Устройство вертикально сверлильного станка: Устройство вертикально-сверлильного станка
alexxlab | 11.02.2023 | 0 | Разное
|
Навигация: Главная Случайная страница Обратная связь ТОП Интересно знать Избранные Топ: Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении… Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие… Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования… Интересное: Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления… Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все. Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль… Дисциплины: Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция |
⇐ ПредыдущаяСтр 8 из 16Следующая ⇒ Вертикально – сверлильные станки (рис. Сверлильный станок состоит из: станины А; коробки подач Б; коробки скоростей В; стола Г; основания Д; шпинделя Е.
Рисунок 50 – Общий вид вертикально-сверлильного станка Станина А предназначена для соединения между собой всех узлов станка. Отлита из серого чугуна и представляет собой коробку прямоугольного сечения, установленную вертикально на основании Д. На верхнем конце станины установлена коробка скоростей В. Коробка скоростей представляет собой чугунный корпус, внутри которого расположены зубчатые передачи и механизмы переключения скоростей. Служит для сообщения шпинделю Е различных частот вращения. По направляющим станины может перемещаться коробка подач Б и стол А. Коробка подач предназначена для осуществления различных подач шпинделя. Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка. Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки. Подъем и опускание стола осуществляется рукояткой 1. Выбор режима резания при обработке отверстий Обработка отверстия на сверлильных станках совершается в результате двух движений: вращения инструмента вокруг его оси Dг (главное движение резания) и осевого перемещения инструмента Ds (движение подачи). Элементами режима резания при обработке отверстия являются: – скорость главного движения резания ν, м/мин, вычисляемая по формуле: ν = π∙D∙n/1000, (10) где D – диаметр инструмента (сверла, зенкера, развертки), мм; n – частота вращения шпинделя, мин-1; – подача за один оборот заготовки Sо, мм/об – величина перемещения инструмента за один оборот: Sо = Sz· z, (11) где Sz – подача инструмента за время его поворота на одно режущее лезвие (зуб) инструмента, мм/зуб; – глубина резания t, мм: при сверлении глубина резания равна половине диаметра сверла t = D/2; при рассверливании, зенкеровании, развертывании t = (D – d) / 2, (12) где D и d– диаметры обработанного и обрабатываемого отверстий соответственно. Значения элементов режима резания назначают в зависимости от марки обрабатываемого материала, вида технологической обработки, материала режущей части инструмента, требований к обрабатываемому отверстию. При этом обычно пользуются справочными таблицами, номограммами или проводят расчеты по формулам теории резания.
СОДЕРЖАНИЕ СТАНОЧНОЙ ПРАКТИКИ Цель практики: знания видов обработки резанием, режущих инструментов и приспособлений, устройства и назначения токарно-винторезного и горизонтально–фрезерного станков; умения выбирать вид обработки в зависимости от формы обрабатываемой поверхности; первичные умения настраивать станок на заданный режим обработки; первичные навыки точения и фрезерования поверхностей.Работа проводится на токарно-винторезном и вертикально-фрезерном станках. Каждому студенту предоставляется индивидуальное рабочее место. В содержание работы входят перечисленные далее упражнения и комплексная работа. Оборудование и оснащение рабочих мест:станки токарно-винторезные – 1Б61А, 1К62, CDS 6240; станок токарный с ЧПУ – СКЕ 6150Z; станки сверлильные – 2А125, 2М112, КОРВЕТ-43, PROFI G10525; станок вертикально-расточной – 2Е78П; станок радиально-сверлильный – Z3732Х8; станки шлифовальные – 3Б623В, 3Г71, 3Д423: станки фрезерные – 6Н11, 6Н81; станок отрезной – UE-250S; станок хонинговальный – 3К333; станок универсально-заточный – 3А64Д; тумбочки инструментальные; ящики для инструментов; шкафы металлические. Упражнения в управлении токарным станком. Пуск и остановка электродвигателя станка. Включение и выключение привода главного движения и привода движений подач. Установка заготовок в трехкулачковом самоцентрирующем патроне и в центрах на оправках. Установка, выверка и закрепление резцов. Упражнения в управлении суппортом (ручное и механическое движения подачи). Упражнение в пользовании штангенциркулем. Снятие пробной стружки на длине 4–5 мм по заданной глубине резания. Контроль размера. Снятие стружки на длине 20–30 мм ручной подачей. Установка резца на глубину резания по лимбу. Точение цилиндрической поверхности детали с механической подачей резца. Контроль размеров. Техническое обслуживание рабочего места. Техника безопасности работы на станке. ⇐ Предыдущая3456789101112Следующая ⇒ Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства… Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого. Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций… Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ – конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой… |

 50) предназначены для сверления и рассверливания отверстий, нарезания в них резьбы, зенкерования, развертывания отверстий и т. п. При сверлении главным движением является вращательное движение инструмента, а движением подачи – поступательное движение инструмента вдоль оси.
