технические характеристики, описание основных узлов, паспорт, чертежи
УТ16 ПМ – универсальный токарно-винторезный станок, характеризующийся повышенной точностью. Относится к легкому станочному оборудованию. Его назначение – осуществление чистовой и получистовой токарной обработки деталей, а также нарезание резьбы.
Содержание:
1 История создания
2 Детальное описание корпуса и конструкции
3 Технические характеристики
3.1 Габариты рабочего прастрансва
3.2 Мощность
3.3 Диапазон вращения шпинделя
4 Кинематическая схема
4.1 Передний центр
4.2 Наибольшая длина заготовки
4.3 Допустимый диаметр обрабатываемой заготовки
5 Расположение составных частей и их перечень
5.1 Пределы по инструменту
5.2 Подача на одну риску лимба
5.3 Электрическая схема
6 Плюсы и минусы
7 Расположение органов управления
8 Техника безопасности при использовании
9 Паспорт
10 Где заказать и купить
11 Как сделать ЧПУ с универсального токарного станка УТ16ПМ — видео
История создания
УТ16 ПМ относится к станкам, выпускаемым еще в советское время, которые продолжают успешно эксплуатироваться и в наши дни. Он выпускался ранее на заводе имени Володарского в городе Ульяновске.
Создание этого широко применяемого токарного оборудования было осуществлено на основе токарного станка 1Е61М и имело сходные с ним характеристики. При выборе оборудования подобного типа часто приходится сталкиваться с тем, что разработки прежних лет по своим характеристикам не уступают современному оборудованию.
Детальное описание корпуса и конструкции
Токарный станок УТ16ПМ имеет типовую конструкцию для группы оборудования, к которой он принадлежит. Она отличается прочностью всех своих частей.
На его корпусе, защищающем расположенные внутри него узлы и механизмы, закреплены алюминиевые таблицы, пользуясь которыми можно с легкостью осуществлять управление этим оборудованием. Также на корпусе имеется шильд, на котором выгравирован логотип Ульяновского машиностроительного завода.
Основой конструкции является литая станина, благодаря которой обеспечивается устойчивость токарного станка УТ16ПМ. Точность обработки повышается при использовании опор, поглощающих вибрацию. В системе охлаждения имеется небольшой электронасос, включаемый по мере необходимости. Это позволяет увеличить интервал между включениями.
В нижней части конструкции смонтирован шестиступенчатый редуктор, имеющий соответственно шесть ступеней частоты вращения. Он закреплен на задней стороне тумбы токарного станка УТ16ПМ. Редуктор позволяет обеспечивать необходимую скорость вращения от 40 до 2000 об/мин. Передача вращающего момента осуществляется с помощью клиновых ремней.
Система смазки гарантирует своевременную подачу масла в трущеюся друг об друга части. На передней бабке установлен шпиндель, поэтому ее называют шпиндельной. В целях безопасности предусмотрены возможности торможения, блокировки шпинделя и защита его от перегрузок.
Под передней бабкой расположена коробка подач, приводимая в действие выходным валом шпинделя. Этот механизм позволяет при нарезке задавать шаг резьбы. Шкаф с электрооборудованием обеспечивает подвод электричества и включение токарного станка УТ16ПМ. Суппорт служит для крепления инструментов и их перемещения. На его верхней части расположен держатель резцов.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта, а также нарезание резьбы с помощью ходового винта. С помощью задней бабки осуществляется поджим обрабатываемой детали. Ее функционирование особенно важно при обтачивании деталей большой длины.
За отдельную плату можно приобрести задний резцедержатель, закрепляемый на поперечных салазках суппорта.
Технические характеристики
Габариты рабочего прастрансва
Мощность
Универсальность токарного станка УТ16ПМ предполагает наличие высокого значения мощности. Она составляет 5,3 кВт. Это позволяет использовать его для выполнения тонкой работы.
Соответственно мощность электродвигателей, измеряемая в кВт, составляет:
главного привода – 3,2/5,3;
насоса охлаждения – 0,12;
насоса смазки – 0,09.
Диапазон вращения шпинделя
Шпиндель токарного станка – это вал, имеющий отверстие по центру, в которое вставляются подлежащие обработке детали. Закрепление осуществляется с помощью зажимного патрона.
От скорости вращения шпинделя зависит чистота и качество выполняемой работы. Частота вращения шпинделя токарного станка УТ16ПМ находится в пределах от 40 до 2000 оборотов в минуту.
Кинематическая схема
Передний центр
Обработка деталей на токарных станках требует наличия дополнительной оснастки. Если осуществляется обработка детали значительной длины, и при этом предполагается использовать большую скорость, то возникает необходимость дополнительной фиксации.
Эту функцию выполняет вращающийся центр, устанавливаемый в пиноль задней бабки. Использование центра позволяет увеличить скорость обработки. При финишной обработке, где недопустимо радиальное биение, находит применение неподвижный центр, а режимы являются щадящими. Имеется возможность отдельно заказать центр требуемого размера.
Наибольшая длина заготовки
При приобретении станка необходимо определиться, какие детали и какого размера предполагается на нем обрабатывать. Наибольшая длина обрабатываемой на токарном станке УТ16ПМ детали составляет 750 мм.
Допустимый диаметр обрабатываемой заготовки
Этот параметр зависит от места обработки заготовки. Если она обрабатывается над станиной, то наибольший допустимый диаметр обрабатываемой заготовки – 320 мм, а если над суппортом, то 170 мм.
Расположение составных частей и их перечень
Пределы по инструменту
Пределы шагов резьбы:
метрических – от 0,01 до 56 мм;
модульных – от 0,01 до 28 модулей;
дюймовых – от 60 до 3,0 ниток/дюйм.
Подача на одну риску лимба
Этот параметр зависит от того, какое перемещение суппорта осуществляется. При продольном направлении подача на одну риску лимба соответствует перемещению суппорта на расстояние 0,1 мм, а при поперечном – 0,02 мм.
Перемещение верхнего суппорта (резцовых салазок), соответствующее одному делению лимба, соответствует 0,02 мм. При этом цена деления лимба задней бабки составляет 0,05 мм.
Электрическая схема
Плюсы и минусы
К достоинствам работы на токарном станке УТ16 ПМ относятся:
высокий класс точности;
простота управления;
нарезание метрической, дюймовой и модульной резьбы;
возможность комплектования дополнительными приспособлениями, расширяющими выбор требуемого режима;
ремонтопригодность;
жесткая станина рассчитана на интенсивные нагрузки;
соблюдение требований эргономики и безопасности;
возможность работы с деталями из стали и цветных металлов.
Недостатком является то, что при использовании токарного станка УТ16ПМ для черновой обработки может произойти потеря точности.
Расположение органов управления
Техника безопасности при использовании
Токарный станок УТ16ПМ имеет ряд механизмов, обеспечивающих безопасность при их использовании. К ним относятся:
предохранитель с плавкими вставками, защищающий от коротких замыканий;
тепловые реле, осуществляющие защиту электродвигателей от перегрузки;
конечный выключатель для ограничения хода каретки суппорта во избежание наезда на переднюю бабку;
механическая блокировка рукояток от произвольного включения станка.
К работе на токарном станке УТ16ПМ допускаются совершеннолетние лица, изучившие руководство по его эксплуатации. Также с ними должен быть проведен инструктаж по технике безопасности. Токарь должен быть обеспечен необходимой спецодеждой и защитными очками.
Не допускается снимать со станка имеющиеся на нем блокировки и ограждения. Перед включением станка необходимо вручную проверить срабатывание микровыключателей реле. При отсутствии масла в системе смазки работа станка недопустима. В случае разбрызгивания масла и охлаждающей жидкости следует прекратить работу до восстановления.
Перед тем, как запустить станок следует удостовериться в надежности контактов заземления. При возникновении неисправностей во время работы возможно их устранение согласно указаниям руководства по эксплуатации. Следует своевременно заменять изношенные подшипники.
Регулярно необходимо проводить техническое обслуживание станка, во время которого осуществляется проверка надежности крепления отдельных узлов, степень их износа, натяжение ремней и подобное.
При необходимости проводится ремонт устройств, обеспечивающих безопасность.
Следует осуществлять постоянный контроль надежности крепления обрабатываемой детали. При необходимости отойти даже на непродолжительное время, станок следует выключить.
Храниться станок должен в закрытом отапливаемом помещении.
Паспорт
Паспорт станка можно бесплатно скачать: Руководство по эксплуатации токарно-винторезного станка повышенной точности УТ16ПМ.
(Руководство по эксплуатации ПВ1.610.042РЭ1 Часть 1 и Материалы по запасным частям ПВ1.610.042РЭ1 Часть 2), формат файла djvu.
Где заказать и купить
При желании приобрести токарный станок УТ16 ПМ, в том числе бывший в употреблении, следует оставить заявку на сайте магазина, осуществляющего подобные услуги. Имеется возможность совершить покупку онлайн.
При заказе существенную помощь могут оказать специалисты-консультанты магазина. Такие станки можно приобрести по объявлению на «Авито» от частных продавцов. При неукомплектованности следует оценить возможность их использования.
Как сделать ЧПУ с универсального токарного станка УТ16ПМ — видео
Станок токарно-винторезный УТ16ПМ: схемы, руководство, характеристики
Универсальные токарно-винторезные станки составляют основу механообработки и позволяют получить широкую номенклатуру обрабатываемых деталей. Они достаточно просты и предполагают сравнительно небольшие затраты, как при приобретении, так и в эксплуатации, и в ремонте. Зачастую самой сложной задачей оказывается подготовка квалифицированных кадров, способных работать с таким оборудованием.
При выборе конкретной модели можно столкнуться с тем, что советские разработки тридцатилетней-сорокалетней давности практически не уступают современным и отличаются высокими показателями качества продукции. Это зависит от состояния станка и отношения к нему.
Назначение и применение
Данное универсальное оборудование создавалось на основе станка 1Е61М. Является легким станочным оборудованием. Предназначается для осуществления чистовой токарной обработки с высокой точностью и создания разнообразного рода резьбовых соединений. Класс точности — «П».
Станок токарно-винторезный УТ16ПМ имеет следующие особенности:
Способен проводить чистовые и получистовые токарные операции. Обширный диапазон регулировки частоты оборотов шпинделя, подач и шага создаваемых резьб.
Возможно комплектование большим набором приспособлений, открывающих большие возможности для выбора необходимого режима обрабатывания.
Легкость в управлении. Эргономичен и безопасен.
Большой набор вариантов точной и экономной обработки различных изделий как из стали, так и цветных металлов.
Так как производство основывалось на основе станка 1Е61ПМ, то кинематическая схема идентична с ним и обладает унифицированным устройством.
Следует акцентировать внимание на том, что модель имеет повышенную точность обработки. В связи с этим, чтобы избежать потерь степени точности не рекомендуется применять их при черновой обработке деталей.
Описание и назначение
Пришедший на смену 1Е61М, УТ16 — токарный станок, относящийся к легкой категории оборудования. Он относится к линейке продукции Ульяновского машиностроительного завода. Его основное назначение это выполнение получистовой и чистовой обработки различных тел вращения.
Доступны следующие типы токарных операций:
Нарезание резьб метрических (35 типоразмеров), модульных (31) и дюймовых (26). Механизированный метод отличается высоким качеством и без особой необходимости нет смысла прибегать к ручному инструменту.
Обтачивание наружных поверхностей и растачивание внутренних с повышенной точностью. Длинные заготовки зажимаются с двух сторон и могут протачиваться по всей длине.
Обработка кромок и торцов.
Отрезная.
Сверление (при установке инструмента в заднюю бабку).
Шлифование (зависит от состояния шпиндельного узла и отсутствия люфтов).
Для каждой операции определен широкий предел регулирования, что позволяет добиваться соответствия самым строгим допускам. При назначении вида обработки необходимо удостовериться, что состояние техники это позволяет. Кроме того, в процессе работы необходимо находить время на проверку техточности, и при малейших отклонениях устранять их. отдельные части, такие, как стол или направляющие допускается восстанавливать, более же мелкие части имеет смысл покупать новые и производить замену.
По своим возможностям УТ16 сопоставим с такими моделями, как SAMAT, 250ИТВМ, 16ВТ20П и может выступать их более современной более современной заменой. За десятилетия использования он очень хорошо себя зарекомендовал, и его можно встретить на различных предприятиях машиностроения.
Конструкция
Шпиндель
Передняя шпиндельная бабка вращается редуктором с помощью клиновых ремней и шкива, размещенного в корпусе на 2 подшипниках. Благодаря этому на узел не влияет усилие натянутой ременной передачи.
Шкив привода способен передавать 12 прямых скоростей и еще 12 с помощью зубчатых колес перебора. В общей сложности имеется 24 скорости. Шесть из них имеют одинаковую скорость во время работы с перебором и без него. В итоге можно использовать 18 положений с различной скоростью. Это достигается за счет размещенных в корпусе перебора (способен до 8 раз снизить частоту оборотов) и трензеля (реверсирование, изменение подачи и шагов резьбы).
Шпиндельный узел устанавливается на 2 опорах. Впереди 2х рядный ролик-подшипник, сзади – упорный и радиально-упорный. Осевые нагрузки прикладываются на подшипники, установленные сзади.
Быстрая замена закрепляющего устройства для обтачиваемых изделий обеспечивается фланцевым передним концом: трехкулачковый патрон или планшайба.
Для того, чтобы сохранить норму точности как можно дольше следует применять технологическую оснастку, которая устанавливается в конус шпинделя и имеющую особые съемники.
Коробка подач
Приводится в действие выходным валом шпинделя посредством ряда сменяемых шестерен.
Разнообразный шаг нарезаемых резьб возможно настраивать за счет элементов коробки или без него.
Таблицы, размещенные на шпинделе и коробке подач, можно найти все доступные подачи продольного и поперечного плана, шаги резьбовых соединений, которые можно получить с помощью механизма и соответствующей настройки гитары.
Кожух гитары также имеет таблицу технологических настроек для резьбы, которые можно получить без использования коробки подач. В этом случае при создании точного резьбового соединения ходовой винт должен быть включен напрямую, без механизма коробки. Необходимые шаги резьб следует подбирать путем перебора сменных шестерен из специального набора.
УТ16ПМ, кто-нибудь на них работал?
Станок годный к труду и обороне, усё таки на оборонных заводах делался и, вроде в Вятке делается по сей день.
Тяготит следующее, хотя скорее дело привычки жития с Саматом:
1. Подача на суппорте не в крест и без реверса, реверс отдельной ручичкой на бабе, что не айс для меня. Как и поперечка отдельной ручичкой на суппорте.
2. Перебор подач в коробке подач тоже не нравится по алгоритму, Самат тут лидер тоже. Но жить можно…
3. Замена ремней шпенделя без выемки шпенделя никак, однако жаль что не нашёл полиуретановых 14К-2000 но надеюсь что пара в работе и пара в запас мне хватит.
4. Патрон на конус тока 160 мм, 200 мм 3-кулачкового с таким конусом в природе нет, а жаль. Выход- самодельная планшайба на основе старого 160-го с присобаченым 200-м.
5. Метод переключения скоростей мотора оно конечно несовременно, просится частотник с шириной где-то 2 на мотор 5,5/1500. Мене 40-2000 нафиг, очень надо 25-1250, а точнее полное перекрытие 200-400 и 400-800 без дёргания ручек.
Радует:
1. Станок действительно «железный» и «мясистый», джет 1440 в заношеные стельки близко не стоит, в связи с чем неоднократно поднимал тост за здравицу манагера из фирмы, совершившего должностное преступление и давшего реальную инфу относительно энтого чуда станкостроения. Судите сами- Утэшка имеет ресурс по годам без отдыха 13 лет, джет всего 7 лет в одну смену. То есть мой б/у 92-го года ещё переживёт новый джет.
2. Пиноль з/б толстая что есть гут, ширина станины зер гут вкупе с соотношением в/ц к ш/с и ширине ползушки суппорт не раскачивается даже если стружка снимается с палец за проход на грани.
И хотя тяготений пять пунктов, все они нестрашные так как две радости всё перевешивают
Станок искал долго, хотелося Самат-400 но приличных не нарыл, этот УТ покупал у перекупщиков, недёшево- 120 штук и с мелкими багами хотя, станок не машинка- облупленая краска и кое-где не в критических местах подгнивание и ржа ценность не умаляют. Повключав все аппараты на фирме только этот привлёк лёгким шелестом шпенделя на 2000 об. и несильным гулом бабки на переборе 1:8 под нагрузкой. Достав из кармана отвёртку в виде сотни на пиво манагеру, снял крышку бабки и испытал восторг от внутреннего состояния. На направах станины была кой-какая коррозия под патроном, замерил индикатором самые глубокие-четверть деления нету, так, стрелка колеблется от риски малость, общая очаговость как у шаброваной- так что нестрашно а износа/задиров нет вообще нигде и направы реально калёные.
Так как всё познается в сравнении и от присущей человеку жадности отслюнявить 120 штук показалось неразумно отправился в другие места…и за 60 смотрел и даже за 45, на вид ничо но механика хуже. Настал критический момент выбора- вроде б нагрузка небольшая будет на станок для домашней мастерской и надо не на век…но купил этот. Иж-250 и производные коротковат, а жаль, так как Ижак станок весьма станковатый, но о покупке УТшки не пожалел ни разу.
Особенности конструкции
Универсальный токарный станок УТ16 имеет вполне типовую компоновку для своего типа. Наиболее крупные части и системы:
Литая станина (обозначение производителя ПВ 8.060.039). Она является основой для всей конструкции и обеспечивает её прочность и устойчивость. Для монтажа необходим надежный бетонный фундамент. Жесткое крепление или использование специальных опор, поглощающих вибрацию, позволяет добиться более высокой точности обработки.
Система охлаждения (ПВ 5.880.007), оборудованной небольшим насосом. Такие дополнительные модули расширяют возможности и позволяют поднять производительность работы и увеличить интервал включения.
Фартук (ПВ 6.378.011).
Шестиступенчатый редуктор (ПВ 6.332.043), смонтированный в нижней части. Это позволяет снизить общее воздействие от его работы на всю конструкцию и на обрабатываемое изделие. С помощью редуктора задается скорость вращения (всего их восемнадцать, включая обратные). Передача вращающего момента осуществляется клиновыми ремнями.
Автономная система смазки (ПВ 6.455.024). С её помощью производится своевременная подача масла в трущиеся части станка. От рабочего требуется осуществлять контроль над уровнем смазывающего материала и своевременно пополнять его. Такое обслуживание не требует специальных знаний и умений.
Двухскоростной электродвигатель. Подвод электричества и включение осуществляется посредством электрошкафа (ПВ 4.100.018). монтажом в любых условиях должны заниматься профессиональные электрики.
Бабка передняя (ПВ 6.301.006). Основное её назначение – функционирование установленного на неё шпинделя. Под ней расположена коробка подач (ПВ 6.378.003). Механизм коробки позволяет задавать шаг резьбы при нарезке.
Суппорт для крепления и перемещения инструмента (ПВ 6.200.009). Расположение резцов используется обычное, что позволяет работать со всей типовой номенклатурой.
Задняя бабка – (ПВ 6.278.039). С её помощью производится поджим детали с противоположной стороны. В ней перемещается пиноль, упирающаяся и центрирующая деталь.
Система управления, представленная различными рукоятками переключения, приборами измерения, ручками подачи. При ознакомлении желательно пользоваться наглядными подсказками, которые позволят избежать ошибок в выборе режимов.
Схемы электрическая и кинематическая приведены в руководстве по эксплуатации УТ16. Там же более подробно расписаны параметры, особенности и технические характеристики.
Конструкция отличается прочностью всех частей, включая вспомогательные. Это позволяет эксплуатировать промтехнику практически в любых условиях, соблюдая сравнительно небольшой объем регламентных мероприятий по обслуживанию. Изначально установку нужно планировать с учетом дальнейшего доступа к очистке и диагностики, а так же возможного ремонта. Статистика показывает небольшое количество отказов, причем его можно снизить бережным отношением.
Станок вполне ремонтопригоден, и при наличии ремонтной службы допускается самостоятельно устранять основные неисправности. В продаже доступны комплектующие и целые узлы.
Технические характеристики
Общие габариты: 2290_1150_1365h мм.
Вес: 1,8тн.
Допустимый диаметр обрабатываемой заготовки: до 180 мм над суппортом или до 320 мм над станиной.
Наибольшая длина заготовки: до 710 мм. Это большие размеры для легкого класса станочного винторезного оборудования, которые достаточно редко востребованы в полном объеме.
Диапазон вращения шпинделя: 40…2 000 оборотов в минуту. Внутри него проходит отверстие диаметром 30 мм, что позволяет проводить сквозь него пруток до 25мм. Такой способ загрузки позволяет значительно снижать подготовительно-заключительное время. Последовательно обрабатывается край заготовки, и процесс заканчивается отрезкой. В отличие от многих похожих моделей, здесь предусмотрены такие функции, как торможение и блокировка шпинделя, а так же его защита от сверхнагрузок. Подобные механизмы полностью оправдывают себя и они стабильно востребованы покупателями.
Мощность: 5,3 кВт. Этого вполне достаточно для заявленных изделий – трудно представить ситуацию, чтобы слабым параметром оказалась именно она. Для черновых операций допускается увеличенная глубина резания, но при этом важно не повредить точную промтехнику.
Передний центр: конус Морзе 5 (ГОСТ 13214-67). В него вставляется сменная оснастка, которая подбирается исходя из имеющихся техтребований.
Подача на одну риску лимба: 0,1 (продольное) и 0,02 (поперечное). Пределы подач, соответственно, 0,018..1,1 и 0,01..0,625. Обычно, лучшие значения остаются недостижимыми без особого подхода к эксплуатации.
Пределы по инструменту: высота 20 мм для резца, 15 мм для сверла (для чугуна, для стали показатель уменьшается до 12 мм). Для больших диаметров отверстий имеет смысл использовать специализированные сверлильные станки.
При желании допускается устанавливать, как отечественный инструмент, так и импортный. Последний показывает весьма впечатляющие результаты. Российские разработки несколько отстают, но удачный опыт производства все же есть.
Токарный станок ут16пм технические характеристики
Содержание
1 УТ16ПМ Станок токарно-винторезный повышенной точности. Аналоги, схемы, описание, характеристики
1.1 Станки, выпускаемые Ульяновским машиностроительным заводом им. Володарского
1.2 УТ16ПМ Общий вид универсального токарно-винторезного станка
1.3 УТ16ПМ Расположение составных частей станка
1.4 Перечень составных частей токарным станком УТ16ПМ
2 Купить Станок токарно-винторезный высокой точности УТ16В 1986г
2.1 УТ16В станок токарно-винторезный. Назначение и область применения
2.2 Основные технические характеристики токарного станка УТ16В
3 Станок токарно-винторезный УТ16ПМ: схемы, руководство, характеристики
3.1 Назначение и применение
3.2 Шпиндель
3.3 Коробка подач
3.4 Технические характеристики
4 Токарный станок 1е61пм технические характеристики. Токарно-винторезный станок 1Е61ВМ. Руководство
4.1 1Е61ПМ, 1Е61ВМ станок токарно-винторезный повышенной точности. Назначение и область применения
4.2 Краткое описание конструкции и работы станка
4. 3 Описание конструкции
4.4 Расположение основных узлов
УТ16ПМ Станок токарно-винторезный повышенной точности. Аналоги, схемы, описание, характеристики
Производитель токарно-винторезного станка повышенной точности УТ16ПМ Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Станки, выпускаемые Ульяновским машиностроительным заводом им. Володарского
Универсальный токарный станок модели УТ16ПМ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели УТ16ПМ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — П.
предназначены для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частот вращения шпинделя, подач и шагов нарезаемых резьб
комплектуются широкой номенклатурой принадлежностей, что дает возможность выбрать оптимальный вариант обработки
отличаются простотой управления, удовлетворяют требованиям эргономики и безопасности
на станках возможна точная и экономичная обработка широкой номенклатуры деталей из сталей и цветных металлов
Токарные станки УТ16ПМ выполнены на базе основной модели 1Е61ПМ, имеют одинаковые кинематические схемы и унифицированную конструкцию.
Особо нужно учесть, что эти модели являются станками высокой и повышенной точности и поэтому во избежание потери точности не следует использовать их для черновой обработки.
ТВ-01 — 1949 год, первая модель серии токарно-винторезных станков, Ø 340 х 1000 мм
ТВ-01М — токарно-винторезный станок
1Е61 — 1955 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
1Е61М — 1965 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61МТ — токарно-винторезный станок высокой точности, Ø 320 х 710
Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
Габариты рабочего пространства токарного станка ут16пм
УТ16ПМ Общий вид универсального токарно-винторезного станка
Фото токарно-винторезного станка ут16пм
УТ16ПМ Расположение составных частей станка
Расположение составных частей токарно-винторезного станка ут16пм
Перечень составных частей токарным станком УТ16ПМ
Станина — ПВ 8.060.039
Источник:
http://stanki-katalog.ru/sprav_ut16pm.htm
Купить Станок токарно-винторезный высокой точности УТ16В 1986г
Внимание!!! Вы находитесь в разделе сайта ВЫПОЛНЕННЫЕ РАБОТЫ! Данный станок ПРОДАН. Для поиска аналогичного станка перейдите в раздел сайта — СТАНКИ В НАЛИЧИИ!
Внимание!!! Вы находитесь в разделе сайта ВЫПОЛНЕННЫЕ РАБОТЫ! Данный станок ПРОДАН. Для поиска аналогичного станка перейдите в раздел сайта — СТАНКИ В НАЛИЧИИ!
Продаётся именно этот станок представленный на фотографиях! Информация в объявлении соответствует действительности! Станок в наличии на нашем производстве. Возможна продажа в ЛИЗИНГ! Станок токарно-винторезный высокой точности УТ16В 1986г. Мало эксплуатировался, стоял в опытном производстве Института! Проведена ревизия всех узлов и механизмов, в том числе электрической части. Станок в отличном техническом состоянии. Подключен, проверка в работе. Погрузка входит в стоимость.
Также готовы приобрести ваше излишнее, незадействованное металлообрабатывающее оборудование, станки. Взаимозачёт. Срочный выкуп станков: токарных, сверлильных, расточных, фрезерных, шлифовальных, долбёжных, ленточнопильных, зубообработка и т. д. Отечественного и импортного производства. Быстрый и удобный расчёт! При необходимости оперативный демонтаж и вывоз оборудования с ваших площадей! Осуществляем как единичные так и оптовые закупки, от одного станка до цеха, завода!
УТ16В станок токарно-винторезный.
Назначение и область применения
Универсальный токарный станок модели УТ16В созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели УТ16В является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб.
Основные технические характеристики токарного станка УТ16В
Основные параметры согласно ГОСТ 440-71.
Наименование параметра1Е61ПМУТ16В
Основные параметры станка
Класс точности по ГОСТ 8-82
П
П
Наибольший диаметр заготовки обрабатываемой над станиной, мм
320
320
Наибольший диаметр заготовки обрабатываемой над суппортом, мм
170
170
Наибольшая длина устанавливаемой детали РМЦ, мм
710
710
Наибольшее расстояние от оси центров до кромки резцедержателя, мм
175
175
Расстояние от оси шпинделя до направляющих станины (высота центров), мм
175
175
Шпиндель
Диаметр отверстия в шпинделе, мм
30
30
Диаметр прутка проходящего через отверстие в шпинделе, мм
25
25
Частота вращения шпинделя, об/мин
35,5. .1800
40..2000
Количество прямых/ обратных скоростей шпинделя
18
18
Центр в шпинделе по ГОСТ 13214-67
Морзе 5
Морзе 5
Конец шпинделя по ГОСТ 12595-72
5К
5К
Торможение шпинделя
есть
есть
Блокировка шпинделя
есть
есть
Защита от перегрузок шпинделя
есть
есть
Подачи
Наибольшая длина хода суппорта (каретки) — продольное перемещение, мм
710
710
Наибольшее поперечное перемещение суппорта, мм
230
230
Продольное перемещение суппорта на одно деление лимба, мм
0,1
0,1
Поперечное перемещение суппорта на одно деление лимба, мм
0,02
0,02
Наибольшее перемещение верхнего суппорта (резцовых салазок), мм
140
140
Перемещение верхнего суппорта на одно деление лимба, мм
0,02
0,02
Количество подач продольных/ поперечных суппорта
40
40
Пределы подач продольных, мм
0,018. .1,1
0,018..1,1
Пределы подач поперечных, мм
0,01..0,625
0,01..0,625
Количество нарезаемых резьб метрических, мм
35
35
Количество нарезаемых резьб модульных, мм
31
31
Количество нарезаемых резьб дюймовых, мм
26
26
Пределы шагов метрических резьб, мм
0,1..56
0,1..56
Пределы шагов модульных резьб, модуль
0,1..28
0,1..28
Пределы шагов дюймовых резьб, ниток/дюйм
30..3,0
60..3,0
Скорость быстрых перемещений продольных/ поперечных, м/мин
нет
нет
Высота резца, устанавливаемого в резцедержателе, мм
Станок токарно-винторезный УТ16ПМ: схемы, руководство, характеристики
Станок токарный УТ16ПМ повышенной точности выпускался на машиностроительном заводе им. Володарского в г. Ульяновск, которое является многопрофильным предприятием, производившее оружейные боеприпасы, токарно-винторезные станки, грузоподъемные механизмы и многие другие изделия.
Назначение и применение
Данное универсальное оборудование создавалось на основе станка 1Е61М. Является легким станочным оборудованием. Предназначается для осуществления чистовой токарной обработки с высокой точностью и создания разнообразного рода резьбовых соединений. Класс точности – «П».
Станок токарно-винторезный УТ16ПМ имеет следующие особенности:
Способен проводить чистовые и получистовые токарные операции. Обширный диапазон регулировки частоты оборотов шпинделя, подач и шага создаваемых резьб.
Возможно комплектование большим набором приспособлений, открывающих большие возможности для выбора необходимого режима обрабатывания.
Легкость в управлении. Эргономичен и безопасен.
Большой набор вариантов точной и экономной обработки различных изделий как из стали, так и цветных металлов.
Так как производство основывалось на основе станка 1Е61ПМ, то кинематическая схема идентична с ним и обладает унифицированным устройством.
Следует акцентировать внимание на том, что модель имеет повышенную точность обработки. В связи с этим, чтобы избежать потерь степени точности не рекомендуется применять их при черновой обработке деталей.
Шпиндель
Передняя шпиндельная бабка вращается редуктором с помощью клиновых ремней и шкива, размещенного в корпусе на 2 подшипниках. Благодаря этому на узел не влияет усилие натянутой ременной передачи.
Шкив привода способен передавать 12 прямых скоростей и еще 12 с помощью зубчатых колес перебора. В общей сложности имеется 24 скорости. Шесть из них имеют одинаковую скорость во время работы с перебором и без него. В итоге можно использовать 18 положений с различной скоростью. Это достигается за счет размещенных в корпусе перебора (способен до 8 раз снизить частоту оборотов) и трензеля (реверсирование, изменение подачи и шагов резьбы).
Шпиндельный узел устанавливается на 2 опорах. Впереди 2х рядный ролик-подшипник, сзади – упорный и радиально-упорный. Осевые нагрузки прикладываются на подшипники, установленные сзади.
Быстрая замена закрепляющего устройства для обтачиваемых изделий обеспечивается фланцевым передним концом: трехкулачковый патрон или планшайба.
Для того, чтобы сохранить норму точности как можно дольше следует применять технологическую оснастку, которая устанавливается в конус шпинделя и имеющую особые съемники.
Коробка подач
Приводится в действие выходным валом шпинделя посредством ряда сменяемых шестерен.
Разнообразный шаг нарезаемых резьб возможно настраивать за счет элементов коробки или без него.
Таблицы, размещенные на шпинделе и коробке подач, можно найти все доступные подачи продольного и поперечного плана, шаги резьбовых соединений, которые можно получить с помощью механизма и соответствующей настройки гитары.
Кожух гитары также имеет таблицу технологических настроек для резьбы, которые можно получить без использования коробки подач. В этом случае при создании точного резьбового соединения ходовой винт должен быть включен напрямую, без механизма коробки. Необходимые шаги резьб следует подбирать путем перебора сменных шестерен из специального набора.
Технические характеристики
Скачать паспорт станка, руководство по эксплуатации
Токарный станок 1е61пм технические характеристики. Токарно-винторезный станок 1Е61ВМ. Руководство
Производитель токарно-винторезного станка повышенной точности 1Е61ПМ, 1Е61ВМ Ульяновский машиностроительный завод им.
Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления. Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
1Е61ПМ, 1Е61ВМ станок токарно-винторезный повышенной точности. Назначение и область применения
Токарные станки моделей 1Е61ПМ, 1Е61ВМ созданы на базе станка 1Е61М и относятся к классу легких токарных станков. Начало серийного выпуска станка 1Е61ПМ, 1Е61ВМ – 1975 год.
Станок токарно-винторезный модели 1Е61ВМ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка – В.
Станок токарно-винторезный модели 1Е61ПМ является универсальный и предназначен для выполнения различных токарных и винторезных работ. Класс точности станка – П.
Токарно-винторезные станки высокой точности 1Е61ВМ и повышенной точности 1Е61ПМ:
предназначены для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частот вращения шпинделя, подач и шагов нарезаемых резьб
комплектуются широкой номенклатурой принадлежностей, что дает возможность выбрать оптимальный вариант обработки
отличаются простотой управления, удовлетворяют требованиям эргономики и безопасности
на станках возможна точная и экономичная обработка широкой номенклатуры деталей из сталей и цветных металлов
Станок специальный токарно-винторезный модели С1Е61ВМ оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Станок специальный токарно-винторезный повышенной точности модели С1Е61ПМ, оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Токарные станки С1Е61ПМ, С1Е61ВМ выполнены на базе основной модели 1Е61ВМ, имеют одинаковые кинематические схемы и унифицированную конструкцию.
Особо нужно учесть, что эти модели являются станками высокой и повышенной точности и поэтому во избежание потери точности не следует использовать их для черновой обработки.
Краткое описание конструкции и работы станка
Привод станка осуществляется от индивидуального электродвигателя.
От электродвигателя через клиноременную передачу движение передается редуктору. От редуктора тоже посредством клиноременной передачи вращение передается шпиндельной бабке, а затем через зубчатые передачи на шпиндель станка. Пределы частоты вращения шпинделя при положении рукоятки 1:1 – 280. 1800 об/мин, при положении рукоятки 1:8 – 35,5. 224 об/мин.
Резьбы нарезаются посредством коробки подач. Цепь подачи имеет звено восьмикратного увеличения значения подач и шагов резьб, расположенное на трензеле в шпиндельной бабке. Включая звено увеличения шага можно производить нарезку резьб с увеличенным шагом.
Кроме того, имеется возможность нарезания резьб путем соединения ходового винта с гитарой и комплектом сменных зубчатых колес нужной настройки, минуя цепь коробки подач. Тем самым создается кратчайшая винторезная цепь.
Фартук станка имеет механизм автоматического отключения продольной и поперечной подач при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломки при перегрузках.
Включение главного электродвигателя и выключение насоса смазки блокированы, что исключает возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится от электронасоса, включение которого осуществляется по мере надобности рукояткой 10.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.
Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
Наибольший диаметр заготовки обрабатываемой над станиной, мм
320
Наибольший диаметр заготовки обрабатываемой над суппортом, мм
170
Наибольшая длина устанавливаемой детали РМЦ, мм
710
Наибольшее расстояние от оси центров до кромки резцедержателя, мм
175
Расстояние от оси шпинделя до направляющих станины (высота центров), мм
175
Шпиндель
Диаметр отверстия в шпинделе, мм
30
Диаметр прутка проходящего через отверстие в шпинделе, мм
25
Частота вращения шпинделя, об/мин
40. .2000
Количество прямых/ обратных скоростей шпинделя
18
Центр в шпинделе по ГОСТ 13214-67
Морзе 5
Конец шпинделя по ГОСТ 12595-72
5К
Торможение шпинделя
есть
Блокировка шпинделя
есть
Защита от перегрузок шпинделя
есть
Подачи
Наибольшая длина хода суппорта (каретки) — продольное перемещение, мм
710
Наибольшее поперечное перемещение суппорта, мм
230
Продольное перемещение суппорта на одно деление лимба, мм
0,1
Поперечное перемещение суппорта на одно деление лимба, мм
0,02
Наибольшее перемещение верхнего суппорта (резцовых салазок), мм
140
Перемещение верхнего суппорта на одно деление лимба, мм
0,02
Количество подач продольных/ поперечных суппорта
40
Пределы подач продольных, мм
0,018. .1,1
Пределы подач поперечных, мм
0,01..0,625
Количество нарезаемых резьб метрических, мм
35
Количество нарезаемых резьб модульных, мм
31
Количество нарезаемых резьб дюймовых, мм
26
Пределы шагов метрических резьб, мм
0,1..56
Пределы шагов модульных резьб, модуль
0,1..28
Пределы шагов дюймовых резьб, ниток/дюйм
60..3,0
Скорость быстрых перемещений продольных/ поперечных, м/мин
нет
Высота резца, устанавливаемого в резцедержателе, мм
20
Задняя бабка
Наибольшее перемещение пиноли, мм
100
Цена деления лимба задней бабки, мм
0,05
Центр в пиноли по ГОСТ 12595-72
Морзе 3
Поперечное смещение задней бабки, мм
±5
Диаметр сверла при сверлении стали, мм
12
Диаметр сверла при сверлении чугуна, мм
15
Электрооборудование станка
Количество электродвигателей на станке
3
Мощность электродвигателя главного привода, кВт
3,2/ 5,3
Мощность электродвигателя насоса охлаждения, кВт
0,12
Мощность электродвигателя насоса смазки, кВт
0,09
Мощность электродвигателя вентилятора, кВт
нет
Габариты и масса станка
Габариты станка (длина ширина высота), мм
2290 х 1150 х 1395
Масса станка, кг
1800
Назначение и применение
Данное универсальное оборудование создавалось на основе станка 1Е61М. Является легким станочным оборудованием. Предназначается для осуществления чистовой токарной обработки с высокой точностью и создания разнообразного рода резьбовых соединений. Класс точности – «П».
Станок токарно-винторезный УТ16ПМ имеет следующие особенности:
Способен проводить чистовые и получистовые токарные операции. Обширный диапазон регулировки частоты оборотов шпинделя, подач и шага создаваемых резьб.
Возможно комплектование большим набором приспособлений, открывающих большие возможности для выбора необходимого режима обрабатывания.
Легкость в управлении. Эргономичен и безопасен.
Большой набор вариантов точной и экономной обработки различных изделий как из стали, так и цветных металлов.
Так как производство основывалось на основе станка 1Е61ПМ, то кинематическая схема идентична с ним и обладает унифицированным устройством.
Следует акцентировать внимание на том, что модель имеет повышенную точность обработки. В связи с этим, чтобы избежать потерь степени точности не рекомендуется применять их при черновой обработке деталей
С этим читают
6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
Технические характеристики токарно-винторезного станка 1к625
Круглошлифовальный станок 3м151
Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
Технические характеристики токарно-винторезного станка 16к25
Характеристики вертикально-сверлильного станка 2н118
Токарный станок 1д601 технические характеристики
Токарный станок 16к20
Обзор токарного станка тв-320: технические характеристики и особенности
Клеммная колодка PHOENIX 3044199 – UT 16 | Автоматизация24
страницаCacheKey_dc3b66f07dcc47a199a61bdea8401f6b
Категории
Продолжить покупки
Автоматизация24 БИЗ
Технология соединения
Клеммные колодки / Соединительные клеммы
Проходные клеммы, винтовые зажимы
Клеммная колодка PHOENIX 3044199 – УТ 16
ФЕНИКС КОНТАКТ
Проходная клеммная колодка
Тип подключения: Винтовое соединение
Сечение: 1,5–25 мм²
AWG: 16–4
Ширина: 12,2 мм
Тип крепления: NS09 909 Цвет: Серый 35/7,5; NS 35/15
Войти и написать отзыв0009 Тип соединения: Винтовое соединение
Сечение: 1,5–25 мм²
AWG: 16–4
Ширина: 12,2 мм
Цвет: серый
Тип монтажа: НР 35/7,5; NS 35/15
Войти и написать отзыв
– 33 %
Рекомендуемая розничная цена: 2,55 €
1,70 €
плюс НДС плюс отправка
Доставка сегодня
Соответствующие аксессуары
Сравните товары
Крышка PHOENIX 3047206 – D-UT 16
Торцевая крышка, длина: 52,8 мм, ширина: 2,2 мм, высота: 47,3 мм, серая
Артикул: 100846
– 32 %
Рекомендуемая розничная цена: 0,73 €
0,50 €
плюс НДС плюс отправка
В настоящее время нет в наличии
Запросите время доставки
Закажите сейчас или активируйте уведомление о наличии или запросите дату доставки по бесплатному телефону 08000 24 4. 20110
Сравните товары
Мост редукционный PHOENIX 3047073 – RB UT 16-(2,5/4)
Мост-переходник с UT 16 на UT 2,5/4, количество полюсов: 2, красный
Артикул: 100857
– 35 %
Рекомендуемая розничная цена: 2,15 €
1,40 €
плюс НДС плюс отправка
на складе
Доставка сегодня
Сравните товары
Мост-переходник PHOENIX 3047099 – RB UT 16-ST(2,5/4)
Мост-переходник с UT 16 на PT 2,5/4, количество полюсов: 2, красный
Артикул: 100911
– 35 %
Рекомендуемая розничная цена: 2,15 €
1,40 €
плюс НДС плюс отправка
на складе
Отправка сегодня
Соответствующие группы принадлежностей
DIN-рейки
DIN-рейки
Сравните товары
DIN-рейка PHOENIX 1207640 – NS 35/7,5 PERF 755MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 7,5 мм, Ширина: 35 мм, Длина: 755 мм
Артикул номер: 100853
– 30 %
Рекомендуемая розничная цена: 3,83 €
2,70 €
плюс НДС плюс отправка
в наличии
Доставка сегодня
Сравните товары
DIN-рейка PHOENIX 1207653 – NS 35/7,5 PERF 955MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 7,5 мм, Ширина: 35 мм, Длина: 955 мм
Артикул номер: 100854
– 30 %
Рекомендуемая розничная цена: 4,86 €
3,40 €
плюс НДС плюс доставка
временно отсутствует на складе
Запросите время доставки
Закажите сейчас или активируйте оповещение о доступности или запросите дату доставки по бесплатному телефону 0800 24 2011 24.
Сравните товары
DIN-рейка PHOENIX 1207679 – NS 35/15 PERF 755MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 15 мм, Ширина: 35 мм, Длина: 755 мм
Артикул: 100851
– 31 %
Рекомендуемая розничная цена: 6,36 €
4,40 €
плюс НДС плюс отправка
в наличии
Доставка сегодня
Сравните товары
DIN-рейка PHOENIX 1207682 – NS 35/15 PERF 955MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 15 мм, Ширина: 35 мм, Длина: 955 мм
Артикул: 100852
– 30 %
Рекомендуемая розничная цена: 8,04 €
5,60 €
плюс НДС плюс отправка
на складе
Отправка сегодня
DIN-рейки закрыть
Концевые зажимы для клеммных колодок
Концевые зажимы для…
Сравните товары
Концевой зажим PHOENIX 3022218 – CLIPFIX 35
Концевой зажим для быстрого монтажа, Для DIN-рейки 35 мм NS 35/7,5 или NS 35/15, Может оснащаться маркировочными полосками ZB 8 Zack, Маркерами клемм KLM 2, Ширина : 9,5 мм, серый
Артикул: 100847
– 44 %
Рекомендуемая розничная цена: 0,72 €
0,40 €
плюс НДС плюс отправка
на складе
Доставка сегодня
Сравните товары
Концевой зажим PHOENIX 3022276 – CLIPFIX 35-5
Концевой зажим для быстрого монтажа на DIN-рейку NS 35/7,5 или DIN-рейку NS 35/15, Может оснащаться маркировочными полосками ZB 5 Zack, Маркерами клемм KLM, С вариант парковки для ФБС-5, ФБС-6, ширина: 5,15 мм, серый
Артикул: 100848
– 42 %
Рекомендуемая розничная цена: 0,69 €
0,40 €
плюс НДС плюс доставка
временно отсутствует на складе
Запросите время доставки
Закажите сейчас или активируйте оповещение о доступности или запросите дату доставки по бесплатному телефону 0800 24 2011 24.
Торцевые зажимы для клеммных колодок закрыть
Маркировочные полосы Zack 12,2 мм
Маркировочные полосы Zack…
Маркировочная планка Zack, Полоса, Белая, Маркировка: L1/L2/L3/N/PE, Тип крепления: Защелкивается в высокий паз для маркеров, Для клемм ширина блока 12,2 мм
Маркировочная планка Zack, Полоса, Белая, Маркировка: Порядковые номера 1-5, Тип монтажа: Защелкивание в высокий паз для маркеров, Для клемм шириной 12,2 мм
Маркировочная планка Zack, Полоса, Белая, Маркировка: Порядковые номера 6-10, Тип монтажа: Защелкивание в высокий паз для маркировки, Для клемм шириной 12,2 мм
Артикул : 100914
– 36 %
Рекомендуемая розничная цена: 2,50 €
1,60 €
плюс НДС плюс отправка
в наличии
Доставка сегодня
Маркировочные полосы Zack 12,2 мм закрыть
Технические характеристики
Общие данные
Дизайн Проходная клеммная колодка Цвет серый Количество уровней 1 Количество соединений 2 Тип соединения Винтовые клеммы
Электрические характеристики
Уровень напряжения 1000 В Максимум. ток нагрузки 101 А (при сечении провода 25 мм²) Номинальный ток 76
Механические данные
Ширина 12,2 мм Высота макс. 62,5 мм Длина 55,5 мм Сечение жесткого проводника мин. 1,5 мм² Сечение жесткого проводника макс.
25 мм² Сечение гибкого проводника мин. 1,5 мм² Сечение гибкого проводника макс. 25 мм² Длина зачистки 14 мм Изолирующий материал Пенсильвания
Окружающие условия
Применение статического изоляционного материала в холодное время года -60°С Изоляционный материал с температурным индексом 120°С
Дополнительная информация
Одобрение ГОСТ cRUus КСА ДНВ ГЛ
Классификация
eCl@ss 4.1 27-14-11-20 eCl@ss 5.1 27-14-11-20 eCl@ss 6.0 27-14-11-20 eCl@ss 7.0 27-14-11-20 ЭТИМ 4 EC000897 Номер таможенного тарифа 85369010
Описание изделия
Клеммная колодка PHOENIX 3044199 – UT 16
Серая проходная клемма 3044199 – UT 16 производства PHOENIX CONTACT с сечением 1,5-25 мм² (AWG: 16 – 4) и шириной 12,2 мм имеет 2 соединения на одном уровне с номинальным током 76 А. Компактная конструкция проходной клеммной колодки и надежное винтовое соединение позволяют легко подключить клеммную колодку 3044199 – UT 16 на небольшом пространстве. Большое пространство для проводки проходной клеммной колодки 3044199 – UT 16 позволяет подключать одножильные и многожильные проводники с малым и большим поперечным сечением без кабельных наконечников, даже больше номинального сечения. Это обеспечивает универсальное применение. Клеммные колодки используются для электромонтажа шкафов управления и распределительных коробок.
Подробнее ФЕНИКС КОНТАКТ
|
Проходные клеммы, винтовое соединение
|
Подробнее Технология подключения
Отзывы клиентов
0 отзывов
0 отзывов
0 отзывов
0 отзывов
0 Отзывы
Показать все отзывы
Войти и написать отзыв
UT 16 – 3044199 – Проходная
Перейти к содержимому
UT 16 – 3044199 – Проходная клеммная колодка Phoenix Contact
20,24 € – 84,04 €
Артикул: Н/Д
4 Описание
Описание
Inosaki является одним из крупнейших дистрибьюторов Phoenix Contact, предлагающим клеммные блоки, интерфейсные модули, блоки питания и реле. И наше лучшее предложение для типов клеммных колодок: проходные, модульные с предохранителями, пружинные, двухуровневые и многоуровневые, поэтому серийные модели относятся к серии PT, серии ST, серии TB, серии UT, серии UK. Дополнительно к блоку питания относятся QUINT Power, STEP Power, Trio Power и UNO Power. Пожалуйста, напишите нам для каталога: [email protected]
Проходная клеммная колодка, ном. напряжение: 1000 В, номинальный ток: 76 А, тип подключения: Винтовые зажимы, количество точек подключения: 2, сечение: 1,5 мм²–25 мм², AWG: 16–4, ширина: 12,2 мм, высота: 54,4 мм, цвет: gray, mounting type: NS 35/7,5, NS 35/15
General
Number of levels
1
Number of connections
2
Potentials
1
Nominal cross section
16 mm²
Color
gray
Insulating material
PA
Flammability rating according to UL 94
V0
Area of применение
Железнодорожная промышленность
Машиностроение
Машиностроение
Обрабатывающая промышленность
Mounting type
NS 35/7,5
Rated surge voltage
8 kV
Degree of pollution
3
Overvoltage category
III
Insulating material группа
I
Максимальный ток нагрузки
101 А (при поперечном сечении проводника 25 мм²)
Номинальный ток I Н
76 А0496
Nominal voltage U N
1000 V
Open side panel
Yes
Shock protection test specification
IEC 60529:2001-02
Back of the hand protection
гарантировано
Защита пальцев
гарантировано
Результат испытания импульсным напряжением
Испытание пройдено
Уставка испытания импульсным напряжением
9. 8 kV
Result of power-frequency withstand voltage test
Test passed
Power frequency withstand voltage setpoint
2.2 kV
Result of the test for mechanical stability of terminal points (5 x соединение проводника)
Испытание пройдено
Результат испытания на сгибание и вытягивание
Испытание пройдено
Испытание на изгиб скорость вращения
10 rpm
Bending test turns
135
Bending test conductor cross section/weight
1.5 mm² / 0.4 kg
16 mm² / 2.9 kg
Tensile test result
Испытание пройдено
Испытание поперечного сечения проводника на растяжение
1,5 мм²
Заданное значение тягового усилия
40 Н 90tens496
Поперечное сечение проводника
16 mm²
Tractive force setpoint
100 N
Conductor cross section tensile test
25 mm²
Tractive force setpoint
135 N
Result of tight fit on support
Тест пройден
Плотная посадка на держателе
NS 32/NS 35
Уставка
5 N
Результат теста на падение напряжения
Test passed
Requirements, voltage drop
U 1 ≤ 3,2 mV U 2 ≤ 1,5 x U 1 dT ≤ 45 K
Result of temperature- испытание на нарастание
испытание пройдено
требование испытание на повышение температуры
повышение температуры ≤ 45 K
результат устойчивости к короткому замыканию
испытание пройдено
904 секция перекрестного замыкания 30494
16 mm²
Short-time current
1. 92 kA
Result of thermal test
Test passed
Proof of thermal characteristics (needle flame) effective duration
Индекс относительной температуры изоляционного материала (электр. , UL 746 B)
130 °C
Температурный индекс изоляционного материала (DIN EN 60216-1 (VDE 0304- 21))
130 ° C
Статическое изоляционное применение в холодном
-60 ° C
SMEUP FLAMBALTIOND NFPA 130 (ASTM E 162)
SMEUPPAR NFPA 130 (ASTM E 162)
SMOUTE NFPA 130 (ASTM E 162)
SMOUTE NFPA 130 (ASTM E 162)
SMOUT. E 662)
Прошел
Калориметрический высвобождение тепла NFPA 130 (ASTM E 1354)
28 MJ/KG
TOXITION NFPA 130497
TOXICIITY NFPA 130497
.7
Противопожарная защита рельсового транспорта (DIN EN 45545-2) R22
HL 1 – HL 3
Противопожарная защита рельсового транспорта (DIN EN 45545-2) R23
HL 1 – HL 3
Противопожарная защита рельсового транспорта (DIN EN 45545-2) R24
HL 1 – HL 3
Противопожарная защита рельсового транспорта (DIN EN 45545-2) R26
HL 1 – HL 3
7
7
Размеры
Width
12. 2 mm
End cover width
2.2 mm
Length
55.5 mm
Height
54.4 mm
Height NS 35/7,5
55 mm
Height NS 35/15
62.5 mm
Connection data
Connection method
Screw connection
Screw thread
M5
Stripping length
14 mm
Tightening torque, min
2.5 Nm
Tightening torque max
3 Nm
Подключение в соотв. со стандартом
IEC 60947-7-1
Примечание
Примечание. Выпуски продукции, сечения соединений и примечания по подключению алюминиевых кабелей можно найти в разделе загрузки.
Сечение жесткого провода мин.
1,5 мм²
Сечение жесткого провода макс.
25 мм²
Сечение проводника AWG мин.
16
Сечение проводника AWG макс.
4
Сечение гибкого провода мин.
1,5 мм²
Сечение гибкого проводника макс.
25 мм²
Мин. Сечение гибкого проводника AWG
16
Макс. Сечение гибкого проводника AWG
4
Сечение гибкого проводника, с наконечником без пластиковой втулки мин.
1 мм²
Сечение гибкого проводника, с наконечником без пластмассовой втулки макс.
16 мм²
Сечение гибкого проводника, с наконечником и пластмассовой втулкой мин.
1 мм²
Сечение гибкого проводника, с наконечником и пластмассовой втулкой макс.
16 мм²
2 одножильных провода одинакового сечения, мин.
1 мм²
2 одножильных провода одинакового сечения, макс.
6 мм²
2 многожильных провода одинакового сечения мин.
1 мм²
2 многожильных провода одинакового сечения, макс.
6 мм²
Два гибких провода одинакового сечения, с TWIN-наконечниками, с пластмассовой втулкой, минимум
0,75 мм²
Два гибких провода одинакового сечения, с TWIN-наконечниками, с TWIN-наконечниками пластиковая втулка, не более
10 мм²
Два многожильных провода одинакового сечения, с наконечником и без пластикового наконечника, минимум
1 мм²
Два многожильных провода одинакового сечения, с наконечником и без пластиковый рукав, максимум
6 mm²
Internal cylindrical gage
A7
Ambient conditions
Operating temperature
-60 °C … 105 °C (max. short-term рабочая температура 130°C)
Температура окружающей среды (хранение/транспортировка)
-25 °C … 60 °C (кратковременно, не более 24 ч, от -60 °C до +70 °C)
Допустимая влажность (хранение/транспортировка)
30 % … 70 %
Ambient temperature (assembly)
-5 °C … 70 °C
Ambient temperature (actuation)
-5 °C … 70 °C
Стандарты и правила
Соединение в соотв. со стандартом
CSA
IEC 60947-7-1
Класс воспламеняемости согласно UL 94
V0
Environmental Product Compliance
China RoHS
Environmentally friendly use period: unlimited = EFUP-e
No hazardous substances above threshold values
Сопутствующие товары
Ссылка для загрузки страницы
Перейти к началу
Механический цех Jensen Auto Service — Огден, Юта
Механический цех
Недавно мы добавили здание площадью 3000 квадратных футов, в котором находится наш полный механический цех .
БЛОКИ (БЕНЗИН)
Только чистый блок
Чистый двигатель
Промывочный блок или детали
Очистите блок, установите кулачковые подшипники и заглушки
Поверхность платформы V8 Block
Поверхность деки блока V6
Поверхность платформы L6 Block
Поверхность деки блока цилиндров 4
Поверхность блока h5
Установка кулачковых подшипников *
Сборка
Стандартный удлиненный блок V8/V6
Укороченный шток
4-цилиндровый запас, длинная книга
Ремонт штока в наборах (шт. )
Втулка штока в наборах (шт.) ****
Подвесьте и выровняйте поршни по отношению к шатунам в наборах (шт.)
Хонингование (шт.)
4-цил.
6-цил.
8 Цилиндр
Расточка и хонингование (шт.)
4-цил.
6-цил.
8-цил.
Цилиндрический кувшин для растачивания и хонингования
Выровнять хонинговальный блок, начиная с
Запасной цилиндр — пусковой @
Установка заглушек *
Установка втулок большого диаметра/производительности
Производительность в сборе по мере необходимости
V8/V6 OHC с цепями
4-цил. 0HC с цепями
РАБОТА КЛАПАН* (БЕНЗИН)
В10
V8 32 клапана
V8 прямой
V8 с наклоном
Дизель V8, 16 клапанов
V6 24 клапана**
V6 12 клапанов
L6 12 Клапан
4-цилиндровый 16-клапанный**
4-цилиндровый 12-клапанный
4-цилиндровый 8-клапанный
4-цилиндровый 20-клапанный
Руководства по установке ***
Интегральный; Включает направляющую (шт. )
Сменный; плюс направляющая (шт.)
Замена поверхности (шт.)
Повторная обработка L5, L6
Упрочненные седла клапана (шт.) ***
Выпрямление головки блока цилиндров
Трещина, плоская, вакуумная проверка (шт.)
Трещина, плоская, вакуумная проверка дизельного топлива (шт.)
Испытание под давлением (шт.)
Ремонт блока и головки блока цилиндров
МАХОВИК ШЛИФОВАЛЬНЫЙ
Плоский
Ступенчатый
Большой грузовик
Фольксваген
Более 13 дюймов
ДРУГОЕ
Впускной коллектор с новой поверхностью
Реставрация выпускного коллектора
Heli-Coil 1st/каждая там после
Подшипник оси пресса
Подшипник оси пресса с опорной пластиной
Пресс-цапфа
КОЛЕНВАЛ (БЕНЗИН)
4ЦИЛ, V6, V8
польский
Балансировка двигателя V8 и V6
Балансировка двигателя L6 и L4
Сварка
L6
В10
ПРИВОДНЫЕ ВАЛЫ
Выпрямление и балансировка
Укоротить и сбалансировать
*
Дополнительные детали
**
Дополнительная регулировка клапана
***
С клапаном, задание
****
Дополнительные втулки
ЧАСЫ РАБОТЫ:
Пн-Пт
8:00–17:30
Сб-Вс
Закрыто
Адрес: 3192 Midland Dr, Ogden, UT 84401 | Телефон: (801) 621-4252
| Электронная почта: pauljensen@jensenautoservice. com
Изображения, представленные на этом веб-сайте, предназначены для личного некоммерческого использования. Перепечатка, ретрансляция или воспроизведение таких изображений строго запрещены.
Nike Cross Regionals — Southwest 2011
NXN Southwest
19 ноября 2011 г., 13:37:15
Мальчики, бег на 5000 метров
Место Имя Возраст Команда Время
================================================== ====================================
1 (1) Ретана, Хосе С.Р. Меса Скайлайн Xc Club 16:08.56
2 (2) Робинсон, Николас С.Р. Торнтон Xc Club-co 16:15.42
3 (3) Гарттмайер, Колин С.Р. Мингус Тк-аз 16:16.50
4 (4) Гонсалес, Андрес СР Командный ПК 16:17.42
5 (5) Гролл, Матти Младший Дм Волки-аз 16:19.40
6 (6) Линдмейр, Маркус Дж. Р. Баунтифул Тс-ут 16:19.65
7 Джекман, Тейт SR Alpha T-wolves-ut 16: 20.88
8 (7) Альхамра, Закари FR Высота Rc 16: 21.79
9 (8) Каррьедо, Лоренцо С.Р. Высота Rc 16:28.01
10 (9) Уитни, Бригам-Дж. Р. Дезерт-Хиллз, Пр-вт 16:28.56
11 (10) Перкес, Коле С.Р. Баунтифул Тк-ут 16:33.04
12 (11) Прикетт, Джейк JR Jags Xc Club-az 16:35.95
13 (12) Ортега, Адрайн СО Виста Гранде Xc Club-az 16:37.67
14 Робертс, Гаррет Джей Ар Ко 16: 37.72
15 (13) Бигелоу, Джастин С.Р. Тандер-Ридж Xc Club-co 16:39.00
16 (14) Райт, Сал С.Р. Блэк Машин-нм 16:39.14
17 (15) Торрес, Майкл С.Р. Phoenix Central Xc Club-a 16:40.78
18 (16) Родос, Зак Дж.Р. Блэк Машин-нм 16:40.98
19 Гия, Кевин СР Нм 16:41.74
20 Кларк, Джозеф Дж. Р. Средняя школа Вулкан Виста 16: 42.72
21 (17) Гарсия, Хосе Дж.Р. Raider Racing Club-az 16:43.91
22 (18) Мэти, Клэй Дж. Р. Форт-Коллинз Xc Club-co 16: 47.19
23 Андерсон, Даньон С.О. Ко 16:48.00
24 (19) Алерс, Лайам Дж. Р. Трек-клуб Foothills 16: 48,83
25 Макконнел, Зак СР Ко 16: 48,90
26 (20) Хоман, Итан ** Межсезонье-аз 16:49.93
27 Лоусон, Сойер Дж. Р. Аз 16:50.26
28 (21) Хансен, Кристофер Дж. Р. Дезерт Хиллз Рч-вт 16:51.21
29 Хоскинсон, Джош СО Ала Xc Club-az 16: 51.63
30 (22) Уилсон, Натан SR Titans Xc-co 16: 51.78
31 (23) Келлер, Ник Джей Ар Форт Коллинз Xc Club-co 16:52.10
32 Бойл, Энди С.О. Ко 16:53.40
33 Леви, Брэндон Дж. Р. Средняя школа Пейдра Виста 16: 53.64
34 Варгаски, Брайан ** Аз 16:53.67
35 (24) Паиз, Шон С.О. Торнтон Xc Club-co 16:53.7936 (25) Хоуз, Сэм Дж. Р. Дэвис Xc Club-ut 16: 53.91
37 Барнхарт, Ник ЗП Нм 16:55.18
38 Хендерсон, Тимберлин С.О. Нм 16:55.53
39 (26) Вюрц, Джозеф С.Р. Falcon Xc Club-co 16:55.54
40 Натева, Тайрел Дж. Н.м. 16:55.95
41 Дечанд, Dj JR Co 16: 57.05
42 Liddell, Taylor JR Alpha T-wolves-ut 16: 57.77
43 (27) Трухильо, Фабиан СР Торнтон Xc Club-co 16:58.13
44 (28) Паркер, Сет Дж. Р. Vista Nation Xc Club-co 16:58.38
45 (29) Стерн, Джонатан С.О. Dm Wolves-az 16:58.49
46 (30) Уивер, Коннор С.О. Titan Clash-co 16:59. 28
47 (31) Таламантес, Макс С.Р. Феникс Централ Хс Клуб-а 17:01.17
48 Молина, Андрес ЖР Нм 17:01.73
49 (32) Этьен, Шон СР Форт Коллинз Xc Club-co 17:02.56
50 (33) Тоси, Доминик СР Нортленд Xc-az 17:03.40
51 Томас, Спенсер СР Нм 17:03.56
52 Гальего, Чендлер Дж. Р. Хс Клуб 17: 03.90
53 (34) Ришар, Джейкоб FR Pops Track Club 17:05.69
54 (35) Данн, Роб С.Р. Bountiful Tc-ut 17:06.00
55 (36) Томпсон, Мэтт С.Р. Titan Clash-co 17:06.17
56 (37) Хаберкорн, Алекс СО Фалькон Xc Club-co 17:06.54
57 Йоргенсен, Джесси Дж. Р. Херриман Xc Club-ut 17: 06.64
58 (38) Мэттингли, Джош СО Titan Clash-co 17:06.6959 Роджерс, Брэдли С.Р. Санрайз Маунтин Хс 17:06.88
60 (39) Shay, Eban SO Black Machine-nm 17:07.02
61 (40) Боунбрайт, Тайлер Дж. Р. Двкк 17:07.24
62 (41) Митчелл, Дамиан СР Сагуаро Ак 17:07.66
63 (42) Бейкер, Крис С.О. Frontier Academy Speed Te 17:07.70
64 (43) Райд, Чендлер СО Титанс Xc-co 17:08. 01
65 (44) Тейт, Мика SR Falcon Xc Club-co 17:08.1966 Кломстад, Алекс С.Р., Аз 17:08.81
67 Йоханнсен, Джон Дж. Р. Уорриор Хс 17:08.91
68 (45) Эггстафф, Эрик СР Дм Вулвз-аз 17:08.93
69 Берлин, Ян СО Альфа Т-волки-ут 17:09.26
70 (46) Гонсалес, Эдуардо С.Р. Торнтон Xc Club-co 17:09.57
71 (47) Майя, Эдвин SR Phoenix Central Xc Club-a 17:10.20
72 Маринер, Блейз Дж. Р. Abq Xc-nm 17: 11.03
73 (48) Нельсон, Харви С.О. Трек-клуб Foothills 17:11.37
74 Тейлор, Мэтт Младший Аз 17:13.17
75 (49) Мессерли, Дэвид С.О. Rocky Mountain Xc Club-co 17:14.94
76 (50) Вуд, Джозеф Дж.Р. Блэк Машин-нм 17:15.60
77 (51) Дорр, Брэндон С.О. Аризона Quikfire-az 17:15.61
78 (52) Бриггс, Генри FR Fort Collins Xc Club-co 17:15.62
79 (53) Шубин, Джексон Дж. Р. Тандер-Ридж Xc Club-co 17:16.04
80 (54) Касильяс, Мэнни ФР Блэк Машин-нм 17:16.93
81 (55) Кендалл, Кейсон С.Р. Bountiful Tc-ut 17:17.43
82 (56) Хоуз, Даллен ФР Буэна Сталлионс-аз 17:17. 44
83 Сайперс, Джастин Дж. Р. Бонневиль Xc Club-ut 17: 17.45
84 (57) Лофтин, Люк SR Titans Xc-co 17:17.72
85 (58) Скоггинс, Уильям Дж.Р. Рио Бланко Раннерс 17:18.49
86 Висс, Кевин С.О. Abq Xc-nm 17:18.51
87 (59) Ришар, Лукас SR Pops Track Club 17: 18.58
88 Флинн, Шон С.Р. Ко 17:18.74
89 (60) Вагнер, Кингстон Дж. Р. Луисвилль Xc Club-co 17:19.35
90 (61) Киркендолл, Арон Дж. Р. Jags Xc Club-az 17:19.46
91 (62) Саттон, Ян С.Р. Хоуп Кристиан Xc Club-nm 17:19.71
92 (63) Граф, Блейк СО Vista Nation Xc Club-co 17:20.75
93 (64) Джолли, Кейд С.О. Брюин Кс-ут 17:20.87
94 (65) Стюарт, Итан С.О. Дэвис Xc Club-ut 17:21.85
95 (66) Обриен, Ян SR Высота Rc 17: 21.94
96 (67) Стоун, Фокс СО Сагуаро Ак 17:22.16
97 Сюч, Марсель С.О. Ко 17:22.27
98 (68) Цзе, Давид ** Межсезонье-аз 17:22.76
99 (69) Валимаа, Джейкоб С.О. Двчч 17:23.24
