Ультразвуковая дефектоскопия – один из методов неразрушающего контроля. Свойство ультразвука распространяться в однородной среде направленно и без существенных затуханий, а на границе раздела двух сред (например, металл – воздух) почти полностью отражаться, позволило применить ультразвуковые колебания для выявления дефектов (раковины, трещины, расслоения и т.п.) в металлических деталях без их разрушения.
Ультразвуковая дефектоскопия — метод, позволяющий осуществлять поиск дефектов в материале ОК (объекта контроля) путём излучения и принятия ультразвуковых колебаний, отраженных от внутренних несплошностей (дефектов), и дальнейшего анализа времени их прихода, амплитуды, формы и других характеристик с помощью специального оборудования — ультразвуковых дефектоскопов. Сейчас УЗ дефектоскопия, наряду с радиографическим контролем, является одним из самых распространенных методов неразрушающего контроля.
Первые попытки осуществить неразрушающий контроль ультразвуковой волной предпринимались с 1930 года. А уже спустя 20 лет ультразвуковой контроль качества сварных соединений приобрел наибольшую популярность по сравнению с другими методами контроля качества сварки. Кроме того, для некоторых изделий он стал обязательным.
Наиболее распространенным способом возбуждения ультразвуковых волн в контролируемом объекте и приема волн, прошедших через объект, является использование пьезоэлектрических преобразователей. Для возбуждения волн используется обратный пьезоэлектрический эффект, а для их приема – прямой пьезоэлектрический эффект. Для возбуждения и приема волн могут использоваться два раздельных преобразователя, либо может использоваться совмещенный преобразователь, выполняющий функции излучателя и приемника. Между объектом и преобразователем обычно необходимо создание прослойки контактной жидкости, так как при наличии между ними слоя воздуха эффективность излучения и приема волн будет резко снижаться из-за существенного различия акустического сопротивления воздуха и контролируемого материала (материала преобразователя).
Ультразвуковая дефектоскопия сварных швов
Сварные швы являются самой массовой областью применения ультразвуковой дефектоскопии. Это достигается за счёт мобильности ультразвуковой установки, высокой производительности контроля, высокой точности, высокой чувствительности к любым внутренним (объёмным — поры, металлические и неметаллические включения; плоскостным — непровары, трещины), а также внешним, то есть поверхностным дефектам сварных швов (подрезы, обнижения валика усиления и т. п.).
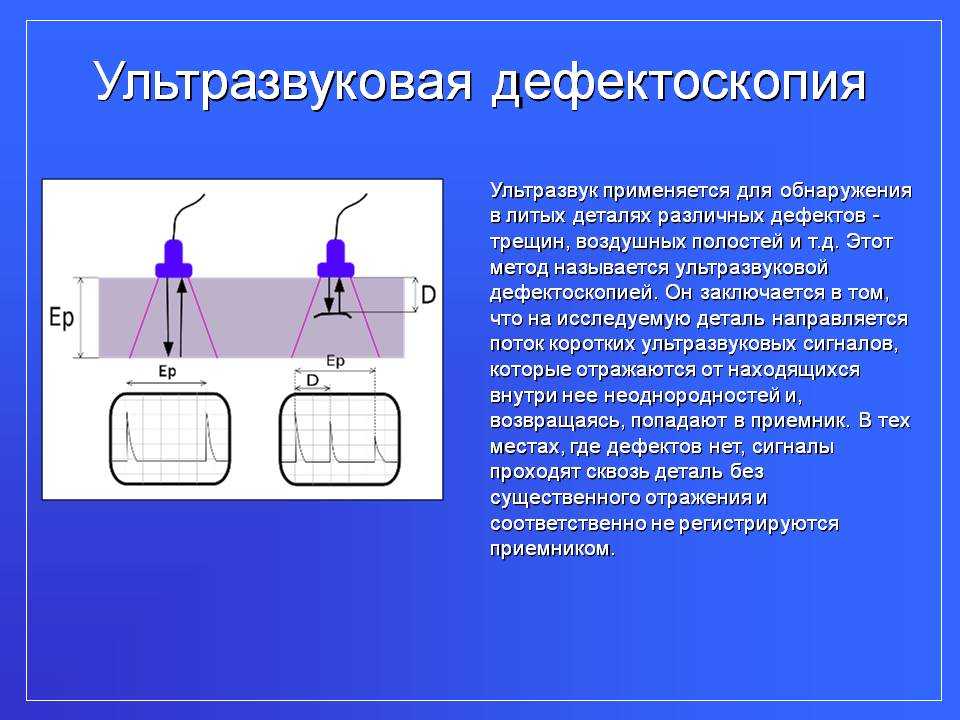
Ультразвуковой контроль сварных соединений и материалов основывается на возможности ультразвука распространяться в контролируемом изделии, отражаясь от границ материалов и внутренних дефектов. Звуковые волны в однородном материале при ультразвуковом контроле не изменяют траектории движения. Дефекты в металле, возникающие при сварке и литье, как правило, представляют собой газовые включения. Так как газ имеет акустическое сопротивление на 5 порядков меньше, чем металл, то ультразвуковая волна практически полностью отражается от дефекта (при условии, что размер дефекта больше половины длины волны).
