Узел токарного станка 7 букв: Узел токарного станка, 7 букв
alexxlab | 12.05.2023 | 0 | Разное
Узел Токарного Станка 7 Букв
Решение этого кроссворда состоит из 7 букв длиной и начинается с буквы С
Ниже вы найдете правильный ответ на Узел токарного станка 7 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Вторник, 1 Октября 2019 Г.
СУППОРТ
предыдущий следующий
другие решения
СУППОРТ
ты знаешь ответ ?
ответ:
связанные кроссворды
- Суппорт
- Деталь станка
- Суппорт
- Подвижное приспособление для укрепления режущего инструмента или изделия в мета ллорежущих станках 7 букв
- Часть металлорежущих станков 7 букв
- Приспособление в металлорежущих станках 7 букв
- Часть токарного станка 7 букв
Чтение чертежей – правила чтения для начинающих
Карандаши и листы ватмана постепенно уходят в прошлое, уступая место цифровым технологиям и специализированным программам. Но принципы начертания остаются теми же и необходимо учиться чтению чертежей. В производстве и в строительных организациях широко распространено использование конструкторской документации, разработать которую без знания черчения невозможно. Для создания простых и комплексных трубопроводов и электроустановок, для сборочного узла и высотных металлоконструкций всё равно необходимо создавать проекты.
Но принципы начертания остаются теми же и необходимо учиться чтению чертежей. В производстве и в строительных организациях широко распространено использование конструкторской документации, разработать которую без знания черчения невозможно. Для создания простых и комплексных трубопроводов и электроустановок, для сборочного узла и высотных металлоконструкций всё равно необходимо создавать проекты.
Основные правила чтения чертежей
Любая стойка или крепёж сначала воплощаются на листе бумаги или экране компьютера и лишь потом передаются в производственный цех. Для правильного понимания задачи, чтобы ответственный работник мог понять, где именно должно проходить наложение сварочных швов или делать отверстие нужного диаметра, надо уметь читать технологические документы.
В машиностроении чертежи могут быть разными: существуют чертежи деталей, сборочные, схемы, спецификации и др. Технические рисунки должны изготавливаться согласно правилам государственных стандартов (ГОСТ) или Единой системы конструкторской документации (ЕСКД).
Количество изображений должно быть минимальным. В инженерной графике чертёж – это представление предмета с помощью проекций и точным соотношением его размеров.
Обозначения на чертежах в машиностроении
Допуски и посадки
Зачем это все нужно? Этот вопрос возникает не только у рабочего на производстве. Это задумано, чтобы на заводе не теряли время на постоянное измерение фактических размеров полученной детали, и без брака производили совместимые изделия.
Числовые значения верхнего и нижнего предельных отклонений указывают рядом с размерами шрифтом меньшей величины, чем для размерных чисел. Допуск – это диапазон отклонения от номинального размера. Поле допуска обозначают либо одной, либо двумя буквами основного отклонения и номером квалитета.
Посадка состоит из допуска на наружной, охватываемой поверхности, допуска на внутреннюю поверхность, и определяется величиной зазора или натяга. Посадки указывают с помощью дроби в правой части от размера, в числителе обозначение предельного отклонения, а в знаменателе аналогичное обозначение для совместимой детали.
Посадки указывают с помощью дроби в правой части от размера, в числителе обозначение предельного отклонения, а в знаменателе аналогичное обозначение для совместимой детали.
Обозначения размеров
Единицы измерения на чертежах не обозначаются, по умолчанию всё указывают в миллиметрах.
Выносные элементы
Бывают случаи, когда удобнее вынести и увеличить часть детали за пределы основного контура. По сути, это самые сложные участки рассматриваемого изделия. Обычно так поступают с деталями замысловатой формы для экономии места на чертеже.
Комплексную часть обводят либо кругом, либо овалом и подписывают римской цифрой. Выносному элементу этого фрагмента присваивают тот же римский номер в знаменателе, а в числителе указывают его масштаб.
Обозначение материалов в сечениях
Сечение – это изображение фигуры, получившееся после условного её рассечения. Оно показывает лишь формы детали, не раскрывая остальные сегменты, что располагаются за ним.
Сечения бывают вынесенными или наложенными. Первые отображаются за пределами формы предмета, вторые прямо на нём.
Контур сечения заполняют косыми сплошными линиями с углом наклона 45 градусов. Линии должны располагаться в одну и ту же сторону на всех сечениях для одной детали, учитывая и материал изделия.
