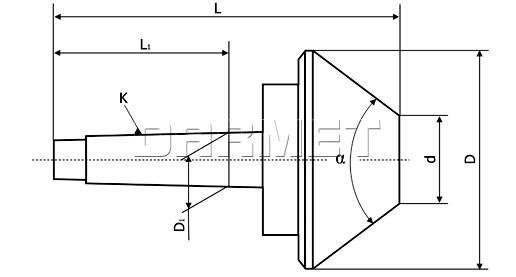 На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство.
На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство.
Серия QUICK TURN
Серия горизонтальных токарных станков мирового класса, преимущественно производимых во Флоренции, Кентукки, которые могут обрабатывать все, от мелкосерийных цехов до высокопроизводительных работ и всего, что между ними. Прочная конструкция ступенчатой платформы превосходит все ожидания даже в самых требовательных приложениях.
- Встроенный главный и второй шпиндель/передняя бабка
- Доступны конфигурации станков с вращающимся инструментом, осью Y и вторым шпинделем
- Конструкция станка с роликовыми направляющими MX
- Система ЧПУ MAZATROL SmoothG и оборудование
- Варианты автоматизации, такие как устройства подачи прутка, портальные роботизированные системы, автоматическая дверь, улавливатель автозапчастей и интерфейс робота
Подробнее
Серия QT-Ez
Горизонтальные токарные станки серии QT-Ez, произведенные в Кентукки, делают качество и надежность Mazak доступными практически для любой мастерской, обеспечивая производительность и компактность по доступной цене. Доступные опции включают задние бабки, управление стружкой и многозадачность, которые добавляют DONE IN ONE ® для обработки за один установ.
Доступные опции включают задние бабки, управление стружкой и многозадачность, которые добавляют DONE IN ONE ® для обработки за один установ.
- Мощные и надежные шпиндельные бабки со встроенным двигателем
- Гибридная система роликовых направляющих MX повышает жесткость, точность и надежность
- Конфигурации револьверной головки включают 2-осевой барабан, Mazak с болтовым креплением или BMT 55 для вращающихся инструментов
- Вращающийся инструмент (M) и внеосевая обработка по оси Y (Y) для многозадачной обработки
- Высокопроизводительный второй шпиндель (S) доступен для обработки деталей DONE IN ONE
Подробнее
Переворачивание фотографий
Свяжитесь с местным представителем Mazak или посетите один из наших технологических центров , чтобы определить, какой обрабатывающий центр Mazak лучше всего соответствует вашим потребностям в обработке деталей.

Токарно-фрезерный центр с ЧПУ – Chiah Chyun Machinery
Токарно-фрезерный центр с ЧПУ – Chiah Chyun Machinery – Производитель на ТайванеЧИА ЧЬЮН МАШИНЕРИ КО., ЛТД.
- О
- Продукты
- Показания
- Новости
- Видео
- Связаться с
- Карта сайта
- Официальный сайт
- Дом
Револьверные головки Тип
Токарно-фрезерный станок
- WTS-52Y2M
- Серия СТ
- СТ1
- СТ2
- СТ3
- МЛ-250
- CY2-52M.
 (Б)
(Б)
Токарно-фрезерный станок с ЧПУ
- SY2-52
- КБ-32М
- НКИ-32М.(С)
- СИ2-42Е
Токарный станок с ЧПУ
- КДС-42/КДС-52
- CL-250
- С-428 / С-4212
- C-428T.(S) и C-4212T.(S)
- С-4212Т.(М)
Автоматический токарный станок
- C-1525A/AD и C-2025A
- C-1525C/CD и C-2025C
- С-4225В
- C-3225CA
(новый)
Токарный станок с ЧПУ с подвижной головкой – Устранение дорогостоящих вторичных наладок и дополнительной обработки деталей. Затраты на обработку резанием Повышение производительности и прибыли
NCY — токарный центр с ЧПУ с подвижной головкой, который выполняет токарную обработку, фрезерование, сверление, нарезание резьбы, резку и токарную обработку за одну операцию. Конструкция скользящей передней бабки в сочетании с системой ЧПУ на базе ПК обеспечивает сверхвысокую эффективность и точность обработки.
Конструкция скользящей передней бабки в сочетании с системой ЧПУ на базе ПК обеспечивает сверхвысокую эффективность и точность обработки.
