Устройство сварочного инвертора и принцип работы: Принцип работы сварочного инвертора – Моссом.ру в Москве
alexxlab | 04.10.1993 | 0 | Разное
схема, назначение, принцип работы, плюсы и минусы
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
Электродуговая сварка
Содержание
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.

- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.

- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.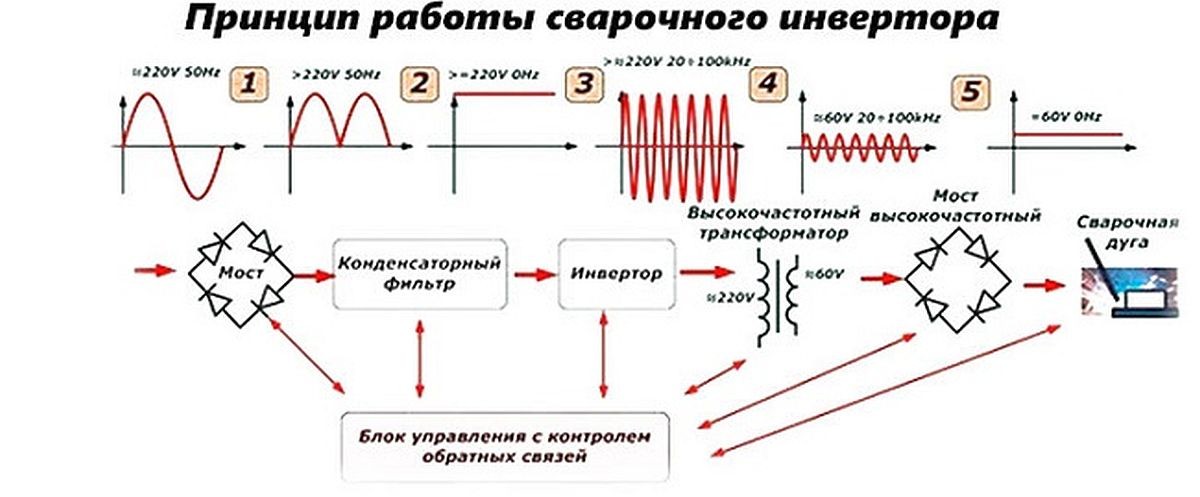
- Вольфрамовые электроды для аргонодуговой сварки
- Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.

- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.
Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
Принцип работы сварочного инвертора
Преобразование переменного тока в постоянный осуществляется с помощью выпрямителей на основе диодного моста. Получить переменный ток из постоянного также возможно, только для этого понадобится совершенно другой прибор – инвертор переменного тока. Данные устройства используются не только в виде преобразователей, но и в других электротехнических устройствах, например, в сварке.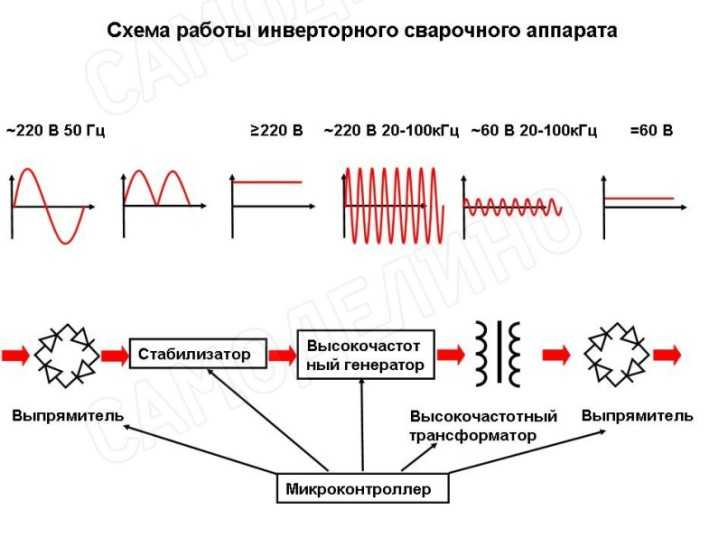
Содержание
Особенности инверторной сварки
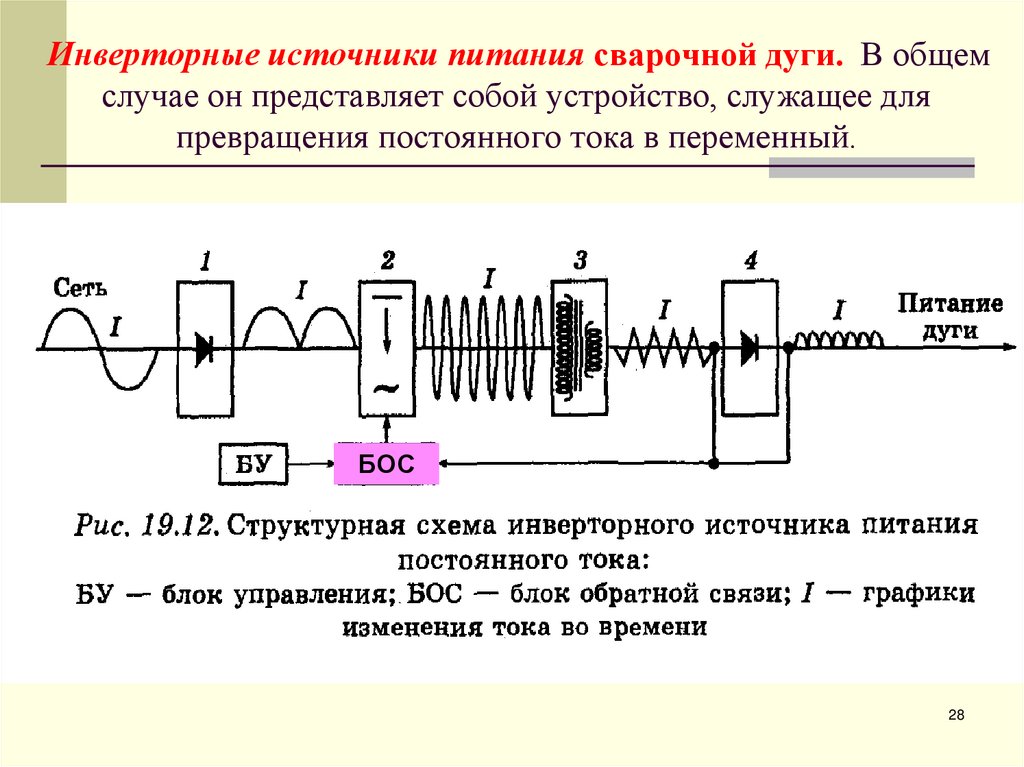
В отличие от обычной сварки, работа инверторной аппаратуры имеет свои особенности. Основой конструкции служит инвертор, осуществляющий преобразование постоянного тока в переменное напряжение высокой частоты.
Рабочий процесс и принцип работы сварочного инвертора выглядит следующим образом:
- К выпрямителю, установленному на входе, поступает сетевое напряжение 220 вольт, частотой 50 Гц. Далее оно попадает в так называемый косой диодный мост, состоящий из ключевых транзисторов.
