Устройство резака газового: устройство, настройка, портативный, своими руками
alexxlab | 03.08.2021 | 0 | Разное
Газорезка и необходимые знания при выборе газорезательного инструмента
В данной статье мы поговорим о газовых резаках. Для чего нужен газовый резак? Как ни странно, но он нужен для резки металла. Для этого сначала нужно нагреть метал до температуры плавления, а затем подать туда струю кислорода для того, чтобы металл начал гореть, и таким образом, осуществляется резка.
Для этого чаще всего используют два типа горючего газа:
- Пропан
- Ацетилен
Обычно на газорезке, предназначенной для резки с пропаном в наименовании имеется буква “П” в ацетиленовой версии используется буква “А”.
Газорезки могут делиться по толщине реза:
Резаки с пометкой “Р1” способны резать металл до 100 миллиметров.
С пометкой “Р3” способны резать металл до 300 миллиметров.
Сейчас, к сожалению, не все производители соблюдают это требование. К примеру, на рынке могут встретиться резаки, помеченные индексом “Р3”, и потребители думают, что они могут осилить металл до 300 миллиметров, но это оказывается не так.
Также резаки делятся между собой по принципу смешения газа:
Инжекторный резак. Они имеют 2 трубки. Горючий и подогревающий кислород движется на выход по одной трубке, а режущий кислород по другой.
Есть ещё и резаки с тремя трубками. Они называются “С внутрисопловым смешиванием газа”. Все 3 вида газа идут по отдельной трубке и смешиваются на выходе в отдельной установке, под названием “Сопля”. Поэтому этот вид газорезки называется внутрисопловое смешивание.
По типу подачи режущего кислорода резаки делятся на вентильные и рычажные:
Вентильные резаки имеют специальный вентиль, с помощью которого газорезчик может увеличивать и уменьшать подачу кислорода.
Рычажный. Исходя из названия, можно понять, что он имеет специальный рычаг, по нажатию на который происходит подача режущего кислорода.
Как выбрать газовый резак для газорезки?
Здесь пойдёт речь о том, как правильно выбрать резак? Р1 или Р3? Как выбрать резак по внешнему виду?
Прежде всего, нужно отметить, что невозможно сделать выбор глядя на какую-то рекламу или картинку. Для того, чтобы правильно выбрать резак его нужно как минимум взять в руки.
Для того, чтобы правильно выбрать резак его нужно как минимум взять в руки.
Для начала нужно определиться с тем, для каких целей вы хотите приобрести резак? Если вам нужен резак чтобы резать металл до 100 миллиметров, то нужно приобретать резак с пометкой Р1. Если же нужно резать металл до 300 миллиметров, соответственно это будет приспособление с пометкой Р3. Далее, нужно обратить внимание на внешний вид резака и из чего изготовлен наружный мундштук резака. Для хорошей и безопасной работы с устройством нужно приобретать резак с мундштуком, изготовленным из хромистой бронзы или из материала не уступающим ей по своим физико-механическим свойствам. Например, это может быть медь.
Также необходимо обратить внимание на то, из чего изготовлена внутренняя часть мундштука. Для безопасного и долгосрочного использования газорезки — внутренний мундштук должен изготавливаться из хромистой бронзы или меди. Различить их можно по цвету.
Из чего должен быть изготовлен резак?
Изготовление резаков допускается из латуни, она имеет жёлтый цвет. Из меди, она будет иметь цвет меди. Или из нержавеющей стали, серого цвета. Приобретать резаки, изготовленные из других материалов – не рекомендуется.
Из меди, она будет иметь цвет меди. Или из нержавеющей стали, серого цвета. Приобретать резаки, изготовленные из других материалов – не рекомендуется.
Для долгосрочной работы рекомендуется приобретать разобранный резак. Он должен иметь разъёмные соединения на тот случай, если, допустим, из строя вышел наконечник, износилась головка или прогорела трубка. Такие газорезки можно легко разобрать и без особого труда и усилий заменить испорченную делать.
Желаем сделать вам удачный выбор, руководствоваться данной статьёй и следить за безопасностью своей жизни и жизни своего помощника – резака.
Устройство и выбор газового резака – как правильно резать металл газовым резаком
Рассмотрим ключевые моменты, на которые необходимо обратить внимание при выборе газового резака для комфортной работы.
При выборе газовых резаков необходимо решить, с металлом какой толщины вы планируете работать:
- Толщина металла до 100 мм
- Толщина металла от 100 мм до 300 мм
Далее надо понять, какой горючий газ вы планируете использовать – ацетилен, пропан-бутан.
Также, обратите внимание на конструктивные особенности резаков. Существуют инжекторные, универсальные 3-х трубные резаки, на которых можно использовать сменные газосмесительные мундштуки под необходимый тип горючего газа, и керосиновые резаки.
Инжекторные резаки давно известны, привычны многим специалистам и имеют довольно широкое распространение. Их отличает простота конструкции – но необходимо помнить, что из-за технологических особенностей такие резаки следует использовать только с установленным огнепреградительным клапаном.
Ассортимент инжекторных резаков
Артикул: 001.020.169Огнепреградительные клапаны выпускаются трех видов, в зависимости от способа установки. Они могут быть установлены на:
- входные штуцеры резака или горелки
- выходные штуцеры редуктора
- в разрыв резинотканевых рукавов
Клапаны огнепреградительные для резаков
Современную альтернативу инжекторным резакам составляют резаки со смешением газов.
По месту смешения резаки разделяются на:
В зависимости от характера запланированных работ – необходимо подобрать длину резака. Как правило, короткие резаки применяют для работ, предполагающих точную вырезку деталей, отрезку мерных профильных заготовок или другую подобную работу. Для выполнения разделительной резки и работ с горячим металлом применяются удлиненные резаки с разными углами загиба головки. Они помогают обеспечить нахождение газорезчика на безопасном расстоянии от пламени резака и разрезаемого металла.
Также резаки отличаются по конструкции узла подачи режущего кислорода. Чаще всего для выполнения точного реза используют вентильные резаки. Стоит обратить внимание на размер «барашка», чтобы он был «по руке». Традиционно «барашки» большего диаметра считаются более удобными, так как с ними проще управляться в защитных рукавицах.
Надеемся, что этот обзор поможет вам подобрать оборудование, которое будет подходить для решения поставленных задач и позволит работать качественно и с удовольствием.
Резаки для ручной резки газовой (кислородной), промышленные устройства
Автор admin На чтение 3 мин. Просмотров 2.2k. Опубликовано
Предназначение резаков состоит в разрезании металла путем его нагрева и рассечения струей газа. Так можно разрезать металлические изделия практически любой формы за короткое время. Все резаки для ручной резки работают по общему принципу. Внутрь аппарата подаются кислород и горючий газ, которые смешиваются.
Внутрь аппарата подаются кислород и горючий газ, которые смешиваются.
Данная смесь призвана обеспечить соответствующий нагрев поверхности металла по определенной линии. После нагрева на место будущего реза подается кислород, который окисляет и вытесняет своим напором расплавленный металл. Образуется достаточно ровный рез. Работа проводится быстро и эффективно. По своему предназначению различают устройства для ручной, механизированной резки, а также аппараты специального назначения. Мы рассмотрим подробно бытовые и промышленные резаки для ручной резки.
Какими бывают резаки для ручной резки металла?
Существует множество модификаций данных устройств.
Они квалифицируются по множеству признаков, которые мы сейчас постараемся перечислить:
- По виду реза. Резаки для ручной газовой резки подразделяются на следующие типы: поверхностные, разделительные и кислородно-флюсовые.
- По принципу своего действия. Различают инжекторные и безинжекторные устройства.

- По конструкции мундштуков (наконечников). Бывают многосопловые и щелевые.
- По виду используемого горючего. Существуют аппараты для жидкого топлива, для газов-заменителей, а также для ацетилена.
- По уровню давления кислорода. Низкое или высокое давление.

Устройство газового резака
Резаки для ручной кислородной резки, независимо от квалификации, имеют схожее устройство, ведь все они работают по схожему принципу.
Резак состоит из корпуса, на котором расположены регулирующие подачу газов клапаны, газовых трубок, рукоятки и головки для навинчивания мундштука. К корпусу крепится смесительная камера с инжектором. Поступающий в трубки кислород идет в двух направлениях. Часть его, предназначенная для подогрева, подается в главный канал инжектора. Кислород в смесительной камере создает разрежение, из-за чего происходит подсос ацетилена. Смесь направляется к мундштуку и выходит через него в виде подогревающего пламени.
Вторая часть кислорода проходит в головку, откуда уже выходит через канал мундштука с образованием режущей кислородной струи.
Виды мундштуков для резаков
Многосопловые мундштуки
Такие мундштуки имеют несколько каналов (сопел), имеющих диаметр от 0,7 до 1 мм. Сопла расположены вокруг канала, по которому проходит кислород. Могут быть цельными или составными. Различные газы поступают по различным соплам, смешиваясь и сгорая на выходе. Такие мундштуки используют с газами-заменителями, которые обладают невысокими скоростями горения.
Есть и недостаток — сопла при частом использовании забиваются шлаками. Это может вызывать обратное направление пламени или хлопки.
Щелевые мундштуки
Состоят из двух отдельных мундштуков, входящих друг в друга. Между ними находится кольцевой зазор, по которому проходит смесь кислорода с ацетиленом. Воспламененная смесь выбрасывается через головку и служит для нагрева металла. По каналу внутреннего мундштука идет поток кислорода, которым осуществляется непосредственная резка.
По каналу внутреннего мундштука идет поток кислорода, которым осуществляется непосредственная резка.
Газовый резак по металлу: устройство и виды, цена
Автор admin На чтение 4 мин. Просмотров 4.1k. Опубликовано
Несмотря на развитие новых технологий резания металла (плазменная, лазерная резка), доля применения оборудования для кислородной резки в общем объеме выполняемых работ не уменьшается. Основанием для такой популярности данного метода является низка себестоимость выполняемых работ при вполне допустимом качестве.
Хотите сэкономить время и средства ? Многие задачи Вы можете решить с помощью компактных портативных газорезательных машин.Теперь портальные машины оставьте на случай только самых сложных задач. Рекомендуем обязательно ознакомиться с таким продуктом.
Рекомендуем обязательно ознакомиться с таким продуктом.
Кроме того, само оборудование (резаки по металлу газовые) имеет вполне доступную цену, а период окупаемости оснащения для выполнения работ по такой технологии, минимальное.
Физика газовой резки и область применения
Данная методика основана на расплавлении металла под воздействием температуры открытого пламени, получаемого при сгорании обогащенной кислородом смеси горючих газов.
При этом резаки для газовой резки металла выполняют две основные рабочие функции:
- Разогрев металла до температуры плавления.
- Удаление расплава из зоны резки потоком кислорода.
Благодаря этому существенно снижаются энергозатраты на выполнение работ, и повышается скорость резания.
Технология газовой резки может применяться для работы и с черными, и с цветными металлами, а так же различными сплавами.
При этом основное внимание стоит уделять выбору основного горючего газа.
 При горении они обеспечивают различную температуру.
При горении они обеспечивают различную температуру.В качестве топлива (источника тепловой энергии) применяют следующие газообразные вещества:
- Пропан.
- Водород.
- Ацетилен.
- Пары керосина.
Газовый резак по металлу применяется при выполнении монтажных работ на строительных площадках и в заводских условиях при изготовлении металлоконструкций.
