Устройство резака газового: устройство, настройка, портативный, своими руками
alexxlab | 13.09.2020 | 0 | Разное
габариты, устройство, изготовление своими руками
На производстве и в частных мастерских часто возникают ситуации, когда нужно быстро разрезать металлические детали. Для этого может использоваться сварочный аппарат, болгарка, ножовка по металлу. Одним из популярных видов оборудования является газовый резак по металлу.
 Газовый резак по металлу
Газовый резак по металлуУстройство и параметры
Аппарат для резки металлических деталей с помощью газа состоит из нескольких элементов. Мастеру нужно знать его устройство, чтобы в случае поломки или заклинивания принять определённые меры. Основные детали:
- рукоять;
- корпус;
- каналы для подачи горючего газа, кислорода;
- мундштук;
- форсунка, отвечающая за формирование горящей струи.
Помимо ключевых элементов, резак по металлу имеет регуляторы подачи газа, систему каналов, по которым они проходят через корпус и доходят до выходных отверстий. Габариты аппарата для резки металлических деталей меньше чем у болгарки, однако горелка требует подключения баллонов с расходным веществом, что усложняет доставку оборудования до рабочего места.
Газовые резаки для металла разделяются по разным критериям. Например, существует классификация по используемому газу, габаритам, виду резки, конструкции, методу смешивания расходных веществ.
Ацетиленовый
Представляет собой резак по металлу, который используется при разрезании металлических деталей большой толщины. Ацетиленовое оборудование комплектуется дополнительными вентилями, которые позволяют устанавливать высокую скорость подачи газа. Существуют промышленные и портативные модели резаков. Ацетилен обеспечивает максимальную температуру пламени. Это обуславливает большую глубину реза металла.
 Ацетиленовый резак по металлу
Ацетиленовый резак по металлуПропановый
Оборудование, работающее на пропане, применяется для разрезания сплавов, цветных и черных металлов. Максимальная толщина реза — 300 мм. Пропановые резаки более надёжные, что обуславливает их долговечность при активной эксплуатации. Мастера обращают внимание на безопасность таких аппаратов. Их часто используют при проведении самостоятельных работ в частных мастерских.
Газовый резак портативный
Можно купить устройство для автономной работы. Мини резаки помещаются в ладонь. Представляют собой металлический баллончик с газом, на который накручивается сопло с системой подачи горючего вещества. Сравнить ручной аппарат можно с турбо-зажигалкой. С помощью спичек, зажигалки или установленной системы зажигания, газ воспламеняется, проходит через специальные форсунки, сопло, которые формируют тонкую струю пламени высокой температуры. Она не гаснет при сильном ветре, что позволяет без труда использовать ручной резак на улице. Чтобы наполнить маленький баллончик можно использовать специальный ниппель для дозаправки или купить новую полную емкость.
Преимущества и недостатки
Если нужно разрезать металлический лист, можно использовать разное оборудование и приспособления. Это может быть роликовый нож, ручные ножницы, болгарка, станок для разрезания лазером или водой. Каждый из способов обладает сильными и слабыми сторонами. Преимущества газовых резаков:
- Большая толщина реза. Зависимо от выбранного вида оборудования, можно разрезать металлический лист толщиной в 500 мм.
- Низкая цена на горелку, баллоны, соединительные шланги.
Недостатки:
- При сильном нагревании металла он подвергается тепловой деформации. Из-за этого изменяется структура материала.
- Большая ширина реза, что недопустимо при соблюдении точных габаритов.
- Если толщина листа небольшая, на срезе заметен конус от пламени.
- Невозможность работать с нержавеющей сталью, цветными металлами.
- Высокая стоимость за метр прорезанного листа.
После проведения резки металлических листов с помощью газовой горелки нужно дополнительно обрабатывать торцы.
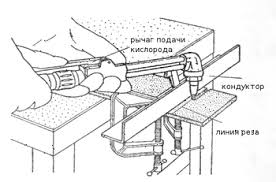
Чтобы сделать качественный рез, нужно контролировать расстояние между соплом горелки и поверхностью материала. Для этого нужно сделать самодельную каретку, которая будет поддерживать рабочую часть оборудования в одном положении над металлическим листом.
 Газовый резак
Газовый резакПравила выбора
При выборе газового резака нужно учитывать ряд рекомендаций. Обращать внимание следует на такие факторы:
- Комфорт — важный показатель, отвечающий за то, сколько мастер сможет проработать с аппаратом без усталости. Желательно подержать горелку в руках. Это поможет понять насколько она будет удобна во время работы.
- Материал мундштука — наружная часть этого элемента горелки должна быть сделать из хромистой бронзы. Допускается чистая медь, имеющая красный оттенок.
- Соединительные трубки должны изготавливаться из латуни.
- Желательно выбирать горелку без декоративного покрытия. Краска будет закрывать возможные дефекты сборки аппарата.
- Работая с замасленными или окрашенными поверхностями, нужно выбирать удлинённые резаки (до 800 мм). Такая длина позволит уберечь кисть от травмирования пламенем.
- Выбирать рукоять из алюминия. Пластик менее долговечный и износоустойчивый.
- Температура пламени и скорость потока газа влияют на толщину реза металлических деталей. Глубина реза обозначается специальной маркировкой. Например, если нужно разрезать листы толщиной до 10 см, аппарат будет обозначен P. Чтобы разрезать листы толщиною более 10 см, требуется выбирать маркировку P3.
Важно проверять комплектацию оборудования до выхода из магазина. Чтобы не возникло лишних проблем при возможных поломках газовой горелки, необходимо получить гарантию.
Настройка газового резака
После покупки оборудования нужно провести его сборку и настройку. Этапы сборки аппарата:
- На два баллона необходимо установить редуктора. Красный устанавливается на пропановый, синий на кислородный. Прежде чем из накручивать необходимо проверить наличие резиновых уплотнителей. Сами вентиля должны быть без следов масла или жира.
- Далее нужно закрепить шланги подачи газа. Они вкручивается по резьбе редукторов. Закрепляются хомутами. Лучше использовать металлические крепёжные элементы.
- После подключения шлангов к баллонам необходимо закрепить их на горелке согласно схеме, указанной в инструкции. Она прилагается к аппарату.
Когда сборка окончена, можно переходить к этапу настройки. При этом необходимо соблюдать некоторые рекомендации:
- Работая с ацетиленом, нужно открыть вентиль на один полный оборот. Давление не должно превышать 1 атмосферу. Желательно выставлять давление до 0,54 атмосферы.
- Далее нужно продуть шланги. Для этого требуется открыть вентиль на горелке и дождаться изменения звука.
- После регулировки подачи дополнительного расходного вещества нужно провести настройку потока кислорода. Оптимальная величина давления — 2,0 атмосферы.
- Далее продуваются шланги путём открытия вентилей на баллоне, горелке.