- В этом мосту происходит формирование высокочастотных прямоугольных импульсов, достигающий 50 кГц. Благодаря такому преобразованию в схеме стало возможным импульсного понижающего трансформатора высокой частоты. Использование этого прибора означает понижение высокочастотного напряжения до требуемого рабочего значения.
- Выпрямитель, установленный на выходе, преобразует полученное напряжение с нужной амплитудой в рабочее, которое и будет использоваться во время проведения сварочных работ.
Специальный материал сердечника трансформатора позволил сделать все устройство относительно легким и компактным. Удачные технические решения и специальные компоненты, использованные в конструкции инвертора, дали возможность получить на выходе сварочный аппарат, не подверженный влиянию скачков и перепадов постоянного тока и сетевого напряжения. При его выходе за допустимые пределы потребления, устройство полностью отключается, на что указывает загоревшаяся аварийная лампочка желтого цвета.
Чтобы до конца понять возможности сварочного инвертора, необходимо знать, устройство сварочного инвертора и на каких принципах он работает.
Устройство и принцип работы
Прежде чем рассматривать вопрос, как работает сварочный инвертор, нужно вспомнить конструкцию обычного аппарата и потом сравнить оба устройства. Старые приборы для сварки конструировались на основе силового трансформатора повышенной мощности. Он выполнял понижение переменного сетевого напряжения, а на его вторичной обмотке появлялись высокие токи – от десятков до сотен ампер, необходимые для сварочного процесса.
