Вал токарного станка 8: Вращающийся вал токарного станка, 8 (восемь) букв
alexxlab | 22.07.2023 | 0 | Разное
Устройство токарного станка по металлу: описание, принцип работы, основные узлы
Токарный станок представляет собой специализированное оборудование, предназначенное для обработки металлических заготовок разнообразного типа. Допустимо применение при изготовлении одиночных изделий, а также серийном выпуске какой-либо продукции.
Любой агрегат подобного типа имеет несколько основных составляющих, в число которых входит:
- Станина.
- Передняя бабка.
- Шпиндель.
- Предназначенный для подачи механизм.
- Суппорт.
- Фартук.
- Задняя бабка.
- Каретка.
- Вал.
Каждая из перечисленных составляющих играет определённую роль, которую в обязательном порядке требуется изучить, если нужно получить представление о принципе функционирования такого оборудования.
Станина
Наиболее крупной составляющей оборудования является станина. Именно она выполняет функции основы, на которой фиксируются остальные сегменты оборудования. Подобная деталь неподвижна и является двумя расположенными параллельно стенками. Они соединяются с помощью поперечин.
Подобная деталь неподвижна и является двумя расположенными параллельно стенками. Они соединяются с помощью поперечин.
В конструкцию входят особые ножки, по форме напоминающие тумбы. В их внутреннем пространстве складываются инструменты. В качестве направляющих задействуются расположенные сверху рейки. Именно по ним перемещается суппорт, бабка в процессе функционирования. Упомянутые составляющие могут относиться к плоской или призматической разновидности.
Передняя бабка
Во внутреннем пространстве шпиндельной бабки располагаются такие важные детали, как шпиндель, два подшипника, шкив, коробка, относящаяся к скоростной разновидности. Основное назначение этой составляющей заключается в поддерживании заготовки, а также в обеспечении необходимого вращения.
Шпиндель
Роль главной составляющей бабки, относящейся к передней разновидности, играет шпиндель. Он изготавливается из металлического сплава, является валом, характеризующимся конусообразной конфигурацией.
В нём закрепляются разнообразные инструменты оправки, а также иные приспособления, применяемые в процессе обработки. Шпиндель характеризуется гладкостью. В обязательном порядке он должен быть чисто отшлифован. Обязательным условием является отсутствие люфтов.
Требуется понимать, что состояние этой детали оказывает влияние на качество расточных операций, проводимых в отношении обрабатываемых деталей. Шпиндель характеризуется наличием резьбы, а некоторые модели имеют подобные детали со спец. канавкой, предотвращающей произвольное откручивание патрона.
Механизм для подачи
В процессе функционирования суппорт может перемещаться вдоль, поперёк. Направление его движения задаётся за счёт особого подающего устройства. Оно определяется трензелем, располагающемся в бабке.
Снаружи присутствуют ручки для корректировки направления, амплитуды перемещения суппорта. Если станок характеризуется наличием функции автоподачи, то в нём присутствует ходовой винт, валик. Подобные составляющие задействуются для проведения операций, характеризующихся повышенной сложностью._2022-08-11_10-31-20.jpg)
Суппорт
Характерным элементом станка, относящегося к токарной разновидности, является суппорт. Именно с его помощью обеспечивается движение режущего элемента в разнообразных направлениях.
Относящее к продольной разновидности перемещение идёт по салазкам с применением каретки. При этом режущий инструмент перемещается в поперечной плоскости за счёт верхней составляющей суппорта. При этом фиксаторы резцов, относящиеся к одноместной или многоместной разновидности, монтируются на неё.
Фартук
Если речь идёт о фартуке, то он представляет собой особую составляющую станка, за корпусом которой располагаются механизмы, являющиеся связующим звеном между суппортом, относящейся к зубчатой разновидности рейкой, винтом ходового типа.
Управлять фартуком можно с помощью органов, которые присутствуют на корпусе. За счёт этого ощутимого облегчается процесс регулировки суппорта во время функционирования оборудования.
