Вал для деревообрабатывающего станка: Купить дополнительное оборудование BELMASH – строгальные валы по ценам производителя
alexxlab | 01.11.1991 | 0 | Разное
Строгальные валы (ножевые) по дереву для станков
Строганием обрабатывают металлические и деревянные заготовки. С помощью этого процесса будущей детали придают необходимую форму и качество поверхности. Рабочие валы в строгальных станках называют строгальными валами.
Строгальные валы
Классификация строгальных валов
В строгальных станках применяются следующие виды режущих валов:
- горизонтальные верхние;
- горизонтальные нижние;
- прямые;
- валы с фасонными ножами;
- шейперные;
- секционные.
По геометрическим размерам все они делятся на две категории: тонкие и толстые. К толстым относятся валы, имеющие толщину от 8 до 12 мм. Их длина составляет от 50 до 1200 мм. Наиболее часто строгальные валы изготавливают длиной 200 мм, 400мм и ножевой вал 600 мм. Ширина варьируется от 80 до 100 мм. К тонким относятся ножи с размерами: толщина 2,5-5 мм, длинна такая же, как у предыдущих, ширина равна 40 мм.
По форме они бывают круглые и квадратные. Современные производители выпускают большое количество разновидностей строгальных ножей. Это вызвано постоянным совершенствованием технологии обработки деталей, стремлением дизайнеров создавать всё боле оригинальные конструкции, борьбой за экономию ресурсов и сокращением времени на обработку.
Самые простые имеют цилиндрическую конструкцию, в которую вмонтированы специальные ножи. Таким образом, создаётся режущий инструмент для деревообрабатывающего станка.
Секционный — конструктивно выполнен в виде отдельных секций. Такая конструкция позволяет осуществлять подачу заготовок, у которых имеется различная толщина. Подобная конструкция строгального вала значительно снижает время на обработку детали.
Секционный вал
Шейперный вал отличается от остальных тем, что сами ножи располагаются по спирали. Кроме этого они повёрнуты на небольшой угол относительно направления оси самого вала. Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.
Кроме этого они повёрнуты на небольшой угол относительно направления оси самого вала. Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.
Шейперный вал «кукуруза»
Особое место занимают строгальные валы, которые имеют наименование «кукуруза». Их конструкция достаточно многообразна. Самыми простыми являются шейперные. Они представляют собой стержень, на котором нарезано специальное сечение. С его помощью осуществляют обработку детали. Более сложные, относящиеся к классу кукуруза – это режущий инструмент наборной конструкции. Отдельные детали представляют собой резцы, расположенные таким образом, что они отдалённо напоминают кукурузный початок. Если подходить более строго к терминологии, они имеют более точное наименование — фрезы.
Сегодня многие производители ножей для рейсмусов и фуганков пытаются добиться многофункциональности, высокого качества обработки и снижения уровня шума. Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов. В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.
Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов. В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.
Приобрести ножи Jet можно в компании Стербруст на странице «Ножи и валы Helical».
Ножевой вал JET «helical»
В этом же направлении двигались разработчики ножей «Xylent». После нескольких лет научной и экспериментальной работы им удалось создать ножи с пониженным уровнем шума. Этот вал специально был разработан для рейсмусовых, фуговальных и комбинированных станков Scm.
К высококачественным строгальным ножам профессионалы относят ножи марки Tersa (Терса). Их конструкция имеет следующую особенность. Ножи устанавливаются в специальные выемки на валу, которые крепится на шпинделе станка или в головку фрезы.
Строгальный вал Tersa
Наиболее распространёнными и относительно недорогими являются строгальные валы, которыми оснащаются деревообрабатывающие станки муравей.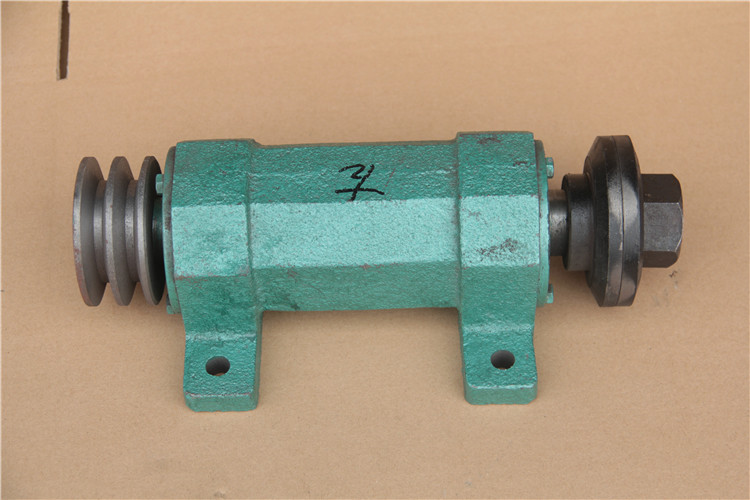 К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.
К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.
Ножевой вал Белмаш
Классификация станков для обработки поверхности
Подобные станки бывают трёх видов:
- односторонние;
- двухсторонние;
- четырёхсторонние.
Однако независимо от количества обрабатываемых сторон, от которого зависит точность и качество детали, основным элементом является применяемый режущий инструмент. С его помощью на деревообрабатывающем оборудовании производят: доски высокого качества, погонажные изделия (плинтусы, наличники, паркет), элементы строительной отделки. Используя различные виды такого инструмента, с хорошо заточенными ножами можно производить конечную отделку любой поверхности (горизонтальной, вертикальной, наклонной).
При изготовлении деревянных изделий применяется более подробная классификация таких станков:
- продольно строгальные;
- поперечно строгальные;
- рейсмусовые;
- фуговальные.

На современном оборудовании часто несколько операций совмещается. Это позволяет экономить время на доведение деталей до нужного качества и сократить затраты энергии.
Строгальные валы (ножевые) по дереву для станков
Прижимное устройство для строгального станка своими руками – станки, сварка, металлообработка
Оснащение строгального станка прижимным устройством делает обработку древесины качественной и безопасной. Заменить ручную подачу материала способна и заводская конструкция, и сделанная своими руками.
Ассортимент продукции машиностроительных заводов, выпускающих деревообрабатывающие станки, включает дополнительное оборудование, в том числе и прижимные устройства.
В процессе пиления или фрезерования используют прижим боковой. (Установленный на боковую поверхность станка, он фиксирует заготовку перед режущим инструментом относительно линейки).
(Установленный на боковую поверхность станка, он фиксирует заготовку перед режущим инструментом относительно линейки).
Строгание требует удерживать пиломатериал плотно прилегающим к горизонтальной поверхности в непосредственной близости от движущихся ножей. Чтобы не делать это вручную, используют специальные приспособления — прижимные устройства. Они создают вертикальный гнёт, но не препятствуют движению заготовки по рабочему столу.
Классификация строгальных валов
В строгальных станках применяются следующие виды режущих валов:
- горизонтальные верхние;
- горизонтальные нижние;
- прямые;
- валы с фасонными ножами;
- шейперные;
- секционные.
По геометрическим размерам все они делятся на две категории: тонкие и толстые. К толстым относятся валы, имеющие толщину от 8 до 12 мм. Их длина составляет от 50 до 1200 мм. Наиболее часто строгальные валы изготавливают длиной 200 мм, 400мм и ножевой вал 600 мм. Ширина варьируется от 80 до 100 мм. К тонким относятся ножи с размерами: толщина 2,5-5 мм, длинна такая же, как у предыдущих, ширина равна 40 мм.
К тонким относятся ножи с размерами: толщина 2,5-5 мм, длинна такая же, как у предыдущих, ширина равна 40 мм.
По форме они бывают круглые и квадратные. Современные производители выпускают большое количество разновидностей строгальных ножей. Это вызвано постоянным совершенствованием технологии обработки деталей, стремлением дизайнеров создавать всё боле оригинальные конструкции, борьбой за экономию ресурсов и сокращением времени на обработку.
Самые простые имеют цилиндрическую конструкцию, в которую вмонтированы специальные ножи. Таким образом, создаётся режущий инструмент для деревообрабатывающего станка.