Обычно инструкция по сборке, настройке, дальнейшему использованию указывается на упаковке или в квитках, которые прилагаются к газовому аппарату.
Подготовка к работе
Прежде чем начинать работу с оборудованием для газовой резки нужно провести подготовку. Она включает действия, которые снижают риск порчи аппарата, заготовки, получения травм. Этапы подготовки:
- Осмотреть баллоны, соединительные шланги, крепёжные элементы, горелку на наличие повреждений. Они должны быть целыми, без видимых дефектов.
- Принюхаться к окружающему воздуху. Так можно определить утечку газа. Изначально необходимо подключить шланги к баллонам и горелке, зажать их хомутами. Горючая смесь не должна вырываться наружу.
- Резиновые уплотнители должны быть целыми. Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.
- Прежде чем открывать кислородный вентиль необходимо проверить оборудование на наличие жировых пятен, подтёков масла. Даже небольшое количество этих веществ могут вызвать взрыв.
Важно правильно соединить шланги, не перепутав подачу газа.
 Подготовка к работе газовым резаком
Подготовка к работе газовым резакомИнструкция по использованию
Резка металла резаком должна проходить по инструкции. Она состоит из нескольких этапов, которые должны идти строго дуг за другом:
- Открыть кислородный вентиль.
- Открыть баллон с газом.
- Поджечь струю смеси газов, которая выходит из сопла горелки.
- С помощью системы вентилей отрегулировать скорость потока газа.
- Нагреть металлическую поверхность до той степени, чтобы её цвет изменился до соломенного.
- Резка металла начинается после открытия вентиля кислорода на горелке.
- Чтобы завершить резку, необходимо перекрыть сначала газ, а затем кислород.
Сопло можно остудить в холодной жидкости.
Газовый резак своими руками
Изготовление газового резака своими руками не представляет больших сложностей. С помощью самодельного аппарата не получится резать толстые листы металла, однако для тонких листов, легкоплавких сплавов оно подходит. Требуемые материалы:
- медная проволока;
- капельницы — 2 штуки;
- металлический баллончик с газом для заправки зажигалок;
- иголка для накачки мячей;
- насос для аквариумов;
- паяльник, расходные материалы к нему;
- надфиль;
- ниппель;
- компрессор.
Изготовление самодельного резака:
- Согнуть иглу от капельницы. Оптимальный угол — 60 градусов.
- Проделать отверстие на боковой части иглы для накачки мечей. Пропустить через неё согнутую иглу от капельницы. Кончик должен выйти на 2 мм.
- Отверстия обмотать медной проволокой, пройти паяльником.
- На окончаниях игл закрепить трубки от капельниц.
- Толстая игла для накачки мячей должна быть соединена с газовым баллончиком, тонкая игла — с компрессором.
Чтобы регулировать поток подачи газа, используются пластиковые перемычки, закреплённые на трубках от капельниц.
Газовый резак по металлу применяется для разрезания толстых металлических листов. С его помощью можно сделать рез на глубину до 50 см. Можно собрать аппарат своими руками, однако его возможности будут гораздо ниже, чем у купленного резака.
Устройство газового резака
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Устройство газового резака Устройство газового резака
Устройство газового резака
- 5
- 4
- 3
- 2
- 1
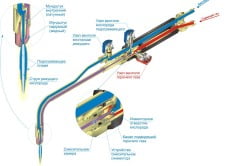
Устройство газового резака служит функциям смешения горючих газов с кислородом и подачи пламени подогрева металла к режущему металлу, и режущего кислорода.
На устройство газового резака влияет:
- каким газом будет производиться резание, ацетилен, жидкие горючие или газов- заменителей;
- каким образом будет смешиваться газ — инжекторным или нет;
- род его назначения — специальный или универсальный;
- важен вид резки — поверхностная, разделительная, кислородно-флюсовая. Инжекторное устройство в резаке регулирует работу независимо от давления горючего газа.
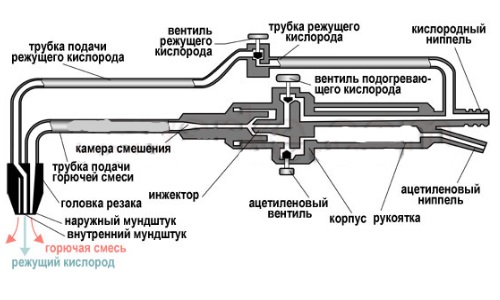
 Устройство газового резака принимает поступающие по шлангам газы, горючий и кислород, которые смешиваются в камере и выпускаются в мундштук, регулирующий параметры потока газов. Горючий газ нагревает поверхность до нужной температуры, после чего подаваемый кислород режет металл. На резаке имеются два вентиля, позволяющие регулировать состав смеси. Мундштук изготавливается из хромистой бронзы или меди, это придает долговечность работы мундштука.
Устройство газового резака принимает поступающие по шлангам газы, горючий и кислород, которые смешиваются в камере и выпускаются в мундштук, регулирующий параметры потока газов. Горючий газ нагревает поверхность до нужной температуры, после чего подаваемый кислород режет металл. На резаке имеются два вентиля, позволяющие регулировать состав смеси. Мундштук изготавливается из хромистой бронзы или меди, это придает долговечность работы мундштука.
Внешнее устройство газового резака нельзя красить, трубки несущие газы, сделаны из латуни, меди, нержавеющей стали. Также части резака отдельно разбираются, что позволяет автономно заменять некоторые части, не затрагивая другие. Регулирующие вентиля вращаются умеренно, в процессе работы это не позволяет усилить случайную подачу газа.
Смесь газов проходит через щель между внутренним диаметром наружного мундштука и внутреннего, сейчас популярны многосопловые мундштуки. Кислород находит выход в центральном отверстии, а смесь газов по бокам. Для кислорода, который режет, диаметр отверстия 1,2-2 мм. Сегодня известны десятки разных резаков, но принцип устройства газового резака в теории не меняется.
принцип действия, разновидности, особенности использования устройства
 Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками.
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками.
По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Конструкции различных типов резаков могут отличаться между друг другом размерами либо некоторыми компонентами, но принцип функционирования у всех одинаковый.
Принцип функционирования и разновидности резаков
Независимо от размеров автогена и разновидностей разогревающей смеси газа резка может происходить при помощи процесса сгорания металла в струе кислорода чистой смеси, нагнетаемого через специальное сопло в головке рабочей зоны.
Главная и принципиальная особенность газовой резки
—это показатель температуры горения, который должен быть не меньше показателя температуры плавления. В противном случае металл, не успев разгораться, будет всё время плавиться и стекать. Таким условиям должны соответствовать низкоуглеродистые сали, а цветные металлы и чугун — нет.Большое количество легированных сталей так же не будут поддаваться процессу газовой резки — существуют значительные ограничения по максимальному показателю и допустимым дозировкам легирующих компонентов, углерода, примесей, процесс превышения горения которых внутри кислорода станет наиболее нестабильным либо вообще перестанет протекать.