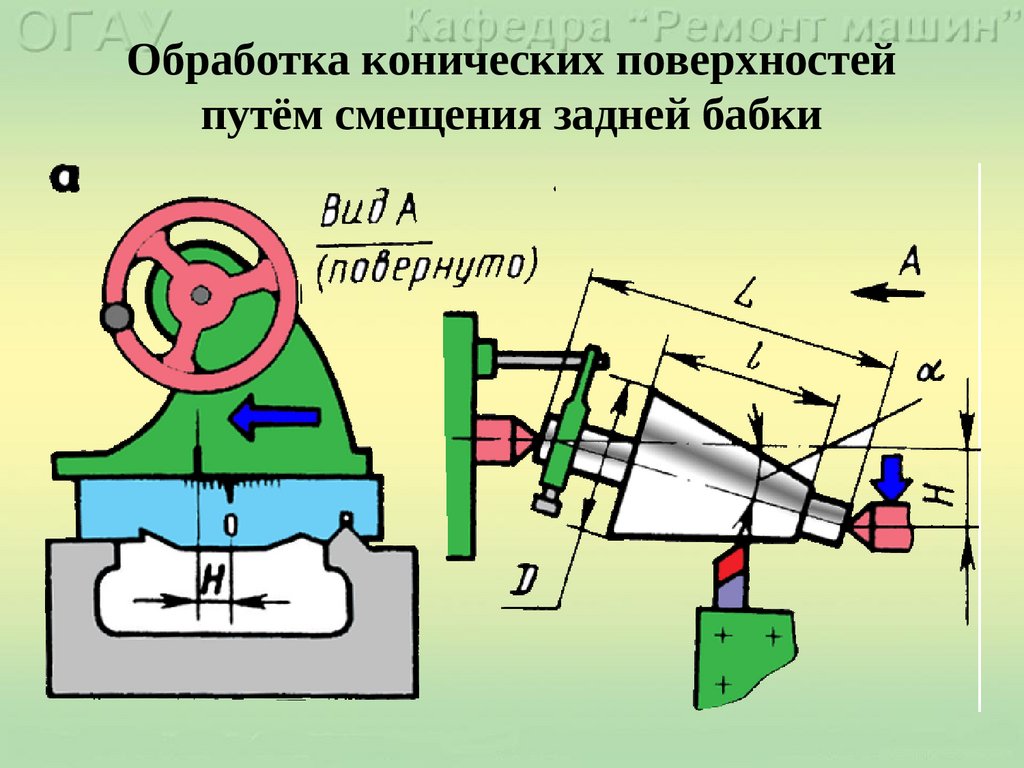
Могут быть расположены в любом месте на чертеже, под произвольным углом, но в этом случае с добавлением в надписи слова «повёрнуто» над сечением.
Условные обозначения на чертежах технологической документации
На чертежах используют условные обозначения, установленные государственными стандартами. Это основы, в них описываются правила оформления знаков, букв, цифр, линий и так далее.
Обычно их на чертеже не разъясняют, за исключением обозначений, в которых необходимо указать номер стандарта. Всё-таки с ГОСТами необходимо ознакомиться для выполнения и распознавания чертежей или схем.
Это как раз тот случай, когда просто прочесть учебник по черчению недостаточно. Лучше всего пройти специализированные курсы или обучиться инженерным специальностям или другим профессиям, относящимся к производству или к строительству.
Умение читать технологическую документацию необходимо как инженеру, так и рядовому токарю.
В целом, машиностроение и другие отрасли используют ряд основных обозначений:
-
Буквенные, отражающие условные величины, например, радиус, шаг резьбы и многое другое.
-
Цифровые, выражающие значения размеров, величину угла и т. п.
-
Буквенно-цифровые, встречаются в основном в электрических схемах.
-
Графические – это базовые элементы технического рисунка. Ими отображают как структуру детали, материал изделия, так и её конструкцию (дверной или оконный проём и т. п.).
Все это необходимо для корректной подачи минимума информации на листе и последующего его верного прочтения.
Порядок чтения чертежей для начинающих
Помимо чертежей, также широко используется эскиз – это не технический чертёж. Это набросок предмета в произвольном масштабе, для изготовления которого не применяют чертёжные инструменты, и он не сопровождается надписями и размерами. Какие-либо знаки на нём и рядом с ним также не ставятся. Качество эскиза зависит от того, насколько он приближен к чертежу.
Чтение чертежа – это представление на двумерной плоской поверхности по изображениям объёмной формы предмета и его размеров и содержащее прочие сведения.
Но как научиться читать чертежи правильно? Существуют ли какие-нибудь простые, общие принципы для этого?
Чтение происходит в следующем порядке:
-
читается основная надпись чертежа;
-
определяется главный вид;
-
анализируются виды и мысленно объединяются в единое целое;
-
определяются размеры детали и её компонентов.
Пример чтения чертежа детали
Основная надпись говорит о том, что на данном техническом рисунке изображено резьбовое соединение, в частности, скрепление болтом. Также на ней указан код документа и индекс изделия. Масштаб чертежа выполнен в натуральную величину, а именно 1:1.
Главный вид представлен с наложенным сечением скрепляемых деталей. Соединение показано двумя проекциями. Отдельно представлен болт, с метрической резьбой и высотой 120 мм и 30 миллиметровым диаметром. Также изображена гайка на виде сверху. А вот размеры шайбы по данным этого чертежа неясны.
Отдельно представлен болт, с метрической резьбой и высотой 120 мм и 30 миллиметровым диаметром. Также изображена гайка на виде сверху. А вот размеры шайбы по данным этого чертежа неясны.
Заключение
Машиностроительные чертежи – это непростые документы и не всегда можно их с ходу прочесть, но зато они могут передавать большие объёмы информации об искомых изделиях. Порой даже опытные инженеры не стесняются заглянуть в учебники или в государственные стандарты, чтобы правильно передать или понять смысл технического рисунка и сделать нужное обозначение для данной детали.
Язык и структура ЧПУ – Производственные процессы 4-5
После завершения этого модуля вы должны быть в состоянии:
- Определить инструкции списка программ.

- Понимание формата программы
- Коды команд описания буквенного адреса
- Опишите определения кодов специальных символов.
- Понимание кодов G и M.