Секционный — конструктивно выполнен в виде отдельных секций. Такая конструкция позволяет осуществлять подачу заготовок, у которых имеется различная толщина. Подобная конструкция строгального вала значительно снижает время на обработку детали.
Шейперный вал отличается от остальных тем, что сами ножи располагаются по спирали. Кроме этого они повёрнуты на небольшой угол относительно направления оси самого вала. Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.
Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.
Шейперный вал «кукуруза»
Особое место занимают строгальные валы, которые имеют наименование «кукуруза». Их конструкция достаточно многообразна. Самыми простыми являются шейперные. Они представляют собой стержень, на котором нарезано специальное сечение. С его помощью осуществляют обработку детали. Более сложные, относящиеся к классу кукуруза – это режущий инструмент наборной конструкции. Отдельные детали представляют собой резцы, расположенные таким образом, что они отдалённо напоминают кукурузный початок. Если подходить более строго к терминологии, они имеют более точное наименование — фрезы.
Сегодня многие производители ножей для рейсмусов и фуганков пытаются добиться многофункциональности, высокого качества обработки и снижения уровня шума. Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов.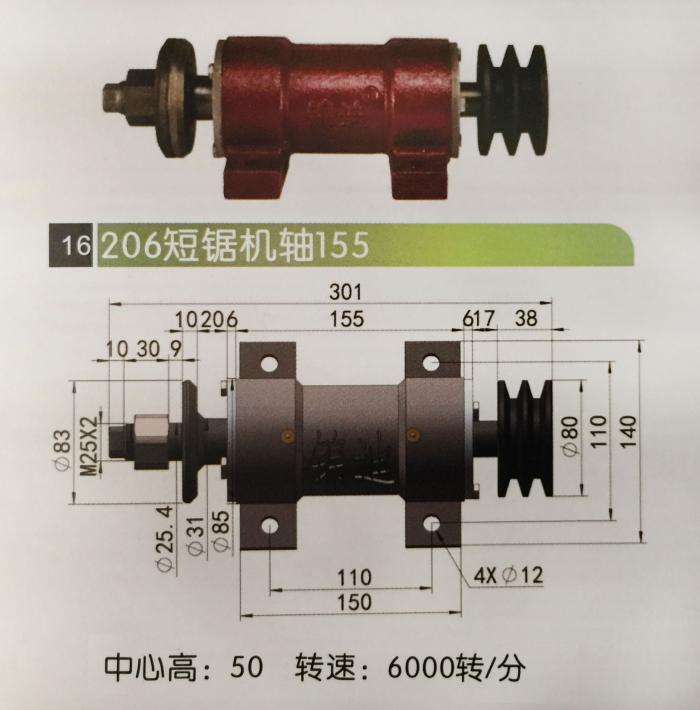 В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.
В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.
Приобрести ножи Jet можно в компании Стербруст на странице «Ножи и валы Helical».
Ножевой вал JET «helical»
В этом же направлении двигались разработчики ножей «Xylent». После нескольких лет научной и экспериментальной работы им удалось создать ножи с пониженным уровнем шума. Этот вал специально был разработан для рейсмусовых, фуговальных и комбинированных станков Scm.
К высококачественным строгальным ножам профессионалы относят ножи марки Tersa (Терса). Их конструкция имеет следующую особенность. Ножи устанавливаются в специальные выемки на валу, которые крепится на шпинделе станка или в головку фрезы.
Строгальный вал Tersa
Наиболее распространёнными и относительно недорогими являются строгальные валы, которыми оснащаются деревообрабатывающие станки муравей. К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.
Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.
Ножевой вал Белмаш
Продукция
Наш ассортимент – станки для работы по дереву и дополнительное оборудование к ним, с которыми вы сможете воплощать идеи в обустройстве быта. Они станут частью вашей мастерской и вашей жизни. В наших изделиях реализованы уникальные разработки конструкторского бюро. Надежность, продуманность, безопасность – вот, что отличает продукцию Белмаш в первую очередь.
Ассортиментная политика учитывает требования рынка, поэтому новинки не имеют прямых аналогов. Инновации и контроль при изготовлении дают уверенность в качестве продукта.
Простота, удобство и средний ценовой сегмент позиционируют бытовые деревообрабатывающие станки Белмаш как оптимальный выбор для домашнего мастера.
Отличие от рейсмуса
Рейсмусовый и фуговальный станки используются для обработки изделий из дерева и иных мягких материалов. Различие между данными инструментами заключается в следующем:
- Рейсмус необходимо использовать для финишной обработки заготовок.

- Качество реза при работе с фуганком зависит от навыков оператора, при работе с рейсмусовым станком – от технических характеристик оборудования.
- Для выравнивания 4 сторон бруска при помощи фуговального станка требуется боковой параллельный упор.
- При работе с фуганком требуется настраивать глубину вхождения режущих элементов в обрабатываемую поверхность.
В промышленности фуговальные и рейсмусовые станки используются совместно. Фуганок задает геометрию деревянных деталей, рейсмус калибрует обработанную заготовку по толщине.
Производство и сборка
Изготовление станка начинают со станины. Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для подающих роликов можно использовать валки от старой стиральной машины: их обрезиненная поверхность вполне справится с поставленными задачами. Вальцы растачивают под диаметр имеющихся подшипников, учитывая требуемое значение диапазона регулировки. В самодельных рейсмусовых станках этот процесс можно сделать и вручную, вращением рукоятки.
Для изготовления стола самодельного агрегата подойдёт широкая шлифованная доска из лиственницы или дуба. Древесина хорошо гасит возникающие вибрации, но для повышения антикоррозионных показателей, и с точки зрения пожарной безопасности её стоит пропитать огнестойкими составами или креозотом. Соединение стола со станиной может быть болтовым.
3d модель самодельного рейсмуса
При выборе двигателя следует соотнести максимально необходимый крутящий момент с потребностями обработки. Как правило, достаточно электродвигателя мощностью 5…6 кВт, с числом оборотов до 3500…4000 в минуту.
Для обеспечения безопасности самодельный станок должен быть ограждён съёмным кожухом. Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Необходимые комплектующие – подшипники, ножи, шкивы, крепёжные изделия — подбираются в соответствии со спецификацией к чертежам самодельного рейсмус- станка.
При сборке самодельного станка необходимо:
- обеспечить максимальную ровность поверхности стола;
- отбалансировать все вращающиеся части в статическом и динамическом режимах;
- предусмотреть удобную регулировку положения стола;
- проверить надёжность устройства ограждения подвижных элементов.
Самодельный рейсмусовый станок проверяется на холостом ходу. Если все узлы работают верно, проверяют агрегат на рабочем режиме, после чего окрашивают все неподвижные части атмосферостойкой краской.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Выполнив универсальный в использовании рейсмус своими руками, можно будет существенно упростить обработку пиломатериалов, сэкономив на покупке профессионального инструмента. Рейсмусы используются для строгания пиломатериалов и придания поверхностям идеальной ровной формы. Самодельные станки отличаются универсальностью в использовании, позволяя гарантировать качественную обработку пиломатериалов и придание им необходимой формы.
Рейсмусы используются для строгания пиломатериалов и придания поверхностям идеальной ровной формы. Самодельные станки отличаются универсальностью в использовании, позволяя гарантировать качественную обработку пиломатериалов и придание им необходимой формы.
В чем плюсы строгальных станков?
- Легко подобрать модель оборудования для выполнения определенных операций. Если вам нужен станок для общих работ, то не стоит переплачивать за специализированное оборудование. Выбор строгальных станков большой.
- Качество, скорость и точность обработки заготовки всегда на высоте. Во многом благодаря мощному двигателю, прочной конструкции и специальным механизмам, которые регулируют толщину строгания с точностью до десятых миллиметра.
- Окупаемость. Строгальный станок эффективно справляется со своими задачами даже в условиях серийного производства и высоких нагрузок. Это оборудование потребляет относительно немного электроэнергии и не создает большого количества отходов.
