Устройство токарных станков: Что входит в состав всех токарных станков?
alexxlab | 02.12.2022 | 0 | Разное
основные узлы и назначение, фото, видео
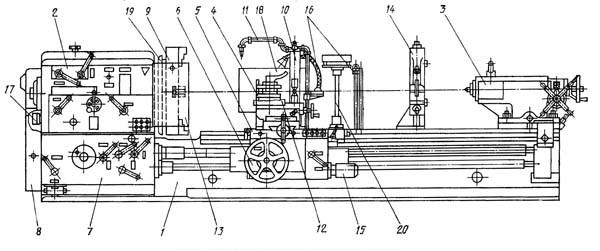
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
Общий вид токарного станка по металлу
Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.
Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Содержание
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.
Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.
Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба.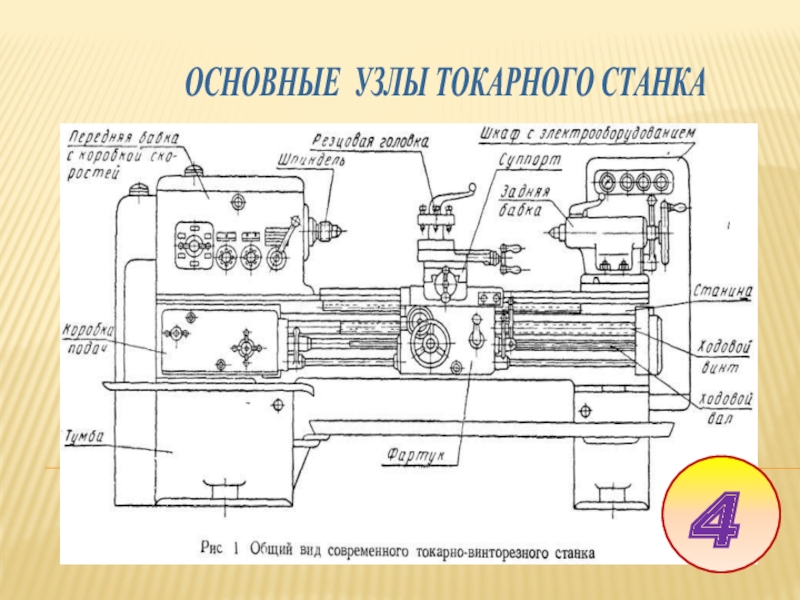 К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
- Гитара сменных шестерен токарного станка Optimum
- Гитара советского токарного станка по металлу
- Техническое обслуживание
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.


Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.
Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.
Поперечные салазки
Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.
Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.
Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Виды токарных станков по металлу и их основные узлы
Оборудование
Токарные станки – отдельный класс оборудования, где применен принцип обработки тел вращения при помощи режущей оснастки – резцов. Существует большое число видов токарных станков, функционал которых позволяет изготавливать практически любые детали и изделия с цилиндрическими, коническими, фасонными или сферическими поверхностями.
Существует большое число видов токарных станков, функционал которых позволяет изготавливать практически любые детали и изделия с цилиндрическими, коническими, фасонными или сферическими поверхностями.
Область применения токарных станков и их разновидности
Различные классы токарных станков применяются в металлообработке при производстве изделий, деталей для машин и механизмов. Это позволяет производить ряд технологических операций:
- Точение цилиндрической поверхности – изменением формы внешней части заготовки.
- Точение конической поверхности – резец перемещается одновременно по 2 осям по OX и OZ – следовательно, при съеме металла образуется конус на изделии.
- Нарезание резьбы (метрической, дюймовой, многозаходной и пр.) – выполняется при помощи резьбовых резцов или оправок (державок) с соответствующими сменными пластинами для обработки резьб. Резьба может быть как наружной, так и внутренней, причем обработку ведут не только при помощи резцов, но и метчиками. А на станках с приводным инструментом – резьбовыми фрезами.