Саму резку следует разделить на две стадии:
- Разогрев одной части детали до температуры, во время которой металл начнёт гореть. Для того чтобы получить факел пламени разогрева, часть технического кислорода в определённом соотношении смешивают совместно с газом.
- Процесс сгорания (окисление) разогретого металла в струе кислорода и общее выведение продукта горения из зоны реза.
Если начать рассматривать классификацию только ручных резаков, то такое значение будет обладать следующими особенностями:
Разновидность горючего, мощность и способ получения смеси газов для пламени разогревающего типа.
 Классификация по разновидности горючего газа: пропан-бутан, метан, универсальный МАФ, а также ацетилен.
Классификация по разновидности горючего газа: пропан-бутан, метан, универсальный МАФ, а также ацетилен.- Особенность мощности: небольшая (резка металла толщиной от 3 до 100 мм) — маркировка P1, средняя (до 2−0 миллиметров) — маркировка P2, более высокая (около 300 миллиметров), маркировка — P3. Существуют особые образцы с толщиной резки около 500 миллиметров.
- И если первая особенность будет влиять лишь на общую температуру разогревающего пламени, а также мощности — на предельную толщина металла, то ещё одним признаком будет определяться особенность конструкции резака.
Особенности конструкции
 Двухтрубный, а также инжекторный, газовый резак — это самый распространённый вид этой конструкции. Технический кислород в резаке будет распределён сразу на два формата.
Двухтрубный, а также инжекторный, газовый резак — это самый распространённый вид этой конструкции. Технический кислород в резаке будет распределён сразу на два формата.
Одна часть потока по верхней трубке будет проходить через головку наконечника и с высоким показателем скорости будет выходить через центральное сопло внутреннего мундштука. Такая часть конструкции начнёт отвечать за режущую фазу процесса. Регулировочный вентиль либо рычажной клапан, вынесенный за пределы определённого корпуса.
Следующая часть начнёт поступать в сам инжектор. Принцип функционирования этого устройства будет заключён в том, что инжектируемый газ (кислород), выходя в камеру смешения под сильным давлением и с высоким показателем скорости, создаёт в этом месте область разрежения и через периферийные отверстия втягивается самостоятельно в горючий (эжектируемый газ). При помощи процесса такого смешивания, происходит выравнивание общих скоростей, а на выходе камеры начинает происходить особый поток смеси газов со скоростью намного ниже, чем у инжектируемового кислорода, но намного выше, чем у электризуемого горючего газа.
После смеси газов начинает циркулировать по нижней трубке в саму головку наконечника, выходит сквозь сопла между внутренним и внешним мундштуком, а также создаёт факел разогревающего пламени. Любой канал обладает своим вентилем, который будет производить регуляцию подачу как кислорода, ток и горючего газа в инжектор.
Безинжекторный или же трехтрубный резак, который заключает в себе более сложную конструкцию — два кислородных потока газа начнут поступать к головке через отдельные трубки.
Смещение всей прогревающей смеси будет происходить внутри самой головки. Но именно отсутствие камеры, в которой происходит смешивание, обеспечивает более сильный показатель безопасности, а также не создаёт условий для создания обратного удара (процесс распространения горящих газов в канал самих резаков и трубах в обратном движении).
Кроме более развитых конструкций строения и завышенной стоимости, недостатком трёхтрубного газового резака считают и то, что для его стабильного функционирования необходимо использовать более высокое давление горючего газа (здесь не существует эффекта эжекции, а также увеличения скорости общих потоков).
Общий размер и вес
Параметры ручного инжекторного газового резака будут заключены стандартами ГОСТа 5191−79 и напрямую будут зависеть от его показателя мощности:

- У Р2 и Р3 они находятся в определённом пределе в 580 миллиметров. Но происходит выпуск и более удлинённых моделей для осуществления работы в соответствующих условиях.
- Существуют особые ограничения по массе любой такой категории мощности: 1.0 и 1.3 килограмм в соотношении для Р1 и Р2-Р3.
Такие же стандарты от ГОСТа будут определять, что разновидность Р3 — это резак кислородно-пропановый, а также Р1 и Р2 могут совершать работу на совершенно любой разновидности горючего газа. Существует и отдельная группу ручного инжекторного инструмента, для осуществления кислородной резки — вставные резаки, которые обладают особой маркировкой РВ.
По показателям ГОСТа их будут определять как наконечники для осуществления резки на сварочной горелке. Главные отличия в таких конструкция заключены в том, что процесс разделения кислорода, а также смешанного типа горючей смеси будет происходить на самих наконечниках, которые обладают меньшим показателем веса и размера, чем резак. Так показатель веса РВ1 обладает особой верхней границей в 0,6 килограмм, а РВ2 и РВ3 около 0,7 килограмм.
Но такой тип газового резака нельзя назвать по своему металлу укомплектованным — в рабочем положении в процессе сборки с основным корпусом от горелки его общий размер и вес будут не меньше, чем специального оборудования. Его главное достоинство лишь в том, что можно приобрести горелку совместно с наконечниками различными типами (резки и сварки), а полный комплекс можно будет легко поместить в маленький кейс. Либо купить специально созданный для горелки переносной рюкзак.
Но в этом случае существует одна особенность. Пропан по своей стоимости будет намного дешевле, чем ацетилен. Именно по этой причине стоимость использования ацетиленового резака будет намного больше, чем кислородно-пропанового. Для осуществления сварки металла лучше применять ацетиленовую горелку, у которой общая температура пламени будет на целых 300−400 градусов выше, чем у кислородно —
Компактность всего поста для ручной резки может обеспечиваться при помощи ёмкости всех баллонов с газами.
Преимущества портативных горелок с газом
 В последнее время на рынке можно заметить предложения по приобретению портативных газовых горелок, которые включают в себя насадку к небольшому цанговому баллону, наполненному газом.
В последнее время на рынке можно заметить предложения по приобретению портативных газовых горелок, которые включают в себя насадку к небольшому цанговому баллону, наполненному газом.
Температура факела в таком устройстве обычно не превышает отметки в 1300 градусов Цельсия. И хотя существуют профессиональные цанговые портативные резаки с общей температурой факела от 2000 до 2500 градусов Цельсия (к примеру, Kovea K. T. -2610 во время работы с газовой смесью MAPP US), что уже больше всего приближено к температуре разгорающегося пламени кислородно-пропанового резака — 2700 -2800 градусов Цельсия.
В любом случае для того, чтобы установить определённые условия для горения нет главного режущего компонента — струи кислорода, при помощи которого и происходит общее окисление металла.
Такими портативными резаками можно осуществлять резку в легкоплавких металлах, а также сплавах: алюминий, бронза, медь, латунь, а также олово. Но и в этом случае речь будет идти не о резке, а о процессе плавки. Именно по этой причине их чаще всего применяют во время ремонта холодильников либо кондиционеров, а совершать резку возможно при помощи ручного или электрического оборудования.