Устройство резаков
Несмотря на то, что существуют различные модели оборудования, отличающиеся габаритами и производительностью, устройство газового резака во всех случаях однотипное:
- Поступающие по подающим шлангам газы (основной горючий и кислород) смешиваются в специальной камере. После чего они подаются в выпускное устройство (мундштук). Оно обеспечивает необходимые параметры потока (скорость истечения смеси).
- Получаемый в результате горения факел пламени воздействует на металл и приводит к его плавлению.
- Регулировка состава смеси, а, следовательно, и температуры ее горения, осуществляется при помощи двух вентилей (на каждый газ отдельный).
- Непосредственная резка (выдувание расплава из рабочей зоны) осуществляется потоком кислорода. Он который подается на мундштук по отдельной линии. Количество режущего газа регулируется отдельным вентилем.

Все существующие виды газовых резаков имеют именно такую конструкцию, исключение составляет только рабочее устройство керосинорезов. Хотя, принцип работы такой горелки тот же, различия заключается именно в технических конструктивных решениях. Наиболее производительными считаются инжекторные газовые резаки, получение рабочей смеси осуществляется путем подсоса кислорода потоком рабочего газа.
Существующие типы резаков
В зависимости от применяемого горючего газа конструкция устройства может несколько меняться, но основные различия заключаются в форме и размерах мундштука, а также диаметре выпускного сопла.
Небольшие размеры имеет портативный мини-газовый резак по металлу, работающий на ацетиленовой смеси. Именно ацетилен обеспечивает наибольшую температуру пламени, поэтому даже небольшие по размерам резаки могут применяться для работы даже с толстым металлом.
Именно ацетилен обеспечивает наибольшую температуру пламени, поэтому даже небольшие по размерам резаки могут применяться для работы даже с толстым металлом.
Резак для резки пропаном считается одним из самых распространенных, он отличается невысокой стоимостью, но обеспечивает вполне достаточную производительность. Существуют даже туристические газовые резаки такого типа, которые работают от малолитражных баллонов с пропаном, такое оборудование отличается компактными размерами.
Керосинорезы имеют более сложное устройство и применяются в основном в промышленных целях, в условиях, когда по соображениям безопасности не допускается применение газовой аппаратуры (например, резка металла в угольных шахтах).
Постоянное усовершенствование оборудование приводит к выпуску более простых и удобных в эксплуатации устройств.
Так, сравнительно недавно на рынке появился газовый резак с пьезоподжигом, который запускается в работу простым нажатием кнопки, мелочь конечно, но приятная.
Основы технологии резки
Выполнять работы такими агрегатами можно после минимальной подготовки, главное правильно установить требуемый режим резки, который зависит от физических свойств металла и его толщины. Перед тем, как резать газовым резаком, необходимо установить требуемую температуру горения. Она определяется визуальным путем, по размерам ядра факела пламени. Для разных газов этот показатель несколько отличается, но в среднем ядро (участок пламени синего цвета) должно иметь длину 10-20 мм, в этом случае будет получена оптимальная температура для работы с большинством металлов.
Скорость резания определяется количеством подаваемого на выдув расплава кислорода. Для увеличения скорости выполнения работ необходимо увеличить подачу режущего газа.
Дать ответ на общий вопрос, сколько стоит газовый резак, невозможно. Цена зависит от обеспечиваемой производительности устройства, его габаритов, наличия дополнительных функций, упрощающих выполнение работ.
Но в любом случае стоимость данного оборудования вполне демократична, что и обеспечивает популярность данной технологии резки металлов.
Газовый резак по металлу: резка, как позоваться, устройство
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения работы кислорода.
Верхний поток кислорода с высокой скоростью идет сквозь сопло внутреннего мундштука. Это чрезвычайно важная часть аппарата – она отвечает за непосредственно фазу резки металла. Регулируется этот поток специальным вентилем, который обычно выносится на наружную панель.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.
Кислород является в данном случае инжектируемым.
Номинальный расход газов.
Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
Дело в том, что здесь нет риска для так называемого «обратного удара», который заключается в весьма неприятном и опасном явлении: проникновении горящих газов в каналах и трубках аппарата в обратном направлении.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
4 Поджигание резака и нагревание металла
Перед зажиганием резака требуется:
- убедиться в герметичности всех соединений (клапанов, манометров, шлангов, другой арматуры) – любая протечка газа может моментально вызвать пожар;
- проверить еще раз место работы на предмет отсутствия легковоспламеняющихся материалов, посторонних людей (особенно детей), животных;
- убедиться в готовности к работе;
- надеть защитные очки и перчатки.

Затем открывают на резаке клапан ацетилена, позволяя выйти кислороду, который находится в камере-смесителе. На это достаточно нескольких секунд. Потом закручивают вентиль, пока не станет слышно, что ацетилен еле выходит. Перед резаком располагают специальную зажигалку для него как показано на видео, чтобы ее внутренняя часть касалась мундштука. Затем надавливают на рычаг зажигалки. Когда производимые искры подожгут ацетилен, перед мундштуком должно образоваться маленькое пламя желтого цвета.
Медленно открывают передний кислородный вентиль. При этом пламя должно поменять цвет с желтого на голубой – в этот момент будет обеспечена подача такого количества кислорода, которого достаточно для полного сжигания ацетилена. Подачу кислорода следует увеличивать, пока внутренний язычок голубого пламени не уменьшится и сожмется в направлении мундштука.
Кислородный клапан открывают еще больше – увеличивают размер факела, пока у внутреннего пламени длина не станет едва больше толщины разрезаемой стали (для листовой холоднокатаной толщиной 9,5 мм достаточно превышения длины пламени на 1,3 мм). Когда слышно “сопение” или кажется, что голубое пламя перистое и неустойчивое, то это означает слишком большую подачу кислорода. Ее снижают, пока все пламя не стабилизируется, а внутреннее – не примет форму четкого конуса.
Когда слышно “сопение” или кажется, что голубое пламя перистое и неустойчивое, то это означает слишком большую подачу кислорода. Ее снижают, пока все пламя не стабилизируется, а внутреннее – не примет форму четкого конуса.
Внутреннее пламя самым кончиком подносят к поверхности обрабатываемой стали. Ее греют до образования в месте соприкосновения лужицы расплавленного светящегося металла. Кончик пламени надо держать неподвижно на расстоянии примерно 10 мм от поверхности стали как показано на видео, чтобы все тепло концентрировалось на одном участке.
Изготовление
Процесс изготовления происходит в несколько последовательно выполняемых этапов:
- Изготавливается подающая газ игла, исполняющая роль наконечника газового резака. На игле, применяющейся чтобы накачивать мячи, на расстоянии около 2 см от конца делается маленький надрез при помощи надфиля.
- Изготавливается подающая воздух (кислород) игла. Для этого необходимо взять иглу из капельницы, спилить острый наконечник точилом, изогнуть под 45 градусов на том же расстоянии (около 2 см). После этого изогнутая игла вставляется в отверстие, которое заранее было проделано в большой.
- При необходимости торчащие концы получившейся конструкции из двух игл выравниваются надфилем или точильным камнем.
- Для герметизации стыка и фиксации соединения игл друг к другу необходимо обмотать его проволокой из меди, заранее приготовленной и зачищенной от окиси. После этого обмотка покрывается флюсом, используемым для пайки, и тщательно, но аккуратно пропаивается оловом.
- К задним окончаниям игл присоединяются трубочки капельниц. При этом зажимы с них не снимаются, так как они будут использоваться для регулирования размера пламени.
- Изготавливается емкость для кислорода (или обычного воздуха, находящегося под давлением). Для этого в дне приготовленной бутылки из пластика вырезается отверстие под сосок из автомобильной камеры, который туда и устанавливается с использованием клея и специальной гайки. Такая конструкция позволит накачать в бутылку обыкновенным автонасосом сжатый воздух. В качестве альтернативного и более удобного варианта может быть использован компрессор для аквариума или даже электрический автонасос.
- В крышке ПВХ бутылки изготавливается отверстие для установки в нем капельницы, которая предварительно разрезается до так называемой «юбки». Место соединения крышки и капельницы также должно быть тщательно загерметизировано с использованием термо-клея.
- Получившаяся конструкция соединяется при помощи трубки капельницы с отверстием маленькой иглы. Таким образом, часть резака, по которой должен будет проходить сжатый воздух, практически выполнена.
- Изготавливается вторая магистраль, предназначенная для прохождения газа из баллона, который используется для заправки зажигалок. В пластмассовой крышке баллончика необходимо изготовить отверстие, диаметр которого должен совпадать с трубкой капельницы. Затем трубка вставляется в полученное отверстие. На ее конец устанавливается специальная насадка, которая обычно поставляется вместе с баллоном. Соединение должно быть максимально плотным, герметичным и прочным. После этого трубка с установленной насадкой фиксируется в пластиковой крышке таким образом, чтобы в закрытом положении она оказывала давление на сосок баллона.
 После этого изогнутая игла вставляется в отверстие, которое заранее было проделано в большой.
После этого изогнутая игла вставляется в отверстие, которое заранее было проделано в большой. В качестве альтернативного и более удобного варианта может быть использован компрессор для аквариума или даже электрический автонасос.
В качестве альтернативного и более удобного варианта может быть использован компрессор для аквариума или даже электрический автонасос. Соединение должно быть максимально плотным, герметичным и прочным. После этого трубка с установленной насадкой фиксируется в пластиковой крышке таким образом, чтобы в закрытом положении она оказывала давление на сосок баллона.
Соединение должно быть максимально плотным, герметичным и прочным. После этого трубка с установленной насадкой фиксируется в пластиковой крышке таким образом, чтобы в закрытом положении она оказывала давление на сосок баллона.Свой собственный газовый резак по металлу готов.
Особенности кислородной резки металлов.
Сразу отметим, что с помощью кислорода можно разрезать металлы, которые соответствует определенным требованиям. А именно:
- Температура, при которой разрезаемый металл плавится, должна быть выше, чем температура его возгорания в кислороде. К таким можно отнести, например, низкоуглеродистые стали.
- При резке металла не должны образовываться тугоплавкие окислы, то есть температура плавления этих окислов должна быть ниже, чем у металла. Такой особенностью, например, отличаются алюминий, высокохромистые стали и пр.
- Металлы должны иметь не очень высокие показатели теплопроводности.
- Во время резки металла должны образовываться жидкотекучие шлаки.
- Должно выделяться большое количество тепла во время сгорания металла при кислородной резке.

Резка металла производится только после предварительного подогрева пламенем. Отметим, что подогрев осуществляется и в процессе разрезания.
Собственно сам процесс разрезания металла представляет собой сжигание материала струей кислорода. Эта же струя удаляет продукты сгорания из разреза. Заметим, что за количеством кислорода во время работ нужно следить тщательно. Так как его переизбыток может привести к остыванию металла, а недостаток послужит причиной неполного сгорания металла.
В процессе резки важно следить и за тем, чтобы струя кислорода вызывала непрерывное окисление по всей длине разреза. Отсюда правило: скорость передвижения резака должна быть равной скорости, с которой металл окисляется (по всей толщине)
Разрезание металла газом, будь-то ацетилен или кислород, требует от сварщика строгого соблюдения техники безопасности.
