Устройство горелка для полуавтомата сварочного: Сварочная горелка – устройство, виды, назначение
alexxlab | 24.04.2023 | 0 | Разное
Сварочная горелка – устройство, виды, назначение
1 / 1
Содержание:
- Зачем нужна сварочная горелка
- Устройство горелки
- Принцип работы
- Классификация сварочных горелок
- Газовые горелки
- Безинжекторные горелки
- Инжекторные горелки
- Горелки для полуавтомата (MIG/MAG)
- Для аргонодуговой сварки (TIG)
Для сварки металлов наравне с самим аппаратом важную роль играет сварочная горелка. От неё напрямую зависит качество конечного результата, безопасность процесса и уровень производительности.
Горелка для полуавтомата обычно поставляется в комплекте со сварочным аппаратом. Хороший производитель сразу подбирает оптимальный вариант. Но это расходник, который периодически изнашивается и требует замены. Выбор новой осложняется большим количеством нюансов, в которых бывает не просто разобраться.
Выбор новой осложняется большим количеством нюансов, в которых бывает не просто разобраться.
Зачем нужна сварочная горелка
Без горелки можно обойтись разве что выполняя сварку ручным дуговым методом (ММА). В остальных случаях – это главный инструмент сварщика. Он применяется во всех типах сварочных процессов, где требуется наличие газа:
Главное её назначение заключается в смешивании и подаче защитного или горючего газа в рабочую зону, формировании устойчивого пламени. При этом силу горения можно регулировать.
Разбираемся в устройстве
Сварочные горелки для каждого из типов сварки могут иметь присущие только им конструктивные особенности. Но в целом их устройство идентично: сама горелка (гусак), рукав (шлейф) и контактный элемент.
Инструмент для газовой сварки максимально просто устроен. С тыльной стороны рукоятки два штуцера, к которым подключаются шланги. Подача газов регулируется вентилями.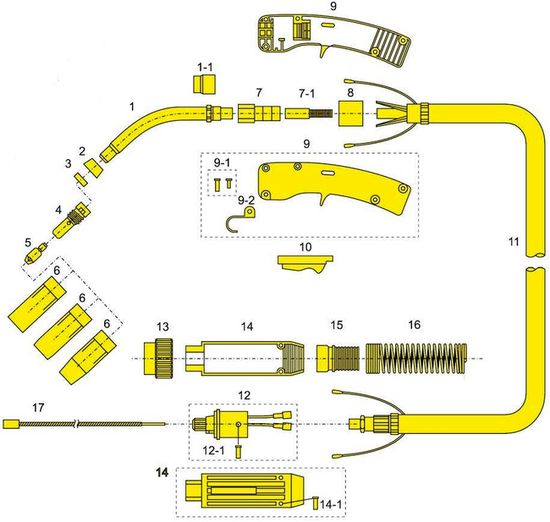
Горелка для сварочного полуавтомата отличается тем, что кроме газа, в неё по шлейфу подаётся ещё и ток, а также сварочная проволока. В мощных устройствах есть каналы для жидкостного охлаждения.
Принцип работы сварочной горелки
Это оборудование имеет простой принцип действия: газы через регулирующие вентили подаются в смеситель, после чего под давлением выходят наружу через сопло. Горящий газовый поток должен иметь определённую скорость – 70-150 м/сек. Превышение этого значения приводит к тому, что пламя отрывается от мундштука и затухает. А если скорость газа будет слишком низкой – огонь может переброситься внутрь инструмента, что чревато взрывом. Поэтому важно, чтобы горение происходило в заданных режимах.
В устройствах типа MIG/MAG или TIG процесс формирования шва происходит не под температурным воздействием пламени, а посредством электрической дуги. Но газ тоже присутствует и служит для формирования защитной среды вокруг сварочной ванны.
Но газ тоже присутствует и служит для формирования защитной среды вокруг сварочной ванны.
Классификация сварочных горелок
Правильно подобранная горелка для сварки позволяет максимально эффективно выполнять сварку металлов, обеспечивает комфорт и безопасность рабочего. Чтобы купить инструмент чётко под свои нужды, необходимо знать его классификацию и конструктивные особенности. Внешняя простота этих изделий обманчива; если копнуть глубже, то у неподготовленного человека может закружиться голова от разнообразия их видов:
-
С инжектором и без.
-
Газовые и жидкостные.
-
Универсальные и специализированные.
-
Однопламенные и многопламенные.
-
Ручные и машинные.
-
С разной мощностью пламени.
Различия по применяемому газу
В сварочном процессе могут применяться три разных типа газовой смеси. Для каждого из них требуется своя горелка:
1. Для ацетиленовой сварки. Основное применение – сварка, пайка и подогрев металлов. Температура пламени – около 3200 °С. Можно варить чёрные металлы небольшой толщины. Работа с высококачественной легированной сталью тоже возможна, но качество будет низким.
2. Пропано-кислородные. Из-за низкой температуры горения пропана (2000-2100 °C) варить ими чёрный металл затруднительно, но возможно, если толщина материала до 3 мм и неважно качество соединения. Такие горелки лучше подходят для пайки с использованием высокотемпературного припоя.
3. Для газовоздушной пропановой сварки. Это горелки инжекторного типа для работы с пропан-бутановой смесью. Варить и паять ими не получится. Основное предназначение – нагрев неметаллических и металлических материалов. Например, при укладке кровли или нагрев труб для их последующего сгибания. Они делятся на однопламенные и многопламенные (с несколькими соплами).
Например, при укладке кровли или нагрев труб для их последующего сгибания. Они делятся на однопламенные и многопламенные (с несколькими соплами).
Кроме этого для каждого типа сварки (полуавтомат или ручная подача присадочного прутка, MIG/MAG или TIG, газовая сварка) требуется устройство определённой конструкции. Поэтому, прежде чем отправиться за покупкой, полезно ознакомиться с классификацией оборудования.
Газовые горелки
Горелки для газовой сварки по принципу работы бывают инжекторными и безинжекторными (диффузионными), а также отличаются по применяемому газу и по мощности.
Мощностные характеристики
Возможности газовой горелки и область её применения во многом зависят от её мощности. Этот показатель регулирует ГОСТ 1077-79, согласно которому оборудование делится на 4 типа:
-
Микромощность (r1) – горелки безинжекторного типа со штуцером размером М12х1,25. Применяют для сварки металла толщиной от 0,1 до 1 мм, а также для пайки.