Система с несколькими инструментами для универсального применения:
- Основная направляющая
» Основная направляющая устанавливается в верхней части передней бабки.
» Может быть оснащен 6 инструментами с хвостовиком 12 мм.
» Суппорт основного инструмента подходит для точения наружного диаметра заготовки. - Возможность контурной обработки по оси C
» Ось C поддерживает контурную обработку.
» Использует силовую турель на 12 человек, приводимую в движение серводвигателем.
» Вращающиеся держатели инструментов и инструменты не являются обязательными.
» Сверхвысокое разрешение индексации 0,0001 мм обеспечивает высокую точность контурирования и индексации. - Боковая фреза
» Боковая фреза установлена с левой стороны передней бабки.
» Устройство подходит для бокового фрезерования, сверления и нарезания резьбы.
» Всего 4 механических инструмента с серводвигателем.
» Макс. скорость инструмента 6000 об/мин. - Концевое фрезерное устройство (дополнительно)
» Устройство концевой фрезы устанавливается перед передней бабкой.
» Устройство подходит для торцевого фрезерования, сверления и нарезания резьбы.
» Всего 8 инструментов, среди которых 3 инструмента с электроприводом и 5 инструментов в статике.
» Электроинструменты приводятся в действие серводвигателем.
» Макс. скорость инструмента 6000 об/мин.
Боковое фрезерное устройство
Всего 4 электроинструмента с сервоприводом.
Концевая фреза
Всего 8 инструментов – 3 с электроприводом и 5 статических.
Задняя бабка
С опциональной дополнительной задней бабкой станок может резать более длинные детали, а задняя бабка прочной конструкции надежно удерживает каждую деталь на месте.
Стандартные принадлежности:
| Дополнительные принадлежности:
|
Приложения: Предназначен для обработки различных прецизионных деталей, таких как:
| |

| NCY-32M.(S) | |||
| Емкость | NCY-32M.(S) | NCY-36M.(S) | |
| Контроллер | Синтек | ||
| Макс. ману. диам. | Ø32 | Ø36 | |
| Шпиндель | |||
| Макс. диаметр подачи бара. | Ø32 мм | Ø36 мм | |
Макс. скорость шпинделя скорость шпинделя | 6000 об/мин | ||
| Высота центра | 1015 мм | ||
| Цанга шпинделя | ТРБ-32 | ТРБ-36 | |
| Перемещение по оси X | 190 мм | ||
| Перемещение по оси Y | 490 мм | ||
| Перемещение по оси Z | 165 мм | ||
| Скорость быстрого перемещения по оси X | 30 м/мин | ||
| Скорость быстрого перемещения по оси Y/Z | 30 м/мин | ||
| № Н.Д. токарные инструменты | 6(Оп:5) | ||
Н. Д. токарный резец размер Д. токарный резец размер | 12 мм(Оп:16 мм) | 12 мм(Можно:16 мм) | |
| № ИД токарные инструменты | 5 | ||
| И.Д. токарный резец размер | Ø25 мм | ||
| Серводвигатель шпинделя | 7,5 кВт | ||
| Серводвигатель оси X | 1,3 кВт | ||
| Серводвигатель оси Y/Z | 0,85 кВт | ||
| Приводной инструмент шпинделя | |||
| Количество радиальных приводных инструментов | 4 | ||
| Размер радиального приводного инструмента | ER-20 | ||
| Электродвигатель радиального приводного инструмента | 1,0 кВт | ||
Макс. скорость радиального приводного инструмента скорость радиального приводного инструмента | 6000 об/мин | ||
| № осевого инструмента | 3 | ||
| Размер осевого приводного инструмента | ER-20 | ||
| Осевой приводной двигатель | 0,75 кВт | ||
| Макс. скорость осевого приводного инструмента | 6000 об/мин | ||
| Насос охлаждающей жидкости | |||
| Верхний промывочный насос шпинделя | 1 л.с. / 0,75 кВт | ||
| Мощность | |||
| Насос охлаждающей жидкости | 1 л.с. | ||
| Емкость бака | |||
| Гидравлический бак | 28 л | ||
| Бак охлаждающей жидкости | 240 л | ||
| Машина | |||
| Размер станка (ДхШхВ) (включая конвейер для стружки) | 2442x1954x1722 мм | ||
Станок N. W. (включая конвейер для стружки) W. (включая конвейер для стружки) | 3100 кг | ||
* Мы оставляем за собой право изменять конструкцию и технические характеристики без предварительного уведомления.
