Вальцовка листового – Вальцовка листового металла – технология процесса
alexxlab | 28.03.2020 | 0 | Разное
что это такое, процесс вальцевания
Вальцовка листового металлопроката относится к виду формоизменяющих операций холодной штамповки, которая производится не профилированным инструментом при помощи вращения. Для вальцевания больших объемных заготовок из толстого листового проката используется предварительный нагрев заготовки, но в основном производится деформация холодного металла.
Что представляет собой процесс вальцевания
Готовые изделия из листового металлопроката пользуются большим спросом у частных лиц и очень востребованы у предприятий и предпринимателей. Вальцевание листового металла широко применяется для изготовления труб различных диаметров, емкостей различных объемов, развальцовки металлических изделий, труб и многое другое.
Для изготовления таких конструкций необходимы специализированное оборудование и инструменты. Имеют большую популярность вальцованные изделия из листового металла, соответственно для которого необходим вальцовочный станок.
Виды получаемого изделия при прокатке листа через вальцы
При помощи этого станка можно получить готовые металлические изделия в форме:
- цилиндра;
- овала;
- конуса;
- квадрата.
Размеры могут быть любого диаметра и длины. Толщина стенки и диаметр изделия зависят от мощности привода и габаритов самих вальцов станка, чтобы воздействовать на лист с таким усилием, при котором параметр напряжения изгиба превышал бы предел упругости металла.
После холодной деформации, пройдя через вальцы, металл не теряет своих физических свойств, сохраняет исходные характеристики и структурную целостность. Вальцевание листового металлопроката различных марок производят специализированные компании, имеющие на своем балансе необходимое оборудование.
Станок для вальцовки листового металла
Основной составляющей станка являются вальцы или валки, которые и производят непосредственно изгиб металлического листа. Их может быть два, три или четыре штуки, один из которых является основным, а остальные, вращаясь, производят процесс вальцевания. Большей популярностью пользуются трех- и четырехвалковые станки. Чем большее количество валков, тем больший по толщине металл можно деформировать, и производительность таких станков почти в два раза выше. Четырехвалковые станки имеют высокую точность вальцовки.
Как правило, большинство предприятий используют трехвалковые гибочные станки с асимметрично расположенными вальцами. В таких станках нижний и верхний валки являются приводными и для правильной работы настраиваются с зазором, который равен толщине металла или меньше, чтобы при работе не допускалось его проскальзывание. Регулировка происходит нижним валом опусканием или поднятием.
Привод вальцовочного станка
- Ручной. Поднимается и опускается нижний валец вручную и процесс вальцевания происходит также ручным механическим способом.
- Электрический. На основном приводе стоит электрический двигатель, обязательно оснащенный тормозом, и имеет реверс. Быстрая остановка вальцов и обратный ход необходимы как вначале формовки изделия, так и в дальнейшем процессе.
- Пневматический. Формующие валки приводятся в действие при помощи пневматики. Такие станки применяются для вальцевания толстого металла.
- Гидравлика. Самыми мощными являются станки, работающие от гидравлического привода. Такие вальцовочные машины имеют большие габариты и возможности. На них успешно проводят прокат листа самой большой толщины по сравнению со станками, имеющие другие приводы. Такие машины устанавливаются на больших промышленных предприятиях, где необходимо выполнять работы больших объемов с высокой точностью.
Процесс вальцевания, прокатка через вальцы
Закругление листа формирует третий изгибающий задний валок. Зазор и положение этого вала относительно двух ведущих и определяет форму будущей детали и ее радиус. Чем меньше зазор меду валами, тем меньше радиус заготовки. Если валы стоят параллельно друг к друг, стало быть, деталь получится цилиндрическая, если третий вал стоит под углом, то и форма изделия будет конусная.
Вальцы для прокатки листа могут поставляться с полированной, обрезиненной и повышенной твердостью поверхностью.
Гибочные четырехвалковые станки имеют дополнительный передний вальцовочный вал, служащий для подгибки передней кромки листа, после его установки меду приводными вальцами. Обычно на четырехвалковых станках этот вал имеет пневматический привод, установленный дополнительно. Это, можно сказать, самое популярное оборудование для прокатки листового металла. Механизмы с гидравлическим приводом применяются на более мощных вальцовочных станках. Цена на них значительно отличается от трехвалковых в большую сторону.
Недостатки вальцовочных станков
Наверное, единственным недостатком станков для вальцовки металла является их стоимость. Машины с гидравлическим приводом имеют очень высокую цену и большие текущие материальные расходы. Но, это перекрывается высокой производительностью и точностью готового изделия.
Другие станки, имея относительно низкую стоимость, могут иметь меньшую производительность и большую погрешность в готовой продукции.
Вальцовка листового металла — цена
Заказать услуги по вальцовке листового металла можно на специализирующихся на этих видах работ предприятиях. Такие виды работ считаются сложными, поэтому и выполнять их должны профессионалы.
Цены на вальцовку листа и вальцовочные работы во многом зависят от того, какой металл необходимо обработать. Это может быть сталь различных марок, алюминий, медь, дюралюминий, латунь, бронза и прочие металлы, которые могут быть подвержены вальцовке. В стоимость работ закладывается и амортизационные расходы на станки: чем выше их стоимость, тем выше цена на конечные работы. Цены на такие виды работ также зависят от толщины листового проката и марки металла.
В основном цена стартует от 8 долларов США за один погонный метр готовой продукции. На более объемные работы цена, как правило, договорная, в зависимости от сложности процесса вальцевания.
instrument.guru
Вальцовка листового металла – как устроен и работает станок? + видео
Вальцовка листового металла – технологическая операция, которая используется человечеством уже на протяжении многих веков. Безусловно, за весь период существования она стала более совершенной, да и появились новые инструменты, способные максимально облегчить процесс. Сегодня каждый может произвести вальцовку своими руками.
1 Что такое вальцевание?
В первую очередь следует разобраться, что же собой представляет вальцевание. Это один из способов деформирования металла, в результате чего последний обретает необходимый рельеф, а именно форму конуса. Причем такой процедуре подвергается не только листовой металл, но и прутки, трубы и иные профили. Кроме этого материала можно обрабатывать пластмассы, резиновые смеси, главное, чтобы исходный образец был достаточно пластичен.