Обслуживание автогена
Грамотное использование и постэксплуатационное обслуживание не только сделают работы безопасными, но и существенно продлят срок службы автогена. Технологической особенностью автогена является быстрый износ сопла и мундштуков – внутреннего и внешнего, которые непосредственно подвергаются воздействию чистого кислорода и газа. Решением этой проблемы станет регулярное очищение каналов сопла мягким медным прутком подходящей длины, а приходящий с опытом и навыком работы грамотный и точный подбор соответствия толщины металлической заготовки и давления подаваемой режущей смеси не позволит использовать автоген, что называется, на износ.
Цены на автоген варьируются в широком стоимостном диапазоне: она формируется в зависимости от конструкции и типа инструмента, его характеристик, функционала, назначения (бытовые или промышленные работы), страны производителя и его «брендовости». Высококачественные и надёжные, с солидным гарантийным сроком модели газовых резаков, произведённые в Южной Корее или Америке, относятся к самым дорогостоящим.
1 Что такое газовые резаки, и какими они бывают?
От металлического листа, равно как и от стальной трубы (либо другого профиля), можно легко отделить любые части, используя обычное ножовочное полотно для пилы по металлу. Также относительно ровного среза можно достичь с помощью дуги электросварки, правда, при этом будет потрачен не один электрод. Поэтому правильнее всего иметь под рукой газовый резак, причем в быту наиболее удобен компактный вариант. Что же собой представляет это приспособление? Давайте рассмотрим подробно, с помощью чего может быть осуществлен раскрой стали и большинства цветных металлов.
Фото компактного газового резака
- Оборудование для газовой резки – как разрезают металл?
- Как пользоваться газовым резаком – основы безопасной и качественной работы
- Газовая резка – популярно о технологии обработки металла
Еще в далеком прошлом было замечено, что узконаправленный конус пламени имеет чрезвычайно высокую температуру и достаточное давление, чтобы под его воздействием в металле образовалось отверстие. Причем основную роль в резке играет вовсе не горючий газ или жидкое топливо, а кислород. Аппарат состоит из корпуса, внутри которого проходят каналы для кислорода и горючего газа (пропана, бутана, ацетилена либо водорода), а также из трубок подачи их к соплу. По сути, это две отдельные части – соединенные накидной гайкой рукоятка и наконечник. Каналы, проходящие внутри первой части, соединяются в начале насадки, в этом месте установлен эжектор или инжектор (смесительный узел), в зависимости от типа устройства.
Принцип действия следующий. В стволе, как правило, расположена смесительная трубка, куда кислород всасывает горючий газ. В безинжекторных моделях вещества поступают в дюзу через отдельные трубки, где смешиваются посредством небольших сопел внутри мундштука. Далее сильная струя кислорода, вырываясь из дюзы по одной щели, создает разреженную область перед форсункой, куда подается горючий газ через другое отверстие, образуя длинный узкий факел. За счет значительного давления в конусе металл быстро достигает температуры горения, которая обязательно должна быть ниже температуры плавления.
На фото – безинжекторная модель газового резака
Правила выбора
При выборе газового резака нужно учитывать ряд рекомендаций
Обращать внимание следует на такие факторы:
- Комфорт — важный показатель, отвечающий за то, сколько мастер сможет проработать с аппаратом без усталости. Желательно подержать горелку в руках. Это поможет понять насколько она будет удобна во время работы.
- Материал мундштука — наружная часть этого элемента горелки должна быть сделать из хромистой бронзы. Допускается чистая медь, имеющая красный оттенок.
- Соединительные трубки должны изготавливаться из латуни.
- Желательно выбирать горелку без декоративного покрытия. Краска будет закрывать возможные дефекты сборки аппарата.
- Работая с замасленными или окрашенными поверхностями, нужно выбирать удлинённые резаки (до 800 мм). Такая длина позволит уберечь кисть от травмирования пламенем.
- Выбирать рукоять из алюминия. Пластик менее долговечный и износоустойчивый.
- Температура пламени и скорость потока газа влияют на толщину реза металлических деталей. Глубина реза обозначается специальной маркировкой. Например, если нужно разрезать листы толщиной до 10 см, аппарат будет обозначен P. Чтобы разрезать листы толщиною более 10 см, требуется выбирать маркировку P3.
Важно проверять комплектацию оборудования до выхода из магазина. Чтобы не возникло лишних проблем при возможных поломках газовой горелки, необходимо получить гарантию
Как выбрать газовый резак
Watch this video on YouTube
Настройка, настройка и еще раз настройка
Главное – хорошенько запомнить четыре простых слова – «заводская настройка газового резака». Не только запомнить, но и по-настоящему уважать. Дело в том, что производители такого оборудования в обязательном порядке выполняют настройку в качестве финишного этапа сборки изделия.
Ее более чем достаточно, и рабочий с газовым резаком не нуждается в каких-либо дополнительных действиях.
Всякая «художественная» самодеятельность с настройкой попросту запрещается, потому что приведет не только к ухудшению качества работы устройства, но и к высоким рискам типа взрыва оборудования на рабочем месте.
Еще раз: настройка газового резака – дело сугубо заводское.
Схема использования газовой горелки для сварки.
Перед тем, как начинать работать с новым аппаратом, следует произвести сборку и проверку работоспособности только согласно инструкции по использованию, которая всегда прилагается ко всем моделям. Выполняйте лишь пункты в руководстве – это так просто. Лишь после их выполнения можно приступать к работе.
Пара слов о полных запретах. Абсолютно запрещается:
- Продувать шланг для пропана кислородом.
- Менять шланги между собой.
Если вдруг вы потеряли инструкцию или, например, не умеете читать, то перед вами короткая общая инструкция, как начинать работу и как пользоваться газовым резаком:
- Газовый резак по металлу можно начинать собирать только после визуального осмотра всех важных участков.
- Резиновые прокладки должны быть в идеальном состоянии – проверить и заменить, если понадобится.
- Вентиль для кислорода – один из важнейших элементов всего устройства. Никаких следов масла или жира!
- Штуцеры с газом должны иметь специальные клапаны, о которых писалось выше. Их состояние также должно быть идеальным, если обнаружатся хоть малейшие дефекты, убрать их мягким напильником.
- После внешнего осмотра резака для газовой резки следует разместить редукторы: синий редуктор на баллон с кислородом, красный редуктор на баллон с пропаном.
- Если аппарат инжекторного типа, необходимо проверить рабочую эффективность инжекции, о ней писалось выше.
- Шланг с пропаном устанавливается на баллон, после чего подключается горючий газ.
Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.
Инжекторный резак-горелка
Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
1 Какими бывают агрегаты для резки металла?
По назначению автогены принято подразделять на специальные и универсальные, которые могут быть безэжекторными и эжекторными, в зависимости от того, каким образом в них происходит смешивание кислорода и горючего газа.
По способу разрезания изделий любой газовый резак по металлу (видео функционирования каждого из них имеется на нашем сайте) можно причислить к одному из следующих видов: для копьевой, поверхностной, разделительной либо кислородно-флюсовой обработки. Главное же подразделение описываемого ручного оборудования производится по типу горючей смеси, используемой для его работы.
- Оборудование для газовой резки – как разрезают металл?
- Как пользоваться газовым резаком – основы безопасной и качественной работы
- Газовая резка – популярно о технологии обработки металла
Согласно такой классификации, горелки бывают:
- Кислородными: эжекторные установки, в которых горящая струя формируется кислородом.
- Керосиновыми: функционируют на керосине, их обычно применяют для разрезания заготовок толщиной не более 20 сантиметров из углеродистых сталей.
- Пропановыми: идеальные приспособления для резки изделий из цветных и черных металлов (например, чугунных труб) разного состава. Пропановый газовый резак в среде профессионалов считается самым безопасным и надежным. При этом он обеспечивает отличную эффективность и производительность выполнения работ (достаточно посмотреть видео их эксплуатации, чтобы убедиться в этом).
- Ацетиленовыми: горелки для обработки деталей и листов большой толщины. Подобные приспособления применяются при популярной газокислородной резке. Они в обязательном порядке снабжаются отдельным вентилем, с помощью коего выполняется регулировка скорости и мощности подачи кислорода в рабочую зону.
Наиболее востребованными являются универсальные агрегаты, оснащаемые эжектором. Под таковым понимают устройство, которое обеспечивает использование горючего газа при заданных условиях в интервале давления от 0,03 до 1,5 кгс/квадратный сантиметр. Универсальный газовый резак по металлу способен выполнять разрезание изделий во всех направлениях, он максимально прост (смотрите видео далее) и удобен в эксплуатации, имеет небольшой вес. Еще одно его достоинство заключается в возможности резки металла толщиной от 3 до 300 миллиметров.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски.
Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики.
На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности.
Перед работой нужно запастись:
линейкой, специальным карандашом, угольником и рулеткой;
специальной зажигалкой, которая обычно есть в комплекте с оборудованием.
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса.
Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы.
Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе.
Пол в мастерской должен быть или бетонным, или земляным.
Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление.
Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз.
Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени.
Ручной газовый резак готов к работе, теперь собственно резка металла резаком.
К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени.
Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки.
После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок.
Охлаждение деталей проводится или с помощью воды, или естественным образом.
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу.
Сначала закручиваем вентиль кислорода.
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода.
Закручиваем вентили на баллонах.
Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Принцип работы
Методика газовой резки относится к технологии газопламенной обработки металлов, в которой пламя горящей газовоздушной смеси нагревает заготовку до высокой температуры для выполнения резки, поверхностной закалки, наплавки или другой технологической операции.
Базовым принципом газовой резки является способность металла к возгоранию в среде химически чистого кислорода. Для технической реализации этого сложного физико-химического процесса применяют специальный резак по металлу, выполняющий следующие функции:
- смешивание в определенной пропорции горючего газа (ацетилена, пропана, природного газа) с кислородом для образования подогревающей газокислородной смеси;
- воспламенение подогревающей смеси и нагрев ее пламенем металла вдоль линии реза;
- раздельную подачу потока подогревающей смеси и струи кислорода к месту реза.
- Подготовка к резке, заключающаяся в разогреве локальной зоны заготовки до температуры воспламенения металла. Разогрев осуществляется факелом пламени горящей подогревающей смеси. В месте начатого разреза металл греют до белого каления, что соответствует нагреву до температуры в пределах 1100 град. Ц.
Режим предварительного локального разогрева необходим для того, чтобы металл обрабатываемой детали воспламенился в струе кислорода по линии реза без использования постороннего инициатора возгорания.
- Непосредственно газовая резка заготовки, заключающаяся в сгорании металла в струе поданного под давлением кислорода и выдувании из рабочей зоны образовавшихся продуктов горения в виде раскаленных частиц. Процесс резки протекает в следующей последовательности:
- в разогретую зону подается кислородная струя под давлением 5-12 атм.;
- при соприкосновении с нагретой поверхностью кислород воспламеняется;
- под воздействием кислородной струи металл в зоне реза сгорает;
- продукты горения – оксиды – струей выдуваются из зоны резки, оставляя после себя узкий паз.
Окисление материала разрезаемой заготовки происходит лишь на участке действия кислородной струи, поэтому попадание оксидов внутрь металла исключено.
Мундштук-инжектор для газового резака: надежно и эффективно
В современном металлургическом производстве широко применяют газокислородную резку. Она используется главным образом для отрезки прибылей и зачистки литья, разделки проката и крупногабаритных заготовок, скрапа и лома, а также для удаления дефектов на отливках и поковках (поверхностная резка).
Поверхностной кислородной резкой называют процесс снятия слоя металла кислородной струей с поверхности обрабатываемой детали или заготовки с ручным или механическим перемещением газового резака по отношению к обрабатываемой поверхности.