| Дополнительно | ||
| Устройство поперечного точения | Токарный инструмент с передней стороны | Автоматический спиральный конвейер и тележка для стружки |
| Стальной ленточный конвейер и тележка для стружки | Стабилизатор напряжения/трансформатор | задняя бабка |
| Воздуходувное устройство | – | – |
Токарный станок с ЧПУ | Автоматический токарный станок с ЧПУ | Токарный центр с ЧПУ | Токарный станок с подшпинделем | Карта сайта
Copyright © Chiah Chyun Machinery Co. , Ltd. / ТЕЛ: 886-4-25337614 / ФАКС: 886-4-25329524
, Ltd. / ТЕЛ: 886-4-25337614 / ФАКС: 886-4-25329524
No.16, Ln. 52, Sanshe Rd., Shengang District, Taichung City 429, Taiwan, R.O.C.
Простое объяснение Что такое токарная обработка с ЧПУ?
Токарная обработка с числовым программным управлением (ЧПУ) — это процесс субтрактивной обработки, при котором режущий инструмент помещается напротив вращающейся детали для снятия материала. Обычно это делается с помощью токарного станка с ЧПУ или токарного центра, который режет такие материалы, как дерево, металл и пластик. В этой статье будут рассмотрены различные типы токарных станков с ЧПУ, их компоненты и тип, который вы могли бы использовать для своего следующего проекта.
Древняя история
Токарные станки (токарные) являются одним из старейших типов станков и, как мы знаем, до сих пор широко используются. Тысячи лет назад египтяне впервые применили токарную технологию для изготовления каменной посуды.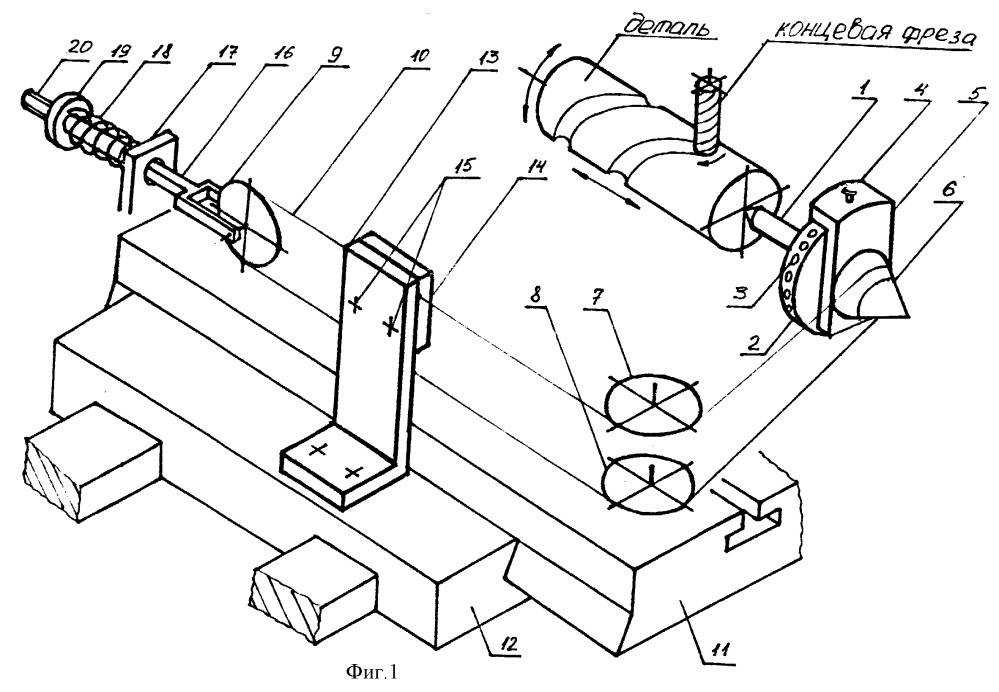 Сотни лет назад, в эпоху Возрождения, токарные станки использовались для изготовления колес, шестерен и деталей для мельниц и насосов.