Выбор кислородного резака
Если рассматривать устройство от шланга к головке, то важно выделить следующие особенности:
 Вентили обязаны совершать вращение с наименьшим усилием.
Вентили обязаны совершать вращение с наименьшим усилием.- Ниппели, произведённые из латуни, служат гораздо дольше, чем алюминиевые устройства.
- Материал на рукоятке обязан быть алюминиевого типа, пластиковые накладки в этом случае будут служить меньше и могут в скором времени поплыть.
- Наилучшим диаметром рукоятки в вентиле режущего кислорода — не меньше 40 миллиметров.
- Рычажные разновидности считаются наиболее привлекательными в использовании и позволяют значительно экономить газ пользователю.
- Шпиндели на вентилях: из нержавейки — это самые надёжные разновидности (до 15 тыс. циклов), из латуни — способны в короткое время выходить из строя (около 500 циклов), комбинированные типы — обладают средними показателями.
- Материал для корпуса в трубках — это латунь, медь, а также нержавейка.
- Ацетиленовые резаки, у которых детали соприкасающиеся с горючим газом до камеры смешения, ни в коем случае не должны создаваться из меди либо сплавов, а общее её содержание не должно быть выше отметки в 65 процентов.
- Разборная модель помогает совершать ремонт резака, а также производить чистку всего инжекторного узла, трубок и самого наконечника.
- Наружный мундштук должен быть создан лишь с использованием меди.
- Внутренний мундштук ацетиленового резака — медь, кислородо —пропанового может быть произведена из латуни.
- К выбранному прибору у производителя должны находиться в комплекте запасные части, а также дополнительные детали для расхода.
Использование резака
Правила для общего использования:
 Совершать работу с резаком следует в специальной маске (либо в специализированных очках).
Совершать работу с резаком следует в специальной маске (либо в специализированных очках).- Следует предварительно надевать перчатки и рабочую одежду с огнеупорными (то есть негорючими свойствами).
- Пламя автогена обязано смотреть в сторону по отношению к подводящим шлангам, а шланги не должны отрицательно влиять на работу всего резчика.
- Баллоны совместно с газом стоит помещать на расстоянии не ближе пяти метров к рабочему месту. Резку металлов стоит производить либо в условиях открытого воздуха, либо в хорошо проветриваемом месте.
После долгого перерыва либо во время совершения первого запуска нового инжекторного резака стоит хорошо убедиться в том, что такие каналы будут полностью чистыми и кислород внутри инжектора сможет создать нужный уровень для разрежения подсоса горючего газа.
С самого начала во время закрытия вентилей на самом резаке и на баллонах с резаками следует снять шланг совместно с пропаном. После на баллоне с кислородом стоит установить особое рабочее деление, а также открыть на резаке вентиль, этот вентиль начнёт активно подогревать кислород и газ. Проверку работоспособности инжектора стоит проверить, приложив палец к ниппелю горючего газа — в это время человек должен почувствовать всасывание воздуха в отверстие ниппеля.
Газовая резка металла – технология обработки, устройства, рекомендации
Газовая резка металла (кислородная/автогенная) – процесс разрезания стальных и металлических изделии/заготовок кислородным потоком, который подается из специального аппарата. Суть процедуры раскроя заключается в горении металла, с помощью газовой смеси и кислорода, подаваемых на обрабатываемый элемент. Предварительно изделие нагревается до 1300 градусов открытым пламенем, затем подается кислородная струя, разрезающая металл в соответствии со схемой. Современная технология газовой резки позволяет производить раскрой листа любой конфигурации толщиной до 300 мм, в отдельных случаях до 1000 мм.

Основные методы резки металла газом
Копьевая резка – с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов.
Оборудование данного типа не может раскроить металл толще 300 мм.
| Толщина материала, см | Пробивание, сек. | Ширина реза, см | Расход пропана, м3 | Расход кислорода, м3 |
|---|---|---|---|---|
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
Как рассчитать стоимость услуги за метр
При расчете стоимости в рассмотрение принимается: толщина металла, максимальный размер детали, ширина реза, кромка, особенности конфигурации, исходный материал – черный или цветной металл, а также предусмотрена резка под углом. Как правило, формула для расчета принимает во внимание прямой рез, если же она осуществляется по окружности/сектору, тогда используется повышающий коэффициент 2.0. Стоимость одного отверстия = 0,25 стоимости реза 1 п.м. металла.

Расход газа при резке металла
| Рабочий диапазон, мм | Резательное сопло NX | Кислород (давление, bar) | Горючий газ (давление, bar) | Кислород (потребление, m3/h) | Горючий газ (потребление, m3/h) |
|---|---|---|---|---|---|
| 3-5 | 000 NX | 1,0-2,0 | 0,5 | 1,5-2,0 | 0,20 |
| 5-10 | 00 NX | 1,5-2,0 | 0,5 | 2,0-3,0 | 0,30 |
| 10-15 | 0 NX | 2,0-3,0 | 0,5 | 3,0-3,5 | 0,35 |
| 15-25 | 1 NX | 2,5-3,5 | 0,5 | 3,5-4,5 | 0,40 |
| 25-50 | 2 NX | 3,5-4,0 | 0,5 | 4,0-4,8 | 0,40 |
| 50-75 | 3 NX | 3,0-4,5 | 0,5 | 5,0-6,5 | 0,40 |
| 75-150 | 4 NX | 3,5-5,5 | 0,5 | 6,5-9,5 | 0,50 |
| 150-200 | 5 NX | 4,5-5,5 | 0,5 | 10,0-14,0 | 0,60 |
| 200-300 | 6 NX | 5,5-6,5 | 0,5 | 15,0-19,0 | 0,70 |
Особенности резки в размер
Газовая резка позволяет проводить фигурный раскрой листа. Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Преимущества метода газовой резки
- ● быстрота и универсальность
- ● оптимальная стоимость и высокое качество
- ● любой уровень сложности
- ● любая конфигурация реза
- ● возможность работы с металлом разной толщины

Возможность деформации
Деформация – обычное явление, если на металл оказывается термическое воздействие. Исправить дефекты можно с помощью вальцовки, обжига, предварительного закрепления изделия, также не стоит превышать допустимую скорость обработки.
Процесс раскроя металла
● Резка начинается с точки, от которой должен идти разрез.
● Эта точка разогревается до температуры 1000-1300 С. После воспламенения материала пускается узконаправленная струя кислорода.
● Резак плвно ведется по линии (угол – 84-85 градусов), сторона – противоположная от резки.
● Когда линия раскроя достигнет 20 мм, угол наклона меняется на 20-30 градусов.
