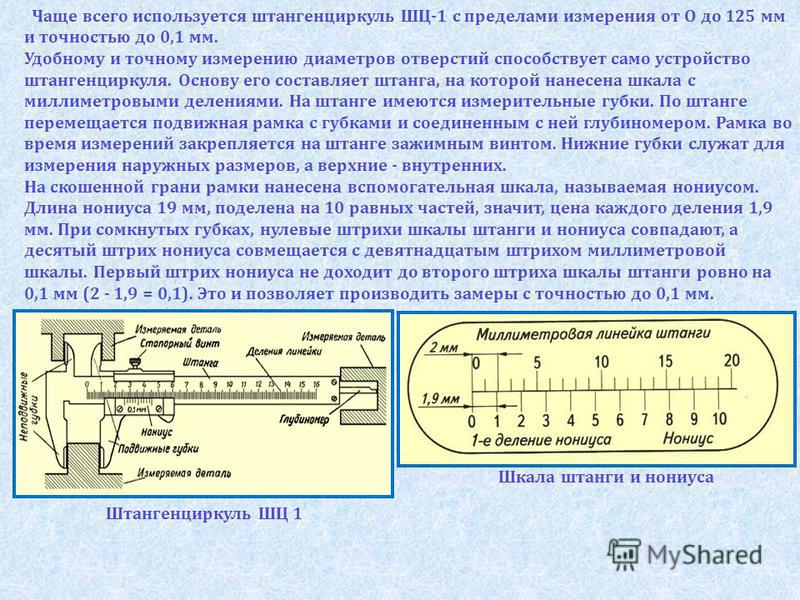
В какой последовательности определяют величину размера при измерении штангенинструментами: Как пользоваться штангенциркулем | Отечественное производство ГОСТ и ТУ: продажа, доставка по РФ и СНГ
alexxlab | 03.01.1992 | 0 | Разное
Штангенинструмент – виды, типы, назначение инструмента
Особенности инструмента
Общее у штангенинструмента – два обязательных элемента конструкции:
- Штанга (или металлическая рейка) с основной (неподвижной) измерительной шкалой: дает показания замеров в миллиметрах или дюймах.
- Подвижная рамка (нониус или верньер) со вспомогательной шкалой: позволяет определить дробные доли миллиметра или дюймапри замерах.
По точности измерения штангенинструмент уступает только микрометру. В первом случае, при замерах мы получаем точность до десятых или сотых миллиметра (зависит от модели прибора), микрометр дает точность показаний до тысячной доли миллиметра.
Выпускается несколько основных видом таких приборов:
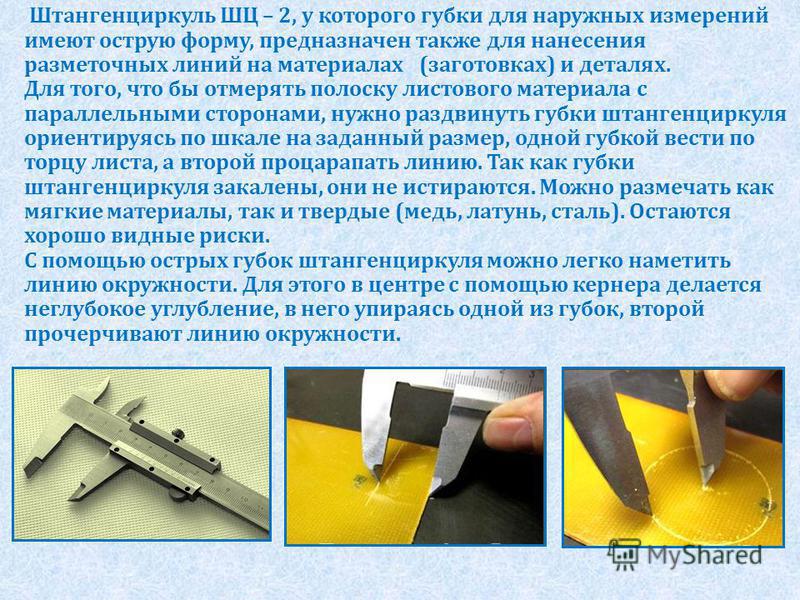
- Штангенциркули – позволят не только замерять параметры изделий или глубину отверстий, но и наносить разметку на поверхности.
- Штангенрейсмасы – для переноса размеров с чертежа на заготовку и нанесения параллельных разметочных линий.

- Штангенглубиномеры – для замеров глубины пазов и отверстий.
- Штангензубомеры – для замера параметров зубчатых реек или зубьев шестеренок.

История инструмента
Первым изобрели штангенциркуль. Не стоит доверять немецким терминам, созвучным с этим инструментом: в переводе «stangenzirkel» – это большой циркуль, для начертания дуг большого радиуса и окружностей большого диаметра. В немецком языке штангенциркуль обозначают словом «messschieber» — «раздвижной измеритель».
Прообраз первого штангенциркуля был деревянным, и появился в начале 17 века. Но в том виде и конструкции – с нониусом – в котором знаем прибор мы, штангенциркуль появился в конце 18 века в Англии, и сразу – в металле. Автором первого нониуса был математик Педру Нуниш – он разрабатывал навигационные приборы для флота, но более ранняя модель подвижной рамки со шкалой изобретена французским математиком Пьером Вернье в 30-х годах 16 века (поэтому второе название нониуса – верньер).
Практически одновременно – с разницей в 5-7 лет появились и остальные штангенинструменты: развивалась техника и технический прогресс, появились новые технологии.
Примером влияния новых технологий на такие приборы являются электронное отсчетное устройство, или разметка штангенциркулей свыше 500 мм не от нуля. Во втором случае это связано с возможностью нанесения разметки с помощью лазера: устаревший – механический – способ нанесения разметки не мог обеспечить необходимую точность измерительным инструментам.
Виды и особенности инструментов
Мы предлагаем основные виды штангенциркулей ГОСТ 166-89:
- Тип-1 – модели ШЦ-1, ШЦЦ-1 (с цифровым отсчетом), ШЦК (с круговым отсчетным устройством).
- Тип-2 – модели ШЦ-2, ШЦЦ-2.
- Тип-3 – модели ШЦ-3, ШЦЦ-3.
- Модели с твердосплавными губками – ШЦТ (ШЦТ-1, ШЦТ-2, ШЦТ-3).
Тип 1. Инструмент имеет двустороннее расположение губок: одни используются для проведения замеров наружных параметров, вторые – для измерения параметров внутренних и выполнения разметочных работ. В моделях с верхней границей от 125 мм и выше предусмотрены глубиномеры для проведения замеров углубленных уступов, пазов и отверстий.
Кроме проведения замеров крупных элементов (деталей) этот тип штангенциркулей удобен при измерении шага резьбы: у них малые губки имеют профиль и форму заостренных лезвий.
Тип 2. Как и модели Тип-1, эти штангенциркули имеют две пары совмещенных губок – с плоскими внутренними поверхностями и цилиндрическими – наружными. Но этот тип инструмента не оборудуется глубиномером.
Тип 3. Исключительно измерительный инструмент – оборудован только одной парой губок. Как правило, такой инструмент используется при замерах больших деталей (заготовок, элементов деталей)
Модели ШЦТ. Это те же модели ШЦ, но отличие – в конструкции губок: на них устанавливаются твердосплавные пластине. Это позволяет проводить ремонт рабочих поверхностей штангенциркулей и дальнейшее использование инструмента. Применяются для проведения замеров, когда на рабочие поверхности (губки) штангенциркуля существует постоянное абразивное воздействие поверхностей.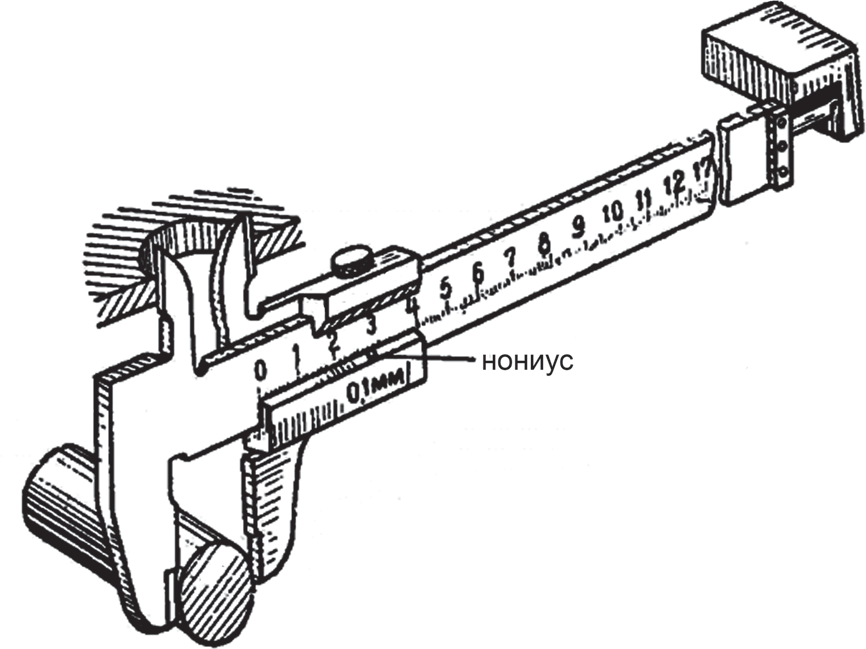
Устройство, характеристики и свойства
Если подключить фантазию, то внешне штангель выглядит, как симбиоз молотка и линейки.
Состоит классический инструмент из следующих элементов:
- Штанга с размеченной шкалой. Максимальная величина измерений зависит от длины штанги.
- Измерительная рамка – подвижная часть штангеля, способная перемещаться вдоль штанги. На ней нанесена шкала нониуса, позволяющая определять доли миллиметра. Внутри рамки установлена пружина с фиксирующим винтом, прижимающая ее к штанге, что снижает погрешность измерений, которая способна повысится в следствии перекоса подвижной части относительно неподвижной. Вместо нониуса может быть установлена циферблатная шкала или небольшой цифровой дисплей, что зависит от модели штангенциркуля.
- Неподвижная губка – конструктивно является частью штанги или жестко на ней закреплена, и находится с одной стороны инструмента.
Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту.
- Подвижная губка – конструктивно является частью рамки или жестко на ней закреплена. Рабочая часть также внутренняя, а сама деталь расположена ровно напротив неподвижной губки таким образом, что при сдвигании рамки грани обеих губок соприкасаются. В этом положении нулевые параметры шкал штанги и нониуса должны совпадать.
- Выдвижная планка – конструктивная часть измерительной рамки, ее назначение для замера глубины в объектах.
Рассмотренная конструкция, имеющая односторонние губки, позволяет определять лишь внешние размеры объектов.
Для внутренних замеров потребуется штангенциркуль с двусторонним размещением губок.
Вторые имеют, как правило, меньшие размеры, расположены аналогично первым, но с противоположной стороны штанги, а рабочими являются внешние грани.
Материал
Металлический штангенциркуль изготавливают преимущественно из углеродистой и нержавеющей стали, низколегированных инструментальных сталей 9ХС, ХВГ.
Нержавеющий инструмент — классика, однако, в производстве современных штангелей используют и композит, например, на основе углеродного волокна и полимерных смол.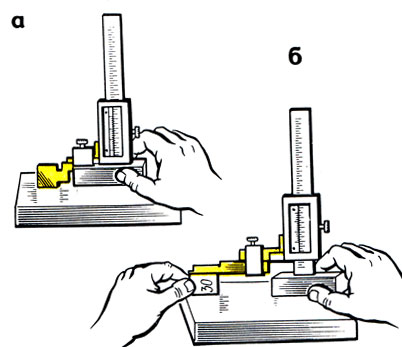
Размеры
Типовые размеры классических штангенциркулей:
- Длина губок для выполнения наружных замеров: 35 – 300 мм.
- Длина губок для выполнения внутренних замеров: 6 – 22 мм.
- Измерительный диапазон – до 2 м.
- Длина нониуса: 9 – 39 мм.
- Вес (зависит от материала и размеров): 0,2 – 8,9 кг.
Модели с диапазоном измерений до 5000 мм могут весить более 35 кг.
Следующие действующие ГОСТы регулируют как поверку, так и производство штангенциркулей:
- ГОСТ 166-89 – определяет технические условия
- ГОСТ 8.113-85 – определяет порядок поверки
Точность
Нониусный штангенциркуль характеризуется несколькими классами точности:
- класс – погрешность составляет 0,05 мм (двадцатая часть миллиметра)
- класс – погрешность составляет 0,1 мм (десятая часть миллиметра)
Для высокоточных замеров применяется совершенно другой инструмент – микрометр.
Чтобы наглядно показать, на что влияет класс точности, достаточно предположить, что необходимо определить диаметр нескольких сверл без маркировки.
Штангель второго класса точности позволит найти сверла диаметром 6,7 или 6,8 мм, а первого класса еще и 6,75 мм.
Для электронных инструментов погрешность может достигать 0,01 мм.
ШТАНГЕНГЛУБИНОМЕРЫ
Штангенглубиномер – разновидность штангенинструмента. Его назначение – получение данных замеров глубин в деталях – пазов, канавок, отверстий, уступов.
Особенности и разновидности инструмента
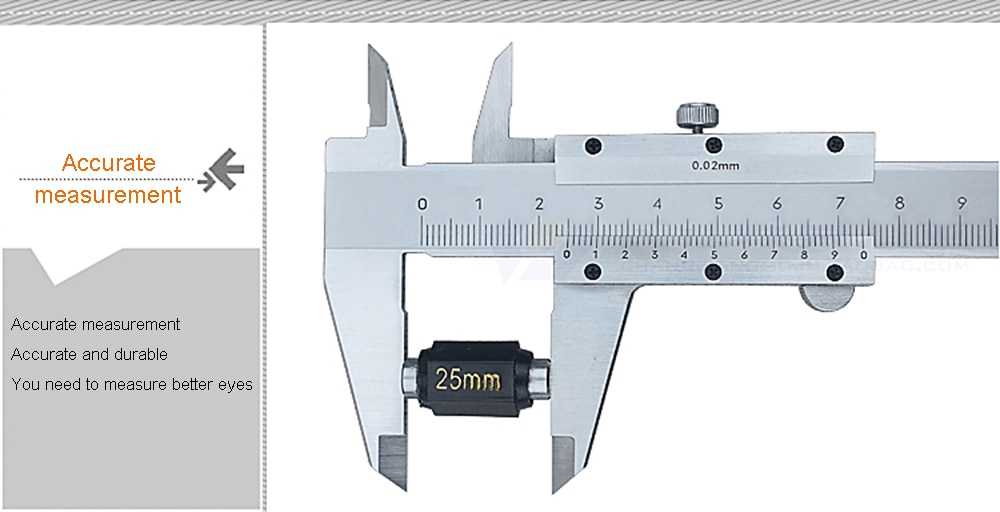
Внешне прибор напоминает штангенциркуль – есть металлическая рамка и штанга. Но нет губок: в качестве рабочих (измерительных) элементов выступают торцы основания и штанги прибора. Стандартная точность измерения моделей с механическим нониусом – 0,1 мм (как у штангенциркуля), но более точными моделями являются с инструменты с круговой (0,02 мм ) и цифровой (0,01 мм) шкалой.