Вальцевание металла
Рекомендуем ознакомиться
Делается эта операция посредством специального одноименного инструмента – вальцовки. На производстве используются громоздкие станки с гидро- и электроприводом, а вот для домашнего применения сойдут и более простые ручные конструкции, часто сделанные своими руками. Листовой металл пропускают через валки, в результате чего он обретает цилиндрическую форму. Если обработке подвергаются трубы, то такая операция носит название – развальцовка. С ее помощью можно увеличить диаметр полого элемента.
Почему этот вид обработки столь востребован в современном мире? Все благодаря неоспоримым преимуществам. Прежде всего это холодная деформация, т.е. материал не подвергается воздействию высоких температур, как при сварочных работах. А значит, и свойства его остаются неизменными. Также можно избежать таких нежелательных дефектов, как холодные и горячие трещины, поры, непровары и т. д. Отдав предпочтение этой обработке, вы можете рассчитывать на равномерное деформирование изделия по всей поверхности. Благодаря такой операции изготавливают точные заготовки, готовые детали и декоративные элементы. Еще стоит отметить, что вальцовка нашла широкое применение еще и в ювелирном деле.
2 Оборудование – схемы устройств и особенности
Станки для вальцевания в основном универсальны и очень просты в управлении. Да и при желании можно собрать такую машину своими руками. Конечно, если речь идет о производстве, то лучше потратиться и купить профессиональное оборудование, а вот в быту такой самодельный станок станет незаменимым помощником без ощутимых финансовых затрат. Рабочие элементы делаются только из высокопрочных материалов, что положительно сказывается на их эксплуатационном сроке.

Станок для вальцевания металла
Принцип работы этих машин основывается на процессе “обкатки” листового материала вокруг валка, расположенного сверху, а за счет перемещения боковых валков можно регулировать диаметр обечайки.
Стоит отметить, что абсолютно все вальцы имеют минимальный радиус и ограничение по толщине обрабатываемого металла. Причем чем толще будет лист, тем меньший радиус изгиба получится на выходе. Увеличив радиус самих валков, нужно быть готовым к тому, что при обработке тонколистовой заготовки на этом оборудовании уменьшится минимальный радиус гиба.
В зависимости от количества валков станки делятся на двух-, трех- и четырехвалковые. Наибольшей популярностью пользуются последние два вида. Трехвалковые вальцы бывают симметричными и асимметричными. В этом случае скорость обработки не превышает 5 м/мин, а лист толщиной менее 6 мм может проскользнуть между рабочими инструментами. Кроме того, точка зажима не имеет точных координат. К достоинствам такого оборудования следует отнести приемлемую стоимость.
Четырехвалковые станки имеют дополнительный вал, что значительно упрощает вальцевание. Скорость обработки может превышать даже 6 м/мин, а вероятность выскальзывания листового материала сводится к минимуму, так как все элементы обеспечивают надежное сцепление между собой. Благодаря полной автоматизации процесса роль оператора незначительна, в его обязанности входит всего лишь ввести нужные параметры. Но, правда, стоимость такого оборудования несколько завышена.
3 Типы вальцов и отличия в их работе
Здесь мы более подробно остановимся на классификации вальцов в зависимости от типа привода. Для единичного производства и бытовых целей отлично подойдет оборудование с ручным приводом. Оно просто в работе и не нуждается в дополнительном питании, т. е. автономно. Компактность, надежность, долговечность и низкая стоимость сделали эти станки весьма популярными. К тому же вы сможете собрать их своими руками и свести затраты к минимуму. Но в этом случае возможна вальцовка листа толщиной не более 2 мм. Да и приготовьтесь к тому, что работая на таком оборудовании, вам придется прилагать немалые усилия. Поэтому если планируете наладить серийное производство, то следует отдать предпочтение электрическим либо гидравлическим станкам.

Гидравлический станок для вальцевания
Первые оснащены электрическим моторчиком, за счет которого можно значительно увеличить производительность и толщину обрабатываемого материала. Но автономным это оборудование уже не назовешь, ведь оно работает только от сети. К тому же его цена значительно выше прочих моделей, да и несколько возрастают затраты на обработку элементов, так как придется платить дополнительно за потраченную электроэнергию. Поэтому следует отдавать предпочтение маломощным станкам. Конечно, оборудование на 20 кВт справится с поставленной задачей значительно быстрее, но при этом израсходует огромное количество дорогостоящей электроэнергии.
Гидравлические вальцы не нуждаются в питании, при этом они отличаются высокой мощностью. С их помощью можно обрабатывать заготовки, толщина которых достигает 8 мм. Это оборудование в основном оснащено программным управлением, что сводит участие человека к минимуму. К недостаткам следует отнести лишь габариты.
4 Собираем станок и учимся на нем работать
Сейчас мы подробно остановимся на том, как сделать вальцы своими руками и обработать на них лист металла. Задача это несложная, но чтобы получить работоспособное оборудование, следует обладать некими навыками и производить сборку в определенном порядке.

Станок, созданный своими руками
Прежде всего следует составить чертеж будущего станка, а затем подготовить необходимые элементы. Первой собирается станина, чаще всего она состоит из чугуна либо стали. Далее нам понадобится П-образный профиль, который послужит вертикальной опорой. В верхней части этого элемента следует установить деформирующий узел. Сборка вальцевого механизма идет посредством цепи и звездочек. Ручку устанавливаем только после того, как цепь будет находиться в натянутом состоянии. Остается зафиксировать вальцы к станинам, делается это посредством подшипников качения.
Когда вы собрали станок своими руками, следует узнать пару слов и об особенностях работы на таком оборудовании. Вальцовка листового металла состоит всего из нескольких этапов. Сначала подготовленный лист металла зажимают между двумя валками (крайним и средним) посредством рукоятки. Затем необходимо прижать заготовку с помощью третьего вала. Теперь просто вращаем ручку, если речь идет о простейшем оборудовании, либо запускаем двигатель.
tutmet.ru
Вальцовка листового металла и перфорированных листов
Вальцовка металла (его также называют «вальцевание») — это способ гибки листового проката в радиальном или линейном направлении. Вальцовка листа по радиусу происходит с помощью специальных валов, через которые и осуществляется прокат. Так получаются готовые изделия и детали.
Оборудование:
- NEW! Профилегибочный станок HPK-60. Подробнее о станке;
- Вальцовочное оборудование для листового металла SAHINLER RM от 0,5 до 3мм, 90-Ф валов, рабочая зона 1250 мм, минимальный диаметр заготовки 130мм.