По технологическим особенностям поверхностная резка может быть разделена на следующие процессы:
1. Вырезка канавок – строжка кислородной струей для получения одиночных канавок при удалении местных пороков поверхности черного проката и стального литья.
2. Строжка поверхностей – процесс удаления слоя металла (например, очистка черного проката). Процесс обычно выполняется повторными проходами по поверхности в определенной последовательности.
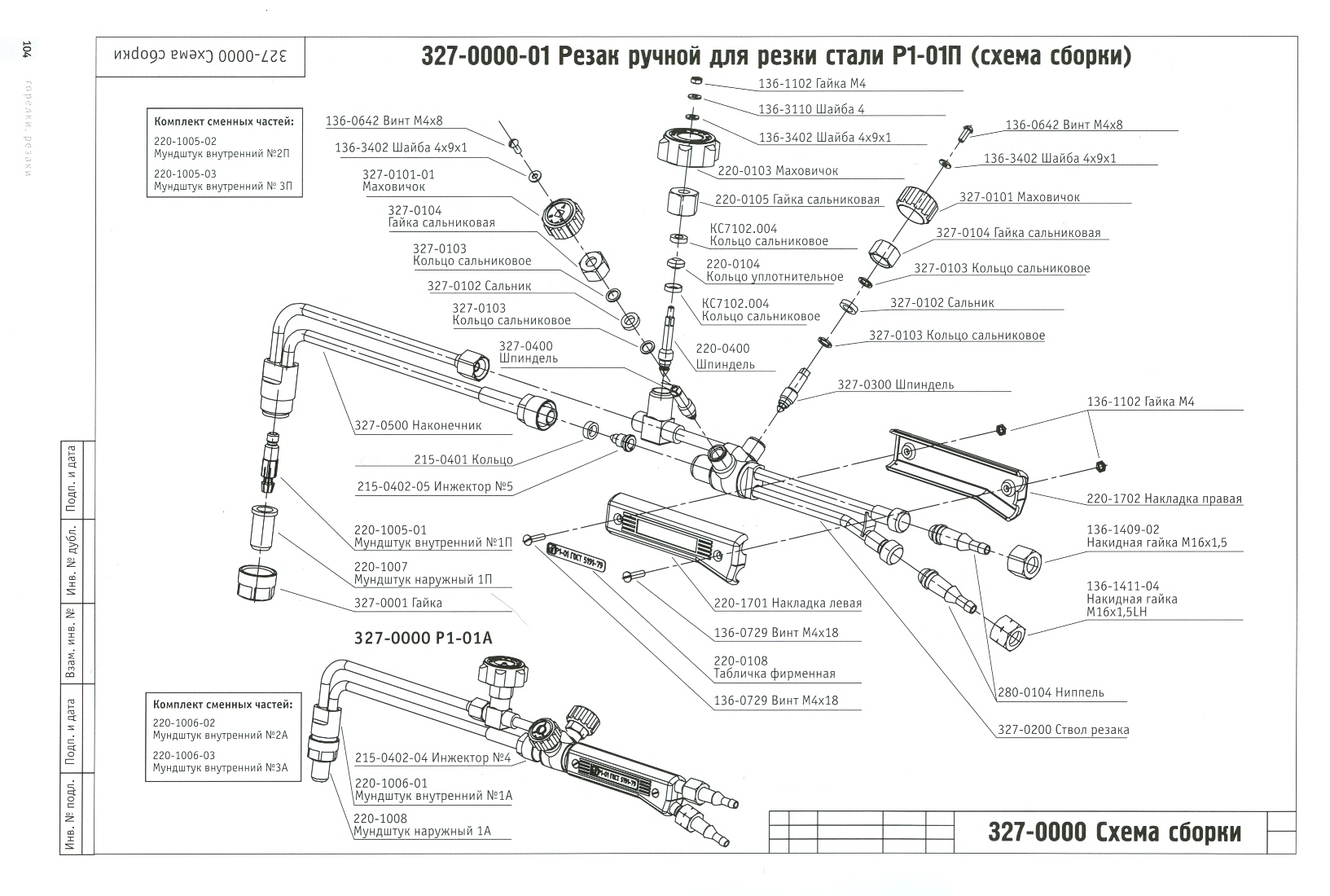
Резак газовый, являющийся основным инструментом для газокислородной резки – это устройство, в котором происходит непрерывное смешивание горючего газа и кислорода с одновременным сгоранием горючей смеси и дополнительной подачей концентрированной струи режущего кислорода вдоль центральной оси пламени. Он состоит из узла подвода газов, головки и мундштука, по центральному каналу которого пропускается режущий кислород, а по каналам, концентрически окружающим центральный, – горючая смесь, образующая подогревающее пламя.
Согласно нормативов ISO/DIS 5172 в газовых резаках используются устройства для смешения газов двух принципов:
– смесители инжекторного типа;
– смесители безинжекторные.
Смеситель инжекторного типа – это система смешивания, построенная на основе закона Бернулли, согласного которому скорость прохождения газа или жидкости по какому-либо каналу и его давление являются величинами обратно пропорциональными. Иными словами: чем выше скорость потока, тем ниже в нем давление, а при достижении потока определенной скорости давление становится ниже атмосферного. Кислород, проходя через отверстие инжектора с большой скоростью, уменьшает давление и захватывает горючий газ, подводимый по другому каналу (Рис. 1).
Система безинжекторного смешения – в которой горючий газ и кислород подаются при близком по значению давлении (выше атмосферного) и смешиваются при встрече после выхода из соответствующих отверстий (Рис. 2). При этом также существуют две системы: внутрисопловое смешение и внешнее смешение
Резаки с безинжекторным смешением значительно безопаснее в работе. Это объясняется тем, что в инжекторных резаках смесительное устройство, состоящее из смесительной камеры и инжектора, установлено в самом резаке в непосредственной близости к вентильному узлу. При возникновении обратного удара довольно часто происходит прогорание трубки для подачи горючей смеси, а иногда и смесительной камеры, что приводит к полному выходу резака из строя и часто опровождается травмами рабочих. В безинжекторных резаках смешивание газов происходит непосредственно в мундштуке, который является сменным элементом резака, либо на выходе из мундштука (резаки с внешним смешением) и, в случае обратного удара, из строя выходит только мундштук.
У резаков с внутрисопловым смешением используются мундштуки с несколькими выходными каналами (в виде отверстий или пазов), расположенными концентрично вокруг канала режущего кислорода параллельно или под углом к его оси. Режущий кислород проходит по соответствующей трубке резака и, через головку, поступает в центральный канал мундштука. Подогревающий кислород и горючий газ – по соответствующим трубкам подводятся к головке резака. В головке они проходят по отдельным кольцевым каналам и, выходя из них, попадают в соответствующие кольцевые каналы мундштука.
Мундштук со стороны кольцевых каналов снабжен отверстиями, расположенными под углом к оси мундштука, соединяющимися в выходные каналы и расположенные концентрично вокруг канала режущего кислорода. (Рис. 3) Таким образом, горючая смесь (на рис. 3 – Г.Г.+К.П.) образуется только в выходных каналах мундштука. При возникновении обратного удара процесс горения ограничивается мундштуком, т.е. зоной заполнения горючей смесью, что практически исключает возможность распространения пламени в зону вентильного узла.
Мундштук присоединяется к головке при помощи соединительной гайки. Уплотнение между головкой и мундштуком происходит по трем концентричным коническим поверхностям c центральным углом 300 или 450.
Сравнительные испытания этих резаков с инжекторными показали, что при равных мощностях пламени нагрев металла происходит быстрее, а ширина зоны нагрева сужается. Устойчивость к обратному удару пламени у резаков с внутрисопловым смешением даже при самых жестких испытаниях оказалась значительно большей, чем у инжекторных резаков. Это подтверждается промышленной эксплуатацией таких резаков на установках непрерывной разливки стали в течение нескольких лет.
Резаки с внешним смешением практически не подвержены обратному удару пламени и, поэтому, являются более безопасными при резке металлов больших толщин (при больших расходах горючего газа). Однако из-за менее качественного смешения горючего газа с подогревающим кислородом им присущи следующие недостатки:
– более низкая температура подогревающего пламени;
– повышенный расход горючего газа;
– при настройке на максимальный расход горючей смеси часто возникает отрыв пламени от торцевой поверхности мундштука.
Для ручной поверхностной газокислородной резки (зачистки, строжки) в промышленности применяются различные по конструкции и области применения резаки, например, такие как РПК-2-72 г. Одесса, и др. Кроме того, практически на каждом крупном металлургическом предприятии имеются свои конструкции резаков для поверхностной зачистки, которые созданы и адаптированы к местным условиям заводскими умельцами.
Завод автогенного оборудования «ДОНМЕТ» поставил перед собой задачу создать резак, который бы отвечал запросам и условиям эксплуатации широкого круга потребителей. Проведенный анализ позволил определиться с интервалом рабочих давлений, конструктивными недостатками существующих резаков и запросами пользователей данной продукции.
В итоге был создан газовый резак «ДОНМЕТ» 508 РЗЧИ (представлен на фото) с внутрисопловым смешением газов основное назначение которого – зачистка внутренних поверхностей чугунных изложниц. Отличительной особенностью мундштука в этом резаке является отсутствие дозирующих отверстий для горючего газа, расположенных под углом к оси канала режущего кислорода. Вместо них на границе дозирующих каналов подогревающего кислорода и входом в смесительные каналы для горючей смеси выполнена кольцевая проточка заданной ширины (см. рис. 4). Кислород для подогревающего пламени, проходя через дозирующие отверстия, разгоняется и, проходя через кольцевую проточку, увлекает за собой из последней горючий газ в выходной канал, где происходит интенсивное смешивание. Такая конструкция мундштука позволяет подводить горючий газ концентрично вокруг струи кислорода в месте его истечения из дозирующего отверстия, что способствует более качественному смешению горючего газа и кислорода. Таким образом, мундштук, одновременно выполняя функции инжектора, по качеству смешивания придает резаку достоинства инжекторного, в то же время сохраняя достоинства безинжекторного по безопасности эксплуатации.
Большая мощность подогревающего пламени позволяет произвести быстрый нагрев края изложницы перед началом поверхностной зачистки. Процесс зачистки ведется «ёлочкой» в несколько проходов (по ширине), причем каждый последующий проход резака производится рядом с предыдущим. Ширина дорожки может достигать 100 мм при глубине до 20 мм.
Отработка конструктивных решений и технологических параметров производилась на металлургических комбинатах «Азовсталь», им. Ильича (г. Мариуполь) и «Запорожсталь» (г. Запорожье). Первые наработки в этом направлении появились в 1997 г. Прошедшие пять лет подтвердили эффективность принятых конструктивных решений и надежность работы резака «ДОНМЕТ» 508.
Следует отметить, что на сегодняшний день завод «ДОНМЕТ» г.Краматорск, Донецкой области является единственным в Украине производителем специального газопламенного оборудования для металлургического производства.
Рис. 1. Схема инжекторного смесителя
Рис. 2. Схема безинжекторного смесителя
Рис. 3. Схема работы газосмесительного сопла
ГГ – горючий газ
КП – кислород подогревающий
КР – кислород режущий
ГС – горючая смесь
Рис. 4. Конструктивная схема мундштука РЗЧИ
Фото
Авторы:
Сергиенко Владимир Александрович
Гуменшаймер Иван Иванович
Бюджетный способ механизации газовой резки – применение портативных машинок
Там, где можно облегчить работу газорезчика, увеличить производительность и качество применением средств механизации – ее надо применять! Преимущества и недостатки портативных газорезательных машин.
