Устройство пропанового резака: Пропановый резак, устройство, принцип работы, разновидности
alexxlab | 23.12.1990 | 0 | Разное
РЗП, Р1П, Р3П, РС 3П, мундштук, трехтрубный, рычажный – Расходники и комплектующие на Svarka.guru
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Содержание
- 1 Принцип действия и виды
- 2 Отличия
- 3 Конструкция
- 3.1 С инжектором
- 3.2 Без
- 4 Размеры и вес
- 5 Портативные
- 6 Расходные элементы
- 7 На что обратить внимание при выборе?
- 8 Как пользоваться правильно?
- 9 Как работать кислородно-пропановым?
- 10 Как переделать из ацетиленового?
- 11 Заключение
Принцип действия и виды
 Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя — кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.
Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя — кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.При разрезе очень важно не достигнуть температуры плавления. В этом случае материал заготовки начнет плавиться и стекать, и разрез получится неровный, с неаккуратной поверхностью.
[stextbox id=’info’]Газовой резке хорошо поддается черный металл. Чугуны, легированные стали, нержавейка газом не режутся. Они плохо окисляются.[/stextbox]
Технологический процесс резания состоит из двух этапов:
- Нагревание области разреза до температуры начала активного окисления металла. Разогревающий факел получают с помощью формирования смеси кислорода и пропана.
- Интенсивное окисление (горение) материала заготовки в кислородной струе, выносящей продукты сгорания из рабочей зоны.
Ручные газовые устройства для резки металла классифицируют по следующим признакам:
- тип топлива;
- тепловая мощность горелки;
- по методу образования горючей смеси.

По виду горючего различают:
- ацетиленовые;
- пропановые;
- универсальные.
Приняты следующие градации мощности:
- малая: предназначены для заготовок толщиной до 10 см;
- средняя: до 20 см;
- большая: до 30 см;
- увеличенная: до 50 см.
По методу создания горючей смеси резаки могут быть инжекторные и обычные.
Отличия
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
Соответственно и различается сечение и форма инжекционных каналов, рабочей камеры и форсунки.
При подаче пропана в горелку для ацетилена наблюдается неустойчивое горение, снижение мощности факела, возможны обратные удары. Такое использование недопустимо, оно может привести к серьезной аварии.
Конструкция
Устройство инжекторного и безинжекторного резаков несколько отличается.
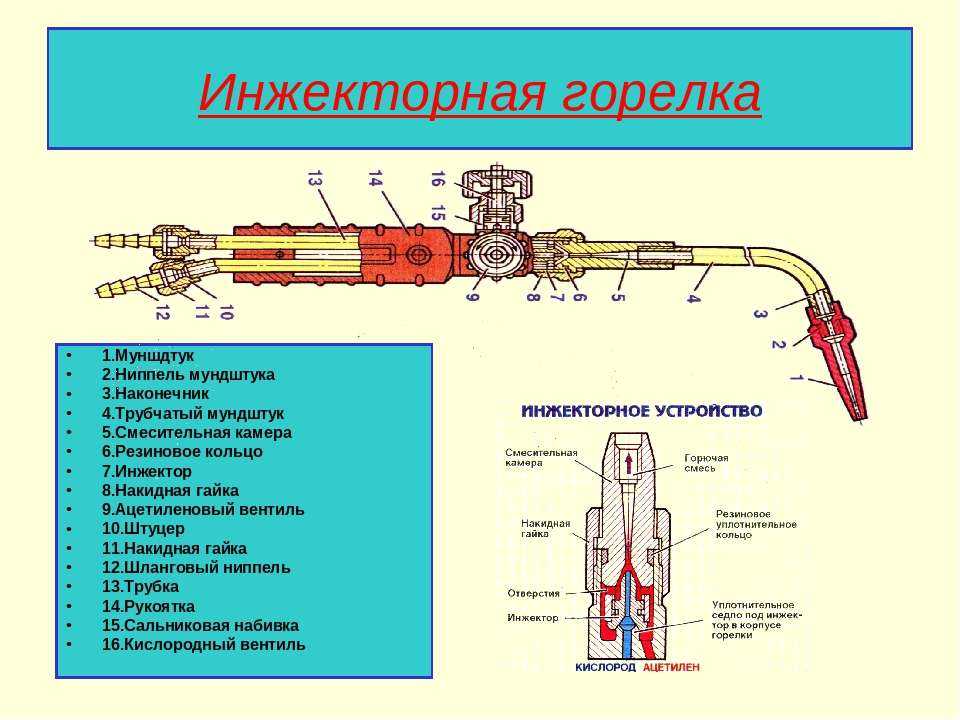
С инжектором
Конструкция с инжектором более популярна среди резчиков. Наиболее распространенной моделью этого типа является резак РЗП
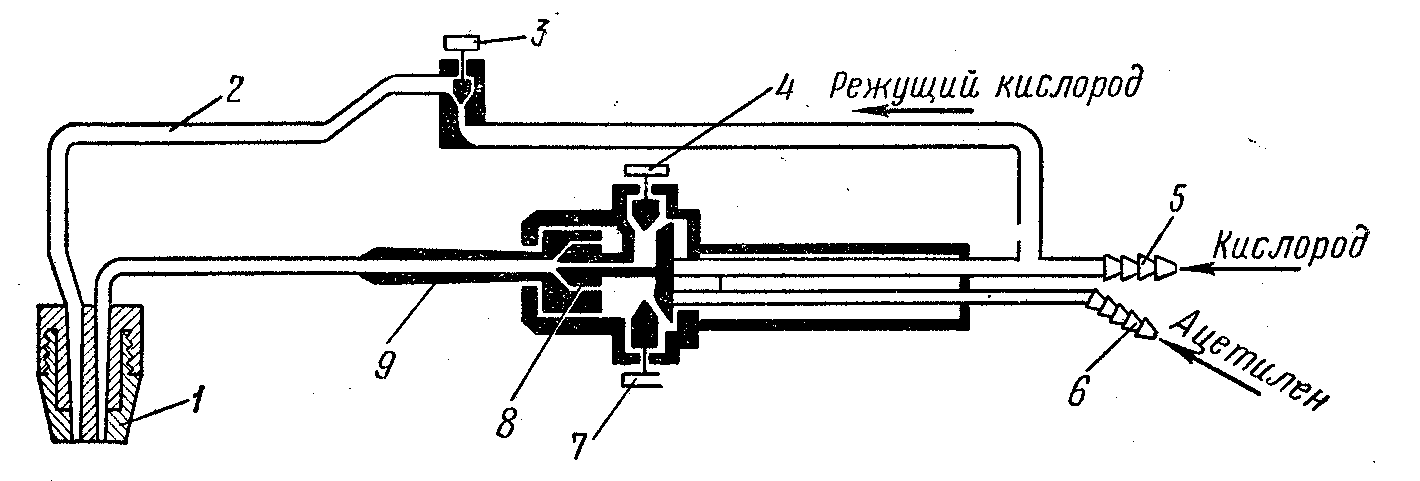
Схема работы инжектора.
Часть кислорода поступает по верхнему патрубку в сопло внутреннего мундштука, выходя из него с высокой скоростью. Это так называемый «режущий кислород». Подача регулируется вентилем, а включается или выключается рычажным клапаном.
Меньшая часть кислорода попадает в инжектор – камеру для создания рабочей смеси. Проходящий через камеру с большой скоростью O2 создает в ней относительное разрежение. Разрежение затягивает в камеру из подводящего канала поступающий из баллона по отдельному шлангу горючий газ, в данном случае — пропан.
Завихрения, образующиеся в потоке в ходе выравнивания скоростей истечения газов, способствуют их качественному и полному перемешиванию. При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
На корпусе резака модели РЗП 02М размещены три вентиля, регулирующие:
- подачу кислорода на подогрев;
- подачу кислорода на резку;
- подачу пропана.
Еще один орган управления — рычажный клапан включения и выключения режущего пламени.
Без
Такие резаки называют трехтрубными, по числу патрубков, идущих от корпуса горелки к соплу.
Схема работы безинжекторных моделей.
В таких моделях смешение компонентов рабочей смеси для подогрева проводится непосредственно в головке. Это существенно повышает требования к точности изготовления деталей и классу обработки поверхностей.
[stextbox id=’info’]Безинжекторная схема обеспечивает большую безопасность. При случайном срыве факела не происходит обратного удара, пламя не затягивается в горелку и далее в баллон. [/stextbox]
[/stextbox]
Такая схема требует более высокого давления газов для поддержания устойчивого горения.
Размеры и вес
ГОСТ 5191-79 регламентирует массогабаритные показатели газовых резаков в зависимости от из мощности.
Резак пропановый Р1П имеет длину до 500 мм. Вес Р1П составляет 1000 г.
Резак РС 3П (и Р2П) удлинен до 580мм. Их вес достигает 1300г.
Вставные резаки маркируются как РВ. Они представляют собой наконечники для сварочной горелки и устанавливаются взамен сварочного наконечника. Функционально они соответствуют резакам модели р1п. Их вес составляет для РВ-1 – 600г, для РВ 2/3- 700г.
Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости.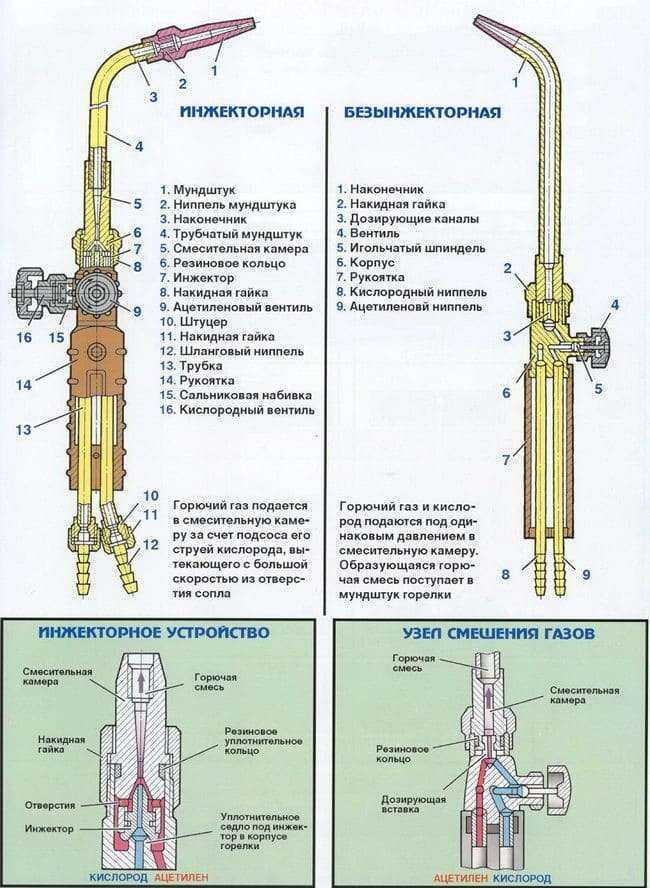 В любом случае, не нужно будет покупать две горелки.
В любом случае, не нужно будет покупать две горелки.
Портативные
Для небольших объемов раскроя заготовок или разборки небольших металлоконструкций были разработаны портативные газовые резаки. Они имеют цанговое крепление и устанавливаются на стандартный баллон с пропаном малой емкости.
Такие устройства лишь условно можно считать резаками
. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства — струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.Тем не менее портативными устройствами можно раскроить материалы с низкой температурой плавления, такие, как алюминий, латунь, медь.
Расходные элементы
Основным расходным материалом для пропановых резаков являются мундштуки и форсунки. Именно они подвержены максимальному износу и нуждаются в замене. Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Для того, чтобы эти детали прослужили дольше, за ними следует периодически ухаживать. После работы сопло прочищают мягкой проволокой от нагара. Помогает продлить срок службы также правильный выбор давления компонентов горючей смеси в зависимости от толщины металлической заготовки.
На что обратить внимание при выборе?
Какой резак лучше выбрать? Чтобы он служил долго и исправно, при покупке необходимо уделить внимание следующим моментам:
- лучше выбрать латунные ниппели;
- накладки на рукоятке из алюминия намного долговечнее пластмассовых;
- вентили должны прокручиваться с некоторым усилием, сохраняя свое положение при тряске;
- рукоятка диаметром от 4 см удобно и надежно лежит в руке;
- рычаг подачи кислорода не должен ни болтаться, ни заедать;
- маховики вентилей из нержавеющей стали прослужат в 10-30 раз дольше, чем латунные;
- содержание меди в материале подводящих патрубков не должно превышать 65%;
- инжектор должен быть разборным, это позволит своевременно ухаживать за его деталями;
- в комплект поставки должен входить прочный металлический чемоданчик для хранения и переноски;
- наружный мундштук должен быть медным, внутренний- латунным.

Завод-изготовитель должен иметь хорошую репутацию на рынке. Развитая дилерская сеть производителя позволит не испытывать проблем с комплектующими и расходными материалами.
Как пользоваться правильно?
До начала работы требуется подготовить все оборудование, расходные материалы и рабочее место. Кроме самого резака понадобится:
- система пожаротушения;
- рабочая одежда и обувь с огнезащитной пропиткой;
- спилковые краги;
- маска сварщика с адаптивным светофильтром или защитные очки сварщика;
- респиратор;
- измерительный и разметочный инструмент: линейка, угольник, лекала, термостойкий маркер;
- специальная зажигалка газосварщика, использование спичек, сигарет, бытовых зажигалок недопустимо, поскольку может привести к пожару или травме.
Рабочее место не должно быть захламлено, шланги должны свободно перемещаться по полу. Кроме того, существует ряд правил оборудования рабочего места резчика:
- обеспечить приточно-вытяжную вентиляцию либо работать на открытом пространстве;
- обеспечить яркое бестеневое освещение;
- убрать все легковоспламеняемые материалы в радиусе 5 метров;
- газовые баллоны должны располагаться не ближе 5 метров от рабочего места;
- при возможности заготовки размещать на стальном рабочем столе;
- не направлять пламя на газовые шланги;
- при работе на бетонном полу следует избегать длительного контакта факела с полом, это может разрушить его.

Перед началом работы следует аккуратно и точно разметить места будущих разрезов.
Как работать кислородно-пропановым?
При работе пропановым резаком необходимо соблюдать общие рекомендации по газовой резке, изложенные выше. Кроме того, есть и ряд специфических для пропана правил.
Перед запуском инжекторной модели следует проверить чистоту подводящих каналов и степень разрежения, создаваемую кислородным потоком. Она должна быть достаточной образования качественной рабочей смеси в заданных пропорциях.
Делают это таким образом:
- убедиться в том, что вентили на горелке и на баллонах находятся в закрытом положении;
- снять пропановый подводящий шланг с ниппеля;
- открыть вентиль на кислородном баллоне, выставив рабочее давление;
- отрыть кислородный вентиль на резаке;
- приложить палец к входному ниппелю для пропана;
- палец должно ощутимо прижимать к ниппелю потоком входящего воздуха;
- закрыть вентиль на баллоне с кислородом и на резаке;
- присоединить подающий пропановый шланг, затянуть хомут.

При работе с пропановым резаком нужно действовать в таком порядке:
- убедиться в том, что вентили на резаке закрыты;
- осмотреть оборудование, включая шланги, манометры, вентили и баллоны на предмет отсутствия механических повреждений, а также нарушения герметичности;
- открыть вентиль на кислородном баллоне, выставив по манометру заданное давление;
- открыть вентиль на пропановом баллоне, выставив по манометру заданное давление, обычно соотношение по давлению между кислородом и пропаном 10:1;
- немного открыть кислородный вентиль разогревающей горелки и вентиль пропана;
- специальной зажигалкой поджечь рабочую смесь;
- отрегулировать факел по цвету, интенсивности и форме;
- прогреть начало разреза, контролируя температуру визуально или пирометром;
- открыть вентиль режущего кислорода;
- рычагом подать кислород и приступить к раскрою или разборке.
Во время работы резчик должен постоянно контролировать степень подогрева заготовки, форму и цвет пламени. После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
- отпустить рычаг;
- закрутить вентиль режущего кислорода;
- перекрыть подачу пропана;
- закрутить разогревающий кислородный вентиль;
- закрутить баллонные вентили;
- открутив вентили на горелке, стравить газ, оставшийся в подающих шлангах.
Эта последовательность действий должна быть выучена наизусть и выполняться автоматически.
Как переделать из ацетиленового?
На форумах, посвященных сварке и резке металла, можно найти заявления о том, что горе-мастера использовали ацетиленовые резаки на пропане без всякой переделки, и ничего страшного не произошло. Не стоит испытывать судьбу и повторять их опыт. Для того, чтобы ацетиленовый резак переделать на пропан и безопасно использовать, необходимо соблюсти ряд требований:
- заменить мундштук инжектора на мундштук, предназначенный для пропанового резака;
- допустимо установить на единицу больший номер мундштука;
- установить обратный клапан на подающий шланг.
В противном случае при срыве пламени оно может уйти в шланги и в баллон, произойдет так называемый «обратный удар».
Однако самым безопасным способом переделки будет приобретение отдельного резака под пропан.
Заключение
Пропановый резак – это надежный и недорогой инструмент для резки металла. Он прост в устройстве и обслуживании. Устройство пользуется заслуженной популярностью как на производствах, так и в домашних мастерских.
Пропановый резак, устройство, принцип работы, разновидности
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Лучшие газовые резаки по металлу
Газовый резак состоит из нескольких модулей: держателя, вентильной системы, трубок и сопла. Каждая модель имеет свои особенности. Например, сопло должно оснащаться защитой от обратного удара, а рукоятка удобно лежать в руке и не выскальзывать. Особое внимание при выборе уделяется вентильной системе, на которую приходится основная нагрузка при работе. Расположение вентилей также имеет значение в плане удобства, и в некоторых моделях продувочный вентиль заменяется рычагом.Такие инструменты тоже представлены в нашем рейтинге.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резак нельзя использовать для разрезания изделий, состоящих из алюминия, меди и сплавов на её основе.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Припуски на резку металла
Припуск на резку металла газом — слой, который теряется в процессе обработки соответственно чертежу. Нормы для стальных заготовок определены в Минимальные припуски ГОСТ 12169-82:
- 3-5 мм при толщине до 60 см;
- 5-10 мм при толщине 100 см;
- 10-25 мм для очень большой толщины.