Задняя бабка
Закрепляемая на шпинделе деталь называется задней бабкой.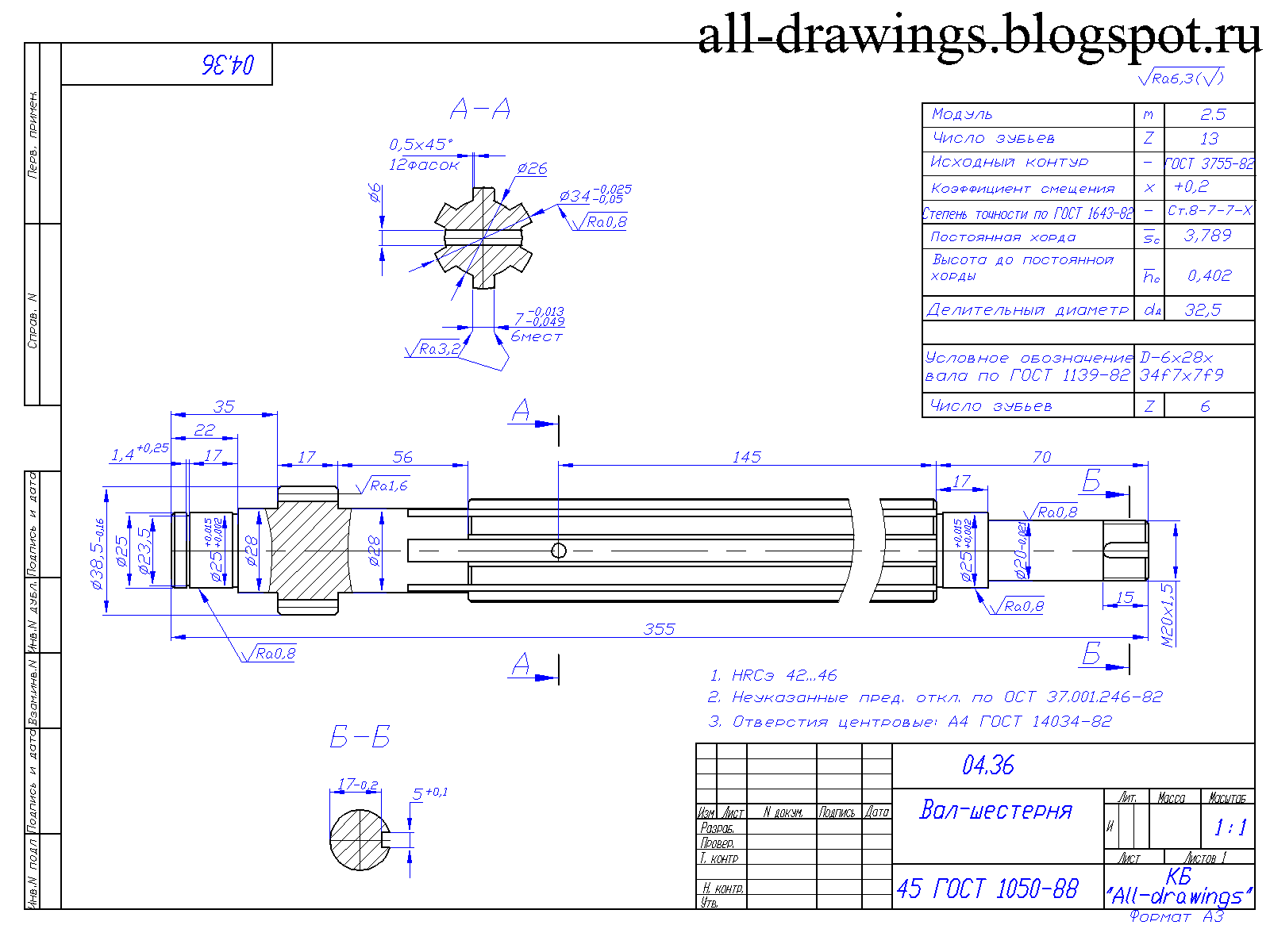 Она относится к подвижной разновидности. Подобная составляющая включает в себя два основных элемента, а именно нижний и верхний. Первый являются особой плитой, а второй — шпиндельным держателем.
Она относится к подвижной разновидности. Подобная составляющая включает в себя два основных элемента, а именно нижний и верхний. Первый являются особой плитой, а второй — шпиндельным держателем.
Входящая в состав токарного станка задняя бабка перемещается по станине и при необходимости может фиксироваться в любом месте при помощи рукоятки, относящейся к рычажному типу.