50) предназначены для сверления и рассверливания отверстий, нарезания в них резьбы, зенкерования, развертывания отверстий и т. п. При сверлении главным движением является вращательное движение инструмента, а движением подачи – поступательное движение инструмента вдоль оси.


 ..
..3 Работа на сверлильных станках
Цель работы: освоить приемы управления станком, обслуживания и наладки; получить практические навыки сверления на вертикально-сверлильном станке.
Задание. 1. Изучить сущность сверления, устройство вертикально- сверлильных станков, конструкцию сверла. 2. Изучить безопасные методы работы. 4. Выполнить работы на вертикально-сверлильном станке. 5. Оформить отчет.
Оснащение рабочего места.
Оборудование: вертикально-сверлильный станок 2Н135.
Образцы
работ:
образцы деталей со сквозным, глухим и
ступенчатым сверлением; заготовки для
последующей обработки.
Инструменты: сверла разных диаметров с цилиндрическими и коническими хвостовиками. Штангенциркуль, глубиномер.
Приспособления: переходные втулки, сверлильные патроны, клин для выбивания сверла, машинные тиски, прижимы, защитные очки, эмульсии, щетка, масленка, шприц, ветошь.
Учебно-наглядные пособия: макет рабочей части сверла; макет зенкера и развертки большого диаметра; сверла. Плакаты, характеризующие устройство сверла, виды сверления. Таблицы режимов резания, приемы сверления различных отверстий.
3.1 Общие сведения
Сверлением называется процесс обработки сквозных
и глухих отверстий в сплошном материале,
а рассверливанием — сверление, в результате которого
происходит увеличение ранее просверленного,
отлитого, кованого, штампованного
отверстия сверлом большего диаметра.
Обычно этот вид обработки выполняют,
когда в сплошном материале нужно получить
отверстие диаметром более 25 мм.
Рисунок 6 Схема сверления | Главным движением Dг (рисунок 6) при сверлении является вращение сверла. Движеним подачи Ds — движение направленное в сторону заготовки, по направлению подачи. Подача S при сверлении — перемещение сверла в осевом направлении за его один оборот. |
3.2 Устройство вертикально-сверлильного станка
Рассмотрим основные узлы станка (рисунок 7).
Фундаментная плита 9 служит основанием станка. На плите закрепляется станина. Внутренняя часть плиты пустотелая и служит резервуаром для охлаждающей жидкости.