Сотни лет назад, в эпоху Возрождения, токарные станки использовались для изготовления колес, шестерен и деталей для мельниц и насосов.
В настоящее время токарные станки все еще используются для изготовления всех этих вещей, а также для производства коленчатых валов, орудийных стволов, музыкальных инструментов и даже деталей для других точных машин. Хотя 3D-принтеры и другие субтрактивные станки с ЧПУ также могут делать удивительные вещи, многое может сделать только токарный станок с ЧПУ.
В большинстве субтрактивных станков с ЧПУ, таких как мельницы, водоструйные и плазменные резаки, заготовка крепится к станине, а резка выполняется с помощью вращающегося инструмента. Для резки инструмент перемещается по заготовке или инструментальная головка стреляет по ней. Напротив, токарная обработка с ЧПУ меняет этот процесс на противоположный, вращая заготовку и отрезая ее (путем перемещения статического режущего инструмента к заготовке).
Из-за того, как они работают, фрезерные станки с ЧПУ в основном используются для создания сложных геометрических форм, в то время как токарные станки с ЧПУ используются для создания цилиндрических или продолговатых форм. Токарный станок с ЧПУ обычно выбирают вместо фрезерного станка с ЧПУ или 3D-принтера из-за его способности невероятно быстро изготавливать несколько одинаковых деталей из одного куска материала. Посмотрите это завораживающее видео о токарном станке с ЧПУ в действии:
Токарный станок с ЧПУ обычно выбирают вместо фрезерного станка с ЧПУ или 3D-принтера из-за его способности невероятно быстро изготавливать несколько одинаковых деталей из одного куска материала. Посмотрите это завораживающее видео о токарном станке с ЧПУ в действии:
Компоненты токарного станка (токарного)
Хотя существует несколько различных типов токарных станков, все они имеют относительно схожие компоненты. Имейте в виду, что токарные станки могут вращать очень тяжелые заготовки с невероятной скоростью. Эти машины созданы для точного выполнения крупных проектов, и небольшая ошибка может привести к серьезной травме или повреждению.
Давайте подробнее рассмотрим каждый компонент токарного станка:
- Панели управления ЧПУ — это «мозги», в которых хранится программа ЧПУ. Машинисты управляют всем токарным станком с помощью клавиш на этой панели, включая запуск и остановку проекта, перемещение оси и ввод новых программ.
- Передние бабки служат в качестве удерживающего устройства для других компонентов токарного станка, включая зубчатую цепь, шпиндель и ведущий шкив.
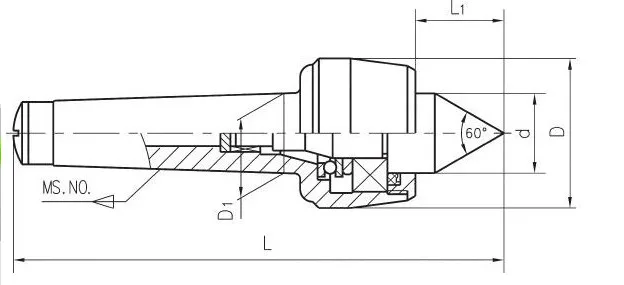
- Задняя бабка, хотя и не всегда используется, представляет собой невращающееся центральное крепление, используемое для растачивания и расположенное напротив передней бабки.
- Шпиндели — это вращающаяся ось машины с валом в основе. И передняя бабка, и задняя бабка могут иметь одну. Патроны
- отвечают за захват обрабатываемого компонента. Патроны могут иметь разное количество кулачков для удержания заготовки.
- Станины являются основой станка и используются для скольжения. Иногда станину можно удлинить для более крупных заготовок или использовать в качестве конвейерной ленты.
- Режущие инструменты представляют собой небольшие насадки, которые удаляют материал различными способами в зависимости от размера и формы инструмента. (Обычные сверла обычно не входят в эту классификацию.)
- Инструментальные револьверные головки являются держателем инструмента для станка. Форма и размер револьверной головки определяются количеством инструментов, которые будут на ней установлены.

- Каретки удерживают режущий инструмент продольно к заготовке при токарной обработке или перпендикулярно при торцовке.
- Ножные педали используются для открывания и закрывания патрона или задней бабки.