- Подрезка торца – уменьшение торцевой части детали с целью среза заусенцев, окалины, настройки перпендикулярности торца к продольной оси заготовки, а также получения базы отсчета длины заготовки и отдельных ее ступеней.
- Растачивание – процесс механической обработки внутренних поверхностей отверстия расточными блоками в заданный размер. Применяется, когда необходимо увеличить внутренний диаметр заготовки.
- Отрезка и точение канавок – отрезным резцом врезаются в тело изделия и затем – либо отрезают необходимую её часть, либо производят точение канавки заданной глубины на ширину резца или СМП (сменной пластины).
- Точение спиральных канавок – данный метод оптимально подходит для нарезания спиральных канавок на торце заготовки. Подача инструмента в процессе обработки производится в радиальном направлении. Операция используется при изготовлении ступенчатых валов.
- Обработка фасонной поверхности – осуществляется при помощи поступательных движений режущего инструмента (фасонного типа) в противоположном направлении к движущейся детали. Чаще всего используется для взаимодействия со сложными поверхностями: сферическими, бочкообразными и пр. В случае со станком ЧПУ фасонный тип резцов исключается, так как сложные поверхности можно запрограммировать G/M-кодами.
 А на станках с приводным инструментом – резьбовыми фрезами.
А на станках с приводным инструментом – резьбовыми фрезами. Чаще всего используется для взаимодействия со сложными поверхностями: сферическими, бочкообразными и пр. В случае со станком ЧПУ фасонный тип резцов исключается, так как сложные поверхности можно запрограммировать G/M-кодами.
Чаще всего используется для взаимодействия со сложными поверхностями: сферическими, бочкообразными и пр. В случае со станком ЧПУ фасонный тип резцов исключается, так как сложные поверхности можно запрограммировать G/M-кодами.Сверление, зенкерование и развертывание. Необходимы для получения отверстий и их окончательной обработки – увеличения на небольшой размер с повышением точности обработки.
Устройство токарного станка, размеры и функционал зависят от того, к какому классу принадлежит модель. Согласно общепринятой классификации разновидности оборудования могут иметь весьма заметные особенности, поэтому принято различать следующие основные группы промышленных токарных станков:
- Многорезцовые.
- Карусельные.
- Затыловочные.
- Винторезные.
- Револьверные.
- Универсальные.
Также представленные на рынке модели могут различаться мощностью привода, расположением суппорта, использованием при работе статичного или приводного режущего инструмента, наличием системы ЧПУ и прочими параметрами.
Ключевые узлы и агрегаты токарных станков
При всем разнообразии оборудования общая схема токарных станков любых типов принципиально не отличается. Технология токарной обработки одна и та же – постепенное снятие слоев металла с вращающейся заготовки при помощи режущего инструмента.
Поэтому в конструкции любого токарного оборудования имеются ключевые элементы, без которых оно работать не будет.
Станина и приводы
Станина – основной элемент, своеобразный фундамент токарного станка. Может быть цельнолитой или составной, горизонтальной или наклонной под определенным углом, а ее большая масса позволяет гасить часть возникающих при работе вибраций. Подробно о материалах при изготовлении этого важного узла мы рассказывали в статье о Фрезерных станках, здесь все аналогично.
В верхней части станины расположены направляющие, по которым перемещаются подвижные рабочие узлы – суппорт и задняя бабка.
Приводы подачи служат для перемещения рабочих органов станка по осям X и Z, они состоят из элементов передачи вращения, приводных двигателей и ШВП (шарико-винтовой пары). В качестве основного привода применяются электродвигатели, сервоприводы, с рабочим напряжением 220 или 380 В.
В качестве основного привода применяются электродвигатели, сервоприводы, с рабочим напряжением 220 или 380 В.
Передняя бабка
Узлы, которые находятся в передней бабке, нужны для удержания, закрепления заготовки и придания ей вращения – это электродвигатель основного привода, тип передачи вращения ( коробка скоростей, редуктор, ременная передача) шпиндель, патрон. У многих моделей шпиндель имеет сквозное отверстие для обработки длинномерных заготовок.