Станина (колонна) 8 служит для установки и крепления основных узлов станка. По направляющим станины перемещается кронштейн с коробкой
подач
5.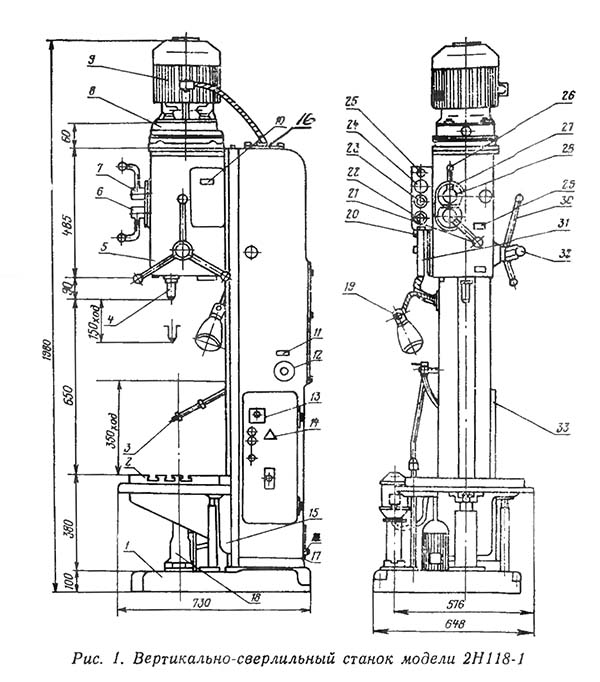
Коробка скоростей изменяет частоту вращения шпинделя. Она расположена в корпусе 6.
Электродвигатель 7 приводит во вращательное движение коробку скоростей.
Шпиндель 3 служит для крепления режущего инструмента (например, сверла), его вращения и подачи. Шпиндель получает вращательное движение от механизма коробки скоростей и поступательное движение — от механизма коробки подач или вручную от штурвала 4. Шпиндель представляет собой длинный вал, на утолщенном конце которого выполнено коническое отверстие для крепления режущего инструмента.
Рисунок 7 Схема вертикально-сверлильного станка модели 2А135
1 – квадрат для ручного перемещения стола; 2 – стол; 3 – шпиндель; 4 – штурвал подачи шпинделя; 5 – кронштейн с коробкой подач; 6 – корпус коробки скоростей; 7 – электродвигатель; 8 – колонна; 9 – фундаментная плита.
Коробка
подач расположена
в кронштейне 5, который может перемещаться по
вертикальным направляющим станины
(колонны) вручную при помощи рукоятки.
На столе 2 крепится обрабатываемая деталь. Стол также может перемещаться по направляющим станины (колонны) вручную при помощи рукоятки 1.
Оборудование > Подземное оборудование > Оборудование для вертикального бурения
Знания о диаграммах нагрузки имеют решающее значение для безопасной эксплуатации экскаваторной вышки
Понимание того, как читать диаграммы нагрузки и применять эту информацию к работе экскаваторной вышки, имеет решающее значение.
«Эпирок» выпускает серию видеосистем самообслуживания
Сваебойные машины Vermeer PD10R с технологией «точка-точка»
STIHL выпускает новый высокопроизводительный землеройный/ледяной бур BT 131
Danfoss помогает Junttan поставить первую полностью электрическую буровую установку для забивки свай
Lone Star Drills модернизирует две модели буровых установок с новой системой буровых насосов
10 основных тенденций, которые повлияют на строительную отрасль в следующем десятилетии
и возможности подключения Согласно недавнему техническому документу, опубликованному Ассоциацией производителей оборудования, наряду с возобновляемыми источниками энергии и альтернативными видами топлива, в ближайшие 10 лет они окажут существенное влияние на строительную площадку.
Как увеличить срок службы вашего автопарка
Внедрение методов продления срока службы оборудования может помочь сократить время простоя, трудозатраты и, в конечном счете, повысить прибыль арендных компаний и их клиентов. Ознакомьтесь с этим руководством по долговечности арендованного парка, чтобы добиться успеха в 2023 году!
Takeuchi гордится созданием компактного оборудования
Takeuchi гордится тем, что создает и поставляет компактное строительное оборудование, инновационное, прочное и надежное.
«Эпирок» представляет буровую установку Pit Viper 291 для бурения взрывных скважин
Буровая установка для бурения взрывных скважин Pit Viper 291 представляет собой однозаходную буровую установку большого диаметра, обеспечивающую производительность, гибкость применения и повышенную безопасность оператора благодаря вариантам автономного бурения.