Программы ЧПУ перечисляют инструкции, которые должны выполняться, в том порядке, в котором они написаны. Они читаются как книга, слева направо и сверху вниз. Каждое предложение в программе ЧПУ записывается в отдельной строке, называемой aBlock. Блоки располагаются в определенной последовательности, что способствует безопасности, предсказуемости и удобочитаемости, поэтому важно придерживаться стандартной структуры программы.
Блоки расположены в следующем порядке:
- Запуск программы
- Инструмент загрузки
- Шпиндель на
- Охлаждающая жидкость на
- Rapid для установки над деталью
- Операция механической обработки
- Отключение охлаждающей жидкости
- Шпиндель выключен
- Переместиться в безопасное положение
- Конец программы
Перечисленные выше шаги представляют простейший тип программы ЧПУ, в которой используется только один инструмент и выполняется одна операция. Программы, использующие несколько инструментов, повторяют шаги со второго по девятый для каждого.
Программы, использующие несколько инструментов, повторяют шаги со второго по девятый для каждого.
Таблица 3 и Таблица 4 в разделе Коды G и M показывают наиболее распространенные коды G и M, которые следует запомнить, если это возможно.
Как и любой язык, язык G-кода имеет правила. Например, некоторые коды являются модальными, то есть их не нужно повторять, если они не меняются между блоками. Некоторые коды имеют разные значения в зависимости от того, как и где они используются.
Хотя эти правила описаны в этой главе, не утруждайте себя изучением всех нюансов языка. Это работа программного обеспечения CAD / CAM, постпроцессор, чтобы правильно отформатировать и написать программу ЧПУ.
Программа в таблице 1: ниже обрабатывает квадратный контур и просверливает отверстие.
Описание | Назначение | |
% O1234 (T1 0,25 КОНЦЕВАЯ ФРЕЗА) G17 G20 G40 G49 G80 G90 | Запуск программы. Номер программы (имя программы). Описание инструмента для оператора. Защитный блок для обеспечения безопасного режима работы машины. | Старт программы |
T1 M6 S9200 M3 | Инструмент загрузки №1. Скорость вращения шпинделя 9200 об/мин, по часовой стрелке. | Инструмент смены |
G54 M8 G00 X-0,025 Y-0,275 G43 Z1.h2 Z0.1 G01 Z-0,1 F18. | Использовать смещение фиксатора №1. СОЖ вкл. Рапид выше части. Быстро до безопасной плоскости, используйте коррекцию длины инструмента #1. Быстрая подача плоскости. Перемещение линии на глубину резания на 18 дюймов в минуту. | Переместить на позицию |
G41 Y0.1 D1 F36. Y2.025 X2.025 Y-0.025 X-0. G40 X-0.4 G00 Z1. | CDC левый, ведущий в линию, диам. Смещение №1, 36 дюймов в минуту. Линейное перемещение. Перемещение строки. Линейное перемещение. Линейное перемещение. Выключить CDC с выводом. Быстрый к безопасному самолету. | Контур машины |
M5 M9 (T2 0,25 СВЕРЛО) T2 M6 S3820 M3 | Шпиндель выключен. СОЖ Выкл. Описание инструмента для оператора. Инструмент загрузки №2. Скорость вращения шпинделя 3820 об/мин, по часовой стрелке. | Инструмент смены |
M8 X1. Y1. G43 Z1.h3 Z0.25 | Охлаждающая жидкость включена. Рапид над отверстием. Ускорение до безопасной плоскости, используйте Смещение длины инструмента 2. Ускорение до плоскости подачи. | Переместить на позицию |
G98 G81 Z-0,325 R0,1 F12. G80 Z1. | Цикл сверления отверстий (постоянный), Глубина Z-0,325, F12. Отмена цикла сверления. Быстрый к безопасному самолету. | Отверстие |
M5 M9 G91 G28 Z0 G91 G28 X0 Y0 G90 M30 % | Шпиндель выключен. СОЖ Выкл. Возврат в исходное положение станка по Z. Возврат в исходное положение станка по XY. Сброс в режим абсолютного позиционирования (для безопасности). Сбросить программу на начало. Конец программы. | Завершить программу |
 025
025
Командный блок управляет станком с помощью команд с буквенным адресом. Некоторые из них используются более одного раза, и их значение меняется в зависимости от того, какой G-код появляется в одном и том же блоке.
Коды могут быть либо модальными, что означает, что они остаются в силе до отмены или изменения, либо покадровыми, что означает, что они действуют только в текущем блоке. Как видите, многие буквенные адреса выбраны логично (T для инструмента, S для шпинделя, F для скорости подачи и т. д.).
В таблице ниже перечислены наиболее распространенные коды буквенных адресов.