-
Малая мощность (r2) – горелки инжекторного и безинжекторного типа со сменными штуцерами (наиболее популярны наконечники с размерами М12х1,25 и М16х1,5). Это распространённый вариант, хорошо подходящий для домашнего использования и небольших мастерских. Толщина свариваемых изделий от 0,3 до 10 мм.
-
Средняя мощность (r3) – здесь также возможно применение инжекторных и безинжекторных механизмов. Размер наконечника М16х1,5. Варят металл толщиной 0,5-35 мм. Чаще используются в промышленных условиях.
-
Большая мощность (r4) – горелки только инжекторного типа со штуцером М16х1,5. Сваривают толстостенные конструкции от 40 до 85 мм.
Безинжекторные горелки
Диффузионные модели предельно просто устроены. Кислород и горючий газ подаются в смесительную камеру с одинаковым давлением по отдельным каналам. Перед входом в смеситель потоки разделяются на несколько тонких струй. Это создаёт дополнительные завихрения и способствует лучшему смешиванию. Получившаяся смесь устремляется далее и выходит из наконечника.
Перед входом в смеситель потоки разделяются на несколько тонких струй. Это создаёт дополнительные завихрения и способствует лучшему смешиванию. Получившаяся смесь устремляется далее и выходит из наконечника.
Безинжекторные горелки имеют свои плюсы: можно отдельно регулировать подачу каждого из компонентов, точно изменяя температуру пламени на выходе, для работы не требуется высокое давление. К минусам можно отнести неполное сгорание газа и небольшой КПД, риск попадания пламени внутрь форсунки с последующим взрывом держателя.
Инжекторные
В инжекторных моделях можно регулировать лишь давление кислорода. Он подаётся в смесительную камеру с большой скоростью мимо отверстий для поступления горючего газа. При этом создаётся разряженная зона низкого давления, под действием которой горючий газ устремляется в смеситель вслед за кислородом. А дальше по наконечнику смесь выходит наружу. Благодаря этому компоненты перемешиваются тщательно, а горение проходит с более высокой температурой.
Горелки для полуавтомата (MIG/MAG)
Процесс сварки типа MIG/MAG осуществляется плавким электродом в среде защитного газа. Горелка состоит из трёх основных элементов: рабочая часть – гусак, кабель и контактный разъём, который служит для подключения к сварочному аппарату. По рукаву в рабочую часть подаётся проволока, газ и электрический ток. Гусак выполнен в форме пистолета с кнопкой активации.
При выборе горелки для полуавтоматической сварки следует учитывать ряд факторов: силу тока, длину рукава, тип охлаждения, эргономику и удобство в обслуживании.
С первым параметром всё предельно понятно, важно лишь знать, на какой максимальный ток рассчитан Ваш сварочный аппарат, и выбрать оборудование в соответствии с этим показателем.
Длину рукава подбирают исходя из собственных предпочтений и задач. Кто-то считает, что чрезмерно длинный шлейф способствует энергопотерям, отдавая предпочтение коротким. Другим же наоборот важен запас длины для большей мобильности.
Тип охлаждения бывает воздушный и жидкостный. Первый подходит для сварки небольшими токами (до 250 А). С более мощными сварочными аппаратами предпочтительней жидкостное охлаждение.
Эргономику каждый выбирает под себя. Важно, чтобы инструмент удобно лежал в руке и был хорошо сбалансирован.
Основная нагрузка приходится на рабочий край горелки. Для удобства обслуживания наконечник с соплом и диффузором делают съёмными. Это даёт возможность работать с проволокой разной толщины, облегчает их чистку или замену.
Для аргонодуговой сварки (TIG)
Аргоновая сварка также проходит в среде защитного газа, но используется тугоплавкий электрод, а формирование шва происходит за счёт присадочного материала.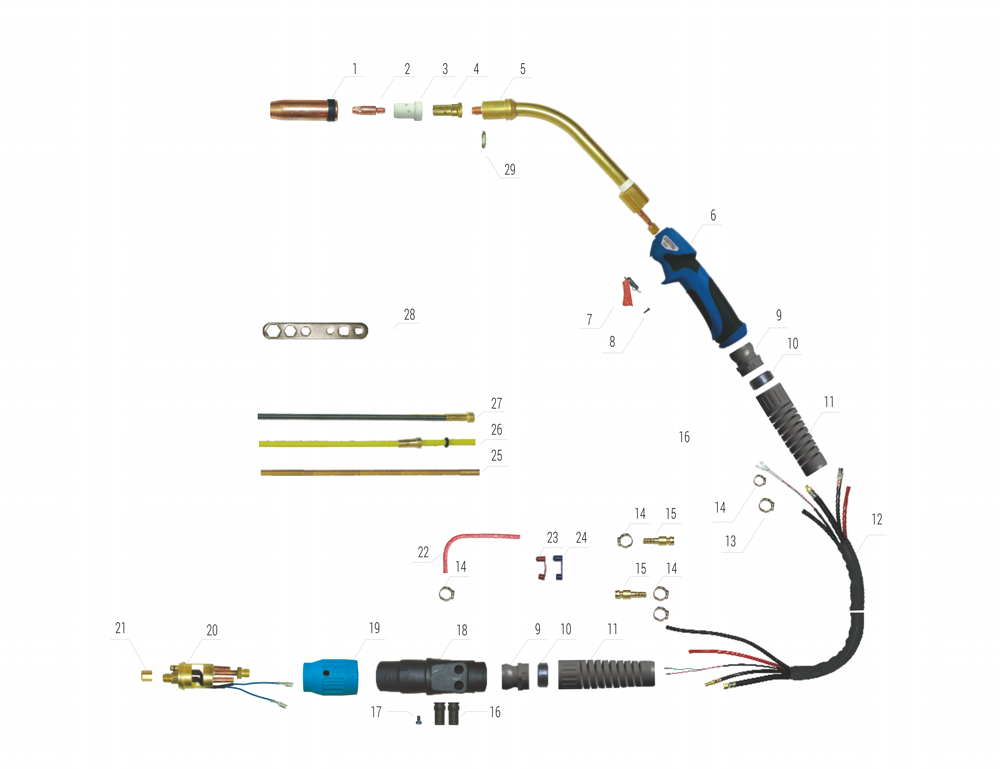
Правила использования горелок для сварки
Первым делом необходимо зачистить свариваемые участки для обеспечения лучшего соединения и подобрать подходящую присадочную проволоку. Далее на сварочном аппарате предварительно регулируется сила тока и скорость подачи проволоки. После настраивается скорость газовой смеси. Этот параметр подбирается опытным путём или с помощью выбора встроенной программы. Теперь можно приступать непосредственно к сварке.