100 Лавин, Остин С.О., Аз 17:23.36
101 (70) Миядзава, Мусаси СР Брюин Кс-ут 17:23. 63
102 (71) Вильяльвазо, Хуан Дж. Р. Торнтон Xc Club-co 17:23.80
103 Каттер, Райан Дж. Р. Дакота Ридж Xc Club-co 17: 24.02
104 (72) Бруно, Оги Джей Ар Попс Трек Клуб 17:24.75
105 Миранда, Рубен ЗП Нм 17:24.96
106 (73) Васкес, Эмилио Ф.Р. Трек-клуб Foothills 17:25.24
107 (74) Аммонс, Такер СР Дм Вулвз-аз 17:25.25
108 Отеро, Хорхе ПФ Нм 17:26.03
109 (75) Галеаццо, Остин Джей Ар Джагс Хс Клуб-аз 17:26.32
110 Харрисон, Донован SO Falcon Cross Country 17: 26.42
111 (76) Мисиалек, Сет С.Р. Меса Скайлайн Xc Club 17:26.71
112 (77) Перес, Кристиан SR Raider Racing Club-az 17:26.80
113 (78) Макфи, Джошуа С.О. Дезерт-Хиллз Пр-вт 17:27.41
114 Алдаретт, Зак С.О. Сент-Август Вулвз 17:27.50
115 (79) Донер, Райан JR Rocky Mountain Xc Club-co 17: 27.95
115 Хоскинсон, Dj SR Ala Xc Club-az 17:27.95
117 (80) Вуд, Патрик СО Хоуп Кристиан Xc Club-nm 17:28.15
118 (81) Мэнли, Брайан С.Р. Titan Clash-co 17:28.17
119 Энгельс, Исаак Дж. Р. Колорадо Rage Xc Club 17: 28.37
120 Видмер, Нейт JR Alpha T-wolves-ut 17: 28.73
121 (82) Шульте, Рори Дж. Р. Форт-Коллинз Xc Club-co 17: 28.78
122 (83) Миклин, Джейкоб СР Луисвилл Xc Club-co 17:290,98
123 (84) Ингрэм, Калеб Младший Высота Rc 17:30.03
124 (85) Гавриляк, Кайл ФР Двкк 17:30.10
125 (86) Куни, Дейтон СР Маунтин-Вью Xc Club-co 17:30.37
126 Уоткинс, Джордан СР Ок Хк 17:30.96
127 Форд, Джейкоб С.О., Аз 17:31.23
128 (87) Валенсия, Маркус JR Team ПК 17:31.69129 (88) Гарсия, Дрю Джей Ар Попс Трек Клуб 17: 31.81
130 (89) Скелтон, Крис Дж.Р. Rocky Mountain Xc Club-co 17:32.26
131 (90) Деврис, Брайан Дж. Р. Eagles Xc Club-co 17:32.31
132 (91) Лебо, Логан СР Меса Скайлайн Хс Клуб 17:32.39
133 (92) Зунига, Диего Джей Ар Феникс Централ Хс Клуб-а 17:32.60
134 (93) Ховард, Леви С.Р. Ран Флагстафф-аз 17:32.69135 Невё, Джастин С.Р. Oc Xc 17:33.40
136 (94) Джордано, Трой Дж. Р. Двкк 17: 33.47
137 Каттер, Блейк Дж. Р. Дакота Ридж Xc Club-co 17: 33.96
138 (95) Гилбрет, Уил Дж. Р. Сагуаро Ак 17: 33.97
139 (96) Крейн, Кенни С.Р. Титаны Xc-co 17:34.89
140 (97) Богушефски, Митчелл Дж. Р. Двкк 17:35.52
141 (98) Веласкес, Джошуа Дж. Р. Буэна Сталлионс-аз 17:36.04
142 (99) Хеллебайк, Джордан SO Pops Track Club 17: 36.13
143 (100) Перес, Алонсо SR Raider Racing Club-az 17:37.13
144 (101) Кимбалл, Дэнни С.Р. Сагуаро Ак 17:37.21
145 (102) Престон, Коди С.Р. Titan Clash-co 17:37.58
146 Рассел, Майкл ** Старшая школа Пейджа 17:38.30
147 Контрерас, Итан ЗП Нм 17:38.37
148 Нутумья, Кайл Дж. Р. Аз 17: 38.72
149(103) Шофилд, Джастин Дж. Р. Дэвис Xc Club-ut 17: 38,79
150 (104) Бэнкс, Густаво С.О. Мингус Тк-аз 17:39.31
151 (105) Голдсберри, Тэйлор Дж. Р. Дэвис Xc Club-ut 17:39.36
152 (106) Терк, Крис С.О. Высота Rc 17:39.82
153 Бубион, Джейкоб С.О. Аз 17:40.00
154 (107) Фишер, Блейк С.О. Cds Xc 17:40.39155 (108) Каллингс, Патрик С.О. Cds Xc 17: 40. 54
156 (109) Бурвинкл, Келвин Дж.Р. Ран Флагстафф-аз 17:40.90
157 Макспадден, Риз С.Р., Аз 17:41.51
158 (110) Джейкобс, Эндрю С.Р. Нортленд Xc-az 17:41.73
159 Пена, Мэтью SR Az 17: 42.43
160 (111) Ортис, Крис SR Мингус Tc-az 17:42.76
161 (112) Агинага, Остин С.Р. Двкк 17:43.43
162 Gordon, Jd JR Rcxc Club-rock Canyon-co 17: 43.75
163 (113) Хуссер, Райан СР Двкк 17:44.19163 Сумацкуку, Кайл FR Az 17:44.19
165 (114) Ауэн, Брэди С.Р. Торнтон Xc Club-co 17:44.69
166 (115) Иган, Марк С.О. Буэна Сталлионс-аз 17:45.10
167 Гао, Джефф С.Р. Abq Xc-nm 17:45.15
168 Hancock, Mckade SR Bonneville Xc Club-ut 17:45.60
169 (116) Уокер, Майк СО Лос-Аламос Xc Club-nm 17:45.68
170 (117) Кеплер, Эндрю С.Р. Черная машина-нм 17:46.24
171 Брэдфорд, Джош ЗП Нм 17:46.48
172 (118) Зилер, Аммон СО Буэна Сталлионс-аз 17:47.58
173 Энтнер, Бейли Дж. Р. Лавленд X-c Club 17: 48.35
174 (119) Кунц, Джеймс Дж. Р. Jags Xc Club-az 17: 49. 48
175 (120) Арреола, Луис С.Р. Виста Гранде Xc Club-az 17:49.56
176 (121) Нильсен, Таннер С.О. Рио Бланко Раннерс 17:49.79
177 (122) Куни, Диксон Дж. Р. Маунтин-Вью Xc Club-co 17: 50.09
178 (123) Донельсон, Джо Дж. Р. Курсер Xc-co 17:50.48
179 Обриен, Патрик С.О. Лавленд X-c Club 17:50.59180 (124) Вердуго, Алан SR Raider Racing Club-az 17:50.99
181 (125) Дитц, Гарретт SR Высота Rc 17: 51.21
182 (126) Уорд, Джош Ф.Р. Дэвис Xc Club-ut 17:51.24
183 Мотт, Джесси JR Bonneville Xc Club-ut 17: 51.29
184 Кэрролл, Джейкоб SR Az 17: 51.41
185 (127) Макдэниел, Джош Дж. Р. Vista Nation Xc Club-co 17:51,93
186 (128) Ларви, Кертис Дж. Аризона Квикфайр-аз 17:52.51
187 (129) Лейва, Маркос С.Р. Ист Вэлли Банана Бойз 17:52.62
188 Бен, Кевин ЗП Нм 17:53.10
189 (130) Макдоннелл, Рейган С.Р. Двкк 17:53.20
190 Флитвуд, Джошуа FR Az 17: 53.64
191 (130) Геринг, Зак С.О. Titan Clash-co 17:53.88
192 Бертон, Сойер Дж. Р. Аз 17:53. 90
193 (131) Ройбал, Аарон Дж. Р. Лос-Аламос Xc Club-nm 17:54.15
194 Накаи, Дейл СР Ко 17: 54.83
195 (132) Рейс, Вятт Дж. Р. Луисвилл Хс Клуб-Ко 17: 55.02
196 (133) Хиллис, Джошуа Джей Ар Ист Вэлли Банана Бойз 17: 55.27
197 (134) Ландер, Джон SR Pops Track Club 17: 56.48
198 (135) Оливер, Габриэль СР Ист-Вэлли Банана Бойз 17: 56.62
199 (136) Томпсон, Зак FR Jags Xc Club-az 17:56.77
200 (137) Норманд, Райан СО Cds Xc 17:56.82
201 (138) Мерфри, Мэтт СО Vista Nation Xc Club-co 17:57.08
202 (139) Хайн, Пол младший Аризона Quikfire-az 17:57.39
202 (139) Спендлав, Энтони Дж.Р. Ран Флагстафф-аз 17:57.39204 (141) Тейлор, Колби Дж. Р. Баунтифул Тс-ут 17: 57.67
205 (142) Исаксон, Джоэл С.О. Тандер-Ридж Xc Club-co 17:57.68
206 Спенсер, Мэтт Дж. Р. Лавленд X-c Club 17: 57.93
207 Хасти, Гэвин FR Ut 17: 58.55
208 (143) Джонсон, Дэррил JR Falcon Xc Club-co 17:58.56
209 (144) Эмброуз, Кэлвин С.О. Брюин Кс-ут 17:58.89210 (145) Мейс, Николас С. О. Highlands Ranch Xc Club 17:59.01
211 (146) Юрист, Мэтт Дж. Р. Брюин Кс-ут 17:59.06
212 (147) Хойт, Алек С.О. Двкк 17:59.10
213 (147) Кэррол, Митчелл FR Falcon Xc Club-co 17:59.19
214 (148) Маккелви, Тейлор Дж. Р. Vista Nation Xc Club-co 17:59.56
215 (149) Уильямс, Брайан С.Р. Тандерхардт Атлетикс-аз 17:590,62
216 (150) Андерсон, Тейлор С.О. Баунтифул Tc-ut 17:59.89
217 (151) Янг, Девон С.Р. Тандер-Ридж Xc Club-co 18:00.16
218 (152) Таббс, Мэтт С.О. Луисвилль Xc Club-co 18:00.35
219 Мейсон, Гэвин FR Средняя школа Помоны 18:00.70
220 (153) Фаррелл, Кевин С.Р. Уайт Танк Флайерз 18:01.21
221 (154) Таннер, Райан Дж. Р. Дэвис Xc Club-ut 18:01.28
222 Васкес, Бреннан СР Аз 18:01.46
223 (155) Гаррисон, Форрест С.Р. Курсер Xc-co 18:01.85
224 (156) Янцер, Майкл Дж. Р. Фалькон Xc Club-co 18:02.00
225 (157) Нильсен, Дейл С.О. Рио Бланко Раннерс 18:02.23
226 (158) Ливитт, Треннон СР Брюин Кс-ут 18:02.62
227 (159) Кларк, Райан Дж. Р. Дэвис Xc Club-UT 18: 02. 99
228 (160) Мур, Алек Дж. Тандерхардт Атлетикс-аз 18:03.21
229 (161) Макнэри, Эндрю С.О. Буэна Сталлионс-аз 18:03.57
230 (162) Родс, Кайл С.Р. Highlands Ranch Xc Club 18:04.17
231 (163) Дилтц, Джош Дж.Р. Хоуп Кристиан Xc Club-nm 18:04.20
232 (164) Миллер, Леви С.О. Ран Флагстафф-аз 18:04.41
233 (165) Дженнингс, Зак С.О. Rocky Mountain Xc Club-co 18:04.47
234 (166) Томпсон, Сет Дж. Р. Дэвис Xc Club-ut 18:04.69235 Воган, Сойер Дж. Р. Колорадо Rage Xc Club 18: 04.97
236 (166) Мур, Мика Дж. Р. Брюин Кс-ут 18:05.48
237 Каттер, Гейб Младший Ок Хс 18:05.70
238 (167) Франц, Алекс Младший Cds Xc 18:05.71
239 (168) Чарли, Аарон С.О. Чинл Блэк Моб 18:05.78
240 (169) Ортега, Карлос SR Team ПК 18:06.01
241 Маккалла, Джосайя С.О., Аз 18:06.80
242 (170) Тиррелл, Алекс SR Frontier Academy Speed Te 18:06.96
243 (171) Суонсон, Кайл СР Луисвилль Xc Club-co 18:07.25
244 Ньюэлл, Дилан Дж. Р. Telluride Running Club-co 18: 07.43
245 (172) Селайя, Энтони Джей Ар Ист Вэлли Банана Бойз 18:07. 50
246 (173) Тильке, Остин Дж. Р. Двкк 18:07.89
247 Кимбалл, Сойер С.О., Аз 18:08.02
248 (173) Дюран, Стивен С.Р. Торнтон Xc Club-co 18:08.47
249(174) Уинстен, Сэм-младший Аризона Quikfire-az 18:09.01
250 Нез, Скайлер Младший Нм 18:09.85
251 Атчитти, Домоник ЗП Нм 18:09.95
252 (175) Мейер, Люк FR Jags Xc Club-az 18:10.05
253 (176) Кройц, Брэндон С.Р. Highlands Ranch Xc Club-c 18:10.07
254 (177) Симпсон, Ной Дж. Р. Лос-Аламос Xc Club-nm 18: 10.38
255 Джонсон, Кевин С.О. Ко 18:10.98
256 (178) Воеллер, Коул Дж. Р. Eagles Xc Club-co 18: 11.11
257 (179) Чой, Майк СР Уайт Танк Флайерз 18:11.20
258 (180) Денев, Никола Дж. Р. Торнтон Xc Club-co 18:11.28
259 (180) Скотт, Пал СР Мингус Тк-аз 18:11.79
260 Хакетт, Патрик Дж. Р. Аз 18: 12.14
261 (181) Соррелл, Джек SR Foothills Track Club 18: 12.57
262 Рок, Джарен Дж. Р. Бонневиль Xc Club-ut 18: 12.59263 (182) Пачеко, Трой ФР Командный ПК 18:13.09
264 (183) Накасава, Киану SO Raider Racing Club-az 18:13. 50
265 (184) Хан, Тайлер Дж. Тандерхардт Атлетикс-аз 18:13.81
266 (185) Бруно, Джейкоб FR Pops Track Club 18: 14.51
267 (186) Нильсен, Мэтт С.О. Высота Rc 18:14.79
268 (187) Арко, Брайан СР Рио Ранчо Xc Club-nm 18:15.12
269(188) Гейл, Лейн SR Mingus Tc-az 18: 16.68
270 (189) Клаус, Исаак Дж. Р. Дэвис Xc Club-ut 18: 17.02
271 (189) Райнхаймер, Джеймс С.Р. Торнтон Xc Club-co 18:17.13
272 (189) Даниэль, Мбио Мбио JR Phoenix Central Xc Club-a 18:18.07
273 (190) Карси, Крис С.Р. Ран Флагстафф-аз 18:18.50
273 (190) Чавес, Аарон С.Р. Silver City Xc Club-nm 18:18.50
275 Бэбкок, Тристан СР Дакота Ридж Xc Club-co 18: 18.73
276 (192) Монкур, Томми С.О. Дэвис Xc Club-ut 18:19.07
277 (192) Каллинз, Хейден Дж. Р. Сагуаро Ак 18:19.53
278 (193) Реклаймер, Бруно С.О. Phoenix Central Xc Club-a 18:19.72
279 (194) Раэль, Фабион ФР Торнтон Xc Club-co 18:19.98
280 (194) Бигелоу, Чейз ФР Тандер-Ридж Xc Club-co 18:21.44
281 (195) Анайя, Бад Джей Ар Ран Флагстафф-аз 18:22. 20
282 (196) Бенхэм, Коди С.Р., Дезерт-Хиллз, Rc-ut 18:22.34
283 Феррара, Сэмюэл С.Р. Ко 18:23.30
284 Мааг, Йонас Дж.Р. Аз 18:23.50
285 (197) Макализ, Кэмерон СО Фалькон Хс Клуб-ко 18:24.21
286 Лумис, Натан Дж. Р. Telluride Running Club-co 18: 24.22
287 Нильсон, Брэндон С.О. Трек-клуб Soaring Hawk-a 18:24.40
288 (198) Ashby, Jaren JR Desert Hills Rc-ut 18:24.42
289 (199) Джонсон, Кайл С.Р. Ран Флагстафф-аз 18:24.65
290 (200) Гейгер, Джош FR Dvcc 18: 24.76
291 (200) Смит, Дилан Дж. Р. Двкк 18: 24.92
292 Платил, Лук FR Colorado Rage Xc Club 18: 25.19
293 (200) Брунгардт, Патрик С.Р. Falcon Xc Club-co 18:25.42
294 (200) Пауэлл, Джейкоб SR Desert Hills Rc-ut 18: 26.01
295 (201) Мартин, Джош Дж. Р. Маунтин-Вью Xc Club-co 18: 26.62
296 (202) Строхекер, Брайс С.О. Маунтин-Вью Xc Club-co 18:27.32
297 Спранг, Сойер ФР Аз 18:27.75
298 Мартинес, Эйвери С.О. Салидас Лайвстронг Пижама 18:28.30
299 (203) Бермудес, Алдаир Дж. Р. Мингус Тк-аз 18:29.16
300 Тумбс, Натан С.Р. Сахуарита Аз Ус 18:29.54
301 (204) Ванбибве, Брэндон С.Р. Off Season-az 18:30.19
302 (205) Линдауэр, Джек С.О. Тандер-Ридж Xc Club-co 18:30.33
303 (206) Леммонс, Джейкоб Дж. Р. Тандер-Ридж Xc Club-co 18: 31.01
304 (207) Глинн, Рейган Дж. Р. Трек-клуб Foothills 18: 31.24
305 Губиш, Крис ЗП 18:31.55
306 (208) Керли, Чэннон Дж. Р. Чинл Блэк Моб 18: 31.66
307 (209) Ли, Райан Дж. Р. Дэвис Xc Club-UT 18: 31.71
308 (209) Ракоу, Джастин Дж. Р. Ист-Вэлли Банана Бойз 18: 32.38
309 (210) Салас, Джейкоб Дж.Р. Рио-Ранчо Xc Club-nm 18:32.78
310 (211) Террасас, Шай СО Виста Гранде Xc Club-az 18:33.45
311 (212) Колер, Дилан Дж.Р. Rocky Mountain Xc Club-co 18:33.80
312 (213) Брейс, Джек С.Р. Уайт Танк Флайерз 18:34.02
313 (214) Джонсон, Дарнелл Дж. Р. Чинл Блэк Моб 18: 34.28
314 (215) Освальд, Эрик С.О. Off Season-az 18:34.38
315 (216) Пауэлл, Бенджамин С.О., Дезерт-Хиллз, Пр-вт 18:35.07
316 Йонке, Николас ** Горизонт 18:35. 08
317 (217) Агинага, Алекс SR Dvcc 18:35.57
318 (217) Гаррибай, Луис С.Р. Raider Racing Club-az 18:36.33
319(218) Шерман, Кайл СР Аризона Quikfire-az 18: 37.05
320 Смит, Самуэль С.О., Ок Хс 18:38.20
321 (219) Фрай, Тревор Дж. Р. Дэвис Xc Club-ut 18: 38.89
322 Халд, Ник ФР Аз 18:38.93
323 (219) Краус, Сэм Дж. Р. Трек-клуб Foothills 18: 39.16
324 (220) Кэрролл, Кристиан FR Высота Rc 18:39.17
325 (220) Кай, Дэвид FR Foothills Track Club 18: 39.86
326 (221) Туми, Дэвид С.Р. Off Season-az 18:40.25
327 (222) Тернбулл, Крис Дж. Р. Брюин Кс-ут 18:40.73
328 (223) Фут, Николас С.О. Тандерхардт Атлетикс-аз 18:40.85
329 (224) Герстер, Джейк Младший Дм Вулвз-аз 18:41.13
330 (225) Калхун, Калеб Дж.Р. Тандерхардт Атлетикс-аз 18:41.15
331 (226) Брауэр, Джон С.Р. Маунтин-Вью Xc Club-co 18:41.20
332 (227) Домингес, Лукас JR Eagles Xc Club-co 18:41.94
333 (228) Лоусон, Алекс Дж. Р. Сагуаро Ак 18: 42.12
334 (229) Кордова, Кристофер ФР Командный ПК 18:42. 44
335 (230) Кори, Джон Дж. Р. Двкк 18: 42.58
336 (230) Толлесон, Маршалл С.Р. Мингус Тк-аз 18:42.82
337 Теодор, Стивен SR Rcxc Club-rock Canyon-co 18: 43.79
338 Неваррес, Деррик СО Ко 18: 44.21
339(231) Фарнсворт, Девин Дж. Р. Дэвис Xc Club-ut 18: 44,96
340 (231) Шульц, Ник С.О. Нортленд Xc-az 18:45.39
341 (232) Де Ла Рива, Эрик С.Р. Тандерхардт Атлетикс-аз 18:46.11
342 (233) Стейплз, Кэмерон ФР Лос-Аламос Xc Club-nm 18:46.14
343 Миллер, Шейн Дж. Р. Колорадо Rage Xc Club 18: 46,66
344 (234) Хьюз, Латроп Дж. Р. Рио Бланко Раннерс 18: 46,67
345 (235) Серрано, Эдгар СР Меса Скайлайн Xc Club 18: 47.27
346 (236) Баркер, Брэди С.О. Тандер-Ридж Xc Club-co 18:48.46
347 (236) Первис, Сэм СО Титанс Xc-co 18:52.94
348 (237) Фернандес, Барри Дж. Р. Виста Гранде Xc Club-az 18:53.54
349 (238) Линдстром, Бен Дж. Р. Баунтифул Тс-ут 18: 53.60
350 (239) Спинелли, Джоуи Джей Ар Ран Флагстафф-аз 18:53.66
351 (239) Даннинг, Даниэль Дж.Р. Лос-Аламос Xc Club-nm 18:54. 31
352 (240) Хеджес, Огастус С.Р. Буэна Сталлионс-аз 18:55.78
353 (241) Лам, Матиас СР Лос-Аламос Xc Club-nm 18:56.15
354 (242) Кнорр, Джереми Джей Ар Джагс Xc Club-az 18:56.52
355 (243) Брунгардт, Джошуа С.О. Фалькон Xc Club-co 18:57.10
356 (243) Кампос, Майк С.Р. Виста Гранде Xc Club-az 18:57.63
357 (244) Алдапе, Энтони С.О. Сагуаро Ак 18:58.11
358 (245) Деджордж, Бретт С.Р. Falcon Xc Club-co 18:58.73
359(245) Проссер, Колтон JR Rocky Mountain Xc Club-co 18: 58.88
360 (246) Чи, Майрон Дж. Р. Чинл Блэк Моб 19: 00.78
361 (247) Мартинес, Натан СР Командный ПК 19:00.89
362 (248) Гутьеррес, Маркус Дж. Р. Лос-Аламос Xc Club-nm 19:00.93
363 (249) Кейтли, Джейк ФР Торнтон Xc Club-co 19:01.45
364 Treuhaft, Travis SR Rmxc Club-az 19:01.50
365 (249) Гальегос, Дилан Дж.Р. Сокорро Xc 19:01.74
365 (249) Макгэри, Зевер ФР Двкк 19:01.74
367 (250) Аллеман, Зак С.Р. Блэк Машин-нм 19:01.81
368 (251) Уайз, Сет СО Брюин Кс-ут 19:03.15
369 (251) Олеа, Дэй С. Р. Феникс Централ Хс Клуб-а 19:03.32
370 Конрад, Коул С.О. Аз 19:03.40
371 Улибарри, Иерихон, Франция, 19:04.74
372 Марколини, Энтони Джей Ар Аз 19:04.79
373 (252) Ноэ, Уэсли Джей Ар Хоуп Кристиан Xc Club-nm 19:05.21
374 (253) Вегнер, Грэм С.О. Трек-клуб Foothills 19:06.06
375 (253) Чермак, Мэйсон Дж. Р. Курсер Xc-co 19:06.90
376 (254) Известно, еще нет ** Vista Grande Xc Club-az 19:07.49
376 (254) Tyrrell, Sean SO Frontier Academy Speed Te 19:07.49
378 Шахбазян, Мэтью С.Р. Аз 19:08.20
379 (256) Ороско, Джерри ФР Виста Гранде Xc Club-az 19:08.80
380 Делахант, Пол Дж. Р. Аз 19: 08.92
381 (257) Финуф, Коннор Дж. Р. Двкк 19:09.47
382 Мартинес, Джонатон Младший 19: 09.66
383 (257) Фасуло, Тревор СР Аризона Квикфайр-аз 19:09.87
384 (258) Бикс, Мэтт FR Dvcc 19: 10.04
385 (258) Кэхилл, Брендан SR Dm Wolves-az 19:10.82
386 (259) Минхарес, Хесус FR Phoenix Central Xc Club-a 19:12.91
387 (259) Миллер, Райан СР Titan Clash-co 19:14. 76
388 (260) Denetdeel, Collins FR Chinle Black Mob 19: 15.27
389 (261) Хауэлл, Джеймс С.О. Сокорро Xc 19: 15.74
390 (262) Яззи, Лорен Ф.Р. Чинл Блэк Моб 19:17.27
391 (263) Дьело, Лотсима СО Феникс Централ Хс Клуб-а 19:17.67
392 (263) Маккарти, Хайме Мигель SR Silver City Xc Club-nm 19:18.20
393 (264) Пендергаст, Джек JR Highlands Ranch Xc Club 19:18.50
394 (265) Харрис, Шон С.Р. Ран Флагстафф-аз 19: 18,88
395 (265) Рихтер, Эдвард С.О. Трек-клуб Foothills 19: 20.38
396 Чи, Бенджамин Дж. Р. Нм 19: 21.57
397 (265) Брэди, Сунер ФР Чинл Блэк Моб 19:22.55
398 (266) Евангелиста, Джейкоб С.О. Курсер Xc-co 19:23.25
399 (267) Рэйл, Джексон Ф.Р. Дэвис Xc Club-ut 19:23.50
400 (267) Мессингер, Кайл СР Буэна Сталлионс-аз 19:24.22
401 (268) Мортимер, Шайлер С.Р. Off Season-az 19:26.07
402 (269) Розье, Ян SR Thunder Ridge Xc Club-co 19: 26.61
403 Монтано, Маркус С.Р. Сент-Август Вулвз 19:27.92
404 (269) Абейта, Тим С.Р. Сокорро Xc 19:29.25
405 (270) Нордберг, Cj SR Falcon Xc Club-co 19:29. 40
406 Киндерманн, Адам младший Феникс Аз Ус 19: 29,56
407 Райт, Dallan JR Soaring Hawk Track Club-a 19: 29.78
408 (270) Криспин, Фрэнки СО Рио Ранчо Xc Club-nm 19:30.75
409 (271) Акоста, Адриан младший Аризона Квикфайр-аз 19:30.78
410 (272) Контрерас, Эриберто СО Виста Гранде Xc Club-az 19:32.06
411 (272) Джейкобсон, Хоган Дж. Р. Брюин Кс-ут 19: 34.51
412 (272) Уайброу, Дэн С.Р. Дэвис Xc Club-ut 19:35,51
413 (272) Фогель, Питер С.Р. Брюин Кс-ут 19:36.55
414 (272) Мори, Макс СО Маунтин-Вью Xc Club-co 19:37.50
415 Лоури, Средняя школа Камерон Ф.Р. Помона 19: 37.82
416 (273) Болдуин, Райан JR Eagles Xc Club-co 19: 37.84
417 (274) Велу, Адам Дж. Р. Дм Вулвз-аз 19: 37.91
418 (275) Ристаньо, Майкл С.О. Дм Волки-аз 19: 38,54
419 (275) Кинтанар, Дилан Дж. Р. Двкк 19: 39.16
420 (275) Мюррей, Патрик С.Р. Курсер Xc-co 19:41.46
421 (276) Риггенбах, Чад FR Mountain View Xc Club-co 19:43.05
422 (277) Шнайдер, Айдан С.О. Нортленд Xc-az 19:43. 54
423 (278) Диас, Роберт СО Виста Гранде Xc Club-az 19:43.55
424 (278) Мелонис, Брайан Дж. Р. Highlands Ranch Xc Club 19: 48,53
425 Бранкати, Райан СР Сагуаро Ак 19:48.80
426 Лич, Крис СО Аз 19:50.21
427 (279) Имонде, Самсон С.Р. Феникс Централ Хс Клуб-а 19:51.53
428 (279) Силва, Исайя С.О. Сильвер Сити Xc Club-nm 19:53.28
429 (280) Фогель, Спенсер С.О. Брюин Кс-ут 19:53.77
430 (280) Гиллиган, Мэтью SR Black Machine-nm 19: 55,66
431 (280) Латтрелл, Денвер FR Team ПК 19: 56.21
432 (281) Бенавидес, Джейд С.Р. Silver City Xc Club-nm 19:59.97
433 (282) Чермак, Роман С.Р. Курсер Xc-co 20:01.83
434 Перейра, Омар Дж. Р. Маунтин-Вью 20: 02.55
435 (283) Дрейпер, Лоуренс С.О. Чинл Блэк Моб 20:03.79
436 (283) Блэк, Трентон С.О. Уайт Танк Флаерз 20:05.35
437 (284) Платеро, Скотти Джей Ар Буэна Сталлионз-аз 20:05.43
438 Билли, Исак FR Az 20:05.49439 (284) Известно, еще нет ** Mesa Skyline Xc Club 20:05.73
440 Дауни, Мэтт С. О. Сагуаро Ак 20:05.79
441 (285) Смит, Дэн СР Брюин Кс-ут 20:08.60
442 (285) Миклич, Ричард Ф.Р. Тандерхардт Атлетикс-аз 20:09.75
443 (286) Уллери, Трейгон ФР Мингус Тк-АЗ 20:10.35
444 (286) Известно, еще нет ** Thunder Ridge Xc Club-co 20: 11,94
445 (286) Мередит, Джеймс С.Р. Falcon Xc Club-co 20:12.02
446 (286) Стефан, Коул С.О. Трек-клуб Foothills 20:12.82
447 (286) Херриг, Кайл С.О. Двкк 20:13.25
448 (286) Вэнс, Мэтт FR Foothills Track Club 20: 13.74
449 (286) Рудольф, Брайс JR Eagles Xc Club-co 20:14.60
450 Райт, Брендон С.Р. Сагуаро Ак 20:14.80
451 (287) Холмберг, Джастин Джей Ар Ист Вэлли Банана Бойз 20:14.86
452 (288) Сиккинк, Винсент С.О. Торнтон Xc Club-co 20:15.76
453 (288) Престон, Кевин С.Р. Frontier Academy Speed Te 20:190,08
454 Thach, Steve JR Soaring Hawk Track Club-a 20:20.45
455 Глосслейн, Тобиас С.О., Аз 20:20.68
456 (289) Ванкруз, Ташоний ФР Чинл Блэк Моб 20:22.56
457 (289) Неброски, Алекс С.Р. Тандерхардт Атлетикс-аз 20:23. 16
458 (289) Экман, Зак С.Р. Тандерхардт Атлетикс-аз 20:23.27
459 Орндорф, Брэд Младший Нм 20:26.65
460 (289) Пан, Люк С.О. Dvcc 20:27.94
461 (289) Оуэнс, Кайл С.Р. Дезерт-Хиллз, Пр-вт 20:28.02
462 (289) Энджелл, Брайан С.Р. Дезерт-Хиллз, Rc-UT 20:32.89
463 (289) Хэмблен, Каллен Дж. Р. Нортленд Xc-az 20:40.85
464 (290) Девор, Кинан FR Mingus Tc-az 20:42.94
465 Лазорак, Дуг JR Soaring Hawk Track Club-a 20: 46.60
466 Вуди, Закари SO Нм 20: 47.77
467 (290) Стасински, Лэнс SO Frontier Academy Speed Te 20: 48.70
468 (291) Мартин Дель Кампо, Омар С.О. Дм Вулвз-аз 20:49.44
469 (291) Визе, Ben SR Foothills Track Club 20: 55.83
470 (291) Смит, Джейкоб SR Frontier Academy Speed Te 20: 58.24
471 (292) Андерсон, Трент Дж. Р. Мингус Тк-аз 20: 59.96
472 (292) Коффман, Джейкоб С.Р. Хоуп Кристиан Xc Club-nm 21:01.11
473 (293) Биссессур, Нилеш С.О. Cds Xc 21:03.12
474 (294) Шмидт, Томми JR Falcon Xc Club-co 21:05.00
475 (294) Делани, Трой ФР Двкк 21:08. 55
476 (294) Известно, Пока Нет ** Дм Волки-аз 21:14.90
477 (294) Миранда, Маркус С.О. Уайт Танк Флайерз 21:15.08
478 (295) Монтгомери, Джейсон СО Рио Ранчо Xc Club-nm 21:16.01
479(296) Моутс, Зак С.Р. Highlands Ranch Xc Club-c 21:24.88
480 (297) Зайберт, Брендан Дж.Р. Сокорро Xc 21:28.08
481 (298) Лам, Джаред С.О. Сокорро Xc 21:28.18
482 Геда, Эзра С.О. Аз 21:35.18
483 (299) Франсиско, Квентин ФР Буэна Сталлионс-аз 21:38.60
484 (299) Стейнменц, Мэтт Дж. Тандерхардт Атлетикс-аз 21:42.27
485 (299) Чавес, Tj JR Thunder Ridge Xc Club-co 21:45.27
486 (299) Лонгейкер, Ник С.О. Трек-клуб Foothills 21: 56,76
487 (299) Макмиллан, Эрик С.Р. Falcon Xc Club-co 21:58.92
488 Вега, Эрик ФР Сент-Август Вулвз 21:59.26
489 (299) Маринез, Эрик ** Silver City Xc Club-nm 22:00.79
490 Ибарра, Джастин FR Рио-Рико Rc-az 22:04.97
491 Лик, Гаррет ФР Аз 22:06.09
492 (300) Гонсалес, Артуро Ф.Р. Торнтон Xc Club-co 22:06.45
493 (300) Леон, Дэвид FR Phoenix Central Xc Club-a 22:13. 32
494 (300) Нильсен, Итан Дж. Р. Брюин Кс-ут 22:15.68
495 (300) Уэббер, Митчелл ФР Рио Бланко Раннерс 22:24.48
496 (301) Филлипс, Энди ФР Торнтон Xc Club-co 22:34.84
497 (301) Street, Alec SO Frontier Academy Speed Te 22:38.39
498 (302) Линч, Роберт С.О. Off Season-az 22:42.84
499 (303) Байс, Трек-клуб Adam JR Foothills 22: 55.49
500 (303) Ланг, Натан Дж. Р. Лос-Аламос Xc Club-nm 23:00.36
501 (303) Йеллоуфиш, Линдон Дж.Р. Phoenix Central Xc Club-a 23:16.02
502 (303) Эверитт, Исаак JR Falcon Xc Club-co 23: 20.87
503 (303) Элвелл, Ник FR Dvcc 23: 25.16
504 (303) Известно, еще нет ** Банановые мальчики Ист-Вэлли 23: 58.22
505 (304) Кловдаль, Олин FR Frontier Academy Speed Te 24:35.51
506 (304) Лосано, Адоннис С.О. Сокорро Xc 24:51.13
507 (305) Суонн, Бретт ФР Буэна Сталлионс-аз 25:07.36
508 Ярмин, Тайдин С.Р. Тандерхардт Ак 25:25.32
509(305) Кэмпбелл, Клэй FR White Tank Flyers 25: 30.86
510 (306) Кэмпбелл, Коди С.Р. Уайт Танк Флайерз 26:38. 58
511 (307) Седорик, Сэмюэл ФР Рио Ранчо Xc Club-nm 27:18.19
512 Уайтмэгпай, Колби FR Az 32: 24.38
513 (308) Уайт, Алекс С.О. Дэвис Xc Club-ut 46:38.22
514 Лучший, Уилл ФР Аз 47:390,52
Командные очки
1 Thornton XC Club-CO-Boys Open 170 1:24:40.710
2 Николас РОБИНСОН 16:15.42 24 Шон ПАЙС 16:53.79 27 Фабиан ТРУХИЛЬО 16:58.13
46 Эдуардо ГОНСАЛЕС 17:09.57 71 Хуан ВИЛЬЯЛВАСО 17:23.80
(114) Брэди АУЕН 17:44,69 (173) Стивен ДЮРАН 18:08,47
2 Black Machine-NM-Boys Open 173 1:24:59.670
14 Сал РАЙТ 16:39.14 16 Зак РОДС 16:40.98 39 Эбан ШЕЙ 17:07.02
50 Джозеф ВУД 17:15.60 54 Мэнни КАСИЛЬЯС 17:16.93
(117) Эндрю КЕПЛЕР 17:46.24 (250) Зак АЛЛЕМАН 19:01.81
3 Fort Collins XC Club-CO-Boys O 207 1:25:26.250
18 Клэй МЭТИ 16:47.19 23 Ник КЕЛЛЕР 16:52.10 32 Шон ЭТТИЕН 17:02.56
52 Генри БРИГГС 17:15.62 82 Рори ШУЛЬТЕ 17:28.78
4 Bountiful TC-UT-Boys Open 247 1:25:13.790
6 Маркус ЛИНДМЕЙР 16:19.65 10 Коле ПЕРКЕС 16:33.04 35 Роб ДАНН 17:06. 00
55 Кейсон КЕНДАЛЛ 17:17.43 141 Колби ТЕЙЛОР 17:57.67
(150) Тейлор АНДЕРСОН 17:590,89 (238) Бен ЛИНДСТРОМ 18: 53,60
5 Altitude RC-Boys Open 271 1:25:21.590
7 Закари АЛЬХАМРА 16:21.79 8 Лоренцо КАРРИЕДО 16:28.01 66 Ян ОБРИЕН 17:21.94
84 Калеб ИНГРАМ 17:30.03 106 Крис ТУРК 17:39.82
(125) Гаррет ДИТЦ 17:51.21 (186) Мэтт Нильсен 18:14.79
6 Titan Clash-CO-Boys Open 287 1:26:17.890
30 Коннор УИВЕР 16:59.28 36 Мэтт ТОМПСОН 17:06.17 38 Джош МЭТТИНГЛИ 17:06.69
81 Брайан МЭНЛИ 17:28.17 102 Коди ПРЕСТОН 17:37.58
(130) Зак ГЕРИНГ 17:53.88 (259) Райан МИЛЛЕР 19:14.76
Трек-клуб 7 POPS-Boys Open 352 1:26:56.960
34 Джейкоб РИШАР 17:05.69 59 Лукас РИШАР 17:18.58 72 Оги БРУНО 17:24.75
88 Дрю ГАРСИЯ 17:31.81 99 Джордан ХЕЛЛЕБАЙК 17:36.13
(134) Джон ЛАНДЕР 17:56.48 (185) Джейкоб БРУНО 18:14.51
8 Phoenix Central XC Club-AZ-Boy 374 1:26:42.820
15 Майкл ТОРРЕС 16:40.78 31 Макс ТАЛАМАНТЕС 17:01.17 47 Эдвин МАЙЯ 17:10.20
92 Диего ЗУНИГА 17:32. 60 189Мбио Мбио ДАНИЭЛЬ 18:18.07
(193) Бруно RECLAIMER 18:19.72 (251) День OLEA 19:03.32
9 DM Wolves-AZ-Boys Open 377 1:26:33.200
5 Матти ГРОЛЛЬ 16:19.40 29 Джонатан ШТЕРН 16:58.49 45 Эрик ЭГГСТАФФ 17:08.93
74 Такер АММОНС 17:25.25 224 Джейк ГЕРСТЕР 18:41.13
(258) Брендан КЭХИЛЛ 19:10.82 (274) Адам ВЕЛУ 19:37.91
10 DVCC-Boys Open 385 1:27:09.570
40 Тайлер БОНЕБРАЙТ 17:07.24 69 Джейкоб ВАЛИМАА 17:23.24 85 Кайл ХАВРИЛИАК 17:30.10
94 Трой ДЖОРДАНО 17:33.47 97 Митчелл БОГУШЕВСКИЙ 17:35.52
(112) Остин АГУИНАГА 17:43,43 (113) Райан ХАССЕР 17:44,19
11 Falcon XC Club-CO-Boys Open 397 1:27:08.020
26 Джозеф ВУЭРТЦ 16:55.54 37 Алекс ХАБЕРКОРН 17:06.54 44 Мика ТЕЙТ 17:08.19
143 Дэррил ДЖОНСОН 17:58.56 147 Митчелл КЭРРОЛ 17:59.19
(156) Майкл ДЖАНЗЕР 18:02.00 (197) Кэмерон МАКАЛИЗ 18:24.21
12 Jags XC Club-AZ-Boys Open 402 1:27:07,980