Разновидность строгальных станков по металлу
Строгальные станки по металлу представляют собой группу оборудования. В ее состав входят следующие станки:
В ее состав входят следующие станки:
- долбежные,
- протяжные,
- продольно-строгальные,
- поперечно-строгальные,
- фасонно-строгальные.
Деление станков на поперечно-строгальные и продольно-строгальные зависит от движения самой детали или режущего инструмента. В продольно-строгальных станках основные движения выполняются заготовкой, которая закреплена специальным образом. Они предназначены для работы с небольшими заготовками. Резцы в нем двигаются с определенной скоростью.
Поперечно-строгальное оборудование по металлу предполагают работу со средними размерами заготовок. Также их функцией является проделывание отверстий, выемок и каналов.
Запчасти для станков
BELMASH SD03.12.004-01 (250 мм)
BELMASH SD03.12.004-03 (200 мм)
BELMASH SD03.12.004-02 (230 мм)
Арт.: HD512 ISO7380
Арт.: HD612 ISO7380
Электродвигатель переменного тока однофазный асинхронный (для Могилев 2.4)
Конденсатор 40мкФ 450B
Электродвигатель переменного тока однофазный асинхронный (для СДМ 2000, CBS 2000)
- Назад
- 1
- 2
- 3
- Вперед
- Все
В процессе эксплуатации вышел из строя станок, а гарантия закончилась. Как поступить в таком случае? “Покупать новый”: скажете Вы. Компания Белмаш всегда думает о своих клиентах, мы нашли решение проблемы – в нашем каталоге появились запчасти для деревообрабатывающих станков.
Как поступить в таком случае? “Покупать новый”: скажете Вы. Компания Белмаш всегда думает о своих клиентах, мы нашли решение проблемы – в нашем каталоге появились запчасти для деревообрабатывающих станков.
Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания.
 Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции. - По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин-1, ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.

Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Классификация строгальных валов
В строгальных станках применяются следующие виды режущих валов:
- горизонтальные верхние;
- горизонтальные нижние;
- прямые;
- валы с фасонными ножами;
- шейперные;
- секционные.
По геометрическим размерам все они делятся на две категории: тонкие и толстые. К толстым относятся валы, имеющие толщину от 8 до 12 мм. Их длина составляет от 50 до 1200 мм. Наиболее часто строгальные валы изготавливают длиной 200 мм, 400мм и ножевой вал 600 мм. Ширина варьируется от 80 до 100 мм. К тонким относятся ножи с размерами: толщина 2,5-5 мм, длинна такая же, как у предыдущих, ширина равна 40 мм.
По форме они бывают круглые и квадратные. Современные производители выпускают большое количество разновидностей строгальных ножей. Это вызвано постоянным совершенствованием технологии обработки деталей, стремлением дизайнеров создавать всё боле оригинальные конструкции, борьбой за экономию ресурсов и сокращением времени на обработку.
Современные производители выпускают большое количество разновидностей строгальных ножей. Это вызвано постоянным совершенствованием технологии обработки деталей, стремлением дизайнеров создавать всё боле оригинальные конструкции, борьбой за экономию ресурсов и сокращением времени на обработку.
Самые простые имеют цилиндрическую конструкцию, в которую вмонтированы специальные ножи. Таким образом, создаётся режущий инструмент для деревообрабатывающего станка.
Секционный — конструктивно выполнен в виде отдельных секций. Такая конструкция позволяет осуществлять подачу заготовок, у которых имеется различная толщина. Подобная конструкция строгального вала значительно снижает время на обработку детали.
Шейперный вал отличается от остальных тем, что сами ножи располагаются по спирали. Кроме этого они повёрнуты на небольшой угол относительно направления оси самого вала. Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.
Шейперный вал «кукуруза»
Особое место занимают строгальные валы, которые имеют наименование «кукуруза». Их конструкция достаточно многообразна. Самыми простыми являются шейперные. Они представляют собой стержень, на котором нарезано специальное сечение. С его помощью осуществляют обработку детали. Более сложные, относящиеся к классу кукуруза – это режущий инструмент наборной конструкции. Отдельные детали представляют собой резцы, расположенные таким образом, что они отдалённо напоминают кукурузный початок. Если подходить более строго к терминологии, они имеют более точное наименование — фрезы.
Сегодня многие производители ножей для рейсмусов и фуганков пытаются добиться многофункциональности, высокого качества обработки и снижения уровня шума. Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов. В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.
Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов. В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.
Приобрести ножи Jet можно в компании Стербруст на странице «Ножи и валы Helical».
Ножевой вал JET «helical»
В этом же направлении двигались разработчики ножей «Xylent». После нескольких лет научной и экспериментальной работы им удалось создать ножи с пониженным уровнем шума. Этот вал специально был разработан для рейсмусовых, фуговальных и комбинированных станков Scm.
К высококачественным строгальным ножам профессионалы относят ножи марки Tersa (Терса). Их конструкция имеет следующую особенность. Ножи устанавливаются в специальные выемки на валу, которые крепится на шпинделе станка или в головку фрезы.
Строгальный вал Tersa
Наиболее распространёнными и относительно недорогими являются строгальные валы, которыми оснащаются деревообрабатывающие станки муравей. К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.
К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.
Ножевой вал Белмаш
Классификация станков для обработки поверхности
Подобные станки бывают трёх видов:
- односторонние;
- двухсторонние;
- четырёхсторонние.
Однако независимо от количества обрабатываемых сторон, от которого зависит точность и качество детали, основным элементом является применяемый режущий инструмент. С его помощью на деревообрабатывающем оборудовании производят: доски высокого качества, погонажные изделия (плинтусы, наличники, паркет), элементы строительной отделки. Используя различные виды такого инструмента, с хорошо заточенными ножами можно производить конечную отделку любой поверхности (горизонтальной, вертикальной, наклонной).
При изготовлении деревянных изделий применяется более подробная классификация таких станков:
- продольно строгальные;
- поперечно строгальные;
- рейсмусовые;
- фуговальные.

На современном оборудовании часто несколько операций совмещается. Это позволяет экономить время на доведение деталей до нужного качества и сократить затраты энергии.
Источник
Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.

- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин-1, ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Устройство
Фуговальный станок состоит из следующих элементов:
- Двигатель.
 Он работает от сети с напряжением 220 В. Электромотор создает и передает крутящий момент строгальному валу с ножами.
Он работает от сети с напряжением 220 В. Электромотор создает и передает крутящий момент строгальному валу с ножами. - Рабочий стол. Данный элемент состоит из задней и передней плит. Они изготавливаются из чугуна и оснащаются ребрами жесткости, обеспечивающими устойчивость рабочей поверхности. Края плит оборудованы накладками из нержавеющей стали. Они защищают рабочий стол от разрушения. Задняя плита находится на одном уровне с верхней точкой режущих лезвий. Передняя плита находится под задней, на расстоянии до 2 мм. Расстояние между уровнями зависит от того, сколько материала нужно снять при обработке деревянного изделия.
- Станина. Она изготавливается из прочных сплавов металлов. Эта деталь выдерживает вес станка и все усилия, возникающие при воздействии режущих элементов на поверхность заготовки. На станине располагаются валы с ножами, направляющие и крепления.
- Строгальный вал. Он располагается между задней и передней плитами. К валу крепятся лезвия одинаковой толщины.
 Они изготавливаются из инструментальной быстрорежущей стали. Для обработки брусков из плотных пород дерева рекомендуется оснащать вал резаками с твердосплавными напайками.
Они изготавливаются из инструментальной быстрорежущей стали. Для обработки брусков из плотных пород дерева рекомендуется оснащать вал резаками с твердосплавными напайками. - Направляющая. Она представляет собой узел, предназначенный для перемещения подвижных элементов станка и обрабатываемой заготовки. Направляющая крепится к станине при помощи болтов. Она может передвигаться в поперечном направлении.
- Круговое ограждение. Оно размещено на передней плите и плотно прилегает к направляющей. Круговое ограждение изготавливается из листовых материалов и защищает ножевой вал.