Принцип работы инструмента прост: рабочую часть штанги вводят в замеряемое углубление, а зафиксированное рамкой с основанием (опускают до упора) положение дает показания.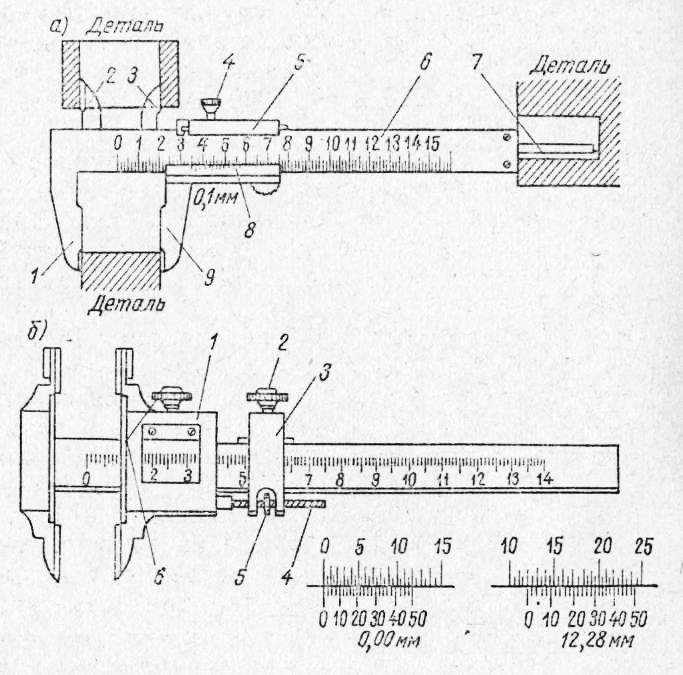 Если необходимо провести измерения на сложных поверхностях, для штанги используют специальные наконечники и колки.
Если необходимо провести измерения на сложных поверхностях, для штанги используют специальные наконечники и колки.
Тип глубиномера по ГОСТ 162-90 определяется способом отсчета:
- ШГ – модель с отсчетом по нониусу.
- ШГК – модель с круговой шкалой.
- ШГЦ – цифровая (электронная) модель.
Тип инструмента, диапазон измерений, шаг дискретности (цена деления) определяется нанесенной на изделие маркировкой.
Инструмент используется в слесарном деле (станочная обработка заготовок), в машиностроении и строительстве, при проведении ремонтных работ (строительство, автомастерские, оборудование) и прочих сферах, где необходимы точные замеры.
Снятие показаний [ править | править код ]
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0.
 1 мм.
1 мм. - подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
ШТАНГЕНРЕЙСМАССЫ
Штангенрейсмас – простой и точный инструмент, который используется при замерах высоты детали, глубины отверстий, взаиморасположения поверхностей деталей на одном корпусе и проведения разметочных операций. Прибор может использоваться с дополнительным подсоединяемым узлом, на который устанавливаются измерительные головки с параллельным или перпендикулярным размещением относительно плоскости основы.
Особенности и разновидности инструмента
Прибор имеет внешнюю схожесть с большинством представителей категории штангенинструментов. Его конструкция в соответствии с ГОСТ 164-90 предусматривает элементы:
- Массивная основа.
- Вертикальная штанга с миллиметровой основной шкалой (линейкой).
- Основная рамка.
- Нониус с дополнительной (микрометрической) шкалой.

- Измерительная ножка.
- Вспомогательные элементы – винты и гайки рамок, держатель сменных приспособлений, чертилка, микрометрическая рамка.
Инструмент позволяет проводить и горизонтальные, и вертикальные измерения, а при установке дополнительного узла – наклонные измерения.
Используется штангенрейсмас в слесарном деле и токарных мастерских: с его определяют линейные геометрические размеры деталей, глубины отверстий и пазов, выполняют разметку заготовок при сборке или ремонте. Применяется в разных отраслях промышленности – металлообработке, машиностроении, автомобиле- и кораблестроении.
Классификация приборов осуществляется по нескольким показателям:
- По конструктивным особенностям: ШР – нониусные, ШРК – с круговой шкалой отсчета, ШРЦ – с цифровым (электронным) отсчетом.
- По максимально измеряемой высоте (длине) деталей (максимальный показатель – 2500 мм).
- По классу точности.
- Для цифровых моделей – по шагу дискретности.

ШТАНГЕНЗУБОМЕРЫ
Штангензубомер – устройство, которое напоминает сочетание обычного штангенциркуля и глубиномера. Глубиномер позволяет выставить высоту измерения (у зубьев шестеренок толщина меняется в зависимости от высоты), а штангенциркуль позволяет измерить толщину зуба на определенной высоте (в точке замера).
Основная сфера использования – машиностроение: с помощью прибора изготавливают или ремонтируют сложные механизмы (узлы), которые имеют зубчатые передачи – шестеренки или зубчатые рейки.
Особенности инструмента
Конструктивно штангензубомер представляет собой штангу и линейку: они перемещаются в пазах с перпендикулярным (угол 90°) размещением. Рамка оборудована нониусами, за постановку штанги и рамки отвечает микропередача, а фиксация элементов осуществляется стопорными винтами. Измерительные шкалы на линейке и штанги нанесены в небольших углубленных поверхностях для предотвращения преждевременного износа.
Мы предлагаем модели с нониусом (вертикальная и горизонтальная шкала с ценой деления 0,5 мм, с величиной отсчета по нониусу в пределах 0,02 мм) или электронным отсчетом.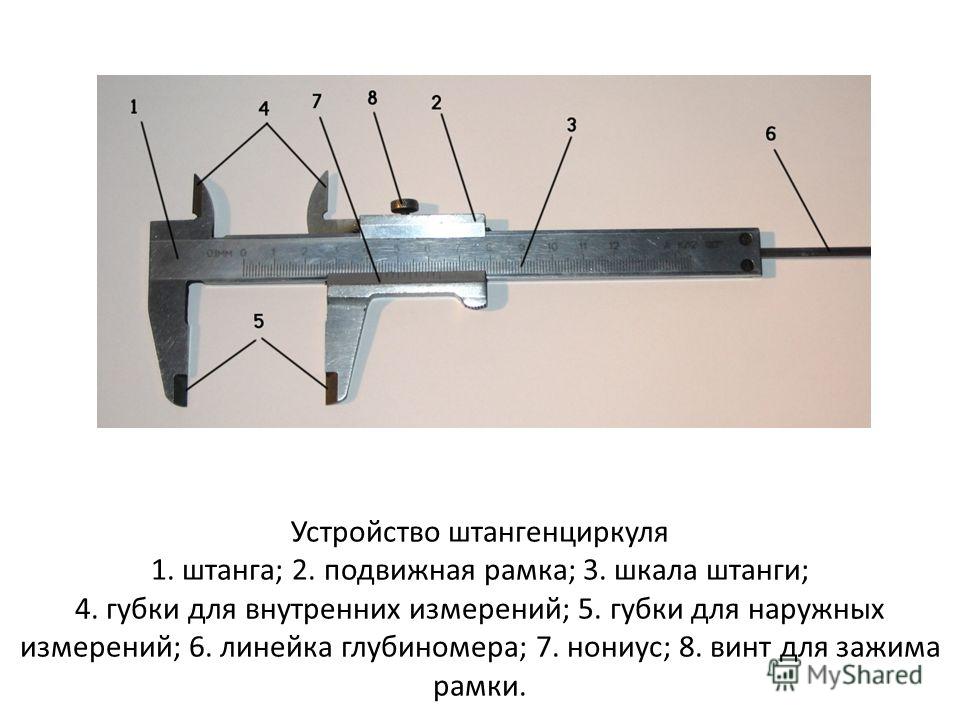 Инструмент выполнен из инструментальной стали с матовым (антибликовым) хромированным покрытием. Измерительные поверхности имеют твердосплавное покрытие.
Инструмент выполнен из инструментальной стали с матовым (антибликовым) хромированным покрытием. Измерительные поверхности имеют твердосплавное покрытие.
В каталоге представлены модели, предназначенные для проведения замеров на деталях с разным шагом зуба, и разным пределом измерений. Подбор инструмента можно выполнить самостоятельно или обратиться за помощью к нашему консультанту: это упростит и ускорит правильный выбор прибора в соответствии с вашими требованиями.
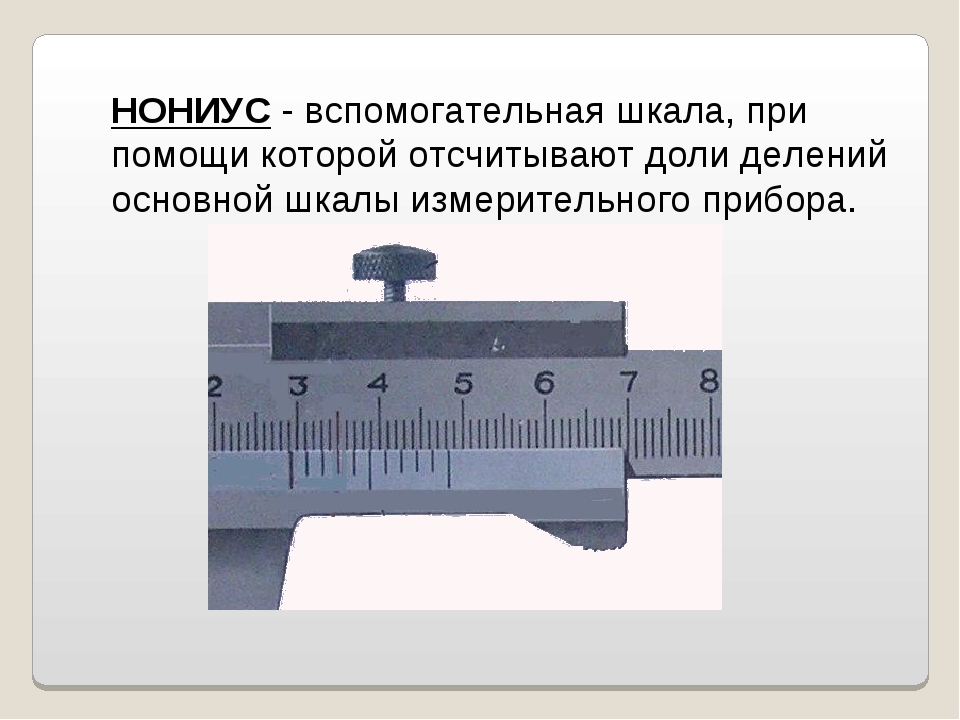
ШТАНГЕНИНСТРУМЕНТЫ. НАЗНАЧЕНИЕ И УСТРОЙСТВО. НОНИУСЫ
Штангенинструмент — группа измерительных средств для измерения и разметки линейных размеров методом непосредственной оценки. Отсчетное устройство штангенинструмента состоит из измерительной линейки штанги с делениями через 1 мм и вспомогательной подвижной шкалы-нониуса для отсчета частей делений основной шкалы, нанесенной на штанге.
Принцип построения линейного нониуса
В основу отсчета по нониусу положена способность человеческого глаза оценивать совпадение или несовпадение штрихов двух сомкнутых шкал более точно при определении долей деления по одной шкале.
Нониусная шкала (рис. 1,1) имеет небольшое число интервалов деления — 10—20 по сравнению с основной шкалой. Нулевой штрих нониуса является указателем числа целых делений основной шкалы.
Рис. 1. Принцип построения нониуса:
/ — основная шкала; 2
— шкала нониуса;
3
— штанга;
4
— нониус при 7=1;
S —
нониус при 7 = 2
На рис. 1, б изображена основная шкала 1 и шкала нониуса 2 с отсчетом 0,1 мм. Если отрезок основной шкалы 9 мм разделить на десять частей, то интервал деления шкалы нониуса будет равен 0,9 мм. При совпадении нулевого штриха нониуса, например, со штрихом 20 основной шкалы, следующий первый штрих не дойдет до соответствующего штриха основной шкалы на 0,1 мм, второй на 0,2 мм и т. д., а последний — десятый на 1 мм до штриха 30 мм основной шкалы. На рис. 1 нулевой штрих нониуса расположен справа за двадцатым делением основной шкалы, а один из штрихов основной шкалы совпадает с третьим штрихом нониуса (размер 20,3 мм). Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
Как видно из рис. 1, а, интервал деления шкалы нониуса меньше интервала деления основной шкалы. Такая шкала была бы слепой, поэтому на нониусные шкалы интервалы наносятся увеличенными относительно интервала основной шкалы (рис. 1,в). Общее число делений шкалы нониуса точно укладывается в определенное число делений основной шкалы.
К штангенинструментам относятся штангенциркули, штанген-глубиномеры, штангенрейсмасы и штангензубомеры. Эти инструменты имеют общую конструкцию — штангу с основной шкалой и подвижную рамку с нониусом. Конструкции штангенинструментов отличаются конфигурацией измерительных поверхностей и их взаимного расположения
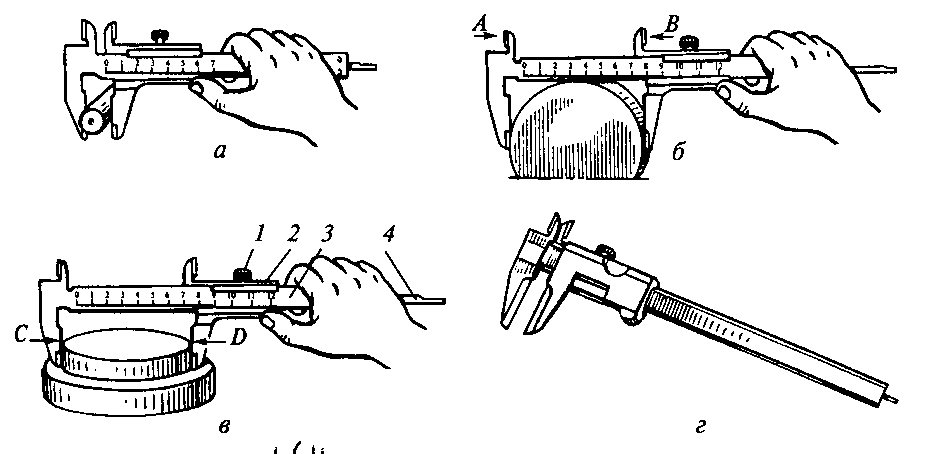
ШтангенциркулиГОСТ 166—80, ГОСТ 8.113—74 показаны на рис. 2, а, б.