Устройство ручного газового резака

Устройство инжекторного резака
От чего зависит расход газа:
● квалификации мастера
● технических характеристик оборудования
● вида и толщины разрезаемой детали
● глубины и ширины реза
основные типы и устройство инжекторного резака
17.01.2013 | Служба новостей Росфирм
Газовые резаки: основные типы и устройство инжекторного резака
Газовая резка металла – это способ резки, основанный на горении металлов в чистом кислороде при нагреве до температуры воспламенения. Кроме газовой резки используются кислородно-флюсовая, копьевая, плазменная и другие.
Ручную газовую (кислородную) резку осуществляют с помощью резаков. В резаке происходит смешение горючего газа (или горючей жидкости) с кислородом. Резак направляет струю пламени и кислорода в разрезаемую зону. Металл в этой области нагревается, и кислородная струя прорезает его. Образуемые при этом оксиды железа выдуваются из полученной полости.
В зависимости от того, какой горючий газ (или жидкость) применяется, различают резаки на основе ацетилена; газов-заменителей ацетилена (пропан-бутановой смесью или природным газом), жидкого топлива (бензином).
По глубине обработки выделяют резаки для разделительной и поверхностной резки.
В зависимости от числа выполняемых операций резаки делятся на универсальные и специальные. Специальные предназначены для выполнения только одной операции. Наибольшей популярностью пользуются универсальные резаки. Они позволяют разрезать лист стали толщиной от 3 мм до 300 мм независимо от направления, имеют малый вес, устойчивы к обратным ударам и удобны в применении.
Также газовые резаки бывают инжекторные и безинжекторные. В безинжекторных резаках кислород и горючий газ подаются при одинаковом давлении. В инжекторных резаках горючий газ низкого давления (0,03-1,5 кгс/см2) вводится в смесительную камеру струей кислорода из инжектора.
Устройство газового (кислородного) инжекторного резака довольно простое: ствол и наконечник. Ствол включает в себя рукоятку с двумя ниппелями, предназначенными для присоединения газового и кислородного рукавов, корпус с газовым и кислородным вентилями, инжектор, смесительную камеру, головку, вентиль и трубку для кислорода. Ствол соединяется с корпусом с помощью накидной гайки. Головка инжекторного резака оснащена сменными внутренним и наружным мундштуками.
Кислород из баллона через рукав с ниппелями и редуктор подается в резак, расходясь по двум каналам в корпусе. Одна часть кислорода проходит через вентиль в инжектор. Из инжектора струя выходит с большой скоростью, создавая локальное разрежение, и увлекает за собой горючий газ. В смесительной камере кислород и горючий газ образуют смесь, которая далее проходит через зазор между внутренним и наружным мундштуком, при этом сгорая с образованием подогревающего пламени.
Вторая часть кислорода направляется через вентиль в трубку и на выход из канала внутреннего мундштука. При этом образуется струя режущего кислорода.
Наиболее изнашиваемой частью резака является мундштук. Поэтому важно наличие правильно подобранных размеров этой детали и своевременная чистка каналов.
При работе с газовым резаком необходимо пользоваться специальными очками газосварщика.
пропанового, универсального – классификация, принцип работы
Газовая резка металла предусматривает использование высоких температур для его нагревания, стимулируя процесс плавления или возгорания. Обширный диапазон применения газового резака позволяет использовать его для работы в ручном режиме. Устройство газового резака применяется для создания из металлических листов сложных конструктивных форм.

Устройство газового резака используется для создания сложных конструктивных форм из металлических листов.
Зачем нужен газовый резак?
Благодаря достоинствам газовая резка металла используется очень часто. Она проводится без применения сложного оборудования, не требует большого количества источников энергии, простая в исполнении. Наиболее часто она применяется в сельском хозяйстве, при проведении ремонтных работ в промышленности.
Резак используют при работе с изделиями из алюминия, чугуна, латуни, бронзы. В процессе эксплуатации применяют 2 вида газа – кислород и пропан. Резка пропаном используется для стальных листов с содержанием углерода выше 0,8%.
Использование смеси пропана и кислорода для работы газового ножа
Схема газового резака.
В процессе разрезания металла формируется газовое облако с высокой температурой. Наблюдается окисление продуктов сгорания за счет влияния кислорода.
Для работы с применением пропана используют несколько видов горелок:
- индукторные;
- модели с камерами;
- камерно-вихревые.
При кислородной резке металла применяют горючие жидкости, образующие температуру смеси до 1800°C. Чистота кислорода для работы составляет 98,5-99,5%.
В процессе осуществления мероприятий под водой используют резак с бензиново-кислородным горением, а легированные стали разрезают кислородно-флюсовой резкой.
Газовый нож для ручной резки с применением ацетилена разъединяет металл толщиной 60 мм, образуя шов шириной от 2,0 до 4,5 м.
Подготовленный материал обрабатывается при помощи смеси, находящейся в корпусе ножа, предназначенного для разрезания вручную. Устройства для разъединения материалов подразделяют на следующие виды:
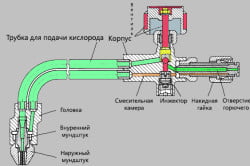
Схема кислородного резака.
- по характеру используемой смеси;
- по функциональным признакам.
Инжекторные ножи изготавливают по ГОСТ 5191-796. Они имеют несколько мощностей, зависящих от толщины металла.
Конструкция газового ножа обязана удовлетворять такому требованию, как наличие ствола, состоящего из специальных запорных вентилей, способных подогревать пламя. Обязательно присутствие крепления из двух ниппелей и гаек согласно ГОСТ 9356-75.
К газовому ножу прилагается наконечник с трубкой и сменные мундштуки. Дозирующее устройство оснащено удлинительной трубкой. Работа газового ножа осуществляется с применением газов, имеющих величину сгорания 16,9 МДж/м³.
Следует использовать для работы детали ножей, изготовленные из латуни. Для создания ствола резака используют алюминиевые материалы, не влияющие на работу газового ножа.
Для изготовления мундштуков используют бронзу марки БрХ1. Особое внимание уделяют созданию деталей смесительной емкости. Они изготавливаются из сплавов, содержащих медь не более 70%. Общая длина газового ножа составляет 700 мм.
Устройство ручного газового ножа
Основная задача устройства для резки состоит в подаче режущей струи в центральное отверстие мундштука. Нож имеет ствол, соединенный резинотканными рукавами с ниппелем, а через него с правой резьбой для подачи кислорода. Соединение через штуцер с левой резьбой обеспечивает подачу ацетилена и других газов.
Устройство ручного газового ножа.
Небольшое количество кислорода попадает в инжектор, а затем в емкость перед смесительной камерой. В ней горючий газ смешивается с кислородом из-за создания разреженного пространства.
Смесь транспортируется в промежуток между гильзой и соплом, а часть кислорода поступает в центральный канал. С помощью вентилей происходит регулировка интенсивности подогревающего пламени.