С помощью фуговального станка рекомендуется обрабатывать детали длиной от 1 до 1,5. Более длинные заготовки плохо закрепляются на рабочем столе и деформируются, что снижает точность реза и создает неудобства в процессе работы. Обрабатывать заготовки длиной меньше 1 м травмоопасно.
7Д36 станок поперечно-строгальный с гидравлическим приводом. Назначение и область применения
Поперечно-строгальный станок модели 7д36 заменил устаревшую модель .
Поперечно-строгальный станок 7Д36 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 500 мм. Он применяется в механических цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Строгальный станок 7Д36 предназначен для строгания плоских и фасонных поверхностей в условиях единичного и мелкосерийного производства.
Особенности конструкции станка
Наличие на станке 7Д36 механических подач стола и резцового суппорта, механизма настройки стола на ширину строгания и механизма автоматического останова обеспечивает возможность многостаночного обслуживания.
Ползун имеет гидравлическое возвратно-поступательное движение. Направление движения ползуна и длина его хода изменяются при помощи упоров, расположенных па ползуне. Подача стола в вертикальном и горизонтальном направлениях осуществляется посредством гидромеханического устройства коробки подач. Ускоренные перемещения стола осуществляются от отдельного электродвигателя, соединенного с коробкой подач при помощи фрикционной муфты, отключающей цепь быстрых перемещений стола при перегрузках и крайних его положениях. Предусмотрена возможность перемещения стола вручную.
Станок имеет автоматическую подачу суппорта и отвода резца от обрабатываемой поверхности при холостом ходе ползуна.
Смазка направляющих ползуна и станины автоматическая. Станок 7Д36 является базовым для модификаций с универсальным поворотным столом и копировальным устройством.
По особому заказу за дополнительную плату станок может быть укомплектован теплообменником для охлаждения масляной ванны.
Класс точности станка Н.
Строгальные станки. Общие сведения
Основное назначение строгальных станков — это обработка долблением плоских и фасонных линейчатых поверхностей, пазов и канавок в разнообразных деталях, а также штампов различных видов.
Строгальный станок – металлорежущий станок для обработки строгальными резцами горизонтальных, вертикальных и наклонных поверхностей с прямолинейными образующими.
Различают поперечно-строгальные и продольно-строгальные станки.
Главное движение строгального станка — прямолинейное возвратно-поступательное. У поперечно-строгального станка оно сообщается резцу, закрепленному в суппорте, у продольно-строгального станка — столу, на котором устанавливается изделие. Резание производится во время рабочего хода, затем следует холостой ход (с более высокой скоростью), при котором резец (или изделие) возвращается в первоначальное положение. Скорость главного движения остается постоянной у всех продольно-строгальных станков и поперечно-строгальных станков с гидравлическим приводом и меняется (от нуля до максимальной и вновь до нуля) у поперечно-строгальных станков с приводом от кулисно-кривошипного механизма.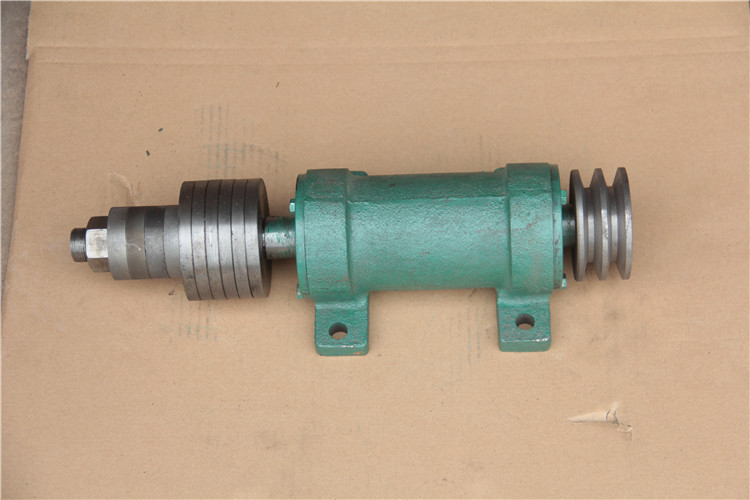 В конце каждого холостого хода осуществляется движение подачи (в поперечном направлении относительно направления главного движения). У поперечно-строгальных станков оно сообщается столу и закрепленному на нём изделию, у продольно-строгальных — резцу, закрепленному в суппорте.
В конце каждого холостого хода осуществляется движение подачи (в поперечном направлении относительно направления главного движения). У поперечно-строгальных станков оно сообщается столу и закрепленному на нём изделию, у продольно-строгальных — резцу, закрепленному в суппорте.
На поперечно-строгальных станках обрабатывают мелкие и средние изделия, на продольно-строгальных — относительно крупные изделия или одновременно несколько средних изделий, а также изделия с узкими длинными поверхностями, главным образом в индивидуальном и мелкосерийном производствах.
Из-за холостого хода невыгодно использование строгальных станков в крупносерийном и массовом производстве, где они заменяются фрезерными, протяжными, шлифовальными станками.
Виды поверхностей, обрабатываемых на строгальных станках
Виды поверхностей, обрабатываемых на строгальных станках:
- а — ласточкин хвост
- б, е — канавки
- в — вертикальные плоскости
- г, д — фасонные поверхности
- ж — фаски
Положение суппорта и поворотной доски суппорта при строгании
Сборка фуговального станка своими руками
Вал с режущими элементами крепят к верху станины посередине, точное расположение зависит от размеров рабочих столов, между которых он должен находиться. Вал и столешница должны располагаться в одной плоскости так, чтобы верхняя точка ножей режущего инструмента совпадала с верхней поверхностью принимающего стола.
Вал и столешница должны располагаться в одной плоскости так, чтобы верхняя точка ножей режущего инструмента совпадала с верхней поверхностью принимающего стола.
Подающий стол монтируют в одной плоскости с принимающим, но на 1–2 мм ниже. Это расстояние определяет толщину снимаемой стружки за один проход. От того, насколько точно будут совпадать плоскости поверхностей, зависит качество строгания, а именно — насколько ровной будет строганая заготовка.
Схема сборки станка
Существуют варианты регулируемой высоты подающей плоскости посредством эксцентриков или винтового механизма.
При сборке фуговального станка своими руками в домашних условиях качественно реализовать подобный механизм очень сложно. Можно считать невероятным достижением, если это оборудование будет ровно строгать с фиксированными столешницами.
Электропривод крепят на нижней площадке станины. Желательно для установки двигателя использовать регулируемую платформу, чтобы обеспечить более удобное натяжение ремней. Натяжной механизм может быть реализован при помощи технологического отверстия в платформе и винта с гайкой в качестве регулирующих элементов.
Натяжной механизм может быть реализован при помощи технологического отверстия в платформе и винта с гайкой в качестве регулирующих элементов.
Принцип работы
Принцип работы фуговального станка заключается в следующем:
- Задняя плита в процессе обработки деталей всегда остается неподвижной. Местоположение передней части рабочего стола настраивается оператором до требуемой высоты.
- После включения станка электродвигатель направляет обороты к ножевому валу. В результате режущие элементы начинают вращаться.
- Деревянная деталь прикладывается к направляющей линейке двумя руками и направляется на ножи. При работе с недорогими устройствами подавать заготовку необходимо вручную, что может привести к травмам. Современные станки оснащаются системой автоподачи заготовок. Она обеспечивает безопасность работы и увеличивает скорость подачи брусков.
- После подачи заготовки вращающиеся лезвия снимают слой древесины, устраняя неровности, и создают плоскую чистовую базовую поверхность.
 Скорость обработки зависит от технологии строгания заготовки. Большая часть инструментов состругивает поверхности заготовок по-отдельности. Существуют приборы, способные обрабатывать 2 стороны деревянной детали одновременно.
Скорость обработки зависит от технологии строгания заготовки. Большая часть инструментов состругивает поверхности заготовок по-отдельности. Существуют приборы, способные обрабатывать 2 стороны деревянной детали одновременно.
Если в процесс обработки на бруске появляются волокна или мелкие частицы древесины, то нужно заточить лезвия. Если на обструганной плоскости присутствуют неровности, то рекомендуется отрегулировать расстояние между плитами и строгальным валом.