11 Джейк ПРИКЕТТ 16:35.95 61 Арон КИРКЕНДОЛЛ 17:19.46 75 Остин ГАЛЕАЗЗО 17:26.32
119 Джеймс КУНЦ 17:49. 48 136 Зак ТОМПСОН 17:56.77
(175) Люк МЕЙЕР 18:10.05 (242) Джереми КНОРР 18:56.52
13 Davis XC Club-UT-Boys Open 424 1:27:25.150
25 Сэм ХАУС 16:53,91 65 Итан СТЮАРТ 17:21,85 103 Джастин ШОФИЛД 17:38,79
105 Тейлор ГОЛДСБЕРРИ 17:39.36 126 Джош УОРД 17:51.24
(154) Райан ТЭННЕР 18:01.28 (159) Райан КЛАРК 18:02.99
14 Titans XC-CO-Boys Open 454 1:27:45.340
22 Натан УИЛСОН 16:51,78 43 Чендлер РАЙД 17:08,01 57 Люк ЛОФТИН 17:17,72
96 Кенни КРЕЙН 17:34.89 236 Сэм ПЕРВИС 18:52.94
15 Сагуаро AC-Boys Open 496 1:28:00.530
41 Дамиан МИТЧЕЛЛ 17:07.66 67 Фокс СТОУН 17:22.16 95 Уил ГИЛБРИТ 17:33.97
101 Дэнни КИМБАЛЛ 17:37.21 192 Хейден КАЛЛИНС 18:19.53
(228) Алекс ЛОУСОН 18:42.12 (244) Энтони АЛДАПЕ 18:58.11
16 Raider Racing Club-AZ-Boys Ope 501 1:27:52.330
17 Хосе ГАРСИА 16:43.91 77 Кристиан ПЕРЕС 17:26.80 100 Алонсо ПЕРЕС 17:37.13
124 Алан ВЕРДУГО 17:50.99 183 Киану НАКАСАВА 18:13.50
(217) Луис ГАРРИБЭЙ 18:36.33
17 Desert Hills RC-UT-Boys Open 502 1:27:33. 940
9 Бригам УИТНИ 16:28,56 21 Кристофер ХАНСЕН 16:51,21 78 Джошуа МАКФИ 17:27,41
196 Коди БЕНХЭМ 18:22.34 198 Джарен ЭШБИ 18:24.42
(200) Джейкоб ПАУЭЛЛ 18:26.01 (216) Бенджамин ПАУЭЛЛ 18:35.07
18 Vista Nation XC Club-CO-Boys O 504 1:28:07.700
28 Сет ПАРКЕР 16:58,38 63 Блейк ГРАФ 17:20,75 127 Джош МАКДЭНИЭЛ 17:51,93
138 Мэтт МЕРФРИ 17:57.08 148 Тейлор МАКЕЛВИ 17:59.56
19 Foothills Track Club-Boys Open 528 1:28:09.250
19 Лиам АЛЕРС 16:48,83 48 Харви НЕЛЬСОН 17:11,37 73 Эмилио ВАСКЕС 17:25,24
181 Джек СОРРЕЛЛ 18:12.57 207 Рейган ГЛИНН 18:31.24
(219) Сэм КРАУС 18:39.16 (220) Дэвид Кай 18:39.86
20 Buena Stallions-AZ-Boys Open 548 1:28:29.730
56 Даллен ХАУС 17:17.44 98 Джошуа ВЕЛАСКЕС 17:36.04 115 Марк ИГАН 17:45.10
118 Аммон ЗИЛЕР 17:47.58 161 Эндрю МАКНЭРИ 18:03.57
(240) Огастус ХЕДЖЕС 18:55.78 (267) Кайл МЕССИНДЕР 19:24.22
21 Thunder Ridge XC Club-CO-Boys 553 1:28:14.320
13 Джастин БИГЕЛОУ 16:39.00 53 Джексон ШУБИН 17:16. 04 142 Джоэл ИСАКСОН 17:57.68
151 Девон ЯНГ 18:00.16 194 Чейз БИГЕЛОУ 18:21.44
(205) Джек ЛИНДауэр 18:30.33 (206) Джейкоб ЛЕММОНС 18:31.01
22 Брюин XC-UT-Boys Open 582 1:28:45.070
64 Кейд ДЖОЛЛИ 17:20,87 70 Мусаси МИЯЗАВА 17:23,63 144 Кэлвин ЭМБРОУЗ 17:58,89
146 Мэтт ЛОЙЕР 17:59.06 158 Треннон ЛИВИТТ 18:02.62
(166) Мика МУР 18:05.48 (222) Крис ТЕРНБУЛЛ 18:40.73
23 Мингус ТС-АЗ-Бойз Опен 586 1:28:07.040
3 Колин ГАРТМАЙЕР 16:16.50 104 Густаво БЭНКС 17:39.31 111 Крис ОРТИС 17:42.76
180 Пэл СКОТТ 18:11.79 188 Лейн ГЭХЛ 18:16.68
(203) Алдаир БЕРМУДЕС 18:29.16 (230) Маршалл ТОЛЛЕСОН 18:42.82
24 Rocky Mountain XC Club-CO-Boys 594 1:28:53.420
49 Дэвид МЕССЕРЛИ 17:14.94 79 Райан ДОНЕР 17:27.95 89 Крис СКЕЛТОН 17:32.26
165 Зак ДЖЕННИНГС 18:04.47 212 Дилан КОЛЕР 18:33.80
(245) Колтон ПРОССЕР 18:58.88
25 Louisville XC Club-CO-Boys Ope 598 1:28:51,950
60 Кингстон ВАГНЕР 17:19.35 83 Джейкоб МИКЛИН 17:29.98 132 Уайатт РЕЙС 17:55.02
152 Мэтт ТАББС 18:00. 35 171 Кайл СВАНСОН 18:07.25
26 Team PC-Boys Open 671 1:28:50.650
4 Андрес ГОНСАЛЕС 16:17.42 87 Маркус ВАЛЕНСИЯ 17:31.69 169 Карлос ОРТЕГА 18:06.01
182 Трой ПАЧЕКО 18:13.09 229 Кристофер КОРДОВА 18:42.44
(247) Натан МАРТИНЕС 19:00.89 (280) Денвер ЛАТРЕЛЛ 19:56.21
27 Mesa Skyline XC Club-Boys Open 687 1:30:00.660
1 Хосе РЕТАНА 16:08.56 76 Сет МИСИАЛЕК 17:26.71 91 Логан ЛЕБЕ 17:32.39
235 Эдгар СЕРРАНО 18:47.27 284 Еще НЕ ИЗВЕСТНО 20:05.73
28 Run Flagstaff-AZ-Boys Open 695 1:29:33.890
93 Леви ХОВАРД 17:32.69 109 Кэлвин БУРВИНКЛ 17:40.90 139 Энтони СПЕНДЛАВ 17:57.39
164 Леви МИЛЛЕР 18:04.41 190 Крис КАРСИ 18:18.50
(195) Бад АНАЯ 18:22.20 (199) Кайл ДЖОНСОН 18:24.65
29 Аризона Quikfire-AZ-Boys Open 710 1:29:51.570
51 Брэндон ДОРР 17:15.61 128 Кертис ЛАРВИ 17:52.51 139Пол ХЕЙН 17:57.39
174 Сэм УИНСТЕН 18:09.01 218 Кайл ШЕРМАН 18:37.05
(257) Тревор ФАСУЛО 19:09.87 (271) Адриан АКОСТА 19:30.78
30 OFF SEASON-AZ-Boys Open 728 1:29:57. 510
20 Итан ХОМАН 16:49,93 68 Дэвид ТЗЕ 17:22,76 204 Брэндон ВАНБИББВЕ 18:30,19
215 Эрик ОСВАЛЬД 18:34.38 221 Дэвид ТУМИ 18:40.25
(268) Шайлер МОРТИМЕР 19:26.07 (302) Роберт Линч 22:42.84
31 Ист Вэлли Банана Бойз-Бойз C 778 1:30:24.390
129 Маркос ЛЕЙВА 17:52,62 133 Джошуа ХИЛЛИС 17:55,27 135 Габриэль ОЛИВЕР 17:56,62
172 Энтони СЕЛАЯ 18:07.50 209 Джастин РАКОВ 18:32.38
(287) Джастин ХОЛМБЕРГ 20:14.86 (303) Еще не ИЗВЕСТНО 23:58.22
32 CDS XC-Boys Open 812 1:32:26.580
107 Блейк ФИШЕР 17:40.39 108 Патрик КАЛЛИНГС 17:40.54 137 Райан НОРМАНД 17:56.82
167 Алекс ФРАНЦ 18:05.71 293 Нилеш БИССЕСУР 21:03.12
33 Vista Grande XC Club-AZ-Boys O 823 1:30:51.850
12 Адрин ОРТЕГА 16:37.67 120 Луис АРРЕОЛА 17:49.56 211 Шэй ТЕРРАЗАС 18:33.45
237 Бэрри ФЕРНАНДЕС 18:53.54 243 Майк КАМПОС 18:57.63
(254) Пока НЕ ИЗВЕСТНО 19:07.49 (256) Джерри ОРОЗКО 19:08.80
34 Mountain View XC Club-CO-Boys 837 1:30:55.600
86 Дейтон КУНИ 17:30.37 122 Диксон КУНИ 17:50. 09 201 Джош МАРТИН 18:26.62
202 Брайс СТРОХЕКЕР 18:27.32 226 Джон БРАУЭР 18:41.20
(272) Макс МОРИ 19:37.50 (276) Чад РИГГЕНБАХ 19:43.05
35 Хоуп Кристиан XC Club-NM-Boys 8491:32:58.380
62 Ян САТТОН 17:19.71 80 Патрик ВУД 17:28.15 163 Джош ДИЛТЦ 18:04.20
252 Уэсли НОЭ 19:05.21 292 Джейкоб КОФМАН 21:01.11
36 Риу Бланко Раннерс-Бойз Опен 870 1:34:21.660
58 Уильям СКОГГИНС 17:18.49 121 Таннер НИЛЬСЕН 17:49.79 157 Дейл НИЛСЕН 18:02.23
234 Латроп ХЬЮЗ 18:46.67 300 Митчелл УЭББЕР 22:24.48
37 Лос-Аламос XC Club-NM-Boys Ope 896 1:31:30.660
116 Майк УОКЕР 17:45,68 131 Аарон РОЙБАЛ 17:54,15 177 Ной СИМПСОН 18:10,38
233 Кэмерон Стейплз 18:46.14 239Дэниел ДАННИНГ 18:54.31
(241) Матиас ЛАМ 18:56.15 (248) Маркус ГУТЬЕРРЕС 19:00.93
38 Northland XC-AZ-Boys Open 940 1:33:54.910
33 Доминик ТОСИ 17:03.40 110 Эндрю ЯКОБС 17:41.73 231 Ник ШУЛЬЦ 18:45.39
277 Эйдан ШНАЙДЕР 19:43.54 289 Каллен ХЭМБЛЕН 20:40.85
39 Тандерхардт Атлетикс-АЗ-Бойз 941 1:31:38. 640
149 Брайан УИЛЬЯМС 17:59,62 160 Алек МУР 18:03,21 184 Тайлер ХАН 18:13,81
223 Николас ФУТ 18:40.85 225 Калеб КЭЛХУН 18:41.15
(232) Эрик ДЕ ЛА РИВА 18:46.11 (285) Ричард МИКЛИЧ 20:090,75
40 Highlands Ranch XC Club-CO-Boy 1025 1:33:20.280
145 Николас МЕЙС 17:59.01 162 Кайл РОУДС 18:04.17 176 Брэндон КРЕУЦ 18:10.07
264 Джек ПЕНДЕРГАСТ 19:18.50 278 Брайан МЕЛОНИС 19:48.53
(296) Зак МОТЕС 21:24.88
41 Frontier Academy Speed Team-CO 1044 1:35:29.930
42 Крис БЕЙКЕР 17:07.70 170 Алекс ТИРРЕЛ 18:06.96 254 Шон ТИРРЕЛ 19:07.49
288 Кевин ПРЕСТОН 20:19.08 290 Лэнс СТАСИНСКИ 20:48.70
(291) Джейкоб СМИТ 20:58,24 (301) Алек СТРИТ 22:38,39
42 Eagles XC Club-CO-Boys Open 1054 1:34:17.800
90 Брайан ДЕВРИЕС 17:32.31 178 Коул ВОЛЛЕР 18:11.11 227 Лукас ДОМИНГЕС 18:41.94
273 Райан БОЛДВИН 19:37.84 286 Брайс РУДОЛЬФ 20:14.60
43 Courser XC-CO-Boys Open 1072 1:34:03.940
123 Джо ДОНЕЛЬСОН 17:50.48 155 Форрест ГАРРИСОН 18:01.85 253 Мейсон ЧЕРМАК 19:06. 90
266 Джейкоб ЕВАНГЕЛИСТА 19:23.25 275 Патрик МЮРРЕЙ 19:41.46
(282) Роман ЧЕРМАК 20:01.83
44 Chinle Black Mob-Boys Open 1096 1:33:27.770
168 Аарон ЧАРЛИ 18:05.78 208 Ченнон КЕРЛИ 18:31.66 214 Дарнелл ДЖОНСОН 18:34.28
246 Майрон ЧИ 19:00.78 260 Коллинз ДЕНЕТДИЛ 19:15.27
(262) Лорен ЯЗЗИ 19:17.27 (265) Рано БРЭДИ 19:22.55
45 White Tank Flyers-Boys Open 1122 1:36:06.860
153 Кевин ФАРРЕЛЛ 18:01.21 179 Майк Чой 18:11.20 213 Джек БРЕЙС 18:34.02
283 Трентон БЛЭК 20:05.35 294 Маркус МИРАНДА 21:15.08
(305) Клэй КЭМПБЕЛЛ 25:30,86 (306) Коди КЭМПБЕЛЛ 26:38,58
46 Rio Rancho XC Club-NM-Boys Ope 1269 1:44:52.850
187 Брайан АРКО 18:15.12 210 Джейкоб САЛАС 18:32.78 270 Фрэнки КРИСПИН 19:30.75
295 Джейсон МОНТГОМЕРИ 21:16.01 307 Сэмюэл СЕДОРИК 27:18.19
47 Silver City XC Club-NM-Boys Op 1312 1:39:30.740
190 Аарон ЧАВЕС 18:18.50 263 Хайме Мигель МАККАРТИ 19:18.20 279 Исайя СИЛЬВА 19:53.28
281 Джейд БЕНАВИДЕС 19:59.97 299 Эрик МАРИНЕС 22:00. 79
48 Сокорро XC-Boys Open 1374 1:40:42.990
249 Дилан ГАЛЛЕГОС 19:01.74 261 Джеймс ХАУЭЛЛ 19:15.74 269 Тим АБЕЙТА 19:29.25
297 Брендан САЙБЕРТ 21:28.08 298 Джаред ЛЭМ 21:28.18
(304) Адоннис ЛОЗАНО 24:51.13
TSC2 – Программа
Научная конференция TESS II
2–6 августа 2021 г., онлайн
4 февраля: открытая подача тезисов (доклады и постеры, сеансы Splinter)
29 марта: Открыта регистрация.
2 апреля: Крайний срок реферата сеанса Splinter.
30 апреля: Крайний срок реферата докладов и постеров.
11 июня: Объявление решения по тезисам.
1 июля: Крайний срок регистрации.
10 июля: Поздний крайний срок подачи тезисов постеров.
23 июля: Крайний срок загрузки постеров.
1 августа: Виртуальный прием по случаю открытия (19:00–21:00 UT, 15:00–17:00 EDT).
Комната 1 (главная комната) — сеансы с 1 по 10, сеансы Splinter: планеты с ультракоротким периодом (4 августа UT), характеристика атмосферы (5 августа UT).
Комната 2 — Параллельные сеансы 3.1 (3 августа UT) и 6.1 (4 августа UT), сеанс Splinter: SETI w TESS (4 августа UT).
Комната 3 — Сессия Splinter: Машинное обучение (4 августа UT).
Комната 7 – Сплинтер-сессия: Планеты вокруг молодых звезд (5 августа UT).
Ссылки на вебинар Zoom и конференц-зал каждого сеанса доступны в файле PDF с подробным расписанием ниже и в закрепленном сообщении в рабочей области конференции Slack #general канал.
Подробное расписание
Подробное расписание в формате PDF доступно здесь.
Виртуальный прием по случаю открытия
В начале недели конференции мы проведем виртуальный прием по случаю открытия на Gather.town (ссылка будет отправлена по электронной почте) в воскресенье, 1 августа, с 19:00 до 21:00 UT = 15:00. – 17:00 по восточному поясному времени = 12:00 – 14:00 по тихоокеанскому времени.
Это будет возможность пообщаться и просмотреть плакаты конференции. Принесите свой кофе/чай/вино/пиво. Члены семьи, включая домашних животных, приветствуются!
Разговоры не по теме
У нас будет два разговора не по теме, которые не входят в расписание обычной конференции. Тема этих докладов не имеет прямого отношения к миссии TESS, но представляет интерес для участников конференции. Эти доклады будут проходить в зале 1 (главный зал).
3 августа, 22:15 – 23:15 UT (18:15 – 19:15 ET): Роль искусства в научной коммуникации – Кейтлин Соарес, Тайла Хан, Джоби Харрис (группа туристических плакатов Лаборатории реактивного движения) ). Это выступление приурочено к ожидаемому выпуску новой партии туристических плакатов JPL, включая плакат, посвященный миссии TESS.
4 августа, 15:45 – 16:45 UT (11:45 – 12:45 ET): Миссия НАСА “Юнона” – Стивен Левин, научный сотрудник проекта “Юнона” (JPL). Это выступление приурочено к 10-летнему юбилею запуска Juno.
Расписание блоков
Выступления с участием и приглашением длятся 15 минут.
Приглашенные обзоры Доклады длятся 25 минут.
Панельные дискуссии – 50 минут.
Здесь доступен ics-файл с временными окнами сеансов конференции.
Переговоры в понедельник 02.08.21
13:10 UT (09:10 ET): Джордж Рикер (приглашенный) Научная миссия TESS: текущее состояние и перспективы на будущее
13:35 UT (09:35 ET): Роланд Вандерспек (приглашенный) Статус TESS, операции и наблюдения
92 системы Lupi с CHEOPS
14:40 UT (10:40 ET): Франсуа Буши Измерение массы с помощью ESPRESSO скалистых экзопланет и мини-нептунов, обнаруженных TESS
14:55 UT (10:55 ET): Джулия Вентурини Происхождение радиальной долины: выводы из моделей формирования и эволюции
15:10 UT (11:10 ET): Нора Эйснер Planet Hunters TESS: результаты первых 2,5 лет охоты за планетами с помощью людей в данных TESS
15:25 UT (11:25 ET): Карен Алисия Коллинз Последующие результаты транзита TFOP SG1 и ваш документ TESS
900:09 19:30 UT (15:30 ET): Майкл Фаусно (приглашенный) Всплески, всплески и взрывы: новое понимание галактических переходных процессов, активных галактик и сверхновых от TESS
19:55 UT (15:55 ET): Патрик Валлели (приглашенный) Изучение сверхновых с коллапсом ядра с помощью TESS: характеристика кривой блеска и оценки размера прародителя
20:10 UT (16:10 ET): Джейсон Т. Хинкль Взгляд TESS на неоднозначные ядерные переходные процессы
20:25 UT (16:25 ET): Анна Пейн Двойной, двойной труд и хлопоты: TESS захватывает две сигнальные ракеты ASASSN-14ko
900:09 20:40 UT (16:40 ET): Колин Берк Оптическая переменность карлика AGN NGC 4395 от TESS
Переговоры во вторник 03.
08.21
13:00 UT (09:00 ET): Май Педерсен (приглашенный) Обзор астросейсмической диаграммы HR и новые идеи от TESS
13:25 UT (09:25 ET): Доминик М. Боуман TESS раскрывает гравитационные волны как вероятный механизм макротурбулентности в массивных звездах
900:09 13:40 UT (09:40 ET): Саймон Дж. Мерфи Звезда до главной последовательности, химически своеобразная из-за своего планетообразующего диска.
14:10 UT (10:10 ET): Сэмюэл Грюнблатт Датирующие возраст красные гигантские звезды, связанные с галактическим диском и субструктурами гало
14:35 UT (10:35 ET): Джеймс А. Г. Джекман Разрыв между ультрафиолетовыми и белыми вспышками в маломассивных звездах
14:50 UT (10:50 ET): Эльза Катарина Палумбо Доказательства центробежного прорыва вокруг Young M Dwarf TIC 234284556
15:05 UT (11:05 ET): Косукэ Намеката Обнаружение извержения филамента от супервспышек на звезде солнечного типа
15:20 UT (11:20 ET): Балинт Сели Активность аналоговых звезд TRAPPIST-1 с TESS
900:09 14:35 UT (10:35 ET): Майкл Галли-Сантьяго Модуляция облака конденсата, наблюдаемая в мультиэпохальных IGRINS и одновременном мониторинге ультрахолодных карликов TESS
14:50 UT (10:50 ET): Кэтрин Гессе Эволюция горячей пустыни Нептуна с TESS
15:05 UT (11:05 ET): Джессика Луна Наблюдение за истечением гелия для облученных экзопланет с помощью телескопа Хобби-Эберли
15:20 UT (11:20 ET): Вардан Адибекян Химическая связь между звездами и их каменистыми планетами
900:09 20:30 UT (16:30 ET): Меррин Петерсон (приглашенный) Планета размером с Землю умеренного климата с сильно нагретым приливами внутренним пространством, проходящая транзитом через карлик M6 LP 791-18.
20:45 UT (16:45 ET): Родриго Диас Измерение массы в LHS3844 с использованием ESPRESSO
21:00 UT (17:00 ET): Аканкша Ханделвал TOI-1789 b: раздутый горячий Юпитер вокруг звезды позднего класса F.
21:15 UT (17:15 ET): Джозеф Мерфи Обзор TESS-Keck: создание статистической выборки субнептунов, предназначенных для характеристики атмосферы
21:30 UT (17:30 ET): Мэдисон Брэди Точные измерения массы карликовых планет M TESS с помощью MAROON-X
21:45 UT (17:45 ET): Тяньцзюнь Ган Охота за планетами TESS вокруг солнечных близнецов
Переговоры в среду 04.
08.21
900:09 13:00 UT (09:00 ET): Тревор Дорн-Валленштейн (приглашенный) Невиданная ранее изменчивость эволюционировавших сверхгигантов, обнаруженная TESS
13:15 UT (09:15 ET): Ингрид Пелисоли HD 265435: новый кандидат в прародительницу сверхновой в TESS
900:09 20:20 UT (16:20 ET): Кристофер П. Вирт Картирование орбитальных наклонов молодых планет
20:35 UT (16:35 ET): Нардиелло Доменико PATHOS: поиск кандидатов в экзопланеты в звездных скоплениях и молодых ассоциациях
21:00 UT (17:00 ET): Эндрю Вандербург Поиск планетных систем вокруг белых карликов
21:15 UT (17:15 ET): Мэтью Бэттли Пересмотр поля Кеплера с помощью TESS
21:30 UT (17:30 ET): Эшли Чонтос Однородное население планет TESS, вращающихся вокруг субгигантских звезд
21:45 UT (17:45 ET): Стив Хауэлл Что мы узнали о двойных экзопланетах-хозяевах?
21:00 UT (17:00 ET): Марк Достопочтенный «Быстрый взгляд» на галактическую археологию всего неба с TESS: 130 000 колеблющихся красных гигантов из конвейера MIT Quick-Look
21:15 UT (17:15 ET): Тед Маккерет Перспективы галактической и звездной астрофизики в TESS-CVZ и за ее пределами
21:30 UT (17:30 ET): Тансу Дайлан Поиск ближайших черных дыр с самолинзированием в основной миссии TESS
21:45 UT (17:45 ET): Трэвис Меткалф Сочетание астеросейсмологии TESS и спектрополяриметрии LBT экзопланеты-хозяина звезды rho CrB
Переговоры в четверг 05.
08.21
900:09 13:50 UT (09:50 ET): Йерун Оденарт (приглашенный) Данные TESS для астеросейсмологии (T’DA) Конвейер классификации звездной переменности
14:05 UT (10:05 ET): Белинда Николсон О физической интерпретации моделей квазипериодического гауссовского процесса для звездной активности
900:09 14:20 UT (10:20 ET): Ксавье Дюмюск Как бороться с возмущающими сигналами при слежении за лучевой скоростью
19:30 UT (15:30 ET): Майкл Хиггинс Распутывание смешанных переменных звезд в фотометрии TESS
19:45 UT (15:45 ET): Тим Уайт Наблюдение за самыми яркими звездами с помощью TESS
Переговоры в пятницу 06.
08.21
900:09 13:50 UT (09:50 ET): Поцелуй Чабы Кривые блеска карликовых планет с TESS
14:05 UT (10:05 ET): Малена Рис Исследование Транснептуновой Солнечной системы с помощью TESS
19:30 UT (15:30 ET): Джейми Тайар (приглашенный) TESSting Звездная астрофизика
19:55 UT (15:55 ET): Таринду Джаясингхе (приглашенный) В поисках единорога: открытие близкого кандидата в черную дыру с массовым провалом
20:10 UT (16:10 ET): Даниэль Хубер 20-секундный обзор звезд солнечного типа и их планет с помощью TESS
20:25 UT (16:25 ET): Маттео Кантьелло О происхождении стохастической низкочастотной фотометрической переменности массивных звезд
20:50 UT (16:50 ET): Дж. М. Джоэл Онг Изобилие гелия из субгигантского ансамбля астеросейсмологии
900:09 21:05 UT (17:05 ET): Терон Кармайкл Тестирование подзвездных эволюционных моделей с транзитными коричневыми карликами от TESS
21:20 UT (17:20 ET): Марк Попинчалк Скорость вращения движущихся групп с возрастом от 10 до 700 млн лет с помощью TESS
21:35 UT (17:35 ET): Амбер Медина Галактическая кинематика и скорость вспышки полной по объему выборки карликов среднего и позднего M
900:09 13:00 UT (09:00 ET): Джейсон Истман Моделирование экзопланетных систем
13:00 UT (09:00 ET): Адина Файнштейн От изображений к кривым блеска: обзор методов извлечения данных из полнокадровых изображений TESS
13:00 UT (09:00 ET): Родриго Люгер Линейные модели для систематики TESS
Солнечная система (сессия 9 — пятница)
Кристина Хеджес, Мэтт Пейн, Роберт Сакатс, Деб Вудс (модератор: Андрас Пал)
900:09 13:00 UT (09:00 ET): Дебора Вудс Наблюдения за астероидами с транзитного спутника для исследования экзопланет: конвейер обработки обнаружения и первоначальные результаты
13:00 UT (09:00 ET): Роберт Сакатс Обнаружение и фотометрия известных объектов Солнечной системы с помощью TESS
900:09 14:30 UT (10:30 ET): Вилли Бенц Миссия ХЕОПС
14:30 UT (10:30 ET): Хайке Рауэр Миссия ПЛАТОНА
14:30 UT (10:30 ET): Сьюзен Маллалли Научная синергия между JWST и TESS
Splinter Sessions
Ultra Short Period Planets (сессия 5 — среда)
(организатор: Брайан Джексон)
900:09 13:30 UT (09:30 ET): Ян Вонг TOI 2109b: самый короткопериодический газовый гигант из обнаруженных
13:42 UT (09:42 ET): Бретт Аддисон TOI-1431b/MASCARA-5b: ультрагорячий Юпитер, вращающийся вокруг одной из самых горячих и ярких известных экзопланет-хозяев
13:54 UT (09:54 ET): Николас Сондерс Самые горячие юпитеры, вращающиеся вокруг эволюционировавших звезд
14:06 UT (10:06 ET): Джейк Д. Тернер Исследование затухающих орбит горячих юпитеров WASP-12b и WASP-4b с помощью наблюдений TESS
14:18 UT (10:18 ET): Алекс Хиндл Магнитно-управляемые инверсии горячих точек в сверхгорячих атмосферах Юпитера
14:30 UT (10:30 ET): Александр Патрик Стефан Временные горячие юпитеры вокруг эволюционировавших звезд: поздняя миграция и гибель газовых гигантов по эксцентрическому механизму Козаи-Лидова
14:47 UT (10:47 ET): Пьер-Алексис Рой Любопытная природа горячего и плотного субнептуна TOI-824 b: обнажённая мантия Нептуна или массивная порода в водородной оболочке
14:59 UT (10:59 ET): Пас Блюм Суперкороткопериодическая транзитная суперземля, вращающаяся вокруг карлика M3 TOI-1685.
15:11 UT (11:11 ET): Лука Малавольта Лавовый мир сверхкороткого периода, подходящий для исследования атмосферы.
900:09 13:30 UT (09:30 ET): Вилли Бенц Обзор CHEOPS
13:35 UT (09:35 ET): Кейт Исаак Инструмент CHEOPS и объявление о возможностях
13:40 UT (09:40 ET): Пьер Макстед Анализ данных с использованием PyCheops
900:09 13:45 UT (09:45 ET): Адриан Лелеу Обнаружение и характеристика TOI-178
14:00 UT (10:00 ET): Антуан Тюилье Транзитный обзор для поиска планет вокруг горячих субкарликов
14:15 UT (10:15 ET): Доминик Оддо Характеристика кандидатов в малые планеты от TESS с помощью наблюдений CHEOPS
14:30 UT (10:30 ET): Эми Тусон Автоматизированный поиск дуотранзитов TESS, подходящих для продолжения CHEOPS
14:45 UT (10:45 ET): Вера Хоторн TOI-836: Две планеты проходят через ближайший К-карлик.
900:09 15:00 UT (11:00 ET): Джеймс Дженкинс Ограничение рассеивающих свойств конденсатов в сверхгорячем Нептуне, LTT 9779b
15:15 UT (11:15 ET): Саша Гржива SINGLETRANS, поиск одиночных прохождений малых планет в кривых блеска TESS.
15:18 UT (11:18 ET): Мэтью Хутон Выравнивание спин-орбиты на основе транзитной фотометрии: случай многоцветных наблюдений
15:21 UT (11:21 ET): Гайя Лачеделли TESS, HARPS-N и CHEOPS: совместные усилия по описанию неожиданной планетной системы вокруг TOI-561
15:24 UT (11:24 ET): Томас Уилсон Характеристика CHEOPS многопланетных систем, найденная с помощью TESS
15:27 UT (11:27 ET): Фан Ян Различение противоречивых измерений глубины прохождения экзопланет посредством совместного анализа наблюдений TESS и CHEOPS
Атмосферная характеристика (Сессия 8 — Четверг)
(Организатор: Тансу Дайлан)
900:09 20:00 UT (16:00 ET): Томас М. Эванс Вклад TESS в характеристику атмосферы экзопланеты
20:20 UT (16:20 ET): Элиза Кемптон Деятельность Рабочей группы по характеристике атмосферы TESS (ACWG)
20:30 UT (16:30 ET): Кевин Хенг Альбедо и фазовые кривые небесных тел
20:40 UT (16:40 ET): Йоханна Теске Роль отбора образцов в понимании атмосфер экзопланет как популяции: тематическое исследование
20:50 UT (16:50 ET): Даниэль Апаи Наблюдения TESS за атмосферными струями и зональной циркуляцией в ультрахолодных атмосферах
21:00 UT (17:00 ET): Нестор Эспиноза Вид с TESS на вечерние и утренние часы на далеких экзопланетах
21:10 UT (17:10 ET): Димитра Атри Моделирование влияния звездного XUV-излучения и энергичных заряженных частиц на выход из атмосферы и обитаемость планет
21:20 UT (17:20 ET): Алекс Хиндл Магнитно-управляемые инверсии горячих точек в сверхгорячих атмосферах Юпитера
900:09 20:00 UT (16:00 ET): Сэм Грюнблатт Введение
20:05 UT (16:05 ET): Мишель Кунимото Введение в QLP
20:13 UT (16:13 ET): Адина Файнштейн Введение в кривые блеска FFI с Элеонор
900:09 20:21 UT (16:21 ET): Дерек Бузаси/Миккель Лунд/Расмус Хандберг Введение в кривые блеска FFI с TASOC
20:29 UT (16:29 ET): Дуг Колдуэлл Введение в кривые блеска FFI с SPOC
20:45 UT (16:45 ET): цех
Планеты вокруг молодых звезд (8-я сессия — четверг)
(Организатор: Луиза Нильсен)
900:09 20:05 UT (16:05 ET): Элизабет Ньютон Знакомство с молодой планетой
20:10 UT (16:10 ET): Эд Гиллен Специальный поиск молодых транзитных планет в данных TESS
20:25 UT (16:25 ET): Бен Тоффлемайр Охота TESS за молодыми и созревающими экзопланетами: последние результаты и повышение инклюзивности образца молодого растения
20:40 UT (16:40 ET): Люк Баума Молодые планеты в ореолах ближайших рассеянных скоплений
21:05 UT (17:05 ET): Алексис Хайцманн Что мы узнаем из наклона самого молодого транзитного горячего Юпитера?
900:09 21:20 UT (17:20 ET): Элизабет Ньютон Панельная дискуссия
Код штата Юта > Раздел 7 > Глава 16a – Закон о банкоматах » LawServer
(c)
содержит, полностью или частично, сельскохозяйственное сырье, и этот товар содержит или содержит небезопасный пестицид по смыслу 21 U. См. Кодекс штата Юта 4-32-105
Совет и согласие: в соответствии с Конституцией кандидатуры президента на исполнительные и судебные должности вступают в силу только после утверждения Сенатом, а международные договоры вступают в силу только после их одобрения Сенатом. их двумя третями голосов.
Аффидевит: Письменное изложение фактов, подтвержденное присягой стороны, приносящей его, перед нотариусом или должностным лицом, уполномоченным приводить к присяге.
Сельское хозяйство: означает науку и искусство выращивания растений и животных, полезных для человека, включая подготовку растений и животных для использования человеком и утилизацию путем сбыта или иным образом. См. код штата Юта 4-1-109
Утверждение: что-то, о чем кто-то говорит, произошло.
Поправка: Предложение изменить текст находящегося на рассмотрении законопроекта или другой меры путем исключения некоторых из них, добавления новых формулировок или и того, и другого. Прежде чем поправка станет частью меры, законодательный орган должен ее согласовать.
Животное: одомашненные или содержащиеся в неволе виды млекопитающих или птиц. См. код штата Юта 4-32-105
Ответ: официальное письменное заявление ответчика, отвечающее на гражданский иск и излагающее основания для защиты.
Предубойный осмотр: осмотр живого животного непосредственно перед убоем. См. код штата Юта 4-32-105
Апелляция. Заявление, подаваемое после судебного разбирательства с просьбой к другому суду (обычно апелляционному суду) решить, было ли судебное разбирательство проведено должным образом. Сделать такой запрос означает «подать апелляцию» или «принять апелляцию». Тот, кто подает апелляцию, называется апеллянтом.