Таблица 2: Буквенный адрес Коды команд
Переменная | Описание | Определения |
Абсолютное или инкрементальное положение оси A (ось вращения вокруг оси X) | A,B,C – Вращательное движение по 4-й/5-й осям Вращение вокруг осей X, Y или Z соответственно. Угол указывается в градусах с точностью до трех знаков после запятой. | |
Абсолютное или инкрементальное положение оси B (ось вращения вокруг оси Y) | То же, что и А | |
Абсолютное или инкрементальное положение оси C (ось вращения вокруг оси Z) | То же, что и B | |
Определяет диаметр или радиальное смещение, используемое для компенсации режущего инструмента | Используется для компенсации износа и отклонения диаметра инструмента. | |
Прецизионная подача для нарезания резьбы на токарных станках | ||
Определяет скорость подачи | Устанавливает скорость подачи при обработке линий, дуг или циклов сверления. Скорость подачи может быть в дюймах в минуту (режим G94) или в обратном времени (режим G93). Скорость подачи может быть с точностью до трех знаков после запятой (для циклов нарезания резьбы) и требует десятичной точки. | |
Адрес для подготовительных команд | G-команды часто сообщают системе управления, какой тип движения требуется (например, быстрое позиционирование, линейная подача, круговая подача, фиксированный цикл) или какое значение смещения использовать. G02 X2.Y2.I.50J0. | |
Определяет смещение длины инструмента; Инкрементальная ось, соответствующая оси C (например, на токарно-фрезерном станке) | Этот код вызывает регистр смещения длины инструмента (TLO) в системе управления. Элемент управления объединяет значения TLO и смещения приспособления Z, чтобы узнать, где находится инструмент относительно базы детали. Он всегда сопровождается целым числом (h2, h3 и т. д.), G43 и координатой Z. | |
Определяет размер дуги по оси X для команд дуги G02 или G03. Также используется как параметр в некоторых фиксированных циклах. | Для дуговых перемещений (G2/G3) это инкрементальное расстояние по оси X от начальной точки дуги до центра дуги. Некоторые циклы сверления также используют I как необязательный параметр.
| |
Определяет размер дуги по оси Y для команд дуги G02 или G03. Также используется как параметр в некоторых фиксированных циклах. | Для дуговых перемещений (G2/G3) это инкрементальное расстояние по оси Y от начальной точки дуги до центра дуги. Некоторые циклы сверления также используют J в качестве дополнительного параметра.
| |
Определяет размер дуги по оси Z для команд дуги G02 или G03. Также используется как параметр в некоторых фиксированных циклах, равный адресу L. | Для anarcmove (G2/G3) это инкрементальное расстояние по оси Z от начальной точки дуги до центра дуги. В плоскости G17 это инкрементальное расстояние по оси Z для винтовых перемещений. Некоторые циклы сверления также используют J в качестве дополнительного параметра.
| |
Количество циклов фиксированного цикла; Указание того, какой регистр редактировать с помощью G10 | Счетчик циклов фиксированного цикла: определяет количество повторений («циклов») фиксированного цикла в каждой позиции. | |
Дополнительные функции | Всегда сопровождается целым числом, определяющим его значение. В каждом блоке кода допускается только один M-код. Расширенные определения М-кодов приведены далее в этой главе. | |
Номер строки (блока) в программе; Номер системного параметра, который нужно изменить с помощью G10 | Номера кадров могут облегчить чтение программы ЧПУ. Они редко требуются для программ, созданных с помощью CAD/CAM без подпрограмм. Поскольку они берут на себя управление памятью, большинство 3D-программ не используют номера блоков. | |
Имя программы | Программы сохраняются в системе управления по номеру программы. Это целое число, которому предшествует буква O и которое не имеет десятичных знаков.
| |
Служит адресом параметра для различных кодов G и M | Выдержка (задержка) в секундах. Сопровождается G4, если не используется в определенных циклах сверления.
| |
Шаг шага в постоянных циклах | Инкрементальное расстояние подачи за проход в цикле сверления с выводом сверла.
| |
Определяет размер радиуса дуги или определяет высоту втягивания в постоянных циклах | Дуги могут быть определены с помощью радиуса дуги R или векторов I,J,K.
| |
Определяет скорость, либо скорость шпинделя, либо скорость поверхности в зависимости от режима | Скорость шпинделя в оборотах в минуту (об/мин). Это целое число без десятичных знаков, которое всегда используется в сочетании с M03 (шпиндель по часовой стрелке) или M04 (шпиндель против часовой стрелки).
| |
Выбор инструмента | Выбирает инструмент. Это целочисленное значение, всегда сопровождаемое M6 (код смены инструмента). | |
Инкрементальная ось, соответствующая оси X (обычно только элементы управления токарными станками группы А) Также определяет время ожидания на некоторых станках. | В этих элементах управления X и U заменяют G90 и G91 соответственно. На этих токарных станках G90 вместо этого является фиксированным адресом цикла для черновой обработки. | |
Инкрементальная ось, соответствующая оси Y | До 2000-х адрес V использовался очень редко, потому что большинство токарных станков, которые использовали U и W, не имели оси Y, поэтому они не использовали V. (Green et al 1996 даже не указывали V в своей таблице адресов. .) Это все еще часто имеет место, хотя распространение инструментов токарного станка и токарно-фрезерной обработки сделало использование V-адреса менее редким, чем раньше (Smid2008 показывает пример). | |
Инкрементальная ось, соответствующая оси Z (как правило, только токарные станки группы А) | В этих элементах управления Z и W заменяют G90 и G91 соответственно. На этих токарных станках G90 вместо этого является фиксированным адресом цикла для черновой обработки. | |
Абсолютное или инкрементальное положение оси X. | Данные координат для оси X. Допускается до четырех знаков после запятой, а конечные нули не используются. Координаты модальные, поэтому нет необходимости повторять их в последующих блоках, если они не меняются. | |
Абсолютное или инкрементальное положение оси Y | Данные координат для оси Y. G01 Y2.250 F20. | |
Абсолютное или инкрементальное положение оси Z | Данные координат для оси Z. |
 D сопровождается целым числом, совпадающим с номером инструмента (T5 использует D5 и т. д.). Десятичная точка не используется. Он всегда используется в сочетании с G41 или G42 и перемещением по осям XY (но не по дуге). При вызове система управления считывает регистр и смещает траекторию инструмента влево (G41) или вправо (G42) на значение в регистре.