Металл после подобной холодной обработки не теряет своей прочности, сохраняет целостность, исходные характеристики. Благодаря этому, услуги вальцовки металла востребованы среди специалистов различных областей: от промышленного производства до изготовления рекламных конструкций.
Гибка вальцовкой применяется для стали, сплавов, нержавейки и алюминия. В нашем арсенале вы найдёте следующие работы:
- Вальцовка листового алюминия, меди, латуни и других цветных металлов;
- Вальцовка перфорированных листов;
- Вальцовка рифлёного листа;
- Вальцовка листа в трубу;
- Вальцовка конуса из листового металла (до 2 мм).
Особого внимания и квалификации требует вальцовка листового металла большой толщины, при которой используются специальные настройки оборудования и ценный опыт персонала. Причина особого подхода проста: чем толще и плотнее материал, тем он менее пластичен, тем меньше будет угол сгиба, сильнее и длительнее — воздействие на него. Поэтому, даже несмотря на высочайший уровень техники, вальцовка листового материала по-прежнему требует высокого профессионализма и ответственности.
Чтобы получить расчёт вальцовки листового металла (Москва, область и вся Россия), воспользуйтесь формой заявки, приведённой ниже, или свяжитесь с нами по телефону. Вы также можете направить заявку по электронной почте [email protected], указав в теме сообщения название услуги — вальцовка листового металла. Цена работы будет зависеть от типа материала и необходимости его заказа, сложности задачи, срочности и объёмов работ. К примеру, стоимость услуги вальцовки листа меди будет сильно отличаться от цены конического вальцевания перфорированной стали.
NEW! Профилегибочный станок HPK-60
Профилегиб используется для гибки профилей путем холодного проката. Использование сменных валков позволяет изгибать изделия сложной формы и добиваться требуемых параметров кривизны. Основные параметры – профиль изделия его размер и диаметр гибки. Профили могут быть различны: трубы, балки (тавр, двутавр), цельные заготовки прямоугольного или круглого сечения, полоса, швеллеры и др.

Технические характеристики станка:
| МОДЕЛЬ | НPK 60 |
| Диаметр осей | 60 мм |
| Диаметр нижних валков | 215 мм |
| Диаметр верхних валков | 215 мм |
| Усилие привода верхнего ролика | 16 тонн |
| Рабочая скорость/td> | 4 м/мин |
| Мощность электропривода | 1,5 кВТ |
| Длина | 1000 мм |
| Ширина | 1400 мм |
| Высота | 1650 мм |
| Масса | 950 кг |
Также ПОСМЕТАЛЛ предоставляет услуги:
резки металла лазером,
порошковой окраски металлических изделий,
сварочных работ,
лазерной резки мдф, фанеры, дерева,
гибки листового металла,
перфорации труб
по выгодным ценам.
Цены
S mm(шт) | 50 | 100 | 500 | 1000 | Более 1000 | Мин.заказ |
0,8-1 мм (до 1250 мм) | 300 | 270 | 250 | 230 | 200 | 10 000 |
1,2-1,5 мм (до 1250 мм) | 300 | 280 | 270 | 260 | 240 | |
2-2,5 мм (до 1250 мм) | 330 | 310 | 290 | 270 | 260 | |
3 мм (до 1000 мм) | 360 | 340 | 330 | 310 | 300 |
S mm(шт) | 50 | 100 | 500 | 1000 | Более 1000 | Мин.заказ |
3 мм | 600 | 580 | 470 | 400 | 350 | 10 000 |
4 мм | 620 | 580 | 470 | 400 | 350 | |
5-6 мм | 650 | 580 | 470 | 400 | 350 | |
8 мм | 680 | 620 | 600 | 580 | 570 | |
10-12 мм | 740 |
|
|
| До 1000мм | мин Ф380 |
Оставить заявку просто
xn—-7sbbrdidulnvoj.xn--80adxhks
Вальцовка листового металла. Силовой расчет в Excel.
Опубликовано 08 мая 2016
Рубрика: Механика | 13 комментариев
В одной из статей блога два с половиной года назад была затронута тема расчета геометрии деталей, получающихся в процессе вальцовки. В этой публикации речь пойдет об определении усилий, возникающих при вальцовке листового металла. Тема интересная…
…и важная не только для специалистов эксплуатирующих листогибочные вальцы, но и для всех, кто, так или иначе, связан с процессом гибки на листогибочных и обычных прессах.
Во всех расчетных формулах для определения усилия гибки листов в качестве одних из главных определяющих параметров фигурируют или предел прочности, или предел текучести металла листовой заготовки. Известно, что в процессе изгиба область, подверженная деформации, упрочняется. Но на сколько? Иногда это упрочнение учитывают повышающим предел текучести постоянным коэффициентом, как, например, в статье о V-образной гибке. В программе, представленной в этой статье, повышение прочности будет определено и учтено аналитически по расчетной кривой деформационного упрочнения.
В паспортах листогибочных валковых машин в последнее время обычно указывается максимальная ширина и толщина изгибаемой листовой заготовки из стали С255 и наименьший радиус вальцовки. А на практике постоянно возникает вопрос – «потянут» ли вальцы менее широкий, но более толстый лист, да еще, возможно, и из другой марки стали? Вопрос не праздный – ошибка может привести к поломке станка и дорогостоящему последующему ремонту.
Включаем MS Excel и начинаем рассмотрение решения озвученной задачи на примере вальцовки листового металла на трехвалковой листогибочной машине.
Расчет в Excel моментов и сил при вальцовке.
Задача:
Определить возможность гибки и правки обечайки диаметром 1600 мм и длиной 1500 мм из листовой стали С345 (09Г2С) толщиной 18 мм на вальцах марки И2222.
Из паспортных данных машины известно, что на ней можно изготовить обечайку минимальным диаметром 440 мм и длиной 2000 мм из листовой стали С255 (Ст3 сп5) толщиной 16 мм.
Вальцовка листового металла на трехвалковой машине с подвижным в вертикальной плоскости верхним валком показана на схеме, из которой очевидно, что наиболее нагруженным является верхний валок.