Запчасти для станков
BELMASH SD03.12.004-01 (250 мм)
BELMASH SD03.12.004-03 (200 мм)
BELMASH SD03.12.004-02 (230 мм)
Арт.: HD512 ISO7380
Арт.: HD612 ISO7380
Электродвигатель переменного тока однофазный асинхронный (для Могилев 2.4)
Конденсатор 40мкФ 450B
Электродвигатель переменного тока однофазный асинхронный (для СДМ 2000, CBS 2000)
- Назад
- 1
- 2
- 3
- Вперед
- Все
В процессе эксплуатации вышел из строя станок, а гарантия закончилась.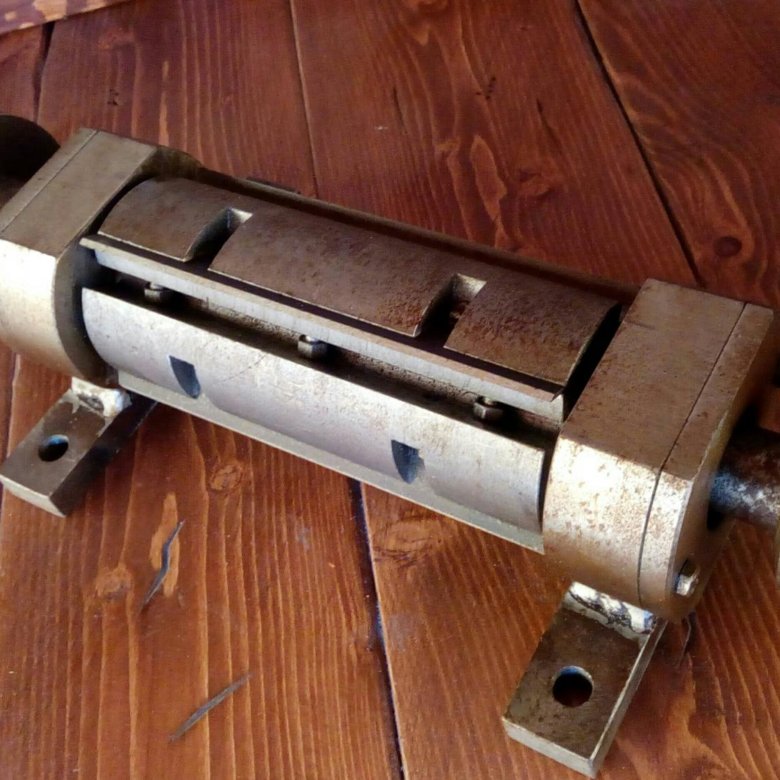 Как поступить в таком случае? “Покупать новый”: скажете Вы. Компания Белмаш всегда думает о своих клиентах, мы нашли решение проблемы – в нашем каталоге появились запчасти для деревообрабатывающих станков.
Как поступить в таком случае? “Покупать новый”: скажете Вы. Компания Белмаш всегда думает о своих клиентах, мы нашли решение проблемы – в нашем каталоге появились запчасти для деревообрабатывающих станков.
Настройка работы изделия
Благодаря длительной практике известно, что на устройство лучше укладывать обрабатываемые предметы длиной 1 -1,5 метра. Более короткие детали могут выскальзывать из-под ножа и тем самым нанести травму оператору. Очень длинные заготовки неудобно строгать. Перед началом работы стоит определить толщину снимаемого с дерева слоя. Если оборудование с автоподачей, нужно выставить скорость подачи обрабатываемого материала.
Профессионал может определить толщину слоя снятия «на глаз» или выяснить её, проведя пробное пиление. Если остались незатронутые места после пробного строгания, стол со станком фуганком немного опускается. При отклонении более 2,5 мм совершается два повторения порезки. Когда высота стола выставлена, измеряется расстояние между краем ножа и плитой, лучшим считается зазор в 2−3 мм. Если эти параметры превышены, древесная заготовка будет резаться рваными кусками. Если щель меньше 2-х мм, начнёт деформироваться нож. Кроме того, стоит определить размещение рейки направления. Расстояние от левого края ножевого вала до рейки должно быть шире бруска.
Если эти параметры превышены, древесная заготовка будет резаться рваными кусками. Если щель меньше 2-х мм, начнёт деформироваться нож. Кроме того, стоит определить размещение рейки направления. Расстояние от левого края ножевого вала до рейки должно быть шире бруска.
Обработка дерева и металла
Ножевые валы применяют на станках, обрабатывающих древесину методом фрезерования, например на фуговальных, рейсмусовых, четырехсторонних продольно-фрезерных.
Ножевой вал (рис. 1, а) изготовляют из стали. Конструкция его предусматривает возможность закрепления на нем ножей и придания им вращательного движения. Средняя часть вала делается утолщенной с пазами для размещения ножей и устройств для их закрепления. По обе стороны от утолщенной части расположены шейки, которыми вал устанавливается в подшипниках. На одном конце вала укреплен шкив Для передачи вращательного движения. Часто вместо шкива ставят полумуфту для непосредственного соединения ножевого вала с валом электродвигателя. В этом случае ось вала электродвигателя должна быть соосна с осью ножевого вала.
В этом случае ось вала электродвигателя должна быть соосна с осью ножевого вала.
В рейсмусовых станках СР6-8 на ножевой вал (рис. 1, б) ставят плоские серповидные ножи, режущие кромки которых расположены на цилиндрической поверхности вала по винтовым линиям. Ножевой вал с такими ножами отличается плавностью работы, так как рабочая часть режущей кромки имеет наименьший (почти постоянный по времени) контакт с обрабатываемой древесиной. Обработанная такими ножами поверхность имеет высокий класс шероховатости.
Ножевые валы делают 6000 и больше оборотов в минуту, поэтому валы и ножи балансируют с таким расчетом, чтобы центры тяжести двух ножей, установленных на противоположных сторонах вала, были одинаково удалены от оси вращения. В противном случае неизбежно появление неуравновешенных центробежных сил, вызывающих сильные вибрации, что приводит к ухудшению качества обработки и к поломке элементов станка.
Ножевые валы рассчитаны на закрепление одной, двух и большего количества пар ножей, Способы крепления ножей показаны на рис. 2.
2.
Ножи (рис. 2, а, б) установлены в пазах утолщенной части вала, каждый из них зажат между стенкой паза и клиновидным вкладышем и болтами, которые при вывертывании из вкладышей упираются головками в стенку паза, противоположную ножу. Для равномерного зажима ножа предусмотрено несколько болтов, распределенных по всей длине вала.
При смене затупившихся ножей необходимо ослабить все болты, затем снять ножи и, установив заточенные, закрепить их, затягивая в несколько приемов все болты. Операция эта трудоемкая и требует много времени.
На рис. 2, в показан более совершенный способ крепления ножей. Здесь зажим каждого ножа с вкладышем производите,я двумя клиньями и клином с помощью винта. Винт при его завертывании тор. цовым ключом перемещает клин, что сопровождается перемещением в сторону ножа клиньев, которые создают нужное давление на вкладыш. Чтобы снять нож и заменить его другим, нужно отвернуть винт. Для установки ножа по высоте служат винты (см. рис. 2, а) с прижимами, расположенными в специальных пазах вала, или пружины (см. рис. 2, б).
рис. 2, б).
Ножевой вал деревообрабатывающего станка
Авторы патента:
B27G13 – Режущие головки; прочие вращающиеся режущие инструменты (B27G 15/00,B27G 17/00 имеют преимущество)
B27G11 – Нанесение клея на деревянные поверхности, подлежащие склеиванию (в сочетании с особой обработкой см. соответствующие подклассы; нанесение жидкостей, например жидких связующих веществ на поверхность вообще B05C,B05D; способы склеивания C09J 5/00)
Союз Соеетониа
Социалнстичеоню
Республик
О П Е
И ЗОБРЕТЕ К ИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
313664
Зависимое от авт. свидетельства №вЂ”
Заявлено 09.III. 1970 (№ 1412098/29-33) с присоединением заявки №вЂ”
Приоритет—
Опубликовано 07.IX.1971. Бюллетень ¹ 27
Дата опубликования описания 16Л11.1971
МПК В 27g 13/00
В 27g 11/00
Комитет по ленам иаооретений н открытий ори Совете Министров
СССР
УДК 674. 055:621.914.3 (088.8) Автор изобретения
055:621.914.3 (088.8) Автор изобретения
Е. С. Билов
Украинский научно-исследовательский институт механической обработки древесины
Заявитель
НО)КЕВОЙ ВАЛ ДЕРЕВООБРАБАТЫВАЮЩЕГО СТАНКА
Предмет изобретения
Изобретение может быть использовано в продольно-фрезерных деревообрабатывающих станках.