Факел и присадочная проволока направляются в начало шва. По мере образования сварочной ванны горелка перемещается вперёд. Делая вертикальные швы, выбирайте направление снизу вверх. Так будет легче контролировать процесс, а поверхность после застывания получится менее деформированной. При этом подача газа должна быть выше примерно на 30 % в сравнении с горизонтальным процессом.
Делая вертикальные швы, выбирайте направление снизу вверх. Так будет легче контролировать процесс, а поверхность после застывания получится менее деформированной. При этом подача газа должна быть выше примерно на 30 % в сравнении с горизонтальным процессом.
Важные нюансы
Работа с газом требует высокой квалификации сварщика, знание и соблюдение правил безопасности. В применении газовых горелок есть множество нюансов, приведём самые важные из них:
1. Для начала работы первым пускается горючий газ и только потом кислород. Чтобы погасить горелку, наоборот: сначала перекрывается кислород, а затем горючий газ.
2. Газовые горелки бывают 2-тактными и 4-тактными. В первом случае для активации необходимо нажать и удерживать клавишу пуска. Отпускаете – работа прекращается. Принцип работы 4-тактной горелки другой: короткое нажатие кнопки включает подачу газа и активирует процесс сварки, при повторном коротком нажатии газ перестаёт поступать.
3. Диаметр проволоки в полуавтоматической горелке должен точно соответствовать диаметру её направляющей внутри сопла.
Сварочные горелки КЕДР
Любые работы с использованием газа относятся к разряду опасных. Поэтому очень важно внимательно относиться к выбору газосварочного оборудования. Никогда не пренебрегайте правилами техники безопасности и выбирайте оборудование только от проверенных производителей.
Компания «Кедр» завоевала особое уважение среди сварщиков-профессионалов, благодаря характеристикам и качеству своей продукции. В производстве используются только долговечные материалы, соответствующие всем современным требованиям. На сайте https://kedrweld.ru можно заказать сварочные горелки и все сопутствующие им комплектующие по ценам от производителя. Доставка возможна не только для жителей столицы, но и для всех регионов России.
В каталоге товаров компании представлены горелки для полуавтоматов, а также для аргонодуговой сварки, отвечающие самым высоким параметрам безопасности. Квалифицированные менеджеры знают все нюансы работы со сварочным оборудованием и всегда готовы сделать так, чтобы Ваша покупка оказалась максимально полезной.
Квалифицированные менеджеры знают все нюансы работы со сварочным оборудованием и всегда готовы сделать так, чтобы Ваша покупка оказалась максимально полезной.
Горелка для сварочного полуавтомата: устройство и как её выбрать
Содержание
На сегодняшний день полуавтоматическая сварка MIG/MAG является самой популярной после ручной дуговой, так как в разы превышает по качеству и быстроте сварки. Удобство от работы зависит напрямую от оборудования, которым приходится варить. Правильно подобранная горелка позволит работать комфортно и без перебоев на её ремонт.
Внешне она состоит из следующих элементов:
- Сварочный рукав
- Рукоятка с кнопкой
- Гусак
- Сопло
Сварочный рукав представляет собой кабель соединяющий рукоятку с полуавтоматом, в нутрии которого находится:
- Витой канал, для подачи сварочной проволоки из подающего механизма в рукоятку горелки.
- Канал для подачи защитного газа в зону сварки.

- Питающий кабель.
На другом конце рукава находится разъём для подключения его к подающему механизму.
Поставляются такие кабеля длиной от 2,5 до 7 метров. Это позволяет комфортно выполнять сварочные работы на удалённом расстоянии от полуавтомата. При использовании длинных рукавов есть вероятность заедания проволоки в витом канале.
В нутрии сопла находится:
- Изоляционное кольцо
- Электродный держатель
- Токоподводящий наконечник
- Сопло наконечника
Токоподводящий наконечник изготавливается из меди. Это позволяет пропускать сварочный ток без потерь и отводить излишки тепла при нагреве.
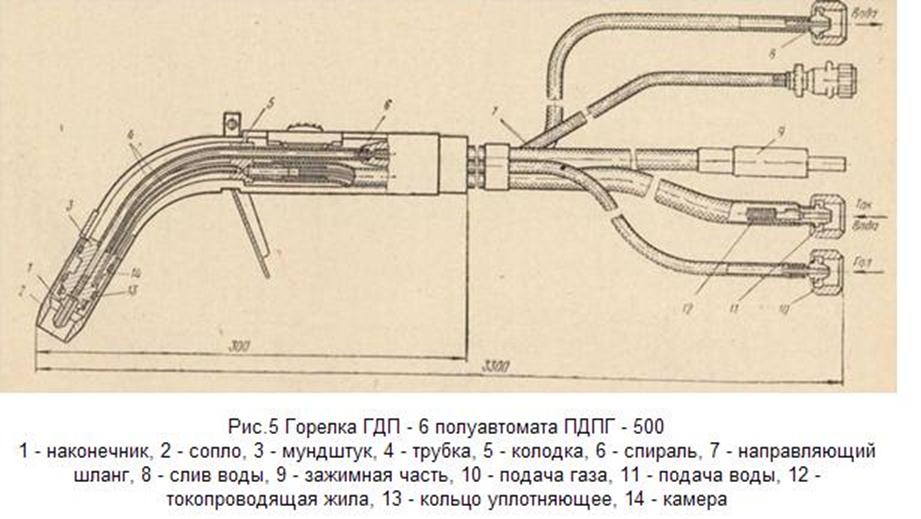
Нижеприведенная схема наглядно показывает, из каких элементов они состоят:
Так же существуют горелки с водяным охлаждением. На схеме ниже представлена одна из них:
Как подобрать горелку и рукав для полуавтомата
Прежде чем приступить к выбору, сперва необходимо определиться с типом и объёмом работ. Если работа предполагает сварку небольших узлов в небольших количествах, тогда приобретение дорогостоящей горелки будет лишним.
Если работа предполагает сварку небольших узлов в небольших количествах, тогда приобретение дорогостоящей горелки будет лишним.
Поэтому следует обратить внимание на следующие факторы:
- Максимальный рабочий ток сварочного аппарата;
- Диаметр канала для проволоки;
- Способ охлаждения;
- Длина рукава;
- Разъём для подключения;
- Прочность и износостойкость горелки с рукавом
Максимальный рабочий ток сварочного аппарата
Выбирается в зависимости от максимального рабочего тока источника питания. Если сварку выполнять током 250А горелкой рассчитанной на ток 200А, это может привести к перегреву и расплавлению кабелей с проводными каналами внутри рукава. Если не планируется превышать максимально-допустимый ток, в таких случаях возможно её применение.