При размерах дефекта меньше половины длины волны ультразвуковая волна огибает дефект, то есть наблюдается дифракция. Разрешающая способность ультразвуковой дефектоскопии, то есть минимальный размер дефекта, который может быть выявлен с помощью этого метода, определяется длиной волны. Для повышения разрешающей способности стараются увеличить частоту используемых при контроле колебаний. Недостатком является то, что с увеличением частоты снижается проникающая способность ультразвука. В связи с этим выбор частоты колебаний требует нахождения определенного компромисса между разрешающей способностью и проникающей способностью.
При ультразвуковой дефектоскопии сварных соединений используется, в основном, эхо-импульсный метод контроля. Реже применяется теневой метод и другие.
Методы ультразвуковой дефектоскопии
Существует несколько методов ультразвукового контроля: эхо-импульсный, эхо-зеркальный, эхо-сквозной, дельта-метод (разновидность эхо-зеркального), когерентный метод (разновидность эхо-импульсного), теневой, зеркально теневой. Рассмотрим кратко наиболее распространенные из них.
1. Эхо-импульсный метод. Он заключается в направлении акустической волны на сварное соединение и регистрации отражённой волны от дефекта. При таком методе источником и приёмником волн выступает один преобразователь (схема а) на рисунке.
2. Теневой метод. Такой метод ультразвуковой дефектоскопии заключается в использовании двух преобразователей, установленных на разные стороны сварного соединения. При таком методе один из преобразователей генерирует акустические волны (излучатель), а второй их регистрирует (приёмник). При этом приёмник должен быть расположен строго по направлению движения волны, переданной излучателем. При таком методе признаком дефекта является пропадание ультразвуковых колебаний. В потоке ультразвука получается глухая область , это означает, что волна на этом участке не преодолела сварной дефект (схема б) на рисунке.
3. Эхо-зеркальный метод. Он также заключается в использовании двух преобразователей, но располагаются они с одной стороны сварного соединения. Сгенерированные приёмником ультразвуковые колебания отражаются от дефекта и регистрируются приёмником. На практике такой метод получил широкое распространение для поиска дефектов, расположенных перпендикулярно поверхности сварного соединения, например, сварных трещин (схема в) на рисунке.
4. Зеркально-теневой метод. По своей сути представляет собой теневой метод, но преобразователи располагаются не на противоположных поверхностях сварного соединения, а на одной. При этом регистрируются не прямой поток ультразвуковых волн, а поток, отражённый от второй поверхности сварного соединения. Признаком дефекта является пропадание отражённых колебаний (схема г) на рисунке.
Принцип ультразвукового контроля
Ультразвуковой контроль сварных соединений относится к неразрушающим методам контроля варки и является одним из наиболее применяемых методов. Акустические ультразвуковые волны способны распространяться внутри твёрдого тела на значительную глубину.
Волны отражаются от границ или от нарушений сплошности, т.к. они обладают другими акустическими свойствами.
Направляя ультразвуковые волны на сварное соединение с помощью специальных приборов – ультразвуковых дефектоскопов и улавливая отражённые сигналы, на экране дефектоскопа отображаются импульсы излученной и отражённой волн. По расположению этих импульсов и по их интенсивности, можно судить о расположении дефектов, их величине и определить характер сварного дефекта.
При контроле сварных швов необходимо тщательно выполнить прозвучивание всего металла сварного шва. Существуют способы прозвучивания прямой и отражённой волной. Прямой волной прозвучивают нижнюю часть шва, а отражённой волной – верхнюю.
Параметры оценки дефектов при ультразвуковом контроле
Чувствительность ультразвукового контроля определяется наименьшим размером дефекта (или эталонного отражателя), который возможно выявить. Роль эталонных отражателей часто играют плоскодонные отверстия, расположенные перпендикулярно направлению прозвучивания, а также боковые отверстия или зарубки.
Разрешающая способность эхо-метода определяется минимальным расстоянием между двумя дефектами, при котором их можно определить, как раздельные дефекты, а не как один.
При ультразвуковом контроле выявленный дефект оценивают, исходя из следующих параметров: амплитуды ультразвуковой волны, условной протяжённости, высоты и ширины дефекта, и его формы.
Условную длину сварного дефекта определяют длиной перемещения излучателя вдоль соединения, на протяжении которой фиксируется эхо-сигнал, исходящий от дефекта. Таким же образом, при перемещении излучателя по нормали к сварному соединению, можно определить условную ширину дефекта.
Условную высоту оценивают, исходя из разности интервалов времени между излучённой и отражённой от дефекта волной при крайних положениях излучателя.
Определить истинную величину сварного дефекта при ультразвуковом контроле очень часто оказывается затруднительно. Поэтому, чаще всего стремятся вычислить его эквивалентные величины (площадь или диаметр). Эквивалентной площадью сварного дефекта принято считать, к примеру, площадь плоскодонного отверстия в образце, амплитуда отражённой волны от которого равна амплитуде отражённой волны в проверяемом шве. Почти во всех случаях вычисленная эквивалентная площадь дефекта меньше его настоящей площади.
Ультразвуковой контроль (ультразвуковая дефектоскопия)
Ультразвуковой контроль (УЗК) является одним из акустических методов неразрушающего контроля
Акустические методы неразрушающего контроля включают в себя испытания материалов и изготовленных из них изделий, основанные на использовании упругих колебаний и волн. В частности, осуществляется регистрация параметров упругих волн, возбуждаемых или возникающих в интересующем вас объекте. В зависимости от полученных результатов можно сделать выводы о свойствах материала и наличии дефектов. Наиболее распространены, кроме УЗК ,акустическая эмиссия и ультразвуковая толщинометрия.
