Узоры кованных изделий: Узоры кованных изделий – 93 фото
alexxlab | 19.02.2023 | 0 | Разное
Узоры кованных изделий – 93 фото
Эскизы кованных изделий
Изделия холодной ковки
Орнамент для ворот
Элементы холодной ковки
Кованые узоры
Художественная ковка эскизы
Кованые ворота Модерн эскизы
Орнаменты художественной ковки
Ковка Вензель 0810т
Узоры из металла
Эскизы кованых изделий
Эскизы кованых изделий
Эскизы кованных изделий
Ажурные решетки из металла
Эскиз декоративной решетки
Орнамент ограждения
Узорная ковка
Эскизы художественной ковки
Кованые палисадники эскизы
Художественная ковка орнамент
Виноградная лоза ковка эскизы
Художественная ковка эскизы
Орнаменты художественной ковки
Художественная ковка орнамент
Балясина БП-19 265х860 мм
Кованые перила эскизы
Красивые узоры из металла
Эскизы художественной ковки
Кованые изделия на прозрачном фоне
Балясина БП р6 (860*250мм)
Орнамент для кованного забора
Кованый декор на стену
Ограждения металлические узорные
Эскиз кованых ворот Модерн
Узоры из металла
Ковка текстура
Балясина БП 53 (860*285мм)
Кованые ворота карандашом
Кованые решетки эскизы
Орнамент для ковки вектор
Размеры заготовок для холодной ковки
Художественная ковка эскизы
Кованые ворота карандашом
Балясина БП-р6
Кузнечный станок профи-3ф
Изделия из профтрубы холодной ковки
Ограды из холодной ковки
Красивые кованые узоры
Эскизы кованых ворот
Декоративные решетки на окна
Станки для холодной ковки узор эн 1
Кованый забор
Эскизы кованых изделий
Кованые перила чертежи
Ковка эскизы
Холодная ковка забор чертеж
Ковка без фона
Эскиз изделия из металла
Балясина БП-52 (860х255мм)
Ковка эскизы
Кованый забор вектор
Кованые узоры
Лекало для станка холодной ковки профи 5
Эскизы квока
Виноградная лоза ковка эскизы
Кованые перила для лестниц эскизы
Узоры на заборах из металла
Балясина БП-5. 1 720х360
1 720х360
Ковка в карандаше
Кованые узоры
Элементы холодной ковки
Кованые изделия на прозрачном фоне
Эскизы кованых изделий
Узоры на ограждение
Элементы ковки
Орнаменты и узоры для ковки
Кованые элементы архикад
Перила карандашом
Кованые изделия иконка
Ковка эскизы
Эскизы кованых изделий
Трафарет кованного ограждения
Ковка эскизы
Ажурное литье рисунки карандашом
Кованые лестницы эскизы
Кованые элементы угловые
Ажурные заборы из металла
Кованые заборы эскизы
Ковка эскизы
Кованые решетки схемы
Кованые изделия чертежи
Решетки из кованного металла
Ограда Эвольвента 25 на поясе
Комментарии (0)
Написать
Информация
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
Кованые узоры – 136 фото
Эскизы кованных изделий
Элементы художественной ковки
Эскизы кованых ворот
Кованые калитки эскизы
Ажурные кованые ворота
Кованые ворота Модерн эскизы
Изделия холодной ковки
Узоры художественной ковки
Кованый орнамент
Эскизы кованных изделий
Эскизы кованых ворот
Орнамент для кованного забора
Узоры на кованых решетках
Художественная ковка орнамент
Ковка эскизы
Орнаменты художественной ковки
Эскизы художественной ковки
Узоры для ковки
Балясина БП-52 (860х255мм)
Ажурные решетки
Узоры для ковки
Художественная ковка эскизы
Эскизы ковки
Эскизы кованых изделий
Кованый забор вектор
Узорная ковка
Кованые решетки эскизы
Балясина БП-19 265х860 мм
Эскизы кованых изделий
Кованые изделия на прозрачном фоне
Ажурные кованые решетки
Ограждения металлические узорные
Кованые узоры
Кованые палисадники эскизы
Угловой узор прозрачный
Векторные узоры для ковки
Ковка Вензель 0810т
Орнаменты для ограды
Балясина БП р6 (860*250мм)
Кованые узоры вектор
Балясина БП-5. 1 360х720 мм
1 360х720 мм
Красивые ажурные ворота
Элементы художественной ковки
Кованые узоры
Узорные решетки на окна
Художественная ковка эскизы
Декоративные узоры на ворота
Решётки на окна эскизы
Ковка эскизы
Кованые изделия на прозрачном фоне
Эскизы кованых ворот
Кованые узоры на угол
Узорные решетки на окна
Ажурные заборы из металла
Художественная ковка фон
Узорные решетки из металла
Виноградная лоза ковка эскизы
Кованые перила
Балясина БП-68 (180х860 мм)
Кованые изделия на прозрачном фоне
Узоры холодной ковки
Кованые решетки на окна эскизы
Ажурные ворота из металла
Кованые ворота карандашом
Ограждения ковка vector
Кованые решетки на окна чертежи
Трафарет кованного ограждения
Кованый забор z-011 (1 кв. м.)
м.)