Диаметр канала для проволоки
Существует два типа каналов для прохождения проволоки: стальной и тефлоновый. Каждый из них используется для определённого типа проволоки.
Стальной канал применяется для проволок, предназначенных для сварки углеродистых и легированных сталей.
Тефлоновые каналы используют для алюминиевой проволоки.
Существуют различные диаметры каналов – 0,6 – 3,0. Выбирается диаметр канала в зависимости от диаметра сварочного материала.
Способ охлаждения горелки
Существует два типа охлаждения: без охлаждения и с водяным охлаждением. Для выполнения работ в быту и на небольших производствах, где процесс сварки идёт с перерывами, охлаждение не нужно. Если процесс сварки идёт непрерывно в течении 10 – 15 мин, тогда требуется водяное охлаждения.
В большинстве случаев охлаждение не нужно и является маркетинговым ходом производителей.
Длина кабеля
Позволяет выполнять сварочные работы на высоте, а также даёт возможность постоянно двигать сварочный полуавтомат в процессе работы.
Бывают длиной от 2,5 до 7 метров.
При длине свыше 5 метров необходим четырехроликовый подающий механизм. В противном случае могут быть пробуксовки, что приводят к обрыву в подачи проволоки.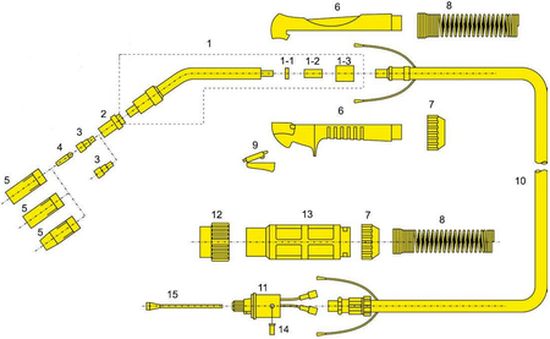
Для бытовых работ подойдут кабеля длиной до 3 метров. Для больших производств – 5-7 м.
Разъём для подключения
Существуют отсоединяемые кабеля от подающего механизма и встроенные, которые нельзя отсоединить. В большинстве случаев отсоединяемые кабеля имеют специальный EURO разъём. Маркируется он как KZ-2.
Прочность и износостойкость горелки с рукавом
В процессе сварки сварочная горелка может получить повреждение, как механическое, так и тепловое. По этой причине кожух рукава должен быть не только гибким, но и прочным. Рукоятка должна быть изготовлена из прочного, качественного пластика. Иначе такой кабель будет работать недолговечно.
Даже для работы в быту не стоит экономить на качестве. Рукава и горелка низкого качества будет постоянно создавать проблемы, и мешать сосредоточится на работе.
Аппарат
, как выбрать, лучшие модели
Сварка МИГ/МАГ отличается повышенной производительностью и непрерывными соединениями. Качество шва зависит от характеристик аппарата и навыков сварщика, но на удобство процесса влияет и горелка сварочного полуавтомата, поэтому ее необходимо правильно подобрать. Мы обсудим устройство и виды горелок для сварочных полуавтоматов, а также сделаем обзор наиболее удачных моделей.
Качество шва зависит от характеристик аппарата и навыков сварщика, но на удобство процесса влияет и горелка сварочного полуавтомата, поэтому ее необходимо правильно подобрать. Мы обсудим устройство и виды горелок для сварочных полуавтоматов, а также сделаем обзор наиболее удачных моделей.
Подбор товара осуществлялся на основании отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети Интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке определенных товаров. Статья носит ознакомительный характер.
Горелка газовая в сборе с гильзой
Для понимания выбора комплектующих рассмотрим горелочное устройство полуавтомата, что поможет понять, на какие элементы приходится наибольшая нагрузка при работе.
1. Насадка коническая.
2. Текущий наконечник.
3. Держатель наконечника.
4. Газораспределитель.
5. Мундштук.
6. Кнопка.
7. Рычаг.
8. Соединительная пружина
9. Коаксиальный кабель.
10. Соединительная пружина
11. Коробка для воздушного охлаждения.
12. Винт.
13. Центральный коллектор.
14. Гайка.
Горелочное устройство с водяным охлаждением.
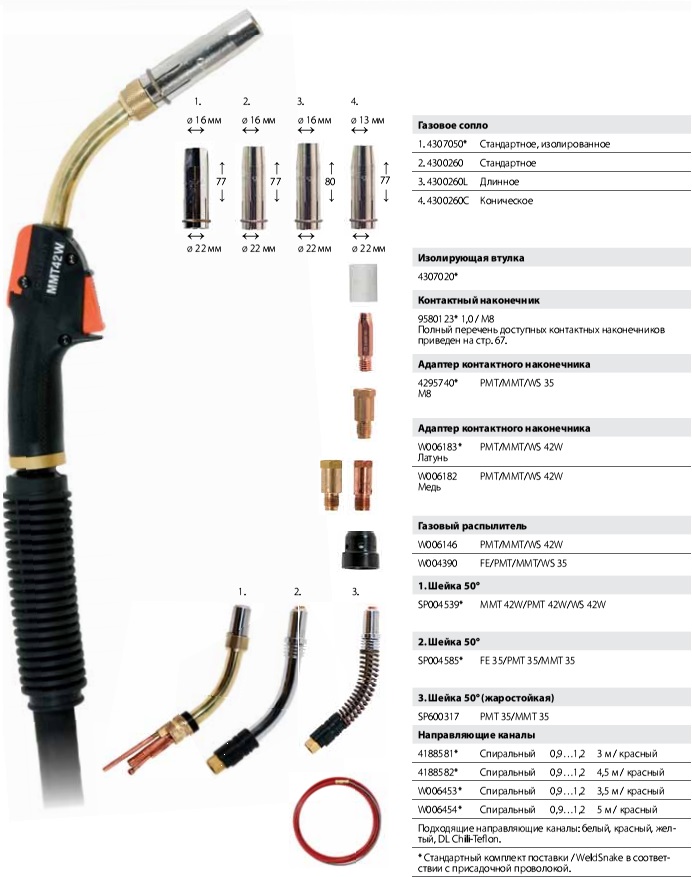
Разновидности газовых горелок
Полуавтоматические горелки различаются прежде всего по максимально допустимому току. Это зависит от того, какую толщину металла они смогут сварить (в сочетании с мощностью полуавтомата). Различают бытовые и полупрофессиональные горелки с показателем 150-180 А. Далее идут комплектующие на 200-250 А. В крупных производствах применяют горелки, выдерживающие сварку на токе 300-400 А.