Общепризнанным первооткрывателем ультразвуковой дефектоскопии является российский ученый, профессор, член-корреспондент Академии наук Сергей Яковлевич Соколов.
Он первым в мире предложил использовать ультразвук для обнаружения внутренних дефектов в изделиях, получил первый патент на метод и устройство для дефектоскопии [ Патент № 11371. Способ и устройство для испытания металлов. Вестник комитета по делам изобретений, № 6. 1929г.]
Работы были проведены на кафедре специальной радиотехники в Ленинградском Электротехническом институте (ЛЭТИ) в 1927-28 гг.
Физические основы ультразвукового контроля (УЗК) достаточно подробно описаны в работах А.К. Гурвича, И.Н. Ермолова, В.Г. Щербинского и многих других отечественных и зарубежных ученых.
В настоящее время объем применения акустических методов контроля в энергетическом машиностроении, на железнодорожном транспорте, в судостроении , в химическом машиностроении как в нашей стране, так и за рубежом достиг 70-80% от общего объема неразрушающего контроля (НК).
При контроле сварных соединений УЗК, по сравнению с другим основным методом — радиографией обладает более высокой чувствительностью и достоверностью к обнаружению трещиноподобных дефектов, более высокой оперативностью и производительностью, меньшей стоимостью и безопасностью в работе.
При контроле таких изделий как крупногабаритные поковки, массивные литые изделия, листовой и сортовой прокат УЗК является основным, а порой и единственным методом контроля внутренних дефектов.
Лаборатория «ЛЕНТЕСТ» имеет большой опыт в проведении неразрушающего контроля разнообразных изделий с помощью акустических методов.
Преимущества акустических методов неразрушающего контроля:
– волны легко проникают в объекты контроля, в том числе металлы, бетон и другие материалы;
– волны эффективны при выявлении дефектов с малым раскрытием, поскольку чувствительны к изменению структуры и физико-механических свойств материалов,
– различные типы волн (нормальные, продольные, поперечные, поверхностные и др.) позволяют получить больше информации в ходе проведения неразрушающего контроля.
– волны безопасны для персонала.
Использование акустических методов неразрушающего контроля в различных отраслях промышленности (машиностроение, металлургия, энергетика, строительства, транспортная промышленность и др. ) способствует снижению риска возникновения аварий, обеспечению экономии сырья и трудовых ресурсов, а также снижению скорости износа рабочих конструкций.
Опытные специалисты ООО “ЛЕНТЕСТ” всегда готовы найти нестандартное методическое решение для контроля изделий не прошедших технологическую проработку по вопросам НК.
Наши специалисты оперативно осуществляют работы по непосредственному проведению УЗК, а также по инспекционному контролю на предприятиях различных отраслей от Дальнего Востока до Западных границ России.
Дополнительную информацию об акустических методах неразрушающего контроля и стоимости работ можно получить, обратившись к нашим сотрудникам
Введение в ультразвуковую дефектоскопию
Том Неллиган Из всех применений промышленного ультразвукового контроля дефектоскопия является самой старой и наиболее распространенной. С 1940-х годов законы физики, управляющие распространением звуковых волн через твердые материалы, использовались для обнаружения скрытых трещин, пустот, пористости и других внутренних дефектов в металлах, композитах, пластмассах и керамике. Высокочастотные звуковые волны предсказуемым образом отражаются от дефектов, создавая характерные эхо-сигналы, которые могут отображаться и записываться портативными приборами. Ультразвуковой контроль является полностью неразрушающим и безопасным, и это хорошо зарекомендовавший себя метод испытаний во многих основных отраслях производства, обработки и обслуживания, особенно в приложениях, связанных со сварными швами и конструкционными металлами. Данная статья представляет собой краткое введение в теорию и практику ультразвуковой дефектоскопии. Он предназначен только как обзор темы. Дополнительную подробную информацию можно найти в ссылках, перечисленных в конце.
1. Основная теория: Звуковые волны — это просто организованные механические колебания, распространяющиеся в среде, которая может быть твердой, жидкой или газообразной. Эти волны будут проходить через данную среду с определенной скоростью или скоростью в предсказуемом направлении, и когда они сталкиваются с границей с другой средой, они будут отражаться или передаваться в соответствии с простыми правилами. Это принцип физики, лежащий в основе ультразвуковой дефектоскопии.
Частота: Все звуковые волны колеблются с определенной частотой или числом колебаний или циклов в секунду, которое мы воспринимаем как высоту тона в знакомом диапазоне слышимого звука. Человеческий слух расширяется до максимальной частоты около 20 000 циклов в секунду (20 кГц), в то время как большинство приложений ультразвуковой дефектоскопии используют частоты от 500 000 до 10 000 000 циклов в секунду (от 500 кГц до 10 МГц). На частотах в мегагерцовом диапазоне звуковая энергия не распространяется эффективно через воздух или другие газы, но свободно проходит через большинство жидкостей и обычных технических материалов.
Скорость: Скорость звуковой волны зависит от среды, в которой она распространяется, на нее влияют плотность и упругие свойства среды. Различные типы звуковых волн (см. «Способы распространения» ниже) будут распространяться с разными скоростями.