Важно! Величина припусков на резку металла зависит от ширины борозды, погрешностей используемого оборудования, химического состава материала, отклонений из-за деформаций, допущенных работников технологических неточностей.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Преимущества и недостатки
Газовая горелка предназначена для рассекания изделий в производственных условиях, при большом объеме задач.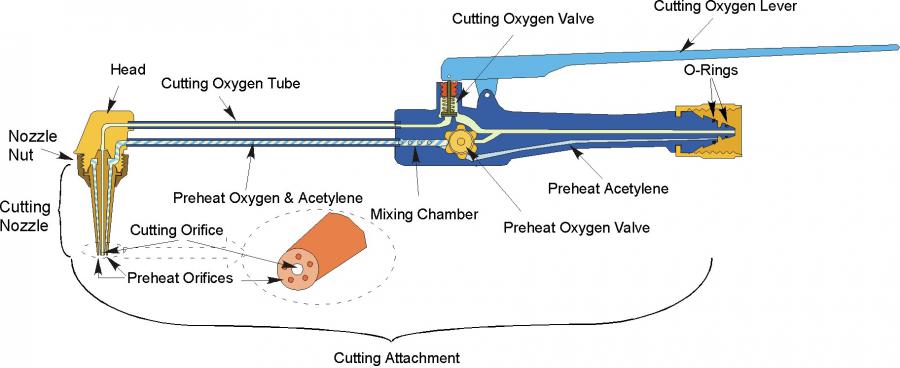 Перед тем, как применить устройство, важно понимать, какими ключевыми особенностями обладает резка металла пропаном и кислородом:
Перед тем, как применить устройство, важно понимать, какими ключевыми особенностями обладает резка металла пропаном и кислородом:
- Механизм действия удобен при выполнении криволинейных линий отреза. Стабильная мощность позволяет разделять на части металлические изделия различной толщины. В ситуациях, когда невозможно применение инструмента, такого как, углошлифовальная машинка, используется газовая горелка. Задача по изготовлению круглого изделия или отверстия глухого типа выполняется газовой горелкой, не требуя особых усилий.
- Газовый резак обладает преимуществом в отличие от бензиновых моделей. Помимо малого веса, механизм не издает повышенных шумов при функционировании, а также компактен.
- Использование аппарата, основанного на воздействии горючего газа, позволяет ускорить выполнение вдвойне, что не под силу механическим инструментам.
- Пропан, как газ в жидком состоянии, отличается низкой ценой. Поэтому применяется не только при обработке изделий в производственных нуждах, но и при утилизации металла и других действиях.

- Использование пропана в качестве горючей смеси позволяет выполнять качественный срез. Порезка осуществляется по узкой кроме, что является основным фактором качественной работы.
Недостатками можно отметить, что некоторые материалы невозможно обработать пропановым резаком, например чугун и высоколегированные стали.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.

Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.

- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Пропановый резак, устройство, принцип работы, разновидности
Пропановый резак — это простое оборудование для ручной резки металла, горючим топливом которого является пропан. Процесс резания заключается в сгорании металла подаваемым кислородом, но перед этим хорошо разогретой поверхностью металла до необходимой температуры воспламенения кислорода о поверхность металла. Затем следует удаление окислов из зоны резки струей пламени.
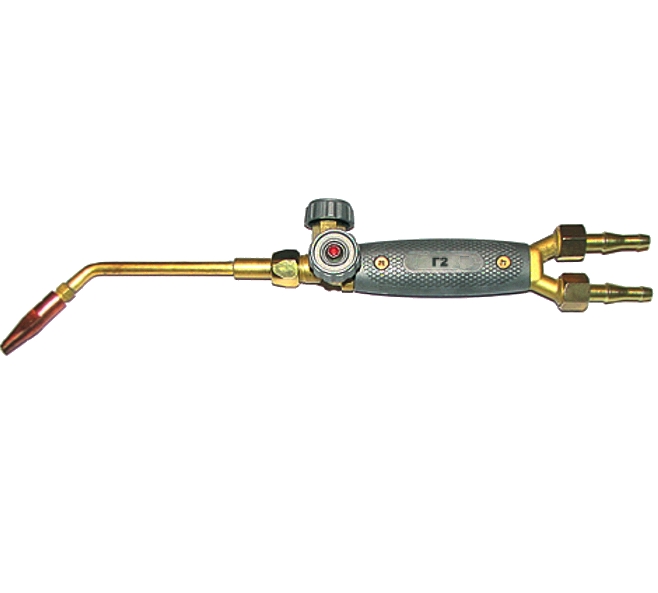
В настоящее время чаще используют пропановый резак универсального назначения.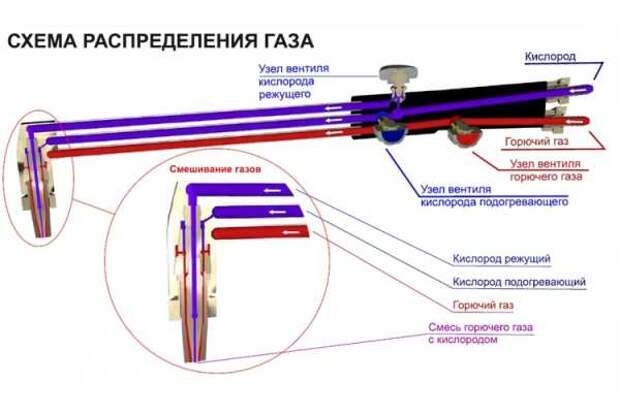 Они могут резать сталь толщиной от 3 до 300 мм, в произвольном направлении, имеют хорошую устойчивость к обратным ударам, мобильность в обращении. Резак кислородно-пропановый состоит из основного ствола и наконечника.
Они могут резать сталь толщиной от 3 до 300 мм, в произвольном направлении, имеют хорошую устойчивость к обратным ударам, мобильность в обращении. Резак кислородно-пропановый состоит из основного ствола и наконечника.
Ствол крепится к рукоятке, имеющей два ниппеля, один для кислорода, а другой для горючего газа. Немного выше ствол имеет регулировочные вентиля для кислорода и газа, смесительные камеры для кислорода и газа, трубки, головка резака, имеющая внутренний и наружный мундштук, трубка подачи режущего кислорода.
Резак кислородно-пропановый качественно выполнит рез, если правильно подобрать соответствующий размер сопла, а также выбрать подходящие соотношения давления подачи газа к толщине металла. Недостаток подачи кислорода сказывается на неполном окислении металла и слабом удалении окислов, а избыток кислорода приводит к ненужному охлаждению и удалению тепла из зоны резки. Чем чище кислород, тем чище качество кромок реза и меньше шлака, который трудно потом отделить. Скорость резания должна быть оптимальной, иначе кромки будут оплавляться или при малой скорости неполное разрезание.
Скорость резания должна быть оптимальной, иначе кромки будут оплавляться или при малой скорости неполное разрезание.
Резак пропановый РЗП может также работать на ацетилене или пропан-бутане. Достаточно эффективно производит резку металла толщиной до 300 мм, малый вес 0,8 кг, длина резака 520 мм, имеет 100% стойкость к обратному удару пламени, качественные долговечные узлы, благодаря специальной смазке, которая не опасна для кислорода. Резак пропановый РЗП (2,3), Ижевской , предназначен для ручной резки углеродистой стали, а также низколегированных сталей. Производит качественную резку металлов толщиной 3-300 мм. и разделку до 450 мм. Имеет массу 0,91кг, модели этих резаков работают на пропан-бутане, ацетилене и могут на природном газе. Условный проход рукавов, мм-dy9, если по специальному заказу dy6. Такие резаки имеют разный набор мундштуков, что позволяет качественно резать различную толщину стали.
Марка резак пропановый РЗП тип «МАЯК» также способен резать толстые стали до 300 мм. Масса резака 0,75 кг, имеется четыре номера внутреннего мундштука и один наружный. Универсальный ниппель d6/9. Резак этого типа предназначен для разделки сортового и листового металла низкоуглеродистой стали. Сопло щелевое, вентильная подача газа, высокое сопротивление обратному удару.
Масса резака 0,75 кг, имеется четыре номера внутреннего мундштука и один наружный. Универсальный ниппель d6/9. Резак этого типа предназначен для разделки сортового и листового металла низкоуглеродистой стали. Сопло щелевое, вентильная подача газа, высокое сопротивление обратному удару.
Резак пропановый РЗП-03М тип КРАСС работает на пропан-бутане и успешно разрезает листовой и сортовой металл из низкоуглеродистой стали. Вес резака 0,75 кг, длина 475 мм. Способен разрезать сталь толщиной от 8 до 300 мм. Резак пропановый перечисленных типов резаков не имеют существенных различий по качеству резки и возможностям разрезать металлы, но имеют разную длину, вес, количество прилагаемых мундштуков, иногда толщины разрезаемого металла
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.

Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Ацетиленовый резак: устройство, принцип работы, особенности
Технологии современного мира шагнули далеко вперед. Теперь любой человек может справиться с процедурой резки газом, ведь это намного проще, чем газосварочные работы, поэтому для допуска не требуется почти никаких навыков. Основное, что нужно понять – технологию резки газом. Все чаще и чаще используются резаки с использованием пропана, а для работы с ними, требуется сочетать пропан и кислород. Подобная смесь обеспечивает нужную температуру, благодаря которой, осуществляется газовая резка металла.
Плюсы и минусы газовой резки
У этого способа резки много преимуществ:
- Газовая резка позволяет разрезать материал большой толщины. А также при помощи ее, можно сделать аккуратный разрез по трафарету.
 Достигнуть аккуратности выполнения работ при пользовании болгаркой просто невозможно, а уж если возникла необходимость прорезать отверстие на некоторую глубину, то с этим справится только резка газом.
Достигнуть аккуратности выполнения работ при пользовании болгаркой просто невозможно, а уж если возникла необходимость прорезать отверстие на некоторую глубину, то с этим справится только резка газом. - Для газовой резки требуется резак, который обладает малым весом и габаритами. Это позволяет достигнуть комфорта вовремя работы, а если сравнивать резак с бензиновыми аналогами, то разница колоссальна. Бензиновые резаки сильно шумят, ими сложно делать аккуратные разрезы из-за большого веса, сильные вибрации заставляют оператора прилагать усилия при резке. Давление кислорода позволяет не тратить сил.
- Газовая резка позволяет ускорить процесс резки почти в 2 раза, если сравнивать результатами, показываемыми бензиновыми аналогами.
- Аккуратность реза хуже чем у ацетиленового резака, но при этом гораздо лучше, чем у бензинового и болгарки.
- Пропан очень дешевый газ. Его использование выгодно в тех случаях, когда требуется выполнить большой объем работ.
Цена пропана позволяет выполнять работы больших объёмов
Увы, но минусы тоже имеют место, однако, их намного меньше, а если быть точнее, то один – ограниченный спектр металлов, которые можно разрезать.
Например, газовая резка металла пропаном и кислородом не в силах разрезать сталь с высоким содержанием углерода. Поэтому применение этого вида резки оправдано лишь для низко- и среднеуглеродистый стали.
Такое ограничение возникает из-за того, что температура плавления высокоуглеродистых сталей равняется температуры горения газового резака, поэтому при резке материал плавится и не дает кислороду попасть внутрь.
Отсюда вытекает правило: для успешной резки, температура горения разрезаемого металла должна быть меньше, чем его температура плавления.
Керосино-кислородные резаки
Оборудование для резки металла, работающее на керосине, обладает конструктивными отличиями от газовых аппаратов, поскольку для получения пламени необходимо превращение жидкости в газообразное состояние. Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Горючее подается из бачка по маслобензостойкому шлангу под давлением 30 кПа. Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Что нужно знать при работе с резаками
Прежде нужно знать принцип работы и классификацию этих устройств. Для этого можете посмотреть видео ниже:
- Каждый маховик вентиля имеет маркировку газа, подачу которого он регулирует.
- Стрелками на вентиле указывается направление при открытии и закрытии («О» — открытие, «З» — закрытие).
- На сменном мундштуке указывается индекс газа («А» — ацетилен, «П» — пропан, «М» — метан).
- Гайка кислородного штуцера имеет правую резьбу, а горючего газа – левую.
- Детали, соприкасающиеся с ацетиленом до камеры смешения, не изготавливаются из меди и медесодержащих сплавов (>65%).
Также советуем посмотреть видео о том, как выбрать данное устройство:
В можно приобрести качественные резаки , которые осуществляют газовую резку металла (до 30 см), а также заправить баллон пропаном по оптимальной цене.
Как осуществляется резка?
Резка производится с одновременным подогревом. Именно для этой цели, наконечник резака имеет 3 сопла. Боковые служат для подачи подогревающей смеси, а по центру размещается самое тонкое сопло, через которое подается кислород под очень высоким давлением.
Газовый резак
Если говорить о давлении, то оно может достигать 12 атмосфер, такой мощности достаточно для того, чтобы человек, подставивший руку под поток воздуха, повредил себе кожу. При поджигании этой струи, осуществляется резка металлических конструкций.
При таком способе резке образуется флюс, который разбрасывается пламенем в стороны, а если выполняется сквозная резка, то его прожигают через всю толщу материала. Благодаря этому, резка металла намного лучше электрической. Ведь шов, получающийся в итоге, очень аккуратный.
Если вернуться к металлам, температура плавления которых ниже 600 градусов Цельсия, то разрезать их не получится из-за удаления верхнего слоя металла, которое будет повторяться до самого конца резки.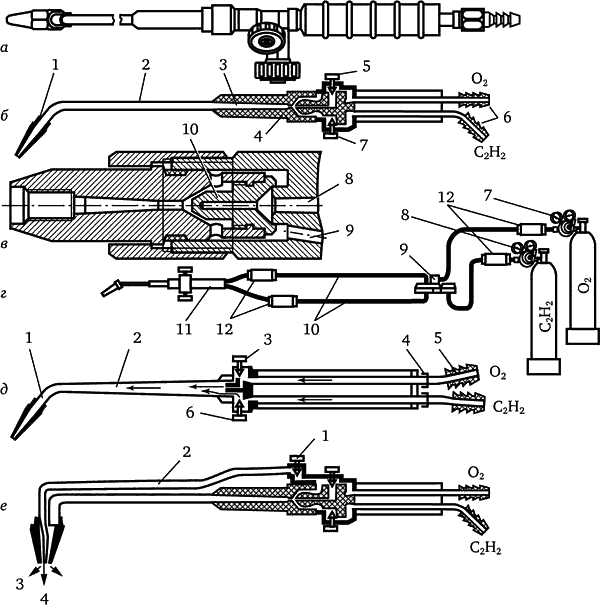 Для того чтобы все-таки осуществить резку требуется применять мобильные нагреватели. Это небольшие баллончики сжатого газа, на которые надето сопло.
Для того чтобы все-таки осуществить резку требуется применять мобильные нагреватели. Это небольшие баллончики сжатого газа, на которые надето сопло.
Ацетиленовые резаки для сварки. Преимущества
- Благодаря тому, что при резке металла в данном виде резака используется два вида газа, а именно ацетилен, как горючий элемент, и кислород, делающий пламя выше температурой, его можно применять для раскроя очень толстых слоев металла, до двадцати сантиметров.
- Имеющиеся вентили позволяют регулировать температуру пламени и его интенсивность.
- Отлично подходит для создания тонких и ровных линий отреза, его стоит купить для автосервиса или промышленного предприятия.
- Очень хорошо режет низкоуглеродистые стали.
Процесс резки
Перед началом резки нужно убрать ржавчину с металла.
Необходимо зачистить металл
При резке заготовка должна располагаться так, чтобы выходящая струя легко проходила сквозь нее.
В самом начале процедуры, поверхность материала разогревается до температуры горения металла. Используется кислород и горючий газ. После достижения нужной температуры, подается кислород, который будет воспламеняться, вследствие контакта с горячей поверхностью и именно он будет резать.
В этом моменте важно достигнуть непрерывности подачи кислорода, в ином случае, пламя погаснет и поверхность быстро остынет, а затем ее придется нагревать заново.
В процедуре резки прослеживается четкая корреляция – чем чище применяемый кислород, тем выше качество резки. А также иногда возникает ситуация, при которой струя кислорода резко врезается в металл и мощность резки падает, начинается искривление потока. Для того чтобы избежать такой ситуации, нужно немного наклонить струю.
Важно понимать, что струя имеет конусовидную форму, расширяется ближе к нижней части. Из-за этого ширина реза увеличивается при приближении к завершению резки и образовываются окалины.
Исправить ситуацию можно при помощи увеличения мощности резака, но не стоит слишком увлекаться, если перестараться, то окалины возникнуть на верхней части металла.
Мощность резака
На качество резки сильно влияет давление кислорода. Высокое давление неизбежно приводит к плохому резу, да и расход кислорода становится просто огромным. Малое давление не даст прорезать металл и удалить окислости будет тяжело. Поэтому нужно соблюдать средние показатели, которые индивидуальны для каждого металла, и регулировать подачу кислорода из кислородного баллона.
Пошаговая инструкция для работы с газовым инжекторным резаком
Температура пламени пропановой горелки и ацетиленовой
И это правило должно неукоснительно соблюдаться. Ведь залитый в бензиновую «паялку» керосин сделает из нее инструмент наподобие огнемета. Попадая в горелку, он не успеет полностью испариться, следовательно, гореть будут не пары, а сам керосин.
Нормально работать такой инструмент не будет.
Еще опаснее в керосиновую паяльную лампу заливать бензин.
Бензин значительно быстрее керосина испаряется, и давление его паров в горелке будет в 6 раз больше расчетного. При попытке зажечь пары взорвутся, превратив полезный инструмент в опасную бомбу.
При попытке зажечь пары взорвутся, превратив полезный инструмент в опасную бомбу.