Зачем нужна механизация газовой резки?
Вы, наверное, часто обращали внимание, что при своей работе газорезчик использует различные подручные приспособления – магниты, рейки, шаблоны и т.п. для того, чтобы там, где это возможно, сделать хороший “ровный” рез. Но даже применение таких приспособлений не может на 100% гарантировать хорошую и единообразную резку на большой длине, так как кроме правильного линейного перемещения резака надо еще контролировать его высоту и угол наклона. Для достижения наилучшего качества резки необходимо придерживаться рекомендованных производителем резака и сопел параметров: скорости, расстояния от сопла до металла, давления кислорода и горючего газа, а для этого нужно нечто большее, чем просто направляющая. Казалось бы есть простое решение – каретки, куда вставляется и фиксируется головка резака, но и тут есть нюансы – как контролировать скорость резки и невозможность резать фаску. Такого типа приспособления эффективны только для разделительной резки под прямым углом или со скосом.В тоге мы приходим к тому, что нужно использовать средства механического перемещения резака для обеспечения хорошего качества и высокой производительности. Системы механического перемещения газовых резаков могут подразделяться на полностью автоматизированные – роботизированные комплексы и портальные машины тепловой резки, где процесс резки задается и полностью контролируется ЧПУ, а также на средства малой механизации и автоматизации – портативные газорезательные машинки и специальные системы для прямых резов.
Сегодня мы будем рассматривать только средства малой механизации, как наиболее доступные для самого широкого круга потребителей от полупрофессиональной мастерской до металлозаготовительного и металлообрабатывающего производства крупного предприятия.
Какие возможности дают портативные газорезательные машинки:
- Регулируемая скорость резки.
- Регулируемая высота и угол наклона резака. Возможность проводить не только разделительную резку, но и резку фаски.
- Возможность проводить резку сразу 2 резаками для формирования K, X, Y – образной фаски.
- Возможность вырезать круги (при использовании циркульного устройства) и делать криволинейные резы (при использовании копира).
- Универсальное питание как от бытовой, так и промышленной сети 220В.
От чего зависит качество резки портативной машинки
- От технических характеристик установленного резака и правильного выбора сопел
- От установленных параметров резки – давления, скорости, расстояния
- От квалификации оператора
Выбор портативной машинки. Что является главным?
Сегодня отечественному потребителю очень сложно сориентироваться во всем многообразии предлагаемой продукции, правильно соотнести ее технические возможности и стоимость. Предложения азиатских производителей привлекают своей низкой ценой, а продукция европейских компаний может оказаться дороже в несколько раз. Давайте пока попробуем отвлечься от цены и постараемся понять как правильно выбрать портативную газорезательную машинку по техническим характеристикам, какие параметры являются критически важными, а какие несущественными. Только после того как мы разберемся, что нужно с точки зрения техники, и Вы составите для себя перечень важных именно для Вас технических критериев, Вы сможете самостоятельно провести сравнение предложений различных производителей по цене и принять взвешенное решение.В качестве отправной точки для анализа возможных технических характеристик мы будем рассматривать линейку средств малой механизации для газорезательных процессов компании Messer, которая мало того, что является пионером в этой сфере, но и мировым лидером этой отрасли, на которого все равняются, и которому все стремятся подражать.
Какие средства малой механизации автогенной резки на предлагает компания Messer
- портативные компактные машинки QUICKY-E для монтажной резки с одним или двумя резаками с диапазоном резки до 100 мм
- надежные и высокопроизводительные машинки PORTACUT с одним или двумя резаками и диапазоном резки до 300 мм
- система для прямых резов StableCut для ручного резка с диапазоном резки до 500 мм
Каждая система имеет свой спектр применения, свои достоинства и свои неоспоримые преимущества.
Устройство и конструктивные особенности машинок QUICKY-E
Газорезательная машинка QUIKY-E является самой компактной и легкой машинкой от компании Messer. За счет своей неприхотливости в работе, надежности и универсальности машинки широко используются в мостостроении, судостроении, нам монтаже и в цехах. Питание машинки осуществляется от сети 220 В. Для удобства монтажной эксплуатации регулятор скорости удобно встроен в рукоятку. Простая настройка резаков по высоте и вылету. Широкий спектр оснастки и дополнительного оборудования обеспечивает универсальность применения машинки. Всего продано более 80 000 единиц машинок QUIKY-E!!!- Возможность крепление двух резаков с одной стороны для резки фасок
- Возможность крепление двух резаков с обеих сторон для резки полос
- Опорный ролик для резки с опорой на стенку профильного проката
- Опорный ролик для резки по угловой направляющей
- Возможность фигурной и контурной резки по разметке
- Циркульное устройство для резки кругов
Преимущества
- Отличное качество изготовления
- Повышенная безопасность – все электрические соединения с двойной изоляцией
- Высокая надежность
- Отличная базовая комплектация (включает стартовый набор сопел, набор для чистки, циркульное устройство)
- Возможность комплектации универсальным резаком для всех видов горючих газов (пропан/ацетилен)
- Возможность применения сопел для высокоскоростной резки
Устройство и конструктивные особенности машинок PORTACUT
Газорезательная машинка PORTACUT является наиболее популярной моделью для применения как в цехе, так и на открытой монтажной площадке. Высокая надежность, продуманная конструкция, большой выбор вариантов комплектации под различные задачи делают эту машинку универсальным инструментом производства по заготовке и обработке металла. Даже если у Вас уже есть портальная машина тепловой резки, применение машинки PORTACUT может быть оправдано ее мобильностью и возможностью проводить работу на любой ровной поверхности, куда можно уложить направляющий рельс.- Возможность крепление двух резаков с одной стороны для резки фасок
- Возможность крепление двух резаков с одной или обеих сторон для резки полос
- Возможность фигурной и контурной резки по разметке
- Циркульное устройство для резки кругов
Преимущества
- Высокая надежность
- Отличное качество изготовления
- Отличная базовая комплектация (включает стартовый набор сопел, набор для чистки, циркульное устройство)
- Возможность комплектации универсальным резаком для всех видов горючих газов (пропан/ацетилен)
- Возможность применения сопел для высокоскоростной и высокоэффективной резки
Устройство и конструктивные особенности приспособления для прямых резов StableCut
Комплект StableCut для механизированной резки – отличная альтернатива даже таким бюджетным решениям, как портативным машинкам PORTACUT и QUICKY-E. Вы можете использовать любой имеющийся у Вас в наличии ручной газовый резак с диаметром головки 17 или 27 мм. Есть возможность проводить резку с регулируемым углом снятия фаски до 60 градусов не только в нижнем, но и в вертикальном положении за счет магнитного крепления направляющей. Отсутствие электрического привода – тоже одно из достоинств предлагаемой системы. Скорость перемещения каретки фиксированная, что обеспечивает стабильность, однородность и качество резки в монтажных условиях.Единственным недостатком комплекта является возможность проводить только прямые резы.
- Фиксированная скорость резки
- Возможность резки в наклонном и вертикальном положении
- Надежное магнитное крепление направляющей к металлической поверхности
- Длина алюминиевой направляющей до 1 220 мм
Преимущества
- Резка во всех пространственных положениях
- Комплект совместим с любыми ручными резаками
- Возможность резки металла толщиной до 500 мм (в зависимости от резака и установленного сопла)
- Безопасность на монтаже
Видео работы машинки QUICKY-E
Видео работы машинки PORTACUT
Видео работы комплекта для прямых резов StableCut
Выводы
Использование машин для автоматической резки не всегда подразумевает приобретение дорогостоящих машин с ЧПУ. Многие задачи по прямолинейной резке или вырезке отверстий можно решить с помощью компактных портативных газорезательных машин и сэкономить время для использования портальных машин для более сложных задач. Применение портативных газорезательных машин не ограничивается цеховыми условиями, за счет небольшого веса, компактности и надежности их можно использовать в монтажных условиях, на открытых площадках и на металлобазах. По своей сути портативная машина представляет собой компактную каретку с приводом для перемещения одного или нескольких газовых резаков с регулируемой скоростью. При использовании двух резаков и специального устройства для заостряющих резов можно сразу формировать X и Y разделку под сварку. Вылет, высота и угол наклона резака регулируются. Циркульное устройство позволит вырезать отверстия заданного радиуса. Качество резки обеспечивается точностью регулировки скорости перемещения и установленным машинным резаком.Приобретая портативные газорезательные машины производства Messer Вы получаете качество резки портальной машины по доступной цене. Все машины Messer оборудованы устройствами защиты и обеспечивают самый высокий уровень безопасности человека и гарантируют сохранность оборудования. Машинки комплектуются машинными резаками для всех видов горючих газов с различной длиной штока. Дополнительно к портативным машинкам мы рекомендуем приобретать такие комплектующие как редукторы, шланги, устройства защиты точек подключения.
Выбор портативной газорезательной машинки осложняется большим ассортиментом машин китайского производства с очень привлекательной ценой. Просим Вас не обольщаться и понимать, что низкая цена обусловлена исключительно экономией на всем – на приводе, на качестве резака, на корпусе, на силуминовых кронштейнах держателя горелки, на тепловой изоляции корпуса каретки. Если Вы хотите получить безопасное, надежное и качественное оборудование, которое прослужит Вам не один год – обращайтесь к специалистам компании ИТС-Инжиниринг и мы подберем для Вас оптимальное решение. Портативные машины QUICKY-E и PORTACUT очень популярны, и поэтому мы всегда поддерживаем определенный складской запас этих моделей, а также расходных частей к машинным резакам и необходимых аксессуары. Мы можем с уверенность рекомендовать к покупке портативные газорезательные машины Messer как для крупных промышленных предприятий, уже имеющих портальные машины с ЧПУ, так и для небольших металлообрабатывающих производств, мастерских.
Наши принципы работы
- самый высокий уровень безопасности человека при проведении газопламенных работ
- высочайшее качество всего оборудования и каждой его составляющей
- качественные оригинальные расходные материалы и оперативная техническая поддержка по всем возникающим вопросам
Реализуя эти принципы в каждом нашем предложении или консультации мы предлагаем оптимальное решение поставленных задач для Вашего производства. Мы гарантируем безопасность, отличное качество, надежность и экономию. Купить любое газопламенное оборудование и оригинальные аксессуары производства Messer Cutting Systems в Москве по доступной стоимости Вы можете в ООО «ИТС-Инжиниринг». Мы принимаем заявки на электронный адрес: [email protected]. Получить профессиональную консультацию можно по контактному телефону +7 (495) 660-62-72.
Оборудование для газокислородной резки – Weld Guru
Кислородно-ацетиленовая резка топлива происходит, когда кислород направляется на нагретый металл, что приводит к сгоранию или окислению металла.
Кислород необходим для поддержки любого процесса горения. Сам по себе кислород не воспламеняется, однако он увеличивает скорость и силу, с которой происходит горение.
В сочетании с ацетиленом пламя становится более горячим, а горение ускоряется.
Газокислородная горелка может быть оснащена режущими приспособлениями вместо сварочной головки.
Режущие насадки можно использовать для резки стали толщиной примерно 6 дюймов.
При кислородной резке могут использоваться такие газы, как кислород, ацетилен, MAPP, природный газ и пропан.