Хотя токарные станки относительно просты по своей конструкции, ими сложно овладеть. Понимание компонентов и того, как они работают по отдельности, — лучший способ начать работу с токарным станком с ЧПУ. Теперь, когда мы знаем больше о различных частях станка, давайте рассмотрим несколько различных типов токарных станков и то, когда вы можете использовать каждый из них.
Типы токарных станков
Существует несколько различных типов токарных станков, каждый из которых подходит для различных видов проектов. Основное различие между ЧПУ и обычным токарным станком заключается в том, что обычный токарный станок обычно ограничен двумя осями для обработки, в то время как токарный станок с ЧПУ может иметь до шести осей обработки и даже варианты фрезерных инструментов.
- Горизонтальные токарные станки с ЧПУ являются одним из наиболее часто используемых станков и обладают всеми возможностями обычного токарного станка, за исключением того, что они управляются компьютером и в основном используются для точения и растачивания.
- Вертикальные токарные станки с ЧПУ держат заготовку снизу (вместо бокового захвата горизонтальная) и крутят ее как волчок. Это удобно для мастерских с ограниченным пространством и при работе с особенно толстыми и тяжелыми заготовками.
- Горизонтальные токарные центры представляют собой закрытые токарные станки с ЧПУ, которые объединяют возможности фрезерования и сверления. Токарный центр также может включать в себя револьверную головку с подвижным инструментом, дополнительные оси инструментов, заливку охлаждающей жидкости, заднюю бабку, отделенную от каретки, а иногда и конвейерную ленту.
- Вертикальные токарные центры представляют собой комбинацию горизонтального токарного центра и фрезерного станка с ЧПУ.
 Несмотря на то, что существует гораздо больше типов обычных токарных станков, вышеупомянутые четыре являются основными стилями токарных станков с ЧПУ. Теперь давайте посмотрим на все способы, которыми они могут повернуться.
Несмотря на то, что существует гораздо больше типов обычных токарных станков, вышеупомянутые четыре являются основными стилями токарных станков с ЧПУ. Теперь давайте посмотрим на все способы, которыми они могут повернуться.
Альтернативы
Хотите заняться токарной обработкой, но не можете получить доступ к токарному станку с ЧПУ? На самом деле, токарная обработка не обязательно должна выполняться на токарном станке; это можно сделать с помощью мельницы или, чаще, с помощью сверлильного станка. Все, что требуется, — это патрон, который может должным образом удерживать заготовку, и своего рода каретка, которая перемещает режущий инструмент относительно детали.
Если вам случится переоборудовать свой сверлильный станок и превратить его в вертикальный токарный станок, лучше всего придерживаться точения по дереву. Это потому, что сверлильные станки не имеют необходимой скорости или крутящего момента для обработки металла, как это делает токарный станок. Что бы вы ни пробовали, всегда помните о безопасности и носите надлежащие средства индивидуальной защиты при работе с этими машинами!
Что бы вы ни пробовали, всегда помните о безопасности и носите надлежащие средства индивидуальной защиты при работе с этими машинами!
Введение в решения для крепления | Reid Supply
Поиск
Поиск
Свяжитесь с нами
Главная // Новости отрасли // Введение в решения для крепления
Введение в решения для крепления
Как лучше всего обеспечить качество продукции в процессе промышленной обработки?
Используйте приспособления для удержания заготовки, чтобы правильно расположить заготовку и зафиксировать ее от сил обработки.
Зажим относится к любому устройству, используемому для надежного позиционирования и прочного удержания заготовки в правильном положении относительно инструмента с усилием, достаточным для сопротивления силам механической обработки без деформации детали. Не следует недооценивать важность правильного проведения работ.
При правильном размещении заготовочные приспособления позволяют машине работать в полную силу, эффективно и стабильно производя качественные детали.
Но, если недооценить работу, это может привести к отказу.
Например, при фрезеровании часто возникают отказы из-за того, что заготовка выталкивается из положения силой режущего инструмента или заготовка изгибается из-за того, что она не была должным образом закреплена, что является следствием неправильного удержания заготовки.
Несмотря на то, что методы крепления значительно усовершенствовались, основные принципы зажима и позиционирования остались прежними.