Задняя бабка
Задняя бабка токарного станка обычно подвижная, она перемещается по направляющим и служит второй опорой для длинных заготовок. В составе узла имеет пиноль с конусом Морзе– это полый конус, в который устанавливается вращающийся, неподвижные центры или различный инструмент.
Суппорт, инструментальная система
С помощью этого элемента выполняется движение рабочего инструмента – как продольное, так и поперечное. На суппорте расположен резцедержатель (или револьверная голова) и как правило в нем расположено множество рабочих инструментов от 1 до 24 позиций.
Прочие агрегаты и узлы
Также в состав конструкции промышленных токарных станков могут входить и другие системы или механизмы – оптические линейки, контршпиндель, люнеты, приспособления для улавливания деталей – ловушки, система подачи СОЖ, дополнительная смазка, охлаждение электрического шкафа и конвейеры для удаления стружки и прочее периферийное оборудование. При работе с длинномерными , прутковыми заготовками может применяться устройство автоматической подачи заготовки – барфидер (пруткоподатчик)
Применение станков с ЧПУ обеспечивает высокую продуктивность и воспроизводимость параметров при массовом выпуске однотипных изделий
Токарные станки с системой ЧПУ
Токарные станки с числовым программным управлением (ЧПУ) отличаются тем, что вместо ручной подачи инструмента задействованы специальные приводы, управляемые заложенной в компьютер программой. Такое решение позволяет получить максимальный уровень автоматизации. За счет этого обеспечивается:
За счет этого обеспечивается:
- сокращение времени, необходимое для подготовки заготовок;
- снижение время обработки деталей;
- минимизация объема ручного труда, что позволяет уменьшить штат обслуживающего персонала;
- высокая культура производства, при должном подходе;
Как и оборудование с ручным управлением, токарные станки с системой ЧПУ разделяются на несколько классов, отличающихся особенностями конструкции и спецификой выполняемых работ.
В зависимости от типа токарного станка размеры и конфигурация изготавливаемых деталей могут существенно варьироваться. К примеру, карусельные станки применяют для точения заготовок большого размера весом в несколько тонн, которые фиксируются на расположенной горизонтально план-шайбе.
Револьверный станок отличается наличием специальной головки, которая предназначена для установки нескольких разнотипных инструментов. В зависимости от вида обработки головка разворачивается необходимой по программе позиции, задействуя требуемый инструментальный блок или инструмент.
В зависимости от вида обработки головка разворачивается необходимой по программе позиции, задействуя требуемый инструментальный блок или инструмент.
Использование возможностей ЧПУ позволило создать сложные токарно-фрезерные обрабатывающие центры, в которых совмещаются функции токарной и фрезерной обработки. Это полностью автоматизированные устройства с приводной рабочей оснасткой и высочайшей точностью обработки.
Эти и другие разновидности токарного оборудования вы можете купить в компании ПРОМОЙЛ. У нас представлена широкая линейка станков различных производителей. Чтобы согласовать комплектацию заказа или сроки отправки, запросить спецификацию или подобрать технологию обработки вашей детали, звоните нам в любой день недели или отправьте запрос на электронную почту.
Поделиться статьей
#
Токарные станки
Инструкции
Автор статьи
Антон Лохно
Продакт менеджер
Все статьи автора
Что такое токарный станок?
Токарный станок превращает сырье в цилиндрические детали вокруг центральной оси. Режущий инструмент перемещается по различным осям для таких операций, как токарная обработка и накатка. Самый распространенный токарный станок с ЧПУ работает на двух осях (Z и X). Когда заготовка вращается, режущий инструмент может свободно перемещаться вдоль любой оси. Основные конфигурации станков с ЧПУ включают наклонную станину, горизонтальную, вертикальную, стандартную, плоскую и многоосевую.