Конус задней бабки — пиноль. Именно в нём хранится инструмент или приспособление, используемое в процессе обработки. Дополнительно описываемый элемент оборудования используется в качестве второй опоры при обработке деталей, характеризующихся немалой длиной.
Каретка
Составляющая токарного станка, предназначенная для продольного перемещения суппорта по салазкам, входящим в конструкцию станины, называется кареткой. От её исправности зависит свободное перемещение упомянутого элемента.
Вал
Вал вращения шпинделя характеризуется наличием двух рукояток включения. Если ручки занимают среднее положение, то он находится во включённом режиме.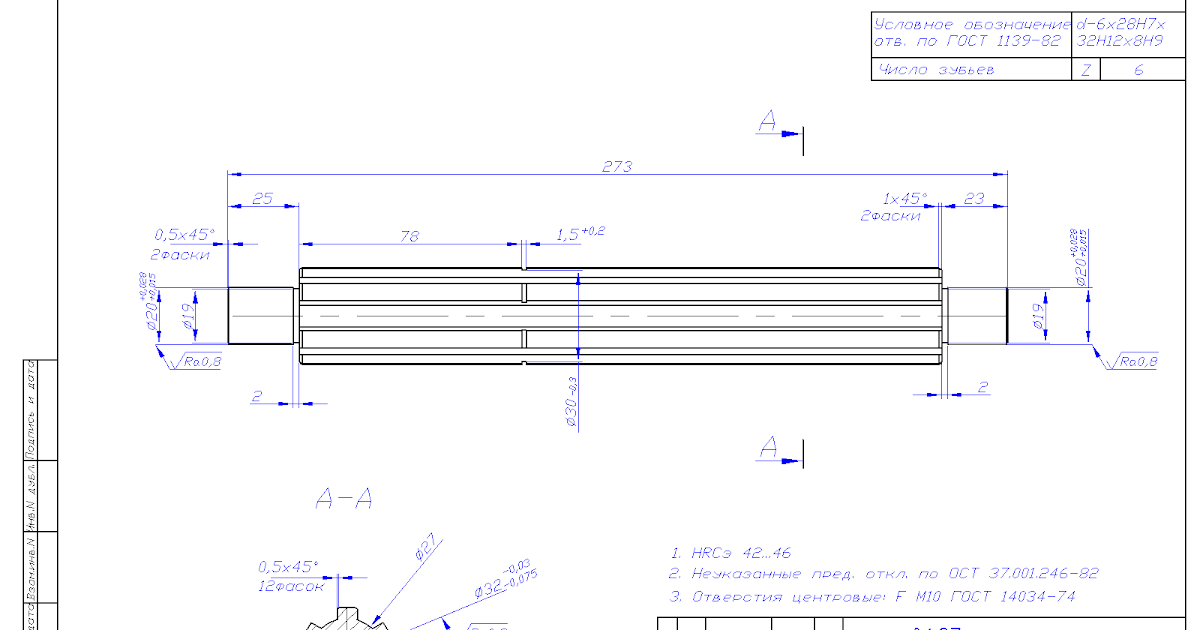 Если задаётся положение вверх, то осуществляется вращение против часовой стрелки, то есть рабочее движение. Если опустить рукоятки вниз, то вал начнёт вращаться по часовой стрелке, то есть совершать обратное движение.
Если задаётся положение вверх, то осуществляется вращение против часовой стрелки, то есть рабочее движение. Если опустить рукоятки вниз, то вал начнёт вращаться по часовой стрелке, то есть совершать обратное движение.
Принцип работы
Функционирование токарного станка, включающего в себя все перечисленные выше составляющие, осуществляется следующим образом:
- Применяемый для работы инструмент вставляется в пиноль задней бабки. При этом она должна быть установлена в соответствии с габаритами подлежащей обработке заготовки. Учитывается, что она передвигается по направляющим станины.
- Между передней и задней бабками размещается суппорт. В процессе функционирования он двигается по направляющим с использованием каретки.
- В зависимости от размера подлежащей обработке детали выбираются резцедержатели. Они могут относиться к одиночной разновидности или ориентироваться на несколько резцов.