Длина волны: Любой тип волны будет иметь соответствующую длину волны, которая является расстоянием между любыми двумя соответствующими точками в цикле волны, когда она проходит через среду. Длина волны связана с частотой и скоростью простым уравнением
λ = c/f , где λ = длина волны c = скорость звука f = частота
Длина волны является ограничивающим фактором, определяющим количество информации, которая может быть получена из поведения волны. При ультразвуковой дефектоскопии общепринятым нижним пределом обнаружения малых дефектов является половина длины волны. Все, что меньше этого, будет невидимым. При ультразвуковой толщиномерии теоретическая минимальная измеряемая толщина составляет одну длину волны.
Режимы распространения: Звуковые волны в твердых телах могут распространяться различными способами, которые определяются типом движения. Продольные волны и поперечные волны являются наиболее распространенными режимами, используемыми в ультразвуковой дефектоскопии. Иногда также используются поверхностные волны и пластинчатые волны. – Продольная или продольная волна характеризуется движением частиц в том же направлении, что и волна, как от поршневого источника. Слышимый звук существует в виде продольных волн. – Поперечная или поперечная волна характеризуется движением частиц перпендикулярно направлению распространения волны. – Поверхностная волна или волна Рэлея имеет эллиптическое движение частицы и распространяется по поверхности материала, проникая на глубину примерно в одну длину волны. – Пластинчатая или волна Лэмба представляет собой сложную моду колебаний в тонких пластинах, толщина материала которых меньше одной длины волны, а волна заполняет все поперечное сечение среды. Звуковые волны могут преобразовываться из одной формы в другую. Чаще всего поперечные волны генерируются в испытуемом материале путем введения продольных волн под выбранным углом. Это обсуждение далее под Испытание наклонным лучом в разделе 4.
Переменные, ограничивающие передачу звуковых волн: Расстояние, которое пройдет волна с заданной частотой и уровнем энергии, зависит от материала, через который она проходит. Как правило, твердые и однородные материалы передают звуковые волны более эффективно, чем мягкие, неоднородные или гранулированные. На расстояние, которое проходит звуковая волна в данной среде, влияют три фактора: распространение луча, затухание и рассеяние. По мере прохождения луча передняя кромка становится шире, энергия, связанная с волной, распространяется на большую площадь и, в конце концов, энергия рассеивается. Затухание – это потеря энергии, связанная с передачей звука через среду, по сути, степень поглощения энергии при движении фронта волны вперед. Рассеяние – это случайное отражение звуковой энергии от границ зерен и подобной микроструктуры. По мере снижения частоты увеличивается рассеивание луча, но уменьшаются эффекты затухания и рассеяния. Для данного приложения следует выбирать частоту преобразователя, чтобы оптимизировать эти переменные.
Отражение на границе: Когда звуковая энергия, проходящая через материал, сталкивается с границей с другим материалом, часть энергии будет отражаться обратно, а часть будет проходить сквозь нее. Количество отраженной энергии или коэффициент отражения зависит от относительного акустического импеданса двух материалов. Акустическое сопротивление, в свою очередь, представляет собой свойство материала, определяемое как произведение плотности на скорость звука в данном материале. Для любых двух материалов коэффициент отражения в процентах от давления падающей энергии можно рассчитать по формуле
Z 2 – Z 1
Р =
———-
Z 2 + Z 1
где R = коэффициент отражения (процент отраженной энергии) Z1 = акустическое сопротивление первого материала Z2 = акустическое сопротивление второго материала Обычно для границ металл/воздух наблюдается в приложениях ультразвуковой дефектоскопии, коэффициент отражения приближается к 100%. Практически вся звуковая энергия отражается от трещины или другой неровности на пути волны. Это фундаментальный принцип, который делает возможной ультразвуковую дефектоскопию.
Угол отражения и преломления: Звуковая энергия на ультразвуковых частотах имеет точную направленность, а звуковые лучи, используемые для дефектоскопии, четко определены. В ситуациях, когда звук отражается от границы, угол отражения равен углу падения. Звуковой луч, падающий на поверхность под прямым углом, будет отражаться прямо назад. Звуковой луч, падающий на поверхность под углом, отразится вперед под таким же углом. Звуковая энергия, которая передается от одного материала к другому, изгибается в соответствии с законом преломления Снелла. Опять же, луч, который движется прямо, будет продолжать двигаться в прямом направлении, но луч, который падает на границу под углом, будет изогнут в соответствии с формулой:
Sin Ø 1
В 1
——–
“=”
—–
Sin Ø 2
V 2
где Ø 1 = угол падения в первом материале Ø 2 = угол преломления во втором материале V 1 = скорость звука в первом материале V 2 = скорость звука во втором материале Это соотношение является важным фактором в испытании под углом , которое обсуждается в разделе 4.
2. Ультразвуковые преобразователи В самом широком смысле преобразователь — это устройство, преобразующее энергию из одной формы в другую. Ультразвуковые преобразователи преобразуют электрическую энергию в высокочастотную звуковую энергию и наоборот.
Сечение типового контактного преобразователя Типовые преобразователи для ультразвуковой дефектоскопии используют активный элемент из пьезоэлектрической керамики, композита или полимера. Когда этот элемент возбуждается электрическим импульсом высокого напряжения, он вибрирует в определенном спектре частот и генерирует всплеск звуковых волн. Когда он вибрирует входящей звуковой волной, он генерирует электрический импульс. Передняя поверхность элемента обычно покрыта износостойкой пластиной, которая защищает его от повреждений, а задняя поверхность приклеивается к подкладочному материалу, который механически гасит вибрации после завершения процесса генерации звука. Поскольку звуковая энергия на ультразвуковых частотах не может эффективно распространяться через газы, между преобразователем и испытуемым образцом обычно используется тонкий слой связующей жидкости или геля.