Entegra Attachments приобретает Hercules Machinery и Titan Metal Worx
Холдинговая компания приобрела двух производителей в Форт-Уэйне, штат Индиана, чтобы расширить свой портфель промышленных стационарных и мобильных платформ навесного оборудования.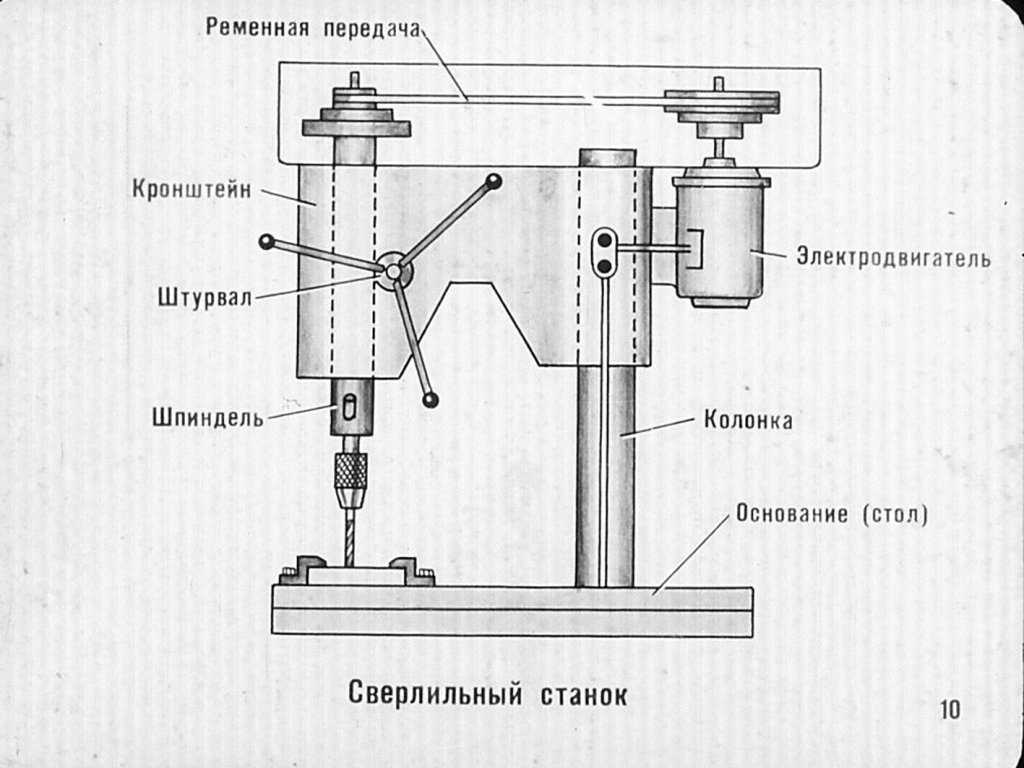
Сваебойные машины Vermeer PD5R и PD5
Компактные и легкие машины, подходящие для работ по установке солнечных батарей, перегруженных рабочих площадок, а также для установки гражданских ограждений и ограждений.
Lone Star LSGT+HDA Гусеничная буровая установка с дистанционным управлением
Обеспечивает точное и простое бурение в геотехнических работах и при отборе проб грунта на глубине до 100 футов. удобное, легко транспортируемое и безопасное решение для копания ям одним человеком.
Буровая установка Liebherr глубоко пробурила мост в Южной Каролине Проект
Буровая установка Liebherr LB 36-410 используется для строительства 18 стволов скважин глубиной до 115 футов для нового моста через реку Харбор.