Режущий инструмент перемещается по различным осям для таких операций, как токарная обработка и накатка. Самый распространенный токарный станок с ЧПУ работает на двух осях (Z и X). Когда заготовка вращается, режущий инструмент может свободно перемещаться вдоль любой оси. Основные конфигурации станков с ЧПУ включают наклонную станину, горизонтальную, вертикальную, стандартную, плоскую и многоосевую.
Токарный станок может выполнять различные операции с заготовкой, прикрепленной к оси вращения. Обычно они работают в металлообрабатывающей, деревообрабатывающей и стекольной отраслях. Обычные токарные операции включают токарную обработку, нарезание канавок, нарезание резьбы, отрезание и сверление. Обычные токарные станки используют ручные шестерни и рычаги для перемещения режущего инструмента. При одновременном перемещении режущего инструмента слесарь должен следить за их индикаторами или цифровым отсчетным оборудованием. Несмотря на то, что большинство действий требуют вмешательства человека, некоторые из них выполняются полуавтоматически.
Несмотря на то, что большинство действий требуют вмешательства человека, некоторые из них выполняются полуавтоматически.
Напротив, станок с ЧПУ (ЧПУ) более точен и надежен, чем обычный токарный станок. Используя современные энкодеры и двигатели, станки с ЧПУ могут производить детали быстрее и с более высокой степенью точности. Токарный станок с ЧПУ следует точным инструкциям (G-код) для выполнения операций с зажатым материалом внутри основного шпинделя.
Как они работают?Обычный токарный станок включает в себя заготовку, патрон, резцедержатель, одноточечный режущий инструмент и многие другие детали для различных операций. Когда станок вращает заготовку, одноточечный режущий инструмент удаляет материал параллельно оси вращения. Отныне многие обычные токарные станки также называются токарными станками.
Токарные станки с ЧПУ имеют револьверную головку, которая обычно вмещает до 12 инструментов одновременно. Эти машины полагаются на цифровые инструкции, известные как G-код и М-код, созданные в программном обеспечении CAM. Благодаря своим передовым контроллерам они часто способны выполнять гораздо более сложную работу.
Благодаря своим передовым контроллерам они часто способны выполнять гораздо более сложную работу.
Преимущества токарного станка с ЧПУ
- Станки с ЧПУ работают быстро и с высокой степенью точности.
- Станки с ЧПУ больше подходят для тяжелых и сложных деталей
- Уникальная резьба намного легче для станков с ЧПУ
- Токарные станки с ЧПУ намного дороже обычных токарных станков
Благодаря своей прочной конструкции токарные станки могут обрабатывать широкий спектр материалов. Несколько примеров включают пластик (PTFE, PEEK, нейлон и т. д.) и металлы (нержавеющая сталь, алюминий, легированная сталь, латунь и т. д.). Допуск токарного станка обычно составляет от +/- 0,0002” до 0,001” в зависимости от размера и материала.
Заключительные слова Подводя итог, можно сказать, что токарные станки десятилетиями служат производственным площадям. Эти станки работают очень быстро и могут даже включать токарную обработку в реальном времени, обеспечивая возможность работы с несколькими осями. Токарные станки обеспечивают исключительную чистоту поверхности и могут выдерживать чрезвычайно жесткие допуски для большого объема деталей.
Токарные станки обеспечивают исключительную чистоту поверхности и могут выдерживать чрезвычайно жесткие допуски для большого объема деталей.
Похожие материалы
Что такое токарный станок? Объясните конфигурацию машины из цели обработки!
Знаете ли вы машину под названием «токарный станок»? Хотя это редко встречается в нашей повседневной жизни, оно играет важную роль в создании всех продуктов вокруг нас. В этой статье мы объясним цель обработки токарного станка и конфигурацию станка.
1. Что такое токарный станок?