Существует пять типов ультразвуковых преобразователей , обычно используемых в приложениях дефектоскопии:
– Контактные преобразователи — Как следует из названия, контактные преобразователи используются в непосредственном контакте с испытуемым образцом. Они вводят звуковую энергию перпендикулярно поверхности и обычно используются для обнаружения пустот, пористости и трещин или расслоений параллельно внешней поверхности детали, а также для измерения толщины.
– Угловые преобразователи — Преобразователи с наклонным лучом используются в сочетании с пластиковыми или эпоксидными клиньями (угловые лучи) для введения поперечных или продольных волн в испытуемый образец под заданным углом к поверхности. Они обычно используются при контроле сварных швов. – Преобразователи с линией задержки – Преобразователи с линией задержки содержат короткий пластиковый волновод или линию задержки между активным элементом и испытуемым образцом. Они используются для улучшения разрешения вблизи поверхности, а также при высокотемпературных испытаниях, когда линия задержки защищает активный элемент от теплового повреждения.
– Погружные преобразователи – Погружные преобразователи предназначены для передачи звуковой энергии в испытуемый образец через водяной столб или водяную баню. Они используются в автоматизированных приложениях сканирования, а также в ситуациях, когда остро сфокусированный луч необходим для улучшения разрешения дефектов. – Двухэлементные преобразователи – Двухэлементные преобразователи используют отдельные элементы передатчика и приемника в едином узле. Они часто используются в приложениях, связанных с шероховатыми поверхностями, крупнозернистыми материалами, обнаружением питтинга или пористости, а также обладают хорошей устойчивостью к высоким температурам.
Более подробную информацию о преимуществах различных типов преобразователей, а также о предлагаемом диапазоне частот и диаметров можно найти в разделе преобразователей нашего веб-сайта.
3. Ультразвуковые дефектоскопы Современные ультразвуковые дефектоскопы , такие как EPOCH серии , представляют собой небольшие портативные микропроцессорные приборы, подходящие как для использования в цеху, так и в полевых условиях. Они генерируют и отображают форму ультразвукового сигнала, который интерпретируется обученным оператором, часто с помощью программного обеспечения для анализа, для обнаружения и классификации дефектов в контрольных образцах. Как правило, они включают в себя ультразвуковой генератор импульсов/приемник, аппаратное и программное обеспечение для захвата и анализа сигналов, дисплей сигналов и модуль регистрации данных. Хотя некоторые аналоговые дефектоскопы все еще производятся, в большинстве современных приборов используется цифровая обработка сигналов для повышения стабильности и точности. Секция генератора/приемника представляет собой ультразвуковой интерфейс дефектоскопа. Он обеспечивает импульс возбуждения для привода преобразователя, а также усиление и фильтрацию возвращающихся эхо-сигналов. Амплитуда, форма и демпфирование импульса могут регулироваться для оптимизации работы преобразователя, а коэффициент усиления и ширина полосы пропускания приемника могут регулироваться для оптимизации отношения сигнал/шум. Современные дефектоскопы обычно фиксируют сигнал в цифровом виде, а затем выполняют различные функции измерения и анализа. Часы или таймер будут использоваться для синхронизации импульсов датчика и обеспечения калибровки расстояния. Обработка сигнала может быть такой же простой, как генерация формы волны, которая показывает амплитуду сигнала в зависимости от времени в калиброванной шкале, или сложной, как сложные алгоритмы цифровой обработки, которые включают коррекцию расстояния/амплитуды и тригонометрические расчеты для угловых путей распространения звука. Сигнальные ворота часто используются для контроля уровней сигнала в выбранных точках последовательности волн, чтобы помечать эхо-сигналы от дефектов. Дисплей может быть ЭЛТ, жидкокристаллическим или электролюминесцентным дисплеем. Экран обычно калибруется в единицах глубины или расстояния. Многоцветные дисплеи могут использоваться для помощи в интерпретации. Внутренние регистраторы данных можно использовать для записи полной формы сигнала и информации о настройке, связанной с каждым тестом, если это необходимо для целей документирования, или выбранной информации, такой как амплитуда эхо-сигнала, показания глубины или расстояния, а также наличие или отсутствие условий тревоги.
4. Процедура Ультразвуковая дефектоскопия в основном является сравнительной методикой. Используя соответствующие эталонные стандарты, а также знания о распространении звуковых волн и общепринятых процедурах испытаний, обученный оператор определяет конкретные эхо-характеристики, соответствующие эхо-отклику от хороших деталей и характерных дефектов. Затем эхо-картину от образца для испытаний можно сравнить с картинами этих калибровочных стандартов, чтобы определить его состояние. – Испытание прямым лучом. Испытание прямым лучом с использованием контактных датчиков, линий задержки, двойных элементов или погружных преобразователей обычно используется для обнаружения трещин или расслоений, параллельных поверхности испытуемого образца, а также пустот и пористости. В нем используется основной принцип, заключающийся в том, что звуковая энергия, проходящая через среду, будет продолжать распространяться до тех пор, пока она либо не рассеется, либо не отразится от границы с другим материалом, например воздухом, окружающим дальнюю стену или находящимся внутри трещины. В этом типе испытаний оператор соединяет преобразователь с испытуемым образцом и определяет местонахождение эхо-сигнала, возвращающегося от дальней стенки испытуемого образца, а затем ищет любые эхо-сигналы, которые приходят перед этим донным эхо-сигналом, не учитывая шум рассеяния зерен, если он присутствует. Акустически значимый эхо-сигнал, который предшествует фоновому эхо-сигналу, предполагает наличие ламинарной трещины или пустоты. Путем дальнейшего анализа можно определить глубину, размер и форму структуры, создающей отражение.