Экономьте галлон в час на строительной площадке за счет сокращения времени простоя
5 шагов к более безопасному строительному объекту
Сезон уборки снега: руководство по подготовке
The Walbec Group’s ERP Journey
Optimize Wheel Loaders with Creative Bucket Attachments
FMB Explorer 1 Vertical Single Spindle Drilling Machine
FMB Explorer 1 Vertical Single Spindle Drilling Machine
Inventory # 6381
Модель: Explorer 1
Описание:
Explorer 1 — это 6-осевой сверлильный центр для изготовления отверстий широкого диапазона, резьбы и зенковки. Привод автоматического позиционирования по оси X позволяет материалу перемещаться относительно шпинделя для точного позиционирования шпинделя в соответствии с требованиями заказчика. Заготовка зажимается горизонтально и вертикально во время операции сверления
Привод автоматического позиционирования по оси X позволяет материалу перемещаться относительно шпинделя для точного позиционирования шпинделя в соответствии с требованиями заказчика. Заготовка зажимается горизонтально и вертикально во время операции сверления
Могут быть выполнены следующие операции: сквозное отверстие, глухое отверстие, двойное отверстие (для квадратных и прямоугольных труб), нарезание резьбы (дополнительно), зенковка (дополнительно)
Технические характеристики:
Макс. Рабочая длина: 960 дюймов (80 футов)
Мин. Длина – Замена: 17″
Мин. Ширина обрабатываемой детали: 1,575″
Макс. Ширина заготовки: 16,535″
Мин. Размер углового железа: 1,575″ x 1,575″ x 0,118″
Мин. Высота: 0,393″
Макс. Высота: 11,811″
Мин. Диаметр сверла: 0,236″
Макс. Диаметр сверла: 1,575″
Макс. Скорость вращения: 1300- 3000 об/мин
Точность расстояния между отверстиями: +/- 0,020 ″ более 384 ″
Скорость позиционирования машины: 32 FPM
Скорость подачи материала: 32,8 FPM
Размер сочета HP / 220v, 440v / 3ph
Стандартные характеристики:
Автоматическая подача материала с помощью системы подачи FMB
Сверлильный агрегат с вертикальным шпинделем
Система замены тисков для подачи материала, позволяющая работать с обоих концов заготовки
Двойные вертикальные толкатели
Двойные горизонтальные зажимные тиски
Двойные вертикальные зажимные тиски
Конвейер для стружки
Лазер для комплекта вверх из нулевого положения
Устройство быстрой смены инструмента
Смазка внутренних инструментов
Шпиндель ISO 40; снижение стандарта ISO 40; Конус CM3
Инструментальная система смазки с принудительной подачей
Шкаф управления с промышленной консолью ПК
Крышка машины с прекрасным обзором рабочей зоны
78-дюймовый подающий роликовый стол
78-дюймовый разгрузочный роликовый стол
Управление машиной:
20-дюймовый цветной сенсорный экран со встроенными столами для инструменты и материалы
Открытая система, позволяющая использовать дополнительные таблицы по мере необходимости
Память программ
Допуск отверстий и резьбы в полуавтоматическом цикле
Измерение длины инструмента
Интеллектуальное управление сверлением, которое останавливает сверло сразу после сквозного положения
Удаленное подключение к заводу через Интернет
Рабочий цикл:
Расположите заготовку на входной стороне станка непосредственно перед лазером нулевой точки
Один раз кнопка запуска цикла активирована, станок проверит заготовку на соответствие размеров размерам, выбранным оператором. Оператору сообщается, если есть какие-либо различия. Если оператор выберет OK, положение инструмента будет установлено в соответствии с реальными размерами заготовки, чтобы избежать каких-либо проблем между реальными и теоретическими размерами
Оператору сообщается, если есть какие-либо различия. Если оператор выберет OK, положение инструмента будет установлено в соответствии с реальными размерами заготовки, чтобы избежать каких-либо проблем между реальными и теоретическими размерами
Заготовка медленно перемещается к лазеру нулевой позиции, затем движется с нормальной рабочей скоростью. Заготовка удерживается в вертикальном положении вертикальными толкателями, чтобы предотвратить движение вверх. Вертикальные зажимные губки увеличивают давление в процессе сверления.
Все отверстия одинакового диаметра выполняются по всей длине заготовки. После того, как все одинаковые отверстия сделаны, оператор может сменить инструмент, а затем станок будет двигаться влево и вправо, чтобы выполнить все отверстия нового размера. Если необходимо нарезать резьбу, то инструмент меняется, и операции по нарезанию резьбы выполняются автоматически
Преимущества модели Explorer 1 Дизайн:
Маленькие размеры машины — большое преимущество.