D сопровождается целым числом, совпадающим с номером инструмента (T5 использует D5 и т. д.). Десятичная точка не используется. Он всегда используется в сочетании с G41 или G42 и перемещением по осям XY (но не по дуге). При вызове система управления считывает регистр и смещает траекторию инструмента влево (G41) или вправо (G42) на значение в регистре. 

 Предполагается равным 1, если не запрограммировано другое целое число. Иногда адрес K используется вместо L. С инкрементным позиционированием (G91), ряд одинаково расположенных отверстий может быть запрограммирован как цикл, а не как отдельные позиции. Использование G10: указание регистра для редактирования (рабочие смещения, смещения радиуса инструмента, смещения длины инструмента и т. д.).
Предполагается равным 1, если не запрограммировано другое целое число. Иногда адрес K используется вместо L. С инкрементным позиционированием (G91), ряд одинаково расположенных отверстий может быть запрограммирован как цикл, а не как отдельные позиции. Использование G10: указание регистра для редактирования (рабочие смещения, смещения радиуса инструмента, смещения длины инструмента и т. д.). Номера блоков — это целые числа длиной до пяти символов без десятичной точки. Они не могут появляться перед символом начала/конца ленты (%) и обычно не появляются перед блоком только комментариев.
Номера блоков — это целые числа длиной до пяти символов без десятичной точки. Они не могут появляться перед символом начала/конца ленты (%) и обычно не появляются перед блоком только комментариев.  IJK более надежны, чем R, поэтому вместо них рекомендуется использовать их. Ri также используется в циклах сверления как значение Z плоскости возврата.
IJK более надежны, чем R, поэтому вместо них рекомендуется использовать их. Ri также используется в циклах сверления как значение Z плоскости возврата. 

Ниже приведен список часто используемых специальных символов, их значение, использование и ограничения.
% — начало или конец программы
Все программы начинаются и заканчиваются символом % в отдельном кадре. Этот код называется символом перемотки ленты (пережиток тех дней, когда программы загружались с бумажных лент).
( ) – Комментарии
Комментарии к оператору должны быть написаны прописными буквами и заключены в квадратные скобки. Максимальная длина комментария составляет 40 символов, все символы пишутся с заглавной буквы.
(T02: КОНЦЕВАЯ ФРЕЗА 5/8)
/ – Удаление блока
Коды после этого символа игнорируются, если переключатель удаления блока на системе управления включен.
/М00
; – End of Block
Этот символ невидим, когда программа ЧПУ читается в текстовом редакторе (возврат каретки), но появляется в конце каждого блока кода, когда программа отображается на панели управления станком.
N8 Z0.750 ;
Коды G&M составляют большую часть содержимого программы ЧПУ. Далее рассматриваются определение каждого класса кода и конкретные значения наиболее важных кодов.
G-коды
Коды, начинающиеся с буквы G, называются подготовительными словами, поскольку они подготавливают машину к определенному типу движения.
Таблица 3: G-код
Описание | |
Быстрое перемещение. | |
Линейное перемещение с заданной скоростью подачи. | |
Дуга по часовой стрелке. | |
Дуга против часовой стрелки. | |
Задержитесь. | |
Возврат в исходное положение станка. | |
Компенсация диаметра фрезы (CDC) отключена. | |
Компенсация диаметра фрезы (CDC) слева. | |
Компенсация диаметра фрезы (CDC) справа. | |
Коррекция длины инструмента (TLO). | |
Смещение приспособления №1. | |
Смещение приспособления #2. | |
Смещение приспособления №3. | |
Смещение приспособления #4. | |
Смещение приспособления #5. | |
Смещение приспособления #6. | |
Отмена цикла сверления. | |
Простой цикл сверления. | |
Простой цикл сверления с выдержкой. | |
Цикл сверления Peck. | |
Цикл настукивания. | |
Режим программирования абсолютных координат. | |
Режим программирования инкрементальных координат. | |
Цикл сверления возвращается в исходную точку (R). | |
Возврат цикла сверления к опорной плоскости (последняя высота Z) |
 Используется для позиционирования станка для нефрезерных перемещений.
Используется для позиционирования станка для нефрезерных перемещений.
Коды, начинающиеся с буквы М, называются разными словами. Они контролируют дополнительные параметры станка, такие как подача СОЖ и направление шпинделя. В каждом блоке кода может быть только один М-код.
Они контролируют дополнительные параметры станка, такие как подача СОЖ и направление шпинделя. В каждом блоке кода может быть только один М-код.
Таблица 4: М-коды
Описание | |
Останов программы. Нажмите кнопку запуска цикла, чтобы продолжить. | |
Дополнительный упор. | |
Конец программы. | |
Шпиндель по часовой стрелке. | |
Шпиндель против часовой стрелки. | |
Останов шпинделя. | |
Сменить инструмент. | |
Охлаждающая жидкость включена. | |
Охлаждающая жидкость отключена. | |
Завершите программу и нажмите Cycle Start, чтобы запустить ее снова. |
Выберите определения G-кода (расширенные)
G00 — Быстрое перемещение
Этот код дает команду машине двигаться как можно быстрее в указанную точку. Он всегда используется с координатной позицией и является модальным. В отличие от G01, G00 не координирует оси для движения по прямой. Скорее, каждая ось движется с максимальной скоростью, пока не будет удовлетворена. Это приводит к движению, как показано на рис. 18 ниже.