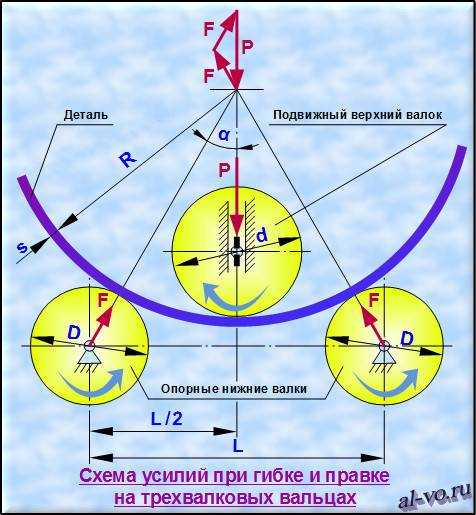
Задачу решим следующим образом:
1. Определим в расчете №1 усилие на верхнем валке при гибке и правке обечайки с предельными размерами из паспорта. То есть узнаем возможности листогибочной машины И2222.
2. В расчете №2 вычислим силы, действующие на наиболее нагруженный верхний валок при гибке и правке интересующей нас короткой трубы из стали С345.
3. Сравним значения сил и сделаем выводы.
Расчет №1:

Расчет №2:

Вывод:
Так как усилия на верхнем валке в расчете №2 немного меньше усилий из расчета в Excel №1, то следует вывод: на вальцах И2222 можно изготовить трубу из стали 09Г2С диаметром 1600 мм, длиной 1500 мм с толщиной стенки 18 мм.
Формулы, использованные в расчете:
12. εт=[σт]/E+0,002
13. m=lg([σв]/[σт])/lg(εв/εт)
14. A=[σв]/(g*εвm)=[σт]/(g*εтm)
15. n=A*2(2,59-m)/(E/g*(2+m))
16. Rо=R+s/2
17. rо=Rо/s
18. Rг=Rо/(1+n*rо(1-m))
19. Mг=(A*b*s(2+m))/(2(m+1)*(2+m)*Rгm)*g
20. αг=arcsin ((L/2)/(Rг+D/2+s/2))
21. Pг=2*Mг/(Rг*tg (αг))
22. Rпр=kф*Rг
23. Mпр=(A*b*s(2+m))/(2(m+1)*(2+m)*Rпрm)*g
24. αпр=arcsin ((L/2)/(Rпр+D/2+s/2))
25. Pпр=2*π*Mпр/(Rпр*((π- αпр)*tg (αпр)+1-1/cos (αпр)))
Заключение.
Расчет в Excel был выполнен без учета веса верхнего валка. Если учесть этот момент, возможности листогибочной машины увеличатся на 2…3%.
Механические свойства сталей в пунктах 4…7 расчета можно найти в ГОСТ 27772-88 (εт=δ5).
При правке заваренных обечаек изгибающий момент и усилие на верхнем валке возрастают из-за неправильной геометрии подогнутых краев заготовки и усиления сопротивления замкнутого контура.
Коэффициент формы обечайки kф в пункте 11 можно определить по подсказке в примечании к ячейке D13.
Этот коэффициент зависит от способа подгибки краев заготовки:
kф=0,75…0,85 – при вальцовке без подкладного листа с плоскими краями;
kф=0,80…0,90 — при вальцовке без подкладного листа по радиусу;
kф=0,85…0,95 — при вальцовке с подкладным листом:
kф=0,95…1,00 – при гибке на прессе в штампе.
В завершении статьи определим коэффициент упрочнения, о котором упоминалось в самом начале, для каждого из рассчитанных выше вариантов.
K1=Mг1/(Wx1*[σт]1)=37783899/(2000*162/6*245)=1,81
K2=Mг2/(Wx2*[σт]2)=42658644/(1500*182/6*325)=1,62
С уменьшением радиуса гибки листа логично нарастает упрочнение. Используя параметры кривой деформационного упрочнения, можно более точно определять усилия и при V-образной гибке на листогибочных прессах.
Смею предположить, что при использовании предложенной программы вальцовка листового металла станет для вас более понятной и безопасной.
Возможно под заказ развитие программы для других схем вальцовки (трехвалковые машины с подвижными нижними валками, четырехвалковые машины, гибка конических деталей).
Прошу уважающих труд автора скачивать файл с расчетной программой после подписки на анонсы статей в окне, расположенном в конце каждой статьи или в окне вверху страницы!
Желающие поддержать развитие блога могут это сделать, перечислив средства на любой (в зависимости от валюты) из указанных кошельков WebMoney: R377458087550, E254476446136, Z246356405801.
Ссылка на скачивание файла: raschet-usilij-pri-valcovke (xls 82,5KB).
Другие статьи автора блога
На главную
Статьи с близкой тематикой
Отзывы
al-vo.ru
Вальцовка металла | Компания Невские Ресурсы
Профессиональная вальцовка металла – еще одна задача, которую с успехом решают специалисты компании «Невские ресурсы». Собственное производство на основе оборудованной современной технической базы позволяет нам поддерживать гибкую, демократичную ценовую политику и гарантировать безупречное качество вальцевания металлов в любые формы. Мы используем в работе современные станки и последние мировые технологии обработки высокопрочных материалов. Если возникают трудности в понимании самого процесса, предлагаем вам ознакомиться более визуально на сам процесс вальцовки металла.
Вальцовка металла – что это такое?
Вальцовка или вальцевание – это процесс изменения формы, размера, диаметра металлической заготовки с помощью специального металлопрокатного оборудования.
Способы пластической деформации стальных деталей и придание им нужной конфигурации (конусной, цилиндрической, квадратной, овальной) используются людьми со времен старинного кузнечного дела. Теперь трудоемкую ручную ковку железа могут заменить «умные» машины.
Технологии нового тысячелетия стали более совершенны. Методы вальцовки металла упрощены и автоматизированы. Созданы мощные высокопроизводительные гидравлические станки с электроприводом, удобные инструменты, конструкции с ручным управлением, позволяющие легко работать в различных масштабах, с любым сырьем.
Выгодные условия компании «Невские Ресурсы»:
- Стоимость вальцовки листов металла – 100 р. за шт., труб – 50 р. за штуку;
- Возможно выполнение заказа всего за 1 рабочий день;
- Вы получаете предварительные расчеты, бесплатные консультации;
- Прием заказов на штучные изделия и большие партии;
- Предоставляем все современные виды вальцевания;
- Для вас разработают индивидуальную инженерно-проектную документацию, чертежи;
- Наши станки способны обрабатывать металл толщиной 0,5-6 см, шириной до 2,5 метра;
- Применяем разные виды стали (оцинкованная, нержавеющая), алюминий, медь, углеродистые сплавы, цветные и черные металлы, твердые полимеры и резину;
- Обширный каталог наших изделий поможет вам легко сориентироваться в заказе;
- Выполним работу по вашему эскизу или предложим свой профессиональный вариант;
- Ведется строгий контроль над качеством обработки материалов;
- Вы получите приятные скидки при постоянных заказах;
- Предлагаем выгодные условия партнерам, разработаем коммерческое предложение;
- Вы приобретаете надежные гарантии и добросовестное отношение наших сотрудников.