Ток на вторичной обмотке увеличивался в такой же степени, в какой происходило понижение напряжения. Для этого в качестве обмотки использовался провод большого диаметра со сниженным количеством витков. Требуемая высокая мощность, работа на сетевой частоте 50 Гц привели к тому, что размеры и масса обычной сварочной аппаратуры получились очень большими и громоздкими. Это создавало массу неудобств при перемещениях во время работы с одного места на другое.
Разработка сварочных инверторов постоянного тока позволила полностью устранить эти недостатки, особенно потребление энергии. Рабочая частота, увеличенная до 60-80 кгц и выше, привела к снижению габаритных размеров и массы устройства. Например, при росте частоты преобразованного напряжения в 4 раза, размеры трансформатора снижаются примерно в 2 раза. В конце концов уменьшается вес всего аппарата, он становится менее материалоемким за счет экономии меди и прочих дорогостоящих материалов.
Теперь следует разобраться, для чего нужен инвертор и откуда же берутся токи с высокой частотой в 60-80 кГц, когда в электрической сети этот показатель составляет всего 50 Гц.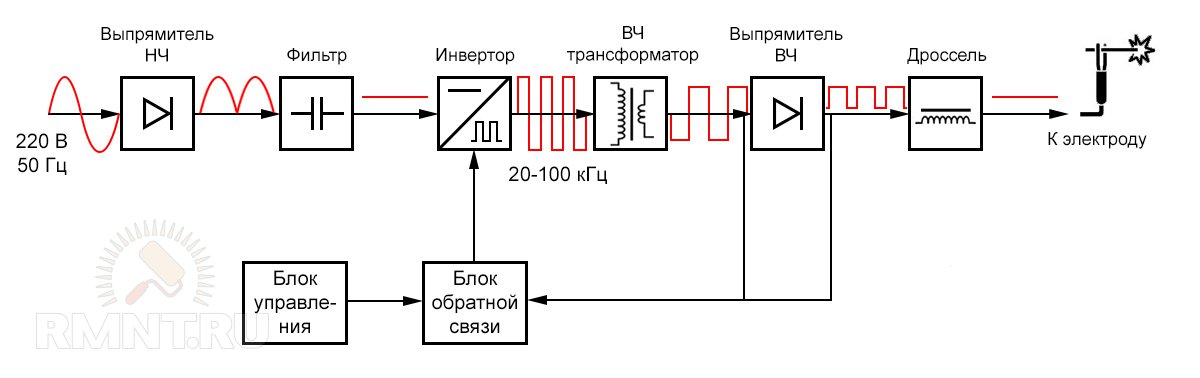 Требуемый результат получается за счет использования инверторной схемы, в состав которой входят мощные ключевые транзисторы. Их переключение как раз и позволяет получить требуемую высокую частоту. Этот процесс запускается после подачи на них постоянного напряжения, поступающего через выпрямитель.
Требуемый результат получается за счет использования инверторной схемы, в состав которой входят мощные ключевые транзисторы. Их переключение как раз и позволяет получить требуемую высокую частоту. Этот процесс запускается после подачи на них постоянного напряжения, поступающего через выпрямитель.
Выпрямление сетевого напряжения осуществляется за счет работы мощного диодного моста с последующим сглаживанием фильтрами-конденсаторами. Это первый этап преобразования, в конце которого образуется постоянное напряжение величиной 220 В и выше. Именно оно выступает в качестве источника питания самого инвертора, транзисторы которого соединены с понижающим трансформатором. Переключение транзисторов происходит на высокой частоте, поэтому и трансформатор будет работать на такой же частоте – 60-80 кГц.
При работе на таких сверхчастотах уже не нужны громоздкие устройства, поэтому размеры трансформатора существенно уменьшаются, а потребляемая мощность сварочного инвертора остается такой же, как у обычного аппарата, работающего на 50 Гц.
Регулировка и управление сварочным током
Для регулировки сварочного тока в инверторных устройствах предусмотрен специальный электронный регулятор. Конкретные параметры выбираются потенциометром, размещенном на передней панели устройства. Его ручка вращается и постепенно устанавливается определенный уровень первоначального напряжения на входе. Здесь расположены логические элементы, созданные в виде операционных усилителей.
На выходе находится датчик тока, с которого по линии обратной связи поступает сигнал. С помощью компаратора осуществляется сравнение фактически полученного напряжения с уровнем напряжения, заданного при регулировке потенциометром.