G00 X0. Y0.
Рисунок 1. Движение G00
Осторожно. Быстрая скорость некоторых машин может превышать 1. Неправильное смещение или перемещение по координате может привести к поломке машины быстрее, чем оператор успеет нажать кнопку аварийной остановки. Используйте блокировку быстрой подачи на станке при первом запуске программы.
Линейное движение — это прямолинейное движение:
G-код описывает движение, и наиболее распространенным типом движения, используемым в программах обработки деталей, является прямолинейное или линейное движение. Движение — еще одна модальная вещь в G-коде. Вы сообщаете контроллеру, какое движение вы хотите с помощью G-кода, и он запоминает всегда делать это движение, пока вы не скажете ему изменить его с помощью другого G-кода.
Движение — еще одна модальная вещь в G-коде. Вы сообщаете контроллеру, какое движение вы хотите с помощью G-кода, и он запоминает всегда делать это движение, пока вы не скажете ему изменить его с помощью другого G-кода.
G00 для быстрого позиционирования; Rapids Motion настолько быстро, насколько позволяет ваша машина. Используется для перемещения резака по воздуху в следующее положение, в котором он будет резать.
G01 для более медленного резания; Подача Движение медленнее, для резки. Скорость подачи устанавливается G-кодом «F».
F-слово = «F», как в «Скорость подачи».
S-слово = «S», как в «Скорость шпинделя», адрес — об/мин.
Задание линейного движения с помощью X, Y и Z:
Задание G00 или G01 не вызывает никакого движения — они просто сообщают контроллеру, какой тип движения ожидается, когда вы, наконец, указываете ему, куда двигаться. Для фактического движения вам необходимо указать пункт назначения с помощью слов X, Y и Z. Чтобы перейти к нулевой части, мы можем ввести такую команду:
G00 X0 Y0 Z0 Или используйте G01, если вы хотите двигаться медленнее G01 X0 Y0 Z0 F40.
Интерполированное движение или интерполированное перемещение. Когда мы указываем несколько координат на линии, это означает, что одновременно перемещается более одной оси машины. На самом деле, контроллер будет перемещать их все точно с нужной скоростью относительно друг друга, чтобы фреза следовала по прямой линии к месту назначения и двигалась со скоростью подачи.
Если указать один и тот же пункт назначения, но разнести координаты по нескольким строкам, каждая строка будет отдельным ходом:
G00 X0 Y0 (Перейти к X0 Y0 одним движением, сохраняя Z постоянным)
Z0 (Перейти к Z0 одним движением, сохраняя X и Y постоянными)
G00 и G01 являются модальными, поэтому нам нужно только указать их когда мы хотим изменить режимы.
Ось Z:
Концепция интерполированных перемещений поднимает интересную проблему для оси Z. Часто рекомендуется перемещать ось глубины резания отдельно, а не скоординировано с другими осями (X и Y).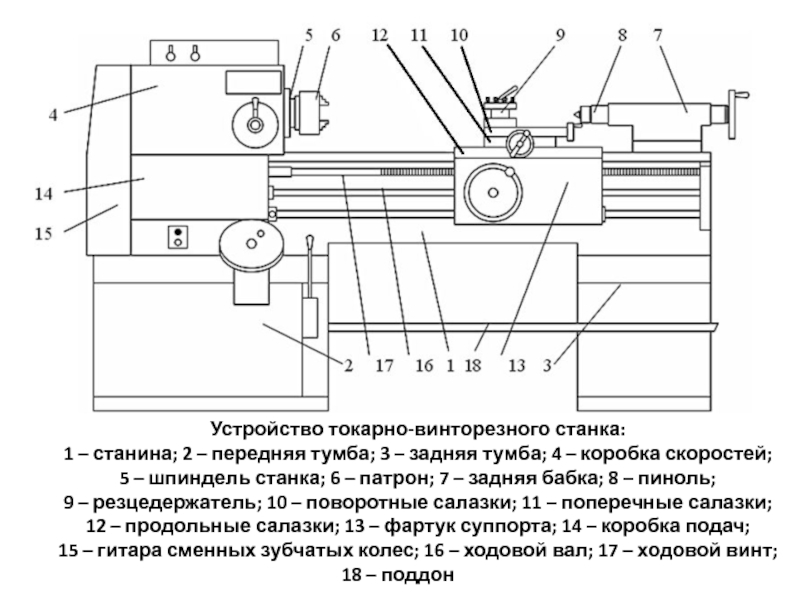 Будут ли у вас проблемы (столкновения) при приближении фрезы к заготовке и крепежу. Сначала двигаясь по осям X и Y, а затем двигаясь по Z, гораздо легче определить, произойдет ли случайное столкновение. У вас также гораздо меньше шансов ударить какой-нибудь случайный торчащий предмет, например зажим, если вы держите резак высоко, пока не окажетесь прямо над тем местом, где хотите начать резку.
Будут ли у вас проблемы (столкновения) при приближении фрезы к заготовке и крепежу. Сначала двигаясь по осям X и Y, а затем двигаясь по Z, гораздо легче определить, произойдет ли случайное столкновение. У вас также гораздо меньше шансов ударить какой-нибудь случайный торчащий предмет, например зажим, если вы держите резак высоко, пока не окажетесь прямо над тем местом, где хотите начать резку.
G02 и G03 Круговое движение — это режим Инициированный:
G02 устанавливает режим для дуг окружности по часовой стрелке.