Известен ножевой вал деревообрабатывающего станка, включающий корпус с расположенными по окружности ножами, имеющими держатели, взаимодействующие торцовыми сторонами с опорами корпуса.
Цель изобретения — обеспечить возможность крепления в держателях ножей без расточки в них отверстий.
Достигается это тем, что каждый держатель выполнен составным из двух пластин, одна из которых имеет в верхней части резьбовое отверстие для винта, прижимающего нож к другой пластине держателя, а в нижней части — паз, в котором расположен подпружиненный эксцентрик.
На чертеже изображен предлагаемый ножевой вал.
Корпус 1 держателя ножа 2 состоит из двух пластин 3, в верхней части одной из них находятся резьбовые отверстия для прижимных винтов 4, а в нижней — пазы для введения эксцентриков 5.
Эксцентрики 5 размещены в расточках корпуса 6 ножевого вала, под действием пружин эксцентрики перемещаются до упора своих внешних торцов в стопорные кольца 7.
В головках стержней эксцентриков имеются шестигранные гнезда под торцовые ключи 8.
В пазу корпуса 9 ножевого вала запрессоваио два упора 10. Клинья 11, поджимаемые винтами 12, служат для окончательного крепления держателей и ножей. Ножи 2 крепятся к корпусу 1 держателя винтами 4.
Для радиальной фиксации корпусов 1 держателей в корпусе 9 ножевого вала, после их установки в пазах корпуса, эксцентрики 5 при
lO осевом нажиме торцового ключа 8 вводятся в отверстия держателей. Поворотом эксцентриков одновременно прижимают опорные поверхности А корпуса держателя 1 к плоскостям упоров 10. Кроме того, держатели и ножи 2
l5 крепятся клиньями 11.
При вращении ножевого вала под действием центробежной силы эксцентрики 5 утапливаются в расточках корпуса 9 ножевого вала.
Таким образом, при последующей замене дер20 жателей ножей, они легко вынимаются из пазов ножевого вала.
25 Ножевой вал деревообрабатывающего станка, включающий корпус с расположенными по окружности ножами, имеющими держатели, взаимодействующие торцовыми сторонами с опорами корпуса, отличающийся тем, что, с
30 целью обеспечения возможности крепления в 313664
Составитель Н. Кононова
Текрсд А. А. Камышниквва
Редактор С. Ежкова
Корректоры О. И. Волкова и И. М. Шматова
Заказ 6482 Изд. № 1229 Тираж 478 Подписное
IIIIHHI1H Ко flITcTà ио делам изобретений и открытий прн Совете Министров СССР
Москва, )К-35, Раушская наб.. д. 4/5
Областная типография Костромского управления по печати держателях ножей без расточки в них отверстий, каждый держатель выполнен составным из двух пластин, одна из которых имеет в верхней части резьбовое отверстие для винта, 7 (, прижимающего нож к другой пластине держателя, а в нижней части — паз, в котором расположен подпружиненный эксцентрик.
1 I
Похожие патенты:
Ножевой вал деревообрабатывающего станка // 313663
Коросниматель // 309823
Ножевой вал // 309819
Фрезерная рубительная головка // 307901
Устройство для настройки ножевых головок // 307900
Круглая пила с пластинами из твердого сплава // 305990
Строгальный нож для деревообрабатывающихстанков // 292769
Строгальный нож для деревообрабатывающихстанков // 292769
Фреза для производства штукатурной драни // 289910
С. : ш // 303182
: ш // 303182
Механизм для нанесения клея на край листового материала // 274338
Устройство для нанесения клея на листовойматериал // 263118
Устройство для нанесения клея на деревянныедетали // 261684
Устройство для нанесения клея на листовыематериалы // 252577
Способ получения гнутопрессованных изделий // 251808
Способ изготовления деревянных заготовок // 249591
Клеенамазывающее устройство к рвбросклеивающим станкам // 246024
Устройство для промазывания шиповых соединений клеем // 237377
Устройство для плавления и нанесения клея- расплава на детали // 233211
Способ склеивания сырых лесоматериалов // 2261798
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при создании строительных лесоматериалов, деревянных конструкций и составных пиломатериалов
Китай Производитель эвольвентных зубчатых колес, Шестерни, Поставщик зубчатых дифференциалов
Шестерня двигателя Червячная коническая прямозубая Винтовая планетарная передача Эвольвентная одинарная звезда Червячное колесо и червячный вал Ручная двухконтурная микрочервячная передача
Свяжитесь сейчас
Планетарные зубчатые передачи Power Wheel Редуктор скорости с гидравлическими двигателями
Свяжитесь сейчас
Высокоточные индивидуальные антилюфтовые шестерни и червяки шагового двигателя из нержавеющей стали, меди/бронзы
Свяжитесь сейчас
Эвольвентное цилиндрическое зубчатое колесо из литиевой нержавеющей стали с ЧПУ для печатного оборудования
Свяжитесь сейчас
Планетарный редуктор с цилиндрическими зубьями с высоким крутящим моментом для оборудования автоматизации Свяжитесь сейчас
Червячная передача и червяк Профессиональная поставка Нестандартный большой модуль червячной передачи и червяка
Свяжитесь сейчас
Свяжитесь сейчас
Прецизионный планетарный редуктор с ЧПУ, планетарный редуктор, редуктор
Свяжитесь сейчас
Услуги по обработке с ЧПУ Резьба из нержавеющей стали Шлифованная многозаходная зубчатая передача Червячная передача
Свяжитесь сейчас
Двигатель с редуктором с нулевой скоростью и малым люфтом Червячная коробка передач Nmrv Спиральная коническая спиральная на валу Циклоидная сельскохозяйственная сервопривод Планетарная лебедка Колесо Поворотный редуктор
Рекомендованный продукт
Свяжитесь сейчас
Свяжитесь сейчас
Червячная передача и вал Комплект ведущих колес Шестерня Дуплексная шлифованная пластмасса Хорошая цена Шлифованный вал Спиральный микропроизводитель Латунь Червячная передача и вал из нержавеющей стали
Свяжитесь сейчас
Трансмиссия Eed Epel-090 Высокоточный редуктор с планетарным редуктором с низким люфтом и низким люфтом
Свяжитесь сейчас
Высококачественная настраиваемая червячная передача Eed
Свяжитесь сейчас
Свяжитесь сейчас
Деревообрабатывающие станки | Фелдер Магазин
Раздвижные настольные пилы Фуганки-строгальные станки/ фуганки/строгальные станки Шейперы Пилы Комбинированные машины с 5 функциями Кромкооблицовщики Широколенточные шлифовальные станки Шлифовальные станки Stroke & Edge Щеточная машина Ленточные пилы Расточные и долбежные станки Прессы для шпона с подогревом Пылеуловители Питатели питания Оборудование мастерскойВсегда АКТУАЛЬНО с Felder Group!
Всегда АКТУАЛЬНО с Felder Group!
СЕЙЧАС доступно бесплатно в App Store и Google Play!
Вы здесь:
Магазин
ЧПУ
Инструменты для шпинделя
Фреза без держателя вала
Фрезы черновые
Фрезы без держателя вала
Применение инструмента деревообрабатывающего станка: подробные этапы установки и наладки инструмента деревообрабатывающего четырехстороннего строгального оборудования
Предыдущий Следующий
Применение инструмента деревообрабатывающего станка: подробные шаги по установке и отладке инструментов деревообрабатывающего четырехстороннего строгального оборудования
1. Наладка оборудования
Наладка оборудования
(1) Разборка и сборка инструмента Четырехгранный строгальный нож имеет две установочные формы: одна представляет собой шпиндель со строгальной головкой, а строгальный нож устанавливается на строгальный станок; другой – гладкий вал, на него можно установить нож.