Еще есть горелки для работы за сварочным столом (сварочный рукав полуавтомата короткий – 2-3 м), и горелки для сборки объемных конструкций в цехе (длина шланг-пакета 4-5 м).
Последнее отличие заключается в типе охлаждения, которое бывает воздушным и жидкостным. В первом случае тепло уходит в воздух, а изнутри дополнительно производится продувка газа. Во втором случае горелка имеет подающий и обратный канал для циркуляции жидкости, которая осуществляется от насоса.
Горелка с водяным охлаждением.
Тип охлаждения влияет на продолжительность и стоимость товара.
Как выбрать газовую горелку и сварочную муфту для полуавтомата
При выборе модели учитывайте следующие шесть факторов.
Ограничение максимального сварочного тока
Этот параметр должен соответствовать характеристикам устройства. Если ваш полуавтомат выдает 300 А, то показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такое значение, но это ограничит возможности аппарата.
Длина рукава
Рукава могут быть длиной от 2 до 8 м. Чем больше шланг-пакет, тем маневреннее сварочный аппарат. Но в этом случае требуется надежный четырехроликовый механизм подачи.
Чем больше шланг-пакет, тем маневреннее сварочный аппарат. Но в этом случае требуется надежный четырехроликовый механизм подачи.
Четырехроликовый полуавтоматический механизм подачи проволоки.
Также важно следить, чтобы канал не перекручивался, иначе провод начнет «буксовать». Для работы в гараже или во дворе частного дома достаточно 2-3м. В мастерской желательно иметь запас 4-5 м.
Метод охлаждения
Если собирать каркасы теплиц, беседок, дверей, ворот, то много времени уходит на подготовку деталей, чистку, обрезку. Длина швов в таких конструкциях не превышает 10 см. Достаточно горелки с воздушным типом охлаждения, которая успеет остыть, пока ведутся другие работы. При непрерывной сварке длинными швами необходимо водяное охлаждение, иначе пострадает производительность.
Разъем горелки
Имеются невстроенные горелки, которые невозможно отключить от устройства. В случае раздельного исполнения чаще всего используется разъем ЕВРО, который также имеет маркировку КЗ-2. Если у вас есть полуавтомат с таким вводом, то вам подойдет любая горелка с евровилкой.
Если у вас есть полуавтомат с таким вводом, то вам подойдет любая горелка с евровилкой.
Евроразъем для подключения горелки к полуавтомату.
На некоторых моделях есть разъем PDG-309. Тогда нужно искать именно такое обозначение для замены оснастки.
Соединитель PDG 309.
Тип и размер проволочного канала
Тип канала стальной и тефлоновый. Первый используется для сплошной и полой проволоки при сварке нержавеющих сталей и черных металлов. Второй подходит для нарезания резьбы алюминиевой проволоки и сварки алюминия и его сплавов. Диаметр канала выбирается исходя из сечения провода и составляет 0,6-1,6 мм.
Эргономика
Чем естественнее ложится горелка в руку, тем меньше сварщик будет уставать при длительной работе. Для этого на ручке должны быть вырезы, пусковая кнопка должна располагаться ниже и точно под указательным пальцем, передний вынос предназначен для предотвращения соскальзывания. Резиновые вставки способствуют надежному захвату.
Эргономичная ручка сварочной горелки для полуавтомата.
Правила эксплуатации и ухода
Чтобы с грелкой было удобно готовить, ее канал не должен быть перекручен или собран в петли. Это затрудняет проводку. Мундштук коллектора подбирается по диаметру добавки, подаваемой из змеевика. Со временем его внутреннее отверстие развивается и проволока начинает «гулять», что затрудняет контроль за формированием шва. В этом случае мундштук меняют на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно он забивается чешуей внутри, которую нужно очищать. Брызги металла прилипают снаружи, поэтому рекомендуется применять масляные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и насадки). Кабель-канал склонен к скоплению мусора и технической смазки из провода, поэтому раз в год его необходимо чистить, для чего выпускаются специальные приспособления.
Лучшие горелки для сварочных полуавтоматов
Если у вас нет полуавтомата с неразъемным соединением кабель-канала с корпусом, то такую горелку можно заменить на более удобную. Для покупки ищите продукт с обозначением вилки EURO. Он универсален и подходит к любому устройству с таким же разъемом. Покупать технику той же марки, что и ваш полуавтомат, не обязательно.
Для покупки ищите продукт с обозначением вилки EURO. Он универсален и подходит к любому устройству с таким же разъемом. Покупать технику той же марки, что и ваш полуавтомат, не обязательно.
Горелки 150-180 А
Если для соединения металла толщиной 0,8-7,0 мм используется сварочный полуавтомат, то достаточно горелки, рассчитанной на силу тока 150-180 ампер.
МИГ-150 БРИМА
Горелка полуавтоматическая от немецкого производителя. Оснащен эргономичной ручкой с несколькими вырезами, которые хорошо ложатся в ладонь сварщика. Кабель-канал может принять провод от 0,6 до 1,0 мм. Длина рукава 3 м, что достаточно для стационарного сварочного поста в цехе. Если варить на токе 150 А, то время включения будет 60%. Евроразъем оснащен выступающим тиснением, облегчающим подключение к сварочному аппарату. Аксессуар охлаждается воздухом снаружи и газом изнутри.
Горелка отличается удлиненным соплом, которое подходит для сварки на прямой и обратной полярности (менее греется). Также угол наклона гусака минимален, что позволяет вставлять его в трубы и сваривать в труднодоступных местах.
Также угол наклона гусака минимален, что позволяет вставлять его в трубы и сваривать в труднодоступных местах.
Фоксвелд 6068 МИГ-15
Это горелка от итальянского производителя. Подходит для полуавтоматической сварки как в защитных средах, так и в среде активных газов. Реализовано воздушное охлаждение. Максимальный ток допустим 180 А. В этом случае ПВ будет 40%. Аксессуар совместим с проволокой диаметром 0,6-1,0 мм. Но горелка весит 2,4 кг с кабель-каналом, так что на высоте вам придется держать ее второй рукой, чтобы не затягивать.
Модель примечательна длиной рукава 5 м. Это выгодно при работе с большими конструкциями — вам нужно будет реже перемещать устройство. Повышенная мобильность сварщика позволяет быстро переключаться с одного изделия на другое и даже работать попеременно на двух сварочных столах.