G03 устанавливает режим для дуг окружности против часовой стрелки.
Устанавливается режим G02 или G03, дуги определяются в G-коде путем определения их 2 конечных точек и центра, который должен быть равноудален от каждой конечной точки. Конечные точки просты. Текущая контрольная точка или местоположение в начале блока устанавливает одну конечную точку. Другой может быть установлен координатами XYZ. Центр чаще всего определяется с помощью I, J или K для установления относительных смещений от начальной точки дуги до центра.
ПРИМЕР ДУГИ ПО ЧАСОВОЙ СТРЕЛКЕ:
Рис. 2. Центр дуги с IJK
Эта дуга начинается с X0Y2. и заканчивается на X2.Y0. Его центр находится в точке X0Y0. Мы могли бы указать это в G-коде так:
G02 (Настройка режима дуги по часовой стрелке)
X2Y0 I0J-2.0
Центр с использованием радиуса «R».
Центр просто указав радиус окружности. Круг имеет радиус 2, поэтому G-код может быть просто:
.G02 X2Y0 R2
G17/G18/G19 — обозначение плоскости
Дуги должны существовать на плоскости, обозначенной командой G17 (XY), G18 (XZ) или G19 (YZ). G17 является значением по умолчанию для машины.
Рисунок 3. Обозначение плоскости
G40/G41/G42 – компенсация диаметра фрезы (CDC)
CDC является ключом к прецизионной обработке с ЧПУ, позволяя оператору компенсировать износ и отклонение инструмента, давая команду станку отклониться влево (G41) или вправо (G42) от запрограммированной траектории.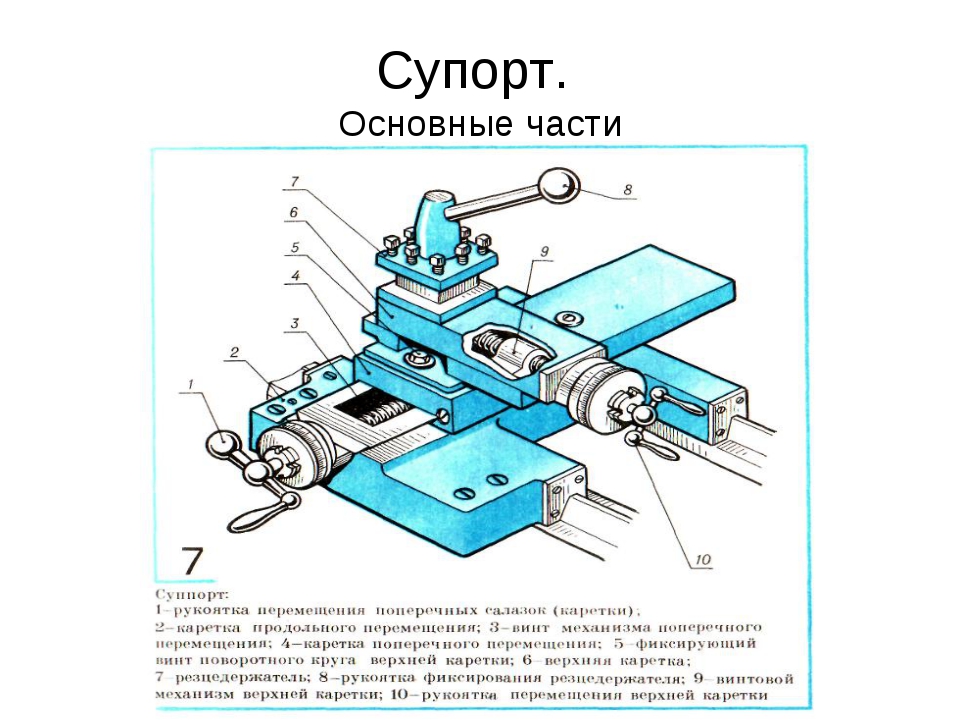 G40 отменяет компенсацию на режущий инструмент. Величина смещения вводится в D-регистр управления ЧПУ. Регистр износа можно представить как таблицу, к которой система управления обращается при каждом перемещении.
G40 отменяет компенсацию на режущий инструмент. Величина смещения вводится в D-регистр управления ЧПУ. Регистр износа можно представить как таблицу, к которой система управления обращается при каждом перемещении.
Таблица 5: Регистр смещения диаметра
Смещение диаметра инструмента | |
0,0125 | |
0,0000 | |
0,0000 | |
0,0000 | |
0,0000 | |
0,0000 |
Значение в регистре D рассчитывается оператором станка, который отслеживает конечный размер элементов детали, сравнивает их с отпечатком и вводит разницу в регистре по мере необходимости, чтобы деталь соответствовала спецификациям. Если отклонения нет, регистр обнуляется.
G01 G41 D1 X1. 0 Y.25 F40.
0 Y.25 F40.
G43 – Компенсация длины инструмента
G43 активирует компенсацию длины инструмента. Он всегда сопровождается H-кодом и Z-перемещением, где H — регистр коррекции длины инструмента (TLO), который нужно прочитать, а Z — высота, на которую следует перейти относительно нулевой точки детали.
(TLO) можно рассматривать как таблицу в системе управления:
Таблица 6: Смещения работы
Ограничитель длины инструмента | |
10.236 | |
4.7510 | |
6,9652 | |
7,6841 | |
12.4483 | |
8.2250 |
TLO сочетается с активным смещением приспособления в системе управления, поэтому станок знает, где находится кончик инструмента по отношению к нулевой точке детали.