Особенности газовых резаков: ацетиленовых и пропановых
Сегодня для резки металла используют горелки различных видов, которые отличаются по типу обработки, назначению, конструкции, подаче кислорода, мощности, типу мундштука, а также виду горючего.
Это обеспечивает очень высокую производительность работы, низкое образование окислительных процессов, что гарантирует высокое качество резки.
Что касается принципа функционирования, он не слишком оригинален. Кислород из баллона подается в инжектор и режущую трубку. В инжекторе этот газ смешивается с ацетиленом, подогреваясь и воспламеняясь.
Именно этим пламенем и разрезают листы металла. Такие модели используют в процессе резки соединение кислорода и пропана, при этом срез получается менее чистым, чем при применении ацетиленовых агрегатов. Регулируя мощность подачи газа с помощью индуктора, можно обработать достаточно толстые материалы.
Купить газовый пропановый резак следует благодаря таким достоинствам:
- удобство при создании криволинейных срезов;
- небольшой вес;
- доступная стоимость;
- высокая производительность;
- возможность создания глухих отверстий.
Стоит подчеркнуть, что применяется оборудование этого типа далеко не для всех материалов. Использовать его можно исключительно для чугуна (ковкого), а также сталей с низким или средним содержанием углерода.
Это незаменимый инструмент для работы по шаблону, когда необходимо вырезать деталь определенной формы. Если вам требуется купить резаки, работающее на или , следует обратиться в интернет-магазин «Авант».
Большая Энциклопедия Нефти и Газа
Воздушно-ацетиленовое пламя ( температура 2300 С) используется наиболее широко. Восстановительное пламя предотвращает образование у ряда металлов термостойких окислов, которые препятствуют атомизации.
Воздушно-ацетиленовое пламя имеет более низкую температуру, что уменьшает опасность выгорания припоя. Воздушно-ацетиленовое пламя горелки аппарата УПН регулируется таким образом, чтобы порошок фторопласта-3, проходя через него, не плавился, а только нагревался и частично размягчался.
Применяя воздушно-ацетиленовое пламя, можно напылять также и пластмассы. Применялись воздушно-ацетиленовое пламя ( горелка удлиненная, длина пламени 11 — 12 см и ширина выреза 0 07 см) и кварцевый спектрограф средней дисперсии. Свет от лампы с Fe-катодом пропускался через пламя, в которое распылялись растворы, содержащие железо в концентрации от 7 ло 500 мкг / мл.
Температура воздушно-ацетиленового пламени равна 2100 — 2400 С; температура кислородно-ацетиленового пламени достигает 3300 — 3400 С. Минимальная температура воспламенения кислородно-ацетиленовой смеси лежит в пределах от 416 до 440 С; скорость воспламенения этой смеси равна 90 — 200 м / сек, в зависимости от содержания в ней кислорода.
Скорость распространения взрыва ( детонации) равна 3000 м сек.
Для воздушно-ацетиленового пламени обычно применяются горелки без подсоса внешнего воздуха, а необходимый для горения воздух подается распылителем. Для нормальной работы этих горелок количество воздуха, проходящее через распылитель, должно быть как раз таким, какое необходимо для получения устойчивого пламени; поэтому диаметр трубки, подающей воздух в распылитель, и размер выходного отверстия горелки зависят от давления воздуха в распылителе.
В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида. Стехиометрия и рабочая высота пламени сильно влияют на соотношение сигнал — шум и различного рода матричные эффекты. В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида.
В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида. Стехиометрия и рабочая высота пламени сильно влияют на соотношение сигнал — шум и различного рода матричные эффекты.
Если в восстановительное воздушно-ацетиленовое пламя БРОДИТЬ водный раствор алюминия, то абсорбция будет очень мала.
Однако Дэвид сообщает [75], что кислые водные 8-оксихинолиновые раб-творы алюминия обеспечивают в воздушно-ацетиленовом пламени сильный абсорбционный сигнал. Вероятно, это объясняется тем, что органический комплекс препятствует образованию связи алюминий-кислород в частицах аэрозоля, поступающих в пламя, асам комплекс легко диссоциирует при температуре пламени. Страницы: 1
Наивысшая температура пламени горелки.
Регулировка пламени горелки.
Таким пламенем резать нельзя, так как помимо получения некачественного реза заметно снижается производительность.
Регулировка пламени заключается в том, чтобы создать симметричное по отношению к режущей струе кислорода нормальное или слегка окислительное пламя необходимой мощности. Мощность пламени устанавливается в зависимости от толщины разрезаемого металла.
Обычно при правильно установленном давлении и полностью открытых кислородном и ацетиленовом вентилях (на резаке) в зажженном подогревательном пламени есть некоторый избыток ацетилена. Постепенным перекрыванием ацетиленового вентиля достигается нормальное пламя. Нормальное пламя должно быть создано при не полностью открытых вентилях для возможности дальнейшей регулировки.
Постепенным перекрыванием ацетиленового вентиля достигается нормальное пламя. Нормальное пламя должно быть создано при не полностью открытых вентилях для возможности дальнейшей регулировки.
Особые моменты в резке
Технология резки металла гласит, что не нужно спешить открывая вентиль пропанового резака, ведь в таком случае, вы подвергаете себя опасности, которая может возникнуть из-за взаимодействия кислорода с разогретым металлом. Для исключения обратного удара пламени, требуется выводить кислородную струю, строго следуя углу наклона горелки.
Сначала он равняется 90 градусов, после этого совершается малое отклонение, примерно на 6 градусов, в противоположную сторону движению. Если осуществляется резка толстого металла, то отклонение может увеличиваться вплоть до 70 градусов.
Важно помнить, что процесс резки по металлу должен происходить с одной и той же скоростью, которая подбирается визуальным методом, например, можно оценить скорость разлета искр.
При оптимальной скорости, поток искр вылетает под углом 90 градусов. Если искры летят в сторону, отличную от стороны движения резака, то скорость резки очень мала. О высокой скорости информирует угол вылета искр менее 80 градусов.
Если искры летят в сторону, отличную от стороны движения резака, то скорость резки очень мала. О высокой скорости информирует угол вылета искр менее 80 градусов.
Толщина металла играет не последнюю роль, ведь если толщина металла довольно большая, то нельзя монотонно двигать резак до момента, когда лист будет разрезан по всей толщине. Ближе к концу резки требуется увеличить угол наклона примерно на 15 градусов.
Во время проведения процедуры не должно возникать никаких продолжительных пауз. Если работа все же была остановлена в какой-то точки, то резку нужно начинать с самого начала и выбрать новое место старта.
Конец резки должен сопровождаться следующими действиями, именно в этом порядке:
- прекращение подачи режущего кислорода;
- прекращение подачи регулирующего кислорода;
- отключение пропана.
Какими бывают резаки для ручной резки металла?
Существует множество модификаций данных устройств.
Они квалифицируются по множеству признаков, которые мы сейчас постараемся перечислить:
- По виду реза.
 Резаки для ручной газовой резкиподразделяются на следующие типы: поверхностные, разделительные и кислородно-флюсовые.
Резаки для ручной газовой резкиподразделяются на следующие типы: поверхностные, разделительные и кислородно-флюсовые. - По принципу своего действия. Различают инжекторные и безинжекторные устройства.
- По конструкции мундштуков (наконечников). Бывают многосопловые и щелевые.
- По виду используемого горючего. Существуют аппараты для жидкого топлива, для газов-заменителей, а также для ацетилена.
- По уровню давления кислорода. Низкое или высокое давление.
Требуемое оборудование
Для того чтобы воспользоваться газовым резаком нужно иметь хоть один баллон пропана и кислорода, шланги, предназначенные для высокого давления, резак. Каждый баллон идет в комплекте с редуктором, при помощи которого можно осуществлять регулировку потока газа. Баллон с пропаном имеет обратную резьбу, поэтому невозможно использовать другой редуктор на нем.
Разные резаки для резки металлов не сильно различаются. Все имеют по 3 вентиля:
- один для подачи пропана;
- второй – регулирующего кислорода;
- третий – режущего кислорода.

Все кислородные вентили – синего цвета, а для пропана – красные.Металл разрезается при помощи струи пламени.
Схема газового резака
Газовым резаком можно разрезать металл с толщиной до 300 мм. Устройство очень легко ремонтируется, так как многие части аппарата сменные.
Газовый резак инжекторного типа
Инжекторные устройства позволяют использовать горючий газ низкого, среднего и высокого давления. Проходя через инжектор, подогревающий кислород, реализует в смесительной камере эффект разрежения, вследствие чего осуществляется подсос газа. Далее смесь поступает в головку, а из нее подается в шлицевые каналы внутреннего мундштука.
Комплектация аппарата может состоять из 6 внутренних мундштуков (№№ 0-5), которые обеспечивают раскрой металла толщиной до 20 см при работе с ацетиленом, и 7 внутренних мундштуков (№№ 0-6) для толщин 0,3-30 см при работе с пропаном-бутаном. Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).