Кузнечный станок профи-3ф
Декоративные решетки на окна
Художественная ковка перила для лестниц
Кованый декор на стену
Эскизы кованых ограждений
Балясина БП 53 (860*285мм)
Ковка эскизы
Кованые элементы Виноградная лоза
Кованые перила эскизы
Элементы ковки
Рисунки кованных изделий
Ковка вектор художественная ковка
Ковка калитка эскизы
Эскизы кованых изделий
Эскизы кованых изделий
Узоры на перилах лестницы
Кованые ворота эскизы
Эскизы художественной ковки
Ковка решетка Eskiz
Изделия из профтрубы холодной ковки
Горячая ковка ограды
Эскиз калитки 1,7
Ковка эскизы
Художественная ковка эскизы лоза
Кованые изделия чертежи
Узоры на заборах из металла
Кованые заборы эскизы
Кованые ажурные заборы
Кованые изделия на белом фоне
Узоры на ограждение
Кованые ворота эскизы
Элементы ковки
Эскизы ковки
Ограда в стиле Модерн
Таблица размеров заготовок для холодной ковки
Художественная ковка
Ажурная металлическая решетка
Ворота холодная ковка эскизы
Эскизы кованых изделий
Декоративная панель ковка
Ворота рисунок
Ковка нарисовать
Орнаменты холодной ковки
Декоративные кованые элементы
Художественная ковка орнамент
Кованые элементы
Кованые узоры
Кованые узоры
Кованые изделия на прозрачном фоне
Художественная ковка орнамент
Кованые решетки на окна в стиле Барокко
Элементы ковки вектор
Холодная ковка из профильной трубы 15х15 изделия
Вензель т-20-435-325
Орнаменты и узоры для ковки
Кованые перила эскизы
Кованые рисунки
Кованые решетки эскизы
Узоры ворот для холодной ковки
Векторные узоры для ковки
Кованые ворота эскизы
Кованая волюта т10 460-190
Фигурная ковка
Художественная ковка эскизы
Ограда ритуальная Эвольвента
Ковка узоры
Эскизы художественной ковки
Кованые заборы эскизы
Комментарии (0)
Написать
Информация
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
Как сравнить поковки | Ассоциация кузнечной промышленности
Сравнение ПОКОВКИ с отливками
Сравнение ПОКОВКИ со сварными изделиями/изделиями
Сравнение ПОКОВКИ с обработанным прутком/плитой
Сравнение ПОКОВКИ с деталями из порошкового металла
Сравнение ПОКОВКИ с армированным пластиком/композитом
9 Как ПОКОВКА по сравнению с отливками
- Поковки прочнее. Литье не может получить упрочняющий эффект горячей и холодной обработки. Ковка превосходит литье по предсказуемым прочностным характеристикам, обеспечивая превосходную прочность, которая гарантирована от детали к детали.
- Ковка устраняет дефекты литых слитков или непрерывнолитых прутков. Отливка не имеет ни текучести зерен, ни направленной прочности, и процесс не может предотвратить образование определенных металлургических дефектов. Предварительная кузнечная заготовка создает поток зерен, ориентированный в направлениях, требующих максимальной прочности.
 Дендритные структуры, сегрегации сплава и подобные дефекты очищаются при ковке.
Дендритные структуры, сегрегации сплава и подобные дефекты очищаются при ковке. - Поковки надежнее, дешевле. Дефекты литья встречаются в различных формах. Поскольку горячая обработка улучшает рисунок зерна и придает высокие свойства прочности, пластичности и сопротивления, кованые изделия более надежны. И они производятся без дополнительных затрат на более строгий контроль процесса и проверки, которые необходимы для литья.
- Поковки лучше реагируют на термообработку. Отливки требуют тщательного контроля процессов плавления и охлаждения, поскольку может произойти сегрегация сплава. Это приводит к неравномерному отклику на термообработку, что может повлиять на прямолинейность готовых деталей. Поковки более предсказуемо реагируют на термообработку и обеспечивают лучшую размерную стабильность.
- Гибкое и экономичное производство поковок адаптируется к спросу.
 Дендритные структуры, сегрегации сплава и подобные дефекты очищаются при ковке.
Дендритные структуры, сегрегации сплава и подобные дефекты очищаются при ковке.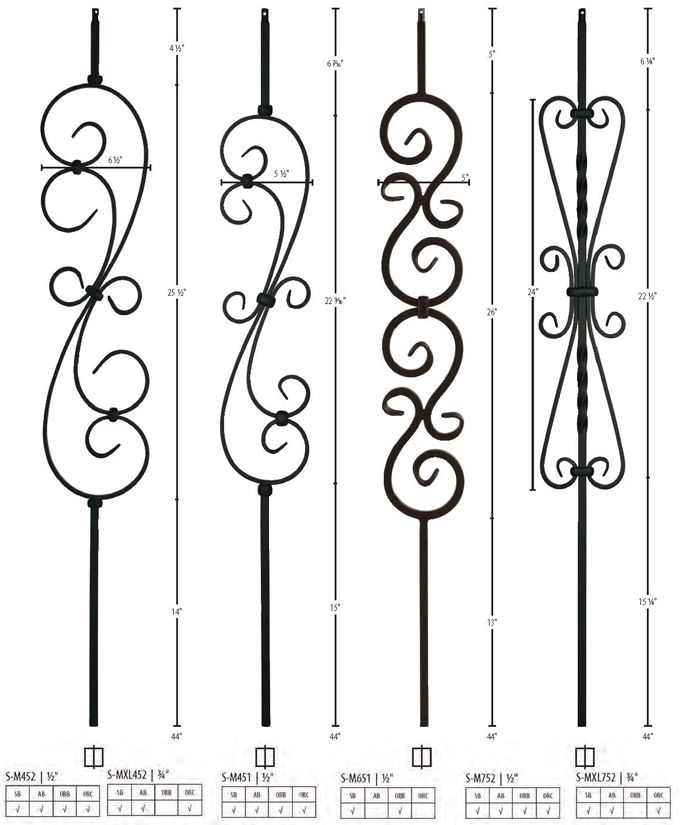 Открытая штамповка и прокатка колец являются примерами процессов ковки, которые адаптируются к различной длине производственного цикла и позволяют сократить время выполнения заказов.