Токарный станок — это станок, который обрабатывает металл путем вращения обрабатываемого материала и применения лезвия для придания ему цилиндрической формы. В качестве простого примера представьте себе чистку яблока. Это похоже на тонкую очистку яблока ножом при медленном вращении яблока. Яблоко — это материал, вращающееся устройство — это веретено, а нож — режущий инструмент. Итак, токарный станок – это машина, которая прижимает режущий инструмент к вращающемуся материалу, перемещая его параллельно главной оси, разрезая его, чтобы сформировать цилиндрическую форму.
2. Что он обрабатывает?
Токарный станок — это станок, предназначенный для обработки цилиндрических форм. Он в основном используется для обработки цилиндров и конусов. Кроме того, он также может выполнять сверление и обработку винтов. Чтобы дать вам представление о том, какие детали используются для обработки на токарных станках, скажем, что в большинстве продуктов, с которыми мы знакомы, используются детали, обработанные на токарных станках.
Автомобильные детали, детали самолетов, детали строительной техники, медицинские детали, детали, связанные с энергетикой, детали бытовой техники, детали оборудования для производства полупроводников и т. Д. В основном представляют собой сборные изделия с использованием деталей, обработанных на токарных станках. Мы можем обрабатывать все виды материалов, включая железо, алюминий, нержавеющую сталь, латунь, литье и смолу.
3. Какую обработку можно сделать?
Токарный станок вращает материал и прижимает к нему инструмент (вставку) для его обработки. Его можно использовать для различных типов обработки в зависимости от типа используемого режущего инструмента и способа его перемещения. Как правило, можно выполнять обработку внешнего диаметра, обработку внутреннего диаметра, обработку торца, обработку резьбы, обработку канавок, обработку отверстий (сверление), обработку конуса с углом, например конической формы, и обработку по дуге окружности. Комбинация этих различных методов обработки используется для изготовления одной детали.
Его можно использовать для различных типов обработки в зависимости от типа используемого режущего инструмента и способа его перемещения. Как правило, можно выполнять обработку внешнего диаметра, обработку внутреннего диаметра, обработку торца, обработку резьбы, обработку канавок, обработку отверстий (сверление), обработку конуса с углом, например конической формы, и обработку по дуге окружности. Комбинация этих различных методов обработки используется для изготовления одной детали.
Технологическая схема должна определить, какие режущие инструменты используются, метод обработки и порядок обработки. Обработка выполняется путем смены инструмента и перемещения его в соответствии с технологическим заданием. Хотя для работы на машине требуются навыки мастера, она полезна для быстрой доставки отдельного продукта или для детальной модификации обработанного продукта.
4. Конфигурация станка
Токарный станок состоит из четырех основных частей: станины, шпинделя, револьверной головки и задней бабки. Вкратце, главный шпиндель удерживает материал и вращает его. Револьверная головка, к которой крепится инструмент, перемещается, формируя обрабатываемую деталь. Задняя бабка поддерживает длинную заготовку. Наконец, кровать — это основа, на которой установлены три платформы.
Вкратце, главный шпиндель удерживает материал и вращает его. Револьверная головка, к которой крепится инструмент, перемещается, формируя обрабатываемую деталь. Задняя бабка поддерживает длинную заготовку. Наконец, кровать — это основа, на которой установлены три платформы.
В случае токарных станков с ЧПУ базовая конфигурация такая же, но также включены устройство ЧПУ и рабочий экран.
Базовая конфигурация токарного станка4-1. Станина
Станина — это основа станка, поддерживающая шпиндель, револьверную головку и заднюю бабку. Если станина слабая, шпиндель и закрепленная на ней револьверная головка будут деформироваться во время движения, что сделает невозможным выполнение точной обработки.
Таким образом, дизайн выполнен с использованием новейших технологических возможностей, таких как выбор материала и проектирование конструкции.
4-2. Передняя бабка (шпиндель)
Наряду со станиной, конфигурация подшипников и балансировка шпинделя, а также жесткость передней бабки также являются важными факторами точности обработки.