Звуковая энергия будет распространяться на дальнюю сторону детали, но отражаться раньше, если присутствует ламинарная трещина или подобная несплошность.
В некоторых особых случаях испытания проводятся в режиме сквозного пропускания, когда звуковая энергия проходит между двумя преобразователями, расположенными на противоположных сторонах испытуемого образца. Если на пути звука присутствует большой дефект, луч будет заблокирован, и звуковой импульс не достигнет приемника. – Испытание наклонным лучом – Трещины или другие дефекты, перпендикулярные поверхности испытуемого образца или наклоненные по отношению к этой поверхности, обычно невидимы при методах испытаний с прямым лучом из-за их ориентации по отношению к звуковому лучу. Такие дефекты могут возникать в сварных швах, в конструкционных металлических деталях и во многих других важных компонентах. Чтобы найти их, используются методы наклонного луча, в которых используются либо обычные узлы преобразователей с наклонным лучом (клиновидные), либо погружные преобразователи, ориентированные таким образом, чтобы направлять звуковую энергию в испытуемый образец под выбранным углом. Использование контроля наклонным лучом особенно распространено при контроле сварных швов. Типичные сборки с наклонным пучком используют преобразование мод и закон Снеллиуса для создания поперечной волны под выбранным углом (чаще всего 30, 45, 60 или 70 градусов) в образце для испытаний. По мере того, как угол падающей продольной волны по отношению к поверхности увеличивается, все большая часть звуковой энергии преобразуется в поперечную волну во втором материале, и если угол достаточно велик, вся энергия во втором материале будет быть в виде поперечных волн. Есть два преимущества в разработке общих угловых лучей, чтобы использовать это явление преобразования моды. Во-первых, передача энергии более эффективна при углах падения, которые генерируют поперечные волны в стали и подобных материалах. Во-вторых, разрешение по минимальному размеру дефекта улучшается за счет использования поперечных волн, поскольку при заданной частоте длина волны поперечной волны составляет примерно 60% длины волны сопоставимой продольной волны.
Типовой узел углового луча
Наклонный звуковой луч очень чувствителен к трещинам, перпендикулярным дальней поверхности испытуемого образца (испытание на первом участке) или, после отражения от дальней стороны, к трещинам перпендикулярно поверхности сцепления (испытание второго плеча). Для обработки деталей с различной геометрией и типами дефектов используются различные углы наклона луча и положения датчика, которые подробно описаны в соответствующих нормах и процедурах контроля, таких как ASTM E-164 и Нормы AWS по сварке конструкций.
Полный список примечаний по применению Olympus Flaw Detection.
Print American Society for Nondestructive Testing, Nondestructive Testing Handbook, Volume 7, Ultrasonic Testing ASM International, Metals Handbook, Volume 17, Nondestructive Evaluation and Quality Control
DFX-7 Ультразвуковой дефектоскоп
Общее
Размер: 2,5 Ш x 0,5 В x 1,24 Г дюйма (63,5 x 165 x 31,5 мм).
Вес: 14 унций (0,397 кг) с батареями.
Корпус: корпус из экструдированного алюминия с никелированными алюминиевыми торцевыми крышками (с прокладкой).
Дисплей: цветной AMOLED-дисплей 1/4 VGA (320 x 240 пикселей). Видимая область 1,7 x 2,27 дюйма (43,2 x 57,6 мм). 16 цветовых палитр, несколько вариантов цвета и переменная яркость.
Частота обновления экрана: 60 Гц по выбору.
Виды дисплея: Дефектоскоп: Полноволновый, +/- выпрямленный или ВЧ. Толщиномер: цифры, +/- выпрямление, RF или B-скан.
Разрешение (по выбору): +/-0,001 дюйма (0,01 мм) или +/-0,0001 дюйма (0,001 мм).
Измерительные литники: два независимых литника (дефект) и три литника (толщина). Начало и ширина регулируются по всему диапазону. Амплитуда 5-95%, шаг 1%. Положительное или отрицательное срабатывание для каждых ворот со звуковой и визуальной сигнализацией.
Рабочая температура: от 14 до 140F (от -10C до 60C).
Окружающая среда: Соответствует требованиям IP65.
Калибровка
Автоматическая калибровка: продольная (прямая) или сдвиговая (угловая).
Типы датчиков: одноконтактный, двойной, с задержкой и угловой .
Английский (дюйм), Метрическая система (мм).
Скорость: от 0,0100 до 0,6300 дюймов/мкс (256–16 000 м/с).
Диапазон испытаний
: от 0,007 дюйма (0,178 мм) до 1200 дюймов (30 480 мм) максимум при скорости стали. Непрерывно переменный.
Смещение нуля (ноль датчика): 0–999,999 мкс.
Таблица скоростей материалов: Содержит продольные скорости и скорости сдвига для различных типов материалов.
Генератор импульсов
Тип генератора импульсов: Два регулируемых генератора импульсов прямоугольной формы и приемник.
P.R.F.: от 8 до 2000 Гц с выбираемым шагом (8, 16, 32, 66, 125, 250, 333, 1000, 2000 Гц).