Открытая штамповка и прокатка колец являются примерами процессов ковки, которые адаптируются к различной длине производственного цикла и позволяют сократить время выполнения заказов.- Поковки обеспечивают экономию производства и материалов. Сварные конструкции являются более дорогостоящими при больших объемах производства. Фактически, готовые детали являются традиционным источником ковки по мере увеличения объема производства. Первоначальные затраты на инструменты для ковки могут быть покрыты за счет объема производства и экономии материалов, а также внутренней экономики производства ковки, более низких затрат на рабочую силу, сокращения брака и переделок, а также снижения затрат на контроль.
- Поковки прочнее. Сварные конструкции обычно не свободны от пористости. Любой выигрыш в прочности, полученный от сварки или крепления стандартных прокатных изделий, может быть потерян из-за плохой сварки или соединения. Ориентация зерен, достигнутая при ковке, делает детали более прочными.
- Поковки предлагают экономичный дизайн/контроль. Многокомпонентный сварной узел не может сравниться с экономией средств, полученной от правильно спроектированной цельной поковки. Такое объединение деталей может привести к значительной экономии средств. Кроме того, сварные детали требуют дорогостоящих процедур контроля, особенно компонентов, подвергающихся высоким нагрузкам. Поковок нет.
- Поковки обладают более стабильными металлургическими свойствами. Избирательный нагрев и неравномерное охлаждение, возникающие при сварке, могут приводить к таким нежелательным металлургическим свойствам, как непостоянная зернистая структура. В процессе эксплуатации сварной шов может действовать как металлургический надрез, который может привести к выходу детали из строя. Поковки не имеют внутренних пустот, которые могут привести к неожиданному выходу из строя под нагрузкой или ударом.
- Поковки предлагают упрощенное производство. Сварка и механическое крепление требуют тщательного выбора соединительных материалов, типов и размеров креплений, а также тщательного контроля за процессом затяжки, что увеличивает производственные затраты. Ковка упрощает производство и обеспечивает лучшее качество и постоянство деталей.
 Ориентация зерен, достигнутая при ковке, делает детали более прочными.
Ориентация зерен, достигнутая при ковке, делает детали более прочными. Сварка и механическое крепление требуют тщательного выбора соединительных материалов, типов и размеров креплений, а также тщательного контроля за процессом затяжки, что увеличивает производственные затраты. Ковка упрощает производство и обеспечивает лучшее качество и постоянство деталей.
Сварка и механическое крепление требуют тщательного выбора соединительных материалов, типов и размеров креплений, а также тщательного контроля за процессом затяжки, что увеличивает производственные затраты. Ковка упрощает производство и обеспечивает лучшее качество и постоянство деталей.- Поковки предлагают более широкий диапазон размеров желаемых сортов материала. Размеры и формы изделий из стального прутка и листа ограничены размерами, в которых эти материалы поставляются. Часто ковка может быть единственным процессом металлообработки, доступным для определенных марок стали желаемых размеров. Поковки могут быть экономично изготовлены в широком диапазоне размеров от деталей, наибольший размер которых составляет менее 1 дюйма, до деталей весом более 450 000 фунтов.
- Зерна поковок ориентированы по форме для большей прочности. Обработанный стержень и пластина могут быть более восприимчивы к усталости и коррозии под напряжением, поскольку механическая обработка срезает зернистость материала. В большинстве случаев ковка дает структуру зерна, ориентированную на форму детали, что обеспечивает оптимальную прочность, пластичность и устойчивость к ударам и усталости.
- Поковки позволяют лучше и экономичнее использовать материалы. Пластина для резки пламенем — это расточительный процесс, один из нескольких этапов изготовления, при котором расходуется больше материала, чем необходимо для изготовления таких деталей, как кольца или ступицы. Еще больше теряется при последующей обработке.
- Поковки дают меньший лом; большее, более рентабельное производство. Поковки, особенно формы, близкие к чистой, позволяют лучше использовать материал и дают меньше брака. При крупносерийном производстве поковки имеют решающее преимущество в стоимости.
- Поковки требуют меньше вторичных операций. В состоянии поставки некоторые марки прутков и пластин требуют дополнительных операций, таких как токарная обработка, шлифовка и полировка, для устранения неровностей поверхности и достижения желаемой чистоты, точности размеров, обрабатываемости и прочности. Часто поковки можно пустить в эксплуатацию без дорогостоящих вторичных операций.
 В большинстве случаев ковка дает структуру зерна, ориентированную на форму детали, что обеспечивает оптимальную прочность, пластичность и устойчивость к ударам и усталости.
В большинстве случаев ковка дает структуру зерна, ориентированную на форму детали, что обеспечивает оптимальную прочность, пластичность и устойчивость к ударам и усталости.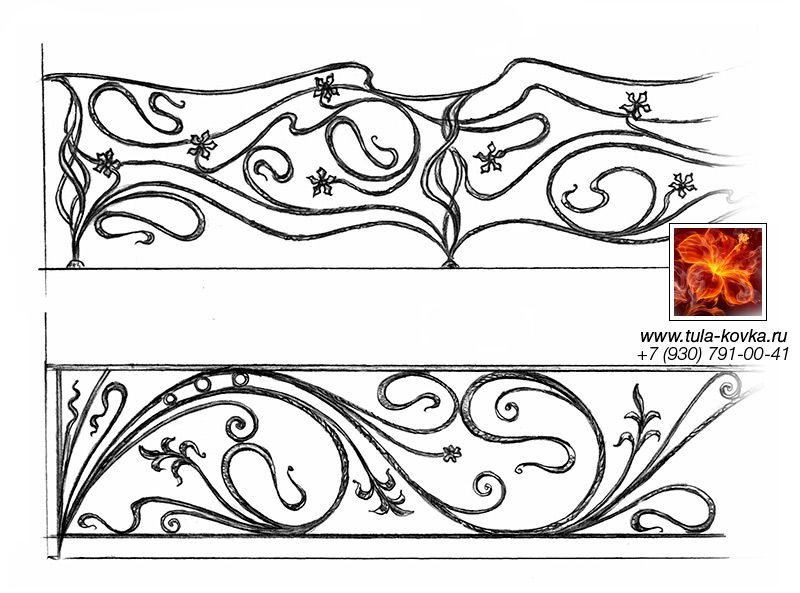 Часто поковки можно пустить в эксплуатацию без дорогостоящих вторичных операций.