Обработка деталей с использованием подобного оборудования осуществляется в результате вращения режущих инструментов. Когда резцы совершают поступательное движение, с поверхности заготовки снимается металлический слой. За счёт этого ей придаётся нужный вид, а также конфигурация.
Когда резцы совершают поступательное движение, с поверхности заготовки снимается металлический слой. За счёт этого ей придаётся нужный вид, а также конфигурация.
Видео:
Типы револьверов токарных станков и инструментальная оснастка
Револьверные головки используются для установки режущего инструмента и его автоматической смены. Револьверы бывают разных типов (VDI, BOT, BMT) и отличаются по максимальному количеству инструмента, который можно установить. Встречаются револьверы на 8, 12, 24 позиции и некоторые другие. Наиболее часто современные токарные станки с ЧПУ оснащаются револьверами на 12 инструментов.
Распространенные типы токарных револьверов
VDI
Револьверные головки VDI (Verein Deutscher Ingenieure) имеют на торце специальные отверстия для установки соответствующих инструментальных блоков. Основные типоразмеры: VDI16, VDI20, VDI30, VDI40, VDI50, VDI60. Чем крупнее станок, тем более крупный типоразмер устанавливается. Самые популярные способы закрепления VDI30 (Haas SL-10, DMG MORI 310 ecoline) и VDI40 (станки Haas серий ST и DS, DMG MORI 510 ecoline).
Основные типоразмеры: VDI16, VDI20, VDI30, VDI40, VDI50, VDI60. Чем крупнее станок, тем более крупный типоразмер устанавливается. Самые популярные способы закрепления VDI30 (Haas SL-10, DMG MORI 310 ecoline) и VDI40 (станки Haas серий ST и DS, DMG MORI 510 ecoline).
Предлагается довольно большой ассортимент держателей VDI. Есть цанговые осевые держатели, быстрозажимные, для сверл и расточных резцов, резцедержатели радиальные левые и правые, короткие и длинные.
Держатели VDI имеют на хвостовике специальную гребенку для их закрепления в посадочном гнезде револьвера. В отверстии револьвера также имеется специальный вал с такой гребенкой. С помощью этого вала, закручивая его шестигранным ключом, осуществляется зажим. Смена инструментального держателя выполняется очень быстро, достаточно открутить всего один винт.
Существует много видов держателей радиальных прямоугольных резцов (от B1 до B8). При выборе такого держателя нужно учитывать исполнение резца (правый, левый) и расположение зажимного винта в гнезде револьвера (сверху, снизу).
Например, у токарных станков Haas винт с гребенкой находится снизу, поэтому держатель нужно вставлять в гнездо гребенкой вниз. Если при этом мы планируем использовать правый резец, то нужно выбирать левый держатель B2 (короткий) или B6 (удлиненный). Резец в этом случае будет стоять пластинкой вниз, а шпиндель станка будет вращаться по часовой стрелке (по M03).
Если планируется работать левым резцом, то нужно выбирать левый перевернутый держатель B4 (короткий) или B8 (удлиненный). Резец будет стоять пластинкой вверх, а шпиндель станка будет вращаться против часовой стрелки (по M04).
Револьвер VDI может комбинироваться на токарном станке с системой приводного инструмента для выполнения различных фрезерных операций. Предлагаются осевые и радиальные приводные станции. Осевая станция направлена вдоль оси вращения шпинделя (ось Z), а радиальная вдоль оси X (диаметр). Существуют и станции с настраиваемым углом, которые позволяют наладчику выставить необходимый для работы угол. Чаще всего используют станции под цанги ER32 (зажимаемый хвостовик инструмента до 20 мм), но есть станции и под цанги ER25, ER40.
Чаще всего используют станции под цанги ER32 (зажимаемый хвостовик инструмента до 20 мм), но есть станции и под цанги ER25, ER40.
Существуют модели без внутреннего подвода СОЖ и с внутренним подводом. Главное, на что тут нужно обратить внимание, это общая длина хвостовика и тип зацепления. Разные производители станков используют разные виды зацепления приводных станций с ведущим валом: шпоночные, шлицевые, зубчатые. У станков Haas шлицевое соединение имеет такие размеры.
А длина хвостовика (X) может иметь 3 значения.