Рис. 2. Штангенинструменты
На конце линейки штанги имеются измерительные губки с измерительными поверхностями, перпендикулярными к линейке. Вторые измерительные губки размещены на подвижной рамке 2.
Вторые измерительные губки размещены на подвижной рамке 2.
На этой же рамке находится нониус
4.
Штангенциркуль, показанный на рис 2,
а, б,
с двусторонним расположением губок для моужных и внутренних измерений, оснащен линейкой-глубиномером 5 закрепленной на рамке. Рамка на линейке (штанге) стопорится винтом
3.
На рисунке показан штангенциркуль, предназначенный для измерения диаметров вала и отверстия, расстояния между центрами отверстий и глубины отверстия при условии, что они имеют одинаковый размер (20,0 мм).
Штангенциркуль ШЦ-П (рис. 2, б) с двусторонним расположением губок для наружных и внутренних измерений и верхними заостренными губками предназначен для разметки поверхностей. Он оснащен устройством 7 микрометрической подачи для медленного перемещения рамки по штанге. При использовании микроподачи вспомогательную рамку стопорят на штанге винтом 6,
отпускают винт
3
и, вращая устройство микроподачи, перемещают рамку. Размер нижних губок в сведенном состоянии (6 = 10 мм) маркируют на боковой поверхности одной из губок. После ремонта размер губок уменьшается, поэтому на боковой поверхности указывают их действительный размер. При внутренних измерениях к значению отсчета по нониусу прибавляют действительный маркированный размер губок.
Размер нижних губок в сведенном состоянии (6 = 10 мм) маркируют на боковой поверхности одной из губок. После ремонта размер губок уменьшается, поэтому на боковой поверхности указывают их действительный размер. При внутренних измерениях к значению отсчета по нониусу прибавляют действительный маркированный размер губок.
Наибольшее распространение получили штангенциркули с диапазоном измерения от 0 до 140 мм или от 0 до 320 мм с отсчетом по нониусу 0,1 и 0,05 мм.
Измерение штангенциркулем наружного диаметра выполняют в следующей последовательности. Изделие помещают между губками, прижимают неподвижную губку к поверхности детали, перемещают подвижную губку до плотного контакта измерительной поверхности губки с поверхностью измеряемой детали. Закрепляют стопорный винт губки, снимают штангенциркуль с изделия и производят отсчет по основной шкале и нониусу. Если штангенциркуль имеет микрометрическую подачу подвижной губки, то сначала подводят подвижную губку и стопорят винт рамки микроподачи. Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
При измерении штангенциркулем с ценой деления 0,05 мм внутреннего размера изделия в него вводят губки для внутренних измерений. Сдвигают рамку до контакта губок с поверхностью. Покачивая штангенциркуль то в диаметральной, то в осевой плоскости и постоянно прижимая подвижную губку, находят положение, при котором в осевой плоскости установится наибольший размер, рят подвижную губку с нониусом и снимают показание по эсновной шкале и нониусу. К этому отсчету прибавляют аттестованную толщину губок.
Штангенглубиномеры (ГОСТ 162—80, ГОСТ 8.164—75) покаты на рис. 12, в.
У штангенглубиномера отсутствует неподвижная губка, а подвижная рамка
2
имеет траверсу 1, являющуюся основанием (опорой) для измерения глубины. Остальные конструктивные элементы такие же, как в штангенциркуле.
Остальные конструктивные элементы такие же, как в штангенциркуле.
Штангенглубиномеры имеют диапазон измерений не более 500 мм. На меньших диапазонах (200—300 мм) отсчет составляет 0,05 мм, на больших — 0,1 мм.
При измерении глубины измерительную поверхность штанги устанавливают на нижнюю плоскость измеряемой детали. При этом подвижная губка вместе с траверсой опускается до плотного контакта с верхней плоскостью измеряемой детали. Затем стопорят губку и снимают показание.
Штангенрейсмасы(рис. 2, г)
по ГОСТ 164—80, ГОСТ 8.163— 75 применяются для разметки, измерения высоты и расположения поверхностей корпусных деталей.
Конструкция штангенрейсмаса приспособлена для измерения размеров от плоскости разметочной плиты, поэтому взамен неподвижной губки применено массивное основание 1, с помощью которого штангенрейсмас устанавливается на разметочную плиту. Рамка 2
с нониусом
4
имеет консольную державку, к плоскости
А
которой, строго параллельной плоскости основания
Б,
крепятся специальные устройства в виде разных «чертилок», разметочных ножей, параллельных цилиндрических губок и измерительных стержней.
Погрешности измерения штангенинструментом
Общая погрешность штангенинструмента зависит от погрешностей отдельных элементов, из которых основными являются погрешности изготовления; нанесения штрихов основной шкалы и шкалы нониуса; отклонения от перпендикулярности поверхностей измерительных губок к базовым плоскостям направляющей штанги и подвижной рамки; отклонения от параллельности и плоскостности измерительных губок; просвета между губками штанги и рамки; отклонения от перпендикулярности измерительных поверхностей к боковым сторонам губок; отклонения от прямолинейности направляющей штанги.
Штангенинструмент — группа измерительных средств для измерения и разметки линейных размеров методом непосредственной оценки. Отсчетное устройство штангенинструмента состоит из измерительной линейки штанги с делениями через 1 мм и вспомогательной подвижной шкалы-нониуса для отсчета частей делений основной шкалы, нанесенной на штанге.
Принцип построения линейного нониуса
В основу отсчета по нониусу положена способность человеческого глаза оценивать совпадение или несовпадение штрихов двух сомкнутых шкал более точно при определении долей деления по одной шкале.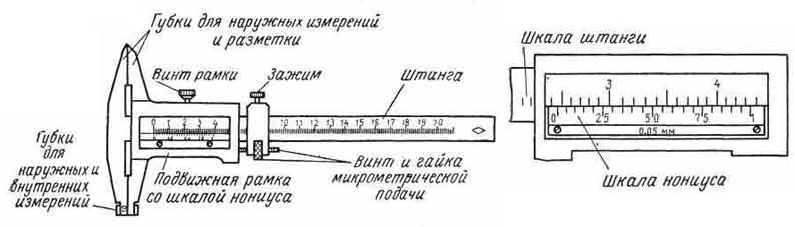
Нониусная шкала (рис. 1,1) имеет небольшое число интервалов деления — 10—20 по сравнению с основной шкалой. Нулевой штрих нониуса является указателем числа целых делений основной шкалы.
Рис. 1. Принцип построения нониуса:
/ — основная шкала; 2
— шкала нониуса;
3
— штанга;
4
— нониус при 7=1;
S —
нониус при 7 = 2
На рис. 1, б изображена основная шкала 1 и шкала нониуса 2 с отсчетом 0,1 мм. Если отрезок основной шкалы 9 мм разделить на десять частей, то интервал деления шкалы нониуса будет равен 0,9 мм. При совпадении нулевого штриха нониуса, например, со штрихом 20 основной шкалы, следующий первый штрих не дойдет до соответствующего штриха основной шкалы на 0,1 мм, второй на 0,2 мм и т. д., а последний — десятый на 1 мм до штриха 30 мм основной шкалы. На рис. 1 нулевой штрих нониуса расположен справа за двадцатым делением основной шкалы, а один из штрихов основной шкалы совпадает с третьим штрихом нониуса (размер 20,3 мм). Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
Как видно из рис. 1, а, интервал деления шкалы нониуса меньше интервала деления основной шкалы. Такая шкала была бы слепой, поэтому на нониусные шкалы интервалы наносятся увеличенными относительно интервала основной шкалы (рис. 1,в). Общее число делений шкалы нониуса точно укладывается в определенное число делений основной шкалы.
К штангенинструментам относятся штангенциркули, штанген-глубиномеры, штангенрейсмасы и штангензубомеры. Эти инструменты имеют общую конструкцию — штангу с основной шкалой и подвижную рамку с нониусом. Конструкции штангенинструментов отличаются конфигурацией измерительных поверхностей и их взаимного расположения
ШтангенциркулиГОСТ 166—80, ГОСТ 8.113—74 показаны на рис. 2, а, б.
Рис. 2. Штангенинструменты
На конце линейки штанги имеются измерительные губки с измерительными поверхностями, перпендикулярными к линейке.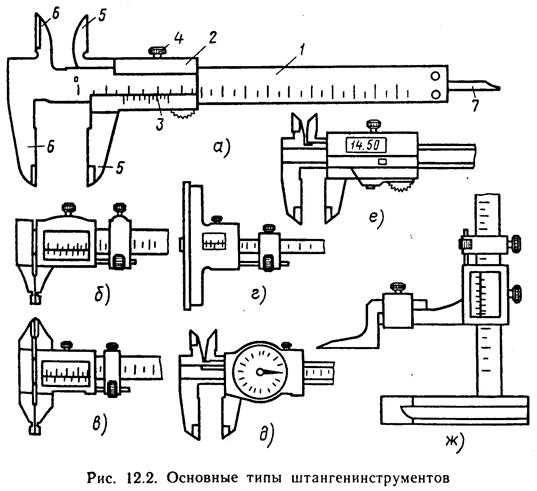 Вторые измерительные губки размещены на подвижной рамке 2.
Вторые измерительные губки размещены на подвижной рамке 2.
На этой же рамке находится нониус
4.
Штангенциркуль, показанный на рис 2,
а, б,
с двусторонним расположением губок для моужных и внутренних измерений, оснащен линейкой-глубиномером 5 закрепленной на рамке. Рамка на линейке (штанге) стопорится винтом
3.
На рисунке показан штангенциркуль, предназначенный для измерения диаметров вала и отверстия, расстояния между центрами отверстий и глубины отверстия при условии, что они имеют одинаковый размер (20,0 мм).
Штангенциркуль ШЦ-П (рис. 2, б) с двусторонним расположением губок для наружных и внутренних измерений и верхними заостренными губками предназначен для разметки поверхностей. Он оснащен устройством 7 микрометрической подачи для медленного перемещения рамки по штанге. При использовании микроподачи вспомогательную рамку стопорят на штанге винтом 6,
отпускают винт
3
и, вращая устройство микроподачи, перемещают рамку.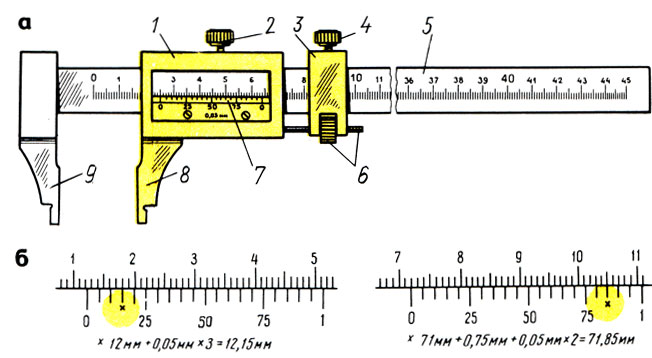 Размер нижних губок в сведенном состоянии (6 = 10 мм) маркируют на боковой поверхности одной из губок. После ремонта размер губок уменьшается, поэтому на боковой поверхности указывают их действительный размер. При внутренних измерениях к значению отсчета по нониусу прибавляют действительный маркированный размер губок.
Размер нижних губок в сведенном состоянии (6 = 10 мм) маркируют на боковой поверхности одной из губок. После ремонта размер губок уменьшается, поэтому на боковой поверхности указывают их действительный размер. При внутренних измерениях к значению отсчета по нониусу прибавляют действительный маркированный размер губок.
Наибольшее распространение получили штангенциркули с диапазоном измерения от 0 до 140 мм или от 0 до 320 мм с отсчетом по нониусу 0,1 и 0,05 мм.
Измерение штангенциркулем наружного диаметра выполняют в следующей последовательности. Изделие помещают между губками, прижимают неподвижную губку к поверхности детали, перемещают подвижную губку до плотного контакта измерительной поверхности губки с поверхностью измеряемой детали. Закрепляют стопорный винт губки, снимают штангенциркуль с изделия и производят отсчет по основной шкале и нониусу. Если штангенциркуль имеет микрометрическую подачу подвижной губки, то сначала подводят подвижную губку и стопорят винт рамки микроподачи.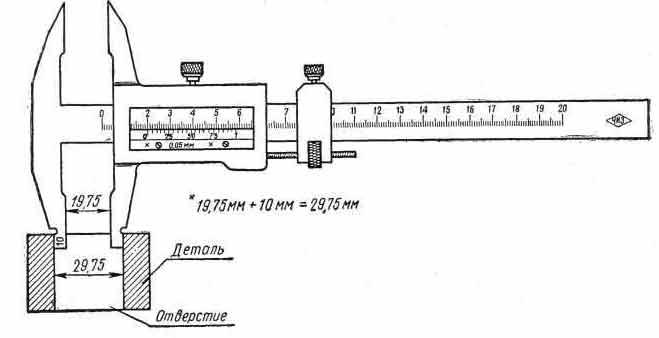 Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
При измерении штангенциркулем с ценой деления 0,05 мм внутреннего размера изделия в него вводят губки для внутренних измерений. Сдвигают рамку до контакта губок с поверхностью. Покачивая штангенциркуль то в диаметральной, то в осевой плоскости и постоянно прижимая подвижную губку, находят положение, при котором в осевой плоскости установится наибольший размер, рят подвижную губку с нониусом и снимают показание по эсновной шкале и нониусу. К этому отсчету прибавляют аттестованную толщину губок.
Штангенглубиномеры (ГОСТ 162—80, ГОСТ 8.164—75) покаты на рис. 12, в.
У штангенглубиномера отсутствует неподвижная губка, а подвижная рамка
2
имеет траверсу 1, являющуюся основанием (опорой) для измерения глубины.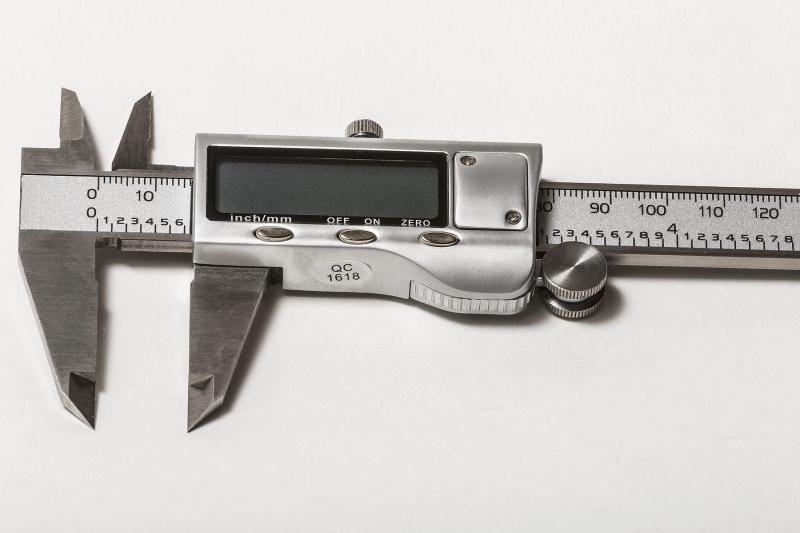 Остальные конструктивные элементы такие же, как в штангенциркуле.