Часто поковки можно пустить в эксплуатацию без дорогостоящих вторичных операций.- Поковки прочнее. Низкие стандартные механические свойства (например, прочность на растяжение) типичны для деталей P/M. Поток зерен поковки обеспечивает прочность в критических точках напряжения.
- Поковки обеспечивают более высокую целостность. Для предотвращения дефектов P/M требуется дорогостоящая модификация плотности деталей или инфильтрация. Оба процесса увеличивают затраты. Измельчение зерна кованых деталей обеспечивает прочность металла и отсутствие дефектов.
- Поковки требуют меньше вторичных операций. Специальные формы P/M, резьба и отверстия, а также точные допуски могут потребовать сложной механической обработки. Операции вторичной ковки часто можно свести к чистовой обработке, сверлению отверстий и другим простым операциям. Присущая поковкам прочность обеспечивает стабильное и превосходное качество обработанной поверхности.
- Поковки обеспечивают большую гибкость конструкции. Формы P/M ограничены теми, которые можно вытолкнуть в направлении прессования. Ковка позволяет создавать конструкции деталей, которые не ограничиваются формами в этом направлении.
- Поковки используют менее дорогие материалы. Исходными материалами для высококачественных деталей P/M обычно являются распыленные водой, предварительно легированные и отожженные порошки, которые стоят значительно больше за фунт, чем стержневые стали.

- Поковки обеспечивают большую производительность. Новые усовершенствованные конструкции деталей из композитных материалов часто требуют длительного времени подготовки и значительных затрат на разработку. Высокая производительность, возможная при ковке, еще не может быть достигнута в армированных пластмассах и композитах.
- Поковки имеют установленную документацию. Данные о физических свойствах RP/C скудны, а данные от поставщиков материалов не последовательны. Даже передовые поковки для аэрокосмической отрасли являются хорошо зарекомендовавшими себя продуктами с хорошо задокументированными физическими, механическими и эксплуатационными данными.
- Поковки имеют более широкий диапазон рабочих температур. Рабочая температура RP/C ограничена, и влияние температуры часто бывает комплексным. Поковки сохраняют работоспособность в более широком диапазоне температур.
- Поковки обеспечивают более надежную работу. Повреждение непрерывных армирующих волокон RP/C может привести к ухудшению характеристик и непредсказуемым эксплуатационным характеристикам. Материалы для ковки превосходят композиты практически во всех областях физических и механических свойств, особенно в ударопрочности и прочности на сжатие.
 Данные о физических свойствах RP/C скудны, а данные от поставщиков материалов не последовательны. Даже передовые поковки для аэрокосмической отрасли являются хорошо зарекомендовавшими себя продуктами с хорошо задокументированными физическими, механическими и эксплуатационными данными.
Данные о физических свойствах RP/C скудны, а данные от поставщиков материалов не последовательны. Даже передовые поковки для аэрокосмической отрасли являются хорошо зарекомендовавшими себя продуктами с хорошо задокументированными физическими, механическими и эксплуатационными данными.Как создавать узоры из дамасской стали
Джеймс Хьюз, чемпион “Forged In Fire”, изготовил этот нож из узорчатой стали производства Alabama Damascus Steel. Лезвие 90,5 дюйма, 14,5 в целом. Рукоять изготовлена из Patriot Kirinite. Цена производителя: 700 долларов. Свяжитесь с Джеймсом Хьюзом на Facebook в Huse Knives.
Лезвие 90,5 дюйма, 14,5 в целом. Рукоять изготовлена из Patriot Kirinite. Цена производителя: 700 долларов. Свяжитесь с Джеймсом Хьюзом на Facebook в Huse Knives.Как сделать базовые узоры
Количество слоев — это только отправная точка, и вы можете обнаружить, что предпочитаете больше или меньше. В специализированных узорах из дамасской стали, таких как радиальные или желейные рулеты, требуется гораздо меньше слоев. Также можно выковать участки сварки высоко- и низкослойных стержней в одну заготовку и получить высокую контрастность за счет формирования рисунка.
Рисунок плоской ламинированной заготовки может быть выполнен разными способами. Случайная закономерность требует небольшого объяснения. Слои остаются относительно плоскими, и во время ковки обычно происходит некоторая деформация. Деформация заставляет плоские слои изгибаться и придает материалу плавный, органичный вид, особенно когда кромки лезвия отшлифованы.
Шаблоны поворотов также говорят сами за себя. Брус нужного количества слоёв выковывается в квадрат и немного проковываются углы. Пруток нагревают до температуры, близкой к температуре сварки, а затем скручивают. Скручивание может быть постепенным или тугим для различных эффектов. Центр каждого поворота дает эффект звезды. Скрученные лезвия должны быть немного толще, чем другие узоры, так как более глубокая шлифовка делает эффект звезды сильнее, а общий вид более приятным.
Брус нужного количества слоёв выковывается в квадрат и немного проковываются углы. Пруток нагревают до температуры, близкой к температуре сварки, а затем скручивают. Скручивание может быть постепенным или тугим для различных эффектов. Центр каждого поворота дает эффект звезды. Скрученные лезвия должны быть немного толще, чем другие узоры, так как более глубокая шлифовка делает эффект звезды сильнее, а общий вид более приятным.