Думайте о зажимах, тисках и приспособлениях с таким же уважением, как к режущим инструментам. Удерживающие устройства не удаляют материал, но добавляют ценность. Вы не можете обработать это правильно, если вы не можете держать это правильно. Удерживающие устройства являются наиболее важными «нережущими» инструментами в механическом цехе, и обычно на них тратится большая часть денег. Почему? Потому что, хотя вы можете обслуживать множество разных клиентов, вы можете приобрести только один токарный станок с ЧПУ. Но вы купите много различных приспособлений, приспособлений и приспособлений, которые стоят дорого.
Почему? Потому что, хотя вы можете обслуживать множество разных клиентов, вы можете приобрести только один токарный станок с ЧПУ. Но вы купите много различных приспособлений, приспособлений и приспособлений, которые стоят дорого.
Наша цель в этой статье — дать вам обзор основных заготовок, которые вам понадобятся при работе на фрезерных станках с ЧПУ, токарных центрах и токарных станках. Мы также поговорим о системах крепления, продуктах, приспособлениях и приспособлениях.
В этой статье мы более подробно рассмотрим:
1. Зажим с ЧПУ
2. Зажимные приспособления для фрезерных/сверлильных станков
3. Зажимные приспособления для токарных станков 0372
> Кондукторы
> Крепления
5. Резюме
CNC Workholding
CNC-обработка — это традиционный производственный метод, в котором используются режущие инструменты и вращение для выполнения заданной серии резов в сплошном блоке материала. Операции резки создаются на основе файлов цифрового дизайна, которые могут одновременно распространяться на несколько станков с ЧПУ, что позволяет производителям быстрее производить несколько копий детали.
Операции резки создаются на основе файлов цифрового дизайна, которые могут одновременно распространяться на несколько станков с ЧПУ, что позволяет производителям быстрее производить несколько копий детали.
Хотя механическая обработка является универсальным процессом, позволяющим надежно производить высокоточные и точные детали, она часто используется для создания важных автомобильных, медицинских и аэрокосмических компонентов, но природа процесса накладывает ограничения на геометрию, которую можно создать с помощью станков с ЧПУ. Например, такие элементы дизайна, как острые внутренние углы, трудно создать с помощью круглых вращающихся инструментов, а элементы поднутрения, такие как ласточкины хвосты и Т-образные пазы, трудно, если вообще возможно, выполнить с помощью стандартных инструментов.
Закрепление заготовки или то, как заготовка фиксируется в положении во время процесса обработки, является еще одной потенциальной проблемой. Если заготовку трудно захватить или захватить неправильно, это может отрицательно сказаться на жизнеспособности детали, сроках производства и стоимости единицы продукции.
Зажим – это универсальный термин, относящийся к любому устройству или устройству, используемому для удержания заготовки в стабильном и неподвижном состоянии. Некоторыми распространенными примерами являются патроны, шарнирно-рычажные зажимы , силовые зажимы , концевые упоры, мягкие или твердые губки, локаторы , тиски, приспособления и приспособления .
Идеальные зажимные приспособления имеют легко воспроизводимые настройки. Некоторые станки с ЧПУ даже имеют стандартные встроенные удерживающие устройства. Как правило, тиски используются на фрезерных станках, а патроны или цанги используются на токарных станках. Иногда для детали может потребоваться индивидуальная установка станка с ЧПУ, чтобы правильно закрепить деталь во время обработки. Крепления и приспособления являются примерами индивидуальных устройств.
Не существует универсального решения для станков с ЧПУ. Целью производителей является определение наилучшего сочетания операций обработки и решений по закреплению заготовки, которые максимизируют время использования шпинделя, снижают потребность в переналадке и повышают производительность.
Целью производителей является определение наилучшего сочетания операций обработки и решений по закреплению заготовки, которые максимизируют время использования шпинделя, снижают потребность в переналадке и повышают производительность.