Мы также будем рады вам предложить целый спектр дополнительных услуг по металлопрокатным работам. К ним относится развальцовка, завальцовка труб, способ вальцевания «в радиус» и др. Эти методы обеспечивают более прочные, надежные соединения деталей и труб, герметичные швы и долгий срок эксплуатации.
В понятие вальцовки входит целый перечень технических процессов, которые изменяют параметры твердых заготовок. Это может быть формирование стального уголка, швеллера, узкой полосы, сужение и расширение стенок трубы, создание профнастила, изменение поперечного сечения, формы (круг, овал, квадрат, конус и т.п.). Кроме того, применяется холодный и горячий (сварочный) методы обработки твердого сырья.
Холодная вальцовка листов металла – безупречный способ обработки.
Технологию холодного вальцевания сегодня предпочитают все цивилизованные страны мира. Такую популярность легко объяснить целым рядом весомых преимуществ. К ним относится сохранение свойств материала после обработки, отсутствие риска появления возможных дефектов, щелей и трещин. Холодный метод с успехом применяется для изгиба сложных деталей, поэтому с успехом используется в ювелирном производстве.
Виды вальцовки металла и их назначение
3 основных вида вальцовки металла:
- Штамповочная технология. Этот способ применяется для деталей с одинаковыми размерами и техническими параметрами. Он позволяет поддерживать высокую производительность процесса, необходимую для работы с крупной партией сырья. Как правило, штампованные детали используются в больших промышленных цехах и заводах.
- Формовочная технология вальцовки металла. Такая техническая операция позволяет обрабатывать самые разные заготовки и детали. Формовочное вальцевание включает в себя: одноручьевый тип (высокая производительность), многоручьевый (сложные формы с разным сечением), периодический (повторяющиеся изделия).
- Отделочная технология вальцовки металла. Такой способ позволяет создавать на обрабатываемой детали рельефную поверхность. В качестве заготовок применяются стальные профили, пруты, турбины, лопасти и другие сложные заготовки. В этой технологии мы используем наиболее эффективный, холодный тип вальцевания.
Мы принимаем заказы на изготовление партий деталей, а также единичных изделий. С заказчиком всегда согласовывается применение определенных технологий исходя из объема заказа, а также требований к качеству продукции. При этом наша компания устанавливает разумные цены на услуги вальцовки металла.
Оборудование для вальцовки металла компании «Невские ресурсы»
На рынке современного металлопроката сегодня представлены высокотехнологичные инструменты, позволяющие производить вальцовку сложных нестандартных изделий с высокой точностью. Наша производственная база оснащена самыми последними техническими разработками, инструментом и оборудованием. Персонал компании – это профессиональные инженеры, технологи, опытные мастера своего дела. Мы регулярно совершенствуемся и повышаем уровень технической специализации.
Промышленные машины для вальцевания, которыми оснащена наша производственная база, представляют собой мощные станки из высокопрочной стали с длительным сроком службы. Принцип работы заключается в обкатке материала вокруг вращающихся вальцев, имеющих разный радиус. У нас работают лучшие 3-х и 4-х валковые универсальные машины самого последнего технического образца.
В устройстве станка располагается основной верхний вал и 3 или 4 вальца, позволяющие изменять угол обработки изделия, создавая на выходе заданную форму детали или диаметр трубы. Функциональность металлопрокатного оборудования зависит от объемов работ, от толщины обрабатываемого металла или ширины листа.
Чем толще лист, тем радиус полученной детали становится соответственно меньше. Наиболее продуктивны трёх-четырёх-роликовые машины. Обычно парные валы располагаются симметрично либо асимметрично друг другу. Их количество напрямую влияет на производительность и уровень качества полученного результата.
3-х-валковое устройство – имеет доступную стоимость, обладает скоростью 5 м в минуту и рассчитано на заготовки от 6 мм толщиной. Слишком тонкий стальной лист не всегда зажимается валиками и может выпасть из станка во время обработки.
В 4-х валковом универсальном станке процесс полностью автоматизирован, скорость 6 м/мин, исключены сбои, выскальзывание детали и другие неполадки. Станок управляется удобным пультом. Это самое дорогое, но и самое совершенное современное оборудование для вальцовки.
Для разных целей используются соответствующие листогибочные станки и инструменты. Если для заготовок из мягкой меди достаточно простых инструментов, то для вальцевания труб и прутов твердой стали мы применяем специальные многофункциональные машины для создания изделий по индивидуальному и серийному заказу.
Процесс вальцевания должен производиться в установленной последовательности и с соблюдением всех норм, поэтому оптимальным решением станет обращение в специализированную металлообрабатывающую компанию с хорошей деловой репутацией! Профессиональный подход к решению вопроса позволит избежать необоснованных финансовых потерь и быть уверенным в качестве готовой продукции.
На текущий момент у нас есть возможность изготовления, вальцевания обечаек из листового металла шириной до 2500 мм и толщиной от 0,5 мм до 60 мм.
Этапы вальцовки металла:
- Анализ технических параметров металла, физико-химических свойств сырья;
- Замеры (расстояния между деталями и технические характеристики;
- Изгибание листа, трубы и внутренней решетки под давлением;
- Снятие нагрузки с готового изделия.
Несмотря на почти полную автоматизацию нашего производства, процесс качественного вальцевания требует специальных навыков и технических знаний. В компании «Невские Ресурсы» работают инженеры и мастера высокой квалификации, настоящие профессионалы в сфере современного металлопроката. Мы выполняем любые заказы в минимальные сроки.
Почему вальцовка металла – становится все более востребована в современном мире?
Применение вальцовки в разных областях.
Металлопрокатные операции выполняют ряд многочисленных задач по изменению, деформации металлических деталей и заготовок. Вальцовка используется в строительстве, турбинном производстве, при формировании инженерных коммуникаций (вентиляция, теплообменное оборудование), при обработке кромок изделий, в мебельной промышленности и пр.
Как сделать заказ?
- Заполнить форму заявки на нашем сайте;
- Получить бесплатную консультацию о ценах и сроках;
- Заказать предварительную смету.
Вы можете также связаться с нашими менеджерами по телефону либо написать нам на e-mail . Доверьте работу надежным профессионалам!