Лестничные узоры выполняются путем штамповки или шлифовки канавок на дамасской планке. Если рисунок вдавливается в лезвие, его толщина должна быть примерно в два раза больше требуемой в готовом стержне. Пазы запрессовываются плашками из круглых стержней, а для обеспечения надлежащей толщины готового стержня можно использовать стопорные блоки.
После того, как канавки запрессованы в стержень, его шлифуют до плоского состояния, удаляя все выступы. Пруток выковывается до желаемой формы лезвия, и становится виден лестничный узор.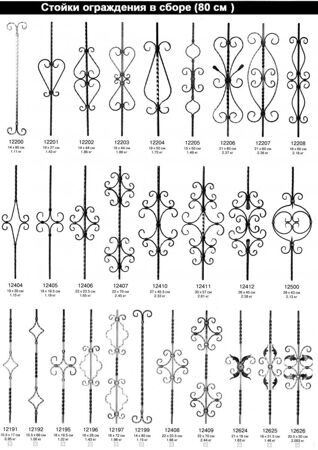 Если лестничные конструкции отшлифованы или врезаны в стержень, они должны составлять примерно одну треть толщины стержня. После того, как канавки отшлифованы, лезвие выковывается по форме, при этом все канавки выковываются из стержня, в результате чего получается отчетливый лестничный узор. Прижатые или отшлифованные лестницы должны располагаться в шахматном порядке из стороны в сторону.
Если лестничные конструкции отшлифованы или врезаны в стержень, они должны составлять примерно одну треть толщины стержня. После того, как канавки отшлифованы, лезвие выковывается по форме, при этом все канавки выковываются из стержня, в результате чего получается отчетливый лестничный узор. Прижатые или отшлифованные лестницы должны располагаться в шахматном порядке из стороны в сторону.
Создание узора «капля дождя» или «бассейн и глаз» — это, по сути, тот же процесс, что и кузнечная сварка лестничного узора, за исключением того, что в дамасковом стержне вместо канавок вдавливаются или просверливаются углубления. Получившийся рисунок будет похож на мишень или капли дождя на пруду.
Это самые основные узоры из дамасской стали, и те же техники узора, а также несколько других, используются для более сложных узоров. Прежде чем перейти к более продвинутым схемам и методам, производитель дамасской стали должен освоить процесс кузнечной сварки.
Как сделать узор «W»
Более продвинутые узоры включают узор «W» и мозаичный дамаск. При схеме «W» исходная заготовка укладывается так же, как плоская заготовка, и сваривается. Затем в процессе волочения заготовку поворачивают на 90 градусов и выковывают в прямоугольный брусок с вертикальными слоями. Затем этот брусок очищают от окалины, разрезают на куски и снова укладывают в штабели.
При схеме «W» исходная заготовка укладывается так же, как плоская заготовка, и сваривается. Затем в процессе волочения заготовку поворачивают на 90 градусов и выковывают в прямоугольный брусок с вертикальными слоями. Затем этот брусок очищают от окалины, разрезают на куски и снова укладывают в штабели.
Когда вторая последовательность сварки завершена, слои остаются вертикальными. Затем этот стержень снова разрезается и снова укладывается для третьей последовательности сварки. Если концы этих частей вытравить, они обнаружат вертикальные слои, которые искажены и начинают формировать «W». Третья последовательность сварки еще больше исказит слои и сделает буквы «W» более драматичными. Любое количество слоев хорошо работает с этим узором, и любая из техник узора, включая изгибы, лестницы, капли дождя и даже аккордеоны, помогает еще больше раскрыть узор.
Следующий уровень продвинутой сварки моделей – изготовление мозаичного дамаска. Узоры мозаичного дамаска видны на концах стержней, но что на самом деле представляет собой мозаичный дамаск, никогда не было четко определено. На выставке BLADE в 1999 году я расспросил некоторых из лучших производителей дамаска об их мнении по этой теме, и у каждого из них было свое определение мозаичного дамаска. Поскольку, по-видимому, нет четкого определения, мы будем называть все торцевые узоры мозаикой.
На выставке BLADE в 1999 году я расспросил некоторых из лучших производителей дамаска об их мнении по этой теме, и у каждого из них было свое определение мозаичного дамаска. Поскольку, по-видимому, нет четкого определения, мы будем называть все торцевые узоры мозаикой.
Как сделать корзиночное переплетение, паутину и радиальную букву W
Корзиночное переплетение или паркет представляет собой относительно простой мозаично-дамасский узор, который хорошо подходит для первого мозаичного проекта. Для начала сварите кузнечной сваркой низкую заготовку из 5-9 слоев и вытяните ее в квадратный стержень размером 1 дюйм. Разрежьте этот брусок на четыре части и сложите их в квадрат размером 2 дюйма на 2 дюйма, с горизонтальными слоями в двух противоположных углах и вертикальными слоями в других углах.
Кузнечно сварите стопку и вытащите стержень, удерживая стержень квадратным путем ковки равномерно со всех сторон. Несколько серий резки и повторной сварки, как описано выше, дадут хороший узор в виде корзины, дизайн, который хорошо работает в качестве фонового наполнителя в сложных мозаичных проектах.
Паутина или сетка — еще один простой мозаичный узор. Он начинается с квадратов из твердой стали, например, 1050 или 1095. Вырежьте четыре квадрата из стали и сложите их в квадратную заготовку. Добавьте прокладки из контрастной стали, такой как 15N20 или чистый никель, а затем проковайте сварной шов и вытяните заготовку в стержень со стороной 1 дюйм. Разрежьте стержень на четыре части, сложите и снова сварите, пока не будет достигнута сетка желаемого размера. Сетка может быть преднамеренно искажена путем ковки под уклоном, чтобы создать эффект паутины на узоре.