АВРОРА 12017 PRO MIG 15 ВОЗДУШНОЕ ОХЛАЖДЕНИЕ
У этой горелки сверху есть широкая резиновая накладка, чтобы она не выскальзывала из рук. Место для спускового крючка отделено, чтобы туда не съезжали другие пальцы. Пакет шлангов тоньше, чем у других производителей, и легче. Длина канала 3 м, максимальный ток допустим до 180 А.
Место для спускового крючка отделено, чтобы туда не съезжали другие пальцы. Пакет шлангов тоньше, чем у других производителей, и легче. Длина канала 3 м, максимальный ток допустим до 180 А.
Судя по отзывам сварщиков, эту модель вполне удобно держать и работать по 6-8 часов каждый день. Он же и самый доступный. Если у вас есть сварочный полуавтомат известного бренда, которому требуется замена горелки, то вы сможете сэкономить без потери качества.
ФУБАГ 38440 ФБ 150
Горелка высшего качества от немецкого бренда. Имеет длину рукава 3 м и пропускает проволоку диаметром 0,6, 0,8 и 1,0 мм. Варить его можно на максимальном токе не выше 180 А, иначе он перегреется и расплавится. На насадке предусмотрено два рельефных кольца для удобного снятия наконечника.
Горелка дорогая, но очень удобная. Сварщики ценят его за эргономичность. Если вам нужно готовить по 6 часов каждый день, то с этим ваша рука будет меньше уставать. Кнопка нажимается очень легко одним пальцем. Резиновая накладка сверху предотвращает скольжение в руках.
Резиновая накладка сверху предотвращает скольжение в руках.
ВИКИНГ 95588016 МИГ 15АК-4м
В конце рейтинга мы разместили горелку австрийского бренда. У нее оптимальный рабочий ток 150 А, при котором время включения составляет 60%. Если необходимо, то кратковременно можно проводить сварку при 180 А, но с более длительными перерывами на охлаждение. Длина рукава 4 м повышает мобильность сварщика. Весит горелка с каналом 2 кг. Отличается от большинства других моделей расположением резиновой вставки внизу, что предотвращает соскальзывание пальцев.
Такое изделие подойдет там, где приходится часто менять положение и проваривать вертикальные, потолочные и угловые швы. Для предотвращения перегиба кабель-канала на входе в горелку и перед евроконнектором предусмотрены длинные пружинные вставки.
Какую горелку на 150-180 Решили купить?
Лучшие горелки на 200-250 А
При необходимости сварки деталей толщиной 10-20 мм необходимо увеличить силу тока на полуавтомате. Соответственно нужна горелка с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
Соответственно нужна горелка с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
МС 24 Сварог ICT2698
Горелка MIG для сварки в смесях углекислого газа и аргона. С газом MIX допустим ток 220 А, с углекислотой 250 А, в обоих случаях ПВ 60%. Шланг-пакет, судя по отзывам, достаточно гибкий. Его длина составляет 3 м. Горелка предназначена для воздушного охлаждения. Можно продеть проволоку от 0,8 до 1,2 мм. Общий вес изделия 2,7 кг. Наконечник массивный и прочный. Но длинное опережение мешает контролю сварочной ванны.
Данная модель интересна наличием противоскользящих накладок сверху и снизу на ручке. Такая конструкция особенно актуальна для работы на высоких конструкциях (чтобы не уронить) или в жарких условиях (на улице летом). Горелка также примечательна гусаком, покрытым медью, что снижает количество налипающих брызг от сварки.
БРИМА МИГ-250
Дополнительная горелка от немецкого бренда. Согласно отзывам, покупателям нравится товар по доступной цене. На рукояти нет резиновых накладок, но есть выступы под пальцы. Анатомическая форма снимает напряжение с руки. Длина кабеля 3 м. Диаметр проволоки 0,8, 1,0 и 1,2 мм. Максимальный ток не более 250 А. При таком показателе можно непрерывно готовить 6 минут, а затем дать остыть 4 минуты.
На рукояти нет резиновых накладок, но есть выступы под пальцы. Анатомическая форма снимает напряжение с руки. Длина кабеля 3 м. Диаметр проволоки 0,8, 1,0 и 1,2 мм. Максимальный ток не более 250 А. При таком показателе можно непрерывно готовить 6 минут, а затем дать остыть 4 минуты.
Обратите внимание на мощную пружину в основании коннектора и ручки. Она не допускает складки канала при сильном изгибе. Провод будет подаваться непрерывно. Провода, ведущие к кнопкам (петлям), останутся целыми, несмотря на частые перегибы втулки.
АВРОРА 12027 25 ВОЗДУШНОЕ ОХЛАЖДЕНИЕ
Надежная горелка для полуавтомата с проверенным качеством. Позволяет работать с проволокой диаметром до 1,2 мм. Обладает хорошей теплоотдачей и поддерживает полуавтоматическую сварку с силой тока 230 А. Сверху на рукоятке находится противоскользящая накладка. Гусак покрыт хромом, чтобы уменьшить прилипание брызг. Евроконнектор с высокими краями легко вставляется в розетку полуавтомата.
Модель примечательна длиной кабель-канала 5 м. Благодаря этому сварщик может обходить крупногабаритное изделие, не перевозя аппарат с баллоном. Такой гильзой практично сваривать металлоконструкции на нашей стройке.
Посмотреть видео о продукте
ФУБАГ 38443 ФБ 250
Продукт от немецкого производителя завершает рейтинг мощных горелок для полуавтомата. Горелка чрезвычайно удобна за счет анатомической формы и двух резиновых вставок. Угол гусака оптимален для минимального изгиба запястья. Серия рассчитана на максимальный ток 230 А. Можно установить тонкий провод 0,8 мм для сварки корпусов, а толстый провод 1,2 мм для соединения заготовок сечением до 20 мм.
Горелка имеет очень чувствительную кнопку пуска. Это помогает, когда полуавтомат используется для сборки ответственных конструкций, где требуется многократная прихватка. Нажимать на курок 1000 раз в день не утомляет. Гибкий стыковочный элемент в основании обеспечивает мобильность гибочной горелки для сварки в различных пространственных положениях.
Какую горелку за 200-250 А вы решили купить?
