Вальцевание листа: Вальцовка листового металла – технология процесса
alexxlab | 15.02.2023 | 0 | Разное
Вальцовка листа в Москве на заказ по выгодным ценам
Вальцовка листа – процесс его деформирования (сгибания) на вальцовых станках. Осуществляется холодным способом, без нагревания материала. Во время деформации лист подгибается до заданного радиуса, который называют радиусом гибки.
Вальцовкой может охватываться не вся поверхность листа, а только его края – смотря для каких целей нужен гнутый материал.
Услуги вальцовки листа востребованы и частными заказчиками, и отраслями промышленности: энергетической, металлургической, химической и строительной. В строительстве вальцовка листа как технология часто применяется при изготовлении новых труб или для ремонта старых.
Как проводится вальцовка
Устройство и принцип работы вальцовочного листового станка очень просты. Машина состоит из двух основных элементов – станины, закрепленной на фундаменте, и валков, через которые проходит лист.
Исходя из конструкции станка могут быть три или четыре таких валка.
В трехвальцовом два валка надежно прикрепляются к основе и во время работы могут совершать обороты исключительно по оси. Третий не только вращается вокруг оси, но и движется по вертикали. Кроме деформирования листа он выполняет еще одну важную функцию: его фиксации в устройстве.
|
Количество |
Толщина металла, мм |
Стоимость вальцовки листа |
|
|
Диаметр вала 75 мм |
Диаметр вала 300 мм |
||
|
50 |
0,8-1,0 |
300,0 |
- |
|
100 |
270,0 |
- |
|
|
500 |
250,0 |
- |
|
|
1000 |
230,0 |
- |
|
|
более 1000 |
200,0 |
- |
|
|
50 |
1,2-1,5 |
300,0 |
- |
|
100 |
270,0 |
- |
|
|
500 |
250,0 |
- |
|
|
1000 |
230,0 |
- |
|
|
более 1000 |
200,0 |
- |
|
|
50 |
2-2,5 |
300,0 |
- |
|
100 |
280,0 |
- |
|
|
500 |
260,0 |
- |
|
|
1000 |
240,0 |
- |
|
|
более 1000 |
220,0 |
- |
|
|
50 |
3,0 |
300,0 |
600,0 |
|
100 |
290,0 |
580,0 |
|
|
500 |
270,0 |
470,0 |
|
|
1000 |
250,0 |
400,0 |
|
|
более 1000 |
230,0 |
350,0 |
|
|
50 |
4,0 |
|
620,0 |
|
100 |
- |
580,0 |
|
|
500 |
- |
470,0 |
|
|
1000 |
- |
400,0 |
|
|
более 1000 |
- |
350,0 |
|
|
50 |
5,0-6,0 |
- |
650,0 |
|
100 |
- |
580,0 |
|
|
500 |
- |
470,0 |
|
|
1000 |
- |
400,0 | |
|
более 1000 |
- |
350,0 |
|
|
50 |
8,0 |
- |
680,0 |
|
100 |
- |
620,0 |
|
|
500 |
- |
600,0 |
|
|
1000 |
- |
580,0 |
|
|
более 1000 |
- |
570,0 |
|
Особенности вальцовки листа
Вальцовка нержавеющего листа – это прокатка листа через вальцы с несколькими валками, расположенными так, чтобы придавать ему изгиб.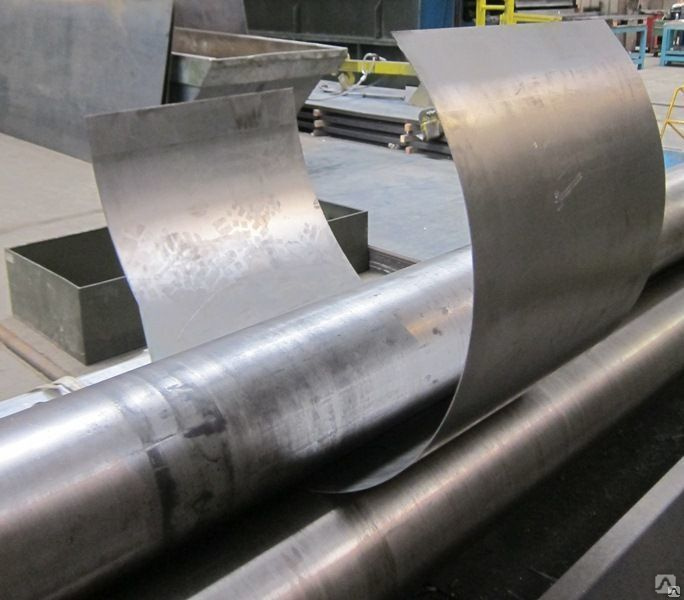 Технология работы основана на свойствах того сорта нержавейки, который подвергают изгибу и радиусу этой операции.