Остальные конструктивные элементы такие же, как в штангенциркуле.
Штангенглубиномеры имеют диапазон измерений не более 500 мм. На меньших диапазонах (200—300 мм) отсчет составляет 0,05 мм, на больших — 0,1 мм.
При измерении глубины измерительную поверхность штанги устанавливают на нижнюю плоскость измеряемой детали. При этом подвижная губка вместе с траверсой опускается до плотного контакта с верхней плоскостью измеряемой детали. Затем стопорят губку и снимают показание.
Штангенрейсмасы(рис. 2, г)
по ГОСТ 164—80, ГОСТ 8.163— 75 применяются для разметки, измерения высоты и расположения поверхностей корпусных деталей.
Конструкция штангенрейсмаса приспособлена для измерения размеров от плоскости разметочной плиты, поэтому взамен неподвижной губки применено массивное основание 1, с помощью которого штангенрейсмас устанавливается на разметочную плиту. Рамка 2
с нониусом
4
имеет консольную державку, к плоскости
А
которой, строго параллельной плоскости основания
Б,
крепятся специальные устройства в виде разных «чертилок», разметочных ножей, параллельных цилиндрических губок и измерительных стержней.
Погрешности измерения штангенинструментом
Общая погрешность штангенинструмента зависит от погрешностей отдельных элементов, из которых основными являются погрешности изготовления; нанесения штрихов основной шкалы и шкалы нониуса; отклонения от перпендикулярности поверхностей измерительных губок к базовым плоскостям направляющей штанги и подвижной рамки; отклонения от параллельности и плоскостности измерительных губок; просвета между губками штанги и рамки; отклонения от перпендикулярности измерительных поверхностей к боковым сторонам губок; отклонения от прямолинейности направляющей штанги.
Как пользоваться штангенциркулем – как измерять наружный и внутренний диаметр, подшипник, резьбу?
Вопрос, как пользоваться штангенциркулем, актуален для каждого домашнего мастера, ведь этот измерительный прибор выручает практически в любой ситуации. С его помощью можно определить основные размеры всех деталей, подобрать нужную исходя из сделанных замеров. Правильный уход за прибором обеспечит долговечность и точность в работе.
Как выглядит штангенциркуль?
Универсальный и незаменимый, проверенный не одним поколением домашних мастеров, метрический прибор внешне немного напоминает молоток, скрещенный с линейкой. Перед тем, как выбрать штангенциркуль, следует знать следующее: модификаций несколько, но все они состоят из одного набора конструктивных особенностей.
- Штанга или измерительная линейка, на которой нанесена шкала разметки. Стандартной считается длина 150 мм, она же определяет максимальную величину измерения. Для замеров с большим значением есть специальные штангенциркули с более длинной измерительной линейкой.
- Подвижная часть штангенциркуля – измерительная рамка. Она перемещается вдоль по измерительной линейке. За счет пружины внутри рамка плотно прижимается к штанге, а специальный винт фиксирует ее на нужном положении. На самой рамке нанесена шкала нониуса, на ней определяют десятые и сотые доли миллиметра.
- На штанге жестко закреплены неподвижные губки штангенциркуля.
- Подвижные губки размещены с другой стороны штанги и предназначены для измерения внутреннего размера. Рабочая поверхность расположена снаружи.
- С двигающейся рамкой жестко соединена выдвижная планка, с помощью которой определяют глубину.
Как работает цифровой штангенциркуль?
Существует три модификации штангенциркуля, их разделили по способу снятия размеров.
- Простейшими нониусными моделями можно пользоваться для домашних нужд. Целые значения снимаются со штанги, доли определяют по нониусу – это основные правила, как пользоваться штангенциркулем.
- Механический принцип замера используется в циферблатных моделях. Через зубчатую передачу со шкалы штанги доли миллиметра переносятся на циферблат, целые значения берутся со штанги.
- Самым удобным и точным считается цифровой вариант, где все результаты получают с экрана дисплея. Сама электронная часть может настраиваться, пользоваться еще удобнее.

Чтобы понять, как пользоваться, следует разобраться с тем, как устроен цифровой штангенциркуль. В основе работы используется цифровой емкостный нониус: внутри устройства емкостная матрица, несколько пластин, основными из них являются статор и ползунок. При снятии расчетов они выводятся на дисплей, статор располагается на механической линейке, а ротор – под самим дисплеем.
Как работать штангенциркулем?
Перед тем, как пользоваться, всегда следует проверить штангенциркуль визуально, оценить его механическое состояние. Если подвижные детали перекошены, имеются зазубрины или явные царапины с ржавыми участками, пользоваться таким прибором нельзя. Показания будут неточными. Перед тем, как мерить штангенциркулем что-либо, необходимо взглянуть на расположение деталей: торцы штанги с линейкой после совмещения губок обязательно должны совпасть. Сама шкала должна оставаться чистой, все цифры на ней должны быть хорошо видными.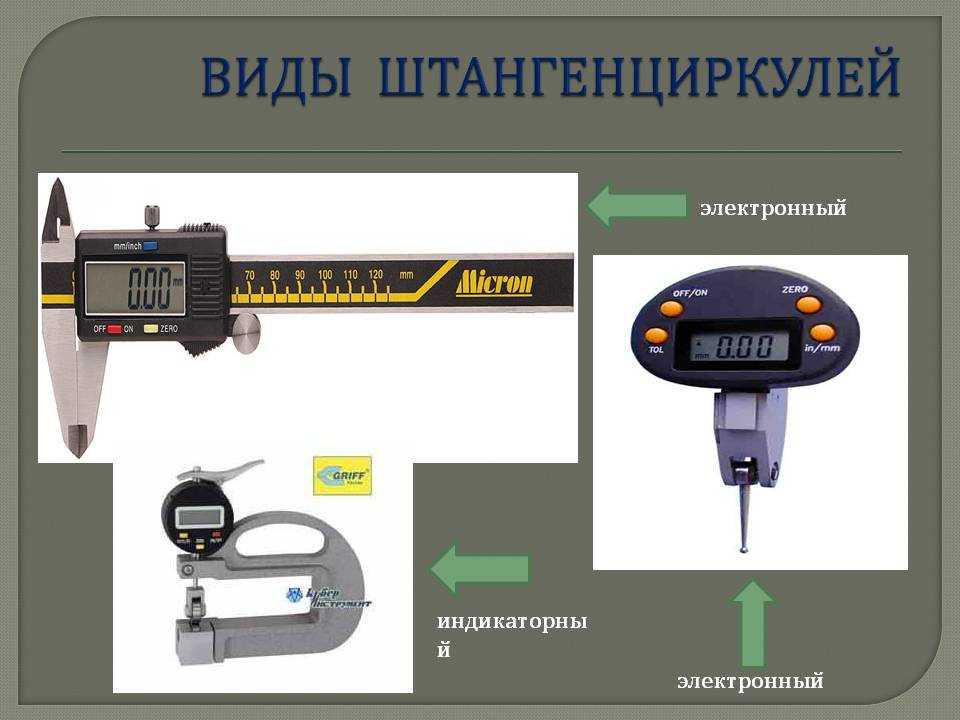
Как измерить диаметр штангенциркулем?
Чаще данным измерительным прибором приходится пользоваться для определения внешних параметров трубчатых элементов. Губки штангенциркуля разводят и помещают между ними измеряемую деталь. Перед тем, как измерять штангенциркулем внешний диаметр, следует правильно расположить его относительно детали: плоскость губок должна соприкоснуться с диаметрально противоположными сторонами трубы, найти эти точки можно ориентируясь на максимальные показания.
Как замерить внутренний диаметр штангенциркулем?
Измерения внутреннего диаметра проводят при помощи вторых губок штангенциркуля, рабочая поверхность которых расположена по наружной стороне. Далее следует развести детали штангенциркуля внутри трубы. Ответ на вопрос, как мерить внутренний диаметр штангенциркулем, полностью противоположен измерениям наружной части. Мы ищем минимальный показатель, стараясь держать прибор ровно.
Обращаем внимание на особенность некоторых моделей штангенциркуля: не всегда губки смыкаются до нуля, имея собственную толщину. Это всегда будет выбито на приборе. При снятии значения внутреннего диаметра к полученным результатам со шкалы нониуса добавляют собственную толщину. Посему всегда следует смотреть на шкалу внимательно перед работой: риска может стоять и на нулевой отметке, но указано там 10 мм.
Как измерить глубину штангенциркулем?
Если модель штангенциркуля имеет глубиномер, он поможет определить глубину отверстия или другие внутренние размеры, высоту выступа. Есть всего несколько основных шагов в вопросе, как правильно мерить штангенциркулем.
- Если нужно узнать глубину отверстия, пользуются следующими рекомендациями, как пользоваться штангенциркулем: выдвигают сам глубиномер и помещают его внутрь измеряемой детали.
- Важно прикасаться к внутренним краям детали, линейку держать вплотную со стенками.
- Когда правильное положение выбрано, следует выдвинуть торец штанги на измерительную планку до упора к верхнему краю детали, которую нужно измерить.
Как измерить штангенциркулем доли миллиметра?
Чтобы получить полное значение, следует сложить воедино данные с основной и вспомогательной шкалы. Вспомогательная покажет доли миллиметра. Рекомендации, как правильно измерять штангенциркулем то или иное значение.
- По шкале штанги в направлении слева направо фиксируют целые значения. Нулевой штрих нониуса в данном случае является указателем.
- Определить доли немного сложнее. На шкале нониуса ищем штрих, максимально совпадающий со штрихом на основной шкале. Умножаем порядковый номер выбранного штриха нониуса на цену деления шкалы. Нулевой штрих не учитываем.
- Когда нулевой штрих нониуса совпадает с одним из штрихов на основной шкале, значение будет целым без долей миллиметра.
Как определить резьбу штангенциркулем?
Крепеж или соединительные детали имеют несколько характеристик, которые можно измерить штангенциркулем и тем самым подобрать нужный размер.
- Если имеется болт и стоит вопрос, как определить шаг резьбы штангенциркулем, нужно воспользоваться глубиномером.
 Сначала фиксируют высоту стержня, далее подсчитывают количество витков. Разница значений дает отношение неизвестного шага к внешнему диаметру. Последнее значение измеряется подвижными губками штангенциркуля. Если крепеж очищен от загрязнений, можно просто определить расстояние между смежными вершинами.
Сначала фиксируют высоту стержня, далее подсчитывают количество витков. Разница значений дает отношение неизвестного шага к внешнему диаметру. Последнее значение измеряется подвижными губками штангенциркуля. Если крепеж очищен от загрязнений, можно просто определить расстояние между смежными вершинами. - Если болт полностью утоплен в гайку, допускается снятие размера головки под ключ. Далее можно пользоваться стандартными таблицами, чтобы определить типоразмер крепежа.
Как измерить подшипник штангенциркулем?
Штангенциркулем можно пользоваться для определения нужного подшипника, придется узнать несколько параметров.
- Первым делом определяют наружный диаметр детали.
- Затем нужен ее внутренний диаметр. Делать это следует в такой же последовательности, как измерять с помощью штангенциркуля любой иной внутренний размер.
- Третий замер делают неподвижными губками штангенциркуля – определяют ширину подшипника.
- Последняя характеристика – тип самого подшипника, роликовый или шариковый.
 Все эти размеры помогут найти в типовой таблице нужную деталь.
Все эти размеры помогут найти в типовой таблице нужную деталь.
Как измерить сечение кабеля штангенциркулем?
Замена или ремонт кабеля усложняется для домашнего мастера наличием специального изоляционного слоя из пластика. Если срезать эту часть и оголить сам провод, можно получить реальные размеры. Посему вопрос, как научиться пользоваться штангенциркулем, актуален всегда: умение правильно его применять поможет подобрать практически любую деталь.
- Замерить толщину провода лучше в нескольких участках, чтобы получить максимально правильное значение в итоге.
- Далее возвращаемся к школьному курсу геометрии, и вспоминаем формулу для нахождения площади круга. В нашем случае она работает для определения сечения кабеля.
- Для получения результата следует измеренный диаметр возвести в квадрат и умножить на 0,785. Это упрощенная формула, без подстановки числа π.
Как измерить шаг цепи штангенциркулем?
Способ измерения параметра шага цепи, как расстояние между двумя односторонне смещенными роликами вдоль оси. Вопрос, как измерить цепь штангенциркулем, можно заменить нахождением длины отрезка, равного двум диаметрам. На деле все очень просто: неподвижную губку штангенциркуля фиксируют и двигают в одном направлении только подвижную губку, захватывая по одному ролику. Для этого удобно использовать цифровой штангенциркуль. После снятия первого результата обнуляют, захватывают подвижной губкой второй ролик и вновь снимают показания.
Вопрос, как измерить цепь штангенциркулем, можно заменить нахождением длины отрезка, равного двум диаметрам. На деле все очень просто: неподвижную губку штангенциркуля фиксируют и двигают в одном направлении только подвижную губку, захватывая по одному ролику. Для этого удобно использовать цифровой штангенциркуль. После снятия первого результата обнуляют, захватывают подвижной губкой второй ролик и вновь снимают показания.
Как проверить штангенциркуль на точность?
Задавая вопрос, как пользоваться старым штангенциркулем, помним, что правильные результаты получится снять только с проверенного инструмента. Раз в год профессиональные штангенциркули отдают на проверку, а перед использованием даже в домашних условиях лучше обратить внимание на основные возможные неточности.
- Первым делом проверяют совпадение нулевой черты и наличие просвета между сдвинутыми губками.
- На ровной поверхности проверяют нулевую черту на глубиномере.
- Важно, чтобы каретка подвижной губки не перемещалась под наклоном штангенциркуля.

- В электронной модели многое зависит от вовремя произведенной смены источника питания.
- Неплохо узнать и класс точности штангенциркуля, так как определить некоторые замеры иногда нужно максимально достоверно. Первый тип относится к так называемым бытовым штангенциркулям, когда хватает отсчета в 0,1 мм. Для более точных измерений нужны инструменты второго и третьего типа, где значение отсчета уже 0,05-0,01 мм.