Среди наиболее распространенных операций обработки с ЧПУ:
СВЕРЛЕНИЕ
ФРЕЗЕРОВАНИЕ
ТОКАРЕНИЕ
Прежде чем оператор запустит программу ЧПУ, он должен подготовить станок ЧПУ к работе. Эти подготовительные работы включают в себя крепление заготовки непосредственно в станке, на шпинделях станка или в станочных тисках или подобных приспособлениях, а затем присоединение необходимых инструментов, таких как сверла и концевые фрезы, к соответствующим компонентам станка. Некоторые из наиболее типичных удерживающих устройств включают в себя:
Зажимные приспособления для фрезерных/сверлильных станков
> Т-образные пазы – Все заготовки или удерживающие инструменты, установленные на фрезерном столе, удерживаются на месте с помощью Т-образных пазов стола.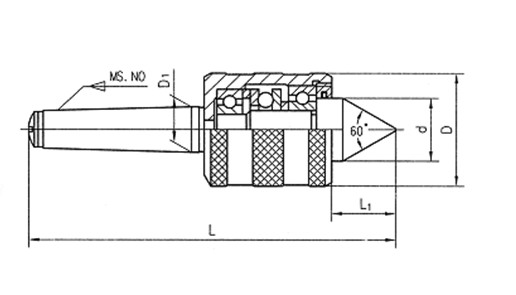
> Зажимы — Зажимы — это самые простые инструменты для крепления чего-либо к Т-образному пазу. Доступен широкий спектр зажимов в зависимости от размера и формы заготовки или инструмента для крепления.
> Крепежные пластины – Крепежные пластины, также называемые инструментальными пластинами , — это пластины, устанавливаемые поверх стола с Т-образными пазами, чтобы обеспечить новый способ позиционирования и закрепления заготовок. Обычно они имеют сетку отверстий, которые чередуют резьбовые отверстия для крепежа и прецизионные штифты для позиционирования.
Решетка значительно упрощает и повторяет позиционирование заготовки. Инструментальные пластины обычно изготавливаются из чугуна или алюминия, хотя также доступны стальные пластины.
> Тиски . Самый простой тип зажима при фрезеровании — это тиски слесаря. Обе челюсти имеют отличную параллельность и перпендикулярность, а также большую прочность, поэтому они идеально подходят для захвата заготовок и не отпускания.
> Параллельные стержни — Параллели часто используются с тисками, чтобы удерживать заготовку на высоте от нижней части тисков, обеспечивая зазор для бокового фрезерования и сквозного сверления.
> Зажимные пластины – В отличие от параллелей, челюстные пластины располагаются снаружи губок тисков и обычно используются для зажима более крупных пластин.
> V-образные блоки – V-образные блоки обычно используются, когда заготовка имеет цилиндрическую форму, например стержни. Их конструкция позволяет быстро и точно определять центр оси Y.
> Угловые пластины – Угловые пластины с прорезями для стола используются в установках, когда обрабатываемую заготовку необходимо удерживать под правильным углом 90 градусов к столу.
Эти пластины тяжелые и доступны в широком диапазоне размеров.
Когда используются угловые пластины, заготовка обычно крепится зажимами или болтами к Т-образной пластине.
Зажимные устройства для токарных станков
В отличие от фрезерных, удерживающие приспособления, используемые в токарных/токарных станках операции выполняют двойную функцию:
– прочно удерживают заготовку
– вращают заготовку вместе со шпинделем.
Выбор наиболее практичного устройства обычно зависит от формы, длины, диаметра и веса заготовки. Тип разреза, который вы выполняете, также играет фундаментальную роль при выборе удерживающих устройств. К типичным приспособлениям для токарных операций относятся:
> Патроны — Патроны, вероятно, являются наиболее широко используемым типом зажимных приспособлений на токарных станках. Они эффективны и точны и хорошо работают с большинством типов заготовок.
Патроны можно разделить на четыре основных типа:
- Трехкулачковые патроны — самоцентрирующиеся и удерживают заготовки правильной формы, например круглые или шестиугольные.

- Четырехкулачковый патрон – несамоцентрирующийся и удерживает детали с эксцентриситетом или неправильной формы.
- Магнитные патроны – удерживают работу за счет магнитной силы.
- Цанговые патроны – используются для удержания небольших или очень длинных заготовок.
> Лицевые пластины — Лицевые пластины обычно имеют круглую форму и имеют резьбовое отверстие в центре, чтобы их можно было привинтить к резьбовому наконечнику шпинделя. Они используются для удержания больших, тяжелых и нестандартных заготовок, которые не могут быть удобно проведены между центрами.