Ассигнования: Предоставление средств посредством ежегодного закона об ассигнованиях или постоянного закона федеральным агентствам для осуществления платежей из казначейства на определенные цели. Формальный процесс федеральных расходов состоит из двух последовательных шагов: разрешение
Активы: (1) Имущество, состоящее из имущества умершего человека, или (2) имущество на трастовом счете.
Доверенное лицо: Лицо, которое, действуя в качестве агента, получило от другого лица письменное разрешение на ведение дел от его имени во внесудебном порядке.
Банкомат: означает электронное устройство обработки информации, которое:
(a)
доступно для широкой публики; и
(b)
от имени эмитента:
(i)
выдает валюту или монеты; или
(ii)
принимает депозиты или платежи. См. код штата Юта 7-16a-102
Автоматическое оборудование для подсчета голосов: означает устройство, которое автоматически проверяет и подсчитывает голоса, зарегистрированные в бюллетенях, и сводит результаты в таблицы. См. код штата Юта 20A-1-102
Бюллетень: означает носитель информации, включая бумажный, механический или электронный носитель информации, на котором записан голос отдельного избирателя. См. Кодекс штата Юта 20A-1-102
Предложение для голосования: означает вопрос, проблему или предложение, которое представляется избирателям в бюллетене для их утверждения или отклонения, включая:
(a)
Законодательный орган;
(b)
поправка к конституции;
(c)
по инициативе;
(г)
референдум;
(e)
предложение облигации;
(f)
судебный вопрос о задержании;
(g)
объединение города или поселка; или
(h)
любой другой вопрос для голосования, специально разрешенный Законодательным собранием. См. код штата Юта 20A-1-102
Банковская деятельность: означает предоставление депозитных счетов населению и осуществление такой другой коммерческой деятельности, которая может быть разрешена настоящим разделом. См. код штата Юта 7-1-103
Совет сборщиков: означает организации, созданные в соответствии с Разделами 20A-4-301 и 20A-4-306 для сбора результатов выборов. См. Кодекс штата Юта 20A-1-102
Выборы облигаций: означает выборы, проводимые с целью утверждения или отклонения предлагаемого выпуска облигаций государственным органом. См. код штата Юта 20A-1-102
Филиал: означает место деятельности финансового учреждения, кроме его главного офиса, в котором принимаются и выплачиваются депозиты. См. код штата Юта 7-1-103
Усилитель кандидатов: означает произведение:
(a)
на два меньше общего числа кандидатов на данном этапе подсчета бюллетеней в гонке с участием нескольких кандидатов; и
(б)
. См. Кодекс штата Юта 20A-4-601
Агитация: означает рассмотрение результатов выборов и официальное объявление результатов выборов комиссией агитаторов. См. код штата Юта 20A-1-102
Пригодный для использования в качестве пищи человека: означает любую тушу животного, или часть или продукт туши, если только они не денатурированы или иным образом не идентифицированы в соответствии с требованиями департамента для предотвращения использования туши или продукта в качестве пищи для человека. См. код штата Юта 4-32-105
Кокус. На языке алгонкинских индейцев кокус означает «встречаться вместе». Неформальная организация членов законодательного органа, которая существует для обсуждения вопросов, представляющих взаимный интерес, и, возможно, для проведения законодательных исследований и планирования политики для своих членов. Существуют региональные, политические или идеологические, этнические и экономические объединения.
Город: включает, в зависимости от численности населения, город с пригородами, как определено в Разделе 10-3c-102. См. код штата Юта 68-3-12.5
Комиссар: означает Комиссара финансовых учреждений. См. код штата Юта 7-1-103
Уполномоченный: означает уполномоченного по сельскому хозяйству и продовольствию. См. код штата Юта 4-1-109
Уполномоченный: включает лицо, уполномоченное уполномоченным выполнять положения настоящей главы. См. Кодекс штата Юта 4-32-105
Комитет: означает Комитет по решениям и действиям, созданный в соответствии с настоящей главой. См. код штата Юта 4-35-102
Жалоба: Письменное заявление истца о правонарушениях, предположительно совершенных ответчиком.
Продление: Перенос слушания или суда на более позднее время.
Контракт: Юридическое письменное соглашение, которое становится обязательным после подписания.
Контрактное должностное лицо по выборам: означает должностное лицо по выборам, которое заключает контракт или межместное соглашение с должностным лицом по выборам поставщика услуг. См. Кодекс штата Юта 20A-1-102
контроль: означает власть, прямо или косвенно, через или совместно с одним или несколькими лицами:
(a)
направлять или оказывать контролирующее влияние на:
(i)
управление или политику финансового учреждения; или
(ii)
избрание большинства директоров или попечителей учреждения; или
(b)
голос 25% или более любого класса голосующих ценных бумаг финансового учреждения. См. код штата Юта 7-1-103
Осуждение: осуждение обвиняемого по уголовному делу.
Корпорация: Юридическое лицо, принадлежащее держателям выпущенных акций, которое может владеть, получать и передавать имущество, а также вести бизнес от своего имени.
Законодательный орган округа: означает: Код штата Юта 68-3-12.5
Кредитный союз: означает кооперативную некоммерческую ассоциацию, зарегистрированную в соответствии с:
(a)
Глава 9 Закона о кредитных союзах штата Юта; или
(b)
12 U. См. код штата Юта 7-1-103
Клиент: означает пользователя устройства для доступа. См. Кодекс штата Юта 7-16a-102
Убытки: деньги, выплачиваемые ответчиками выигравшим дело истцам в гражданских делах для компенсации истцам их травм.
Ответчик: В гражданском иске лицо, против которого подана жалоба; по уголовному делу лицо, обвиняемое в совершении преступления.
Департамент: означает Департамент финансовых учреждений. См. код штата Юта 7-1-103
Департамент: означает Департамент сельского хозяйства и продовольствия, созданный в Главе 2, Администрация. См. код штата Юта 4-1-109
Департамент: означает Департамент сельского хозяйства и продовольствия. См. Кодекс штата Юта 4-35-102
Депонирование: Устное заявление, сделанное перед должностным лицом, уполномоченным по закону приносить присягу. Такие заявления часто используются для допроса потенциальных свидетелей, для получения информации или для последующего использования в суде.
Депозитарное учреждение: означает банк, ссудо-сберегательную ассоциацию, сберегательный банк, промышленный банк, кредитный союз или другое учреждение, которое:
(a)
имеет или получает вклады, сберегательные или паевые счета;
(б)
выдает депозитные сертификаты; или
(c)
предоставляет своим клиентам другие депозитарные счета, которые подлежат снятию с помощью чеков, переводных векселей или других инструментов или с помощью электронных средств для осуществления платежей третьих лиц. См. код штата Юта 7-1-103
Холдинговая компания депозитарного учреждения: означает:
(i)
лицо, не являющееся физическим лицом, которое:
(A)
имеет контроль над депозитарным учреждением; или
(B)
становится холдинговой компанией депозитного учреждения в соответствии с Разделом 7-1-703; или
(ii)
лицо, не являющееся физическим лицом, которое, по мнению уполномоченного, после рассмотрения конкретных обстоятельств, оказывает или способно оказывать контролирующее влияние на депозитарное учреждение другими способами, кроме специально описанные в этом разделе. См. код штата Юта 7-1-103
Устройство для доступа: означает карту, код или другие средства доступа к счету клиента или любую их комбинацию, которые можно использовать для внесения или снятия наличных через банкомат. См. код штата Юта 7-16a-102
Открытие: изучение юристами перед судом фактов и документов, находящихся в распоряжении оппонентов, чтобы помочь адвокатам подготовиться к судебному разбирательству.
Одаряемый: Получатель подарка.
Донор: Человек, который делает подарок.
Выборы: означает очередные всеобщие выборы, всеобщие муниципальные выборы, внеочередные выборы в масштабе штата, внеочередные местные выборы, очередные первичные выборы, первичные муниципальные выборы и выборы в местные округа. См. код штата Юта 20A-1-102
Уполномоченный по выборам: средства:
(a)
вице-губернатор, для всех бюллетеней и выборов по всему штату;
(b)
секретарь округа для:
(i)
голосования округа и выборов; и
(ii)
бюллетень для голосования и избрание в качестве уполномоченного по проведению выборов, как указано в Разделе 20A-5-400. См. Кодекс штата Юта 20A-1-102
. Итоги выборов: включает журнал для голосования, военные и зарубежные открепительные удостоверения о регистрации и голосовании, один из учетных листов, любые необработанные бюллетени, все подсчитанные бюллетени, все лишние бюллетени, все неиспользованные бюллетени, все бюллетени. испорченных бюллетеней, форму распределения бюллетеней и форму общего числа поданных голосов. См. код штата Юта 20A-1-102
Электронный перевод средств: перевод денег между счетами с помощью бытовых электронных систем, таких как банкоматы, и электронная оплата счетов, а не чеком или наличными. (Электронные переводы, чеки, тратты и бумажные инструменты не попадают в эту категорию.) Источник: OCC
Электронное устройство обработки информации: означает оборудование, активируемое устройством для доступа, которое передает электронные импульсы в депозитное учреждение на реальном -временной или отсроченной основе. См. код штата Юта 7-16a-102
Условное депонирование: Деньги, переданные третьей стороне для оплаты до выполнения определенных условий.
Доказательства: информация, представленная в показаниях или документах, которая используется для того, чтобы убедить лиц, устанавливающих факты (судью или присяжных), принять решение по делу в пользу той или иной стороны.
Убой на ферме по индивидуальному заказу: означает освобожденный от таможенных пошлин забой животного, поддающихся или не поддающихся наименованию видов для владельца без официального осмотра. См. код штата Юта 4-32-105
Федеральные законы: означает:
(a)
Федеральный закон об инспекции мяса, 21 U. См. Кодекс штата Юта 4-32-105
Доверенное лицо: доверенное лицо, душеприказчик или администратор.
Финансовое учреждение: означает учреждение, находящееся под юрисдикцией департамента в связи с этим названием. См. код штата Юта 7-1-103
Холдинговая компания финансового учреждения: означает лицо, кроме физического лица, которое имеет контроль над финансовым учреждением или лицом, которое становится холдинговой компанией финансового учреждения в соответствии с настоящей главой, включая внештатную государственное или иностранное депозитное учреждение, холдинговая компания. См. код штата Юта 7-1-103
Первый рейтинг предпочтения: означает кандидата, выбранного избирателем в качестве наиболее предпочтительного кандидата, как указано:
(a)
номер один; или
(b)
, если избиратель не присваивает номер один какому-либо кандидату, номер два. См. код штата Юта 20A-4-601
Финансовый год: Финансовый год является отчетным периодом для правительства. Для федерального правительства это начинается 1 октября и заканчивается 30 сентября. Финансовый год определяется календарным годом, в котором он заканчивается; например, 2006 финансовый год начинается 1 октября 2005 г. и заканчивается 30 сентября 2006 г.
Иностранное депозитное учреждение: означает депозитное учреждение, зарегистрированное или уполномоченное на ведение бизнеса иностранным правительством. См. код штата Юта 7-1-103
Мошенничество: преднамеренный обман, повлекший причинение вреда другому лицу.
Фонд: означает Фонд борьбы с вредителями растений, созданный в соответствии со статьей 4-35-106. См. код штата Юта 4-35-102
Подарок: добровольная передача или передача имущества без вознаграждения или за менее чем полное и адекватное вознаграждение, основанное на справедливой рыночной стоимости.
Опекун: Лицо, наделенное законными полномочиями и обязанное заботиться и управлять имуществом другого лица, которое из-за возраста, интеллекта или здоровья не в состоянии управлять своими собственными делами.
Опекун: включает лицо, которое: Код Юты 68-3-12.5
Штат проживания: означает:
(a)
для зарегистрированного депозитарного учреждения штата, штат, который учредил учреждение;
(б)
для депозитарного учреждения, зарегистрированного на федеральном уровне, штат, в котором расположен главный офис учреждения; и
(c)
для холдинговой компании депозитарного учреждения, штат, в котором общая сумма депозитов всех дочерних депозитарных учреждений является наибольшей. См. Кодекс штата Юта 7-1-103
. Обвинительный акт: официальное обвинение, выдвинутое большим жюри и утверждающее, что имеется достаточно доказательств того, что подсудимый совершил преступление, чтобы оправдать судебное разбирательство; он используется в основном для уголовных преступлений.
Промышленный банк: означает корпорацию или компанию с ограниченной ответственностью, осуществляющую деятельность промышленного банка в соответствии с Главой 8, Промышленные банки. См. Кодекс штата Юта 7-1-103
Судебный запрет: постановление суда, запрещающее (или принуждающее) к совершению определенного действия для предотвращения непоправимого ущерба или травмы.
Инспектор: означает сотрудника отдела, который обучен:
(a)
гуманному обращению;
(б)
предубойный и послеубойный осмотр;
(c)
контроль обработки; и
(d)
нормативные требования. См. код штата Юта 4-32-105
Учреждение: означает:
(a)
корпорация;
(б)
общество с ограниченной ответственностью;
(c)
товарищество;
(d)
траст;
(e)
ассоциация;
(е)
совместное предприятие;
(г)
бассейн;
(h)
синдикат;
(i)
некорпоративная организация; или
(к)
любая форма юридического лица. См. код штата Юта 7-1-103
Учреждение, подпадающее под юрисдикцию департамента: означает учреждение или другое лицо, описанное в Разделе 7-1-501. См. код штата Юта 7-1-103
Процентная ставка: сумма, выплачиваемая заемщиком кредитору в обмен на использование денег кредитора в течение определенного периода времени. Проценты по кредитам или долговым инструментам, таким как векселя или облигации, выплачиваются либо через регулярные промежутки времени, либо как часть единовременного платежа при наступлении срока погашения выпуска. Источник: OCC
Временные комитеты: включают комиссию, комитет, совет, рабочую группу, правление или коллегию, участие в которых требуется законодательным органом по закону, и этот комитет функционирует между сессиями Законодательного собрания. См. код штата Юта 36-12-1
Эмитент: означает:
(a)
депозитарное учреждение, выпускающее устройство для доступа, независимо от того, является ли депозитное учреждение оператором; или
(b)
государственное учреждение штата или федеральное правительство, которое выдает устройство для доступа, которое позволяет лицу получать льготы от или через государственное учреждение штата или федерального правительства. См. Кодекс штата Юта 7-16a-102
Совместное собрание: событие, часто церемониальное, когда Палата представителей и Сенат единодушно принимают соглашение о согласии
Совместная аренда: Форма владения имуществом, при которой две или более сторон владеют неделимой долей в одном и том же имуществе, которое было передано по одному и тому же документу в одно и то же время. Совладелец может продать свою долю, но не распоряжаться ею по завещанию. В случае смерти совладельца его (ее) неделимая доля распределяется между оставшимися в живых совладельцами.
Юрисдикция: (1) Юридические полномочия суда по рассмотрению и вынесению решения по делу. Параллельная юрисдикция имеет место, когда два суда несут одновременную ответственность за одно и то же дело. (2) Географический район, в котором суд имеет право рассматривать дела.
Этикетка: означает изображение печатного или графического материала на любом мясном продукте или продукте из птицы или на непосредственном контейнере, за исключением упаковочных вкладышей, для любого такого продукта. См. код штата Юта 4-32-105
Маркировка: означает все этикетки и другие печатные или графические материалы:
(a)
на любом продукте из мяса или птицы или на любой его упаковке или обертке; или
(b)
вместе с мясом или птицей. См. код штата Юта 4-32-105
Земля: включает: Код Юты 68-3-12.5
Аренда: Контракт, передающий использование имущества или владение землей, помещением, строениями или оборудованием за плату (например, арендную плату). Источник: OCC
Законодательная сессия: часть ежедневного заседания палаты, на которой она рассматривает законодательные вопросы (законопроекты, резолюции и связанные с ними действия).
Обязательства: совокупность всех долгов и других юридических обязательств конкретного физического или юридического лица.
Лицензиат: означает лицо, имеющее действующую лицензию на убой на ферме. См. Кодекс штата Юта 4-32-105
Ликвидация: означает действие или процесс ликвидации учреждения, находящегося в юрисдикции департамента, путем реализации активов, оплаты обязательств и присвоения прибыли или убытков, как указано в Главе. 2, Владение депозитарным учреждением Комиссаром, и Глава 19, Приобретение обанкротившихся депозитарных учреждений или холдинговых компаний. См. код штата Юта 7-1-103
Судебный процесс: Дело, разногласие или судебный процесс. Участники (истцы и ответчики) в судебных процессах называются тяжущимися сторонами.
Домашний скот: означает крупный рогатый скот, овец, коз, свиней, лошадей, мулов, домашнюю птицу, домашних лосей, как определено в Разделе 4-39-102, или любых других домашних животных или домашних пушных зверей, выращиваемых или содержащихся с целью получения прибыли. См. код штата Юта 4-1-109
Местный округ: означает орган местного самоуправления в соответствии с Разделом 17B, Местные органы власти с ограниченным назначением — Местные округа, и включает округ специального обслуживания в соответствии с Разделом 17D, Глава 1, Закон об округе специального назначения. См. код штата Юта 20A-1-102
Местные окружные должностные лица: означает тех членов местного окружного совета, избрание которых требуется по закону. См. Кодекс штата Юта 20A-1-102
Местные выборы: означают регулярные выборы в округе, регулярные муниципальные выборы, муниципальные первичные выборы, внеочередные местные выборы, выборы в местные округа и выборы по облигациям. См. код штата Юта 20A-1-102
Местное политическое подразделение: означает округ, муниципалитет, местный округ или местный школьный округ. См. код штата Юта 20A-1-102
Местные внеочередные выборы: означает внеочередные выборы, назначенные руководящим органом местного политического подразделения, на которых могут голосовать все зарегистрированные избиратели местного политического подразделения. См. Кодекс штата Юта 20A-1-102
Основная политическая партия: означает любую из двух политических партий, имеющую наибольшее число членов, избранных в две палаты Законодательного собрания. См. Кодекс штата Юта 36-12-1
Лидер большинства: см. Лидеры палаты
Ручное голосование: означает бумажный документ, подготовленный сотрудником по проведению выборов, на котором лицо записывает свой голос, непосредственно ставя отметку на бумажном документе с помощью ручки. или другой маркировочный инструмент. См. код штата Юта 20A-1-102
Мясо: означает съедобные мышцы и другие съедобные части животного, включая съедобные:
(a)
скелетные мышцы;
(б)
органы;
(c)
мышца языка, диафрагмы, сердца или пищевода; и
(d)
жир, кости, кожа, сухожилия, нервы или кровеносные сосуды, которые обычно сопровождают мясо и обычно не удаляются при переработке. См. код штата Юта 4-32-105
Мясное предприятие: означает предприятие или стационарное помещение, используемое для:
(a)
убоя животных для потребления человеком; или
(b)
продукты переработки мяса или птицы для потребления человеком. См. Кодекс Юты 4-32-105
Лидер меньшинства: См. Лидеры этажа
Кнут меньшинства: См. Кнуты.
Неверный бренд: означает любой продукт из мяса или птицы, который:
(a)
имеет этикетку, которая является ложной или вводящей в заблуждение в каком-либо конкретном случае;
(b)
предлагается для продажи под названием другого продукта питания;
(c)
является имитацией другого пищевого продукта, если только на этикетке не указано слово «имитация», за которым следует название имитируемого пищевого продукта;
(d)
если у него есть контейнер, контейнер изготовлен, сформирован или заполнен так, чтобы вводить в заблуждение;
(e)
не имеет этикетки, на которой указаны:
(i)
наименование и местонахождение производителя, упаковщика или дистрибьютора; и
(ii)
точное указание количества продукта с точки зрения веса, меры или числового подсчета, при условии, что в соответствии с настоящим Подразделом (27)(e), исключения в отношении мяса и птицы продукты, не упакованные в контейнеры, могут быть установлены правилами департамента, и что в соответствии с настоящим Подразделом (27)(e)(ii) могут быть разрешены разумные отклонения, а исключения для небольших упаковок могут быть установлены для продуктов из мяса или птицы по правилу Департамента. отделение;
(f)
не содержит никаких слов, заявлений или другой информации, требуемой или подпадающей под действие настоящей главы для размещения на этикетке или другой маркировке, которая не размещена на видном месте с такой заметностью, по сравнению с другими словами, утверждениями, рисунками или устройствами в маркировке и в таких выражениях, которые могут быть прочитаны и поняты обычным человеком при обычных условиях покупки и использования;
(g)
— пищевой продукт, для которого определение и стандарт идентичности или состава установлены правилами департамента в соответствии с Разделом 4-32-109, если пищевой продукт не соответствует определению и стандарту а на этикетке нет названия продукта и любой другой информации, которая требуется по правилу;
(h)
— это пищевой продукт, для которого стандарт наполнения был предписан правилом департамента для контейнера, и фактическое наполнение контейнера ниже предписанного, если только на этикетке продукта не указано, что способ и форма, как указано в правиле, заявление о том, что пищевой продукт не соответствует стандарту;
(i)
– это пищевой продукт, для которого в соответствии с подразделом (27)(g) не установлены стандарт или определение идентичности, если на этикетке не указано:
(i)
обычный или обычный название блюда, если оно есть; и
(ii)
, если пищевой продукт изготовлен из двух или более ингредиентов, общепринятое или обычное название каждого такого ингредиента, за исключением того, что специи, ароматизаторы и красители могут, с разрешения департамента, обозначенные как специи, ароматизаторы и красители без названия каждого, при условии, что соблюдение требований настоящего Подраздела (27)(i)(ii) невозможно или приводит к обману или недобросовестной конкуренции, исключения должны быть установлены правило;
(j)
— это пищевой продукт, предназначенный или позиционируемый как предназначенный для специального диетического питания, за исключением случаев, когда на этикетке содержится информация о витаминах, минералах и других диетических свойствах продукта. , после консультации с министром сельского хозяйства Соединенных Штатов, предписывает правилами по мере необходимости информировать покупателей о ценности продуктов питания для специального диетического использования;
(к)
имеет или содержит какие-либо искусственные ароматизаторы, искусственные красители или химические консерванты, если только пищевой продукт не имеет маркировки, указывающей на этот факт, при условии, что в той мере, в какой соблюдение требований настоящего подраздела практически невозможно, исключения должны быть предусмотрены правилами отдела ; или
(l)
не содержит непосредственно на них и на контейнерах с пищевыми продуктами, как это может предписать департамент, официальное обозначение проверки и номер официального предприятия, где был приготовлен продукт, и, без каких-либо ограничений из вышеперечисленного, другую информацию, которую департамент может потребовать в соответствии с правилами, чтобы гарантировать, что продукты из мяса или птицы не будут иметь ложной или вводящей в заблуждение маркировки и что общественность будет проинформирована о способах обращения, необходимых для сохранения мяса или птицы. продукт в здоровом состоянии. См. код штата Юта 4-32-105
Предприятие денежных услуг: включает:
(i)
обналичивающее чеки;
(ii)
кредитор с отложенным депозитом;
(iii)
эмитент или продавец дорожных чеков или денежных переводов; и
(iv)
для денежных переводов. См. код штата Юта 7-1-103
Месяц: означает календарный месяц, если не указано иное. См. код штата Юта 68-3-12.5
моторное топливо: означает любую горючую жидкость или пар, используемые для приведения в действие автомобиля или двигателя автомобиля. См. Кодекс штата Юта 4-33-103
Многокандидатская гонка: означает беспартийную муниципальную гонку, где:
(a)
для выборов должностных лиц на свободе, число кандидатов, допущенных к участию в гонке, превышает общее количество мест, которые необходимо заполнить; или
(b)
для избрания офицера, кроме офицера на свободе, более двух кандидатов имеют право баллотироваться на одну должность. См. код штата Юта 20A-4-601
Всеобщие муниципальные выборы: означают выборы, проводимые в муниципалитетах и, если применимо, в местных округах в первый вторник после первого понедельника ноября каждого нечетного года для целей, установленных в Разделе 20A-1-202. См. код штата Юта 20A-1-102
Муниципальный законодательный орган: означает:
(a)
совет города или поселка в любой форме муниципального управления; или
(б)
совет городского округа. См. код штата Юта 20A-1-102
Муниципальные первичные выборы: означают выборы, проводимые для выдвижения кандидатов на муниципальные должности. См. код штата Юта 20A-1-102
Муниципалитет: означает город, поселок или городской поселок. См. Кодекс штата Юта 20A-1-102
Неназываемые виды: включает домашнюю дичь, как определено в Разделе 4-32a-201. См. код штата Юта 4-32-105
Счет NOW: означает сберегательный счет, с которого владелец может снимать средства с помощью оборотных или переводных инструментов с целью осуществления переводов третьим лицам. См. код штата Юта 7-1-103
Клятва: Обещание говорить правду.
Присяга: включает «подтверждение». См. Кодекс штата Юта 68-3-12.5
Официальный бюллетень: означает бюллетени, выдаваемые должностным лицом по выборам избирателям для регистрации их голосов. См. Кодекс штата Юта 20A-1-102
Официальное свидетельство: означает любой сертификат, предписанный правилами департамента для выдачи инспектором или другим лицом, выполняющим официальные функции в соответствии с настоящей главой См. Кодекс штата Юта 4-32-105
официальный знак См. Кодекс штата Юта 4-32-105
Официальное предприятие: означает предприятие, на котором осуществляется надзор за убоем животных или приготовлением продуктов из мяса или птицы в соответствии с положениями настоящей главы. См. код штата Юта 4-32-105
Официальная маркировка: означает официальную легенду или другой символ, предписанный правилами департамента для определения статуса туши животного или продукта из мяса или птицы в соответствии с настоящей главой. См. Кодекс штата Юта 4-32-105
Официальный реестр: означает официальную запись, предоставленную должностным лицам по выборам сотрудником по выборам, которая содержит информацию, требуемую Разделом 20A-5-401. См. код штата Юта 20A-1-102
Оператор: означает организацию, которая:
(a)
(i)
является депозитарной организацией;
(ii)
является холдинговой компанией депозитарного учреждения; или
(iii)
является учреждением, прямо или косвенно принадлежащим или контролируемым одним или несколькими депозитарными учреждениями или холдинговыми компаниями депозитных учреждений; и
(b)
владеет банкоматом или заключает с ним договор на управление банкоматом. См. Кодекс штата Юта 7-16a-102
Организация: означает корпорацию, правительство или государственное подразделение или агентство, деловой траст, недвижимость, траст, товарищество, ассоциацию, двух или более лиц, имеющих совместный или общий интерес, или любое другое юридическое лицо. См. код штата Юта 4-1-109
За пределами штата: означает в отношении депозитарного учреждения или холдинговой компании депозитарного учреждения учреждение или компанию, чей штат не является Ютой. См. код штата Юта 7-1-103
Надзор: проверка комитетом деятельности федерального агентства или программы.
Участвующий муниципалитет: означает муниципалитет, участвующий в пилотном проекте в соответствии с подразделом 20A-4-602(3). См. код штата Юта 20A-4-601
Партнерство: добровольный договор между двумя или более лицами об объединении части или всех их активов в бизнес с соглашением о пропорциональном разделении прибыли и убытков.
Лицо: означает физическое или физическое лицо, корпорацию, организацию или другое юридическое лицо. См. Кодекс штата Юта 4-1-109.
Лицо: означает:
(a)
физическое лицо;
(b)
корпорация;
(c)
общество с ограниченной ответственностью;
(г)
товарищество;
(e)
траст;
(f)
ассоциация;
(g)
совместное предприятие;
(h)
бассейн;
(i)
синдикат;
(j)
индивидуальное предприятие;
(k)
организация без образования юридического лица; или
(л)
любая форма юридического лица. См. код штата Юта 7-1-103
Лицо: означает: код штата Юта 68-3-12.5
Личное имущество: Все имущество, не являющееся недвижимым имуществом.
Личное имущество: включает: Код штата Юта 68-3-12.5
Пилотный проект: означает муниципальный пилотный проект альтернативных методов голосования, созданный в разделе 20A-4-602. См. Кодекс штата Юта 20A-4-601
Вредитель растений: означает биологический агент, который уполномоченный определяет как угрозу сельскому хозяйству в штате, как описано в подразделе 4-2-103(1)(k)(i). См. код штата Юта 4-35-102
Торговый терминал: означает устройство электронной обработки информации, контролируемое или доступное для продавца или другого поставщика товаров или услуг, которое разрешает:
(a)
при оплате товаров или услуг, дебет или кредит на счет клиента по адресу:
(i)
депозитарное учреждение; или
(ii)
государственное или федеральное государственное учреждение; и
(b)
продавец или другой поставщик товаров или услуг для выдачи валюты или монет покупателю. См. Кодекс штата Юта 7-16a-102
Политическая партия: означает организацию зарегистрированных избирателей, которая имеет право участвовать в выборах, отвечая требованиям Главы 8, Формирование политической партии и процедуры. См. код штата Юта 20A-1-102
Работник избирательных участков: включает судей на выборах. См. код штата Юта 20A-1-102
. Книга для голосования: означает запись имен избирателей в том порядке, в котором они проголосовали. См. код штата Юта 20A-1-102
Место для голосования: означает здание, в котором проводится голосование. См. код штата Юта 20A-1-102
Позиция: означает квадрат, круг, прямоугольник или другую геометрическую фигуру в бюллетене, в которой избиратель отмечает выбор избирателя. См. Кодекс штата Юта 20A-1-102
Послеубойный осмотр: означает осмотр туши забитого пищевого животного после убоя. См. код штата Юта 4-32-105
Домашняя птица: означает любую домашнюю птицу, живую или мертвую. См. код штата Юта 4-32-105
Продукт из домашней птицы: означает любой продукт, пригодный для употребления в пищу человеком, полностью или частично изготовленный из тушки любой птицы, за исключением продуктов, которые содержат ингредиенты из домашней птицы в относительно небольшом количестве или которые исторически не рассматриваемые потребителями как продукция птицеводческой пищевой промышленности, и освобожденные от определения комиссионером в качестве продукта птицеводства. См. код штата Юта 4-32-105
Подготовленные: означает забитые, консервированные, соленые, фаршированные, топленые, обваленные, разделываемые или иным образом изготовленные или обработанные. См. Кодекс штата Юта 4-32-105
Первичные президентские выборы: означает выборы, установленные в главе 9, часть 8, Первичные президентские выборы. См. Кодекс штата Юта 20A-1-102
Председательствующий: сенатор, представляющий большинство партий, который председательствует в Сенате и отвечает за поддержание порядка и приличия, признание членов высказаться и интерпретацию правил, практики и прецедентов Сената.
Процесс: означает судебный приказ или повестку, выданную в ходе судебного разбирательства. См. код штата Юта 68-3-12.5
Процесс: означает нарезку, измельчение, производство, смешивание, копчение, смешивание или приготовление продуктов из мяса или птицы. См. код штата Юта 4-32-105
Профессиональный персонал законодательного органа: означает директоров законодательного органа и членов их персонала. См. код штата Юта 36-12-1
Имущество: включает как недвижимое, так и личное имущество. См. код штата Юта 68-3-12.5
Судебное преследование: обвинить кого-либо в совершении преступления. Прокурор рассматривает уголовное дело от имени правительства.
Сотрудник по проведению выборов поставщика: означает должностное лицо по выборам, которое заключает контракт или межместное соглашение с уполномоченным по проведению выборов для проведения выборов в местном политическом подразделении уполномоченного по проведению выборов в соответствии с Разделом 20A-5-400. См. Кодекс штата Юта 20A-1-102
Предварительный бюллетень: означает бюллетень, в котором предварительно проголосовало лицо:
(a)
, чье имя не указано в официальном реестре на избирательном участке;
(b)
, чье законное право голоса оспаривается, как это предусмотрено в этом разделе; или
(c)
, чья личность не была установлена в достаточной степени сотрудником избирательного участка. См. Кодекс штата Юта 20A-1-102
Публичное право: Публичный законопроект или совместная резолюция, принятые обеими палатами и ставшие законом. Публичные законы имеют общенациональное применение.
квалифицированный: означает принять присягу и приступить к выполнению обязанностей, на которые лицо было избрано. См. код штата Юта 20A-1-102
Кворум: Количество законодателей, которые должны присутствовать для ведения бизнеса.
Получатель: означает лицо, агентство или учреждение этого штата или Соединенных Штатов, назначенное для администрирования и управления учреждением, находящимся в юрисдикции департамента, осуществляющего конкурсное производство, как это предусмотрено в Главе 2, Владение депозитарным учреждением Комиссаром, и Глава 19, Приобретение обанкротившихся депозитарных учреждений или холдинговых компаний. См. Кодекс штата Юта 7-1-103
Конкурсное управление: означает администрирование и управление делами учреждения, находящегося в юрисдикции департамента по сохранению, сохранению и надлежащему распоряжению активами, обязательствами и доходами учреждения в владение, как это предусмотрено в Главе 2, Владение депозитарным учреждением Комиссаром, и Главе 19, Приобретение обанкротившихся депозитарных учреждений или холдинговых компаний. См. Кодекс штата Юта 7-1-103
Порог пересчета: означает сумму усилителя-кандидата и следующего:
(a)
для фазы подсчета бюллетеней, на которой подсчитывается менее 100 действительных рейтингов, 0. См. Кодекс штата Юта 20A-4-601
Очередные всеобщие выборы: выборы, проводимые на всей территории штата в первый вторник после первого понедельника ноября каждого четного года для целей, установленных в Разделе 20A-1-201. См. код штата Юта 20A-1-102
Очередные первичные выборы: выборы, проведенные в дату, указанную в Разделе 20A-1-201. См. Кодекс штата Юта 20A-1-102
Отмена: отмена бюджетных полномочий, ранее предоставленных Конгрессом. В Законе о контроле за арестами от 1974 г. указывается, что президент может предложить Конгрессу аннулировать средства. Если обе палаты не одобрили предложение об отмене (приняв закон) в течение 45 дней непрерывной сессии, любые удержанные средства должны быть предоставлены для исполнения обязательств.
Образец бюллетеня: означает фиктивный бюллетень, аналогичный по форме официальному бюллетеню, опубликованный в соответствии с разделом 20A-5-405. См. код штата Юта 20A-1-102
Сберегательный счет: означает депозит или другой счет в депозитном учреждении, который не является расчетным счетом. См. код штата Юта 7-1-103
Ссудно-сберегательная ассоциация: средства:
(a)
федеральная ссудно-сберегательная ассоциация; и
(b)
внештатная ссудно-сберегательная ассоциация. См. код штата Юта 7-1-103
Вручение процессуальных документов: Вручение приказов или повесток соответствующей стороне.
сервисная организация: означает корпорацию или другую коммерческую единицу, принадлежащую или контролируемую одним или несколькими финансовыми учреждениями, которая занимается или предполагает заниматься коммерческой деятельностью, связанной с деятельностью финансовых учреждений. См. код штата Юта 7-1-103
Подпись: включает имя, отметку или знак, написанные с намерением подтвердить подлинность документа или письма. См. Кодекс штата Юта 68-3-12.5
Убой: означает:
(a)
умерщвление животных, поддающихся или не поддающихся наименованию видов гуманным способом, включая снятие шкуры или разделку; или
(b)
процесс выполнения любого из указанных действий по подготовке животного, поддающихся лечению или не поддающихся наименованию видов для потребления человеком. См. Кодекс штата Юта 4-32-105
Внеочередные выборы: выборы, проводимые в соответствии с Разделом 20A-1-203. См. код штата Юта 20A-1-102
Постоянные комитеты: означает законодательные комитеты, организованные в соответствии с правилами каждой палаты Законодательного собрания на время законодательного двухгодичного срока для рассмотрения предложенного законодательства. См. код штата Юта 36-12-1
Штат: означает , если контекст не требует иного:
(a)
штат;
(b)
округ Колумбия; или
(c)
на территории США. См. код штата Юта 7-1-103
Штат: применительно к различным частям Соединенных Штатов включает штат, округ или территорию Соединенных Штатов. См. Кодекс штата Юта 68-3-12.5
Статут: Закон, принятый законодательным органом.