Контрольный список для кислородно-ацетиленового оборудованияВключает:
- Регулятор кислорода
- Регулятор ацетилена
- Кислородно-ацетиленовый сварочный шланг
- Муфты шланговые
- Одноцелевой резак для газокислородной резки
- Цилиндры и тележка
- Пламегаситель и обратные клапаны (защитное оборудование)
- Зажигалка кремневая для розжига горелки
Резак для кислородно-ацетиленового газа
Стили кислородно-ацетиленовых горелок
Резак (см. Рисунок 5-12 ниже), как и сварочная горелка, имеет трубку для кислорода и трубку для ацетилена.Кроме того, имеется трубка для кислорода под высоким давлением, а также режущий наконечник или сопло.
Схема кислородно-актиеленового резака – Рисунок 5-12Наконечник : Наконечник (см. Рис. 5-13) снабжен центральным отверстием, через которое проходит струя чистого кислорода. Сквозные отверстия для смешанного кислорода и ацетилена, окружающие центральные отверстия для предварительного нагрева пламени. Количество отверстий для оксиацетиленового пламени колеблется от 2 до 6, в зависимости от цели, для которой используется наконечник.
Схема режущего наконечника для ацетилена
Torch Control : Резак управляется пусковым или рычажным клапаном.Резак снабжен сменными наконечниками для резки стали толщиной от менее 1/4 дюйма (6,4 мм) до более 12,0 дюйма (304,8 мм).
Режущее приспособление, устанавливаемое на сварочную горелку вместо сварочного наконечника, показано на рисунке 5-14.
Насадка для резки сварочной горелки – рис. 5-14Для того, чтобы делать равномерно чистые разрезы на стальном листе, режущие станки с приводом от двигателя используются для поддержки и направления резака.
Прямолинейная резка или снятие фаски достигается путем направления машины по прямой линии по стальным рельсам.
Дуги и окружности разрезаются путем направления станка с помощью радиусного стержня, поворачиваемого вокруг центральной точки.
Типичные работающие режущие машины показаны на рисунках 5-15 и 5-16.
Сварщик, использующий газокислородную резку для снятия круглой фаски – рис. 5-15 Установка для одновременной резки нескольких элементов на кислородном топливе – Рис. 5-16Типы режущих наконечников для кислородной резки
Существует широкий выбор стилей и размеров режущих наконечников, подходящих для различных типов работ. Толщина разрезаемого материала обычно определяет выбор наконечника.Давление кислорода для резки, скорость резки и интенсивность предварительного нагрева должны контролироваться для получения узких параллельных пропилов.
При неправильном разрезе края пластин будут неровными, с неровными краями и прилипшим шлаком. В таблице 5-3 указаны номера режущих кромок, давление газа и скорости ручной резки, используемые для резки низкоуглеродистой стали толщиной до 12 дюймов (304,8 мм).
Информация о кислородно-ацетиленовой резке – Таблица 5-3
(1) Различные производители не придерживаются нумерации наконечников, указанной в этой таблице; поэтому некоторые наконечники могут иметь разные идентификационные номера.Работа оборудования для кислородно-ацетиленовой резки
Стальной лист для газовой резки
Диаграмма a: Пример газовой резки листового металла с использованием сопла газокислородного резака. Диаграмма b: поперечное сечение пламенной резки с линиями сопротивленияГорелка для кислородно-ацетиленовой сварки Видео
Oxyfuel Рабочие шаги:
Вот этапы работы газокислородной резки:
- а. Присоедините необходимый режущий наконечник к резаку и отрегулируйте давление кислорода и ацетилена в соответствии с таблицей 5-3 выше.
ПРИМЕЧАНИЕ Указанные настройки давления газа кислорода и ацетилена являются приблизительными. При фактическом использовании давление должно быть установлено таким образом, чтобы обеспечить наилучшую резку металла. - Отрегулировать пламя предварительного нагрева на нейтральное.
- Удерживайте резак так, чтобы рычагом подачи кислорода для резки или спусковым крючком можно было управлять одной рукой. Другой рукой удерживайте головку резака в рабочем положении. Держите пламя под углом 90 градусов, чтобы работать в направлении движения. Внутренние конусы пламени предварительного нагрева должны быть около 1/16 дюйма.(1,6 мм) над концом разрезаемой линии. Удерживайте это положение, пока пятно не станет ярко-красным, а затем медленно откройте кислородный клапан для резки.
- Если рез был начат правильно, с противоположной стороны работы упадет дождь искр. Перемещайте резак со скоростью, позволяющей пропилу продолжать проникать в работу. Хороший срез будет чистым и узким.
- При резке заготовок, круглых прутков или тяжелых профилей время и газ экономятся, если заусенец поднимается с помощью долота в точке начала резки.Эта небольшая порция быстро нагреется, и сразу же начнется резка. Сварочный пруток можно использовать для начала резки тяжелых участков. При использовании его называют стартовой удочкой.
Шланг для кислородно-ацетиленовой резки
Два шланга встроены в один (сиамский). Зеленый шланг используется для кислорода, красный – для ацетилена, черный – для любого инертного воздуха или газаПравила техники безопасности
Общие требования включают (следуйте указаниям производителя):
- Всегда проверяйте герметичность и герметичность шланговых соединений
- Продуть цилиндр значение
- Не стойте за или перед регулятором при открытии цилиндра значение
- Сначала включите значение цилиндра, а затем отрегулируйте винт давления регулятора
- Медленно откройте вентиль баллона
- Очистить все каналы для кислорода и ацетилена
- Перед зажиганием горелки убедитесь, что информация о смешивании отключена.
- Свет ацетилен
- Никогда не используйте консистентную смазку или масло.Не беритесь за жирные перчатки или жирные руки. Масло и консистентная смазка могут стать взрывоопасными в присутствии кислорода. !
- Не заменять кислород кислородом
- Содержите рабочую зону в чистоте
- Обратите внимание, что кислородно-ацетилен становится нестабильным при давлении выше 15 фунтов на квадратный дюйм, не используйте его выше этого уровня (макс. Кислород составляет 40 фунтов на квадратный дюйм)
- Запрещается поднимать материалы в перчатках после резки
Для дополнительного чтения
Кислородно-ацетиленовая сварка и резка
BLUEROCK CG-30 Гусеничный газовый резак – моторизованный горелочный резак с гусеницей 12 футов
CG-30 ГАЗОРЕЗАТЕЛЬНАЯ ГОРЕЛКА ПОРТАТИВНАЯ
от BLUEROCK ® Tools
Полный комплект резака для прямой гусеницы включает:- Моторизованная машина 120 В с теплозащитным экраном и шнуром питания
- 6-футовые секционные направляющие x2 (всего 12 футов)
- Полный узел головки горелки со стандартными фитингами B и клапанами
- Узел держателя горелки с регулируемым прямым или угловым креплением и стержнями
- Режущие насадки 3 шт. Для ацетилена G02 и 3 шт. Для пропана G03 (разных размеров.Аналогично бренду Airco)
- Радиусный стержень и шип для круглой резки (диаметр от 8 дюймов до 6 1/2 футов)
Технические характеристики:
- Модель: CG-30
- Двигатель: 120 В, 60 Гц Стандартный разъем, заземленный в США
- Прямое, нейтральное и обратное направление
- Скорость автоматической резки: 0-30 дюймов в минуту
- Толщина резки стали: 3/16 дюйма – 4 дюйма
- Диаметр режущего круга: 8–6,5 футов
Моторизованный резак CG-30 автоматически режет сталь, двигаясь по прямой линии.Есть две дорожки длиной примерно 6 футов каждая. Он может отрезать прямые или скошенные чистые края. Этот товар будет доставлен в двух отдельных упаковках (одна – машина, а другая – гусеница). Сварочный шланг для подключения источника газа к аппарату в комплект не входит. Использует стандартные шланговые фитинги типа B (в большинстве других машин этого нет).
Дополнительный комплект из двух гусениц (всего 12 футов) можно приобрести за 150 долларов. Сообщите нам после покупки, если вас интересуют другие треки, и мы можем добавить их в ваш счет-фактуру.
Если у вас возникнут вопросы, позвоните нам по телефону 206-604-8363.
Руководство по эксплуатации гусеничного резака CG-30
Газорезка
Вам нужно только заменить наконечник резака, чтобы переключиться на высокое давление
Узнайте больше о насадках для газовой резки G-
Вам нужен природный газ с высоким давлением
Использование резака, работающего на природном газе под давлением
По сравнению с любой другой горелкой на топливе oxy-
Сохраните корпус резака, который вы уже используете –
Институт сварки Эдисона сообщает …
Природный газ – отличное топливо … у него меньше склонности к закруглению верхнего края резать и производить меньше шлака или окалины. Кроме того, образовавшаяся окалина … не прилипает так плотно к пластине и легче удаляется. Никакой разницы не было найдено в скорости резки между ацетиленом и природным газом…
Hi-
Один производитель металла в Нью-Джерси протыкает стальной лист толщиной 1 1/2 дюйма примерно за 20 секунд с помощью
природный газ под давлением
Сравнение резки листовой стали толщиной 1 дюйм с ацетиленом (слева) и природным газом (справа) показывает более чистый срез с меньшим количеством шлака, и любой образующийся шлак легче удаляется из отрезанный кусок природного газа.
Посмотрите, как хорошо работает природный газ!
Нажмите на экран YouTube, чтобы просмотреть обзор, объясняющий
G-
G-
Выберите усилитель для горелки, подходящий для вашего магазина
TB-
Получите дополнительную информацию о TB-
TB-
TB-
TB-
Получите дополнительную информацию о TB-
TB-
TB-
TB-
Получите дополнительную информацию о усилителях резака TB-
У вас есть более 12 резаков или несколько производственных станций в вашем магазин?
Хорошие новости! Усилители горелки могут быть подключены к газовой магистрали для обеспечения многократной резки.
столы или производственные площади, и если на вашем предприятии более 12 факелов,
несколько модулей Torch Booster могут быть соединены вместе. На основе вашей резки резаком
Требования G-
Природный газ под высоким давлением – лучшее топливо для газовой резки
Кислородная резка | Основы и приложения
Газокислородная резка, также называемая газовой резкой или газовой резкой, является наиболее экономичным процессом резки низкоуглеродистой и низколегированной стали, даже если требуется подготовка к сварке.Кислородная резка считается одним из важнейших производственных процессов во всей металлургической промышленности.
Более 100 лет компания Messer Cutting Systems предоставляет и разрабатывает передовые технологии для мировой металлообрабатывающей промышленности. Мы усовершенствовали конструкцию и функционирование машин для прямой газокислородной резки и машин для газокислородной резки со скосом, которые обеспечивают высококачественную резку, надежное обслуживание и значительную экономию в процессе резки.
Когда следует использовать процесс кислородной резки?
Процесс газокислородной резки идеален, когда поверхность разрезаемого материала сделана из низкоуглеродистой и низколегированной стали, а толщина разрезаемого материала превышает 2 дюйма (50 миллиметров).
Процесс газокислородной резки предпочтителен, когда режущая кромка плазменной резки считается неприемлемой или если вы ищете недорогую альтернативу.
Если у вас есть вопросы о том, подходит ли процесс газокислородной резки для конкретной области применения, наши специалисты по продажам готовы ответить на ваши вопросы и обсудить конкретные продукты.
Поговорите с нашим отделом продаж
Преимущества и недостатки кислородно-топливной резки
При кислородной резке топливный газ и кислород используются для создания пламени резки.Messer Cutting Systems поставляет газы, в том числе ацетилен, MAPP, пропан и природный газ, а также информацию, соответствующую вашим требованиям.