резьбовых соединений, протекторов шин, линейных размеров
Штангенциркуль – удобный и простой в обращении измерительный инструмент. Грамотное его применение позволяет выполнять замеры линейных величин в различных ситуациях, и для разнообразных объектов, начиная от протектора шин, и заканчивая пластиковыми гибкими трубками. Как измерять штангенциркулем – примеры и последовательность – эти вопросы рассматриваются далее.
Принципы измерения
Содержание
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике.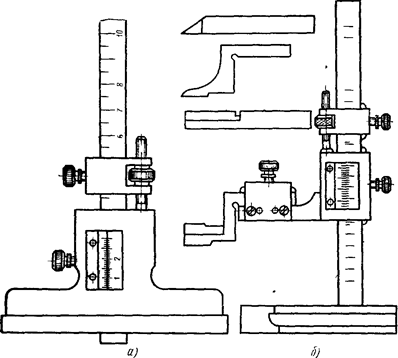 При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
- Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали.
Измерение внутренний резьбы и оттиск ниток резьбы
- Неизвестен диаметр резьбы на болте. Перед замерами стоит вспомнить, что для стержневых деталей диаметр внешней резьбы определяется диаметром её выступов, а не впадин. Поэтому, установив по внешней шкале штангенциркуля требуемый размер, можно легко выяснить искомое значение измеряемой резьбы. Оно должно быть равным одному из стандартных значений первого (в крайнем случае – второго) ряда предпочтительных чисел. Точность существенно повысится, если замеряемый участок тщательно очистить от загрязнений и смазки. Если результат по каким-то причинам не вписывается в стандарт, глубиномером устанавливают глубину резьбы. Отняв удвоенное значение параметра от общего значения, можно проверить, не был ли применён б/у болт со срезанной частью профиля резьбы. Такое изделие следует заменить.

Измерение шага резьбы
- Измеряемый болт полностью «утоплен» в гайку, а разъединение конструкции нежелательно. Следует, используя внешнюю шкалу штангенциркуля, установить размеры головки – «под ключ» и диаметр окружности выступов. После чего, пользуясь измерительными таблицами определять типоразмер крепежа. Таким же образом производятся измерения и других крепёжных стандартизованных деталей – шпилек, винтов и т.д. Исключение составляют гайки. Здесь придётся воспользоваться внутренними губками. В некоторых инструментах при этом необходимо к полученному результату прибавить толщину самих губок (она указывается на штанге).
Измерение резьбомерами
- Как измерить шаг резьбы штангенциркулем? Для этого болт придётся вывернуть. Вначале глубиномером устанавливается высота стержня, а затем подсчитывается количество витков резьбы на нём. Разница даст значение тангенса угла наклона резьбы, т.е., отношение неизвестного шага к внешнему диаметру. Последний уже известен, так что выяснение шага резьбы сложностей уже не составляет.

Замеры размеров рисунка на протекторах
Как измерить протектор шин, если необходимо оценить степень износа? Поможет глубиномер, которым выполняются измерения по всей образующей протектора шины. Следует учесть, что износ практически всегда неравномерен, и количество замеров должно быть не менее 3…5, причём на равномерно принятых для оценки участках протектора шины. Перед измерениями покрышку следует тщательно очистить от грязи, пыли и фрагментов мелких камней, застрявших внутри.
Измерение протектора шин цифровым глубомером
Иногда требуется решить задачу – как измерить протектор шин штангенциркулем, чтобы определить степень равномерности износа. Этим устанавливается износ шин протектора не только по глубине, но и по радиусу перехода от окружности выступов к окружности впадин. Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Все измерения производят глубиномером, который должен быть установлен строго перпендикулярно образующей протектора шины.
Измерение износ протектора колумбиком
Измерения диаметров
Как измерить диаметр штангенциркулем? Различают детали с постоянным и переменным по длине сечением. К последним относятся, в частности, арматурные стержни. Как измерить диаметр арматуры штангенциркулем? Всё зависит от арматурного профиля, который может быть:
- кольцевым;
- серповидным;
- смешанным.
Измерение внутреннего диаметра штангенциркулем
Проще всего замерять такие параметры арматуры во втором случае. Вначале внешними измерительными губками определяют высоту выступов профиля, а затем глубиномером – размер по впадине. Замеры необходимо производить в двух взаимно перпендикулярных направлениях, поскольку арматура, да ещё производимая не на специализированных предприятиях, часто имеет овальность сечения. После этого по таблицам стандартных арматурных профилей отыскивают максимально подходящее значение (особой точности здесь не требуется). Как измерить диаметр арматуры штангенциркулем, если она имеет другой тип профиля? Здесь вместо диаметра выступов определяют диаметр выступающей части серповидных насечек, а далее поступают так же, как и предыдущем случае.
После этого по таблицам стандартных арматурных профилей отыскивают максимально подходящее значение (особой точности здесь не требуется). Как измерить диаметр арматуры штангенциркулем, если она имеет другой тип профиля? Здесь вместо диаметра выступов определяют диаметр выступающей части серповидных насечек, а далее поступают так же, как и предыдущем случае.
Измерение наружного диаметра трубы
При измерении внутренних габаритов труб используют внутреннюю измерительную шкалу инструмента. Как измерить штангенциркулем толщину трубы, особенно, если зазор невелик? Достаточно вычислить разницу между внешним и внутренним диаметрами и разделить результат на два.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.
Измерение диаметра провода
Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Как читать шкалу нониуса | Хирургические инструменты, исследовательские инструменты, лабораторное оборудование
Toggle Nav
Поиск
Поиск
Нониусные весы можно использовать с микроскопами , стереотаксическими рамками и микроманипуляторами . Шкала нониуса была изобретена французским математиком Пьером Вернье в 1631 году как модернизация системы измерения Педро Нуньеса для точных астролобов. Нониус с основной шкалой и подвижной вспомогательной шкалой используется для выполнения точных измерений.
Нониус с основной шкалой и подвижной вспомогательной шкалой используется для выполнения точных измерений.
Как работает нониусная шкала
Нониусная шкала имеет деления, немного меньшие, чем деления основной шкалы. Например, нониусная шкала может иметь 11 отметок на каждые 10 на основной шкале. Это 10 делений по нониусной шкале на каждые 9 по основной шкале. Это означает, что каждое деление нониуса составляет 90% от деления основной шкалы. В этом случае 0-линия и 10-линия на нониусе могут совпадать с отметками на основной шкале, но ни одно из других делений на нониусе не будет соответствовать линии на основной шкале. Например, 0- и 10-линейная шкала нониуса может сочетаться с 0 и 9.-линии на основной шкале. Если 0-линия совпадает с отметкой, первое деление нониуса (1 отметка) будет на 10 % меньше достижения отметки на основной шкале, а второе деление (2 отметка) не будет соответствовать отметке на основной шкале.
Как читать линейную нониусную шкалу
Выполните следующие действия, чтобы прочитать нониусную шкалу:
Считайте основную шкалу. Ищите последнее целое приращение, видимое перед отметкой 0 (ноль).
Считайте измерение вторичной шкалы (нониус). Это отметка деления, которая лучше всего совпадает с отметкой на основной шкале.
Сложите два измерения вместе.
На изображении справа показана линейная шкала. 0 на нониусной шкале совпадает с 4 на основной шкале. Обратите внимание, что 10 на нониусной шкале также совпадают с отметкой на основной шкале (4.9). Мы игнорируем вторую отметку, которая выстраивается в линию. Таким образом, показанное измерение составляет 4,00 мм.
На втором изображении (слева) показаны новые показания. Поскольку отметка 0 на скользящей шкале находится за отметкой 4,1, мы знаем, что измерение равно 4,1 мм плюс величина, указанная на нониусной шкале. Чтобы прочитать нониусную шкалу, найдите отметку на нониусной шкале, которая лучше всего совпадает с отметкой на основной шкале. В этом случае лучше всего подходит число 9. Итак, размер 4,19 мм.
Чтобы прочитать нониусную шкалу, найдите отметку на нониусной шкале, которая лучше всего совпадает с отметкой на основной шкале. В этом случае лучше всего подходит число 9. Итак, размер 4,19 мм.
Как читать круглую нониусную шкалу
На некоторых инструментах нониусная шкала вращается, как и круглая на Микроманипулятор M325 , показанный ниже.
Выполните те же действия, чтобы считать вращающуюся нониусную шкалу:
- Прочтите основную шкалу. Ищите последнее целое или половинное приращение, видимое перед нулевой отметкой на нониусной шкале.
- Считайте измерение вторичной шкалы (нониус). Это значение шкалы, которое совпадает с центральной линией основной шкалы.
- Сложите два измерения вместе.
На этом микроманипуляторе сначала считывается линейная шкала. Целые числа отображаются в верхней части линейной шкалы, а половинные числа — в нижней. На первом изображении мы видим размер 5,0 мм. Затем читаем шкалу вращения, которая имеет 50 приращений. Для этого прибора два полных оборота поворотной шкалы равны отметке 1,0 мм на линейной шкале. Это означает, что каждая отметка на вращающемся циферблате соответствует 1/100 миллиметра. В примере справа отметка 0 на шкале вращения точно совпадает с центральной линией линейной шкалы. Таким образом, показание составляет ровно 5,00 мм.
Затем читаем шкалу вращения, которая имеет 50 приращений. Для этого прибора два полных оборота поворотной шкалы равны отметке 1,0 мм на линейной шкале. Это означает, что каждая отметка на вращающемся циферблате соответствует 1/100 миллиметра. В примере справа отметка 0 на шкале вращения точно совпадает с центральной линией линейной шкалы. Таким образом, показание составляет ровно 5,00 мм.
На изображении (крайнем правом) показано значение 5,50 мм. На линейной шкале видна цифра 5, и вы можете увидеть половинную отметку (0,5) в нижней части линейной шкалы. Поскольку шкала вращения находится точно на 0, окончательное измерение составляет 5,50 мм.
В последнем примере (справа) на линейной шкале видно 6,5. На шкале вращения вы можете прочитать 32, что равно (0,32 мм). Когда эти значения складываются вместе, окончательное измерение составляет 6,5 + 0,32, что равно 6,82 мм.
Подводя итог, считывание показаний нониуса так же просто, как 1-2-3!
- Снимите показания основных весов.

- Снимите показания вторичной шкалы.
- Сложите их.
См. Микроманипуляторы См. Микроскопы См. Стереотаксические рамки
© Copyright 2022. World Precision Instruments. Все права защищены.
Антропометрические измерения — StatPearls — NCBI Bookshelf
Введение
Антропометрические измерения — это неинвазивные количественные измерения тела. По данным Центров по контролю и профилактике заболеваний (CDC), антропометрия обеспечивает ценную оценку статуса питания у детей и взрослых.[1] Как правило, они используются в педиатрической популяции для оценки общего состояния здоровья, адекватности питания, а также особенностей роста и развития ребенка. Измерения роста и нормальные модели роста являются золотыми стандартами, по которым клиницисты оценивают здоровье и благополучие ребенка.[1] У взрослых измерения тела могут помочь оценить состояние здоровья и диеты, а также риск возникновения заболеваний в будущем.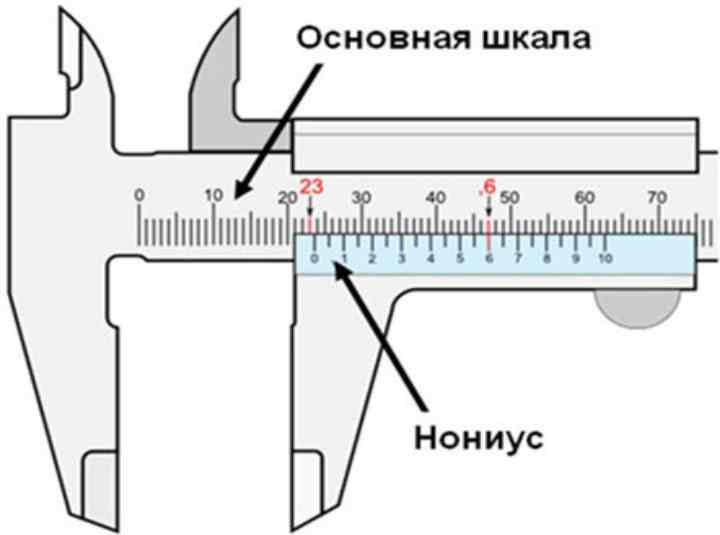 Эти измерения также можно использовать для определения состава тела у взрослых, чтобы помочь определить основной пищевой статус и диагностировать ожирение.[2]
Эти измерения также можно использовать для определения состава тела у взрослых, чтобы помочь определить основной пищевой статус и диагностировать ожирение.[2]
Основными элементами антропометрии являются рост, вес, окружность головы, индекс массы тела (ИМТ), окружности тела для оценки ожирения (талия, бедра и конечности) и толщина кожной складки. Согласно Руководству по оценке здоровья Американской академии педиатрии и Программы по охране здоровья детей и профилактике инвалидности (CHDP) (рекомендация № 4), точные серийные антропометрические измерения могут помочь выявить основные медицинские, алиментарные или социальные проблемы у детей. Аномальные антропометрические показатели, особенно у детей, требуют дальнейшего изучения. Антропометрические измерения также могут оценивать состав тела спортсменов; было показано, что это оптимизирует соревновательные результаты спортсменов и помогает выявить основные медицинские проблемы, такие как расстройства пищевого поведения. Было показано, что фитнес-программы на основе антропометрии у спортсменов улучшают кардиореспираторную выносливость и силу. [3] Антропометрические измерения также используются для оценки нутритивного статуса беременных женщин и пациентов с ожирением.[4]
[3] Антропометрические измерения также используются для оценки нутритивного статуса беременных женщин и пациентов с ожирением.[4]
Показания
В Руководстве по оценке состояния здоровья в рамках Программы профилактики здоровья и инвалидности детей (CHDP) (руководство № 4) рекомендуются антропометрические измерения у всех детей и подростков при каждом профилактическом посещении для обеспечения адекватных моделей роста и оценки риска ожирения. Точные серийные измерения с течением времени являются наиболее важным аспектом антропометрии. Единичные отклонения от кривой роста могут быть вариантом нормы или следствием острого заболевания. Однако, согласно рекомендациям CHDP, устойчивое изменение кривой роста при серийных измерениях является надежным индикатором аномального характера роста и требует дальнейшего изучения. Для младенцев и детей младше двух лет вес, рост и окружность головы указываются антропометрическими измерениями при каждом посещении лунки. Для детей старше двух лет указанные измерения включают вес и рост. Измерение индекса массы тела (ИМТ) рекомендуется для всех детей от двух лет и старше для определения адекватного статуса питания и риска ожирения. Эти измерения должны быть нанесены на диаграммы Всемирной организации здравоохранения (ВОЗ) или диаграммы CDC, которые зависят от пола и возраста, чтобы сравнить ребенка со средней популяцией.