Еще один мозаично-дамасский узор – лучевой. Радиальная конструкция начинается с низкослойной заготовки из плоских ламинатов. Пруток режется штампом, который сжимает центральные слои. Затем половинки разрезаются на четыре части, складываются в квадрат, а затем снова свариваются вместе. Это дает эффект слоев, расходящихся от центра квадрата.
Радиальная техника, примененная к стержню с узором «W», создает впечатляющий дизайн.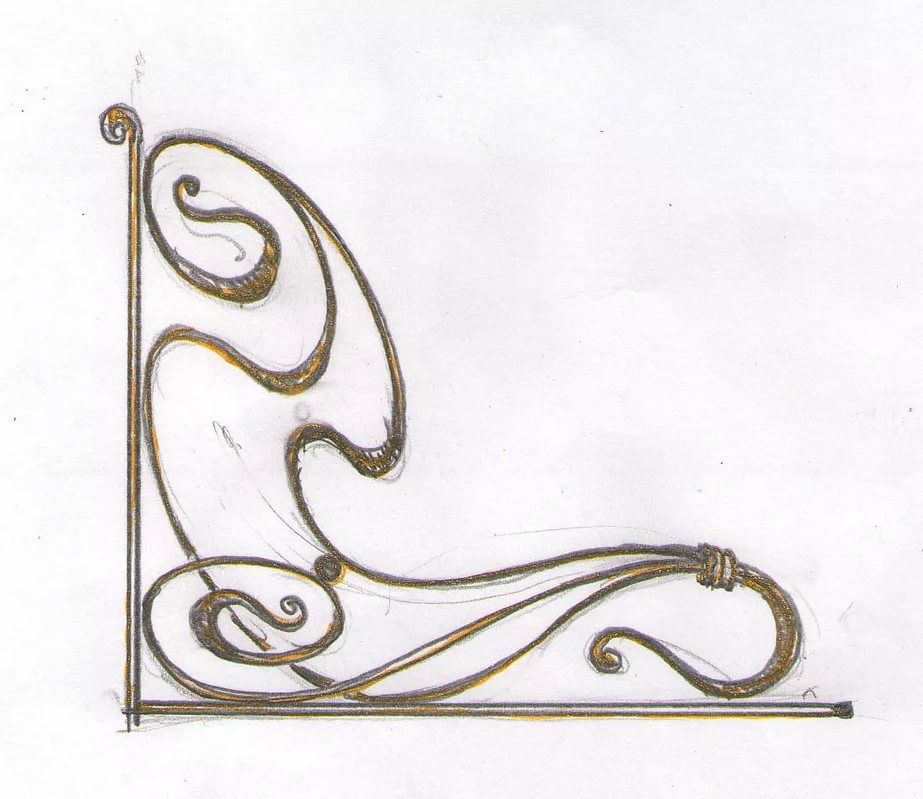 Как и в случае со всеми техниками создания узоров, вы можете попробовать их с любой заготовкой, которая вам нравится. Никогда не знаешь, когда придумаешь отличный новый узор.
Как и в случае со всеми техниками создания узоров, вы можете попробовать их с любой заготовкой, которая вам нравится. Никогда не знаешь, когда придумаешь отличный новый узор.
Четырехсторонняя и девятисторонняя поковка
Хотите фотографии? Найдите их в этой загрузке.Для достижения наилучшего эффекта в готовом лезвии часто необходимо включить в рисунок более одного радиального или одного рулета. Пруток можно разрезать на четыре части, сложить в квадратную заготовку в два ряда по две штуки и сварить в кузнице. Это называется «четверка». Стержень также можно разрезать на девять частей и сложить в три ряда по три штуки, или «девять сторон».
Эти четырех- или девятисторонние заготовки можно повторять несколько раз для достижения желаемого эффекта. Размер изготавливаемой лопасти будет определять количество исходных элементов в готовом стержне. Для больших ножей с фиксированным лезвием я предпочитаю по крайней мере 16 оригинальных элементов, и два четырехсторонних ножа дополнят это число.
Для небольших фиксированных лезвий или папок я использую 36 или 64 исходных элемента в стержне. Для получения 36 элементов требуется девятиходовая и четырехходовая, а заготовка из 64 элементов выполняется тремя четырехходовыми. Эти цифры являются лишь рекомендациями, так как личные предпочтения будут определять, как каждый кузнец использует материал.
Отдельные узоры или несколько разных рисунков можно комбинировать в четырех- или девятисторонние комбинации, в результате чего получаются чрезвычайно интересные узоры с высокой контрастностью. Возможности создания узоров с этими комбинациями безграничны.
После соединения и кузнечной сварки нужного количества элементов существует несколько способов выставления рисунка, который находится на конце прутка. Если скрутить стержень, а затем придать ему форму, обнажится рисунок по краям лезвия. Как и в случае любого скрученного стержня, край должен быть достаточно толстым, чтобы требовалось больше шлифовки, потому что ближе к центру рисунок получается лучше.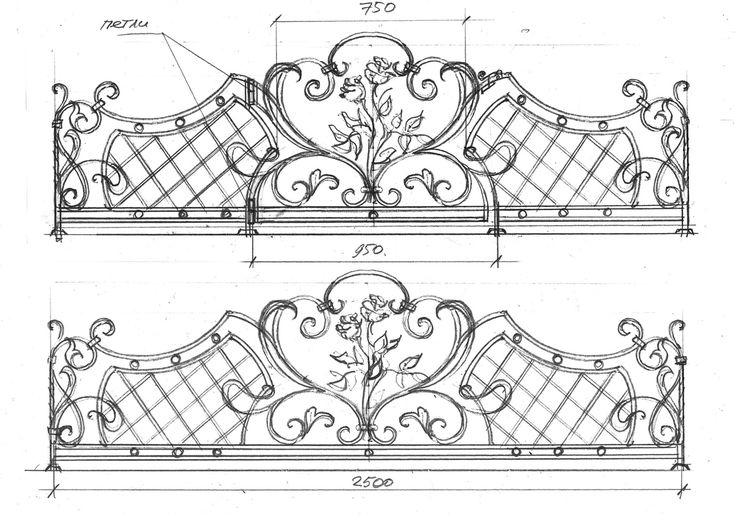
Чтобы показать узор, стержень также можно выковать в прямоугольную форму, а затем сделать узор в виде лестницы, вдавливая ступени в стержень или притирая их. на поверхность прямоугольного стержня так же, как и метод лестничного узора.