Вам будет интересно
Автоматическая круговая прожиг и сварка – BUG-O SYSTEMS – Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
АВТОМАТИЧЕСКАЯ КРУГОВАЯ ПРОЖИГ И СВАРКА НА ТРУБАХ И СОСУДАХ ПОД ДАВЛЕНИЕМ Отсутствие намотки шлангов или кабелей независимо от направления вращения. Доступны установки для кислородно-топливной, плазменной резки и сварки. Bug-O Systems руководствуется принципами честности, добросовестности и этики в обслуживании наших клиентов и во всем, что мы делаем. ПОДРАЗДЕЛЕНИЕ WELD TOOLING CORPORATION 280 TECHNOLOGY DRIVE CANONSBURG, PENNSYLVANIA 15317-9564 ТЕЛЕФОН: 412-331-1776 http://www.bugo.com ФАКС: 412-331-0383
Bug-O Makes The … Адаптер катушки проволоки для катушек 30 фунтов (13,6 кг) на CW-5. Катушки с проволокой на 60 фунтов (27 кг) включены в модели CW-7, CW-11 и CW-18. Мощный двигатель с постоянными магнитами и зубчатая передача обеспечивают плавное движение сварочной горелки. Для субдуговых применений в CW-5AX, CW-7, CW-11 и CW-18 предусмотрен бункер для флюса емкостью 25 фунтов (11 кг). *Возможно восстановление флюса Кулачок подъема и опускания, поднимает и опускает резак, повторяя контур трубы или сосуда. Сварочный пистолет и кабель в комплекте. Реечные группы для горизонтальной и вертикальной регулировки сварочной горелки. Моторизованные стеллажи…
Катушки с проволокой на 60 фунтов (27 кг) включены в модели CW-7, CW-11 и CW-18. Мощный двигатель с постоянными магнитами и зубчатая передача обеспечивают плавное движение сварочной горелки. Для субдуговых применений в CW-5AX, CW-7, CW-11 и CW-18 предусмотрен бункер для флюса емкостью 25 фунтов (11 кг). *Возможно восстановление флюса Кулачок подъема и опускания, поднимает и опускает резак, повторяя контур трубы или сосуда. Сварочный пистолет и кабель в комплекте. Реечные группы для горизонтальной и вертикальной регулировки сварочной горелки. Моторизованные стеллажи…
Сварка по кругу. Двигатель подачи проволоки. (См. таблицу размеров проволоки на стр. 5) Токосъемные кольца и щетки для сварочного тока. Кольца и щетки коллектора для вращения и управления. Управление сваркой: ручной/автоматический переключатель сварки/вращения, дюйм холодной проволоки, переключатель продувки, переключатель подъема-опускания проволоки, скорость подачи проволоки, контроль обратного прожига и время предварительной и постпоточной подачи. Вольтметр и амперметр позволяют сварщику контролировать параметры сварки на машине. (Дополнительно для CW-5, входит во все остальные модели) Регулятор скорости вращения. Переключатель направления и включения-выключения. 3-х кулачковый раздвижной патрон. (доступно 4 размера) Располагает…
Вольтметр и амперметр позволяют сварщику контролировать параметры сварки на машине. (Дополнительно для CW-5, входит во все остальные модели) Регулятор скорости вращения. Переключатель направления и включения-выключения. 3-х кулачковый раздвижной патрон. (доступно 4 размера) Располагает…
Аппараты круговой сварки CW-5 Аппарат круговой сварки CW-5 (CWO-1500) предназначен для одно- или многопроходной сварки муфт или патрубков на трубах и сосудах с использованием процесса MIG или Flux Core в газовой защите. Станок оснащен собственным механизмом подачи проволоки, приводным двигателем вращения, кулачковым механизмом подъема и опускания и сварочным пистолетом. Горизонтальные и вертикальные стойки для размещения резака и держателя катушки на 30 фунтов (14 кг). Для получения более подробной информации. см. наш технический паспорт «CW-5» на сайте bugo.com CW-5AX Аппарат круговой сварки CW-5AX (CWO-1560) предназначен для однопроходной или многопроходной сварки муфт и патрубков на…
Аппарат для круговой сварки CW-11 Аппарат для круговой сварки CW-11 (CWO-1100) предназначен для субдуговой сварки, сварки MIG и сварки с флюсом на больших сосудах, куполообразных днищах и плоских поверхностях. CW-11 имеет рабочий диапазон 10-50 дюймов (254-1270 мм) наружного диаметра. насадки без намотки кабеля для многопроходной сварки. Дистанционное управление амперами и вольтами. Аппарат может использовать сварочную проволоку диаметром от 0,035″ до 3/32″ (0,8-3,0 мм). Для получения более подробной информации. см. наш технический паспорт «CW-11» на сайте bugo.com. Аппарат круговой сварки CW-18 (CWO-1800) предназначен для приварки патрубков к сосудам или куполообразным головкам с использованием SUB-ARC. Крепления CW-18…
CW-11 имеет рабочий диапазон 10-50 дюймов (254-1270 мм) наружного диаметра. насадки без намотки кабеля для многопроходной сварки. Дистанционное управление амперами и вольтами. Аппарат может использовать сварочную проволоку диаметром от 0,035″ до 3/32″ (0,8-3,0 мм). Для получения более подробной информации. см. наш технический паспорт «CW-11» на сайте bugo.com. Аппарат круговой сварки CW-18 (CWO-1800) предназначен для приварки патрубков к сосудам или куполообразным головкам с использованием SUB-ARC. Крепления CW-18…
Программируемые сварочные аппараты для круговой сварки Программируемый сварочный аппарат для круговой сварки CWP-5 (CWP-1500) предназначен для одно- или многопроходной сварки муфт или патрубков с использованием процессов MIG или Flux Core, способных сваривать диаметры 1–12 дюймов (25–305 мм). , В этой машине используется микропроцессор для управления подъемом и опусканием положения энкодера.Программируемый сварочный аппарат CWP-5AX (CWP-1560) предназначен для одно- или многопроходной сварки муфт или сопел с использованием субдуговой сварки, MIG или флюсовой сердцевины. способный сваривать диаметры 1-12 дюймов (25-305 мм). В этой машине используется микропроцессор для управления подъемом и опусканием…
способный сваривать диаметры 1-12 дюймов (25-305 мм). В этой машине используется микропроцессор для управления подъемом и опусканием…