Повестка в суд: Приказ свидетелю явиться и дать показания.
Дочерняя компания: означает коммерческую единицу, находящуюся под контролем учреждения. См. код штата Юта 7-1-103
Клятва: включает «подтвердить». См. код штата Юта 68-3-12.5
Поставщик технологических услуг: означает лицо, которое предоставляет услуги по обработке данных или деятельность, которая поддерживает финансовые услуги или услуги, связанные с Интернетом. депозитарного учреждения, подведомственного ведомству, в том числе сопровождения:
(а)
кредитование;
(б)
денежные переводы;
(c)
фидуциарная деятельность;
(г)
торговая деятельность;
(д)
прием депозитов;
(f)
веб-сервисы и электронные платежи по счетам;
(г)
мобильные приложения;
(h)
разработка и обслуживание систем и программного обеспечения; и
(i)
мониторинг безопасности. См. Кодекс штата Юта 7-1-103
Свидетельские показания: Доказательства, устно представленные свидетелями во время судебных процессов или перед большим жюри.
Город: включает, в зависимости от численности населения, город с пригородами, как определено в Разделе 10-3c-102. См. код штата Юта 68-3-12.5
Транзакционный счет: включает:
(i)
вклады до востребования;
(ii)
аккаунты NOW;
(iii)
сберегательные вклады с автоматическим перечислением; и
(iv)
совместно использовать проекты счетов. См. Кодекс штата Юта 7-1-103
Трастовая компания: означает лицо, уполномоченное вести трастовый бизнес, как указано в Главе 5, Трастовый бизнес. См. Кодекс штата Юта 7-1-103
Единый коммерческий кодекс: набор законодательных актов, принятых различными штатами для обеспечения согласованности коммерческих законов штатов. Он включает в себя оборотные инструменты, продажи, перемещение запасов, трастовые и складские квитанции, а также коносаменты. Источник: OCC
Соединенные Штаты: включает каждый штат, округ и территорию Соединенных Штатов Америки. См. Кодекс штата Юта 68-3-12.5
Депозитарное учреждение штата Юта: означает депозитное учреждение, штатом которого является Юта. См. код штата Юта 7-1-103
Вакансия: означает отсутствие лица для работы на какой-либо должности, созданной законом, независимо от того, произошло ли это отсутствие из-за смерти, инвалидности, дисквалификации, отставки или по другой причине. См. код штата Юта 20A-1-102
Действителен: означает, что бюллетень помечен таким образом, который позволяет подсчитывать рейтинг на соответствующем этапе подсчета бюллетеней. См. Кодекс штата Юта 20A-4-601
Действительное удостоверение личности избирателя: означает:
(a)
форма удостоверения личности с именем и фотографией избирателя, которая может включать:
(i)
a действительные в настоящее время водительские права штата Юта;
(ii)
действительное удостоверение личности, выданное:
(A)
штат; или
(B)
филиал, департамент или агентство США;
(iii)
действующее разрешение штата Юта на ношение скрытого оружия;
(iv)
действующий паспорт США; или
(v)
действительное военное удостоверение личности США;
(b)
одно из следующих удостоверений личности, независимо от того, содержит ли оно фотографию избирателя:
(i)
действительное удостоверение личности племени;
(ii)
Карточка Бюро по делам индейцев; или
(iii)
карту племенного договора; или
(в)
две формы удостоверения личности, не указанные в подразделе (76)(a) или (b), но содержащие имя избирателя и подтверждающие его проживание на избирательном участке, которые могут включать:
(i)
текущий счет за коммунальные услуги или его разборчивая копия, датированная в течение 90 дней до выборов;
(ii)
выписка из банка или другого финансового счета или ее разборчивая копия;
(iii)
заверенное свидетельство о рождении;
(iv)
действующая карточка социального обеспечения;
(v)
чек, выданный государством или федеральным правительством, или его разборчивая копия;
(vi)
зарплатный чек от работодателя избирателя или его разборчивая копия;
(vii)
действующая охотничья или рыболовная лицензия штата Юта;
(viii)
заверенная документация о натурализации;
(ix)
действующая лицензия, выданная уполномоченным органом США;
(x)
заверенная копия судебного протокола об усыновлении или изменении имени избирателя;
(xi)
действующая карта Medicaid, карта Medicare или карта электронного перевода льгот;
(xii)
действующее удостоверение личности, выданное:
(A)
местным органом власти в штате;
(B)
работодатель для работника; или
(C)
колледж, университет, техникум или профессиональная школа, расположенные в пределах штата; или
(xiii)
действующая регистрация автомобиля в Юте. См. Кодекс штата Юта 20A-1-102
Избиратель: означает физическое лицо, которое:
(a)
отвечает требованиям для голосования на выборах;
(b)
соответствует требованиям избирательной регистрации;
(c)
зарегистрирован для голосования; и
(d)
внесен в официальный реестр. См. код штата Юта 20A-1-102
Кабина для голосования: означает:
(a)
помещение или помещение в помещении для голосования, предназначенное для подготовки бюллетеней, включая помещение для голосования или занавес; или
(b)
отдельно стоящее устройство для голосования. См. Кодекс штата Юта 20A-1-102
Устройство для голосования: означает любое устройство, предоставленное сотрудником по проведению выборов избирателю для голосования механическим бюллетенем. См. код штата Юта 20A-1-102
Участок для голосования: означает наименьшую географическую избирательную единицу, установленную в соответствии с Главой 5, Часть 3, Обязанности окружных и муниципальных законодательных органов.
 Он выпускался ранее на заводе имени Володарского в городе Ульяновске.
Он выпускался ранее на заводе имени Володарского в городе Ульяновске. Точность обработки повышается при использовании опор, поглощающих вибрацию. В системе охлаждения имеется небольшой электронасос, включаемый по мере необходимости. Это позволяет увеличить интервал между включениями.
Точность обработки повышается при использовании опор, поглощающих вибрацию. В системе охлаждения имеется небольшой электронасос, включаемый по мере необходимости. Это позволяет увеличить интервал между включениями. Суппорт служит для крепления инструментов и их перемещения. На его верхней части расположен держатель резцов.
Суппорт служит для крепления инструментов и их перемещения. На его верхней части расположен держатель резцов. Закрепление осуществляется с помощью зажимного патрона.
Закрепление осуществляется с помощью зажимного патрона. Наибольшая длина обрабатываемой на токарном станке УТ16ПМ детали составляет 750 мм.
Наибольшая длина обрабатываемой на токарном станке УТ16ПМ детали составляет 750 мм.


 При неукомплектованности следует оценить возможность их использования.
При неукомплектованности следует оценить возможность их использования. Это зависит от состояния станка и отношения к нему.
Это зависит от состояния станка и отношения к нему.

 За десятилетия использования он очень хорошо себя зарекомендовал, и его можно встретить на различных предприятиях машиностроения.
За десятилетия использования он очень хорошо себя зарекомендовал, и его можно встретить на различных предприятиях машиностроения.
 Необходимые шаги резьб следует подбирать путем перебора сменных шестерен из специального набора.
Необходимые шаги резьб следует подбирать путем перебора сменных шестерен из специального набора. Мене 40-2000 нафиг, очень надо 25-1250, а точнее полное перекрытие 200-400 и 400-800 без дёргания ручек.
Мене 40-2000 нафиг, очень надо 25-1250, а точнее полное перекрытие 200-400 и 400-800 без дёргания ручек. Повключав все аппараты на фирме только этот привлёк лёгким шелестом шпенделя на 2000 об. и несильным гулом бабки на переборе 1:8 под нагрузкой. Достав из кармана отвёртку в виде сотни на пиво манагеру, снял крышку бабки и испытал восторг от внутреннего состояния. На направах станины была кой-какая коррозия под патроном, замерил индикатором самые глубокие-четверть деления нету, так, стрелка колеблется от риски малость, общая очаговость как у шаброваной- так что нестрашно а износа/задиров нет вообще нигде и направы реально калёные.
Повключав все аппараты на фирме только этот привлёк лёгким шелестом шпенделя на 2000 об. и несильным гулом бабки на переборе 1:8 под нагрузкой. Достав из кармана отвёртку в виде сотни на пиво манагеру, снял крышку бабки и испытал восторг от внутреннего состояния. На направах станины была кой-какая коррозия под патроном, замерил индикатором самые глубокие-четверть деления нету, так, стрелка колеблется от риски малость, общая очаговость как у шаброваной- так что нестрашно а износа/задиров нет вообще нигде и направы реально калёные. Наиболее крупные части и системы:
Наиболее крупные части и системы: От рабочего требуется осуществлять контроль над уровнем смазывающего материала и своевременно пополнять его. Такое обслуживание не требует специальных знаний и умений.
От рабочего требуется осуществлять контроль над уровнем смазывающего материала и своевременно пополнять его. Такое обслуживание не требует специальных знаний и умений. При ознакомлении желательно пользоваться наглядными подсказками, которые позволят избежать ошибок в выборе режимов.
При ознакомлении желательно пользоваться наглядными подсказками, которые позволят избежать ошибок в выборе режимов.
 Для черновых операций допускается увеличенная глубина резания, но при этом важно не повредить точную промтехнику.
Для черновых операций допускается увеличенная глубина резания, но при этом важно не повредить точную промтехнику. Аналоги, схемы, описание, характеристики
Аналоги, схемы, описание, характеристики 3 Описание конструкции
3 Описание конструкции


 Возможна продажа в ЛИЗИНГ! Станок токарно-винторезный высокой точности УТ16В 1986г. Мало эксплуатировался, стоял в опытном производстве Института! Проведена ревизия всех узлов и механизмов, в том числе электрической части. Станок в отличном техническом состоянии. Подключен, проверка в работе. Погрузка входит в стоимость.
Возможна продажа в ЛИЗИНГ! Станок токарно-винторезный высокой точности УТ16В 1986г. Мало эксплуатировался, стоял в опытном производстве Института! Проведена ревизия всех узлов и механизмов, в том числе электрической части. Станок в отличном техническом состоянии. Подключен, проверка в работе. Погрузка входит в стоимость. Назначение и область применения
Назначение и область применения .1,1
.1,1 В общей сложности имеется 24 скорости. Шесть из них имеют одинаковую скорость во время работы с перебором и без него. В итоге можно использовать 18 положений с различной скоростью. Это достигается за счет размещенных в корпусе перебора (способен до 8 раз снизить частоту оборотов) и трензеля (реверсирование, изменение подачи и шагов резьбы).
В общей сложности имеется 24 скорости. Шесть из них имеют одинаковую скорость во время работы с перебором и без него. В итоге можно использовать 18 положений с различной скоростью. Это достигается за счет размещенных в корпусе перебора (способен до 8 раз снизить частоту оборотов) и трензеля (реверсирование, изменение подачи и шагов резьбы).

 Класс точности станка – В.
Класс точности станка – В. Пределы частоты вращения шпинделя при положении рукоятки 1:1 – 280. 1800 об/мин, при положении рукоятки 1:8 – 35,5. 224 об/мин.
Пределы частоты вращения шпинделя при положении рукоятки 1:1 – 280. 1800 об/мин, при положении рукоятки 1:8 – 35,5. 224 об/мин.

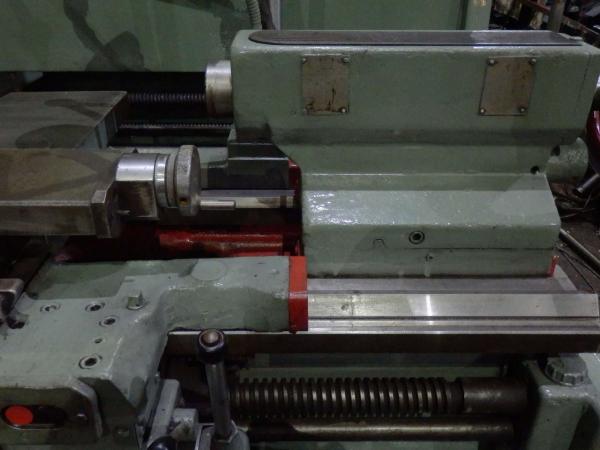 .1800
.1800 .1,1
.1,1 .2000
.2000 .1,1
.1,1 Является легким станочным оборудованием. Предназначается для осуществления чистовой токарной обработки с высокой точностью и создания разнообразного рода резьбовых соединений. Класс точности – «П».
Является легким станочным оборудованием. Предназначается для осуществления чистовой токарной обработки с высокой точностью и создания разнообразного рода резьбовых соединений. Класс точности – «П». 20110
20110

 ток нагрузки 101 А (при сечении провода 25 мм²)
ток нагрузки 101 А (при сечении провода 25 мм²)  Компактная конструкция проходной клеммной колодки и надежное винтовое соединение позволяют легко подключить клеммную колодку 3044199 – UT 16 на небольшом пространстве. Большое пространство для проводки проходной клеммной колодки 3044199 – UT 16 позволяет подключать одножильные и многожильные проводники с малым и большим поперечным сечением без кабельных наконечников, даже больше номинального сечения. Это обеспечивает универсальное применение. Клеммные колодки используются для электромонтажа шкафов управления и распределительных коробок.
Компактная конструкция проходной клеммной колодки и надежное винтовое соединение позволяют легко подключить клеммную колодку 3044199 – UT 16 на небольшом пространстве. Большое пространство для проводки проходной клеммной колодки 3044199 – UT 16 позволяет подключать одножильные и многожильные проводники с малым и большим поперечным сечением без кабельных наконечников, даже больше номинального сечения. Это обеспечивает универсальное применение. Клеммные колодки используются для электромонтажа шкафов управления и распределительных коробок. И наше лучшее предложение для типов клеммных колодок: проходные, модульные с предохранителями, пружинные, двухуровневые и многоуровневые, поэтому серийные модели относятся к серии PT, серии ST, серии TB, серии UT, серии UK. Дополнительно к блоку питания относятся QUINT Power, STEP Power, Trio Power и UNO Power. Пожалуйста, напишите нам для каталога: [email protected]
И наше лучшее предложение для типов клеммных колодок: проходные, модульные с предохранителями, пружинные, двухуровневые и многоуровневые, поэтому серийные модели относятся к серии PT, серии ST, серии TB, серии UT, серии UK. Дополнительно к блоку питания относятся QUINT Power, STEP Power, Trio Power и UNO Power. Пожалуйста, напишите нам для каталога: [email protected] 8 kV
8 kV 92 kA
92 kA , UL 746 B)
, UL 746 B) 2 mm
2 mm

 short-term рабочая температура 130°C)
short-term рабочая температура 130°C)
 )
) 0HC с цепями
0HC с цепями )
) com
com Р. Дезерт-Хиллз, Пр-вт 16:28.56
11 (10) Перкес, Коле С.Р. Баунтифул Тк-ут 16:33.04
12 (11) Прикетт, Джейк JR Jags Xc Club-az 16:35.95
13 (12) Ортега, Адрайн СО Виста Гранде Xc Club-az 16:37.67
14 Робертс, Гаррет Джей Ар Ко 16: 37.72
15 (13) Бигелоу, Джастин С.Р. Тандер-Ридж Xc Club-co 16:39.00
16 (14) Райт, Сал С.Р. Блэк Машин-нм 16:39.14
17 (15) Торрес, Майкл С.Р. Phoenix Central Xc Club-a 16:40.78
18 (16) Родос, Зак Дж.Р. Блэк Машин-нм 16:40.98
19 Гия, Кевин СР Нм 16:41.74
20 Кларк, Джозеф Дж. Р. Средняя школа Вулкан Виста 16: 42.72
21 (17) Гарсия, Хосе Дж.Р. Raider Racing Club-az 16:43.91
22 (18) Мэти, Клэй Дж. Р. Форт-Коллинз Xc Club-co 16: 47.19
23 Андерсон, Даньон С.О. Ко 16:48.00
24 (19) Алерс, Лайам Дж. Р. Трек-клуб Foothills 16: 48,83
25 Макконнел, Зак СР Ко 16: 48,90
26 (20) Хоман, Итан ** Межсезонье-аз 16:49.93
27 Лоусон, Сойер Дж. Р. Аз 16:50.26
28 (21) Хансен, Кристофер Дж.
Р. Дезерт-Хиллз, Пр-вт 16:28.56
11 (10) Перкес, Коле С.Р. Баунтифул Тк-ут 16:33.04
12 (11) Прикетт, Джейк JR Jags Xc Club-az 16:35.95
13 (12) Ортега, Адрайн СО Виста Гранде Xc Club-az 16:37.67
14 Робертс, Гаррет Джей Ар Ко 16: 37.72
15 (13) Бигелоу, Джастин С.Р. Тандер-Ридж Xc Club-co 16:39.00
16 (14) Райт, Сал С.Р. Блэк Машин-нм 16:39.14
17 (15) Торрес, Майкл С.Р. Phoenix Central Xc Club-a 16:40.78
18 (16) Родос, Зак Дж.Р. Блэк Машин-нм 16:40.98
19 Гия, Кевин СР Нм 16:41.74
20 Кларк, Джозеф Дж. Р. Средняя школа Вулкан Виста 16: 42.72
21 (17) Гарсия, Хосе Дж.Р. Raider Racing Club-az 16:43.91
22 (18) Мэти, Клэй Дж. Р. Форт-Коллинз Xc Club-co 16: 47.19
23 Андерсон, Даньон С.О. Ко 16:48.00
24 (19) Алерс, Лайам Дж. Р. Трек-клуб Foothills 16: 48,83
25 Макконнел, Зак СР Ко 16: 48,90
26 (20) Хоман, Итан ** Межсезонье-аз 16:49.93
27 Лоусон, Сойер Дж. Р. Аз 16:50.26
28 (21) Хансен, Кристофер Дж. Р. Дезерт Хиллз Рч-вт 16:51.21
29 Хоскинсон, Джош СО Ала Xc Club-az 16: 51.63
30 (22) Уилсон, Натан SR Titans Xc-co 16: 51.78
31 (23) Келлер, Ник Джей Ар Форт Коллинз Xc Club-co 16:52.10
32 Бойл, Энди С.О. Ко 16:53.40
33 Леви, Брэндон Дж. Р. Средняя школа Пейдра Виста 16: 53.64
34 Варгаски, Брайан ** Аз 16:53.67
35 (24) Паиз, Шон С.О. Торнтон Xc Club-co 16:53.7936 (25) Хоуз, Сэм Дж. Р. Дэвис Xc Club-ut 16: 53.91
37 Барнхарт, Ник ЗП Нм 16:55.18
38 Хендерсон, Тимберлин С.О. Нм 16:55.53
39 (26) Вюрц, Джозеф С.Р. Falcon Xc Club-co 16:55.54
40 Натева, Тайрел Дж. Н.м. 16:55.95
41 Дечанд, Dj JR Co 16: 57.05
42 Liddell, Taylor JR Alpha T-wolves-ut 16: 57.77
43 (27) Трухильо, Фабиан СР Торнтон Xc Club-co 16:58.13
44 (28) Паркер, Сет Дж. Р. Vista Nation Xc Club-co 16:58.38
45 (29) Стерн, Джонатан С.О. Dm Wolves-az 16:58.49
46 (30) Уивер, Коннор С.О. Titan Clash-co 16:59.
Р. Дезерт Хиллз Рч-вт 16:51.21
29 Хоскинсон, Джош СО Ала Xc Club-az 16: 51.63
30 (22) Уилсон, Натан SR Titans Xc-co 16: 51.78
31 (23) Келлер, Ник Джей Ар Форт Коллинз Xc Club-co 16:52.10
32 Бойл, Энди С.О. Ко 16:53.40
33 Леви, Брэндон Дж. Р. Средняя школа Пейдра Виста 16: 53.64
34 Варгаски, Брайан ** Аз 16:53.67
35 (24) Паиз, Шон С.О. Торнтон Xc Club-co 16:53.7936 (25) Хоуз, Сэм Дж. Р. Дэвис Xc Club-ut 16: 53.91
37 Барнхарт, Ник ЗП Нм 16:55.18
38 Хендерсон, Тимберлин С.О. Нм 16:55.53
39 (26) Вюрц, Джозеф С.Р. Falcon Xc Club-co 16:55.54
40 Натева, Тайрел Дж. Н.м. 16:55.95
41 Дечанд, Dj JR Co 16: 57.05
42 Liddell, Taylor JR Alpha T-wolves-ut 16: 57.77
43 (27) Трухильо, Фабиан СР Торнтон Xc Club-co 16:58.13
44 (28) Паркер, Сет Дж. Р. Vista Nation Xc Club-co 16:58.38
45 (29) Стерн, Джонатан С.О. Dm Wolves-az 16:58.49
46 (30) Уивер, Коннор С.О. Titan Clash-co 16:59. 28
47 (31) Таламантес, Макс С.Р. Феникс Централ Хс Клуб-а 17:01.17
48 Молина, Андрес ЖР Нм 17:01.73
49 (32) Этьен, Шон СР Форт Коллинз Xc Club-co 17:02.56
50 (33) Тоси, Доминик СР Нортленд Xc-az 17:03.40
51 Томас, Спенсер СР Нм 17:03.56
52 Гальего, Чендлер Дж. Р. Хс Клуб 17: 03.90
53 (34) Ришар, Джейкоб FR Pops Track Club 17:05.69
54 (35) Данн, Роб С.Р. Bountiful Tc-ut 17:06.00
55 (36) Томпсон, Мэтт С.Р. Titan Clash-co 17:06.17
56 (37) Хаберкорн, Алекс СО Фалькон Xc Club-co 17:06.54
57 Йоргенсен, Джесси Дж. Р. Херриман Xc Club-ut 17: 06.64
58 (38) Мэттингли, Джош СО Titan Clash-co 17:06.6959 Роджерс, Брэдли С.Р. Санрайз Маунтин Хс 17:06.88
60 (39) Shay, Eban SO Black Machine-nm 17:07.02
61 (40) Боунбрайт, Тайлер Дж. Р. Двкк 17:07.24
62 (41) Митчелл, Дамиан СР Сагуаро Ак 17:07.66
63 (42) Бейкер, Крис С.О. Frontier Academy Speed Te 17:07.70
64 (43) Райд, Чендлер СО Титанс Xc-co 17:08.
28
47 (31) Таламантес, Макс С.Р. Феникс Централ Хс Клуб-а 17:01.17
48 Молина, Андрес ЖР Нм 17:01.73
49 (32) Этьен, Шон СР Форт Коллинз Xc Club-co 17:02.56
50 (33) Тоси, Доминик СР Нортленд Xc-az 17:03.40
51 Томас, Спенсер СР Нм 17:03.56
52 Гальего, Чендлер Дж. Р. Хс Клуб 17: 03.90
53 (34) Ришар, Джейкоб FR Pops Track Club 17:05.69
54 (35) Данн, Роб С.Р. Bountiful Tc-ut 17:06.00
55 (36) Томпсон, Мэтт С.Р. Titan Clash-co 17:06.17
56 (37) Хаберкорн, Алекс СО Фалькон Xc Club-co 17:06.54
57 Йоргенсен, Джесси Дж. Р. Херриман Xc Club-ut 17: 06.64
58 (38) Мэттингли, Джош СО Titan Clash-co 17:06.6959 Роджерс, Брэдли С.Р. Санрайз Маунтин Хс 17:06.88
60 (39) Shay, Eban SO Black Machine-nm 17:07.02
61 (40) Боунбрайт, Тайлер Дж. Р. Двкк 17:07.24
62 (41) Митчелл, Дамиан СР Сагуаро Ак 17:07.66
63 (42) Бейкер, Крис С.О. Frontier Academy Speed Te 17:07.70
64 (43) Райд, Чендлер СО Титанс Xc-co 17:08. 01
65 (44) Тейт, Мика SR Falcon Xc Club-co 17:08.1966 Кломстад, Алекс С.Р., Аз 17:08.81
67 Йоханнсен, Джон Дж. Р. Уорриор Хс 17:08.91
68 (45) Эггстафф, Эрик СР Дм Вулвз-аз 17:08.93
69 Берлин, Ян СО Альфа Т-волки-ут 17:09.26
70 (46) Гонсалес, Эдуардо С.Р. Торнтон Xc Club-co 17:09.57
71 (47) Майя, Эдвин SR Phoenix Central Xc Club-a 17:10.20
72 Маринер, Блейз Дж. Р. Abq Xc-nm 17: 11.03
73 (48) Нельсон, Харви С.О. Трек-клуб Foothills 17:11.37
74 Тейлор, Мэтт Младший Аз 17:13.17
75 (49) Мессерли, Дэвид С.О. Rocky Mountain Xc Club-co 17:14.94
76 (50) Вуд, Джозеф Дж.Р. Блэк Машин-нм 17:15.60
77 (51) Дорр, Брэндон С.О. Аризона Quikfire-az 17:15.61
78 (52) Бриггс, Генри FR Fort Collins Xc Club-co 17:15.62
79 (53) Шубин, Джексон Дж. Р. Тандер-Ридж Xc Club-co 17:16.04
80 (54) Касильяс, Мэнни ФР Блэк Машин-нм 17:16.93
81 (55) Кендалл, Кейсон С.Р. Bountiful Tc-ut 17:17.43
82 (56) Хоуз, Даллен ФР Буэна Сталлионс-аз 17:17.
01
65 (44) Тейт, Мика SR Falcon Xc Club-co 17:08.1966 Кломстад, Алекс С.Р., Аз 17:08.81
67 Йоханнсен, Джон Дж. Р. Уорриор Хс 17:08.91
68 (45) Эггстафф, Эрик СР Дм Вулвз-аз 17:08.93
69 Берлин, Ян СО Альфа Т-волки-ут 17:09.26
70 (46) Гонсалес, Эдуардо С.Р. Торнтон Xc Club-co 17:09.57
71 (47) Майя, Эдвин SR Phoenix Central Xc Club-a 17:10.20
72 Маринер, Блейз Дж. Р. Abq Xc-nm 17: 11.03
73 (48) Нельсон, Харви С.О. Трек-клуб Foothills 17:11.37
74 Тейлор, Мэтт Младший Аз 17:13.17
75 (49) Мессерли, Дэвид С.О. Rocky Mountain Xc Club-co 17:14.94
76 (50) Вуд, Джозеф Дж.Р. Блэк Машин-нм 17:15.60
77 (51) Дорр, Брэндон С.О. Аризона Quikfire-az 17:15.61
78 (52) Бриггс, Генри FR Fort Collins Xc Club-co 17:15.62
79 (53) Шубин, Джексон Дж. Р. Тандер-Ридж Xc Club-co 17:16.04
80 (54) Касильяс, Мэнни ФР Блэк Машин-нм 17:16.93
81 (55) Кендалл, Кейсон С.Р. Bountiful Tc-ut 17:17.43
82 (56) Хоуз, Даллен ФР Буэна Сталлионс-аз 17:17. 44
83 Сайперс, Джастин Дж. Р. Бонневиль Xc Club-ut 17: 17.45
84 (57) Лофтин, Люк SR Titans Xc-co 17:17.72
85 (58) Скоггинс, Уильям Дж.Р. Рио Бланко Раннерс 17:18.49
86 Висс, Кевин С.О. Abq Xc-nm 17:18.51
87 (59) Ришар, Лукас SR Pops Track Club 17: 18.58
88 Флинн, Шон С.Р. Ко 17:18.74
89 (60) Вагнер, Кингстон Дж. Р. Луисвилль Xc Club-co 17:19.35
90 (61) Киркендолл, Арон Дж. Р. Jags Xc Club-az 17:19.46
91 (62) Саттон, Ян С.Р. Хоуп Кристиан Xc Club-nm 17:19.71
92 (63) Граф, Блейк СО Vista Nation Xc Club-co 17:20.75
93 (64) Джолли, Кейд С.О. Брюин Кс-ут 17:20.87
94 (65) Стюарт, Итан С.О. Дэвис Xc Club-ut 17:21.85
95 (66) Обриен, Ян SR Высота Rc 17: 21.94
96 (67) Стоун, Фокс СО Сагуаро Ак 17:22.16
97 Сюч, Марсель С.О. Ко 17:22.27
98 (68) Цзе, Давид ** Межсезонье-аз 17:22.76
99 (69) Валимаа, Джейкоб С.О. Двчч 17:23.24
100 Лавин, Остин С.О., Аз 17:23.36
101 (70) Миядзава, Мусаси СР Брюин Кс-ут 17:23.
44
83 Сайперс, Джастин Дж. Р. Бонневиль Xc Club-ut 17: 17.45
84 (57) Лофтин, Люк SR Titans Xc-co 17:17.72
85 (58) Скоггинс, Уильям Дж.Р. Рио Бланко Раннерс 17:18.49
86 Висс, Кевин С.О. Abq Xc-nm 17:18.51
87 (59) Ришар, Лукас SR Pops Track Club 17: 18.58
88 Флинн, Шон С.Р. Ко 17:18.74
89 (60) Вагнер, Кингстон Дж. Р. Луисвилль Xc Club-co 17:19.35
90 (61) Киркендолл, Арон Дж. Р. Jags Xc Club-az 17:19.46
91 (62) Саттон, Ян С.Р. Хоуп Кристиан Xc Club-nm 17:19.71
92 (63) Граф, Блейк СО Vista Nation Xc Club-co 17:20.75
93 (64) Джолли, Кейд С.О. Брюин Кс-ут 17:20.87
94 (65) Стюарт, Итан С.О. Дэвис Xc Club-ut 17:21.85
95 (66) Обриен, Ян SR Высота Rc 17: 21.94
96 (67) Стоун, Фокс СО Сагуаро Ак 17:22.16
97 Сюч, Марсель С.О. Ко 17:22.27
98 (68) Цзе, Давид ** Межсезонье-аз 17:22.76
99 (69) Валимаа, Джейкоб С.О. Двчч 17:23.24
100 Лавин, Остин С.О., Аз 17:23.36
101 (70) Миядзава, Мусаси СР Брюин Кс-ут 17:23. 63
102 (71) Вильяльвазо, Хуан Дж. Р. Торнтон Xc Club-co 17:23.80
103 Каттер, Райан Дж. Р. Дакота Ридж Xc Club-co 17: 24.02
104 (72) Бруно, Оги Джей Ар Попс Трек Клуб 17:24.75
105 Миранда, Рубен ЗП Нм 17:24.96
106 (73) Васкес, Эмилио Ф.Р. Трек-клуб Foothills 17:25.24
107 (74) Аммонс, Такер СР Дм Вулвз-аз 17:25.25
108 Отеро, Хорхе ПФ Нм 17:26.03
109 (75) Галеаццо, Остин Джей Ар Джагс Хс Клуб-аз 17:26.32
110 Харрисон, Донован SO Falcon Cross Country 17: 26.42
111 (76) Мисиалек, Сет С.Р. Меса Скайлайн Xc Club 17:26.71
112 (77) Перес, Кристиан SR Raider Racing Club-az 17:26.80
113 (78) Макфи, Джошуа С.О. Дезерт-Хиллз Пр-вт 17:27.41
114 Алдаретт, Зак С.О. Сент-Август Вулвз 17:27.50
115 (79) Донер, Райан JR Rocky Mountain Xc Club-co 17: 27.95
115 Хоскинсон, Dj SR Ala Xc Club-az 17:27.95
117 (80) Вуд, Патрик СО Хоуп Кристиан Xc Club-nm 17:28.15
118 (81) Мэнли, Брайан С.Р. Titan Clash-co 17:28.17
119 Энгельс, Исаак Дж.
63
102 (71) Вильяльвазо, Хуан Дж. Р. Торнтон Xc Club-co 17:23.80
103 Каттер, Райан Дж. Р. Дакота Ридж Xc Club-co 17: 24.02
104 (72) Бруно, Оги Джей Ар Попс Трек Клуб 17:24.75
105 Миранда, Рубен ЗП Нм 17:24.96
106 (73) Васкес, Эмилио Ф.Р. Трек-клуб Foothills 17:25.24
107 (74) Аммонс, Такер СР Дм Вулвз-аз 17:25.25
108 Отеро, Хорхе ПФ Нм 17:26.03
109 (75) Галеаццо, Остин Джей Ар Джагс Хс Клуб-аз 17:26.32
110 Харрисон, Донован SO Falcon Cross Country 17: 26.42
111 (76) Мисиалек, Сет С.Р. Меса Скайлайн Xc Club 17:26.71
112 (77) Перес, Кристиан SR Raider Racing Club-az 17:26.80
113 (78) Макфи, Джошуа С.О. Дезерт-Хиллз Пр-вт 17:27.41
114 Алдаретт, Зак С.О. Сент-Август Вулвз 17:27.50
115 (79) Донер, Райан JR Rocky Mountain Xc Club-co 17: 27.95
115 Хоскинсон, Dj SR Ala Xc Club-az 17:27.95
117 (80) Вуд, Патрик СО Хоуп Кристиан Xc Club-nm 17:28.15
118 (81) Мэнли, Брайан С.Р. Titan Clash-co 17:28.17
119 Энгельс, Исаак Дж. Р. Колорадо Rage Xc Club 17: 28.37
120 Видмер, Нейт JR Alpha T-wolves-ut 17: 28.73
121 (82) Шульте, Рори Дж. Р. Форт-Коллинз Xc Club-co 17: 28.78
122 (83) Миклин, Джейкоб СР Луисвилл Xc Club-co 17:290,98
123 (84) Ингрэм, Калеб Младший Высота Rc 17:30.03
124 (85) Гавриляк, Кайл ФР Двкк 17:30.10
125 (86) Куни, Дейтон СР Маунтин-Вью Xc Club-co 17:30.37
126 Уоткинс, Джордан СР Ок Хк 17:30.96
127 Форд, Джейкоб С.О., Аз 17:31.23
128 (87) Валенсия, Маркус JR Team ПК 17:31.69129 (88) Гарсия, Дрю Джей Ар Попс Трек Клуб 17: 31.81
130 (89) Скелтон, Крис Дж.Р. Rocky Mountain Xc Club-co 17:32.26
131 (90) Деврис, Брайан Дж. Р. Eagles Xc Club-co 17:32.31
132 (91) Лебо, Логан СР Меса Скайлайн Хс Клуб 17:32.39
133 (92) Зунига, Диего Джей Ар Феникс Централ Хс Клуб-а 17:32.60
134 (93) Ховард, Леви С.Р. Ран Флагстафф-аз 17:32.69135 Невё, Джастин С.Р. Oc Xc 17:33.40
136 (94) Джордано, Трой Дж. Р. Двкк 17: 33.47
137 Каттер, Блейк Дж.