Параметры приводного инструмента
| Модели токарных станков | Длина хвостовика X, мм |
|---|---|
| SL-20 и SL-30 с револьвером VDI40 | 104,80 |
| Все станки серии ST, кроме ST-40/45/L. Все станки серии DS. SL-20 и SL-30 с гибридным револьвером VB. SL-40 с револьвером VDI. TL-15 и TL-25 | 117,55 |
| SL-40 с гибридным револьвером VB. ST-40/40L, ST-45/45L | 130,25 |
BOT
Следующий тип инструментального револьвера — тип BOT (Bolt-On Tool turret).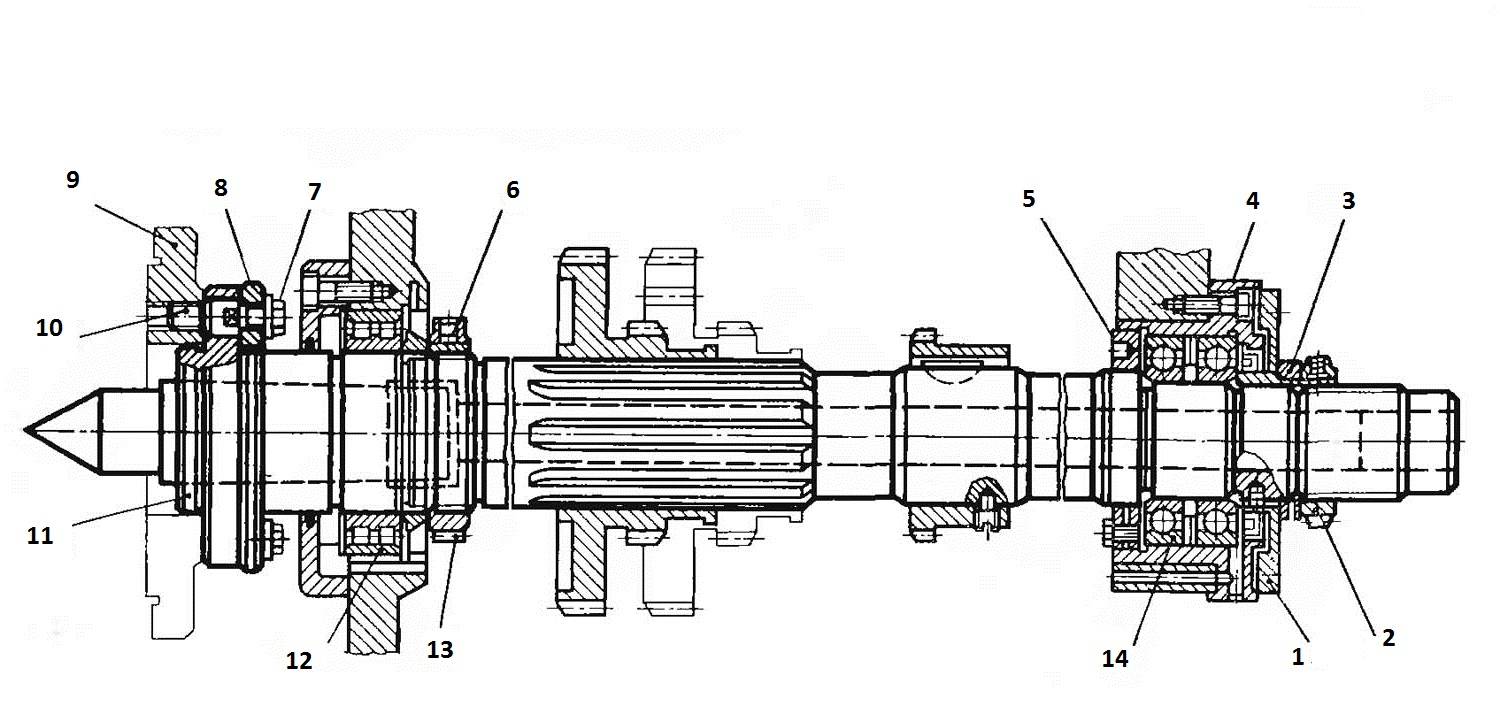 Револьвер BOT не комбинируется с системой приводного инструмента, но позволяет работать с контршпинделем. Инструментальная оснастка BOT для осевого инструмента крепится к револьверу с помощью четырех болтов (радиальный способ крепления). Прямоугольные резцы для наружного точения устанавливаются непосредственно в паз револьвера и зажимаются с помощью специальных прижимов. Дополнительная инструментальная оснастка для них не требуется.