Установка типовых ножей намного проще, удобнее и быстрее, чем установка лезвий, особенно при обработке профилей должны использоваться типизированные ножевые валы, поэтому в настоящее время в основном используется конструкция для волочения ножей, способная устанавливать типизированные ножи. При установке профильного ножа сначала выберите профильный нож в соответствии с конкретными требованиями заготовки, чтобы определить, является ли кромка ножа гладкой, плоской и острой. Запрещается устанавливать инструменты с отсутствующими или сломанными зубьями. Сборочно-разборочные ножи должны быть снабжены четырехгранными строгальными инструментами, такими как специальные разборно-сборочные ключи или большие рожковые ключи, и по возможности не использовать разводные ключи.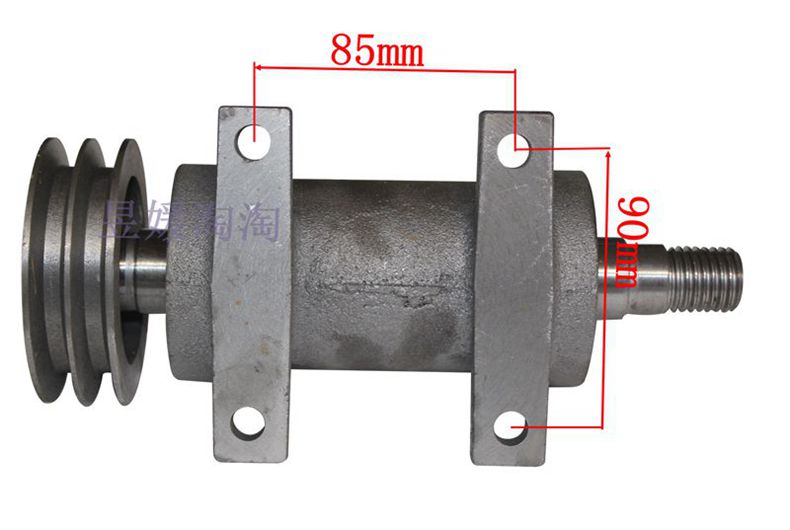
При установке выключите все аварийные выключатели и общую электрическую сигнализацию, откройте крышку четырехстороннего рубанка, активируйте систему удаления пыли, относящуюся к этому оборудованию, и используйте продувочный пистолет для сдувания всех видов стружки и пыль в урне. Открой его и замени. Наденьте специальный ключ на натяжную гайку вала ножа и обеими руками вдавите нож в защитную крышку ножевой втулки ножа. При установке сначала очистите грязь на валу резака, и в то же время обратите внимание на определение направления установки резака, чтобы избежать обратной установки. Затяните гайку и установите пылезащитную крышку. При использовании комбинированных ножей, когда размеры имеющегося инструмента не соответствуют деталям на чертеже, необходимо добавить прокладки между несколькими комбинированными ножами для регулировки расстояния между корпусами инструментов, чтобы обрабатываемая заготовка соответствовала требованиям Рисунок. Для тонких прокладок лучше всего использовать медные листы, но при отсутствии условий можно использовать и другие материалы (даже тонкий картон). После установки инструмента при снятии рубанка или установке инструмента будьте осторожны, чтобы не повредить инструмент или лезвие. Для каждого изменения ширины и толщины обрабатываемой заготовки необходимо регулировать верхнее и нижнее или левое и правое положение инструмента. Поэтому, будь то вертикальная или горизонтальная ось, четырехсторонний рубанок можно регулировать вверх и вниз, влево и вправо. Для смены инструмента необходимо отрегулировать вспомогательное устройство, чтобы обеспечить нормальную резку инструмента.
После установки инструмента при снятии рубанка или установке инструмента будьте осторожны, чтобы не повредить инструмент или лезвие. Для каждого изменения ширины и толщины обрабатываемой заготовки необходимо регулировать верхнее и нижнее или левое и правое положение инструмента. Поэтому, будь то вертикальная или горизонтальная ось, четырехсторонний рубанок можно регулировать вверх и вниз, влево и вправо. Для смены инструмента необходимо отрегулировать вспомогательное устройство, чтобы обеспечить нормальную резку инструмента.
① Регулировка стружколома: Когда стружколом регулируется влево и вправо, рабочая кромка стружколома должна выступать на 2-3 мм больше, чем режущий круг инструмента, а расстояние от режущей кромки инструмента составляет 4мм. При регулировке ослабьте фиксирующие болты поперечной регулировки рамы стружколома, вручную переместите стружколом в поперечном направлении в требуемое положение (выступая на 2-3 мм больше, чем уловитель режущего инструмента) и затяните крепежные болты. Когда стружколом отрегулирован в продольном направлении, ослабьте болт продольной регулировки стружколома и вручную переместите стружколом в продольном направлении станка. Когда стружколом приблизится к положению 4 мм от режущей кромки, затяните фиксирующий болт. Если регулировка стружколома левого инструмента меньше, чем диаметр режущей окружности режущей кромки, легко заставить левую сторону заготовки производить
Когда стружколом отрегулирован в продольном направлении, ослабьте болт продольной регулировки стружколома и вручную переместите стружколом в продольном направлении станка. Когда стружколом приблизится к положению 4 мм от режущей кромки, затяните фиксирующий болт. Если регулировка стружколома левого инструмента меньше, чем диаметр режущей окружности режущей кромки, легко заставить левую сторону заготовки производить
(3) Регулировка второй оси инструмента (правая вертикальная ось инструмента)
①Горизонтальная регулировка: режущая окружность режущей кромки рубанка должна касаться поверхности боковой задней направляющей пластины. Поместите регулировочную линейку близко к поверхности задней направляющей линейки, ослабьте стопорное устройство ножевого вала, отрегулируйте горизонтальное перемещение ножевого вала с помощью кривошипного ключа, пока он не коснется положения регулировочной линейки, а затем нажмите регулировочная линейка левой рукой Плотно на задней направляющей линейке поверните правый вал ножа вперед-назад правой рукой, и когда вы почувствуете )) установите фрикционный контакт с линейкой ножа, левое и правое положения отрегулированы, и окончательно зафиксируйте устройство крепления ножевого стержня.
Если режущая окружность рубанка окажется ниже поверхности задней направляющей линейки с правой стороны, это вызовет свист передней головки с правой стороны заготовки или несоответствие ширины по всей длине заготовки . Наоборот, если режущая окружность режущей кромки вала инструмента выше поверхности правой направляющей линейки, то сзади будет заедать правую боковую поверхность заготовки.
②Регулировка вверх и вниз: Регулировка вверх и вниз предназначена для изменения положения эффективной режущей кромки инструмента или для установки фрезы в нужное положение.
Сборка стружколома, компрессионной ваты и режущей головки интегрирована, поэтому ее можно перемещать вместе с режущей головкой. После каждой смены инструмента регулируются стружколом и компрессор. При изменении рабочей ширины нет необходимости регулировать стружколом и уплотнитель.
③Горизонтальная регулировка вала ножа: ослабьте запорное устройство вала ножа, используйте рукоятку для регулировки поперечного движения вала ножа, после достижения требуемого положения заблокируйте вал ножа, чтобы затянуть устройство.
④Регулировка вверх и вниз ножевого вала: Регулировка вверх и вниз предназначена для изменения положения эффективной режущей кромки инструмента или для размещения формирующего рубанка в требуемом положении. При регулировке используйте кривошипный ключ, чтобы ослабить стопорное устройство вала ножа, наблюдайте за цифрой высокого уровня, отображаемой на цифровом дисплее, отрегулируйте его до требуемого размера и заблокируйте вал ножа.
(5) Регулировка четвертого ножа (верхняя ось) Регулировка верхней оси включает в себя регулировку стружколома в передней части оси, регулировку компрессора в задней части оси и вверх и вниз. вниз и влево и вправо регулировки верхней оси.