Основное устройство состоит из инжектора и смесительной емкости. От ее функционирования зависит работа газового ножа. Сбой в работе происходит при изменении размеров зазора между концом инжектора и самой камерой.
Ствол содержит маркировку вида ножа, на смесителе обозначают вид используемого топлива.

Схема инжекторного газового резака.
Ножи средней мощности пригодны для разъединения листов металла толщиной до 200 мм. Устройства, обладающие большей мощностью, работают на смеси сжиженного или природного газа. Комплектующие ножи к аналогичным модификациям горелок отличаются между собой наличием соединительных деталей. Ножи включают в свой состав корпус, несколько мундштуков, рычаг пуска, вентили. Используется рабочее давление газа не ниже 0,8-1,2 Мпа при общем его расходе-74 м³/г. Масса ножа составляет 2 кг.
Резка металлов осуществляется не только с применением газового ножа, но и с использованием плазменных аппаратов. Современный плазморез вместо рабочего газа использует сжатый воздух. Универсальность аппарата позволяет производить не только резку, но и создание дуги между электродами.
Условия эксплуатации газовых ножей
Работа с устройством для разъединения материалов требует от газорезчика собранности и внимания. Прежде всего, мастеру нужно проверить нож, найти видимые повреждения. Он проверяет соединение между рукавами и резаком. Рукав продувают с помощью газа. Осматривают механизм взаимодействия рукава и штуцера.
До подключения левого рукава устанавливают наличие давления в ноже. Используя данные инструкции, крепят два мундштука. При слабом подсосе требуется прочистить инжектор.
Устанавливают герметичность в соединениях ножа. Одновременно подтягивают крепления сальника до упора или полностью заменяют кольца уплотнителя смесительной камеры. Контролируют уровень жидкости в водяном затворе.
После проведения процедуры проверки необходимо отрегулировать пламя в газовом ноже. До начала процесса устанавливают запас ацетилена. При возникшей необходимости ликвидации пламени закрывают вентиль емкости с ацетиленом, а затем – кислородный кран.
Ручной газовый резак имеет эргономичный дизайн, удобен при обслуживании, пригоден для использования горючих газов.
Газовый резак по металлу
Резка с помощью газа – операция не столь сложная, в сравнении с другими работами, поэтому для ее выполнения не нужны высокие квалификации. Для ее выполнения чаще других используется пропановый резак, поскольку газ имеет невысокую стоимость и весьма эффективен в работе. Этим оборудованием режут металлические листы, различной толщины, узлы и детали, вплоть до заготовок ювелирных украшений. Газовый резак по металлу широко используется, как на производстве, так и в быту. Оборудование действует за счет сгорания обрабатываемого материала, окислы выдуваются с помощью струи газа.

Устройство газового резака

Резак газовый представляет собой конструкцию из ствола и наконечника. Если наконечник имеет локальную конструкцию, то ствол состоит из следующих элементов:
- рукоять, обустроенная ниппелями, для соединения с газовым и кислородным рукавом;
- корпус с вентилями регуляции;
- смесительная камера;
- инжектор;
- трубы для подачи газовых сред.
Ствол крепится к корпусу с помощью накидной гайки.
Разновидности газовых резаков
Данное оборудование принято классифицировать по нескольким критериям.
По виду рабочего газа:
- ацетиленовый;
- пропановый;
- метановый и другие.
По технологии смешивания газов и кислорода:
- инжекторные;
- безинжекторные.
По назначению:
- универсальные;
- для работы под водой;
- для формирования отверстий;
- для разрезания толстых металлических листов и другие.
По видам резания:
- кислородно-флюсовый;
- разделительный;
- копьевый;
- поверхностный.
Преимущества газового оборудования для резки:
- резание в любом направлении металлических изделий и листов, толщиной до 30 см;
- компактный газовый резак прост в использовании;
- оборудование устойчиво;
- устройство имеет компактные размеры и небольшую массу, существуют мини модели;
- устройства прекрасно выдерживают удары обратного направления;
- невысокая стоимость готового оборудования позволяет иметь свой резак каждому домашнему мастеру;
- простая конструкция позволяет сделать резак своими руками;
- простая настройка интенсивности работы горелки.
Это оборудование имеет набор характеристик, которые обеспечивают продолжительную и надежную эксплуатацию, в том числе легкая заменимость всех элементов. Допустима установка аналоговых запасных частей. Газовый резак мини
Мини газовый резак по металлу представляет собой модель портативного автогена или зажигалки с дюзой резака. Работает устройство по тождественному принципу. После нажатия на клапан газ протекает через маленькое отверстие и попадает в дюзу уже с ускорением. Струя поджигается пьезоэлементом, образуется пламя, которое приобретает форму конуса. Портативный газовый резак нагревается незначительно, ее можно спокойно держать голой рукой. Газ довольно быстро заканчивается, поскольку емкость для него – небольшая. Зарядка портативного газового резака выполняется от цангового баллона.
Газовый резак своими руками
Переносной газовый резак имеет простую конструкцию, что позволяет мастерам делать их своими руками. Для работы вам понадобятся:
- обычная капельница, которую можно приобрести в любой аптеке;
- игра для накачивания спортивного мяча, оптимально – футбольного, будет использована в качестве наконечника;
- бутылка из пластика;
- баллон для газа можно демонтировать из зажигалки;
- проволока из меди;
- термопистолет;
- набор инструментов.
Процесс изготовления резака своими руками выполняется последовательно:
- на игле от мяча нужно сделать напильником надрез на расстоянии 1,5-2 см от конца;
- у иглы от капельницы, которая будет подавать воздух, нужно отрезать острый конец, а затем на расстоянии 2 см от края, загнуть под углом в 45 градусов и вставить в надрез, сделанный на игле для мяча;
- две иглы фиксируют между собой с помощью проволоки, паяльника и олова;
- капельницу надевают на концы иголок, при этом демонтировать колесики не нужно, впоследствии они станут регулировочными вентилями;
- затем нужно сделать сопло резака своими руками, здесь придется немного поусердствовать, поскольку диаметр капельницы меньше, чем у этого элемента;
- далее нужно сделать своими руками баллон для воздуха из 1,5-2-литровой пластиковой бутылки, для этого на ее дне нужно сделать отверстие для соска автошины, который закрепляется гайкой;
- герметичность можно обеспечить любым клейким составом, выдерживающим высокие температуры;
- в верхней части бутылки делается отверстие под капельницу, куда капельница и устанавливается – это система подачи сжатого воздуха;
- аналогично устанавливается емкость на иглу для накачки мяча – это система подачи газа;
- ограничители капельницы приоткрываются, поджигается выходящий газ, пламя нужно отрегулировать до голубого цвета, что обозначает температурный режим в 1,5 тысячи градусов;
- таким пламенем можно резать метал, толщиной в 1 мм.
Не стоит думать, что данная конструкция – одноразовая. При правильном уходе она прослужит вам годы.