Аккордеонный метод
Аккордеонный метод — мой любимый способ экспонирования торцевых волокон или мозаичного рисунка. Мне нравится внешний вид движения и плавности, создаваемый техникой аккордеона. Есть несколько различных методов, которые можно использовать, чтобы открыть аккордеон, и я использую один, предложенный мне Доном Фоггом.
Булатный стержень выкован до окончательных размеров и отожжен. Затем брусок режут на ленточной пиле, удаляя треугольники материала с чередующихся сторон бруска. После того, как вся резка сделана, острые углы закругляются на болгарке. После этого планка готова к выравниванию. При сплющивании гармошки стержень должен работать при сварочном нагреве. Если стержень рвется в нижней части разрезов, нанесите флюс и аккуратно заварите их. Обычно я могу расплющить весь батончик за один заезд. Затем стержень выковывается до окончательного размера.
Обычно я могу расплющить весь батончик за один заезд. Затем стержень выковывается до окончательного размера.
Аккордеонный метод с вырезанными треугольниками сработал так хорошо, что я не использую другие аккордеонные методы. Этот метод более трудоемкий, но на данном этапе дамасский брусок ценен для меня, и я не возражаю против небольшой дополнительной работы, чтобы максимизировать материал, который я получаю от бруска.
Метод «батон»
Еще один популярный метод выявления рисунков на торцах — метод «батона». Метод буханки достигается путем кузнечной сварки нескольких блоков бок о бок, а затем отрезания лезвий от буханки. Полезно окружить блоки жертвенным материалом, таким как дамаск или простая углеродистая сталь. Швы могут быть заварены, а заготовка сварена всухую. Хорошая подгонка блоков друг к другу упростит сварку. Метод буханки хорошо подходит для узоров или фигур, где искажение нежелательно.
Отрезание плитки от стержня, соединение их ласточкиным хвостом, а затем кузнечная сварка — еще один способ выявить рисунок и изготовить материал для лезвия.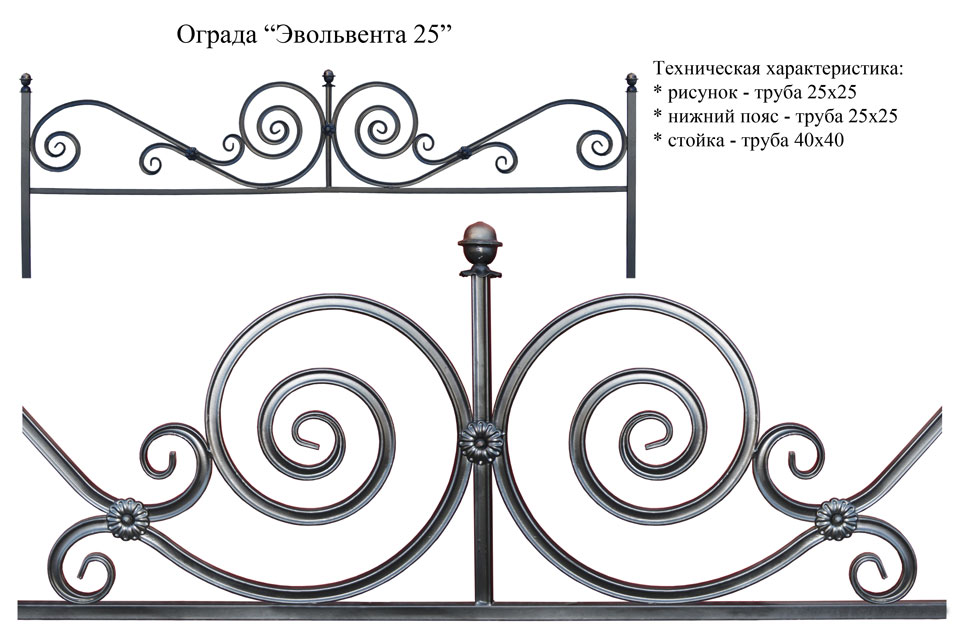 Это сложная кузнечная сварка, и я не рекомендую ее новичкам. Плитки обычно прихватываются прихваточным швом к расходуемой пластине, которая стачивается после кузнечного сварного шва. Этот метод также не искажает исходный рисунок.
Это сложная кузнечная сварка, и я не рекомендую ее новичкам. Плитки обычно прихватываются прихваточным швом к расходуемой пластине, которая стачивается после кузнечного сварного шва. Этот метод также не искажает исходный рисунок.
Метод заклепок
Последний метод выявления рисунков торцевых зерен, на который следует обратить внимание, — сварка заклепками. Исходный стержень можно превратить или выковать в круглый стержень, а затем отрезать заглушки. В лезвии просверливается отверстие и в отверстие вставляется заглушка. Желательна хорошая, плотная посадка, а вилка должна быть немного толще лезвия.
Комбинация лезвия и заглушки нагревается до температуры сварки и сваривается за одну последовательность прессования или молотка. При желании в одно лезвие можно приварить несколько заглушек. Это еще один метод, который не дает искажений.
Бывают случаи, когда искажение можно использовать для улучшения рисунка или даже для создания нового рисунка. При ковке квадратного прутка под углом 90 градусов рисунок в прутке искажается. Искажение продолжается по мере того, как стержень выковывается по косой до тех пор, пока он снова не станет квадратным. Затем его можно использовать как есть или включить в четырехполосный или девятиполосный.