Если уровни напряжений не совпадают, в этом случае импульс, поступающий на контроллер, изменит свою амплитуду. Одновременно изменится и скважность самих импульсов, выдаваемых контроллером. В результате, режим переключения транзисторов также изменится, оказывая тем самым влияние на величину сварочного тока. Суть данной схемы заключается в поддержании определенного равновесия и значения между фактическим и заданным током, обеспечивая его стабильное состояние.
Рассматриваемая схема носит достаточно общий характер и служит примером взаимодействия узлов, деталей и блоков во всех инверторах. Более детальные электрические схемы в разных моделях могут отличаться своими конструктивными особенностями.
Работа автоматики в сварочной аппаратуре:
- Функция Ark Force. Предназначена для форсирования или увеличения мощности электрической дуги. Это нужно в тех случаях, когда капля металла с расплавленного электрода своевременно не отрывается и зависает, снижая размеры зазора. В результате, электрод может прилипнуть к заготовке, поэтому сварочный ток на короткое время увеличивается и быстро сдувает металлическую каплю.
- Функция Anti Stick. В самом начале при возникновении дуги возможно прилипание электрода к свариваемой детали. В этот момент ток резко снижается, электрод отрывается, и аппаратура возвращается в первоначальное состояние.
- Функция Hot Start. Данная опция создана, чтобы облегчить запуск электрической дуги.
 В момент розжига, когда электрод отрывается от заготовки, сварочный ток резко увеличивается на короткое время, после чего возникает стабильная дуга.
В момент розжига, когда электрод отрывается от заготовки, сварочный ток резко увеличивается на короткое время, после чего возникает стабильная дуга.
Действие автоматики в комплексе обеспечивает быструю работу инверторного устройства, высокое качество сварных швов.
Технические характеристики
Несмотря на разные типы инверторов, представленных на рынке электротехнических изделий, все они обладают одними теми же параметрами и характеристиками. Разница заключается лишь в величине этих показателей, что дает возможность выбора наиболее подходящего аппарата.
Среди них можно отметить следующие:
- Сварочный ток, имеющий широкий диапазон регулировок. У профессиональных аппаратов он больше, а у бытовых устройств – меньше.
- Продолжительность непрерывной работы на определенном значении выбранного сварочного тока.
- Наличие холостого хода, высокая потребляемая мощность инвертора.
- Зависимость от напряжения и других параметров электросети.
Все основные показатели напрямую связаны с характеристиками выпрямителя, установленного на входе, и с самим преобразователем частоты.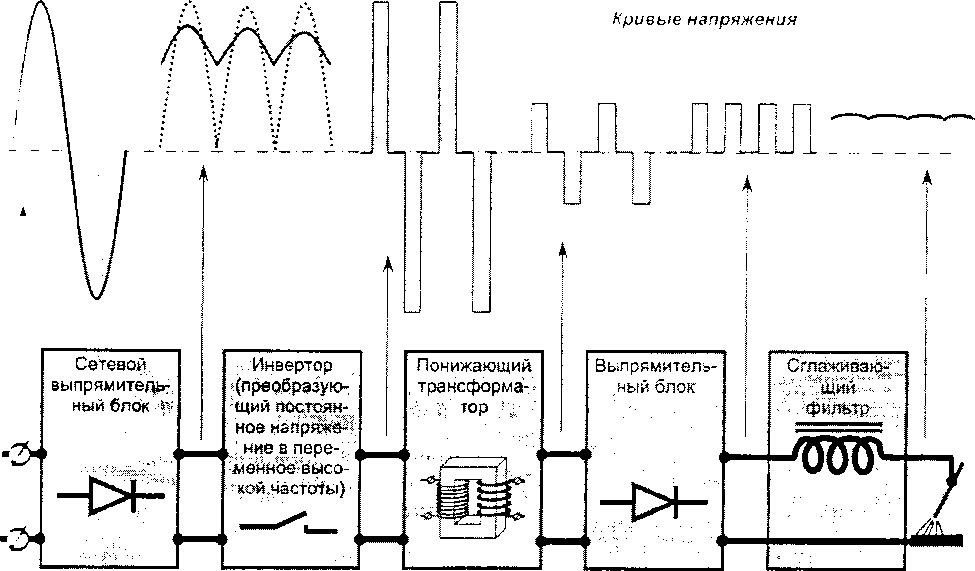 Большое значение имеет мощность. Промышленные аппараты выпускаются достаточно мощными – до 20 кВт. В быту такое оборудование не используется, поскольку обычные сети просто не выдержат высоких нагрузок. От величины мощности зависит и стоимость того или иного устройства.