Как настроить газовый резак
Данное оборудование собирается и настраивается легко, но если вы новичок, лучше проконсультироваться со специалистами, например, на форумах. Основное – это соблюдать технику безопасности. Обычный резак собирается следующим образом:
- Сначала устанавливаются редукторы. Синий – для кислородного баллона. Здесь нужно осмотреть вентиль на предмет масленых следов, наличие которых может привести к взрыву. Красный редуктор предназначен для баллона с газом. Обязательно проверьте состояние прокладок.
- Проверьте штуцер на целостность и отсутствие дефектов, при необходимости его можно поправить напильником.
- Подобрать трубки согласно резьбе, также осмотреть на предмет дефектов. Они соединяются с редукторами посредством хомутов. Следует помнить, что кислородный шланг нельзя продувать газом, и – наоборот. Также запрещено менять их.
- На штуцер нужно установить клапан удара.
- Если резак инжекторный, нужно проверить инжекцию, это можно сделать пальцем, если он притягивается на штуцере – все в порядке.
- Далее соединяют трубку с газом. При работе с пропаном устанавливается давление 0,5. Соотношение кислорода рассчитывается, как 1/10.
- Приоткрывается кислород и пропан, смесь газов поджигается.
- Теперь нужно поднести пламя к металлу и добавить кислород, до момента, когда появляются коронки.
При завершении работы вентили нужно закрыть. Если в процессе резки пламя затухнет, нужно отключить приток пропана, а подачу кислорода увеличить на несколько секунд. Поскольку, если перекрыть кислород – создается взрывоопасная ситуация.
Поделись с друзьями
0
0
0
0
Портативный плазменный газовый резакдля металлического листа
портативный плазменный газорезательный станок для металлического листа
И продольный рельс плазменного резака может увеличиваться, макс. Мы делаем 24 м, если вам нужно, мы также можем сделать это для вас.
Машина может плазменная резка также может резать пламенем. Плазменная резка должна соответствовать мощности плазмы, газовой резке требуется кислород и пропан для резки.
переносной станок плазменной газовой резки листового металла;
переносной станок плазменной газовой резки металла
переносной станок плазменной резки металла;
Переносной газорезательный станок для металлочерепицы;
Станок газорезательный переносной по металлу;
переносной резак по металлу
станок резак газовый для листового металла;
Станок газорезательный по металлу;
газорезка
газорезка по металлу;
резак газовый по металлу;
Газорезка;
Станок фрезерный по металлу;
станок для резки листового металла;
Описание продукта
Станок плазменной резки Portabl с ЧПУ представляет собой телескопическую конструкцию рычага, шасси и консоль изготовлены из материала из алюминиевого сплава, имеют легкий вес, легко перемещаются; уникальный дизайн, компактная конфигурация позволяет занимать небольшое пространство, стабильная работа, высокая точность резки; Модель может быть оснащена пламенной или плазменной резкой, отличается высоким КПД, энергосбережением.Источником режущего оборудования является самый легкий, самый экономичный станок для резки с ЧПУ, для всего мобильного, использование пути в качестве «тележки» может быть размещено непосредственно на листе, который необходимо вырубить, простой в использовании гибкий; подходит для резки и резки листового металла различной толщины, нержавеющей стали и цветных металлов; газовая резка; Оснащен устройством автоматической регулировки высоты конденсатора, плазменная резка, оснащенная устройством автоматической регулировки напряжения дуги, может более эффективно контролировать высоту резки и качество резки, особенно подходит для профильной резки с ЧПУ неровной вырубки листового металла
Это плазменный резак Корпус подъемника машины, он может поднимать и опускать плазменную горелку и факел.
, и вы можете поместить плазменную горелку и пламенную горелку внутрь нее.
Плазменный резак нужен для плазменного резака, мы подарим вам газовый резак, нужен пламенный резак.
Для разных типов резки нужен другой резак, вам нужно его заменить
Портативный плазменный резак имеет 48 форм, вы можете разрезать металлический лист напрямую.
А еще вы можете сделать чертеж самостоятельно, а затем через USB в комплектный резак машины.
Упаковка / отгрузка
Наш портативный плазменный резак с ЧПУ упакован в деревянный ящик, объем меньше 1 куб. М, независимо от стоимости перевозки и таможенной очистки.
Если вам нужен портативный плазменный резак, всего 2 деревянных ящика, объем 0,35 куб. они могут говорить по-английски, могут помочь вам шаг за шагом
2: Vedio play
3: Телефонный справочник
4: Техник доступен для большого количества
.Рекламный станок для кислородной резки Газовый резак с ЧПУ для резки металла и стали
Портативный автомат для резки с ЧПУ для номерного знака
То, что вы увидите, будет тем, что вы получите!
Другой вариант резки видео, пожалуйста, нажмите: http://xzyahong.en.alibaba.com/custom_page_1/Cutting_video.html
I.Products преимущества:
.Портативный станок для плазменной резки с ЧПУ представляет собой полностью компактную мини-структуру и является идеальным обновлением и модернизирующим продуктом для замены ручного оборудования для газовой резки, ручного устройства плазменной резки, станка для профилирования и тележки для полуавтоматической резки.
2. Управляется легко и гибко
3. Без фиксированной площадки и со случайным перемещением.
4. Применяется для внутренней / внешней резки.
5. Возможность отрезать различные металлические материалы любых графиков.
6.Хорошая отделка.В целом, после резки поверхность не требуется.
7. Он обладает такими преимуществами, как высокая степень автоматизации, простота эксплуатации, высокая точность, высокая надежность, низкая цена, простота эксплуатации и обслуживания и так далее.
II. Уникальные функции:
(1). функция графического дисплея
(2). Английский интерфейс и 5 других языков
(3). Отличная библиотека графов, 48 графических
(4). функция коррекции стального листа
(5).Пропил может быть автоматически компенсирован
(6). Резка может продолжаться при отключении питания
(7). Возможен непрерывный возврат
(8). Позиционирование и резка могут выполняться произвольно
(9). Возможна автономная резка:
(10). Функция онлайн-обновления
III. Основные технические характеристики продукции:
2 | Форма реза | любые формы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3 | Размер ЖК-дисплея | 7.0 дюймов | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4 | Эффективная ширина реза (ось X) | 1500 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 | Эффективная длина реза (ось Y) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6 | Длина поперечной балки | 2000 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
7 | Длина продольного рельса | 3500 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
8 Скорость резания | 0-4000 мм в минуту | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
9 | Толщина плазменной резки | 2-20 мм (в зависимости от мощности источника плазменной резки) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
10 | Газовая резка Толщина | 6–200 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Режим привода | односторонний | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
12 | Режим резки | пламенный и плазменный | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
13 | Устройство самовоспламенения | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
14 | Устройство регулировки высоты | Высота дуги или электрическая регулировка высокого | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
15 | Передача файлов | USB-передача | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
16 | Давление газа | Макс.0,1 МПа | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
17 | Давление кислорода | Макс. 0,7 МПа | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
18 | Режущий газ | Ацетилен / пропан 9006 | Источник питания плазмы | опционально | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
20 | Плазменный воздух | Только сжатый воздух | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
21 | Давление плазмы Максимум.0,8 МПа | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
22 | Точность резания | ± 0,5 мм Национальный стандарт JB / T10045.3-99 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
23 | Точность контроля | ± 0,01 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
24 | Напряжение / частота источника питания | 220 В / 110 В 50 Гц / 60 Гц | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
25 | Номинальный источник питания | 200 Вт 9000 | 26 | Рабочая температура | -10 ° C-60 ° C.Относительная влажность 0-95%. |
IV. Применение продуктов
Станок для плазменной резки с ЧПУ в настоящее время широко используется в таких отраслях, как станкостроение, нефтехимическое оборудование, легкая промышленность, судостроение, сосуды высокого давления, горнодобывающая техника, электроэнергетика , мостостроение, аэрокосмическая промышленность, стальные конструкции и т. д.