Измерение индекса массы тела (ИМТ) рекомендуется для всех детей от двух лет и старше для определения адекватного статуса питания и риска ожирения. Эти измерения должны быть нанесены на диаграммы Всемирной организации здравоохранения (ВОЗ) или диаграммы CDC, которые зависят от пола и возраста, чтобы сравнить ребенка со средней популяцией.
Взрослым рекомендуется проводить антропометрические измерения при каждом посещении скважины для определения нутритивного статуса и риска заболевания в будущем.
Противопоказания
Антропометрические измерения являются неинвазивными и поэтому не имеют противопоказаний к их применению. Существуют ситуации, в которых измерения могут давать неточные результаты (например, острое заболевание) или их невозможно измерить (например, деформация конечности или гипс). Использование антропометрических измерений в таких ситуациях может дать ложно обнадеживающие или тревожные данные, и его следует избегать.
Оборудование
Для получения значимых данных антропометрических измерений требуются надежные и воспроизводимые измерения. Таким образом, клиницисты должны обеспечить использование хорошо откалиброванного качественного оборудования, точность которого регулярно проверяется. Типовой список оборудования, необходимого для получения антропометрических измерений, включает:
Таким образом, клиницисты должны обеспечить использование хорошо откалиброванного качественного оборудования, точность которого регулярно проверяется. Типовой список оборудования, необходимого для получения антропометрических измерений, включает:
Весы
Калибровочные гири
Ростомер
Коленный штангенциркуль
Штангенциркуль
Нерастяжимая рулетка
Инфантометр для измерения длины тела в положении лежа
Техника
Графики роста Отдельные антропометрические измерения бесполезны. Полученные значения необходимо сравнить с относительными стандартами для соответствующей популяции. Карты Центров по контролю и профилактике заболеваний (CDC) получены от детей, выросших в различных условиях питания в Соединенных Штатах. Диаграммы Всемирной организации здравоохранения (ВОЗ) показывают рост здоровых детей при оптимальных условиях питания и окружающей среды, обеспечивая «целевой» стандарт для оптимального роста. [5]
[5]
На диаграммах CDC нормальная модель роста определяется как рост между 5-м и 95-м процентилями. От 85-го до 95-го процентиля считается категорией избыточного веса или группой риска. Таблицы ВОЗ считаются применимыми ко всем детям от рождения до пяти лет, независимо от этнической принадлежности, социально-экономического статуса и типа вскармливания.[6] На диаграммах ВОЗ нормальный диапазон определяется между двумя стандартными отклонениями выше и ниже среднего или как z-значение между -2,0 и +2,0. Это соответствует диапазону между 2-м и 9-м8-й процентиль. В диаграммах ВОЗ ИМТ от +1 до +2 считается группой риска по ожирению. Сравнение двух диаграмм показало, что стандарты роста ВОЗ с меньшей вероятностью классифицируют ребенка как недоедающего по сравнению с диаграммами CDC.[7] Считается, что это различие связано с многонациональными данными, использованными для разработки диаграмм ВОЗ, в которые были включены страны с более низким уровнем ожирения, чем в США.[7]
При использовании диаграмм роста необходимо использовать правильную таблицу для возраста и пола пациента.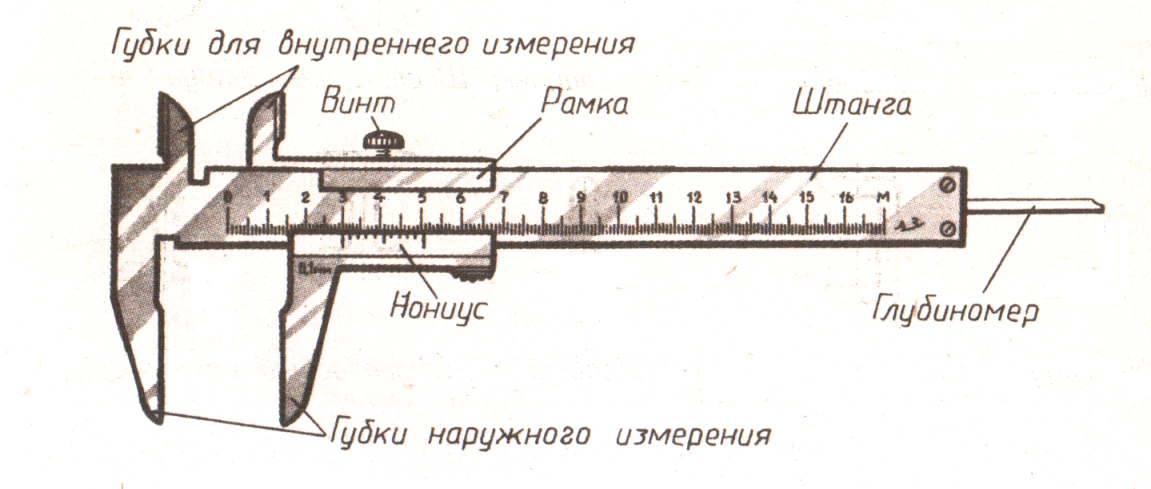 Также важно помнить, что детям с нарушениями, изменяющими модель роста, для получения значимых результатов необходимы специализированные графики. Для детей с синдромом Дауна, синдромом Тернера, церебральным параличом, синдромом Вильямса, ахондроплазией, синдромом Прадера-Вилли и синдромом Ретта был разработан ряд специализированных диаграмм роста, и при наличии показаний их следует использовать вместо стандартных диаграмм роста.
Также важно помнить, что детям с нарушениями, изменяющими модель роста, для получения значимых результатов необходимы специализированные графики. Для детей с синдромом Дауна, синдромом Тернера, церебральным параличом, синдромом Вильямса, ахондроплазией, синдромом Прадера-Вилли и синдромом Ретта был разработан ряд специализированных диаграмм роста, и при наличии показаний их следует использовать вместо стандартных диаграмм роста.
Рекомендуемая методика получения антропометрических измерений в соответствии с Руководством №4 CHDP приведена ниже.
Окружность головы
Для младенцев и детей младше двух лет измерьте наибольшую окружность головы с помощью нерастяжимой измерительной ленты от самой выступающей части головы до середины лба. Рулетку следует плотно натянуть вокруг головы, чтобы сжать волосы и лежащие под ними мягкие ткани. Повторите измерение дважды, чтобы получить два показания в пределах 0,2 см или 0,25 дюйма. Необходимо записать среднее значение двух ближайших измерений.
Длина лежа
У младенцев и детей ясельного возраста, которые не могут стоять, следует измерять длину в положении лежа. Совместите голову младенца с верхней частью изголовья инфантометра. Помощник должен выпрямить тело и ноги младенца, следя за тем, чтобы стопы были параллельны подножке. Повторите измерение дважды, чтобы получить два показания в пределах 0,2 см или 0,25 дюйма. Необходимо записать среднее значение двух ближайших измерений.
Высота
Для детей, которые могут стоять, следует использовать ростомер. Ребенок должен стоять прямо, ягодицы, лопатки и пятки вместе касаться задней части ростомера. Ступни должны смотреть наружу под углом 60 градусов. Если у пациента вальгусная деформация коленного сустава, разведите ступни достаточно, чтобы колени не перекрывались, сохраняя при этом контакт между коленями. Руки должны свободно свисать по бокам ладонями к бедрам. Турник ростомера следует опускать до тех пор, пока волосы не будут прижаты к макушке. Удалите все предметы с головы и волос, которые могут помешать шине прижимать волосы к макушке. Измерение следует читать с точностью до 0,1 см или 1/8 дюйма. Повторите измерение дважды, чтобы получить два показания в пределах 0,2 см или 0,25 дюйма. Необходимо записать среднее значение двух ближайших измерений.
Удалите все предметы с головы и волос, которые могут помешать шине прижимать волосы к макушке. Измерение следует читать с точностью до 0,1 см или 1/8 дюйма. Повторите измерение дважды, чтобы получить два показания в пределах 0,2 см или 0,25 дюйма. Необходимо записать среднее значение двух ближайших измерений.
Вес
Для детей младше двух лет используйте калиброванный луч или цифровые детские весы. Перед измерением веса убедитесь, что на ребенке нет одежды, и снимите подгузник. Вес следует измерять с точностью до 0,01 кг или 0,5 унции. Для детей старше 24 месяцев можно использовать напольные весы или электронные напольные весы.
Индекс массы тела (ИМТ)
ИМТ — это расчет, основанный на росте и весе ребенка, который рекомендуется в соответствии с рекомендациями CHDP для всех детей старше двух лет. Формулы расчета ИМТ у детей следующие:
ИМТ = вес в фунтах / [рост в дюймах x рост в дюймах] x 703
ИМТ = вес в килограммах / [рост в метрах x рост в метрах]
Для взрослых используется ИМТ для диагностики ожирения, поскольку оно коррелирует с жировыми отложениями. Однако он не измеряет напрямую жировые отложения и имеет свои ограничения при изолированном использовании. Процент жира в организме зависит от возраста, пола и этнической принадлежности. Процент жира в организме увеличивается с возрастом, даже если вес остается прежним, что делает его менее точным показателем ожирения у взрослых. Кроме того, у спортсменов увеличение мышечной массы для данного роста и возраста увеличивает их ИМТ, даже если у них очень низкий процент общего жира в организме.
Однако он не измеряет напрямую жировые отложения и имеет свои ограничения при изолированном использовании. Процент жира в организме зависит от возраста, пола и этнической принадлежности. Процент жира в организме увеличивается с возрастом, даже если вес остается прежним, что делает его менее точным показателем ожирения у взрослых. Кроме того, у спортсменов увеличение мышечной массы для данного роста и возраста увеличивает их ИМТ, даже если у них очень низкий процент общего жира в организме.
Z-показатели
Американская академия педиатрии рекомендует использовать Z-баллы для определения недоедания у детей. В этом измерении используются стандартные отклонения для определения характера питания и развития ребенка по сравнению со средней популяцией. Z-показатели доступны для измерения массы тела к росту (WFH), массы тела к возрасту (WFA), ИМТ для возраста и окружности головы. В настоящее время уровни z-показателя для классификации ожирения у детей не установлены. Следовательно, они не были включены в руководство CHDP.
Измерения конечностей
Чтобы измерить длину верхней части ноги, усадите пациента так, чтобы ноги были согнуты под углом 90 градусов. Затем проведите измерительную ленту от паховой складки к проксимальной части надколенника. Чтобы измерить длину плеча, найдите верхний край ости лопатки. Затем проведите измерительную ленту по центру трицепса к локтевому отростку. Сразу после измерения длины плеча следует отметить середину плеча, чтобы подготовиться к измерению средней окружности плеча. Больной стоит прямо, рука свободно свисает сбоку. Пациент не должен сгибать мышцы рук. Сантиметровую ленту следует плотно наложить на середину руки, не сдавливая кожу.
Окружность талии
Для измерения окружности талии пациенты должны стоять, скрестив руки на противоположных плечах. Размещение измерительной ленты должно быть плотно вокруг латеральной стороны каждой подвздошной кости по средней подмышечной линии. Это важный показатель антропометрии у взрослых и детей, поскольку он напрямую измеряет центральное ожирение.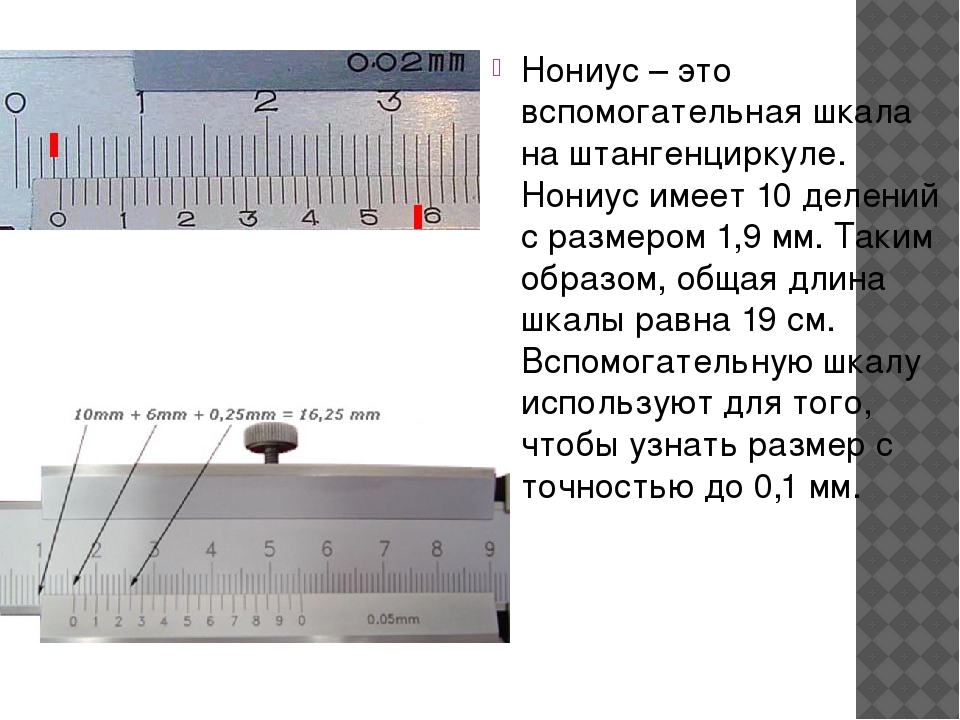 Увеличение центрального ожирения связано с повышенным риском заболеваемости и смертности из-за повышенного риска развития диабета и сердечных заболеваний.[2]
Увеличение центрального ожирения связано с повышенным риском заболеваемости и смертности из-за повышенного риска развития диабета и сердечных заболеваний.[2]
Измерение кожной складки
Обычные места для измерения кожной складки включают бицепс, трицепс, гребень подвздошной кости, бедро, икру, подлопаточную область, живот и грудь. Точная техника может варьироваться, но мы обсудим один метод на примере трицепса. Для кожной складки трицепса захватите кожу на 2 см выше средней точки правого плеча большим и указательным пальцами, чтобы создать кожную складку. Затем поместите штангенциркуль в среднюю точку, чтобы получить измерение. Точно так же в других местах измерение кожной складки получают путем захвата кожи на расстоянии 2 см от места измерения. Несмотря на стандартные методы измерения, тестирование кожной складки имеет высокую вариабельность и до сих пор имело ограниченное применение в клинических условиях.