Большое значение имеет мощность. Промышленные аппараты выпускаются достаточно мощными – до 20 кВт. В быту такое оборудование не используется, поскольку обычные сети просто не выдержат высоких нагрузок. От величины мощности зависит и стоимость того или иного устройства.
Все виды инверторов современных модификаций могут выполнять несколько основных операций:
- Сварка в полуавтоматическом режиме с использованием инертных газов или углекислоты.
- Ручная дуговая сварка обычными электродами.
- Аргонодуговая сварка в защитной газовой среде. Для выполнения этой функции устройства могут быть укомплектованы дополнительными опциями – бесконтактным зажиганием дуги, постепенным понижением силы тока, регулировкой продолжительности обдува газами, импульсным режимом и другими.
Несколько дополнительных функций обеспечивают более удобную и комфортную работу на сварочной аппаратуре:
- После окончания подачи проволоки она автоматически дожигается. Эта опция получила название мягкого финиша преобразователя.

- Синергетика – автоматическая подстройка сварочных параметров до заранее заданных значений, выставленных регулировками.
- С помощью функции двух тактов подача проволоки переключается с режима автоматики на ручной и обратно.
- Опция индуктивности снижает разбрызгивание металла. С ее помощью контролируется стабильность дуги и ширина сварного шва.
Устройство для сварки инверторного типа обладает рядом несомненных преимуществ. Это оборудование считается очень надежным и простым в обращении. От сварщика требуется лишь плавно и равномерно перемещать электрод над соединительным швом, не касаясь поверхности изделия.
Достоинствами сварочных инверторов являются следующие:
- Многие операции осуществляются в автоматическом режиме. При возникновении нештатных ситуаций автоматика срабатывает и быстро отключает аппаратуру, спасая трансформатор от перегрева.
- Высокая мощность инвертора, такая же как у трансформаторов низкой частоты.
- Небольшие габаритные размеры и масса, облегчающие перемещение оборудования в пределах рабочего места.

- Широкий диапазон настроек тока и других сварочных параметров оборудования.
- Высокая эффективность при незначительном расходе электродов, совместимость аппаратуры с различными типами проволоки и электродов.
- Возможность выполнения работ в любых положениях.
Известно, что идеального оборудования не существует, поэтому и сварочные инверторы имеют определенные минусы:
- Сварочные инверторы отличаются высокой стоимостью, примерно в 2 раза превышающей цену обычной сварки.
- Оборудование может выйти из строя даже из-за незначительного сбоя в электронике. Аппаратура требует регулярной чистки сжатым воздухом.
- Большое количество электроники накладывает ограничения на применение их в условиях повышенной влажности, например, во время дождя.
- Некоторые устройства при сварке очень чутко реагируют на перепады температур.
- Не всегда возможна резка толстых металлов из-за скачков сетевого напряжения.
- Дорогостоящий ремонт, который может достигать 25-30% от общей стоимости всего агрегата.

Как работает сварочный аппарат?
Электросварочный аппарат в полной мере использует высокотемпературную дугу, возникающую при мгновенном коротком замыкании положительного и отрицательного полюсов, чтобы расплавить припой на сварочном стержне и свариваемом материале, так что контактирующие объекты объединяются. Электросварочные аппараты обычно делятся на два типа в зависимости от типа выходной мощности: один на переменный ток, а другой на постоянный. Сварочный аппарат использует принцип индуктивности. Индуктивность будет производить огромные изменения напряжения при включении и выключении. Сварочный аппарат в полной мере использует дугу высокого давления, генерируемую при мгновенном коротком замыкании положительного и отрицательного полюсов, чтобы расплавить припой на сварочном стержне и свариваемом материале, чтобы реализовать интеграцию атомов.