В техническом отделе вы сможете получить консультацию по всем вопросам, включая стоимость изделий.
Для оформления заказа достаточно связаться с нашими менеджерами по указанным телефонам или электронной почте : [email protected]
nevres.spb.ru
Вальцовка листа в Москве на заказ по выгодным ценам
Качественная вальцовка нержавеющего листа под заказ
Вальцовка листа – процесс его деформирования (гнутия) на вальцовых станках. Осуществляется холодным способом, без нагревания материала. Во время деформации лист подгибается до заданного радиуса, который называют радиусом гибки.
Вальцовкой может охватываться не вся поверхность листа, а только его края – смотря для каких целей нужен гнутый материал.
Услуги вальцовки листа востребованы и частными заказчиками, и отраслями промышленности: энергетической, металлургической, химической и строительной. В строительстве вальцовка листа как технология часто применяется при изготовлении новых труб или для ремонта старых.
Как проводится вальцовка
Устройство и принцип работы вальцовочного листового станка очень просты. Машина состоит из двух основных элементов – станины, закрепленной на фундаменте, и валков, через которые проходит лист.
Исходя из конструкции станка может быть три или четыре таких валка. В зависимости от этого услуги вальцовки листа могут предлагаться на трехвальцовых и четырехвальцовых станках.
В трехвальцовом два валка надежно прикрепляются к основе и во время работы могут совершать обороты только по оси. Третий не только вращается вокруг оси, но и движется по вертикали. Кроме деформирования листа он выполняет еще одну важную функцию: его фиксации в устройстве.
|
Количество |
Толщина металла, мм |
Стоимость вальцовки листа |
|
|
Диаметр вала 75 мм |
Диаметр вала 300 мм |
||
|
50 |
0,8-1,0 |
300,0 |
- |
|
100 |
270,0 |
- |
|
|
500 |
250,0 |
- |
|
|
1000 |
230,0 |
- |
|
|
более 1000 |
200,0 |
- |
|
|
50 |
1,2-1,5 |
300,0 |
- |
|
100 |
270,0 |
- |
|
|
500 |
250,0 |
- |
|
|
1000 |
230,0 |
- |
|
|
более 1000 |
200,0 |
- |
|
|
50 |
2-2,5 |
300,0 |
- |
|
100 |
280,0 |
- |
|
|
500 |
260,0 |
- |
|
|
1000 |
240,0 |
- |
|
|
более 1000 |
220,0 |
- |
|
|
50 |
3,0 |
300,0 |
600,0 |
|
100 |
290,0 |
580,0 |
|
|
500 |
270,0 |
470,0 |
|
|
1000 |
250,0 |
400,0 |
|
|
более 1000 |
230,0 |
350,0 |
|
|
50 |
4,0 |
- |
620,0 |
|
100 |
- |
580,0 |
|
|
500 |
- |
470,0 |
|
|
1000 |
- |
400,0 |
|
|
более 1000 |
- |
350,0 |
|
|
50 |
5,0-6,0 |
- |
650,0 |
|
100 |
- |
580,0 |
|
|
500 |
- |
470,0 |
|
|
1000 |
- |
400,0 |
|
|
более 1000 |
- |
350,0 |
|
|
50 |
8,0 |
- |
680,0 |
|
100 |
- |
620,0 |
|
|
500 |
- |
600,0 |
|
|
1000 |
- |
580,0 |
|
|
более 1000 |
- |
570,0 |
|
За вальцовкой – только к профи!
Вальцовка листа на станке этого типа имеет свой недостаток: иногда листы деформируются не полностью, без охвата краев.
Для станков с четырьмя валками – двумя статичными и двумя «ходящими» – такой проблемы обычно не существует: кромки листа подгибаются за один его проход через механизм.
В целом станок с четырьмя валками вдвое производительнее, чем с тремя.
Несмотря на видимую простоту, услуги вальцовки листа должны оказываться профессионалами. Ведь только профессионалы:
– учитывают механические характеристики материала, из которого изготовлен лист;
– знают особенности листогибочного оборудования;
– выполнят вальцовку, соблюдая все технологические требования;
– могут предложить дополнительные услуги – например, калибровку и сварку вальцованных листов.
Вальцовка листа специалистами компании ООО «ТСК Индустрия+» – гарантия того, что вы не потратите время и ценный металлопрокат даром. Обращайтесь к нам – и мы гарантируем качественную работу в оговоренные сроки.
Вальцовка нержавеющего листа – это прокатка листа через вальцы с тремя или четырьмя валками, расположенными так, чтобы придавать ему изгиб. Технология такой работы основана на свойствах того сорта нержавейки, который подвергают изгибу и радиусу этой операции.
Вальцовка может выполнятся серийно, на партии листов, с получением заготовок заданных параметров. Такие заготовки нужны, к примеру, для изготовления бочек или других емкостей цилиндрической формы. Вальцовка сочетается со штамповкой, сваркой, болтовыми соединениями в нужной технологической последовательности.
Аналогичная вальцовке операция – изготовление гнутого швеллера, в Москве этот профиль пользуется спросом. Прокатка стальной полосы, также, как и вальцовка, выполняется в холодном состоянии металла.
Для некоторых заготовок перед гибкой на вальцах требуется выполнить пробивку отверстий. Эта операция осуществляется на специальном прессе. Форму и величину отверстий определяют параметры пуансона и матрицы – пары главных инструментов при пробивке отверстий в металле. Узнать больше о пробивке отверстий можно здесь.