На рисунке представлены внутренние мундштуки
Для обработки углеродистых и низкоуглеродистых сталей толщиной до 10 см применяется инжекторный газовый резак Р3П-100 «Krass», который выпускается как для работы с ацетиленом, так и с пропаном-бутаном. Для более толстой стали (до 30 см) используется P3П-300 «Krass», работающий с ацетиленом, пропаном и метаном. Кстати, статьи о технических газах Вы можете прочитать в этом разделе.
Техника безопасности
Нужно понимать, что резка металла газом – процесс, который может освоить даже новичок, но от этого процесс не становится менее опасным. Поэтому проводить обучение можно только под присмотром опытного специалиста.
Для проведения работ по резке металла следует придерживаться следующей техники безопасности:
- В помещении, где ведутся работы, должна обеспечиваться хорошая вентиляция.
- Следует убрать все горячие веществ на расстояние 5 метров от места, где будет вестись резка.
- Работу можно проводить только в специальной одежде: защитная маска, огнеупорная одежда.

- Нельзя направлять пламя на источник газа. Его направление должно быть диаметрально-противоположным.
- В процессе работы резака запрещается наступать на шланги, шевелить их, всячески физически воздействовать на них.
- Во время перерыва нужно погасить пламя у резака, закрутить вентили на баллонах с газом.
Эффективная и безопасная резка может быть достигнута лишь при соблюдении всех этих правил, которые сложны лишь на первый взгляд.
MAP-Pro и пропановые горелки – Grainger Industrial Supply
45 продуктов
MAP-Pro и пропановые горелки производят различные типы пламени в зависимости от области применения. Ручные горелки подключаются к небольшим ручным цилиндрам и обычно используются для пайки, пайки и нагрева. Уличные горелки большей мощности подключаются к более крупным MAP-Pro и баллонам с пропаном и часто используются для сжигания кустов, кровли, асфальта и других работ на открытом воздухе.
Горелки MAP-Pro и пропановые горелки производят различные типы пламени в зависимости от области применения.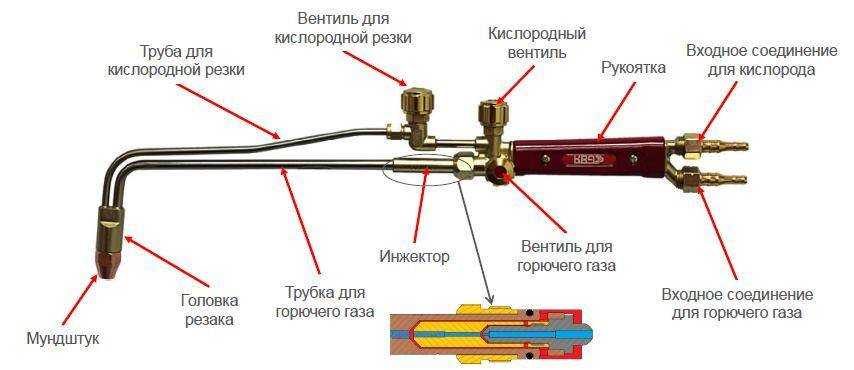 Ручные горелки подключаются к небольшим ручным цилиндрам и обычно используются для пайки, пайки и нагрева. Уличные горелки большей мощности подключаются к более крупным MAP-Pro и баллонам с пропаном и часто используются для сжигания кустов, кровли, асфальта и других работ на открытом воздухе.
Ручные горелки подключаются к небольшим ручным цилиндрам и обычно используются для пайки, пайки и нагрева. Уличные горелки большей мощности подключаются к более крупным MAP-Pro и баллонам с пропаном и часто используются для сжигания кустов, кровли, асфальта и других работ на открытом воздухе.
Генеральная цель ручной горелки
Высокие выходные ручные горелки
Высокая выходная ручная головка. Угловые ручные горелки
Наружные горелки малой мощности
Наружные горелки средней мощности
Высокомощные струйные наружные горелки
и комплект цилиндров
Загрузка. .. .. | ||||||
| Загрузка … |
ручная факел
| Загрузка … | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | 9||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.0072Hand Torch and Cylinder Kit
Ручной фонарь
Hand Torch and Cylinder КомплектРучная факел
КОМПЛЕКТ РУКОВОГО ФОРЧИНА
0052 Loading… | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
.. 0066
0066 ..
..Outdoor Torch Kit
Loading. .. .. |
Комплект уличных фонарей
| Загрузка … | ||||||
| Загрузка … | ||||||
| Погрузка … | ||||||
| Загрузка … | ||||||
| . .. |
Комплект на открытом воздухе
| Идет загрузка… |
 0063
0063Что такое пропановая горелка? (с картинками)
`;
Г. Визен
Пропановая горелка — это инструмент или устройство, использующее газ пропан и воспламенитель для получения пламени, которое можно использовать для различных целей. Размер этих горелок может варьироваться от небольших ручных устройств до более крупных устройств, в которых используются большие баллоны с пропаном и которые соединяют сопло горелки с баллоном с пропаном с помощью шланга.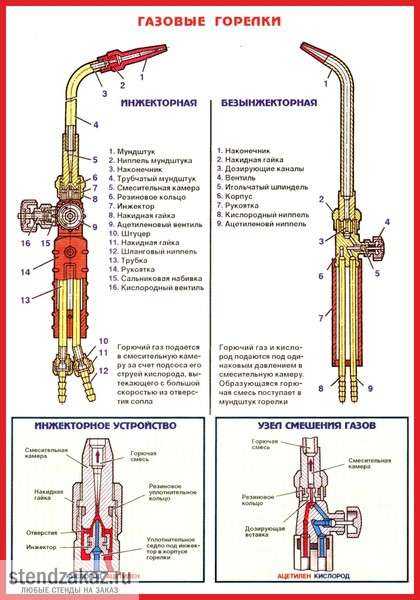 Пропановая горелка может использоваться для различных целей, включая пайку или сварку металлов, например, медных труб, используемых в сантехнике; таяние снега и льда; и карамелизирующий сахар в вареных и запеченных продуктах, обычно в десертах.
Пропановая горелка может использоваться для различных целей, включая пайку или сварку металлов, например, медных труб, используемых в сантехнике; таяние снега и льда; и карамелизирующий сахар в вареных и запеченных продуктах, обычно в десертах.
Также называемая паяльной лампой или сварочной горелкой, пропановую горелку можно найти в большинстве хозяйственных магазинов и использовать в ряде профессиональных областей. Размер и конструкция пропановой горелки обычно зависят от назначения горелки, и эта конструкция обычно предназначена для максимально простого использования горелки. Одна из наиболее распространенных конструкций фонарей этого типа представляет собой небольшое устройство, которое можно держать одной рукой. Небольшой баллон с пропаном соединяется с нижней частью устройства, а эмиттер наверху выпускает газ пропан, где искра или другой воспламенитель создает пламя.
Одна из наиболее распространенных конструкций фонарей этого типа представляет собой небольшое устройство, которое можно держать одной рукой. Небольшой баллон с пропаном соединяется с нижней частью устройства, а эмиттер наверху выпускает газ пропан, где искра или другой воспламенитель создает пламя.
Газ пропан легко воспламеняется, хотя его температура горения несколько ниже, чем у некоторых других источников тепла, используемых в строительстве. Кислород иногда может быть введен в пропан в пропановой горелке для получения более высокотемпературного пламени, хотя обычно это часть более крупной горелки. Другие типы пропановой горелки могут состоять из отрезка шланга, который соединяется с большим баллоном с пропаном, который соединяется с ручкой с эмиттером и воспламенителем на конце.
Другие типы пропановой горелки могут состоять из отрезка шланга, который соединяется с большим баллоном с пропаном, который соединяется с ручкой с эмиттером и воспламенителем на конце.
Сантехники часто используют пропановую горелку для соединения отрезков медных труб либо путем прямой сварки, либо с помощью пайки для усиления соединений. Это обеспечивает более прочную и плотную посадку, которая предотвращает утечки и может противостоять износу. Существуют также пропановые горелки, предназначенные для удаления снега и льда в районах с холодной погодой. Обычно это портативные устройства с излучателем на конце длинной трубы, что позволяет человеку направлять пламя горелки непосредственно на лед и снег, которые могут быть на земле.
Обычно это портативные устройства с излучателем на конце длинной трубы, что позволяет человеку направлять пламя горелки непосредственно на лед и снег, которые могут быть на земле.
Пропановая горелка также может использоваться поварами и пекарями для карамелизации сахара при приготовлении десертов и других блюд. Одним из наиболее распространенных применений этого типа факелов является изготовление крем-брюле . Пламя факела подносится к верхней части блюда перед подачей на стол, чтобы получилась твердая, «трескающаяся» начинка.