Преимущества:
- Безупречное качество и высокая точность.
- Резка полосы со скосом.
- Прокалывает низкоуглеродистую сталь толщиной от 4 дюймов (101 миллиметр) до 5 дюймов (127 миллиметров).
- Начало кромки и резка стали толщиной от 10 дюймов (254 миллиметра) до 12 дюймов (304 миллиметра).
- Используя несколько резаков, можно производить несколько деталей, сокращая время и трудозатраты.
Недостатки:
- Нержавеющая сталь резать нельзя при нормальных условиях.
- Более низкие скорости резки по сравнению с плазменной резкой.
- При резке тонкого материала возможна деформация.
- Сложно выполнить отверстия, толщина которых меньше, чем в два раза превышает толщину стали.
Что включает в себя процесс кислородной резки?
Кислородная резка – это процесс сжигания с использованием кислорода или пламени топливного газа. Нагревательное пламя нагревает материал до температуры воспламенения.Затем на нагретое пятно выдувают струю кислорода чистотой не менее 99,5%, окисляя металл. Горящий металл сразу превращается в жидкий оксид железа. Эта кислородная струя является источником термина «газовая резка».
Затем резак перемещается, и создается узкая прорезь для резки, обычно называемая пропилом. Шлак удаляется из пропила. Качество реза зависит от состояния поверхности материала, скорости реза и толщины.
С помощью этого процесса можно резать всю низколегированную сталь толщиной до нескольких дюймов.Несмотря на растущее значение других процессов резки, таких как плазменная резка и лазерная резка, газовая резка с кислородным топливом остается очень экономичным процессом. Когда дело доходит до резки тяжелых материалов толщиной до 35 дюймов (900 миллиметров), газовая резка на кислородном топливе просто не имеет себе равных в качестве процесса резки.
Кислородная резка обеспечивает надежную пробивку отверстий и высокое качество резки. Производство компонентов будет в готовом виде без какой-либо дальнейшей обработки. Для подготовки сварного шва могут быть выполнены скосы V, Y, X и K.
Характеристики кислородной резки
- Толщина листа: от дюйма (3 миллиметра) до 35 дюймов (900 миллиметров).
- Типичное значение: от ⅜ дюйма (10 миллиметров) до 12 дюймов (300 миллиметров).
Особенности кислородно-топливной резки
- Хорошее качество резки.
- Гладкие вертикальные плоскости реза.
- Поверхность безупречная металлургическая (оксидированная).
- Обугливание и упрочнение в зоне термического влияния.
- Высокая тепловая нагрузка.
- Широкий диапазон толщины материала.
- Низкая скорость резания.
Типы кислородно-топливной резки
Обычные виды топливного газа включают ацетилен, MAPP, пропан и природный газ.
- Ацетилен: Самый горячий газ, но может быть нестабильным и дорогим.
- MAPP: Горячий газ, но недоступен, как другие газы.
- Пропан: Более дешевый и экологически чистый, но не такой горячий, как другие газы.
- Природный газ: Дешевле и широко доступен, но обеспечивает низкое давление подачи.
Опции станка для кислородной резки
Messer Cutting Systems предлагает две широкие категории машин для газокислородной резки: машины для кислородной резки прямой резки и машины для газокислородной резки под углом.
Станок кислородной прямой резки
Для прямой резки кислородно-топливных машин Messer Cutting Systems предлагает кислородный резак ALFA и кислородно-топливный резак MS832 Turbo Flame ™.
Горелка ALFA Oxyfuel: Горелка ALFA Oxyfuel устанавливает высокую планку для газокислородной резки. В горелке ALFA Oxyfuel реализованы такие функции, как определение высоты и самовоспламенение, которые когда-то приходилось размещать снаружи. Сопло резака этого продукта можно заменить без использования инструментов, что исключает возможность перекоса резака и сокращает время настройки. При отвинченной крышке форсунки свободны и могут быть легко проверены или заменены.
Узнать больше
Газотопливная горелка Turbo Flame ™ MS832: Кислородно-топливная горелка MS832 Turbo Flame ™ чрезвычайно универсальна, может использоваться со всеми топливными газами и очень безопасна в эксплуатации.Конструкция этого факела предотвращает повторные вспышки даже при прожигании толстых и тяжелых материалов. Сниженное потребление кислорода, достигаемое без потери качества или скорости резки, снижает коммунальные расходы.
Узнать больше
Станок для газокислородной резки кромок
Messer Cutting Systems предлагает следующие станки для газокислородной резки: тройной резак D / AFL, однопозиционный кислородно-топливный скос, трехпозиционный кислородно-топливный скос и кислородно-топливный контурный скос.
Тройной резак D / AFL: – автоматический и плавно вращающийся, предназначен для резки V, Y, X и K. Фаска позволяет резать листы толщиной до 3,25 дюйма (80 миллиметров), а прямые – до 4,75 дюйма (120 миллиметров).
Узнать больше
Однопозиционное устройство для снятия фаски с кислородным топливом: Устройство для снятия фаски с однопозиционным кислородным топливом – это машина с ручной регулировкой для снятия прямой фаски с ручным зажиганием и регулировкой газа.Фаски можно резать только по оси «X». Режущий поперечный разрез V, Y, X и K за один проход настраиваемый вручную кислородно-топливный блок Triple Torch предназначен для резки под углом по продольной оси (X).
Узнать больше
Трехпозиционная установка для снятия кромки кислородного топлива: Наша трехпозиционная установка для снятия кромки кислородного топлива с ручной регулировкой разработана для создания прямых углов с ручной регулировкой газа и ручным зажиганием. Измерение высоты осуществляется электромеханическим устройством, которое перемещается по пластине.
Трехпозиционная установка для снятия фаски с кислородной горелкой с тройной горелкой обеспечивает подготовку кромок под сварку и прямоугольную форму пластины за один проход. Режущий поперечный разрез V, Y, X и K за один проход настраиваемый вручную кислородно-топливный блок с тройным резаком предназначен для резки под прямым углом.
Узнать больше
Oxyfuel Contour Bevel Unit: Oxyfuel Contour Bevel Unit компании Messer Cutting Systems обеспечивает непрерывную резку под углом в низкоуглеродистой стали с автоматическим контролем контура, ручным зажиганием и регулировкой угла скоса.Этот станок выполняет резку верхней и нижней фаски за один проход.
Узнать больше
Отдел продаж компании Messer Cutting Systems может помочь вам
Если у вас есть вопросы о том, подходит ли процесс газокислородной резки для применений на вашем предприятии, наш отдел продаж может ответить на ваши вопросы. Они могут обсудить конкретные продукты, получить образцы деталей, сделать живые демонстрации и многое другое.
Поговорите с нашим отделом продаж
Оборудование для кислородно-ацетиленовой сварки – TWI
Основные компоненты оборудования
Горелка
Базовая кислородно-ацетиленовая горелка состоит из:
- корпус (или ручка) горелки
- две отдельные газовые трубки (через ручку соединены со шлангами)
- раздельные регулирующие клапаны
- камера смесителя
- жаровая труба
- Сварочный наконечник
NB Для резака требуется два источника кислорода к соплу, один смешанный с топливным газом для предварительного нагрева и отдельный поток кислорода для резки.
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Шланги
Шланги между горелкой и газовыми регуляторами должны иметь цветовую маркировку; в Великобритании: красный для ацетилена и синий для кислорода. Фитинги кислородного шланга имеют правую резьбу; а у ацетиленового шланга левая резьба.
Регуляторы газа
Основная функция газового регулятора – регулирование давления газа.Он снижает высокое давление газа, хранящегося в баллоне, до рабочего давления горелки, и оно будет поддерживаться во время сварки.
Регулятор имеет два отдельных манометра: манометр высокого давления для газа в баллоне и манометр низкого давления для давления газа, подаваемого в горелку. О количестве газа, оставшемся в баллоне, можно судить по манометру высокого давления. Регулятор с винтом регулировки давления используется для управления расходом газа в горелку путем настройки давления газа на выходе. Примечание Ацетилен поставляется в баллонах под давлением около 15 бар, но сварка выполняется с давлением газа горелки, как правило, до 2 бар.
Пламегасители
Пламегасители (также называемые пламегасителями) должны быть установлены как в кислородный, так и в ацетиленовый трубопроводы, чтобы предотвратить попадание пламени обратного пламени на регуляторы. В шланги могут быть установлены обратные подпружиненные клапаны для обнаружения / остановки обратного потока газа. Таким образом, клапаны могут использоваться для предотвращения условий, приводящих к обратному воспламенению, но всегда должны использоваться вместе с разрядниками обратного пламени.
Воспоминание – это когда пламя горит в корпусе факела, сопровождаемое свистящим звуком. Это произойдет, когда скорость пламени превысит скорость потока газа, и пламя сможет пройти обратно через смесительную камеру в шланги. Наиболее вероятные причины: неправильное давление газа, приводящее к слишком низкой скорости газа, утечки в шлангах, неплотные соединения или сварочные методы, которые мешают потоку газа.
Обозначение газовых баллонов
Газовые баллоны имеют цветовую маркировку. В Великобритании кислородный баллон черный с бело-серым плечом; а баллон с ацетиленом – бордового цвета.Баллоны также должны иметь этикетку с указанием типа газа.
Кислород и ацетилен хранятся в баллонах под высоким давлением. Давление кислорода может достигать 300 бар. Ацетилен, растворенный в ацетоне, содержащемся в пористом материале, хранится при гораздо более низком давлении, примерно 15 бар.
Чрезвычайно важно убедиться, что регулятор, установленный на кислородном баллоне, рассчитан, по крайней мере, на то же давление, что и баллон. Некоторые кислородные регуляторы рассчитаны только на 215 бар и не должны использоваться с баллонами на 300 бар.Горючие газы, такие как ацетилен (и пропан), имеют левую резьбу на баллоне и регуляторе; кислородный регулятор и баллон имеют обычную правую резьбу. Ни в коем случае нельзя допускать контакта масла или смазки с кислородным оборудованием.
Типичные значения давления и расхода газа для стали C-Mn:
| Толщина стали (мм) | Размер сопла | Ацетилен | Кислород | ||
|---|---|---|---|---|---|
| Давление / мин | 4 Давление (бар) | 4 мин. Давление (бар) | Расход (л / мин) | ||
| 0.90 | 1 | 0,14 | 0,50 | 0,14 | 0,50 |
| 1,20 | 2 | 0,14 | 0,90 | 0,14 | 0,90 |
| 2,00 | 3 | 0,14 | 1,40 | 0,14 | 1,40 |
| 2,60 | 5 | 0,14 | 2,40 | 0,14 | 2,40 |
| 3,20 | 7 | 0.14 | 3,30 | 0,14 | 3,30 |
| 4,00 | 10 | 0,21 | 4,70 | 0,21 | 4,70 |
| 5,00 | 13 | 0,28 | 6,00 | 0,28 | 6,00 |
| 6,50 | 18 | 0,28 | 8,50 | 0,28 | 8,50 |
| 8,20 | 25 | 0.42 | 12,00 | 0,42 | 12,00 |
| 10,00 | 35 | 0,63 | 17,00 | 0,63 | 17,00 |
| 13,00 | 45 | 0,63 | 22,00 | 0,63 | 22,00 |
| 25,00 | 90 | 0,63 | 42,00 | 0,63 | 42,00 |
Выбор правильных форсунок
Сварочные горелки обычно рассчитываются в зависимости от толщины свариваемого материала.Они варьируются от легких (для листовой стали толщиной до 2 мм) до тяжелых (для стальных листов толщиной более 25 мм). Каждая горелка может быть оснащена рядом сопел с диаметром отверстия, выбранным в зависимости от толщины материала. Давление газа устанавливается таким образом, чтобы скорость потока соответствовала диаметру отверстия сопла. Соотношения кислорода и ацетилена в смеси можно регулировать для получения нейтрального, окисляющего или науглероживающего пламени. (См. Описание оксиацетиленовых процессов). Сварка обычно выполняется с использованием нейтрального пламени с равными количествами кислорода и ацетилена.