Фото:
000
Упаковка
Упаковка: подкладка – упаковка из антистатической пленки в первую очередь водонепроницаемая, влагонепроницаемая.
Промежуточный – по периметру ящика пузырек.
Наружный – экспортная стандартная упаковка, фанера не фумигационная.
Размер упаковки: 3185мм * 385мм * 220мм 480мм * 480мм * 415мм
вес: 140кг
Фотографии упаковки:
Сертификаты:
Почему выбирают? 1. Мы специализируемся на производстве и продаже станков с ЧПУ
2.Мы являемся золотыми поставщиками alibaba
3. У нас есть профессиональная команда по продажам и обслуживанию
4. Наши продукты, гарантия качества, сертификат CE, они экспортируются во многие страны мира, такие как Бельгия. Французский язык. Индонезия. Корейский язык. Австралия. Румыния. Россия. Ирак и так далее.
FAQ
1. Вы завод или внешнеторговая компания?
Мы занимаемся производством и торговлей.
2. Что нам делать, если мы не знаем, как управлять вашей машиной после покупки у вас?
К нам прилагается подробная инструкция по установке и эксплуатации, также идет видео, все очень просто.У нас есть поддержка по телефону и электронной почте 24 часа в сутки.
3. Какое качество вашей продукции?
Детали нашей продукции поставляются с лучшим качеством, машина после завершения установки будет после 48 часов старения. Также наша продукция прошла сертификацию CE, экспортируется во многие страны мира, такие как Россия, Ирак, Бельгия, Казахстан, Корея и т. Д. Вы можете быть уверены в качестве.
4. Что делать, если в машине возникла проблема?
Своевременный ответ на почту и телефонные звонки круглосуточно.Если в течение 12 месяцев сломанные детали относятся к неискусственным причинам, мы предлагаем бесплатную замену. Если срок превышает 12 месяцев, клиенты должны нести расходы на транспортировку туда и обратно и стоимость аксессуаров.
5. Какие еще вещи понадобятся после того, как мы купили ваши машины?
(1) С газовой резкой: вам просто нужен доступ к кислороду и топливному газу.
(2) При плазменной резке: необходим источник питания плазмы и воздушный компрессор. Вы можете подобрать плазменный блок питания самостоятельно или купить вместе с резаком у нас, это необязательно.Если вы покупаете у нас, мы соединим провода источника питания плазмы и станка для резки с ЧПУ вместе, чтобы было удобнее использовать.
6. Что такое упаковка? Будет ли он сломан в процессе транспортировки?
Упаковка: подкладка – пакет из антистатической пленки, во-первых, водостойкий, влагостойкий. Промежуточный – по периметру ящика пузырек. Наружная – экспортная стандартная упаковка, фанера не фумигационная.
7. Какое время после оплаты?
Время зависит от ваших заказанных продуктов и количества.В общем, у нас в наличии есть переносные и небольшие портальные резаки стандартных спецификаций. Мы можем отправить товар в течение 3 дней после получения оплаты. Нестандартные резаки, такие как стол, портал и труборез, необходимо делать индивидуально. Ведущее время составляет от 15 до 30 дней после оплаты. Это должно быть подтверждено общением с нашим торговым персоналом.
8. Каковы ваши условия оплаты?
Мы поддерживаем T / T, L / C, Western Union и так далее. Другие способы также могут быть получены после обсуждения и согласия обеих сторон.
Чего вы ждете?
Пока вы щелкаете мышью, мы предоставим вам профессиональные услуги, щелкайте быстро !!
Это лишь небольшая часть нашей информации, свяжитесь с нами, чтобы получить дополнительную информацию!
.Завод по производству портативных газовых резаков, производственная компания OEM / ODM по индивидуальному заказу портативных газовых резаков
Всего найдено 220 заводов и компаний по производству портативных газорезателей с 660 продуктами. Выбирайте высококачественные портативные газовые резаки из нашего огромного выбора надежных заводов по производству портативных газовых резаков. Бриллиантовый член| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Фрезерный станок с ЧПУ, Станок с ЧПУ, Фрезерный станок с ЧПУ, Деревообрабатывающий станок, Режущий станок с ЧПУ |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, ISO 14001, ISO 14000, ISO 20000 … |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Цзинань, Шаньдун |
| Тип бизнеса: | Производитель / Завод , Торговая компания , Другой |
| Основные продукты: | Гравировальный станок с ЧПУ, Станок для плазменной резки с ЧПУ, Лазерный гравировальный станок, Станок для лазерной маркировки, Станок для лазерной резки |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, ISO 14000, ISO 20000, GMP |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Цзинань, Шаньдун |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | Цепная пила, щетка Резак , земляной шнек, бензиновый водяной насос |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, BSCI, ISO 10012 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Цзиньхуа, Чжэцзян |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Сварочный аппарат, Автомат для резки, Системы жидкостного охлаждения, Станок для снятия фасок, Сварочное вспомогательное оборудование |
| Mgmt.Сертификация: | ISO9001: 2015 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, ODM, OEM |
| Расположение: | Шанхай, Шанхай |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | Станок для плазменной резки, Портальный станок для резки с ЧПУ, Источник питания для плазменной резки, Горелка для плазменной резки, Источник питания для плазмы |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, ISO 14001, ISO 14000, ISO 20000 … |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Ухань, Хубэй |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Brush Резак , цепная пила, кусторез, земляной шнек, культиватор |
| Mgmt.Сертификация: | ISO9001: 2015 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, ODM, OEM |
| Расположение: | Цзиньхуа, Чжэцзян |
автоматическая для металлического листа
4990 долларов США.00–9900 долларов США / Устанавливать | 1 компл. / Компл. Машина для плазменной резки с ЧПУ Китай (Мин. Заказ)
- Перевозка:
- Служба поддержки Морские перевозки