G43 h2 Z1.
G54 — Рабочее смещение
Рабочее смещение — это регистры данных в системе ЧПУ, которые содержат расстояние от исходной позиции станка X, Y, Z до нулевой точки детали. Эти смещения можно рассматривать как таблицу на элементе управления:
Таблица 7: Рабочее смещение
Рабочее смещение | |||
14.2567 | 6.6597 | 0,0000 | |
0,0000 | 0,0000 | 0,0000 | |
0,0000 | 0,0000 | 0,0000 | |
0,0000 | 0,0000 | 0,0000 | |
0,0000 | 0,0000 | 0,0000 | |
0,0000 | 0,0000 | 0,0000 |
Совет: G54 обычно используется для первой настройки обработки. Дополнительные смещения используются для обработки других сторон детали.
Дополнительные смещения используются для обработки других сторон детали.
Значения X и Y представляют собой расстояние от исходной точки станка до опорной точки детали XY. Значение Z — это расстояние от контрольной точки инструмента (например, верхней части блока 1-2-3) и нулевой точки Z детали.
G54 Х0. Y0.
1. Пожалуйста, опишите инструкцию списка программ ЧПУ.
2. Чем начинаются и заканчиваются все программы ЧПУ?
3. Описать буквенный адрес Коды команд.
4. Укажите три кода специальных символов.
5. Опишите коды G и M.
6. Пожалуйста, опишите G00 G90 G54 X0 Y0.
7. Пожалуйста, опишите G00 G90 G43 h2 Z1.
8. В чем разница между G00 и G01?
9. Объясните разницу между G02 и G03.
10. Пожалуйста, опишите слова F и S.
Компания по производству токарных станков Саут-Бенд
Главная > Серийные номера
Серийный номер выбит на конце задней бабки станины между плоской и
v-пути. Он используется для определения размера и типа токарного станка, а также любых специальных
функции или вложения. Самые ранние записи показывают, что токарные станки были пронумерованы.
последовательно, начиная с 700 июля 1910 г. и заканчивая 186 514 марта,
1947.
Он используется для определения размера и типа токарного станка, а также любых специальных
функции или вложения. Самые ранние записи показывают, что токарные станки были пронумерованы.
последовательно, начиная с 700 июля 1910 г. и заканчивая 186 514 марта,
1947.
После этой даты новая система нумерации добавила трехбуквенный код для обозначения 1) качели, 2) сочетание механизма и фартука и расположение привода, и 3) размер отверстия шпинделя, тип качания и особенности.
| Например: | “2345” | “РКЛ” | “7” |
построен 2345-й 10-дюймовый токарный станок. Он имеет быстросменные шестерни, фартук фрикционной подачи,
а под моторным приводом большое отверстие для шпинделя и стандартный поворот.
цифра 7 — это номер модели, который меняется при внесении изменений в
машина, не меняющая своих габаритных характеристик. Каждый размер качания начинается
новый числовой ряд, начиная с единицы.
Он имеет быстросменные шестерни, фартук фрикционной подачи,
а под моторным приводом большое отверстие для шпинделя и стандартный поворот.
цифра 7 — это номер модели, который меняется при внесении изменений в
машина, не меняющая своих габаритных характеристик. Каждый размер качания начинается
новый числовой ряд, начиная с единицы.
Чтобы заказать карту серийного номера онлайн, нажмите здесь
| Качать | Шестерня, фартук и привод | Тип шпинделя и качания | |||
|---|---|---|---|---|---|
| Н= | 9 дюймов | К= | Быстросменный редуктор (QCG), фартук фрикционной подачи, Под моторным приводом (UMD | р= | Стандартное отверстие шпинделя, Стандартные качели |
| р= | 10 дюймов | Р= | Стандартная смена передач, Фартук фрикционной подачи, UMD | Л= | Большое отверстие шпинделя, Стандартные качели |
| Т= | 13 дюймов | А= | Быстросменный редуктор (QCG), фартук фрикционной подачи, Верхний промежуточный вал (CS) | Е= | Стандартное отверстие шпинделя, Поднятые качели |
| Ф= | 14 1/2 дюйма | Б= | Стандартная сменная шестерня (SCG), Фартук фрикционной подачи, CS | Д= | Большое отверстие шпинделя, Поднятые качели |
| Н= | 16 и 16/24 | С= | Стандартное переключение передач (SCG), Шестерня винтовой подачи, CS | Т= | Башня |
| Y= | Стандартная сменная шестерня (SCG), Шестерня винтовой подачи, UMD | Х= | Особенный | ||
| С= | Шпиндель кулачкового замка | ||||
| К= | Шпиндель с конусным ключом | ||||
Следующие факторы о токарном станке передаются в каталожный номер из-за редкости заказов на ремонт:
| Длина кровати | Эта функция затрагивает только ходовой винт, рейку и микросхему. кастрюля. кастрюля. |
| Тип привода | Единственным ремонтом, затронутым этой особенностью, является конусная люлька или горизонтальный привод, нога, мотор и моторные шкивы и ремни. |
| Типы ножек | Не показаны |
| Тип конического шкива передней бабки | Нечасто заказывают в качестве замены. Это относится к 9-дюймовым моделям A, B и
C токарных станках, если они оснащены конусным шкивом с V-образным пазом, а также к 16-дюймовому токарному станку, когда
поставляется с 3-ступенчатым конусным шкивом. |