Р. Колорадо Rage Xc Club 17: 28.37
120 Видмер, Нейт JR Alpha T-wolves-ut 17: 28.73
121 (82) Шульте, Рори Дж. Р. Форт-Коллинз Xc Club-co 17: 28.78
122 (83) Миклин, Джейкоб СР Луисвилл Xc Club-co 17:290,98
123 (84) Ингрэм, Калеб Младший Высота Rc 17:30.03
124 (85) Гавриляк, Кайл ФР Двкк 17:30.10
125 (86) Куни, Дейтон СР Маунтин-Вью Xc Club-co 17:30.37
126 Уоткинс, Джордан СР Ок Хк 17:30.96
127 Форд, Джейкоб С.О., Аз 17:31.23
128 (87) Валенсия, Маркус JR Team ПК 17:31.69129 (88) Гарсия, Дрю Джей Ар Попс Трек Клуб 17: 31.81
130 (89) Скелтон, Крис Дж.Р. Rocky Mountain Xc Club-co 17:32.26
131 (90) Деврис, Брайан Дж. Р. Eagles Xc Club-co 17:32.31
132 (91) Лебо, Логан СР Меса Скайлайн Хс Клуб 17:32.39
133 (92) Зунига, Диего Джей Ар Феникс Централ Хс Клуб-а 17:32.60
134 (93) Ховард, Леви С.Р. Ран Флагстафф-аз 17:32.69135 Невё, Джастин С.Р. Oc Xc 17:33.40
136 (94) Джордано, Трой Дж. Р. Двкк 17: 33.47
137 Каттер, Блейк Дж. Р. Дакота Ридж Xc Club-co 17: 33.96
138 (95) Гилбрет, Уил Дж. Р. Сагуаро Ак 17: 33.97
139 (96) Крейн, Кенни С.Р. Титаны Xc-co 17:34.89
140 (97) Богушефски, Митчелл Дж. Р. Двкк 17:35.52
141 (98) Веласкес, Джошуа Дж. Р. Буэна Сталлионс-аз 17:36.04
142 (99) Хеллебайк, Джордан SO Pops Track Club 17: 36.13
143 (100) Перес, Алонсо SR Raider Racing Club-az 17:37.13
144 (101) Кимбалл, Дэнни С.Р. Сагуаро Ак 17:37.21
145 (102) Престон, Коди С.Р. Titan Clash-co 17:37.58
146 Рассел, Майкл ** Старшая школа Пейджа 17:38.30
147 Контрерас, Итан ЗП Нм 17:38.37
148 Нутумья, Кайл Дж. Р. Аз 17: 38.72
149(103) Шофилд, Джастин Дж. Р. Дэвис Xc Club-ut 17: 38,79
150 (104) Бэнкс, Густаво С.О. Мингус Тк-аз 17:39.31
151 (105) Голдсберри, Тэйлор Дж. Р. Дэвис Xc Club-ut 17:39.36
152 (106) Терк, Крис С.О. Высота Rc 17:39.82
153 Бубион, Джейкоб С.О. Аз 17:40.00
154 (107) Фишер, Блейк С.О. Cds Xc 17:40.39155 (108) Каллингс, Патрик С.О. Cds Xc 17: 40.
Р. Дакота Ридж Xc Club-co 17: 33.96
138 (95) Гилбрет, Уил Дж. Р. Сагуаро Ак 17: 33.97
139 (96) Крейн, Кенни С.Р. Титаны Xc-co 17:34.89
140 (97) Богушефски, Митчелл Дж. Р. Двкк 17:35.52
141 (98) Веласкес, Джошуа Дж. Р. Буэна Сталлионс-аз 17:36.04
142 (99) Хеллебайк, Джордан SO Pops Track Club 17: 36.13
143 (100) Перес, Алонсо SR Raider Racing Club-az 17:37.13
144 (101) Кимбалл, Дэнни С.Р. Сагуаро Ак 17:37.21
145 (102) Престон, Коди С.Р. Titan Clash-co 17:37.58
146 Рассел, Майкл ** Старшая школа Пейджа 17:38.30
147 Контрерас, Итан ЗП Нм 17:38.37
148 Нутумья, Кайл Дж. Р. Аз 17: 38.72
149(103) Шофилд, Джастин Дж. Р. Дэвис Xc Club-ut 17: 38,79
150 (104) Бэнкс, Густаво С.О. Мингус Тк-аз 17:39.31
151 (105) Голдсберри, Тэйлор Дж. Р. Дэвис Xc Club-ut 17:39.36
152 (106) Терк, Крис С.О. Высота Rc 17:39.82
153 Бубион, Джейкоб С.О. Аз 17:40.00
154 (107) Фишер, Блейк С.О. Cds Xc 17:40.39155 (108) Каллингс, Патрик С.О. Cds Xc 17: 40. 54
156 (109) Бурвинкл, Келвин Дж.Р. Ран Флагстафф-аз 17:40.90
157 Макспадден, Риз С.Р., Аз 17:41.51
158 (110) Джейкобс, Эндрю С.Р. Нортленд Xc-az 17:41.73
159 Пена, Мэтью SR Az 17: 42.43
160 (111) Ортис, Крис SR Мингус Tc-az 17:42.76
161 (112) Агинага, Остин С.Р. Двкк 17:43.43
162 Gordon, Jd JR Rcxc Club-rock Canyon-co 17: 43.75
163 (113) Хуссер, Райан СР Двкк 17:44.19163 Сумацкуку, Кайл FR Az 17:44.19
165 (114) Ауэн, Брэди С.Р. Торнтон Xc Club-co 17:44.69
166 (115) Иган, Марк С.О. Буэна Сталлионс-аз 17:45.10
167 Гао, Джефф С.Р. Abq Xc-nm 17:45.15
168 Hancock, Mckade SR Bonneville Xc Club-ut 17:45.60
169 (116) Уокер, Майк СО Лос-Аламос Xc Club-nm 17:45.68
170 (117) Кеплер, Эндрю С.Р. Черная машина-нм 17:46.24
171 Брэдфорд, Джош ЗП Нм 17:46.48
172 (118) Зилер, Аммон СО Буэна Сталлионс-аз 17:47.58
173 Энтнер, Бейли Дж. Р. Лавленд X-c Club 17: 48.35
174 (119) Кунц, Джеймс Дж. Р. Jags Xc Club-az 17: 49.
54
156 (109) Бурвинкл, Келвин Дж.Р. Ран Флагстафф-аз 17:40.90
157 Макспадден, Риз С.Р., Аз 17:41.51
158 (110) Джейкобс, Эндрю С.Р. Нортленд Xc-az 17:41.73
159 Пена, Мэтью SR Az 17: 42.43
160 (111) Ортис, Крис SR Мингус Tc-az 17:42.76
161 (112) Агинага, Остин С.Р. Двкк 17:43.43
162 Gordon, Jd JR Rcxc Club-rock Canyon-co 17: 43.75
163 (113) Хуссер, Райан СР Двкк 17:44.19163 Сумацкуку, Кайл FR Az 17:44.19
165 (114) Ауэн, Брэди С.Р. Торнтон Xc Club-co 17:44.69
166 (115) Иган, Марк С.О. Буэна Сталлионс-аз 17:45.10
167 Гао, Джефф С.Р. Abq Xc-nm 17:45.15
168 Hancock, Mckade SR Bonneville Xc Club-ut 17:45.60
169 (116) Уокер, Майк СО Лос-Аламос Xc Club-nm 17:45.68
170 (117) Кеплер, Эндрю С.Р. Черная машина-нм 17:46.24
171 Брэдфорд, Джош ЗП Нм 17:46.48
172 (118) Зилер, Аммон СО Буэна Сталлионс-аз 17:47.58
173 Энтнер, Бейли Дж. Р. Лавленд X-c Club 17: 48.35
174 (119) Кунц, Джеймс Дж. Р. Jags Xc Club-az 17: 49. 48
175 (120) Арреола, Луис С.Р. Виста Гранде Xc Club-az 17:49.56
176 (121) Нильсен, Таннер С.О. Рио Бланко Раннерс 17:49.79
177 (122) Куни, Диксон Дж. Р. Маунтин-Вью Xc Club-co 17: 50.09
178 (123) Донельсон, Джо Дж. Р. Курсер Xc-co 17:50.48
179 Обриен, Патрик С.О. Лавленд X-c Club 17:50.59180 (124) Вердуго, Алан SR Raider Racing Club-az 17:50.99
181 (125) Дитц, Гарретт SR Высота Rc 17: 51.21
182 (126) Уорд, Джош Ф.Р. Дэвис Xc Club-ut 17:51.24
183 Мотт, Джесси JR Bonneville Xc Club-ut 17: 51.29
184 Кэрролл, Джейкоб SR Az 17: 51.41
185 (127) Макдэниел, Джош Дж. Р. Vista Nation Xc Club-co 17:51,93
186 (128) Ларви, Кертис Дж. Аризона Квикфайр-аз 17:52.51
187 (129) Лейва, Маркос С.Р. Ист Вэлли Банана Бойз 17:52.62
188 Бен, Кевин ЗП Нм 17:53.10
189 (130) Макдоннелл, Рейган С.Р. Двкк 17:53.20
190 Флитвуд, Джошуа FR Az 17: 53.64
191 (130) Геринг, Зак С.О. Titan Clash-co 17:53.88
192 Бертон, Сойер Дж. Р. Аз 17:53.
48
175 (120) Арреола, Луис С.Р. Виста Гранде Xc Club-az 17:49.56
176 (121) Нильсен, Таннер С.О. Рио Бланко Раннерс 17:49.79
177 (122) Куни, Диксон Дж. Р. Маунтин-Вью Xc Club-co 17: 50.09
178 (123) Донельсон, Джо Дж. Р. Курсер Xc-co 17:50.48
179 Обриен, Патрик С.О. Лавленд X-c Club 17:50.59180 (124) Вердуго, Алан SR Raider Racing Club-az 17:50.99
181 (125) Дитц, Гарретт SR Высота Rc 17: 51.21
182 (126) Уорд, Джош Ф.Р. Дэвис Xc Club-ut 17:51.24
183 Мотт, Джесси JR Bonneville Xc Club-ut 17: 51.29
184 Кэрролл, Джейкоб SR Az 17: 51.41
185 (127) Макдэниел, Джош Дж. Р. Vista Nation Xc Club-co 17:51,93
186 (128) Ларви, Кертис Дж. Аризона Квикфайр-аз 17:52.51
187 (129) Лейва, Маркос С.Р. Ист Вэлли Банана Бойз 17:52.62
188 Бен, Кевин ЗП Нм 17:53.10
189 (130) Макдоннелл, Рейган С.Р. Двкк 17:53.20
190 Флитвуд, Джошуа FR Az 17: 53.64
191 (130) Геринг, Зак С.О. Titan Clash-co 17:53.88
192 Бертон, Сойер Дж. Р. Аз 17:53. 90
193 (131) Ройбал, Аарон Дж. Р. Лос-Аламос Xc Club-nm 17:54.15
194 Накаи, Дейл СР Ко 17: 54.83
195 (132) Рейс, Вятт Дж. Р. Луисвилл Хс Клуб-Ко 17: 55.02
196 (133) Хиллис, Джошуа Джей Ар Ист Вэлли Банана Бойз 17: 55.27
197 (134) Ландер, Джон SR Pops Track Club 17: 56.48
198 (135) Оливер, Габриэль СР Ист-Вэлли Банана Бойз 17: 56.62
199 (136) Томпсон, Зак FR Jags Xc Club-az 17:56.77
200 (137) Норманд, Райан СО Cds Xc 17:56.82
201 (138) Мерфри, Мэтт СО Vista Nation Xc Club-co 17:57.08
202 (139) Хайн, Пол младший Аризона Quikfire-az 17:57.39
202 (139) Спендлав, Энтони Дж.Р. Ран Флагстафф-аз 17:57.39204 (141) Тейлор, Колби Дж. Р. Баунтифул Тс-ут 17: 57.67
205 (142) Исаксон, Джоэл С.О. Тандер-Ридж Xc Club-co 17:57.68
206 Спенсер, Мэтт Дж. Р. Лавленд X-c Club 17: 57.93
207 Хасти, Гэвин FR Ut 17: 58.55
208 (143) Джонсон, Дэррил JR Falcon Xc Club-co 17:58.56
209 (144) Эмброуз, Кэлвин С.О. Брюин Кс-ут 17:58.89210 (145) Мейс, Николас С.
90
193 (131) Ройбал, Аарон Дж. Р. Лос-Аламос Xc Club-nm 17:54.15
194 Накаи, Дейл СР Ко 17: 54.83
195 (132) Рейс, Вятт Дж. Р. Луисвилл Хс Клуб-Ко 17: 55.02
196 (133) Хиллис, Джошуа Джей Ар Ист Вэлли Банана Бойз 17: 55.27
197 (134) Ландер, Джон SR Pops Track Club 17: 56.48
198 (135) Оливер, Габриэль СР Ист-Вэлли Банана Бойз 17: 56.62
199 (136) Томпсон, Зак FR Jags Xc Club-az 17:56.77
200 (137) Норманд, Райан СО Cds Xc 17:56.82
201 (138) Мерфри, Мэтт СО Vista Nation Xc Club-co 17:57.08
202 (139) Хайн, Пол младший Аризона Quikfire-az 17:57.39
202 (139) Спендлав, Энтони Дж.Р. Ран Флагстафф-аз 17:57.39204 (141) Тейлор, Колби Дж. Р. Баунтифул Тс-ут 17: 57.67
205 (142) Исаксон, Джоэл С.О. Тандер-Ридж Xc Club-co 17:57.68
206 Спенсер, Мэтт Дж. Р. Лавленд X-c Club 17: 57.93
207 Хасти, Гэвин FR Ut 17: 58.55
208 (143) Джонсон, Дэррил JR Falcon Xc Club-co 17:58.56
209 (144) Эмброуз, Кэлвин С.О. Брюин Кс-ут 17:58.89210 (145) Мейс, Николас С. О. Highlands Ranch Xc Club 17:59.01
211 (146) Юрист, Мэтт Дж. Р. Брюин Кс-ут 17:59.06
212 (147) Хойт, Алек С.О. Двкк 17:59.10
213 (147) Кэррол, Митчелл FR Falcon Xc Club-co 17:59.19
214 (148) Маккелви, Тейлор Дж. Р. Vista Nation Xc Club-co 17:59.56
215 (149) Уильямс, Брайан С.Р. Тандерхардт Атлетикс-аз 17:590,62
216 (150) Андерсон, Тейлор С.О. Баунтифул Tc-ut 17:59.89
217 (151) Янг, Девон С.Р. Тандер-Ридж Xc Club-co 18:00.16
218 (152) Таббс, Мэтт С.О. Луисвилль Xc Club-co 18:00.35
219 Мейсон, Гэвин FR Средняя школа Помоны 18:00.70
220 (153) Фаррелл, Кевин С.Р. Уайт Танк Флайерз 18:01.21
221 (154) Таннер, Райан Дж. Р. Дэвис Xc Club-ut 18:01.28
222 Васкес, Бреннан СР Аз 18:01.46
223 (155) Гаррисон, Форрест С.Р. Курсер Xc-co 18:01.85
224 (156) Янцер, Майкл Дж. Р. Фалькон Xc Club-co 18:02.00
225 (157) Нильсен, Дейл С.О. Рио Бланко Раннерс 18:02.23
226 (158) Ливитт, Треннон СР Брюин Кс-ут 18:02.62
227 (159) Кларк, Райан Дж. Р. Дэвис Xc Club-UT 18: 02.
О. Highlands Ranch Xc Club 17:59.01
211 (146) Юрист, Мэтт Дж. Р. Брюин Кс-ут 17:59.06
212 (147) Хойт, Алек С.О. Двкк 17:59.10
213 (147) Кэррол, Митчелл FR Falcon Xc Club-co 17:59.19
214 (148) Маккелви, Тейлор Дж. Р. Vista Nation Xc Club-co 17:59.56
215 (149) Уильямс, Брайан С.Р. Тандерхардт Атлетикс-аз 17:590,62
216 (150) Андерсон, Тейлор С.О. Баунтифул Tc-ut 17:59.89
217 (151) Янг, Девон С.Р. Тандер-Ридж Xc Club-co 18:00.16
218 (152) Таббс, Мэтт С.О. Луисвилль Xc Club-co 18:00.35
219 Мейсон, Гэвин FR Средняя школа Помоны 18:00.70
220 (153) Фаррелл, Кевин С.Р. Уайт Танк Флайерз 18:01.21
221 (154) Таннер, Райан Дж. Р. Дэвис Xc Club-ut 18:01.28
222 Васкес, Бреннан СР Аз 18:01.46
223 (155) Гаррисон, Форрест С.Р. Курсер Xc-co 18:01.85
224 (156) Янцер, Майкл Дж. Р. Фалькон Xc Club-co 18:02.00
225 (157) Нильсен, Дейл С.О. Рио Бланко Раннерс 18:02.23
226 (158) Ливитт, Треннон СР Брюин Кс-ут 18:02.62
227 (159) Кларк, Райан Дж. Р. Дэвис Xc Club-UT 18: 02. 99
228 (160) Мур, Алек Дж. Тандерхардт Атлетикс-аз 18:03.21
229 (161) Макнэри, Эндрю С.О. Буэна Сталлионс-аз 18:03.57
230 (162) Родс, Кайл С.Р. Highlands Ranch Xc Club 18:04.17
231 (163) Дилтц, Джош Дж.Р. Хоуп Кристиан Xc Club-nm 18:04.20
232 (164) Миллер, Леви С.О. Ран Флагстафф-аз 18:04.41
233 (165) Дженнингс, Зак С.О. Rocky Mountain Xc Club-co 18:04.47
234 (166) Томпсон, Сет Дж. Р. Дэвис Xc Club-ut 18:04.69235 Воган, Сойер Дж. Р. Колорадо Rage Xc Club 18: 04.97
236 (166) Мур, Мика Дж. Р. Брюин Кс-ут 18:05.48
237 Каттер, Гейб Младший Ок Хс 18:05.70
238 (167) Франц, Алекс Младший Cds Xc 18:05.71
239 (168) Чарли, Аарон С.О. Чинл Блэк Моб 18:05.78
240 (169) Ортега, Карлос SR Team ПК 18:06.01
241 Маккалла, Джосайя С.О., Аз 18:06.80
242 (170) Тиррелл, Алекс SR Frontier Academy Speed Te 18:06.96
243 (171) Суонсон, Кайл СР Луисвилль Xc Club-co 18:07.25
244 Ньюэлл, Дилан Дж. Р. Telluride Running Club-co 18: 07.43
245 (172) Селайя, Энтони Джей Ар Ист Вэлли Банана Бойз 18:07.
99
228 (160) Мур, Алек Дж. Тандерхардт Атлетикс-аз 18:03.21
229 (161) Макнэри, Эндрю С.О. Буэна Сталлионс-аз 18:03.57
230 (162) Родс, Кайл С.Р. Highlands Ranch Xc Club 18:04.17
231 (163) Дилтц, Джош Дж.Р. Хоуп Кристиан Xc Club-nm 18:04.20
232 (164) Миллер, Леви С.О. Ран Флагстафф-аз 18:04.41
233 (165) Дженнингс, Зак С.О. Rocky Mountain Xc Club-co 18:04.47
234 (166) Томпсон, Сет Дж. Р. Дэвис Xc Club-ut 18:04.69235 Воган, Сойер Дж. Р. Колорадо Rage Xc Club 18: 04.97
236 (166) Мур, Мика Дж. Р. Брюин Кс-ут 18:05.48
237 Каттер, Гейб Младший Ок Хс 18:05.70
238 (167) Франц, Алекс Младший Cds Xc 18:05.71
239 (168) Чарли, Аарон С.О. Чинл Блэк Моб 18:05.78
240 (169) Ортега, Карлос SR Team ПК 18:06.01
241 Маккалла, Джосайя С.О., Аз 18:06.80
242 (170) Тиррелл, Алекс SR Frontier Academy Speed Te 18:06.96
243 (171) Суонсон, Кайл СР Луисвилль Xc Club-co 18:07.25
244 Ньюэлл, Дилан Дж. Р. Telluride Running Club-co 18: 07.43
245 (172) Селайя, Энтони Джей Ар Ист Вэлли Банана Бойз 18:07. 50
246 (173) Тильке, Остин Дж. Р. Двкк 18:07.89
247 Кимбалл, Сойер С.О., Аз 18:08.02
248 (173) Дюран, Стивен С.Р. Торнтон Xc Club-co 18:08.47
249(174) Уинстен, Сэм-младший Аризона Quikfire-az 18:09.01
250 Нез, Скайлер Младший Нм 18:09.85
251 Атчитти, Домоник ЗП Нм 18:09.95
252 (175) Мейер, Люк FR Jags Xc Club-az 18:10.05
253 (176) Кройц, Брэндон С.Р. Highlands Ranch Xc Club-c 18:10.07
254 (177) Симпсон, Ной Дж. Р. Лос-Аламос Xc Club-nm 18: 10.38
255 Джонсон, Кевин С.О. Ко 18:10.98
256 (178) Воеллер, Коул Дж. Р. Eagles Xc Club-co 18: 11.11
257 (179) Чой, Майк СР Уайт Танк Флайерз 18:11.20
258 (180) Денев, Никола Дж. Р. Торнтон Xc Club-co 18:11.28
259 (180) Скотт, Пал СР Мингус Тк-аз 18:11.79
260 Хакетт, Патрик Дж. Р. Аз 18: 12.14
261 (181) Соррелл, Джек SR Foothills Track Club 18: 12.57
262 Рок, Джарен Дж. Р. Бонневиль Xc Club-ut 18: 12.59263 (182) Пачеко, Трой ФР Командный ПК 18:13.09
264 (183) Накасава, Киану SO Raider Racing Club-az 18:13.
50
246 (173) Тильке, Остин Дж. Р. Двкк 18:07.89
247 Кимбалл, Сойер С.О., Аз 18:08.02
248 (173) Дюран, Стивен С.Р. Торнтон Xc Club-co 18:08.47
249(174) Уинстен, Сэм-младший Аризона Quikfire-az 18:09.01
250 Нез, Скайлер Младший Нм 18:09.85
251 Атчитти, Домоник ЗП Нм 18:09.95
252 (175) Мейер, Люк FR Jags Xc Club-az 18:10.05
253 (176) Кройц, Брэндон С.Р. Highlands Ranch Xc Club-c 18:10.07
254 (177) Симпсон, Ной Дж. Р. Лос-Аламос Xc Club-nm 18: 10.38
255 Джонсон, Кевин С.О. Ко 18:10.98
256 (178) Воеллер, Коул Дж. Р. Eagles Xc Club-co 18: 11.11
257 (179) Чой, Майк СР Уайт Танк Флайерз 18:11.20
258 (180) Денев, Никола Дж. Р. Торнтон Xc Club-co 18:11.28
259 (180) Скотт, Пал СР Мингус Тк-аз 18:11.79
260 Хакетт, Патрик Дж. Р. Аз 18: 12.14
261 (181) Соррелл, Джек SR Foothills Track Club 18: 12.57
262 Рок, Джарен Дж. Р. Бонневиль Xc Club-ut 18: 12.59263 (182) Пачеко, Трой ФР Командный ПК 18:13.09
264 (183) Накасава, Киану SO Raider Racing Club-az 18:13. 50
265 (184) Хан, Тайлер Дж. Тандерхардт Атлетикс-аз 18:13.81
266 (185) Бруно, Джейкоб FR Pops Track Club 18: 14.51
267 (186) Нильсен, Мэтт С.О. Высота Rc 18:14.79
268 (187) Арко, Брайан СР Рио Ранчо Xc Club-nm 18:15.12
269(188) Гейл, Лейн SR Mingus Tc-az 18: 16.68
270 (189) Клаус, Исаак Дж. Р. Дэвис Xc Club-ut 18: 17.02
271 (189) Райнхаймер, Джеймс С.Р. Торнтон Xc Club-co 18:17.13
272 (189) Даниэль, Мбио Мбио JR Phoenix Central Xc Club-a 18:18.07
273 (190) Карси, Крис С.Р. Ран Флагстафф-аз 18:18.50
273 (190) Чавес, Аарон С.Р. Silver City Xc Club-nm 18:18.50
275 Бэбкок, Тристан СР Дакота Ридж Xc Club-co 18: 18.73
276 (192) Монкур, Томми С.О. Дэвис Xc Club-ut 18:19.07
277 (192) Каллинз, Хейден Дж. Р. Сагуаро Ак 18:19.53
278 (193) Реклаймер, Бруно С.О. Phoenix Central Xc Club-a 18:19.72
279 (194) Раэль, Фабион ФР Торнтон Xc Club-co 18:19.98
280 (194) Бигелоу, Чейз ФР Тандер-Ридж Xc Club-co 18:21.44
281 (195) Анайя, Бад Джей Ар Ран Флагстафф-аз 18:22.
50
265 (184) Хан, Тайлер Дж. Тандерхардт Атлетикс-аз 18:13.81
266 (185) Бруно, Джейкоб FR Pops Track Club 18: 14.51
267 (186) Нильсен, Мэтт С.О. Высота Rc 18:14.79
268 (187) Арко, Брайан СР Рио Ранчо Xc Club-nm 18:15.12
269(188) Гейл, Лейн SR Mingus Tc-az 18: 16.68
270 (189) Клаус, Исаак Дж. Р. Дэвис Xc Club-ut 18: 17.02
271 (189) Райнхаймер, Джеймс С.Р. Торнтон Xc Club-co 18:17.13
272 (189) Даниэль, Мбио Мбио JR Phoenix Central Xc Club-a 18:18.07
273 (190) Карси, Крис С.Р. Ран Флагстафф-аз 18:18.50
273 (190) Чавес, Аарон С.Р. Silver City Xc Club-nm 18:18.50
275 Бэбкок, Тристан СР Дакота Ридж Xc Club-co 18: 18.73
276 (192) Монкур, Томми С.О. Дэвис Xc Club-ut 18:19.07
277 (192) Каллинз, Хейден Дж. Р. Сагуаро Ак 18:19.53
278 (193) Реклаймер, Бруно С.О. Phoenix Central Xc Club-a 18:19.72
279 (194) Раэль, Фабион ФР Торнтон Xc Club-co 18:19.98
280 (194) Бигелоу, Чейз ФР Тандер-Ридж Xc Club-co 18:21.44
281 (195) Анайя, Бад Джей Ар Ран Флагстафф-аз 18:22. 20
282 (196) Бенхэм, Коди С.Р., Дезерт-Хиллз, Rc-ut 18:22.34
283 Феррара, Сэмюэл С.Р. Ко 18:23.30
284 Мааг, Йонас Дж.Р. Аз 18:23.50
285 (197) Макализ, Кэмерон СО Фалькон Хс Клуб-ко 18:24.21
286 Лумис, Натан Дж. Р. Telluride Running Club-co 18: 24.22
287 Нильсон, Брэндон С.О. Трек-клуб Soaring Hawk-a 18:24.40
288 (198) Ashby, Jaren JR Desert Hills Rc-ut 18:24.42
289 (199) Джонсон, Кайл С.Р. Ран Флагстафф-аз 18:24.65
290 (200) Гейгер, Джош FR Dvcc 18: 24.76
291 (200) Смит, Дилан Дж. Р. Двкк 18: 24.92
292 Платил, Лук FR Colorado Rage Xc Club 18: 25.19
293 (200) Брунгардт, Патрик С.Р. Falcon Xc Club-co 18:25.42
294 (200) Пауэлл, Джейкоб SR Desert Hills Rc-ut 18: 26.01
295 (201) Мартин, Джош Дж. Р. Маунтин-Вью Xc Club-co 18: 26.62
296 (202) Строхекер, Брайс С.О. Маунтин-Вью Xc Club-co 18:27.32
297 Спранг, Сойер ФР Аз 18:27.75
298 Мартинес, Эйвери С.О. Салидас Лайвстронг Пижама 18:28.30
299 (203) Бермудес, Алдаир Дж.
20
282 (196) Бенхэм, Коди С.Р., Дезерт-Хиллз, Rc-ut 18:22.34
283 Феррара, Сэмюэл С.Р. Ко 18:23.30
284 Мааг, Йонас Дж.Р. Аз 18:23.50
285 (197) Макализ, Кэмерон СО Фалькон Хс Клуб-ко 18:24.21
286 Лумис, Натан Дж. Р. Telluride Running Club-co 18: 24.22
287 Нильсон, Брэндон С.О. Трек-клуб Soaring Hawk-a 18:24.40
288 (198) Ashby, Jaren JR Desert Hills Rc-ut 18:24.42
289 (199) Джонсон, Кайл С.Р. Ран Флагстафф-аз 18:24.65
290 (200) Гейгер, Джош FR Dvcc 18: 24.76
291 (200) Смит, Дилан Дж. Р. Двкк 18: 24.92
292 Платил, Лук FR Colorado Rage Xc Club 18: 25.19
293 (200) Брунгардт, Патрик С.Р. Falcon Xc Club-co 18:25.42
294 (200) Пауэлл, Джейкоб SR Desert Hills Rc-ut 18: 26.01
295 (201) Мартин, Джош Дж. Р. Маунтин-Вью Xc Club-co 18: 26.62
296 (202) Строхекер, Брайс С.О. Маунтин-Вью Xc Club-co 18:27.32
297 Спранг, Сойер ФР Аз 18:27.75
298 Мартинес, Эйвери С.О. Салидас Лайвстронг Пижама 18:28.30
299 (203) Бермудес, Алдаир Дж. Р. Мингус Тк-аз 18:29.16
300 Тумбс, Натан С.Р. Сахуарита Аз Ус 18:29.54
301 (204) Ванбибве, Брэндон С.Р. Off Season-az 18:30.19
302 (205) Линдауэр, Джек С.О. Тандер-Ридж Xc Club-co 18:30.33
303 (206) Леммонс, Джейкоб Дж. Р. Тандер-Ридж Xc Club-co 18: 31.01
304 (207) Глинн, Рейган Дж. Р. Трек-клуб Foothills 18: 31.24
305 Губиш, Крис ЗП 18:31.55
306 (208) Керли, Чэннон Дж. Р. Чинл Блэк Моб 18: 31.66
307 (209) Ли, Райан Дж. Р. Дэвис Xc Club-UT 18: 31.71
308 (209) Ракоу, Джастин Дж. Р. Ист-Вэлли Банана Бойз 18: 32.38
309 (210) Салас, Джейкоб Дж.Р. Рио-Ранчо Xc Club-nm 18:32.78
310 (211) Террасас, Шай СО Виста Гранде Xc Club-az 18:33.45
311 (212) Колер, Дилан Дж.Р. Rocky Mountain Xc Club-co 18:33.80
312 (213) Брейс, Джек С.Р. Уайт Танк Флайерз 18:34.02
313 (214) Джонсон, Дарнелл Дж. Р. Чинл Блэк Моб 18: 34.28
314 (215) Освальд, Эрик С.О. Off Season-az 18:34.38
315 (216) Пауэлл, Бенджамин С.О., Дезерт-Хиллз, Пр-вт 18:35.07
316 Йонке, Николас ** Горизонт 18:35.
Р. Мингус Тк-аз 18:29.16
300 Тумбс, Натан С.Р. Сахуарита Аз Ус 18:29.54
301 (204) Ванбибве, Брэндон С.Р. Off Season-az 18:30.19
302 (205) Линдауэр, Джек С.О. Тандер-Ридж Xc Club-co 18:30.33
303 (206) Леммонс, Джейкоб Дж. Р. Тандер-Ридж Xc Club-co 18: 31.01
304 (207) Глинн, Рейган Дж. Р. Трек-клуб Foothills 18: 31.24
305 Губиш, Крис ЗП 18:31.55
306 (208) Керли, Чэннон Дж. Р. Чинл Блэк Моб 18: 31.66
307 (209) Ли, Райан Дж. Р. Дэвис Xc Club-UT 18: 31.71
308 (209) Ракоу, Джастин Дж. Р. Ист-Вэлли Банана Бойз 18: 32.38
309 (210) Салас, Джейкоб Дж.Р. Рио-Ранчо Xc Club-nm 18:32.78
310 (211) Террасас, Шай СО Виста Гранде Xc Club-az 18:33.45
311 (212) Колер, Дилан Дж.Р. Rocky Mountain Xc Club-co 18:33.80
312 (213) Брейс, Джек С.Р. Уайт Танк Флайерз 18:34.02
313 (214) Джонсон, Дарнелл Дж. Р. Чинл Блэк Моб 18: 34.28
314 (215) Освальд, Эрик С.О. Off Season-az 18:34.38
315 (216) Пауэлл, Бенджамин С.О., Дезерт-Хиллз, Пр-вт 18:35.07
316 Йонке, Николас ** Горизонт 18:35.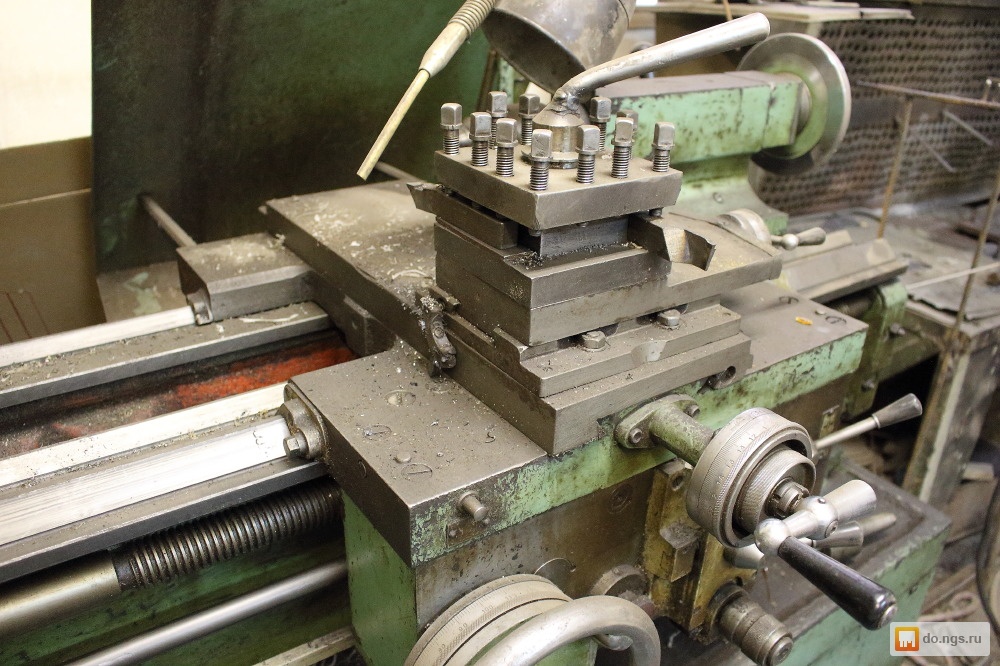 08
317 (217) Агинага, Алекс SR Dvcc 18:35.57
318 (217) Гаррибай, Луис С.Р. Raider Racing Club-az 18:36.33
319(218) Шерман, Кайл СР Аризона Quikfire-az 18: 37.05
320 Смит, Самуэль С.О., Ок Хс 18:38.20
321 (219) Фрай, Тревор Дж. Р. Дэвис Xc Club-ut 18: 38.89
322 Халд, Ник ФР Аз 18:38.93
323 (219) Краус, Сэм Дж. Р. Трек-клуб Foothills 18: 39.16
324 (220) Кэрролл, Кристиан FR Высота Rc 18:39.17
325 (220) Кай, Дэвид FR Foothills Track Club 18: 39.86
326 (221) Туми, Дэвид С.Р. Off Season-az 18:40.25
327 (222) Тернбулл, Крис Дж. Р. Брюин Кс-ут 18:40.73
328 (223) Фут, Николас С.О. Тандерхардт Атлетикс-аз 18:40.85
329 (224) Герстер, Джейк Младший Дм Вулвз-аз 18:41.13
330 (225) Калхун, Калеб Дж.Р. Тандерхардт Атлетикс-аз 18:41.15
331 (226) Брауэр, Джон С.Р. Маунтин-Вью Xc Club-co 18:41.20
332 (227) Домингес, Лукас JR Eagles Xc Club-co 18:41.94
333 (228) Лоусон, Алекс Дж. Р. Сагуаро Ак 18: 42.12
334 (229) Кордова, Кристофер ФР Командный ПК 18:42.