Осложнения
Ошибки в измерениях являются единственными осложнениями антропометрических измерений.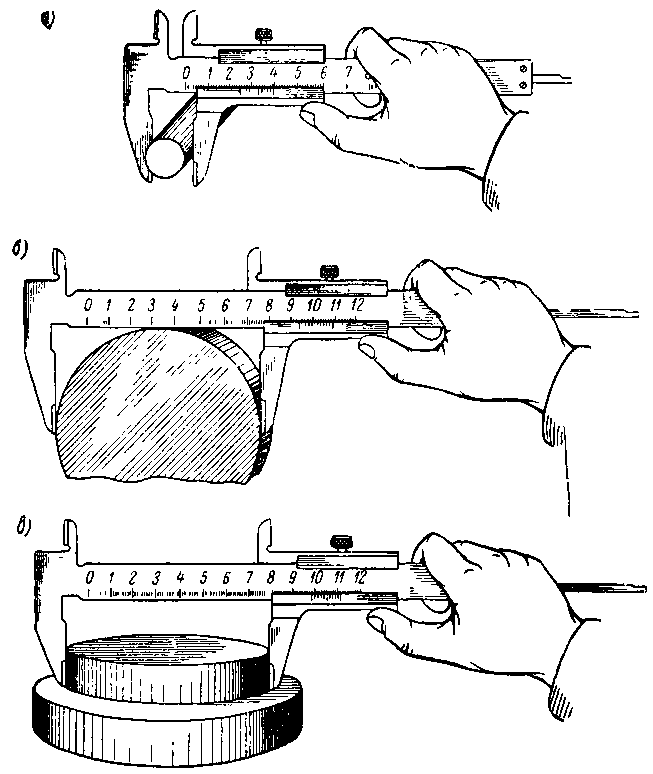 Имеющиеся данные свидетельствуют о том, что ошибки в измерении веса и абдоминального ожирения возникают чаще у людей с ожирением.[8] Возможно, это связано с трудностями при оценке костных ориентиров у пациентов с ожирением. Другой распространенной причиной ошибки измерения является получение измерений неравномерным образом. Исследования показывают, что классические антропометрические измерения, включая расчет веса, роста и ИМТ, менее подвержены ошибкам измерения.[9]] Измерение окружности головы, измерение окружности талии и отношение головы к талии имеют более высокую изменчивость и подвержены ошибкам.[9] Более того, ошибки измерения лишь немного улучшаются после обучения. Себо и др. изучили изменчивость этих измерений при выполнении врачами общей практики и отметили улучшение после короткого теоретического и практического обучения.[10] Сравнение двух исследований также показывает, что опыт практиков не улучшает и не снижает точность этих измерений.[9]]
Имеющиеся данные свидетельствуют о том, что ошибки в измерении веса и абдоминального ожирения возникают чаще у людей с ожирением.[8] Возможно, это связано с трудностями при оценке костных ориентиров у пациентов с ожирением. Другой распространенной причиной ошибки измерения является получение измерений неравномерным образом. Исследования показывают, что классические антропометрические измерения, включая расчет веса, роста и ИМТ, менее подвержены ошибкам измерения.[9]] Измерение окружности головы, измерение окружности талии и отношение головы к талии имеют более высокую изменчивость и подвержены ошибкам.[9] Более того, ошибки измерения лишь немного улучшаются после обучения. Себо и др. изучили изменчивость этих измерений при выполнении врачами общей практики и отметили улучшение после короткого теоретического и практического обучения.[10] Сравнение двух исследований также показывает, что опыт практиков не улучшает и не снижает точность этих измерений.[9]]
Клиническое значение
Антропометрические измерения полезны при оценке данных о физической подготовке для широкого круга населения, от детей до элитных спортсменов и пожилых людей. Одно исследование австралийских волейболистов показало, что антропометрические данные улучшаются с повышением уровня игры.[11] В другом исследовании использовались антропометрические измерения в качестве маркера прогресса в физической подготовке у женщин в возрасте от 60 до 100 лет. Они обнаружили, что пилатес в сочетании с гидрогимнастикой снижает ИМТ, вес и соотношение между бедрами и талией.[12] Ожирение является основным модифицируемым фактором риска сердечно-сосудистых заболеваний, инсульта, сахарного диабета, дислипидемии и артериальной гипертензии. Одним из лучших клинических применений антропометрических данных является определение ожирения. Наилучшие измерения для определения ожирения не согласованы единодушно, как показано в одном исследовании, в котором сравнивались ИМТ, окружность талии, соотношение талии к бедрам и соотношение талии к росту. Это исследование показало, что нет достаточных доказательств в поддержку одного метода измерения над любым другим, но утверждает, что ИМТ является наиболее логичным выбором, учитывая его историческое использование.
Одно исследование австралийских волейболистов показало, что антропометрические данные улучшаются с повышением уровня игры.[11] В другом исследовании использовались антропометрические измерения в качестве маркера прогресса в физической подготовке у женщин в возрасте от 60 до 100 лет. Они обнаружили, что пилатес в сочетании с гидрогимнастикой снижает ИМТ, вес и соотношение между бедрами и талией.[12] Ожирение является основным модифицируемым фактором риска сердечно-сосудистых заболеваний, инсульта, сахарного диабета, дислипидемии и артериальной гипертензии. Одним из лучших клинических применений антропометрических данных является определение ожирения. Наилучшие измерения для определения ожирения не согласованы единодушно, как показано в одном исследовании, в котором сравнивались ИМТ, окружность талии, соотношение талии к бедрам и соотношение талии к росту. Это исследование показало, что нет достаточных доказательств в поддержку одного метода измерения над любым другим, но утверждает, что ИМТ является наиболее логичным выбором, учитывая его историческое использование. Авторы также продемонстрировали, что повышение антропометрических показателей приводит к более высокому соотношению шансов дислипидемии, гипертонии и гипергликемии.[13]
Авторы также продемонстрировали, что повышение антропометрических показателей приводит к более высокому соотношению шансов дислипидемии, гипертонии и гипергликемии.[13]
Длина конечностей также связана с хроническими заболеваниями. Обзор литературы показывает, что люди с более короткой длиной бедра (ULL) имеют более высокую распространенность метаболического синдрома. [14] Точно так же более короткая длина плеча связана с более высокой распространенностью диабета у американцев японского происхождения.
Хотя антропометрические данные взрослого населения полезны для определения ожирения, они также широко используются в педиатрической популяции для определения статуса питания. Измеряя соотношение роста к возрасту, веса к возрасту и веса к росту с течением времени, антропометрические измерения могут помочь выявить неадекватные модели роста, которые требуют дальнейшей оценки.
Окружность головы — еще один антропометрический показатель, обычно используемый у детей. Это измерение важно для диагностики микроцефалии, которая имеет хорошо документированные осложнения.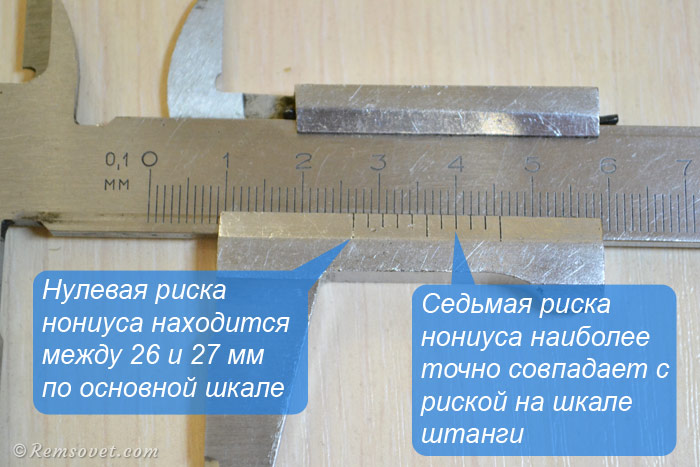 Расчеты ИМТ и z-показатели могут помочь выявить ожирение и недоедание у детей, что приведет к раннему выявлению и лечению.[1]
Расчеты ИМТ и z-показатели могут помочь выявить ожирение и недоедание у детей, что приведет к раннему выявлению и лечению.[1]
Окружность середины плеча (MUAC) может помочь определить тяжесть недоедания. MUAC также полезен для оценки состояния питания беременных, поскольку одно исследование показало, что MUAC является предпочтительным антропометрическим измерением во время беременности.
Хотя технологии могут в конечном итоге заменить антропометрию на каком-то уровне, одно исследование показало, что антропометрические измерения окружности талии и бедер превосходят ультразвук для оценки регионарного ожирения. Исследование, проведенное в Швеции, показало связь антропометрии с хроническими заболеваниями, измеряя антропометрические измерения по отношению к основным состояниям, таким как инфаркт миокарда, застойная сердечная недостаточность, инсульт, когнитивные нарушения и деменция.[2] Было отмечено, что у участников с инфарктом миокарда был значительно более высокий вес, ИМТ и соотношение талии и бедер, что указывает на более высокую распространенность подкожного и центрального ожирения.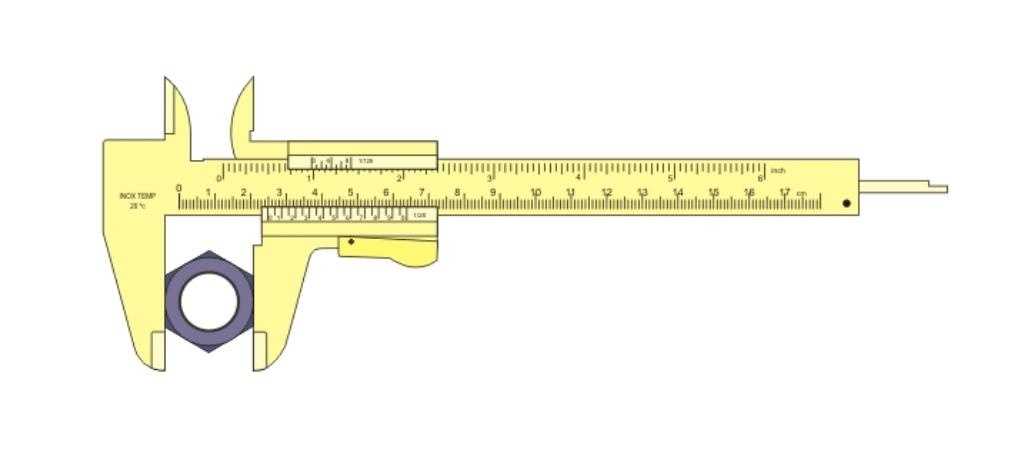 В исследовании было отмечено, что высокое измерение кожной складки является сильным индикатором и/или предрасполагающим фактором риска застойной сердечной недостаточности. Пациенты с когнитивными нарушениями имели меньший вес, а с деменцией были отмечены более низкий вес, а также меньшие размеры кожной складки.[2]
В исследовании было отмечено, что высокое измерение кожной складки является сильным индикатором и/или предрасполагающим фактором риска застойной сердечной недостаточности. Пациенты с когнитивными нарушениями имели меньший вес, а с деменцией были отмечены более низкий вес, а также меньшие размеры кожной складки.[2]
Улучшение результатов работы команды здравоохранения
Антропометрические измерения являются неинвазивными и легко получаемыми измерениями, имеющими широкий спектр применения как у детей, так и у взрослых. В педиатрической популяции это важный инструмент для раннего выявления аномалий обмена веществ и развития, чтобы их можно было эффективно лечить. У взрослого населения они могут использоваться для диагностики тяжести заболеваний, таких как ожирение и когнитивные нарушения, и помогают наблюдать за пациентами с течением времени для оценки улучшения после лечения. Хотя неотъемлемая ошибка измерения существует, ее можно свести к минимуму с помощью хорошо откалиброванных инструментов и обучения. Чтобы улучшить долгосрочные результаты лечения пациентов, межпрофессиональная команда, состоящая из медсестер, практикующих медсестер, ассистентов врачей и клиницистов, должна работать вместе, чтобы последовательно получать воспроизводимые результаты, применимые к клиническим условиям. Это поможет выявить лиц, входящих в группу риска, на ранней стадии, а клиницистам – способствовать здоровому образу жизни для пациентов из группы риска, чтобы избежать хорошо задокументированных побочных эффектов ожирения и недоедания.[Уровень 5]
Чтобы улучшить долгосрочные результаты лечения пациентов, межпрофессиональная команда, состоящая из медсестер, практикующих медсестер, ассистентов врачей и клиницистов, должна работать вместе, чтобы последовательно получать воспроизводимые результаты, применимые к клиническим условиям. Это поможет выявить лиц, входящих в группу риска, на ранней стадии, а клиницистам – способствовать здоровому образу жизни для пациентов из группы риска, чтобы избежать хорошо задокументированных побочных эффектов ожирения и недоедания.[Уровень 5]
Контрольные вопросы
Доступ к бесплатным вопросам с несколькими вариантами ответов по этой теме.
Комментарий к этой статье.
Ссылки
- 1.
Fryar CD, Gu Q, Ogden CL, Flegal KM. Антропометрические справочные данные для детей и взрослых: США, 2011–2014 гг. Vital Health Stat 3 Анальный жеребец. 2016 авг;(39):1-46. [PubMed: 28437242]
- 2.
Гавриилидоу Н.
 Н., Пихлсгард М., Эльмстол С. Антропометрические справочные данные для пожилых шведов и характер их заболеваний. Eur J Clin Nutr. 2015 сен; 69(9): 1066-75. [Бесплатная статья PMC: PMC4559758] [PubMed: 25990690]
Н., Пихлсгард М., Эльмстол С. Антропометрические справочные данные для пожилых шведов и характер их заболеваний. Eur J Clin Nutr. 2015 сен; 69(9): 1066-75. [Бесплатная статья PMC: PMC4559758] [PubMed: 25990690]- 3.
Сантос Д.А., Доусон Дж.А., Матиас К.Н., Роча П.М., Миндерико К.С., Эллисон Д.Б., Сардинья Л.Б., Силва А.М. Референтные значения состава тела и антропометрические измерения у спортсменов. ПЛОС Один. 2014;9(5):e97846. [Статья бесплатно PMC: PMC4022746] [PubMed: 24830292]
- 4.
Ververs MT, Antierens A, Sackl A, Staderini N, Captier V. Какие антропометрические показатели определяют беременную женщину как страдающую от острого недоедания и предсказывают неблагоприятные исходы родов в гуманитарном контексте? PLoS Курс. 07 июня 2013 г. 5 [бесплатная статья PMC: PMC3682760] [PubMed: 23787989]
- 5.
Lau JD, Elbaar L, Chao E, Zhong O, Yu CR, Tse R, Au L. Измерение избыточного веса и ожирения у детей китайского происхождения с использованием американских, международных и этнических диаграмм роста.
 Нутр общественного здравоохранения. 2020 Октябрь; 23 (15): 2663-2670. [PubMed: 32611456]
Нутр общественного здравоохранения. 2020 Октябрь; 23 (15): 2663-2670. [PubMed: 32611456]- 6.