(6) Регулировка каждого вспомогательного инструмента i строгальная мать Для обеспечения хорошего качества работы на выносливость поверхности; и чтобы не потреблять древесину, необходимо определить соответствующую величину резания до того, как заготовка будет строгана. По опыту максимальный строгальный диск на одну подачу каждого ножа: нижняя поверхность заготовки 1,5мм, правая поверхность заготовки 2мм, верхняя поверхность заготовки 1м на 2 дня, левая поверхность заготовки 6 мм.
① Регулировка количества реза нижней поверхности: Количество реза нижней поверхности осуществляется путем регулировки переднего рабочего стола. В четыре хлеба. Со стороны входного отверстия есть джойстик для регулировки переднего рабочего стола. Ослабьте ручку регулировки переднего рабочего стола на джойстике и перемещайте джойстик вперед и назад, чтобы поднять передний рабочий стол так, чтобы передний рабочий стол оказался ниже заднего рабочего стола. Затем можно отрегулировать глубину резания нижней поверхности, и значение регулировки отображается на шкале. После регулировки затяните ручку.
②Регулировка количества реза на правой поверхности: Регулировка количества реза на правой поверхности осуществляется путем горизонтальной регулировки ведущей линейки (без обрезного ножа).
Со стороны порта подачи четырехстороннего рубанка имеется джойстик для регулировки передней направляющей линейки, расслабьте ручку регулировки I-направляющей линейки, перемещайте джойстик вперед и назад, чтобы заставить переднюю направляющую линейку двигаться назад относительно задней направляющей линейки, а величина обратного движения равна тому, что заготовка имеет поверхность. Скорректированное значение припуска на строгание отображается на шкале. После регулировки затяните ручку.
Скорректированное значение припуска на строгание отображается на шкале. После регулировки затяните ручку.
③Регулировка ширины обработки заготовки: Отрегулируйте левую ось инструмента по горизонтали, чтобы режущая кромка левой оси инструмента была 1) Относительная направляющая линейка круга представляет собой ширину заготовки, и ее значение отображается на цифровом дисплее.
④Регулировка ширины обработки заготовки: Отрегулируйте верхний ножевой вал по вертикали, чтобы верхний ножевой вал разрезал толщину относительно рабочего стола, и его значение отображается на цифровом дисплее.
(7) Регулировка боковой прижимной пластины Боковая прижимная пластина используется для бокового ведения и прижатия, чтобы предотвратить боковое прыгание заготовки из-за действия вертикального вала ножа, а также для обеспечения хорошей боковой и jJ ежедневной качество работы. При регулировке ослабьте стопорный рычаг, переместите рукой боковую прижимную пластину, чтобы соединить ее поверхность с заготовкой, а затем зафиксируйте стопорный рычаг. При регулировке следите за тем, чтобы направляющая линейка была достаточно затянута. Если давление велико, подача заготовки будет легко заблокирована; если давление мало, давление задней пластины будет слишком маленьким или будут зазоры, которые вызовут шероховатость на левой стороне заготовки.
При регулировке следите за тем, чтобы направляющая линейка была достаточно затянута. Если давление велико, подача заготовки будет легко заблокирована; если давление мало, давление задней пластины будет слишком маленьким или будут зазоры, которые вызовут шероховатость на левой стороне заготовки.
(8) Регулировка бокового прижимного ролика Функция бокового прижимного ролика заключается в удержании заготовки в контакте с направляющей во время подачи. Способ регулировки заключается в перемещении основания цилиндра вручную так, чтобы цилиндр соприкасался с заготовкой, а боковой цилиндр прижимался к заготовке. Сжатие пружины составляет 2-3 мм, а стопорный стержень основания затянут.
(9) Регулировка нижнего опорного барабана
①Регулировка переднего опорного ролика (зубчатого ролика): отрегулируйте регулировочный болт переднего опорного ролика за станком так, чтобы барабан был на 2-3 мм выше поверхности рабочего стола.
②Регулировка заднего опорного конуса (оптическое пение): отрегулируйте регулировочный болт заднего опорного конуса спицы в задней части станка так, чтобы конус ролика был на 0,05–0,15 мм выше поверхности рабочего стола.
(10) Регулируется давление питателя. Обычно есть три типа фонографов подачи, а именно конусы, конопляные колеса и пластиковые колеса.
Конусная подача используется на поверхности обрабатываемой детали, и сила подачи, создаваемая ею, очень велика, но она вдавит поверхность заготовки в более очевидную выемку, которую необходимо сбрить червяк при обработке верхнего горизонтального ножа. Если вмятина слишком глубокая, останутся следы, и заготовка будет бракована. Следовательно, сила регулировки давления этой катушки подачи должна быть соответствующей. Способ регулировки усилия прижима подающего механизма двухколесного вагона: Обычно используется высота существующего конуса конуса, когда подающий механизм находится в свободном состоянии, а вершина нижнего зуба ниже толщины обрабатываемой древесины на 1-2 мм или на половину высоты зуба. Во время определенной операции крышка бункера и каждый аварийный выключатель могут быть открыты. Помогая нажать и удерживать предохранительный выключатель в верхнем углу крышки бункера, наладчик берет в левую руку обрабатываемый кусок дерева и кладет его на четырехсторонний строгальный стол. Сравните высоту подъема первого магазина подачи. Чтобы предотвратить сдавливание дерева стволом, торцевая плоскость дерева должна быть параллельна концу ствола и снаружи торцевой поверхности ствола, а затем активировать кнопку подъема механизма подачи, чтобы наблюдать высота ствола спицы подачи. Зубья на барабане катушки расположены ниже. Когда толщина древесины составляет половину зуба, это соответствует требованиям.
Сравните высоту подъема первого магазина подачи. Чтобы предотвратить сдавливание дерева стволом, торцевая плоскость дерева должна быть параллельна концу ствола и снаружи торцевой поверхности ствола, а затем активировать кнопку подъема механизма подачи, чтобы наблюдать высота ствола спицы подачи. Зубья на барабане катушки расположены ниже. Когда толщина древесины составляет половину зуба, это соответствует требованиям.
Подача пенькового колеса используется при небольшом припуске на обработку древесины. Подача пеньковым кругом может уменьшить глубину вдавливания древесины, но его недостаток в том, что сила подачи не такая хорошая, как у конусов. Пластмассовое колесо обжимает строганную поверхность заготовки.
(11) Регулировка скорости подачи Скорость подачи зависит от породы дерева, резки коконов, площади поперечного сечения и формы поперечного сечения работы, обычно 5-25 м1мин. Его регулировка использует бесступенчатый регулятор скорости, который может осуществлять первичную регулировку скорости. Следует обратить внимание на регулировку, и регулировка должна выполняться во время подачи, иначе это приведет к повреждению регулятора.
Следует обратить внимание на регулировку, и регулировка должна выполняться во время подачи, иначе это приведет к повреждению регулятора.
Принцип определения скорости заключается в использовании низкой скорости при работе с твердой древесиной, крупными заготовками, древесиной с высоким содержанием влаги, большим объемом реза и заготовками сложной формы поперечного сечения, и наоборот.
Эксплуатация оборудования
В-четвертых, для строгального станка требуется два оператора, рука станка стоит сбоку от входного отверстия, а верхняя и нижняя заготовки подаются блок за блоком. При кормлении насекомые одновременно выбирают кормовые материалы в соответствии со стандартами материалов и выбирают неподходящие материалы, которые явно слишком толстые или слишком тонкие. Помощник рабочего стоит сбоку от разгрузочного отверстия, чтобы получить материал и выполнить проверку качества, а также своевременно передать информацию о качестве оператору машины.
(3) Правила техники безопасности при четырехстороннем строгании
Хотя четырехсторонний станок является относительно безопасным деревообрабатывающим станком, он требует от оператора точной регулировки различных деталей на месте из-за множества режущих валов и сложных механизмов, и действовать в соответствии с требованиями для обеспечения безопасности оборудования и персонала.