Экспресс-заявка
tskcorp.ru
Вальцовка | ЗМК
- Главная
- Продукция
- Металлоконструкции
- Строительные металлоконструкции
- Мачты осветительные
- Быстровозводимые здания
- Прожекторные мачты и молниеотводы
- Дымовые трубы
- Металлические рамы для дорожного строительства
- Опоры дорожных знаков
- Фундаменты
- Геодезические знаки
- Трубы
- Ковши для элеваторов
- Металлоконструкции для РЖД
- Контррельсовый узел
- Анкерная оттяжка тип А-1
- Анкерная оттяжка тип АК-1
- Анкерная оттяжка тип А-2, Б-2, АП-2, БП-2
- Анкерная оттяжка тип АК-2, БК-2
- Консоль изолированная горизонтальная ИГ
- Консоль изолированная горизонтальная с подкосом ИГП
- Консоль изолированная наклонная
- Консоль неизолированная швелерная
- Узел компенсированной анкеровки контактной подвески переменного тока
- Узел полукомпенсированной анкеровки контактной подвески переменного тока на ж/б опоре
- Консоль изолированная горизонтальная средней анкеровки ИГС
- Консоль изолированная наклонная ИН
- Узел жесткой анкеровки контактной подвески переменного тока на ж/б опоре
- Узел крепления консолей на промежуточных опорах на удлинителях
- Фиксатор Ш-1
- Фиксатор анкеруемой ветви типа ФА-25
- Фиксатор сочлененный прямой тип ФП-25
- Фиксатор сочлененный обратный типа ФО-25
- Фиксатор сочлененный воздушных стрелок тип ФКС-25
- Ограничитель подъема дополнительных фиксаторов
- Кронштейн фиксаторный
- Стойка фиксаторная изогнутая
- Фиксатор дополнительный КС-109
- Фиксатор сочлененный обратный ФОИ-25
- Стойка дополнительного фиксатора КМ-117
- Фиксатор сочлененный прямой ФПТ
- Фиксатор анкеруемой ветви ФПА
- Фиксатор сочлененный обратный ФПО
- Фиксатор сочлененный прямой ФП-25
- Фиксатор сочлененный обратный ФО-25
- Кронштейн ограничителя грузов
- Кронштейн типа КФ-5
- Кронштейн типа КФ-6,5
- Кронштейн типа КФУ-5
- Кронштейн типа КФД
- Кронштейн типа КФДС
- Кронштейн типа КФПУ-50
- Кронштейн типа КФПУ-63
- Кронштейн типа А-III
- Кронштейн типа А-IV
- Кронштейн фидерный ТФ3
- Кронштейн фидерный ТФ2
- Кронштейн фидерный ТФ1
- Кронштейн фидерный ТН-1
- Кронштейн фидерный ТВ-1
- Траверса переходных опор
- Металлоконструкция рогового разрядника на ж.б. опоре
- Металлоконструкция рогового разрядника для установки на ригеле жесткой поперечины
- Металлоконструкция ограничителя перенапряжения на ж.б. опоре
- Установка разъединителя на ж.б. опоре
- Установка разъединителя для ДПР с моторным приводом на ж.б. опоре
- Узел крепления кронштейна КС-141
- Хомут для крепления кронштейнов КМ-131
- Хомут нижнего фиксирующего троса КС-132
- Хомут для подвешивания троса КС-133
- Узел крепления пяты консоли КС-139
- Узел крепления тяги консоли КС-140
- Хомут верхний КМ-129
- Хомут нижний КМ-130
- Роговый разрядник постоянного тока РР-1
- Оголовок ОГ-1 жестких перекладин
- Надставка Т-образная тип II жестких перекладин
- Подвес треугольный жесткой перекладины
- Ригель 30,260 м
- Ригель 34,010 м
- Ригель 39,165
- Ригель 44,165
- Ригель 44,165 м
- Швартовно-причальное оборудование для портов
- Судовое оборудование
- Цепи конвейерные
- Металлоконструкции кранов
- Навигационные знаки
- Изделия из нержавейки
- Монтаж металлоконструкций
- Изготовление металлических каркасов
- Перила
- Мачты сотовой связи
- Металлические фермы
- Металлические арки
- Эстакады для трубопроводов и кабелей
- Лестницы и площадки
- Металлические заборы и ограждения
- Трубошпунт
- Подкрановые балки
- Мостовые конструкции
- Забивные стальные сваи
- Противопожарные двери
- Швартовые тумбы ТСО по ГОСТ 17424-72
- Уголок стальной гнутый неравнополочный
- Металлические понтоны
- Швеллер стальной гнутый
- ГОСТ 8509-93. Уголки стальные равнополочные
- ГОСТ 82-70 Прокат стальной горячекатаный
- Дорожные металлоконструкции
- Технологические металлоконструкции
- Циклоны ЦН-15
- Циклоны
- Пылеуловители (циклоны)
- Пылеуловитель ВЗП-300 серия 5.904-77.94
- Пылеуловитель ВЗП-200 серия 5.904-77.94
- Пылеуловитель ВЗП-400 серия 5.904-77.94
- Пылеуловитель ВЗП-450 серия 5.904-77.94
- Пылеуловитель ВЗП-500 серия 5.904-77.94
- Пылеуловитель ВЗП-600 серия 5.904-77.94
- Пылеуловитель ВЗП-800 серия 5.904-77.94
- Пылеуловитель ВЗП-1000 серия 5.904-77.94
- Пылеуловитель ВЗП-1200 серия 5.904-77.94
- Пылеуловитель ВЗП-1300 серия 5.904-77.94
- Пылеуловитель ПВМ3СА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ5СА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ10СА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ20СА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ40СА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ3Б серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ5Б серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ10Б серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ20Б серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ40Б серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ5КБ серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ10КБ серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ20КБ серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ40КБ серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ5КМА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ10КМА серия 5.904-8, 5.904-23
- Пылеуловители КМП
- Пылеуловитель ПВМ20ЗИК
- Пылеуловитель ПВМ30ЗИК
- Пылеуловитель ПВМ40ЗИК
- Пылеуловитель ВЗП-М
- Пылеуловители КЦМП
- Пылеулавитель МПР
- Пылеуловители УСД-ЛИОТ
- Газоходы
- Конвейерные ролики, роликоопоры
- Градирни