Bergerat M, Heude B, Taine M, Nguyen The Tich S, Werner A, Frandji B, Blauwblomme T, Sumanaru D, Charles MA, Chalumeau M, Scherdel P. Окружность головы от рождения до пяти лет во Франции: новые национальные справочные таблицы и сравнение со стандартами ВОЗ. Ланцет Reg Health Eur. 2021 июнь;5:100114. [Бесплатная статья PMC: PMC8454714] [PubMed: 34557823]
- 7.
Мей З., Огден К.Л., Флегал К.М., Груммер-Страун Л.М. Сравнение распространенности низкорослости, недостаточного и избыточного веса среди детей в США в возрасте от 0 до 59 месяцев с использованием диаграмм роста CDC 2000 и ВОЗ 2006. J Педиатр. 2008 ноябрь; 153 (5): 622-8. [PubMed: 18619613]
- 8.
Sebo P, Herrmann FR, Haller DM. Точность антропометрических измерений врачами общей практики у пациентов с избыточной массой тела и ожирением. BMC Обес. 2017;4:23.
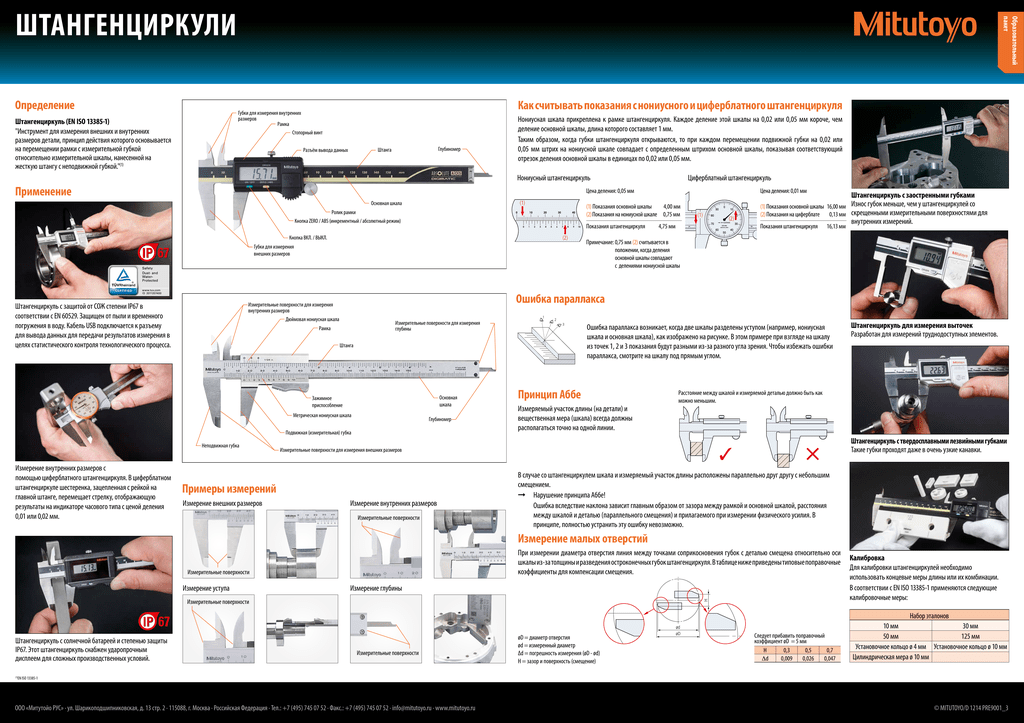 [Бесплатная статья PMC: PMC5492926] [PubMed: 28680647]
[Бесплатная статья PMC: PMC5492926] [PubMed: 28680647]- 9.
Себо П., Халлер Д., Печер-Берчи А., Бовье П., Херрманн Ф. Точность врачебных антропометрических измерений в общей практике. Swiss Med Wkly. 2015;145:w14115. [PubMed: 25701670]
- 10.
Себо П., Бир-Борст С., Халлер Д.М., Бовье П.А. Надежность антропометрических измерений врачей для выявления ожирения. Пред. мед. 2008 г., октябрь; 47 (4): 389-93. [PubMed: 18619998]
- 11.
Габбет Т., Георгиев Б. Физиологические и антропометрические характеристики австралийских юных национальных, государственных и начинающих волейболистов. J Прочность Конд Рез. 21 августа 2007 г. (3): 902-8. [PubMed: 17685708]
- 12.
Васконселос А.П., Кардозо Д.К., Луккетти А.Л., Луккетти Г. Сравнение влияния различных модальностей физических упражнений на функциональные возможности и антропометрические измерения у пожилых женщин, проживающих в сообществе.
 J Bodyw Mov Ther. 2016 окт; 20 (4): 851-856. [PubMed: 27814866]
J Bodyw Mov Ther. 2016 окт; 20 (4): 851-856. [PubMed: 27814866]- 13.
Kidy FF, Dhalwani N, Harrington DM, Gray LJ, Bodicoat DH, Webb D, Davies MJ, Khunti K. Связь между антропометрическими измерениями и кардиометаболическими факторами риска у белых европейцев и южан Взрослые азиатские лица в Соединенном Королевстве. Мэйо Клин Proc. 2017 июнь; 92(6):925-933. [PubMed: 28578782]
- 14.
Призбек М., Лю Дж. Связь между длиной верхней части ноги и метаболическим синдромом среди пожилых участников из США – результаты NHANES (2009-2010). J Гериатр Кардиол. 2016 Январь; 13 (1): 58-63. [Бесплатная статья PMC: PMC4753013] [PubMed: 26918014]
- 15.
Смитс М.М., Бойко Э.Дж., Уцшнайдер К.М., Леонетти Д.Л., Макнили М.Дж., Суваг С., Райт Л.А., Фудзимото В.Ю., Кан С.Э. Длина руки связана с сахарным диабетом 2 типа у американцев японского происхождения. Диабетология. 2012 июнь; 55 (6): 1679-84. [Бесплатная статья PMC: PMC3678981] [PubMed: 22361981]
- 16.

Hiremath R, Ibrahim J, Prasanthi K, Reddy HT, Shah RS, Haritha C. Сравнительное исследование ультразвуковых и антропометрических измерений регионарного ожирения при метаболизме Синдром. J Clin Diagn Res. 2017 авг; 11 (8): TC01-TC05. [Бесплатная статья PMC: PMC5620877] [PubMed: 28969236]
Измерения – Физика.
Реферат
Для измерений чаще всего используется линейка. Однако, когда дело доходит до точности, линейка может быть не самым важным инструментом для использования, поскольку приходится оценивать определенные цифры. Однако штангенциркуль – это инструмент, созданный для точности, а его шкала используется только для измерения того, что не может быть измерено с помощью основной шкалы. В этой лаборатории используются два инструмента для измерения четырех цилиндров, чтобы выяснить, какой из них более точен: штангенциркуль или линейка.
Исходная информация
При использовании линейки в этой лабораторной работе необходимо оценивать десятые доли миллиметра из-за точности, обеспечиваемой линейкой. С другой стороны, шкала нониуса на штангенциркуле может помочь в считывании непредоставленного измерения. В то время как штангенциркуль содержит основную шкалу (в этой лабораторной работе штангенциркуль содержит сантиметры), шкала нониуса содержит дополнительную шкалу (миллиметры), необходимую для более точного и точного измерения.
С другой стороны, шкала нониуса на штангенциркуле может помочь в считывании непредоставленного измерения. В то время как штангенциркуль содержит основную шкалу (в этой лабораторной работе штангенциркуль содержит сантиметры), шкала нониуса содержит дополнительную шкалу (миллиметры), необходимую для более точного и точного измерения.
Целью этой лабораторной работы является анализ измерений, сделанных с помощью штангенциркуля и линейки, чтобы определить, какой инструмент является более точным. В этой лаборатории измеряют массу, высоту и диаметр четырех цилиндров. Форма и размер каждого цилиндра одинаковы, но масса каждого цилиндра различна.
Уравнения
В этой лабораторной работе используются различные уравнения для расчета данных, необходимых для того, чтобы прийти к заключению. Чтобы найти плотность, уравнение 92*L , когда r — радиус цилиндра, а L — длина. При сравнении данных с другими разница в процентах определяется по формуле % Difference = [lE1-E2l/(0,5(E1+E2))]*100 , где E1 и E2 – два разных собранных данных. Наконец, чтобы сравнить данные с известным значением, процент ошибки находится с использованием уравнения % Error = (lT-El/T)*100 , где T — известное значение, а E — собранные данные.
Наконец, чтобы сравнить данные с известным значением, процент ошибки находится с использованием уравнения % Error = (lT-El/T)*100 , где T — известное значение, а E — собранные данные.
Гипотеза
Если для измерения измерений, необходимых для определения плотности, используется линейка, то результаты будут менее точными, чем если бы использовался штангенциркуль.
Материалы, использованные
Электронный баланс
Правитель
Vernier CALIPER
1 Цилиндр из стали
1 Цилиндр из меди
1 Цилиндр из латуни
1 Цилиндр из алюминия
Метод
Для начала цилиндры, используемые в этой лаборатории взвешивали на электронных весах, после чего записывали данные. Затем были собраны измерения каждого цилиндра (диаметр, радиус, длина цилиндра). Каждое измерение представляет собой среднее значение данных, собранных двумя экспериментаторами. Затем с помощью представленных уравнений были найдены объем и плотность, а затем вычислена разница в процентах путем сравнения с данными другой группы экспериментаторов. Наконец, процентная ошибка для штангенциркуля и линейки была найдена путем сравнения с известным значением каждого цилиндра.
Наконец, процентная ошибка для штангенциркуля и линейки была найдена путем сравнения с известным значением каждого цилиндра.
Данные
* порядок каждой таблицы одинаков; сверху вниз, порядок: сталь, алюминий, медь, латунь
Собранные данные (калипер)
Собранные данные (линейка)
Известно, что длина и радиус каждого цилиндра должны быть одинаковыми, так как все они имеют одинаковую форму и размер. В результате из собранных данных видно, что данные штангенциркуля более согласуются с данными линейки, поскольку все длины относительно одинаковы, а линейка более растянута.
Процентная разница между другой группой экспериментаторов и собранными данными
Интересно отметить, что хотя в этой лаборатории используются одни и те же измерительные инструменты, данные, собранные между двумя разными группами экспериментаторов, все же различаются.
Процентная ошибка между известным значением и собранными данными (калипер)
Процентная ошибка между известным значением и собранными данными (Линейка)
Из собранных данных видно, что процентная ошибка между известным значением и измерителем намного меньше, чем процентная ошибка между известным значением и линейкой. Хотя линейка является более широко используемым инструментом, судя по этой лабораторной работе, штангенциркуль более точен.
Обсуждение
В заключение, исходя из собранных данных, штангенциркуль является более точным измерительным инструментом, чем линейка. Это подкрепляется процентной ошибкой, рассчитанной по плотности с использованием данных, собранных каждым инструментом. Процентная ошибка в плотности при расчетах по линейке выше, чем при использовании штангенциркуля, что означает более высокую ошибку при использовании линейки.
Это было ожидаемо, потому что линейка заставляет смотреть на промежутки между миллиметрами, в то время как штангенциркуль имеет шкалу нониуса, чтобы компенсировать это, что приводит к более точному измерению.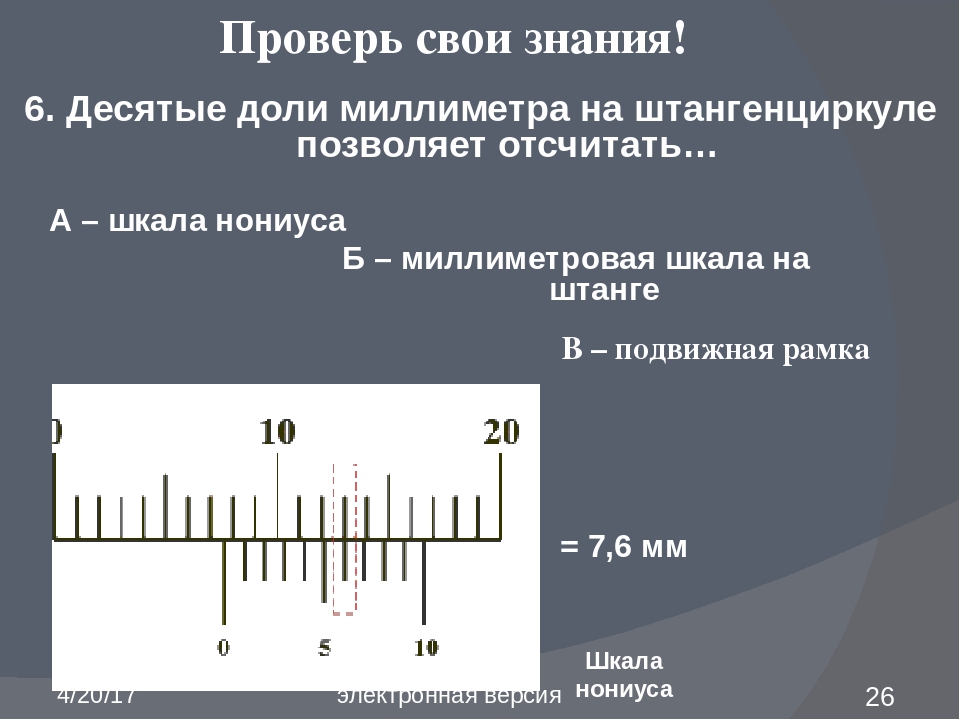 Однако тот факт, что процентная погрешность в некоторых расчетах штангенциркулем все еще была относительно высокой, является неожиданным. Кроме того, неожиданным является тот факт, что процентная погрешность для стали одинакова для обоих измерительных инструментов. Результаты лаборатории подтвердили гипотезу, поскольку, судя по собранным данным, линейка является менее точным инструментом, чем штангенциркуль.
Однако тот факт, что процентная погрешность в некоторых расчетах штангенциркулем все еще была относительно высокой, является неожиданным. Кроме того, неожиданным является тот факт, что процентная погрешность для стали одинакова для обоих измерительных инструментов. Результаты лаборатории подтвердили гипотезу, поскольку, судя по собранным данным, линейка является менее точным инструментом, чем штангенциркуль.
Ошибка, которая может легко произойти в процессе экспериментирования, — это неправильное чтение из-за человеческого глаза. Человеческий глаз не идеален, и в результате данные могут быть искажены из-за показаний, поскольку лаборатория полагается на один глаз для оценки десятых долей миллиметра на линейке. Кроме того, поскольку масса измеряется с помощью весов только один раз, если весы неправильно обнулены или слишком изношены, данные также станут неверными.
Для дальнейшего исследования этой темы можно использовать более продвинутые инструменты. Например, можно использовать более точную линейку или штангенциркуль, чтобы выяснить, является ли более точная линейка более точной, чем более точный штангенциркуль, или факт остается неизменным.