Револьвер BOT не комбинируется с системой приводного инструмента, но позволяет работать с контршпинделем. Инструментальная оснастка BOT для осевого инструмента крепится к револьверу с помощью четырех болтов (радиальный способ крепления). Прямоугольные резцы для наружного точения устанавливаются непосредственно в паз револьвера и зажимаются с помощью специальных прижимов. Дополнительная инструментальная оснастка для них не требуется.
Крепление жесткое, хорошо подходит для силовой серийной токарной работы, но на смену держателя требуется больше времени. Нужно открутить 4 болта, а не один, как в системе VDI. Ассортимент инструментальной оснастки не такой большой, и стоит она дороже. Подача СОЖ через инструмент возможна. Это организовано с помощью внутренних каналов держателя и его задней стенки.
Инструментальные держатели BOT не всегда можно переставить с одного станка на другой. Они могут иметь разные расстояния между крепежными болтами. Даже у одного производителя эти держатели отличаются для разных станков. Например, у станков Haas ST-20/25/30/35, DS-30 межцентровые расстояния 80х45 мм, а у станков ST-10/15 — 70х45 мм. Держатели с размерами 80х45 мм подходят также для станков Okuma LB15/25/LB15II/LB300, а с размерами 70х45 мм для Okuma LLC-15-2S. Многие производители инструментальной оснастки указывают в своих каталогах, для каких станков подходит тот или иной держатель BOT.
Например, у станков Haas ST-20/25/30/35, DS-30 межцентровые расстояния 80х45 мм, а у станков ST-10/15 — 70х45 мм. Держатели с размерами 80х45 мм подходят также для станков Okuma LB15/25/LB15II/LB300, а с размерами 70х45 мм для Okuma LLC-15-2S. Многие производители инструментальной оснастки указывают в своих каталогах, для каких станков подходит тот или иной держатель BOT.
VB (VDI/BOT)
Следует вспомнить также и о гибридных револьверах VB (VDI/BOT), имеющие как гнезда VDI, так и посадочные места BOT, которые чередуются между собой (6 VDI + 6 BOT).
Такие револьверы позволяют работать как с системой приводного инструмента, так и с контршпинделем. Максимальное количество приводных станций здесь равно количеству гнезд VDI.
BMT
Следующий распространенный тип револьвера — тип BMT (Base Mount Tooling turret). Существуют следующие типоразмеры: BMT45, BMT55, BMT60, BMT65, BMT75.
Чаще всего таким револьвером оснащаются токарные центры с осью Y и приводным инструментом. Привод для приводной станции находится внутри револьвера. Он не занимает место в рабочей зоне станка и не конфликтует с задней бабкой. Инструментальная оснастка устанавливается радиально, крепится четырьмя болтами и однозначно позиционируется с помощью шпоночных пазов.
Привод для приводной станции находится внутри револьвера. Он не занимает место в рабочей зоне станка и не конфликтует с задней бабкой. Инструментальная оснастка устанавливается радиально, крепится четырьмя болтами и однозначно позиционируется с помощью шпоночных пазов.
Диаметр хвостовика станции (размер D) соответствует цифре в обозначении типоразмера. Для BMT65 диаметр хвостовика 65 мм. Такой типоразмер имеют токарные станки Haas, многие станки Doosan среднего типоразмера, Hyndai Wia, Smec.
Затягивать цангу приводной станции BMT можно только в рабочей позиции и только двумя ключами, чтобы не повредить диск внутри револьвера. Можно это делать и вне станка. Видео ниже показывает процесс подготовки приводной станции BMT к работе.
Револьверы BMT чаще бывают 12-позиционными, но могут предлагаться и на 24 инструмента. Причем максимальное количество приводных станций и посадочных мест не меняется. Дополнительный токарный инструмент устанавливается за счет специальных многоместных держателей и возможности револьвера позиционироваться не через 30 градусов, а через 15. Такие многоместные держатели предлагаются и для токарных станков с контршпинделем.