Проверки безопасности оборудования
Перед началом сварки целесообразно проверить состояние и работу всего оборудования. Помимо обычного оборудования и проверок безопасности на рабочем месте, существуют специальные процедуры для оксиацетилена. Операторы должны убедиться, что:
- ОПН в каждой газовой линии
- Шланги правильного цвета, без следов износа, как можно короче и не скреплены лентой Регуляторы
- – правильный тип для газа
- ключ от бутылки находится в каждой бутылке (если бутылка не имеет регулировочного винта)
Рекомендуется проверять кислородно-ацетиленовое оборудование не реже одного раза в год – регуляторы следует выводить из эксплуатации через пять лет.Ограничители обратного тока следует регулярно проверять в соответствии с инструкциями производителя, и в случае конкретных конструкций может потребоваться замена, если возникла обратная вспышка.
Для получения более подробной информации обратитесь к следующим законодательным актам и кодексам практики:
- Закон Великобритании об охране здоровья и безопасности труда 1974 г.
- Правила для систем давления и переносных газовых контейнеров
- Британская ассоциация сжатых газов, Свод правил
- Справочник BOC
Для получения дополнительной информации свяжитесь с нами.
Не забудьте переопределить URL-адрес, включив в конце номер JK. например / radiography-124/
/ eddy-current-testing-123/
Что такое аксессуары для газовой резки и сварки?
Газосварочное оборудование, также известное как кислородно-топливное или кислородно-ацетиленовое оборудование, которое использует кислород и топливный газ, чтобы сократить работу или присоединиться к ней. Для сварки металла не требуется электричество. Для резки материала в нем используется высокотемпературное пламя, создаваемое смесью кислорода и горючего газа. Существуют различные принадлежности для газовой резки и сварки, которые необходимо соединить со сварочным аппаратом, чтобы ускорить процесс и обеспечить эффективные результаты.Эти аксессуары включают газовые смесители, газовые катушки, газосварочные аппараты, регуляторы газа и т. Д. Давайте подробно изучим эти аксессуары для газовой резки и сварки.
Принадлежности для газовой резки и сварки и их применение:
Гасители обратного выброса – Это газовые предохранительные устройства, используемые при газокислородной сварке и резке для остановки пламени. Он также может реверсировать поток газа обратно в линию подачи, чтобы предотвратить опасность, которая может быть вызвана несчастным случаем. Воспоминание – это взрыв, проходящий через горелку, шланг, регулятор и цилиндр.
Хомуты безопасности для шлангов – Его основная функция заключается в безопасном разделении кислородного шланга и шланга топливного газа. Он предотвращает попадание сварочных брызг между газовыми шлангами.
Рукав для резки и сварки – Это труба, используемая для транспортировки сварочных газов к сварочному оборудованию. Существуют различные типы шлангов, такие как –
- Grade R – предназначены для транспортировки ацетилена или кислорода.
- Марка Т – Используется для транспортировки топлива, такого как пропан, природный газ, пропилен.
- Инертный газ – Используется для подачи защитного газа или воды к сварочной горелке.
- Twin line – Имеет один шланг для кислорода и другой шланг для сварочных топливных газов.
- Однолинейный – Поставляется только с одним шлангом, подходящим для перегруженной местности.
Режущие сопла – Это форма газовой горелки, которая доступна для различных видов топлива, таких как ацетилен и сжиженный нефтяной газ. Сопло, используемое для ацетилена, известно как тип ANM, а сопло для LPG известно как сопло PNM.Некоторые из его основных функций включают резку выхода кислорода, резку пламени, блокировку потока газа и т. Д.
Держатель электрода – Он также известен как жало. Это зажимное устройство, используемое для удержания держателя в надежном положении. Сварочный кабель крепится к держателю через полую изолированную ручку. Он бывает двух видов – изолированный и неизолированный.
Газовые резаки – Применяются при газокислородной резке для нагрева металла до температуры окружающей среды.В этих газовых резаках используются такие газы, как ацетилен, пропан, пропилен и природный газ. Сварочная горелка является источником тепла для ручной пайки и сварки припоем, а также обработки металлов давлением.
Регуляторы – Сварочный регулятор предназначен для регулирования давления газов, используемых при газокислородной сварке. Например, давление газа ацетилена под баллоном больше, чем давление газа в горелке.
Сварочная и нагревательная форсунка – Сварочная форсунка используется для тонкой сварки и пайки.Используется для направления прямых потоков газов в различные рабочие среды. Он производит и регулирует кислородно-ацетиленовое пламя для сварочных целей. Он имеет желаемую толщину стенок для обеспечения высокой прочности при выполнении тяжелых работ. Есть два типа выдувных труб – высокого давления и низкого давления.
Сварочные кабели – Сварочный кабель – это разновидность переносного шнура, используемого в различных сферах сварки и электроснабжения. Он имеет стандартный размер от 6 AWG до 500 MCM.Он используется для подключения электрододержателя и зажима к аппарату дуговой сварки, сварочной коробке, шине или трансформатору. Он в основном используется в процессе электродуговой сварки для питания электрода, металлического стержня для проведения заряда. Этот электродный заряд используется для генерации электрической дуги в качестве источника тепла между электродом и свариваемым металлом. Он должен быть достаточно прочным и гибким, чтобы его можно было быстро перемещать.
Устройство подачи проволоки – Устройство подачи проволоки используется в сочетании с мотор-редукторами с постоянным током постоянного тока для сварки MIG.Он имеет ряд роликов, которые проталкивают проволоку к сварочной горелке. Он используется для подачи электродной проволоки с постоянной скоростью к сварочной дуге. Другая его функция – передача сварочного тока от источника питания на электродную проволоку и обеспечение защиты сварочной ванны.
Некоторые другие сварочные принадлежности включают –
Сварочный комплект – Он включает сварочные перчатки, фартуки, сварочный колпачок, пылезащитную маску, вытяжную систему, сварочные беруши и другое защитное оборудование.Это обеспечивает защиту от высокого риска несчастного случая во время сварочного процесса.
Сварочная завеса – Используется для поглощения дыма, шума и температуры, создаваемых процессом сварки. Он разработан, чтобы противостоять угрозе, связанной со сваркой.
Очиститель сварочного наконечника – Используется для очистки режущего и сварочного наконечника оксиацетиленовых горелок. Он поставляется с быстрым откидным доступом, который выполнен в виде расширителя из нержавеющей стали.
Отбойные молотки и проволочные щетки – Проволочная щетка используется для удаления грязи, ржавчины или копоти с обрабатываемой детали, так как неочищенная поверхность может привести к пористости, трещинам и отсутствию проплавления.Обработка проволочной щеткой обеспечивает постоянство сварочной дуги. Рекомендуется использовать отбойный молоток и проволочную щетку из закаленной стали для углеродистой стали и латуни для алюминия.
Вольфрамовые стержни для сварки TIG – Это критически важный элемент в процессе сварки, так как через них проходит ток, необходимый для образования дуги. Он легирован разными типами металлов.
Сушильный шкаф для электродов – В основном используется для термической обработки металлических деталей сварщиками или производителями.Он используется для различных применений, таких как судовые подшипники, головки цилиндров, пластины, соединения из углеродистой стали и т. Д.
Рабочий стол, приспособления и приспособления – Рабочий сварочный стол и приспособление поставляется с обычными зажимами и тисками различных типов. Шаблоны используются для придания формы и гибки металла для сборки определенной конструкции. Сварочное приспособление применяется к положению заготовки при выполнении процесса сварки.
Защитные кожухи и продувочные стаканы – Комбинируется с промышленной машиной или ручной газовой горелкой для дуговой сварки вольфрамом.Эти устройства оптимизируют распределение защитного газа и поддерживают правильное соотношение скоростей газа между несколькими газовыми трактами.
Огнетушитель r – Поскольку процесс сварки и резки включает в себя дым, искру и дым, существует вероятность возникновения пожара. Таким образом, важно держать огнетушитель под рукой, чтобы справиться со всеми типами пожаров, которые могут возникнуть.
Заключение:
Принадлежности для газовой резки и сварки в сочетании со сварочным оборудованием помогают повысить производительность и, таким образом, обеспечить эффективные результаты.Кроме того, комплект СИЗ в этих принадлежностях спасает сварщиков, подвергающихся высокому риску. Эти опасности включают пары металла, УФ-излучение, ожоги, удары, порезы, которые могут возникнуть в процессе сварки. Таким образом, вы можете быть в безопасности и безупречно выполнять сварочные работы с помощью различных принадлежностей для газовой резки и сварки.
Какой газ вы выключаете в первую очередь?
Группа продуктов Harris
“Какой газ вы отключаете в первую очередь?” Мы часто задаем этот вопрос на местах, и это хороший вопрос.В этой записи блога изложены наши рекомендации по правильному выключению газокислородной горелки.
ОКСИ-АЦЕТИЛЕН
Мы рекомендуем сначала закрывать кислородный клапан всякий раз, когда выключаете кислородно-топливную систему горелки, особенно если топливом является ацетилен. Это только часть, но очень важная часть полной процедуры безопасной эксплуатации, рекомендованной Harris для резаков.
При правильном выключении эта процедура может помочь обнаружить даже незначительную утечку в топливном или кислородном клапане.Это также поможет защитить систему от нагара, который может со временем накапливаться и в конечном итоге привести к выходу резака из строя и / или небезопасности.
Эту процедуру следует всегда использовать для кислородно-ацетиленового оборудования, чтобы поддерживать его в безопасном рабочем состоянии.
Как правило, такая же процедура также рекомендуется при использовании альтернативных кислородных топлив при первоначальном зажигании после того, как оборудование было отключено на определенный период времени или отключено и повторно подключено к системе подачи газа, а также при замене пустых баллонов. для полных баллонов.
КИСЛОРОДНОЕ ТОПЛИВО
Однако при использовании альтернативных видов топлива и после первоначального зажигания может быть исключение для «сначала выключить кислород».
Альтернативные виды топлива, как правило, более безопасны в использовании, выделяют гораздо меньше свободного углерода при сжигании, но имеют совершенно другие характеристики пламени при сжигании в одиночку на воздухе.
Мы рекомендуем сначала отключить топливный газ при использовании альтернативных топливных газов. Если сначала отключают кислород, альтернативные виды топлива в окружающем воздухе могут генерировать очень большие пары пламени, когда кислород отключается первым, они могут подняться и обжечь оператора или оборудование.Эта характеристика пламени обычно не наблюдается при использовании ацетилена. Это происходит только при использовании альтернативных видов топлива из-за характеристик естественного горения топлива в окружающем воздухе. Кроме того, поскольку альтернативные виды топлива горят чище и более стабильны, чем ацетилен, углерод, как правило, не будет накапливаться в правильно работающей горелке, даже если сначала топливо будет повторно отключено.
.