> Ведущие пластины и фиксирующие пластины — Ведущие пластины и фиксирующие пластины обычно используются для перемещения заготовки, удерживаемой между центрами. В то время как оба типа пластин имеют форму диска, ведущие пластины имеют приводной штифт на лицевой стороне, который используется для зацепления с прямыми хвостовыми держателями, а фиксирующие пластины имеют U-образные пазы, предназначенные для установки держателей с «изогнутым хвостом».
> Carriers – Carriers, также известные как токарные собачки, используются вместе с ведущими дисками. Заготовка вставляется в проушину собачки токарного станка и затем прочно закрепляется винтом. Их можно разделить на две категории в зависимости от типа хвоста:
- Прямая хвостовая часть (в паре с ведущими дисками)
- Загнутый хвост (в паре с защелками)
> Центры – Центры полезны для удержания работы на токарном станке между центрами. На хвостовике центра имеется конус Морзе, а грань имеет коническую форму. Есть два типа центров.
- Живой центр – вращается вместе с работой
- Мертвая точка – не вращается вместе с заготовкой
> Подставки — Подставки используются для поддержки длинной тонкой заготовки. Их обычно размещают в какой-то промежуточной точке, чтобы предотвратить отклонение заготовки.
> Оправки – Оправки, также называемые оправками, используются для удержания ранее просверленных или просверленных отверстий для обработки внешней поверхности. Заготовка загружается по оправкам между центрами. Оправки обычно конические, а их концы немного меньше исходного диаметра для эффективного захвата.
Заготовка загружается по оправкам между центрами. Оправки обычно конические, а их концы немного меньше исходного диаметра для эффективного захвата.
Кондукторы и приспособления
Кондукторы — это инструменты, которые удерживают режущий инструмент на месте или направляют его при выполнении повторяющихся операций, таких как сверление или нарезание резьбы. Приспособления , с другой стороны, не направляют режущий инструмент, а удерживают заготовку в фиксированном положении, ориентации или местоположении. С появлением автоматики и станков с числовым программным управлением (ЧПУ) приспособления часто не требуются, поскольку траектория движения инструмента запрограммирована в цифровом виде и хранится в памяти станка.
Несмотря на различия, и приспособления, и приспособления представляют собой инструменты, которые имеют большое значение. Они повышают производительность, улучшают воспроизводимость деталей, упрощают сборку и разборку деталей и помогают создать более безопасную рабочую среду. Почти все автоматизированные промышленные производственные процессы основаны на шаблонах и приспособлениях для последовательного создания правильно функционирующих деталей.
Почти все автоматизированные промышленные производственные процессы основаны на шаблонах и приспособлениях для последовательного создания правильно функционирующих деталей.
Приспособления
Приспособление — это зажимное устройство, которое удерживает, поддерживает и фиксирует заготовку, а также направляет режущий инструмент для выполнения определенной операции. Кондукторы обычно снабжены втулками из закаленной стали или направляющими для режущих инструментов. Кондуктор используется для управления положением и/или движением режущего инструмента. Основная цель приспособления – обеспечить повторяемость, точность и взаимозаменяемость при производстве продуктов. Устройство, выполняющее обе функции (удержание заготовки и направление инструмента), называется приспособлением.
Кондукторы обычно используются при сверлении, развертывании, нарезании резьбы, зенковке и других одномерных операциях механической обработки. Втулка сверла, которая помогает направлять сверло через поверхность заготовки, обеспечивая правильное положение и угол, является распространенным применением зажимного приспособления.
Другой пример шаблона: когда ключ дублируется, исходный ключ используется в качестве шаблона, поэтому новая форма ключа вырезается с использованием той же траектории и формы, что и исходный ключ.
Приспособления
Приспособление — это удерживающее устройство, которое удерживает, поддерживает и фиксирует заготовку для конкретной операции, но не направляет режущий инструмент. Он обеспечивает только опорную поверхность для устройства. Что делает приспособление уникальным, так это то, что каждое из них сконструировано так, чтобы соответствовать определенной части или форме. Основная цель приспособления – найти и, в некоторых случаях, удерживать заготовку во время операции обработки. Кондуктор отличается от приспособления тем, что он направляет инструмент в правильное положение, а также фиксирует и поддерживает заготовку.
Приспособления применяются при токарных, фрезерных, долбежных, шлифовальных, строгальных, расточных и других многомерных операциях механической обработки.