Причем максимальное количество приводных станций и посадочных мест не меняется. Дополнительный токарный инструмент устанавливается за счет специальных многоместных держателей и возможности револьвера позиционироваться не через 30 градусов, а через 15. Такие многоместные держатели предлагаются и для токарных станков с контршпинделем.
Заключение
У каждого типа револьвера есть свои плюсы и минусы.
Револьвер BMT часто устанавливают на токарный центр с приводным инструментом. Привод спрятан внутри револьвера и не мешает обработке, а приводные станции, как прямая, так и угловая, позволяют работать не только с главным шпинделем, но и с контршпинделем.
Револьвер BOT хорошо подойдет для обычного 2-х осевого токарного станка. Радиальные резцы для наружного точения устанавливаются непосредственно в пазы револьвера без использования инструментального держателя. Такой револьвер также позволяет работать с контршпинделем.
Револьвер VDI не может работать с контршпинделем, но позволяет работать с приводным инструментом. Существует большой ассортимент инструментальных держателей VDI. Они недорого стоят, и их можно быстро заменить. Это удобно при частой переналадке.
Существует большой ассортимент инструментальных держателей VDI. Они недорого стоят, и их можно быстро заменить. Это удобно при частой переналадке.
ПЕРЕХОДНИК ДЛЯ ПЕРЕХОДНИКА ПЕРЕДНЕЙ И ЗАДНЕЙ БАБКИ
ПЕРЕХОДНИК ДЛЯ ЗАДНЕЙ БАБКИ
|
 Это также позволяет переносить заготовку с одного токарного станка на другой без потери точности.
Это также позволяет переносить заготовку с одного токарного станка на другой без потери точности.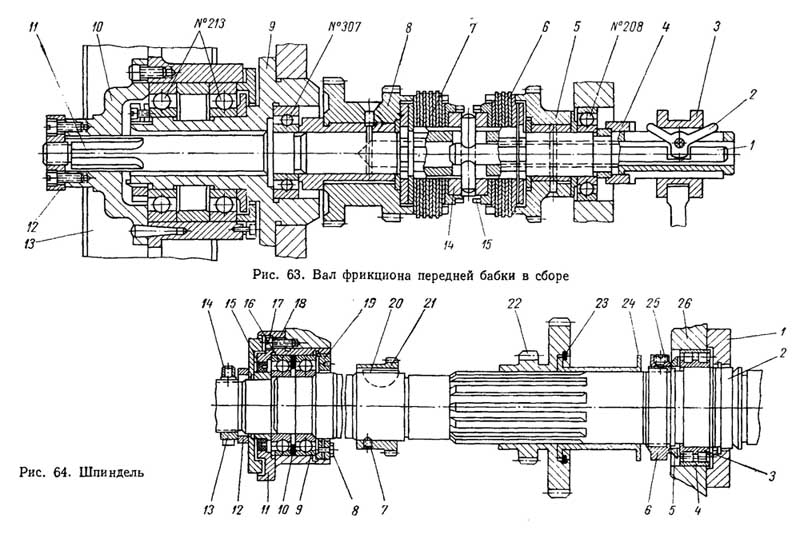 Удобная ручка диаметром 2 дюйма позволяет очень легко затягивать и снимать изделие. Тяговое звено необходимо отрезать ножовкой, чтобы оно соответствовало шпинделю токарного станка
Удобная ручка диаметром 2 дюйма позволяет очень легко затягивать и снимать изделие. Тяговое звено необходимо отрезать ножовкой, чтобы оно соответствовало шпинделю токарного станка  Пожалуйста, присылайте вопросы и комментарии относительно этого сайта на
Веб-мастер BestWoodTools. Вопросы и комментарии относительно нашей продукции или заказов следует направлять в отдел продаж BestWoodTools по телефону
Пожалуйста, присылайте вопросы и комментарии относительно этого сайта на
Веб-мастер BestWoodTools. Вопросы и комментарии относительно нашей продукции или заказов следует направлять в отдел продаж BestWoodTools по телефонуИдентификационная таблица крепления шпинделя токарного станка
Просмотрите диаграммы ниже, чтобы определить тип носика шпинделя. Проанализируйте соответствующую диаграмму и сделайте необходимые измерения. Выберите размер вершины шпинделя для вашего патрона или переходной пластины.