08
317 (217) Агинага, Алекс SR Dvcc 18:35.57
318 (217) Гаррибай, Луис С.Р. Raider Racing Club-az 18:36.33
319(218) Шерман, Кайл СР Аризона Quikfire-az 18: 37.05
320 Смит, Самуэль С.О., Ок Хс 18:38.20
321 (219) Фрай, Тревор Дж. Р. Дэвис Xc Club-ut 18: 38.89
322 Халд, Ник ФР Аз 18:38.93
323 (219) Краус, Сэм Дж. Р. Трек-клуб Foothills 18: 39.16
324 (220) Кэрролл, Кристиан FR Высота Rc 18:39.17
325 (220) Кай, Дэвид FR Foothills Track Club 18: 39.86
326 (221) Туми, Дэвид С.Р. Off Season-az 18:40.25
327 (222) Тернбулл, Крис Дж. Р. Брюин Кс-ут 18:40.73
328 (223) Фут, Николас С.О. Тандерхардт Атлетикс-аз 18:40.85
329 (224) Герстер, Джейк Младший Дм Вулвз-аз 18:41.13
330 (225) Калхун, Калеб Дж.Р. Тандерхардт Атлетикс-аз 18:41.15
331 (226) Брауэр, Джон С.Р. Маунтин-Вью Xc Club-co 18:41.20
332 (227) Домингес, Лукас JR Eagles Xc Club-co 18:41.94
333 (228) Лоусон, Алекс Дж. Р. Сагуаро Ак 18: 42.12
334 (229) Кордова, Кристофер ФР Командный ПК 18:42. 44
335 (230) Кори, Джон Дж. Р. Двкк 18: 42.58
336 (230) Толлесон, Маршалл С.Р. Мингус Тк-аз 18:42.82
337 Теодор, Стивен SR Rcxc Club-rock Canyon-co 18: 43.79
338 Неваррес, Деррик СО Ко 18: 44.21
339(231) Фарнсворт, Девин Дж. Р. Дэвис Xc Club-ut 18: 44,96
340 (231) Шульц, Ник С.О. Нортленд Xc-az 18:45.39
341 (232) Де Ла Рива, Эрик С.Р. Тандерхардт Атлетикс-аз 18:46.11
342 (233) Стейплз, Кэмерон ФР Лос-Аламос Xc Club-nm 18:46.14
343 Миллер, Шейн Дж. Р. Колорадо Rage Xc Club 18: 46,66
344 (234) Хьюз, Латроп Дж. Р. Рио Бланко Раннерс 18: 46,67
345 (235) Серрано, Эдгар СР Меса Скайлайн Xc Club 18: 47.27
346 (236) Баркер, Брэди С.О. Тандер-Ридж Xc Club-co 18:48.46
347 (236) Первис, Сэм СО Титанс Xc-co 18:52.94
348 (237) Фернандес, Барри Дж. Р. Виста Гранде Xc Club-az 18:53.54
349 (238) Линдстром, Бен Дж. Р. Баунтифул Тс-ут 18: 53.60
350 (239) Спинелли, Джоуи Джей Ар Ран Флагстафф-аз 18:53.66
351 (239) Даннинг, Даниэль Дж.Р. Лос-Аламос Xc Club-nm 18:54.
44
335 (230) Кори, Джон Дж. Р. Двкк 18: 42.58
336 (230) Толлесон, Маршалл С.Р. Мингус Тк-аз 18:42.82
337 Теодор, Стивен SR Rcxc Club-rock Canyon-co 18: 43.79
338 Неваррес, Деррик СО Ко 18: 44.21
339(231) Фарнсворт, Девин Дж. Р. Дэвис Xc Club-ut 18: 44,96
340 (231) Шульц, Ник С.О. Нортленд Xc-az 18:45.39
341 (232) Де Ла Рива, Эрик С.Р. Тандерхардт Атлетикс-аз 18:46.11
342 (233) Стейплз, Кэмерон ФР Лос-Аламос Xc Club-nm 18:46.14
343 Миллер, Шейн Дж. Р. Колорадо Rage Xc Club 18: 46,66
344 (234) Хьюз, Латроп Дж. Р. Рио Бланко Раннерс 18: 46,67
345 (235) Серрано, Эдгар СР Меса Скайлайн Xc Club 18: 47.27
346 (236) Баркер, Брэди С.О. Тандер-Ридж Xc Club-co 18:48.46
347 (236) Первис, Сэм СО Титанс Xc-co 18:52.94
348 (237) Фернандес, Барри Дж. Р. Виста Гранде Xc Club-az 18:53.54
349 (238) Линдстром, Бен Дж. Р. Баунтифул Тс-ут 18: 53.60
350 (239) Спинелли, Джоуи Джей Ар Ран Флагстафф-аз 18:53.66
351 (239) Даннинг, Даниэль Дж.Р. Лос-Аламос Xc Club-nm 18:54. 31
352 (240) Хеджес, Огастус С.Р. Буэна Сталлионс-аз 18:55.78
353 (241) Лам, Матиас СР Лос-Аламос Xc Club-nm 18:56.15
354 (242) Кнорр, Джереми Джей Ар Джагс Xc Club-az 18:56.52
355 (243) Брунгардт, Джошуа С.О. Фалькон Xc Club-co 18:57.10
356 (243) Кампос, Майк С.Р. Виста Гранде Xc Club-az 18:57.63
357 (244) Алдапе, Энтони С.О. Сагуаро Ак 18:58.11
358 (245) Деджордж, Бретт С.Р. Falcon Xc Club-co 18:58.73
359(245) Проссер, Колтон JR Rocky Mountain Xc Club-co 18: 58.88
360 (246) Чи, Майрон Дж. Р. Чинл Блэк Моб 19: 00.78
361 (247) Мартинес, Натан СР Командный ПК 19:00.89
362 (248) Гутьеррес, Маркус Дж. Р. Лос-Аламос Xc Club-nm 19:00.93
363 (249) Кейтли, Джейк ФР Торнтон Xc Club-co 19:01.45
364 Treuhaft, Travis SR Rmxc Club-az 19:01.50
365 (249) Гальегос, Дилан Дж.Р. Сокорро Xc 19:01.74
365 (249) Макгэри, Зевер ФР Двкк 19:01.74
367 (250) Аллеман, Зак С.Р. Блэк Машин-нм 19:01.81
368 (251) Уайз, Сет СО Брюин Кс-ут 19:03.15
369 (251) Олеа, Дэй С.
31
352 (240) Хеджес, Огастус С.Р. Буэна Сталлионс-аз 18:55.78
353 (241) Лам, Матиас СР Лос-Аламос Xc Club-nm 18:56.15
354 (242) Кнорр, Джереми Джей Ар Джагс Xc Club-az 18:56.52
355 (243) Брунгардт, Джошуа С.О. Фалькон Xc Club-co 18:57.10
356 (243) Кампос, Майк С.Р. Виста Гранде Xc Club-az 18:57.63
357 (244) Алдапе, Энтони С.О. Сагуаро Ак 18:58.11
358 (245) Деджордж, Бретт С.Р. Falcon Xc Club-co 18:58.73
359(245) Проссер, Колтон JR Rocky Mountain Xc Club-co 18: 58.88
360 (246) Чи, Майрон Дж. Р. Чинл Блэк Моб 19: 00.78
361 (247) Мартинес, Натан СР Командный ПК 19:00.89
362 (248) Гутьеррес, Маркус Дж. Р. Лос-Аламос Xc Club-nm 19:00.93
363 (249) Кейтли, Джейк ФР Торнтон Xc Club-co 19:01.45
364 Treuhaft, Travis SR Rmxc Club-az 19:01.50
365 (249) Гальегос, Дилан Дж.Р. Сокорро Xc 19:01.74
365 (249) Макгэри, Зевер ФР Двкк 19:01.74
367 (250) Аллеман, Зак С.Р. Блэк Машин-нм 19:01.81
368 (251) Уайз, Сет СО Брюин Кс-ут 19:03.15
369 (251) Олеа, Дэй С. Р. Феникс Централ Хс Клуб-а 19:03.32
370 Конрад, Коул С.О. Аз 19:03.40
371 Улибарри, Иерихон, Франция, 19:04.74
372 Марколини, Энтони Джей Ар Аз 19:04.79
373 (252) Ноэ, Уэсли Джей Ар Хоуп Кристиан Xc Club-nm 19:05.21
374 (253) Вегнер, Грэм С.О. Трек-клуб Foothills 19:06.06
375 (253) Чермак, Мэйсон Дж. Р. Курсер Xc-co 19:06.90
376 (254) Известно, еще нет ** Vista Grande Xc Club-az 19:07.49
376 (254) Tyrrell, Sean SO Frontier Academy Speed Te 19:07.49
378 Шахбазян, Мэтью С.Р. Аз 19:08.20
379 (256) Ороско, Джерри ФР Виста Гранде Xc Club-az 19:08.80
380 Делахант, Пол Дж. Р. Аз 19: 08.92
381 (257) Финуф, Коннор Дж. Р. Двкк 19:09.47
382 Мартинес, Джонатон Младший 19: 09.66
383 (257) Фасуло, Тревор СР Аризона Квикфайр-аз 19:09.87
384 (258) Бикс, Мэтт FR Dvcc 19: 10.04
385 (258) Кэхилл, Брендан SR Dm Wolves-az 19:10.82
386 (259) Минхарес, Хесус FR Phoenix Central Xc Club-a 19:12.91
387 (259) Миллер, Райан СР Titan Clash-co 19:14.
Р. Феникс Централ Хс Клуб-а 19:03.32
370 Конрад, Коул С.О. Аз 19:03.40
371 Улибарри, Иерихон, Франция, 19:04.74
372 Марколини, Энтони Джей Ар Аз 19:04.79
373 (252) Ноэ, Уэсли Джей Ар Хоуп Кристиан Xc Club-nm 19:05.21
374 (253) Вегнер, Грэм С.О. Трек-клуб Foothills 19:06.06
375 (253) Чермак, Мэйсон Дж. Р. Курсер Xc-co 19:06.90
376 (254) Известно, еще нет ** Vista Grande Xc Club-az 19:07.49
376 (254) Tyrrell, Sean SO Frontier Academy Speed Te 19:07.49
378 Шахбазян, Мэтью С.Р. Аз 19:08.20
379 (256) Ороско, Джерри ФР Виста Гранде Xc Club-az 19:08.80
380 Делахант, Пол Дж. Р. Аз 19: 08.92
381 (257) Финуф, Коннор Дж. Р. Двкк 19:09.47
382 Мартинес, Джонатон Младший 19: 09.66
383 (257) Фасуло, Тревор СР Аризона Квикфайр-аз 19:09.87
384 (258) Бикс, Мэтт FR Dvcc 19: 10.04
385 (258) Кэхилл, Брендан SR Dm Wolves-az 19:10.82
386 (259) Минхарес, Хесус FR Phoenix Central Xc Club-a 19:12.91
387 (259) Миллер, Райан СР Titan Clash-co 19:14. 76
388 (260) Denetdeel, Collins FR Chinle Black Mob 19: 15.27
389 (261) Хауэлл, Джеймс С.О. Сокорро Xc 19: 15.74
390 (262) Яззи, Лорен Ф.Р. Чинл Блэк Моб 19:17.27
391 (263) Дьело, Лотсима СО Феникс Централ Хс Клуб-а 19:17.67
392 (263) Маккарти, Хайме Мигель SR Silver City Xc Club-nm 19:18.20
393 (264) Пендергаст, Джек JR Highlands Ranch Xc Club 19:18.50
394 (265) Харрис, Шон С.Р. Ран Флагстафф-аз 19: 18,88
395 (265) Рихтер, Эдвард С.О. Трек-клуб Foothills 19: 20.38
396 Чи, Бенджамин Дж. Р. Нм 19: 21.57
397 (265) Брэди, Сунер ФР Чинл Блэк Моб 19:22.55
398 (266) Евангелиста, Джейкоб С.О. Курсер Xc-co 19:23.25
399 (267) Рэйл, Джексон Ф.Р. Дэвис Xc Club-ut 19:23.50
400 (267) Мессингер, Кайл СР Буэна Сталлионс-аз 19:24.22
401 (268) Мортимер, Шайлер С.Р. Off Season-az 19:26.07
402 (269) Розье, Ян SR Thunder Ridge Xc Club-co 19: 26.61
403 Монтано, Маркус С.Р. Сент-Август Вулвз 19:27.92
404 (269) Абейта, Тим С.Р. Сокорро Xc 19:29.25
405 (270) Нордберг, Cj SR Falcon Xc Club-co 19:29.
76
388 (260) Denetdeel, Collins FR Chinle Black Mob 19: 15.27
389 (261) Хауэлл, Джеймс С.О. Сокорро Xc 19: 15.74
390 (262) Яззи, Лорен Ф.Р. Чинл Блэк Моб 19:17.27
391 (263) Дьело, Лотсима СО Феникс Централ Хс Клуб-а 19:17.67
392 (263) Маккарти, Хайме Мигель SR Silver City Xc Club-nm 19:18.20
393 (264) Пендергаст, Джек JR Highlands Ranch Xc Club 19:18.50
394 (265) Харрис, Шон С.Р. Ран Флагстафф-аз 19: 18,88
395 (265) Рихтер, Эдвард С.О. Трек-клуб Foothills 19: 20.38
396 Чи, Бенджамин Дж. Р. Нм 19: 21.57
397 (265) Брэди, Сунер ФР Чинл Блэк Моб 19:22.55
398 (266) Евангелиста, Джейкоб С.О. Курсер Xc-co 19:23.25
399 (267) Рэйл, Джексон Ф.Р. Дэвис Xc Club-ut 19:23.50
400 (267) Мессингер, Кайл СР Буэна Сталлионс-аз 19:24.22
401 (268) Мортимер, Шайлер С.Р. Off Season-az 19:26.07
402 (269) Розье, Ян SR Thunder Ridge Xc Club-co 19: 26.61
403 Монтано, Маркус С.Р. Сент-Август Вулвз 19:27.92
404 (269) Абейта, Тим С.Р. Сокорро Xc 19:29.25
405 (270) Нордберг, Cj SR Falcon Xc Club-co 19:29. 40
406 Киндерманн, Адам младший Феникс Аз Ус 19: 29,56
407 Райт, Dallan JR Soaring Hawk Track Club-a 19: 29.78
408 (270) Криспин, Фрэнки СО Рио Ранчо Xc Club-nm 19:30.75
409 (271) Акоста, Адриан младший Аризона Квикфайр-аз 19:30.78
410 (272) Контрерас, Эриберто СО Виста Гранде Xc Club-az 19:32.06
411 (272) Джейкобсон, Хоган Дж. Р. Брюин Кс-ут 19: 34.51
412 (272) Уайброу, Дэн С.Р. Дэвис Xc Club-ut 19:35,51
413 (272) Фогель, Питер С.Р. Брюин Кс-ут 19:36.55
414 (272) Мори, Макс СО Маунтин-Вью Xc Club-co 19:37.50
415 Лоури, Средняя школа Камерон Ф.Р. Помона 19: 37.82
416 (273) Болдуин, Райан JR Eagles Xc Club-co 19: 37.84
417 (274) Велу, Адам Дж. Р. Дм Вулвз-аз 19: 37.91
418 (275) Ристаньо, Майкл С.О. Дм Волки-аз 19: 38,54
419 (275) Кинтанар, Дилан Дж. Р. Двкк 19: 39.16
420 (275) Мюррей, Патрик С.Р. Курсер Xc-co 19:41.46
421 (276) Риггенбах, Чад FR Mountain View Xc Club-co 19:43.05
422 (277) Шнайдер, Айдан С.О. Нортленд Xc-az 19:43.
40
406 Киндерманн, Адам младший Феникс Аз Ус 19: 29,56
407 Райт, Dallan JR Soaring Hawk Track Club-a 19: 29.78
408 (270) Криспин, Фрэнки СО Рио Ранчо Xc Club-nm 19:30.75
409 (271) Акоста, Адриан младший Аризона Квикфайр-аз 19:30.78
410 (272) Контрерас, Эриберто СО Виста Гранде Xc Club-az 19:32.06
411 (272) Джейкобсон, Хоган Дж. Р. Брюин Кс-ут 19: 34.51
412 (272) Уайброу, Дэн С.Р. Дэвис Xc Club-ut 19:35,51
413 (272) Фогель, Питер С.Р. Брюин Кс-ут 19:36.55
414 (272) Мори, Макс СО Маунтин-Вью Xc Club-co 19:37.50
415 Лоури, Средняя школа Камерон Ф.Р. Помона 19: 37.82
416 (273) Болдуин, Райан JR Eagles Xc Club-co 19: 37.84
417 (274) Велу, Адам Дж. Р. Дм Вулвз-аз 19: 37.91
418 (275) Ристаньо, Майкл С.О. Дм Волки-аз 19: 38,54
419 (275) Кинтанар, Дилан Дж. Р. Двкк 19: 39.16
420 (275) Мюррей, Патрик С.Р. Курсер Xc-co 19:41.46
421 (276) Риггенбах, Чад FR Mountain View Xc Club-co 19:43.05
422 (277) Шнайдер, Айдан С.О. Нортленд Xc-az 19:43. 54
423 (278) Диас, Роберт СО Виста Гранде Xc Club-az 19:43.55
424 (278) Мелонис, Брайан Дж. Р. Highlands Ranch Xc Club 19: 48,53
425 Бранкати, Райан СР Сагуаро Ак 19:48.80
426 Лич, Крис СО Аз 19:50.21
427 (279) Имонде, Самсон С.Р. Феникс Централ Хс Клуб-а 19:51.53
428 (279) Силва, Исайя С.О. Сильвер Сити Xc Club-nm 19:53.28
429 (280) Фогель, Спенсер С.О. Брюин Кс-ут 19:53.77
430 (280) Гиллиган, Мэтью SR Black Machine-nm 19: 55,66
431 (280) Латтрелл, Денвер FR Team ПК 19: 56.21
432 (281) Бенавидес, Джейд С.Р. Silver City Xc Club-nm 19:59.97
433 (282) Чермак, Роман С.Р. Курсер Xc-co 20:01.83
434 Перейра, Омар Дж. Р. Маунтин-Вью 20: 02.55
435 (283) Дрейпер, Лоуренс С.О. Чинл Блэк Моб 20:03.79
436 (283) Блэк, Трентон С.О. Уайт Танк Флаерз 20:05.35
437 (284) Платеро, Скотти Джей Ар Буэна Сталлионз-аз 20:05.43
438 Билли, Исак FR Az 20:05.49439 (284) Известно, еще нет ** Mesa Skyline Xc Club 20:05.73
440 Дауни, Мэтт С.
54
423 (278) Диас, Роберт СО Виста Гранде Xc Club-az 19:43.55
424 (278) Мелонис, Брайан Дж. Р. Highlands Ranch Xc Club 19: 48,53
425 Бранкати, Райан СР Сагуаро Ак 19:48.80
426 Лич, Крис СО Аз 19:50.21
427 (279) Имонде, Самсон С.Р. Феникс Централ Хс Клуб-а 19:51.53
428 (279) Силва, Исайя С.О. Сильвер Сити Xc Club-nm 19:53.28
429 (280) Фогель, Спенсер С.О. Брюин Кс-ут 19:53.77
430 (280) Гиллиган, Мэтью SR Black Machine-nm 19: 55,66
431 (280) Латтрелл, Денвер FR Team ПК 19: 56.21
432 (281) Бенавидес, Джейд С.Р. Silver City Xc Club-nm 19:59.97
433 (282) Чермак, Роман С.Р. Курсер Xc-co 20:01.83
434 Перейра, Омар Дж. Р. Маунтин-Вью 20: 02.55
435 (283) Дрейпер, Лоуренс С.О. Чинл Блэк Моб 20:03.79
436 (283) Блэк, Трентон С.О. Уайт Танк Флаерз 20:05.35
437 (284) Платеро, Скотти Джей Ар Буэна Сталлионз-аз 20:05.43
438 Билли, Исак FR Az 20:05.49439 (284) Известно, еще нет ** Mesa Skyline Xc Club 20:05.73
440 Дауни, Мэтт С. О. Сагуаро Ак 20:05.79
441 (285) Смит, Дэн СР Брюин Кс-ут 20:08.60
442 (285) Миклич, Ричард Ф.Р. Тандерхардт Атлетикс-аз 20:09.75
443 (286) Уллери, Трейгон ФР Мингус Тк-АЗ 20:10.35
444 (286) Известно, еще нет ** Thunder Ridge Xc Club-co 20: 11,94
445 (286) Мередит, Джеймс С.Р. Falcon Xc Club-co 20:12.02
446 (286) Стефан, Коул С.О. Трек-клуб Foothills 20:12.82
447 (286) Херриг, Кайл С.О. Двкк 20:13.25
448 (286) Вэнс, Мэтт FR Foothills Track Club 20: 13.74
449 (286) Рудольф, Брайс JR Eagles Xc Club-co 20:14.60
450 Райт, Брендон С.Р. Сагуаро Ак 20:14.80
451 (287) Холмберг, Джастин Джей Ар Ист Вэлли Банана Бойз 20:14.86
452 (288) Сиккинк, Винсент С.О. Торнтон Xc Club-co 20:15.76
453 (288) Престон, Кевин С.Р. Frontier Academy Speed Te 20:190,08
454 Thach, Steve JR Soaring Hawk Track Club-a 20:20.45
455 Глосслейн, Тобиас С.О., Аз 20:20.68
456 (289) Ванкруз, Ташоний ФР Чинл Блэк Моб 20:22.56
457 (289) Неброски, Алекс С.Р. Тандерхардт Атлетикс-аз 20:23.
О. Сагуаро Ак 20:05.79
441 (285) Смит, Дэн СР Брюин Кс-ут 20:08.60
442 (285) Миклич, Ричард Ф.Р. Тандерхардт Атлетикс-аз 20:09.75
443 (286) Уллери, Трейгон ФР Мингус Тк-АЗ 20:10.35
444 (286) Известно, еще нет ** Thunder Ridge Xc Club-co 20: 11,94
445 (286) Мередит, Джеймс С.Р. Falcon Xc Club-co 20:12.02
446 (286) Стефан, Коул С.О. Трек-клуб Foothills 20:12.82
447 (286) Херриг, Кайл С.О. Двкк 20:13.25
448 (286) Вэнс, Мэтт FR Foothills Track Club 20: 13.74
449 (286) Рудольф, Брайс JR Eagles Xc Club-co 20:14.60
450 Райт, Брендон С.Р. Сагуаро Ак 20:14.80
451 (287) Холмберг, Джастин Джей Ар Ист Вэлли Банана Бойз 20:14.86
452 (288) Сиккинк, Винсент С.О. Торнтон Xc Club-co 20:15.76
453 (288) Престон, Кевин С.Р. Frontier Academy Speed Te 20:190,08
454 Thach, Steve JR Soaring Hawk Track Club-a 20:20.45
455 Глосслейн, Тобиас С.О., Аз 20:20.68
456 (289) Ванкруз, Ташоний ФР Чинл Блэк Моб 20:22.56
457 (289) Неброски, Алекс С.Р. Тандерхардт Атлетикс-аз 20:23. 16
458 (289) Экман, Зак С.Р. Тандерхардт Атлетикс-аз 20:23.27
459 Орндорф, Брэд Младший Нм 20:26.65
460 (289) Пан, Люк С.О. Dvcc 20:27.94
461 (289) Оуэнс, Кайл С.Р. Дезерт-Хиллз, Пр-вт 20:28.02
462 (289) Энджелл, Брайан С.Р. Дезерт-Хиллз, Rc-UT 20:32.89
463 (289) Хэмблен, Каллен Дж. Р. Нортленд Xc-az 20:40.85
464 (290) Девор, Кинан FR Mingus Tc-az 20:42.94
465 Лазорак, Дуг JR Soaring Hawk Track Club-a 20: 46.60
466 Вуди, Закари SO Нм 20: 47.77
467 (290) Стасински, Лэнс SO Frontier Academy Speed Te 20: 48.70
468 (291) Мартин Дель Кампо, Омар С.О. Дм Вулвз-аз 20:49.44
469 (291) Визе, Ben SR Foothills Track Club 20: 55.83
470 (291) Смит, Джейкоб SR Frontier Academy Speed Te 20: 58.24
471 (292) Андерсон, Трент Дж. Р. Мингус Тк-аз 20: 59.96
472 (292) Коффман, Джейкоб С.Р. Хоуп Кристиан Xc Club-nm 21:01.11
473 (293) Биссессур, Нилеш С.О. Cds Xc 21:03.12
474 (294) Шмидт, Томми JR Falcon Xc Club-co 21:05.00
475 (294) Делани, Трой ФР Двкк 21:08.
16
458 (289) Экман, Зак С.Р. Тандерхардт Атлетикс-аз 20:23.27
459 Орндорф, Брэд Младший Нм 20:26.65
460 (289) Пан, Люк С.О. Dvcc 20:27.94
461 (289) Оуэнс, Кайл С.Р. Дезерт-Хиллз, Пр-вт 20:28.02
462 (289) Энджелл, Брайан С.Р. Дезерт-Хиллз, Rc-UT 20:32.89
463 (289) Хэмблен, Каллен Дж. Р. Нортленд Xc-az 20:40.85
464 (290) Девор, Кинан FR Mingus Tc-az 20:42.94
465 Лазорак, Дуг JR Soaring Hawk Track Club-a 20: 46.60
466 Вуди, Закари SO Нм 20: 47.77
467 (290) Стасински, Лэнс SO Frontier Academy Speed Te 20: 48.70
468 (291) Мартин Дель Кампо, Омар С.О. Дм Вулвз-аз 20:49.44
469 (291) Визе, Ben SR Foothills Track Club 20: 55.83
470 (291) Смит, Джейкоб SR Frontier Academy Speed Te 20: 58.24
471 (292) Андерсон, Трент Дж. Р. Мингус Тк-аз 20: 59.96
472 (292) Коффман, Джейкоб С.Р. Хоуп Кристиан Xc Club-nm 21:01.11
473 (293) Биссессур, Нилеш С.О. Cds Xc 21:03.12
474 (294) Шмидт, Томми JR Falcon Xc Club-co 21:05.00
475 (294) Делани, Трой ФР Двкк 21:08. 55
476 (294) Известно, Пока Нет ** Дм Волки-аз 21:14.90
477 (294) Миранда, Маркус С.О. Уайт Танк Флайерз 21:15.08
478 (295) Монтгомери, Джейсон СО Рио Ранчо Xc Club-nm 21:16.01
479(296) Моутс, Зак С.Р. Highlands Ranch Xc Club-c 21:24.88
480 (297) Зайберт, Брендан Дж.Р. Сокорро Xc 21:28.08
481 (298) Лам, Джаред С.О. Сокорро Xc 21:28.18
482 Геда, Эзра С.О. Аз 21:35.18
483 (299) Франсиско, Квентин ФР Буэна Сталлионс-аз 21:38.60
484 (299) Стейнменц, Мэтт Дж. Тандерхардт Атлетикс-аз 21:42.27
485 (299) Чавес, Tj JR Thunder Ridge Xc Club-co 21:45.27
486 (299) Лонгейкер, Ник С.О. Трек-клуб Foothills 21: 56,76
487 (299) Макмиллан, Эрик С.Р. Falcon Xc Club-co 21:58.92
488 Вега, Эрик ФР Сент-Август Вулвз 21:59.26
489 (299) Маринез, Эрик ** Silver City Xc Club-nm 22:00.79
490 Ибарра, Джастин FR Рио-Рико Rc-az 22:04.97
491 Лик, Гаррет ФР Аз 22:06.09
492 (300) Гонсалес, Артуро Ф.Р. Торнтон Xc Club-co 22:06.45
493 (300) Леон, Дэвид FR Phoenix Central Xc Club-a 22:13.
55
476 (294) Известно, Пока Нет ** Дм Волки-аз 21:14.90
477 (294) Миранда, Маркус С.О. Уайт Танк Флайерз 21:15.08
478 (295) Монтгомери, Джейсон СО Рио Ранчо Xc Club-nm 21:16.01
479(296) Моутс, Зак С.Р. Highlands Ranch Xc Club-c 21:24.88
480 (297) Зайберт, Брендан Дж.Р. Сокорро Xc 21:28.08
481 (298) Лам, Джаред С.О. Сокорро Xc 21:28.18
482 Геда, Эзра С.О. Аз 21:35.18
483 (299) Франсиско, Квентин ФР Буэна Сталлионс-аз 21:38.60
484 (299) Стейнменц, Мэтт Дж. Тандерхардт Атлетикс-аз 21:42.27
485 (299) Чавес, Tj JR Thunder Ridge Xc Club-co 21:45.27
486 (299) Лонгейкер, Ник С.О. Трек-клуб Foothills 21: 56,76
487 (299) Макмиллан, Эрик С.Р. Falcon Xc Club-co 21:58.92
488 Вега, Эрик ФР Сент-Август Вулвз 21:59.26
489 (299) Маринез, Эрик ** Silver City Xc Club-nm 22:00.79
490 Ибарра, Джастин FR Рио-Рико Rc-az 22:04.97
491 Лик, Гаррет ФР Аз 22:06.09
492 (300) Гонсалес, Артуро Ф.Р. Торнтон Xc Club-co 22:06.45
493 (300) Леон, Дэвид FR Phoenix Central Xc Club-a 22:13. 32
494 (300) Нильсен, Итан Дж. Р. Брюин Кс-ут 22:15.68
495 (300) Уэббер, Митчелл ФР Рио Бланко Раннерс 22:24.48
496 (301) Филлипс, Энди ФР Торнтон Xc Club-co 22:34.84
497 (301) Street, Alec SO Frontier Academy Speed Te 22:38.39
498 (302) Линч, Роберт С.О. Off Season-az 22:42.84
499 (303) Байс, Трек-клуб Adam JR Foothills 22: 55.49
500 (303) Ланг, Натан Дж. Р. Лос-Аламос Xc Club-nm 23:00.36
501 (303) Йеллоуфиш, Линдон Дж.Р. Phoenix Central Xc Club-a 23:16.02
502 (303) Эверитт, Исаак JR Falcon Xc Club-co 23: 20.87
503 (303) Элвелл, Ник FR Dvcc 23: 25.16
504 (303) Известно, еще нет ** Банановые мальчики Ист-Вэлли 23: 58.22
505 (304) Кловдаль, Олин FR Frontier Academy Speed Te 24:35.51
506 (304) Лосано, Адоннис С.О. Сокорро Xc 24:51.13
507 (305) Суонн, Бретт ФР Буэна Сталлионс-аз 25:07.36
508 Ярмин, Тайдин С.Р. Тандерхардт Ак 25:25.32
509(305) Кэмпбелл, Клэй FR White Tank Flyers 25: 30.86
510 (306) Кэмпбелл, Коди С.Р. Уайт Танк Флайерз 26:38.
32
494 (300) Нильсен, Итан Дж. Р. Брюин Кс-ут 22:15.68
495 (300) Уэббер, Митчелл ФР Рио Бланко Раннерс 22:24.48
496 (301) Филлипс, Энди ФР Торнтон Xc Club-co 22:34.84
497 (301) Street, Alec SO Frontier Academy Speed Te 22:38.39
498 (302) Линч, Роберт С.О. Off Season-az 22:42.84
499 (303) Байс, Трек-клуб Adam JR Foothills 22: 55.49
500 (303) Ланг, Натан Дж. Р. Лос-Аламос Xc Club-nm 23:00.36
501 (303) Йеллоуфиш, Линдон Дж.Р. Phoenix Central Xc Club-a 23:16.02
502 (303) Эверитт, Исаак JR Falcon Xc Club-co 23: 20.87
503 (303) Элвелл, Ник FR Dvcc 23: 25.16
504 (303) Известно, еще нет ** Банановые мальчики Ист-Вэлли 23: 58.22
505 (304) Кловдаль, Олин FR Frontier Academy Speed Te 24:35.51
506 (304) Лосано, Адоннис С.О. Сокорро Xc 24:51.13
507 (305) Суонн, Бретт ФР Буэна Сталлионс-аз 25:07.36
508 Ярмин, Тайдин С.Р. Тандерхардт Ак 25:25.32
509(305) Кэмпбелл, Клэй FR White Tank Flyers 25: 30.86
510 (306) Кэмпбелл, Коди С.Р. Уайт Танк Флайерз 26:38. 58
511 (307) Седорик, Сэмюэл ФР Рио Ранчо Xc Club-nm 27:18.19
512 Уайтмэгпай, Колби FR Az 32: 24.38
513 (308) Уайт, Алекс С.О. Дэвис Xc Club-ut 46:38.22
514 Лучший, Уилл ФР Аз 47:390,52
Командные очки
1 Thornton XC Club-CO-Boys Open 170 1:24:40.710
2 Николас РОБИНСОН 16:15.42 24 Шон ПАЙС 16:53.79 27 Фабиан ТРУХИЛЬО 16:58.13
46 Эдуардо ГОНСАЛЕС 17:09.57 71 Хуан ВИЛЬЯЛВАСО 17:23.80
(114) Брэди АУЕН 17:44,69 (173) Стивен ДЮРАН 18:08,47
2 Black Machine-NM-Boys Open 173 1:24:59.670
14 Сал РАЙТ 16:39.14 16 Зак РОДС 16:40.98 39 Эбан ШЕЙ 17:07.02
50 Джозеф ВУД 17:15.60 54 Мэнни КАСИЛЬЯС 17:16.93
(117) Эндрю КЕПЛЕР 17:46.24 (250) Зак АЛЛЕМАН 19:01.81
3 Fort Collins XC Club-CO-Boys O 207 1:25:26.250
18 Клэй МЭТИ 16:47.19 23 Ник КЕЛЛЕР 16:52.10 32 Шон ЭТТИЕН 17:02.56
52 Генри БРИГГС 17:15.62 82 Рори ШУЛЬТЕ 17:28.78
4 Bountiful TC-UT-Boys Open 247 1:25:13.790
6 Маркус ЛИНДМЕЙР 16:19.65 10 Коле ПЕРКЕС 16:33.04 35 Роб ДАНН 17:06.
58
511 (307) Седорик, Сэмюэл ФР Рио Ранчо Xc Club-nm 27:18.19
512 Уайтмэгпай, Колби FR Az 32: 24.38
513 (308) Уайт, Алекс С.О. Дэвис Xc Club-ut 46:38.22
514 Лучший, Уилл ФР Аз 47:390,52
Командные очки
1 Thornton XC Club-CO-Boys Open 170 1:24:40.710
2 Николас РОБИНСОН 16:15.42 24 Шон ПАЙС 16:53.79 27 Фабиан ТРУХИЛЬО 16:58.13
46 Эдуардо ГОНСАЛЕС 17:09.57 71 Хуан ВИЛЬЯЛВАСО 17:23.80
(114) Брэди АУЕН 17:44,69 (173) Стивен ДЮРАН 18:08,47
2 Black Machine-NM-Boys Open 173 1:24:59.670
14 Сал РАЙТ 16:39.14 16 Зак РОДС 16:40.98 39 Эбан ШЕЙ 17:07.02
50 Джозеф ВУД 17:15.60 54 Мэнни КАСИЛЬЯС 17:16.93
(117) Эндрю КЕПЛЕР 17:46.24 (250) Зак АЛЛЕМАН 19:01.81
3 Fort Collins XC Club-CO-Boys O 207 1:25:26.250
18 Клэй МЭТИ 16:47.19 23 Ник КЕЛЛЕР 16:52.10 32 Шон ЭТТИЕН 17:02.56
52 Генри БРИГГС 17:15.62 82 Рори ШУЛЬТЕ 17:28.78
4 Bountiful TC-UT-Boys Open 247 1:25:13.790
6 Маркус ЛИНДМЕЙР 16:19.65 10 Коле ПЕРКЕС 16:33.04 35 Роб ДАНН 17:06.