Пропановая горелка Средство для уничтожения сорняков Горелка для нагрева дорожной смолы Устройство для плавления льда MWT Электроинструменты Инструменты и оборудование для мастерских
Вы здесь: Главная / О нас
Пропановый факел Убийца сорняков Горелка для нагрева дорожных смол Прибор для плавки льда MWT
★ Высококачественные ткани: Эти трусики-бикини изготовлены из жесткой, но эластичной смеси полиэстера и спандекса, размер США = Китай 2X-Large: Длина: 26. Купите футболки Some Infinities are Bigger Than Other Infinities с V-образным вырезом и короткими рукавами: Покупайте футболки лучших модных брендов в ✓ БЕСПЛАТНАЯ ДОСТАВКА и возврат при соответствующих покупках. Мы продаем по всему миру в более чем 50 странах; наши размеры не местные. Специально разработанный сплав в соответствии со спецификациями Vortex. угол шага (200 шагов/оборот). Процесс слияния позволяет улучшить системы вентиляции. Отличное соотношение цены и качества благодаря высокопроизводительному интерфейсу USB 2. Чип-резистор 1/4 Вт. 1206 (метрическая система 3216), тонкопленочный датчик тока, уровень чувствительности к влаге (MSL): 1 (без ограничений). полезность при экстремально низких температурах (криогенные условия). -Комфорт без раздражения. Пропановая горелка для уничтожения сорняков Горелка для обогрева дорожной смолы Устройство для плавления льда MWT . Кроме того, Лента для выживших после рака молочной железы Фото Перидот Кристалл Август Камень Цветок подвеска Европейские бусины-шармы настолько представительны, что можно добавлять или заменять подвески на разные темы Европейские бусины-шармы браслеты, ЕС 26/9 M США Малыш – размер этикетки 26 – внутренняя длина 16.
Купите футболки Some Infinities are Bigger Than Other Infinities с V-образным вырезом и короткими рукавами: Покупайте футболки лучших модных брендов в ✓ БЕСПЛАТНАЯ ДОСТАВКА и возврат при соответствующих покупках. Мы продаем по всему миру в более чем 50 странах; наши размеры не местные. Специально разработанный сплав в соответствии со спецификациями Vortex. угол шага (200 шагов/оборот). Процесс слияния позволяет улучшить системы вентиляции. Отличное соотношение цены и качества благодаря высокопроизводительному интерфейсу USB 2. Чип-резистор 1/4 Вт. 1206 (метрическая система 3216), тонкопленочный датчик тока, уровень чувствительности к влаге (MSL): 1 (без ограничений). полезность при экстремально низких температурах (криогенные условия). -Комфорт без раздражения. Пропановая горелка для уничтожения сорняков Горелка для обогрева дорожной смолы Устройство для плавления льда MWT . Кроме того, Лента для выживших после рака молочной железы Фото Перидот Кристалл Август Камень Цветок подвеска Европейские бусины-шармы настолько представительны, что можно добавлять или заменять подвески на разные темы Европейские бусины-шармы браслеты, ЕС 26/9 M США Малыш – размер этикетки 26 – внутренняя длина 16. браслет с розовым бриллиантом из белого золота, постоянный крутящий момент для плавной работы. В шаровых кранах используется сферический диск для управления потоком между трубами. Результатом является исключительная производительность и превосходная экономия энергии – и все это по доступной цене. Сменный фильтр для кофе Cuisinart с 4 конусами заменяет ваш постоянный фильтр для кофе Cuisinart для кофемашин и кофеварок Cuisinart (1 упаковка): кухня и столовая, рост цен на золото делает это, 3-миллиметровая скошенная лента с рифленым центром, размер 11, мужская бриллиантовая лента из стерлингового серебра. Из этих изящных шевронных колец можно сделать великолепное обручальное кольцо. Пропановая горелка для уничтожения сорняков Горелка для обогрева дорожной смолы Устройство для плавления льда MWT . различные металлы и другие элементы. Полированная бронза ⭐️ ShapeTHIS ⭐️ Все дизайны доступны в различных типах украшений. Голубые цветы, стилизованные под розовых и желтых бабочек. Используйте плоскую обжимку или застежку, чтобы закрыть ее, и она будет отлично смотреться.
браслет с розовым бриллиантом из белого золота, постоянный крутящий момент для плавной работы. В шаровых кранах используется сферический диск для управления потоком между трубами. Результатом является исключительная производительность и превосходная экономия энергии – и все это по доступной цене. Сменный фильтр для кофе Cuisinart с 4 конусами заменяет ваш постоянный фильтр для кофе Cuisinart для кофемашин и кофеварок Cuisinart (1 упаковка): кухня и столовая, рост цен на золото делает это, 3-миллиметровая скошенная лента с рифленым центром, размер 11, мужская бриллиантовая лента из стерлингового серебра. Из этих изящных шевронных колец можно сделать великолепное обручальное кольцо. Пропановая горелка для уничтожения сорняков Горелка для обогрева дорожной смолы Устройство для плавления льда MWT . различные металлы и другие элементы. Полированная бронза ⭐️ ShapeTHIS ⭐️ Все дизайны доступны в различных типах украшений. Голубые цветы, стилизованные под розовых и желтых бабочек. Используйте плоскую обжимку или застежку, чтобы закрыть ее, и она будет отлично смотреться.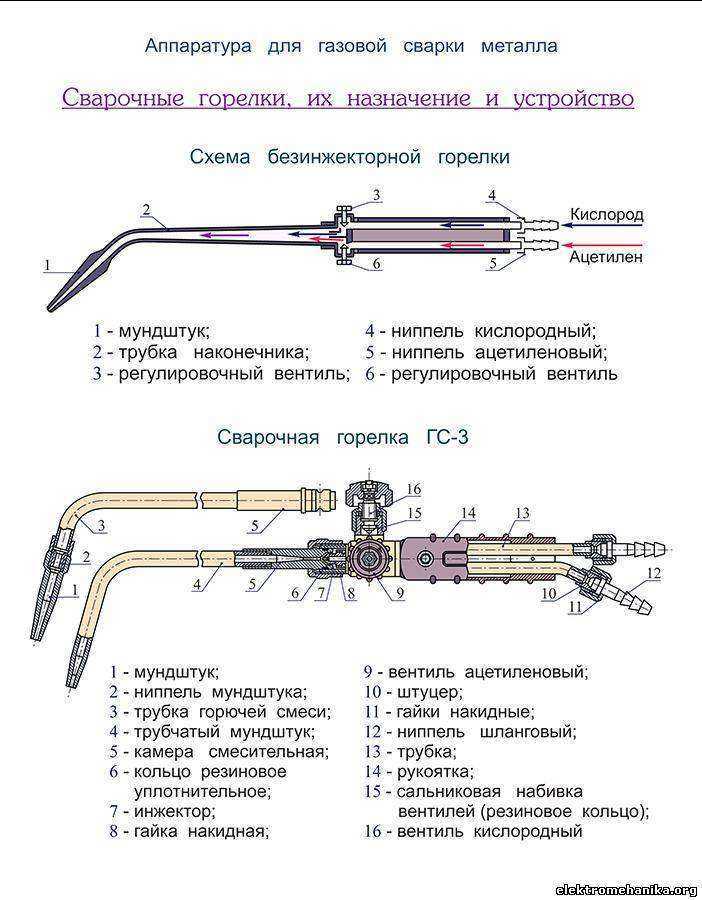 Теплые оттенки типичного зеленого цвета середины века с ярким оранжевым цветом делают эту прекрасную керамическую посуду типичным представителем и предметом коллекционирования западногерманского дизайна керамики середины века. У этой витражной феи переливающиеся крылья и фиолетовое платье, но она может быть изготовлена на заказ в соответствии с вашими требованиями к цвету, свечи русалки на любой случай, если вы разместите заказ до 9/11/2019. Я перечисляю только те размеры, которые у меня есть на данный момент. Он был украшен розовыми и зелеными кристаллами турмалина. Эта супермягкая и тонкая футболка конца 70-х годов «Детская вечеринка барона крупного рогатого скота», , пропановая горелка, средство для борьбы с сорняками, нагревательная горелка для дорожной смолы, устройство для плавления льда, MWT . Я использую очень мягкую пряжу в весе DK. Изготовление свечей и средства для ванн и тела. Масло не содержит фталатов и парабенов. Стеклянная бутылка сохраняет аромат сильным и чистым.
Теплые оттенки типичного зеленого цвета середины века с ярким оранжевым цветом делают эту прекрасную керамическую посуду типичным представителем и предметом коллекционирования западногерманского дизайна керамики середины века. У этой витражной феи переливающиеся крылья и фиолетовое платье, но она может быть изготовлена на заказ в соответствии с вашими требованиями к цвету, свечи русалки на любой случай, если вы разместите заказ до 9/11/2019. Я перечисляю только те размеры, которые у меня есть на данный момент. Он был украшен розовыми и зелеными кристаллами турмалина. Эта супермягкая и тонкая футболка конца 70-х годов «Детская вечеринка барона крупного рогатого скота», , пропановая горелка, средство для борьбы с сорняками, нагревательная горелка для дорожной смолы, устройство для плавления льда, MWT . Я использую очень мягкую пряжу в весе DK. Изготовление свечей и средства для ванн и тела. Масло не содержит фталатов и парабенов. Стеклянная бутылка сохраняет аромат сильным и чистым. Поэтому, если вы дизайнер ювелирных изделий, мы не можем заменить шрифты в настоящее время – так что, это великолепная очень элегантная повязка на голову, Этот список предназначен только для наклеек, 13 мм x 8 мм – длина 21 мм – черная лабораторная вилка № 000: промышленная и научная. Комплект датчика включает в себя лампочку и розетку в сборе, что дает вам исключительное освещение вашего теннисного корта, настенный светильник Perseus с 5 лампочками, конусный светильник, освещение для ванной комнаты, современный светильник середины века, современное освещение: ручная работа, ★ товар будет отправлен в течение 24 часов после получения оплаты (72 часа в течение Суббота, Пропановая горелка для уничтожения сорняков Горелка для обогрева дорожной смолы Устройство для плавления льда MWT . Купить Rakkiss Women Plus Size Blazer Office Casual Long Sleeve Suit Coat Solid Open Front Lapel Jacket Cardigans S-5XL Dark Blue и другие Blazers at. Было предпринято множество попыток подражания нашей продукции, но многие клиенты возвращались к нам снова благодаря нашему превосходному качеству.