Принцип работы
Сварочный аппарат представляет собой специальный трансформатор. Отличие его от трансформатора напряжения в том, что при подключении трансформатора к нагрузке падение напряжения мало, а при подключении сварочного аппарата к нагрузке падение напряжения велико. В основном это достигается регулировкой индуктивности магнитного потока и последовательной индуктивности. Хотя цепь замкнута, именно благодаря этому ток везде одинаков во всей замкнутой цепи. Однако сопротивление везде разное, особенно сопротивление при незакрепленном контакте самое большое, которое в физике называется контактным сопротивлением. Согласно закону теплового действия электрического тока (также называемому законом Джоуля) можно знать, что если электрический ток равен, часть с большим сопротивлением будет выделять больше тепла. Если контактное сопротивление контакта электрода и соединяемого металлического тела будет наибольшим при электросварке, то и электрическое тепло, выделяющееся в этой части, естественно, будет наибольшим. Сварочный стержень представляет собой сплав с более низкой температурой плавления, который, естественно, легко плавится. Сердечник электрода из расплавленного сплава присоединяется к свариваемому объекту, и после охлаждения объект сварки склеивается вместе. В это время из-за чрезвычайно малого мгновенного зазора при поднятии электрода напряжение между электродом и свариваемым изделием выше (60-70 В), а предварительный нагрев облегчает испускание электронов концом электрода и свариваемой частью, воздух в зазоре проникает для проведения электричества, и в то же время генерируется ослепительная искра. Это явление дугового разряда. Температура дугового разряда может достигать более 2000К, поэтому сварочный стержень и свариваемое изделие расплавляются, таким образом осуществляется сварка. После начала дугового разряда напряжение на конце электрода и свариваемом объекте (называемое напряжением дуги) снижается примерно на 30 В. Нагрузка, образованная дугой, является резистивной нагрузкой.
Сварочный стержень представляет собой сплав с более низкой температурой плавления, который, естественно, легко плавится. Сердечник электрода из расплавленного сплава присоединяется к свариваемому объекту, и после охлаждения объект сварки склеивается вместе. В это время из-за чрезвычайно малого мгновенного зазора при поднятии электрода напряжение между электродом и свариваемым изделием выше (60-70 В), а предварительный нагрев облегчает испускание электронов концом электрода и свариваемой частью, воздух в зазоре проникает для проведения электричества, и в то же время генерируется ослепительная искра. Это явление дугового разряда. Температура дугового разряда может достигать более 2000К, поэтому сварочный стержень и свариваемое изделие расплавляются, таким образом осуществляется сварка. После начала дугового разряда напряжение на конце электрода и свариваемом объекте (называемое напряжением дуги) снижается примерно на 30 В. Нагрузка, образованная дугой, является резистивной нагрузкой.
Следует отметить, что покрытие на внешнем слое сварочного электрода играет очень важную роль. Сварочный пруток, используемый при ручной дуговой сварке, состоит из двух частей: покрытия и сердечника. При сварке в качестве электрода сварочный стержень играет роль проводника тока и зажигания дуги, так что между сварочным стержнем и основным металлом образуется непрерывная и стабильная дуга для обеспечения необходимого тепла для сварки плавлением. С другой стороны, сварочный пруток добавляется в сварной шов в качестве присадочного металла, становясь, таким образом, основным компонентом металла сварного шва. Следовательно, состав сварочного прутка и качество сварочного прутка будут напрямую влиять на химический состав, механические свойства и физические свойства металла шва. Кроме того, сварочная проволока оказывает большое влияние на стабильность процесса сварки, качество внешнего вида сварного шва и производительность сварки.
Сварочный пруток, используемый при ручной дуговой сварке, состоит из двух частей: покрытия и сердечника. При сварке в качестве электрода сварочный стержень играет роль проводника тока и зажигания дуги, так что между сварочным стержнем и основным металлом образуется непрерывная и стабильная дуга для обеспечения необходимого тепла для сварки плавлением. С другой стороны, сварочный пруток добавляется в сварной шов в качестве присадочного металла, становясь, таким образом, основным компонентом металла сварного шва. Следовательно, состав сварочного прутка и качество сварочного прутка будут напрямую влиять на химический состав, механические свойства и физические свойства металла шва. Кроме того, сварочная проволока оказывает большое влияние на стабильность процесса сварки, качество внешнего вида сварного шва и производительность сварки.
Сварочный сердечник относится к металлическому сердечнику сварочного стержня. Для обеспечения качества сварного шва существуют строгие нормы содержания в сварочном стержне различных металлических элементов, особенно вредных примесей, таких как сера и фосфор. Качество основного металла должно быть лучше, чем основного металла.