Искажение продолжается по мере того, как стержень выковывается по косой до тех пор, пока он снова не станет квадратным. Затем его можно использовать как есть или включить в четырехполосный или девятиполосный.
Как сделать «персидскую ленту»
Не очень эффектный узор можно оживить, используя искажение в своих интересах. Квадраты в четырехугольнике будут треугольниками после ковки под углом 90 градусов, и затем их можно будет ориентировать на следующем четырехугольнике для создания ромбов в узоре.
Это техника, используемая для создания узора, который я называю «Персидская лента». Четыре блока сложены в квадрат с бордюрами из контрастного материала между блоками. Затем они свариваются ковкой и поворачиваются под уклоном, а границы теперь образуют букву «X» на стержне. Затем полоса раскрывается методом аккордеона, и с помощью «X» создается узор «Персидская лента».
Создание пользовательских изображений
Помимо создания узоров из дамасской стали, существует тема создания фигурок из дамасской стали. Размещение изображений в дамаске теперь стало обычным явлением, так как я видел сцены охоты на птиц и очертания мамонтов, трилистников, драконов и бесчисленное множество других объектов в лезвиях. Использование порошковых сталей значительно упростило создание этих фигур и изображений.
Размещение изображений в дамаске теперь стало обычным явлением, так как я видел сцены охоты на птиц и очертания мамонтов, трилистников, драконов и бесчисленное множество других объектов в лезвиях. Использование порошковых сталей значительно упростило создание этих фигур и изображений.
До использования порошковой стали можно было использовать станок EDM (электроэрозионная обработка) для вырезания фигуры из двух блоков контрастной стали, а охватываемые части менялись местами. В результате кузнечной сварки получилось два бруска с одинаковым рисунком, один темный, другой светлый. Этот метод был очень дорогим, и хотя сложные детали можно было вырезать, проблема искажения при неровной ковке все еще была проблемой.
При использовании порошковой стали один блок можно вырезать на электроэрозионном станке, после чего фигура удаляется, а отверстие заполняется контрастной порошковой сталью. Охватываемая часть может быть помещена в квадратную трубу с заглушкой на одном конце, заполненную порошковой сталью контрастного цвета и сваренную ковкой. Это дает два бара с одинаковым числом за половину стоимости работы EDM.
Это дает два бара с одинаковым числом за половину стоимости работы EDM.
Второй метод изготовления фигурок или изображений из стали заключается в резке пластинчатого материала и укладке пластин в стопку. Пластины можно резать лазером или струей воды дешевле, чем с помощью электроэрозионного станка. Пластины уложены в квадратную трубу, а вырезанная фигура заполнена контрастной порошковой сталью и сварена ковкой. Я предлагаю, чтобы первый сварной шов был на концах пакета, чтобы приварить пластины друг к другу и предотвратить просеивание порошка между ними.
Затем заготовка выковывается в квадратный стержень с фигурой на конце. Этот метод обеспечивает большую детализацию за небольшую часть стоимости EDM, а материалы более доступны.
Фигурки также могут быть изготовлены путем формирования листа из чистого никеля вокруг вырезанных форм. Я вырезал из дерева фигурки птиц, рыб, трилистников и много других фигурок, чтобы образовать никель вокруг. Это, очевидно, недорого и не требует никаких внешних работ, таких как использование электроэрозионной или лазерной резки. Никелевую форму помещают в квадратную трубу, а для заполнения трубы используют стальной порошок. Специальные формы также могут быть выкованы и помещены в эти заготовки, используя все необходимое для получения желаемого эффекта.
Никелевую форму помещают в квадратную трубу, а для заполнения трубы используют стальной порошок. Специальные формы также могут быть выкованы и помещены в эти заготовки, используя все необходимое для получения желаемого эффекта.
При использовании порошковых сталей необходимо максимально уплотнить порошок перед запечатыванием трубки. Вибрация трубки помогает порошку осесть и стать максимально плотным. Эти заготовки кажутся мягкими во время начальной кузнечной сварки, но после того, как заготовка будет уменьшена примерно на одну треть, она станет твердой.
Некоторые порошки движутся с разной скоростью при ковке, поэтому опыт имеет решающее значение при ковке заготовок с небольшим искажением. Начните с чего-нибудь простого и обратите внимание на то, как вещи двигаются внутри заготовки, и вскоре результаты станут предсказуемыми.
Порошковая сталь давно не используется в дамасской стали. Стив Шварцер впервые применил его в начале 1990-х, а в 1999 году я приобрел немного порошковой стали у Девина Томаса и Эда Шемппа, сделав несколько ножей из дамасской стали для выставки BLADE тем летом. С тех пор его использование стало широко распространенным, и влияние на мир дамасской стали было огромным. На мой взгляд, мы коснулись только поверхности, и возможности ее использования безграничны.
Заключение
Если на данном этапе вас не укусил дамасский клоп, у вас должен быть иммунитет. Если вы заражены, я приветствую вас в чудесном мире.
Информация, представленная здесь, была собрана на основе личного опыта и обмена с некоторыми из величайших кузнецов мира. Я никогда не смогу в полной мере выразить свою признательность Фоггу, Шварцеру, Томасу, Шемппу, Дэрилу Мейеру, Хэнку Никмайеру, Элу Диппольду, Робу Хадсону и трем другим первоначальным членам «монтанской мафии» Шейну Тейлору, Барри Галлахеру и Уэйду Колтеру. Каждый из них внес огромный вклад в мой успех как кузнеца клинков, и я уверен, что без них я бы не писал эту статью.
Из уважения к вышеупомянутым кузнецам клинков я прошу вас взять эту информацию и использовать ее. Поделитесь тем, что вы узнали, и отдайте должное тем, кто помогает вам на этом пути.