Напряжение генератора импульсов: пиковая амплитуда 100–200 вольт, время нарастания/спада < 10 нс при сопротивлении 50 Ом.
Длительность импульса: от 40 до 400 нс. Выбираемые параметры шага (шип, тонкий или широкий).
Ресивер
Усиление: от 0 до 110 дБ с разрешением 0,2 дБ. Ручное управление и АРУ.
Демпфирование: 50, 75, 100, 300, 600 и 1500 Ом.
Диапазоны частот: DFX-7 и 7+: широкополосный 1,8–19 МГц (-3 дБ). DFX-7+: три узких диапазона с центрами 2 МГц, 5 МГц, 10 МГц.
Горизонтальная линейность: +/- 0,4% полной шкалы.
Вертикальная линейность: +/- 1% полной шкалы.
Линейность усилителя: +/- 1 дБ.
Измерение амплитуды: от 0 до 100 % полной шкалы с разрешением 1 %.
Задержка: 0–999 дюймов (25 375 мм) при скорости стали.
Дефектоскоп: характеристики
TRIG: тригонометрическое отображение траектории луча, глубины, расстояния до поверхности и коррекции искривленной поверхности. Используется с датчиками углового луча.
DAC: можно ввести до 8 точек и использовать их для цифрового построения кривой DAC. Эталон -2, -6, -10, (-6/-12), (-6/-14), (-2/-6/-10) дБ. Амплитуда отображается в %DAC или дБ.
AWS: автоматическое определение размеров дефектов в соответствии со стандартом AWS по сварке конструкций D1.1.
AVG/DGS: автоматическое определение размера дефекта с использованием данных датчиков. Сохраняет до 64 пользовательских настроек.
TCG: усиление с поправкой на время. Динамический диапазон 50 дБ, 20 дБ в микросекунду, до 8 точек для определения кривой.
Режим измерения: Импульс-эхо (P-E) диапазон от 0,025 дюйма до 100 футов (от 0,63 мм до 3048 см).
Auto-Cal: обеспечивает автоматическую калибровку по двум опорным точкам.
Режимы обнаружения: пересечение нуля, фронт и пик.
Заморозка дисплея: Удержание текущей осциллограммы на экране.
Память пиков: для определения эходинамического паттерна.
Полоса пропуска: отображает участки пропуска в области осциллограммы.
Толщиномер: Особенности
Режимы измерения (двойной и одиночный элемент):
Режим эхо-импульса (P-E) — (обнаружение ямок и дефектов) диапазон от 0,025 до 96 дюймов (от 0,63 мм до 244 см). Одиночный контакт — от 0,040 дюйма до 100 футов (от 1 мм до 3048 см).
Режим эхо-импульсного покрытия (PECT) — (материал, покрытие, обнаружение ямок и дефектов): Материал: от 0,025 дюйма до 96 дюймов (от 0,63 мм до 244 см). Покрытие: от 0,001 до 0,100 дюйма (от 0,01 до 2,54 мм).
Режим импульсно-эхо-температурной компенсации (PETP) — (обнаружение ямок и дефектов) Автоматическая температурная компенсация — диапазон от 0,025 до 96 дюймов (от 0,63 мм до 244 см).
Режим эхо-эхо (Е-Е) — (сквозь краску и покрытия) диапазон от 0,050 до 4,0 дюймов (от 1,27 до 102 мм). Одиночная линия задержки — от 0,007 до 1,00 дюйма (от 0,178 до 254 мм). Одиночный контакт — от 0,040 дюйма до 10 футов (от 1 мм до 305 см). Будет варьироваться в зависимости от покрытия.
Характеристики, продолжение
Echo-Echo Verify (E-EV) — (Thru Paint & Coatings) диапазон от 0,050 до 1,0 дюйма (от 1,27 до 25,4 мм). Будет варьироваться в зависимости от покрытия.
Режим только покрытия (CT) – диапазон (толщина покрытия) от 0,0005 до 0,100 дюйма (от 0,0127 до 2,54 миллиметра). Диапазон будет варьироваться +/- в зависимости от покрытия.
Опция калибровки по одной и двум точкам для материала и покрытия или выбор основных типов материалов.
Автоматическая установка нуля датчика, распознавание и температурная компенсация.
Высокоскоростное сканирование до 50 показаний в секунду.
Звуковой сигнал с верхними/нижними пределами.
Встроенный дифференциальный режим для контроля качества.
Линейное усиление, зависящее от времени (TDG) с регулируемым наклоном (дБ на микросекунду).


 Рассмотрим кратко наиболее распространенные из них.
Рассмотрим кратко наиболее распространенные из них. Сгенерированные приёмником ультразвуковые колебания отражаются от дефекта и регистрируются приёмником. На практике такой метод получил широкое распространение для поиска дефектов, расположенных перпендикулярно поверхности сварного соединения, например, сварных трещин (схема в) на рисунке.
Сгенерированные приёмником ультразвуковые колебания отражаются от дефекта и регистрируются приёмником. На практике такой метод получил широкое распространение для поиска дефектов, расположенных перпендикулярно поверхности сварного соединения, например, сварных трещин (схема в) на рисунке.

 Эквивалентной площадью сварного дефекта принято считать, к примеру, площадь плоскодонного отверстия в образце, амплитуда отражённой волны от которого равна амплитуде отражённой волны в проверяемом шве. Почти во всех случаях вычисленная эквивалентная площадь дефекта меньше его настоящей площади.