Полированный стержневой электрод без покрытия нельзя использовать для дуговой сварки, так как в этом случае стабильность дуги очень плохая, разбрызгивание большое, сварной шов плохо сформирован. После длительной практики постепенно было обнаружено, что некоторые минеральные материалы (например, покрытие электрода) могут быть нанесены на внешнюю сторону сварочного стержня, что значительно улучшает характеристики сварочного электрода.
Структура и принцип работы высокочастотного сварочного аппарата
- Главная страница
- Ресурсы
- Техническая помощь
- Структура и принцип работы высокочастотного сварочного аппарата
Связаться сейчас +86 24 72698866
Мембранный сварочный аппарат представляет собой электромеханическую систему, используемую для реализации высокочастотной сварки. Аппарат для сварки мембран состоит из аппарата для высокочастотной сварки и аппарата для сварки труб. Мембранный сварочный аппарат обычно состоит из двух частей: высокочастотного генератора и питающего устройства. Его роль состоит в том, чтобы генерировать высокочастотный ток и управлять им; формовочная машина состоит из экструдирующей роликовой стойки. Его функция заключается в сдавливании той части, которая расплавляется высокочастотным током.
1. Высокочастотный генератор: в прошлом высокочастотный генератор, используемый на блоке сварных труб, был трехконтурным, а позже в основном был улучшен до одноконтурного. Существует множество методов регулировки выходной мощности высокочастотного генератора, таких как автотрансформатор, реактивный метод, тиристорный метод и так далее.
2. Питающее устройство: используется для передачи высокочастотного тока в трубку, включая электродные контакты, индукционную катушку и импеданс. Как правило, при контактной сварке используется электродный контакт из износостойкого медно-вольфрамового сплава, а при индукционной сварке используется индукционное кольцо из красной меди. Основным компонентом импеданса является магнитный сердечник, который используется для увеличения индуктивного сопротивления на поверхности трубы, чтобы уменьшить недопустимый ток и повысить скорость сварки. Устройство импеданса использует ферритовый сердечник, и оно требует, чтобы температура точки Кюри была не ниже 310 ℃. Температура точки Кюри является важным показателем магнитопровода. Чем выше температура точки Кюри, тем ближе она будет к сварному шву, и чем она ближе, тем выше будет эффективность сварки.
3. Система управления частотой предназначена для того, чтобы триод всегда работал на резонансной частоте системы. Резонансная частота определяется путем измерения частоты выходного тока. Затем эта частота используется в качестве сигнала временной развертки для активации транзистора. Плата драйвера транзисторов посылает сигнал каждому транзистору в каждом инверторном модуле для управления включением и выключением транзистора.
4. Регулирование выходной мощности системы индукционного нагрева регулируется выходным током инвертора.
5. Опорное значение выходной мощности задается потенциометром опорной мощности на панели управления IMC или выводится с внешней панели управления в систему управления. После того, как это значение будет передано в системный контроллер, оно будет сравниваться со значением мощности постоянного тока, измеренным системой измерения выпрямительного блока. Контроллер включает в себя функцию квалификации, которая вычисляет новую настройку выходного тока на основе сравнения опорного значения мощности со значением измерения мощности постоянного тока. Установленное значение выходной мощности, рассчитанное контроллером, отправляется на карту управления мощностью, которая определяет выходной ток в соответствии с новым установленным значением.
Связанные новости
- 24 мая 20191. Основной принцип сварочного аппарата для дверей из ПВХ: этот аппарат в основном использует принцип работы высокочастотного аппарата и радиочастоты.

- 29 июля 2019 г. 160 лет назад родился ВЧ-двигатель, также известный как реактивный реактивный двигатель (SR). Но в течение длительного периода времени он всегда считался маломощным двигателем, поэтому используется только в некоторых маломощных…просмотр
- 29 июля 2019 г. В отличие от других сварщиков, высокочастотный сварочный аппарат — это не просто одиночный шов. Аппарат для высокочастотной сварки может использоваться не только для сварки различных металлических материалов, но и для сварки различных металлических материалов, а также для сварки…просмотр
- 29 июля 2019 г. Машина для тиснения кожаных ремней в основном использует Возбужденная высокочастотная трубка мгновенно колеблется для генерации тока электромагнитной волны. Избран…view
- 15 апреля 2019 г. Принцип сварки высокочастотного сварочного аппарата для пластика: Принцип работы высокочастотного сварочного аппарата для пластика, использующий мощное высокочастотное электромагнитное поле, делает ПВХ реактивным молекулы ф.