Тип D – Camlock
Штифты Camlock имеют D-образный вырез на корпусе. Они используются для крепления патрона к шпинделю токарного станка.
Патроны D1-3 и D1-4 и переходные пластины имеют 3 штифта с эксцентриковым замком. Патроны и переходные плиты
Чтобы установить патрон, оператор токарного станка вставляет эксцентриковые штифты патрона в шпиндель токарного станка и с помощью гаечного ключа поворачивает кулачок внутри шпинделя, оператор втягивает эксцентриковые штифты внутрь, чтобы плотно прижать патрон к шпинделю.
| Размер вершины шпинделя | A | B | C | D | E | 901 87 Ф|
|---|---|---|---|---|---|---|
| Д1-3 | 92 | 53,983 | 11 | 32 | 3×15,1 | 70,6 |
| Д1-4 | 117 | 63,521 | 11 | 34 | 3×16,7 | 82,6 |
| Д1-5 | 146 | 82,573 | 13 | 38 | 6×19,8 | 104,8 |
| Д1-6 | 181 | 106.385 | 14 | 45 | 6×23 | 133,4 |
| Д1-8 | 225 | 139.731 | 16 | 50 | 6×26,2 | 171,4 |
| Д1-11 | 298 | 196.883 | 18 | 60 | 6×31 | 235 |
| Д1-15 | 403 | 285. 791 791 | 19 | 70 | 6×35,7 | 330,2 |
| Д1-20 | 546 | 412.795 | 21 | 82 | 6×42,1 | 463,6 |
Тип A1 — короткий конус
Резьбовые отверстия на внешней окружности болта и резьбовые отверстия на внутренней окружности болта.
| Размер вершины шпинделя | A | B | C | D | E1 | 901 87 F1E2 | F2 | |
|---|---|---|---|---|---|---|---|---|
| A1-5 | 133,4 | 82,575 | 14.288 | 22,2 | 11×7/16-14 UNC | 104,8 | 8×7/16-14 UNC | 61,9 |
| А1-6 | 165,1 | 106.390 | 15.875 | 25,4 | 11×1/2-13 UNC | 133,4 | 8×1/2-13 UNC | 82,6 |
| А1-8 | 209,5 | 139. 735 735 | 17.462 | 28,6 | 11×5/8-11 UNC | 171,4 | 8×5/8-11 UNC | 111.1 |
| А1-11 | 279,4 | 196.885 | 19.05 | 34,9 | 11×3/4-10 UNC | 235 | 8×3/4-10 UNC | 165,1 |
| А1-15 | 381 | 285,8 | 20.638 | 41,3 | 12×7/8-9 UNC | 330,2 | 11×7/8-9 UNC | 247,6 |
| А1-20 | 520 | 412,8 | 22.225 | 47,6 | 12×1-8 UNC | 463,6 | 11×1-8 UNC | 368,3 |
Тип A2 — короткий конус
Резьбовые отверстия на внешней окружности болта, без отверстий на внутренней окружности болта.
| Размер вершины шпинделя | A | B | C | D | E1 | 90 187 Ф1|
|---|---|---|---|---|---|---|
| А2-3 | 92. 1 1 | 53,985 | 11.1 | 15,9 | 3×7/16-14 UNC | 70,66 |
| А2-4 | 108 | 63,525 | 11.1 | 19 | 11×7/16-14 UNC | 82,55 |
| А2-5 | 133,4 | 82,575 | 12,7 | 22,2 | 11×7/16-14 UNC | 104,8 |
| А2-6 | 165,1 | 106.390 | 14,3 | 25,4 | 11×1/2-13 UNC | 133,4 |
| А2-8 | 209,5 | 139.735 | 15,9 | 28,6 | 11×5/8-11 UNC | 171,4 |
| А2-11 | 279,4 | 196.885 | 17,5 | 34,9 | 11×3/4-10 UNC | 235 |
| А2-15 | 381 | 285,8 | 19 | 41,3 | 12×7/8-9 UNC | 330,2 |
| А2-20 | 520 | 412,8 | 20,6 | 47,6 | 12×1-8 UNC | 463,6 |
Тип L — длинный конус
Для центрирования и фиксации фитингов, ключ для точной фиксации и стопорная гайка с фланцем.