Эквивалентной площадью сварного дефекта принято считать, к примеру, площадь плоскодонного отверстия в образце, амплитуда отражённой волны от которого равна амплитуде отражённой волны в проверяемом шве. Почти во всех случаях вычисленная эквивалентная площадь дефекта меньше его настоящей площади.

 ) способствует снижению риска возникновения аварий, обеспечению экономии сырья и трудовых ресурсов, а также снижению скорости износа рабочих конструкций.
) способствует снижению риска возникновения аварий, обеспечению экономии сырья и трудовых ресурсов, а также снижению скорости износа рабочих конструкций. Высокочастотные звуковые волны предсказуемым образом отражаются от дефектов, создавая характерные эхо-сигналы, которые могут отображаться и записываться портативными приборами. Ультразвуковой контроль является полностью неразрушающим и безопасным, и это хорошо зарекомендовавший себя метод испытаний во многих основных отраслях производства, обработки и обслуживания, особенно в приложениях, связанных со сварными швами и конструкционными металлами. Данная статья представляет собой краткое введение в теорию и практику ультразвуковой дефектоскопии. Он предназначен только как обзор темы. Дополнительную подробную информацию можно найти в ссылках, перечисленных в конце.
Высокочастотные звуковые волны предсказуемым образом отражаются от дефектов, создавая характерные эхо-сигналы, которые могут отображаться и записываться портативными приборами. Ультразвуковой контроль является полностью неразрушающим и безопасным, и это хорошо зарекомендовавший себя метод испытаний во многих основных отраслях производства, обработки и обслуживания, особенно в приложениях, связанных со сварными швами и конструкционными металлами. Данная статья представляет собой краткое введение в теорию и практику ультразвуковой дефектоскопии. Он предназначен только как обзор темы. Дополнительную подробную информацию можно найти в ссылках, перечисленных в конце. Это принцип физики, лежащий в основе ультразвуковой дефектоскопии.
Это принцип физики, лежащий в основе ультразвуковой дефектоскопии. Длина волны связана с частотой и скоростью простым уравнением
Длина волны связана с частотой и скоростью простым уравнением Слышимый звук существует в виде продольных волн.
Слышимый звук существует в виде продольных волн.  Как правило, твердые и однородные материалы передают звуковые волны более эффективно, чем мягкие, неоднородные или гранулированные. На расстояние, которое проходит звуковая волна в данной среде, влияют три фактора: распространение луча, затухание и рассеяние. По мере прохождения луча передняя кромка становится шире, энергия, связанная с волной, распространяется на большую площадь и, в конце концов, энергия рассеивается. Затухание – это потеря энергии, связанная с передачей звука через среду, по сути, степень поглощения энергии при движении фронта волны вперед. Рассеяние – это случайное отражение звуковой энергии от границ зерен и подобной микроструктуры. По мере снижения частоты увеличивается рассеивание луча, но уменьшаются эффекты затухания и рассеяния. Для данного приложения следует выбирать частоту преобразователя, чтобы оптимизировать эти переменные.
Как правило, твердые и однородные материалы передают звуковые волны более эффективно, чем мягкие, неоднородные или гранулированные. На расстояние, которое проходит звуковая волна в данной среде, влияют три фактора: распространение луча, затухание и рассеяние. По мере прохождения луча передняя кромка становится шире, энергия, связанная с волной, распространяется на большую площадь и, в конце концов, энергия рассеивается. Затухание – это потеря энергии, связанная с передачей звука через среду, по сути, степень поглощения энергии при движении фронта волны вперед. Рассеяние – это случайное отражение звуковой энергии от границ зерен и подобной микроструктуры. По мере снижения частоты увеличивается рассеивание луча, но уменьшаются эффекты затухания и рассеяния. Для данного приложения следует выбирать частоту преобразователя, чтобы оптимизировать эти переменные. Количество отраженной энергии или коэффициент отражения зависит от относительного акустического импеданса двух материалов. Акустическое сопротивление, в свою очередь, представляет собой свойство материала, определяемое как произведение плотности на скорость звука в данном материале. Для любых двух материалов коэффициент отражения в процентах от давления падающей энергии можно рассчитать по формуле
Количество отраженной энергии или коэффициент отражения зависит от относительного акустического импеданса двух материалов. Акустическое сопротивление, в свою очередь, представляет собой свойство материала, определяемое как произведение плотности на скорость звука в данном материале. Для любых двух материалов коэффициент отражения в процентах от давления падающей энергии можно рассчитать по формуле Практически вся звуковая энергия отражается от трещины или другой неровности на пути волны. Это фундаментальный принцип, который делает возможной ультразвуковую дефектоскопию.
Практически вся звуковая энергия отражается от трещины или другой неровности на пути волны. Это фундаментальный принцип, который делает возможной ультразвуковую дефектоскопию.
 Поскольку звуковая энергия на ультразвуковых частотах не может эффективно распространяться через газы, между преобразователем и испытуемым образцом обычно используется тонкий слой связующей жидкости или геля.
Поскольку звуковая энергия на ультразвуковых частотах не может эффективно распространяться через газы, между преобразователем и испытуемым образцом обычно используется тонкий слой связующей жидкости или геля.


 Сигнальные ворота часто используются для контроля уровней сигнала в выбранных точках последовательности волн, чтобы помечать эхо-сигналы от дефектов.
Сигнальные ворота часто используются для контроля уровней сигнала в выбранных точках последовательности волн, чтобы помечать эхо-сигналы от дефектов.