Программируемые сварочные аппараты для круговой сварки Возможности технологической сварки Диаметр Сварочная проволока Размер проволоки Скорость вращения Нарастание/спуск Номинальный ток в амперах Стандартное оборудование MIG/MAG, FCAW 300 ампер Контроль обратного горения, HorizonCNC 100% рабочий цикл и регулировка по вертикали Управляемый циклический пистолет и кабель 500 ампер То же, что и CW -5 плюс: расходомер с ЧПУ для 100% режима работы, регулятор угла горелки, бункер для флюса с регулируемым циклом, сопло и конус. 500 ампер Контроль обратного горения, HorizonCNC 100% рабочий режим и вертикальная регулировка Пистолет и кабель с контролируемым циклом. 10–50 дюймов, сплошная проволока, ЧПУ (2543/32–7/32 дюйма, 2–2,2 об/мин, управляемая, 1270 мм) (2,4–5,6 мм) 500 ампер CO2 400 ампер смешанный…
Принадлежности для кольцевых сварочных аппаратов CWO-1645 Горелка Weaver Обеспечивает маятниковое движение горелки для сварки плетением. Скорость и ход колебаний регулируются. CWO-3023-1 Регулятор угла горелки Позволяет оператору точно регулировать угол горелки, не разжимая удерживающее устройство. CWO-5790 Cone Adapter Коническое центрирующее устройство, используемое для центрирования машины на соплах. Диапазон конусного адаптера составляет от 1-1/4″ до 4″ (32-102 мм) в диаметре. CWO-3670 Ступенчатый адаптер для выходных отверстий с резьбой Ступенчатое центрирующее устройство, используемое для центрирования станка на резьбовом внутреннем диаметре. сварные швы. Ассортимент…
Скорость и ход колебаний регулируются. CWO-3023-1 Регулятор угла горелки Позволяет оператору точно регулировать угол горелки, не разжимая удерживающее устройство. CWO-5790 Cone Adapter Коническое центрирующее устройство, используемое для центрирования машины на соплах. Диапазон конусного адаптера составляет от 1-1/4″ до 4″ (32-102 мм) в диаметре. CWO-3670 Ступенчатый адаптер для выходных отверстий с резьбой Ступенчатое центрирующее устройство, используемое для центрирования станка на резьбовом внутреннем диаметре. сварные швы. Ассортимент…
Тележки для круговой сварки Тележка CWO-4530 Может использоваться только с круговыми сварочными аппаратами CW-5. Каретка, установленная на стандартном монорельсе, используется для перемещения сварочного аппарата по длине трубы. Моторизованная каретка CWO-4550 Может использоваться либо с АППАРАТОМ ДЛЯ КРУГОВОЙ СВАРКИ CW-5, либо с АППАРАТОМ ВОЗДУШНОЙ ПЛАЗМЫ CB-1P. Обеспечивает моторизованный вертикальный ход машины. Система восстановления флюса под флюсом CWO-2020 120 вольт CWO-2025 240 вольт Непрерывно удаляет и перерабатывает весь неиспользованный флюс. Доступно на любых моделях CW-5AX, CW-7, CW-11 и CW-18. Пневматическая система рекуперации флюса CWO-2020-AP Непрерывно удаляет и перерабатывает…
Доступно на любых моделях CW-5AX, CW-7, CW-11 и CW-18. Пневматическая система рекуперации флюса CWO-2020-AP Непрерывно удаляет и перерабатывает…
Круглые горелки CB-1P Плазменная круговая горелка CB-1P (CBO-1020) предназначена для вырезания скошенных отверстий в тонкостенных трубах или сосудах. Эта машина поставляется с источником питания воздушной плазмы Thermal Dynamics (также доступен источник питания Hypertherm), горелкой и кабелями длиной 50 футов (15 м). CB-1P должен быть установлен на каретке или приспособлении. Для получения более подробной информации см. наш технический паспорт «CB-1P» на сайте bugo.com Плазменная круговая горелка CB-1PR с дистанционным управлением (CBP-2020) предназначена для вырезания скошенных отверстий в легкостенных трубах или сосудах. Эта машина поставляется с системой подачи воздуха Thermal Dynamics…
Круглые горелки Круглая горелка CB-2 (CBO-2000) использует кислородное топливо для резки квадратных или скошенных отверстий (мощности см. в таблице). СВ-2 установлен на специальной раме с разъемным основанием на постоянных магнитах. Машина включает в себя вращение с переменной скоростью, 2-шланговую газокислородную горелку, регулируемый адаптер наконечника, вертикальную и горизонтальную регулировку горелки и кулачок подъема и опускания. Для получения более подробной информации см. наш технический паспорт «CB-2» на сайте bugo.com Круглая горелка CB-3 (CBO-3000) использует кислородное топливо для резки квадратных или скошенных отверстий (мощности см. в таблице). В состав установки входит 2-х шланговая кислородно-топливная установка…
в таблице). СВ-2 установлен на специальной раме с разъемным основанием на постоянных магнитах. Машина включает в себя вращение с переменной скоростью, 2-шланговую газокислородную горелку, регулируемый адаптер наконечника, вертикальную и горизонтальную регулировку горелки и кулачок подъема и опускания. Для получения более подробной информации см. наш технический паспорт «CB-2» на сайте bugo.com Круглая горелка CB-3 (CBO-3000) использует кислородное топливо для резки квадратных или скошенных отверстий (мощности см. в таблице). В состав установки входит 2-х шланговая кислородно-топливная установка…
Все каталоги и технические брошюры BUG-O SYSTEMS
UNI-BUGS
4 страницы
АВТОМАТИЧЕСКАЯ СИСТЕМА ДУГОВОЙ СТРОКИ
4 страницы
КРЕПЕЖНОЕ ОБОРУДОВАНИЕ
4 страницы
СИСТЕМА ДЛЯ СВАРКИ ТРУБ PIPER-PLUS
12 страниц
СВАРОЧНЫЕ УСТРОЙСТВА ДЛЯ УСТОЙЧИВОСТИ
4 страницы
ПОДДЕРЖКИ И ПРИНАДЛЕЖНОСТИ
4 страницы
КРУГОВЫЕ СВАРОЧНЫЕ МАШИНЫ/ГОРЕЛКИ С ПОДЪЕМНЫМ И ОПУСКНЫМ КУЛАЧКОМ
16 страниц
НАПРАВЛЯЮЩИЕ И КРЕПЛЕНИЯ
8 Стр.

ПРОГРАММИРУЕМЫЕ КРУГЛЫЕ ГОРЕЛКИ/СВАРОЧНЫЕ АППАРАТЫ
16 страниц
СТАНОК
2 страницы
GO-FER® IV
6 страниц
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ ВЫСОТЫ
2 страницы
KBUG ИНСТРУКЦИИ ПО УДАЛЕННОЙ СИНХРОНИЗАЦИИ
1 стр.
Устройство для сварки молний
4 страницы
K-BUG 5050/K-BUG 6050
4 страницы
Дугообразный резец
4 страницы
СветильникиОборудование
4 Стр.