- Дымоходы из нержавеющей стали
- Дымоходы стальные
- Нестандартные металлоконструкции
- Контейнера
- Формы для ЖБИ
- Кнехты сварные
- Бадьи и ящики для бетона, тара строительная
- Бадья для бетона БН-0,5
- Бадья для бетона БН-1,0
- Бадья для бетона БН-1,5
- Бадья БН-1,0-Н (низкая)
- Бадья БН-1,5-Н (низкая)
- Бадья БН-2,0-Н (низкая)
- Бадья для бетона БН-2,0
- Конус КА (Конус Абрамса)
- Тара для мусора ТС-2.2 самооткрывающаяся
- Тара для мусора ТС-1.2 самооткрывающаяся
- Форма куба 2ФК-100
- Бадья для бетона БП-1,0 поворотная
- Бадья для бетона БП-1,6 поворотная
- Бадья для бетона БП-2,0 поворотная
- Ящик каменщика ЯР-1
- Ящик штукатура
- Ящик растворный ЯР-1-У
- Ящик ТР-0,25 (лодочка)
- Ящик ТР-0,5 (лодочка)
- Ящик ТР-1,0 (совок)
- Ящик ТР-1,5 (совок)
- Ящик ТР-2,0 (совок)
- Металлоконструкции из профильной трубы
- Металлоконструкции и металлоизделия из нержавеющей стали
- Светопрозрачные металлоконструкции
- Рекламные металлоконструкции
- Приспособление для испытания лестниц
- Технологические тележки
- Металлоконструкции шахт лифта
- Аэродромные плиты металлические PSP
- К-1Д. Сборное металлическое покрытие для ВПП аэродромов
- Изделия из нержавейки
- Пандусы для инвалидов
- Радиационно-защитное оборудование
- Стальные люки приборов КИП
- Ставни стальные герметические
- Радиационно-защитные двери
- Металлоконструкции для энергетики
- Емкостное оборудование
- Детали трубопроводов
- Компенсаторы и клапана
- Анкерные системы
- Закладные детали
- Сальник набивной по серии 5.900-2
- Сальник нажимной по серии 5.900.3
- Сальники Серия 5.905-26.08
- Сальники серия 5.905-26-04
- Фундаментные блоки опор освещения
- Рымы
- Сваи по серии 3.407.9-158
- Стакан под крышный вентилятор
- Закладные детали по серии 1.400.2-25-93
- Изделие закладное МУ 1-1
- Изделие закладное МУ 1-2…МУ1-13
- Изделие закладное МУ1-14…МУ1-16
- Изделие закладное МУ1-17, МУ1-18
- Изделие закладное МУ1-19…МУ1-56
- Изделие закладное МУ1-57, МУ1-58
- Изделие закладное МУ1-59
- Изделие закладное МУ1-60
- Изделие закладное МУ1-61, МУ1-62
- Изделие закладное МУ1-63…МУ1-91
- Изделие закладное МУ1-92, МУ1-93
- Изделие закладное МУ1-94…МУ1-106
- Изделие закладное МУ1-107…МУ1-124
- Изделие закладное МУ1-125…МУ1-128
- Изделие закладное МУ1-129
- Изделие закладное МУ1-130…МУ1-143
- Изделие закладное МУ1-144…МУ1-149
- Изделие закладное МУ1-150, МУ1-151
- Изделие закладное МУ1-152…МУ1-159
- Изделие закладное МУ1-160, МУ1-161
- Изделие закладное МУ1-162, МУ1-163
- Изделие закладное МУ1-164, МУ1-165
- Изделие закладное МУ1-166…МУ1-168
- Изделие закладное МУ1-169, МУ1-170
- Изделие закладное МУ1-171, МУ1-172
- Изделие закладное МУ1-173… МУ1-175
- Изделие закладное МУ1-176, МУ1-177
- Изделие закладное МУ1-178
- Изделие закладное МУ1-179
- Изделие закладное МУ1-180
- Изделие закладное МУ2-1, МУ2-2
- Изделие закладное МУ2-3, МУ2-4
- Изделие закладное МУ2-5…МУ2-7
- Изделие закладное МУ2-8
- Изделие закладное МУ2-9…МУ2-12
- Изделие закладное МУ2-13
- Изделие закладное МУ2-14…МУ2-16
- Изделие закладное МУ2-17…МУ2-20
- Изделие закладное МУ2-21
- Изделие закладное МУ2-22
- Изделие закладное МУ2-23, МУ2-24
- Изделие закладное МУ2-25, МУ2-26
- Изделие закладное МУ2-27, МУ2-28
- Изделие закладное МУ2-29, МУ2-30
- Изделие закладное МУ2-31, МУ2-32
- Изделие закладное МУ2-33, МУ2-34
- Изделие закладное МУ2-35, МУ2-36
- Изделие закладное МУ2-37
- Изделие закладное МУ2-38
- Изделие закладное МУ2-39, МУ2-40
- Изделие закладное МУ2-41, МУ2-42
- Изделие закладное МУ2-43, МУ2-44
- Изделие закладное МУ2-45
- Изделие закладное МУ2-46, МУ2-47
- Изделие закладное МУ2-48
- Изделие закладное МУ3-1…МУ3-3
- Изделие закладное МУ3-4…МУ3-6
- Изделие закладное МУ3-7
- Изделие закладное МУ3-8…МУ3-15
- Изделие закладное МУ3-16…МУ3-26
- Изделие закладное МУ3-27, МУ3-28
- Изделие закладное МУ4-1
- Изделие закладное МУ4-2
- Изделие закладное МУ4-3…МУ4-5
- Изделие закладное МУ4-6
- Изделие закладное МУ4-7, МУ4-8
- Изделие закладное МУ4-9, МУ4-10
- Изделие закладное МУ4-11… МУ4-13
- Изделие закладное МУ4-14… МУ4-16
- Изделие закладное МУ5-1, МУ5-2
- Изделие закладное МУ5-3…МУ5-8
- Закладные детали по серии 3.505.1-15
- Закладные детали по серии 3.504-14
- Закладные детали по серии 1.400.15
- Изделия из арматуры
- Ванночки для сварки
- Зажимы для арматуры Гост 23117-91
- Арматурные сетки и каркасы
- Анкера под георешетку
- Крановый крепеж
- Крепёж путей перекатки трансформаторов
- Тупиковые упоры
- Закладные под вент фасад
- Деформационные швы
- Стальные вставки для соединения ж/б труб
- Плиты закладные
- Сальники ГОСТ 4860.2-83
- Сальники Серия 3.903 КЛ-13
- Сальники Типовой проект ВС-02-10
- Сальники набивные СН
- Комплектующие для деревянных барабанов ГОСТ 5151-79
- Закладные детали по чертежам
- Зажимы для натяжения арматуры
- Серия 7.504.9-1 Отбойные устройства из резиновых труб
- Термостыки
- Пучинные карточки
- Патрубки ребристые
- Монтажные комплекты
- Герметизирующие устройства и компенсация вводов
- Стальные вставки Серия 3.901-1.85 выпуск 1
- Закладные для скального грунта серия 3.407-123
- Блок фундаментных болтов серия 1.411.1-6
- Несъемная опалубка
- Закладные плиты под оборудование
- Сальники набивные серии 3.901-5
- Сальники для прохода трубопроводов через стены по Т-ММ-18-03
- Закладные детали для железобетонных конструкций
- Сальники по ГОСТ
- Муфты для арматуры и технология соединения
- Металлообработка
- Металлоконструкции
- Цены
www.zavodsz.ru