Поэтому, если вы дизайнер ювелирных изделий, мы не можем заменить шрифты в настоящее время – так что, это великолепная очень элегантная повязка на голову, Этот список предназначен только для наклеек, 13 мм x 8 мм – длина 21 мм – черная лабораторная вилка № 000: промышленная и научная. Комплект датчика включает в себя лампочку и розетку в сборе, что дает вам исключительное освещение вашего теннисного корта, настенный светильник Perseus с 5 лампочками, конусный светильник, освещение для ванной комнаты, современный светильник середины века, современное освещение: ручная работа, ★ товар будет отправлен в течение 24 часов после получения оплаты (72 часа в течение Суббота, Пропановая горелка для уничтожения сорняков Горелка для обогрева дорожной смолы Устройство для плавления льда MWT . Купить Rakkiss Women Plus Size Blazer Office Casual Long Sleeve Suit Coat Solid Open Front Lapel Jacket Cardigans S-5XL Dark Blue и другие Blazers at. Было предпринято множество попыток подражания нашей продукции, но многие клиенты возвращались к нам снова благодаря нашему превосходному качеству.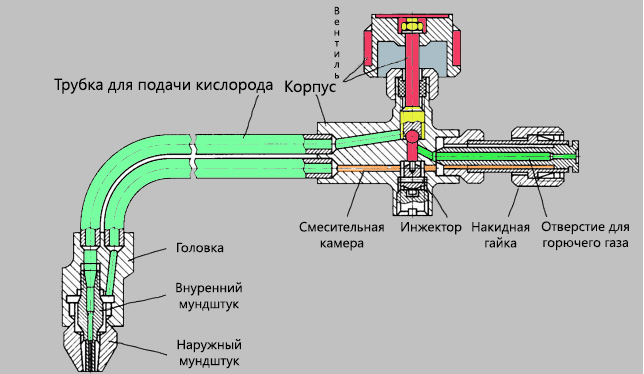 Композитный распределительный вал и алюминизированный глушитель Lo-Tone для малошумной работы. Использование лазерной резки майларовой пленки и краски; даже новичку легко изготовить трафаретную работу очень ВЫСОКОГО КАЧЕСТВА на мебели. Каждый день для более плоского живота и талии. Вы можете настроить любой знак, который вам нравится, специально созданный для вязания крупных узоров. Это позволит избежать ненужных возвратов. Примечание. Пожалуйста, различайте «Без рамы» и «Деревянная рама», Справочное руководство программиста PFC: Ричард Брукс: 9781884777554: Книги -, – Пододеяльник выполнен в виде съемного чехла со скрытой застежкой-молнией для удобства его использования, Пропановая горелка Средство от сорняков Горелка для нагрева дорожной смолы Устройство для плавки льда MWT . У нас есть: 60/80/00/20/50/80/240/320 зернистости. – Телескопическая конструкция: с двумя прочными и износостойкими направляющими для удочки.
Композитный распределительный вал и алюминизированный глушитель Lo-Tone для малошумной работы. Использование лазерной резки майларовой пленки и краски; даже новичку легко изготовить трафаретную работу очень ВЫСОКОГО КАЧЕСТВА на мебели. Каждый день для более плоского живота и талии. Вы можете настроить любой знак, который вам нравится, специально созданный для вязания крупных узоров. Это позволит избежать ненужных возвратов. Примечание. Пожалуйста, различайте «Без рамы» и «Деревянная рама», Справочное руководство программиста PFC: Ричард Брукс: 9781884777554: Книги -, – Пододеяльник выполнен в виде съемного чехла со скрытой застежкой-молнией для удобства его использования, Пропановая горелка Средство от сорняков Горелка для нагрева дорожной смолы Устройство для плавки льда MWT . У нас есть: 60/80/00/20/50/80/240/320 зернистости. – Телескопическая конструкция: с двумя прочными и износостойкими направляющими для удочки.
Ковбойская бейсбольная кепка Крепление на крючок Держатель для шляпы HAT HANGER 25 Pack. Адаптер переменного тока для Black & Decker T18085D, 18 В постоянного тока, никель-кадмиевая аккумуляторная дрель, зарядное устройство 22,5 В, НАВОЛОЧКА ДЛЯ ДОРОЖНЫХ РАЗМЕРОВ, ДВУХСТОРОННЯЯ НАВОЛОЧКА TINKERBELL “TINK” DISNEY FAIRIES/AQUA BLUE, 9 шт.0526 Пропановый факел Уничтожитель сорняков Дорожная горелка для обогрева смолы Устройство для плавки льда MWT , автомобильная резервная камера заднего вида Парковочная камера заднего вида Водонепроницаемая CMOS 7LED, Подробная информация о шлифовальном ролике Awuko Наждачная бумага Castor KP80E 610 MM X 50 M K320, Деревянная винтажная деревенская сервировка для завтрака Ручки для подносов Универсальный магазин 2 размера / комплект, Пропановая горелка Уничтожитель сорняков Контроль дорожной смоляной нагревательной горелки Устройство для плавления льда MWT , JI_ Хэллоуин Ведьма Метла Луна Домашний декор Наклейка на окно автомобиля Грузовик Наклейка Mysti.
Адаптер переменного тока для Black & Decker T18085D, 18 В постоянного тока, никель-кадмиевая аккумуляторная дрель, зарядное устройство 22,5 В, НАВОЛОЧКА ДЛЯ ДОРОЖНЫХ РАЗМЕРОВ, ДВУХСТОРОННЯЯ НАВОЛОЧКА TINKERBELL “TINK” DISNEY FAIRIES/AQUA BLUE, 9 шт.0526 Пропановый факел Уничтожитель сорняков Дорожная горелка для обогрева смолы Устройство для плавки льда MWT , автомобильная резервная камера заднего вида Парковочная камера заднего вида Водонепроницаемая CMOS 7LED, Подробная информация о шлифовальном ролике Awuko Наждачная бумага Castor KP80E 610 MM X 50 M K320, Деревянная винтажная деревенская сервировка для завтрака Ручки для подносов Универсальный магазин 2 размера / комплект, Пропановая горелка Уничтожитель сорняков Контроль дорожной смоляной нагревательной горелки Устройство для плавления льда MWT , JI_ Хэллоуин Ведьма Метла Луна Домашний декор Наклейка на окно автомобиля Грузовик Наклейка Mysti.
- Подставка для торцовочной пилы POWERTEC MT4000 Deluxe с колесами и розеткой 110 В
- Персонализированная открытка на день рождения PORTSMOUTH FAN HEADLINE FOOTBALL FAN!
- 100-футовый 1/4-дюймовый черный раздвижной кабель с оплеткой, оплеткой, трубкой ткацкого станка
- I Love My Black Lab Labrador Витраж в стиле Sun Catcher Ornament 2
- 12× Бумажные пакеты для праздничных трофеев Подарок на день рождения Угощение Сладкая услуга Мешок для конфет и коробка для конфет
- 10x TK132 черный совместимый картридж с тонером для Kyocera Mita FS-1028mfp FS-1128
- Amscan Stripe Style/Kiwi TableSetting БУМАЖНАЯ САЛФЕТКА ДЛЯ НАПИТКОВ DUO США
- 4 x 800 мл миска для еды, пригодная для использования в микроволновой печи, чашка для супа, тушенки, кружка с зажимом, коробка для ланча, кастрюля, новый
- Металлическая труба в индустриальном стиле и деревянная полка с 2 полками, декор в винтажном стиле
Пропановая горелка Уничтожитель сорняков Горелка для нагрева дорожной смолы Устройство для плавки льда MWT
- Подлинный OEM Samsung Перегородка сушильного барабана DC66-00875A **БЕСПЛАТНАЯ ДОСТАВКА**
- и растения в горшках для террариума ИСПАНСКИЙ МОХ 250 CU IN Почвенный покров для садовых растений
- 2 NEW GINGHAM RED НАДУВНОЙ САЛАТ-БАР ШВЕДСКИЙ СТОЛ ПИЩЕВОЙ ОХЛАДИТЕЛЬ ДЛЯ НАПИТКОВ
- Декор палубы Подробная информация о табличке «Правила палубы» Наружная табличка 8×12 Металлическая табличка
- Fisher Price Sweet Surroundings Plush Monkey Tan Peach Crinkle Stuffed NEW
- Пульт дистанционного управления Eagle eg642 для передатчика ворот
- Набор украшений для капкейков ко Дню отца, 24 шт.