Технология работы основана на свойствах того сорта нержавейки, который подвергают изгибу и радиусу этой операции.
Вальцовка может выполнятся серийно, партиями листов, с получением заготовок заданных параметров. Такие заготовки нужны, к примеру, для изготовления бочек или других емкостей цилиндрической формы. Вальцовка сочетается со штамповкой, сваркой, болтовыми соединениями в нужной технологической последовательности.
Аналогичная вальцовке операция – изготовление гнутого швеллера: в Москве этот профиль пользуется спросом. Прокатка стальной полосы так же, как и вальцовка, выполняется в холодном состоянии металла.
Для некоторых заготовок перед гибкой на вальцах требуется выполнить пробивку отверстий. Эта операция осуществляется на специальном прессе. Форму и величину отверстий определяют параметры пуансона и матрицы – пары главных инструментов при пробивке отверстий в металле. Узнать больше о пробивке отверстий можно здесь.
Вальцовка листа на станке этого типа имеет свой недостаток: иногда листы деформируются не полностью, без охвата краев.
Для станков с четырьмя валками – двумя статичными и двумя «ходящими» – такой проблемы обычно не существует: кромки листа подгибаются за один его проход через механизм.
В целом станок с четырьмя валками вдвое производительнее, чем с тремя.
За вальцовкой – только к профи!
Несмотря на видимую простоту, услуги вальцовки листа должны оказывать профессионалы. Ведь только специалисты в этой области:
- учитывают механические характеристики материала, из которого изготовлен лист;
- знают особенности листогибочного оборудования;
- выполняют вальцовку, соблюдая все технологические требования;
- предлагают дополнительные услуги – например, калибровку и сварку вальцованных листов.
Вальцовка листа специалистами компании ООО «ТСК Индустрия» – гарантия того, что вы не потратите время и ценный металлопрокат даром. Обращайтесь к нам – и мы гарантируем качественную работу в оговоренные сроки.
Услуги вальцовки листового металла и перфорированного листа
Металлический перфорированный лист – довольно популярный и часто применяемый в наше время материал. Из него делают очень много интересных вещей и применяют практически во всех отраслях промышленности – в сельском хозяйстве и в быту.
Такой материал представляет собой тонкий стальной или алюминиевый лист со специальными просечками по всей его площади. Форма, диаметр, частота и шаг перфорации могут быть разными, в зависимости от желания клиента, вашей задумки и целей.
Так как компания «Перфосклад» является производителем материала, наши специалисты предлагают всем желающим широкий ассортимент сопутствующих услуг, среди которых вальцовка листовых металлов.
Что такое вальцевание перфорированных листов?
Вальцовка – способ медленного сгибания листа при помощи специальных цилиндров, чтобы придать ему необходимую форму. Используют его тогда, когда из металлического листа нужно сделать изделие в форме дуги, цилиндра или конуса.
Проводят вальцевание перфорированных листов на особых станках, которые предназначены специально для таких операций. Представленные машины бывают разного типа.
По типу привода выделяют станки:
-
механика;
-
гидравлика;
-
электромеханика.
По количеству вальцов:
-
два цилиндра;
-
три цилиндра;
-
четыре цилиндра.
Как правило, в промышленности применяют станки с тремя и четырьмя цилиндрами с гидравлическим или электромеханическим приводом.
Преимущества работы с вальцовочными станками
Вальцовка металлических листов может применяться ко всем листам, не зависимо от материала изготовления. Отличается она следующими преимуществами:
-
быстрый способ проведения операции;
-
можно гнуть листы в форме конуса;
-
машина работает с листами разной толщины;
-
станок делает изделия с разным диаметром.


Вальцовка перфолистов на заказ
Компания «Перфолист» предоставляет услуги вальцовки листа перфорированного по приемлемой цене. Мы осуществляем процесс сгибания на современном, качественном оборудовании, которое позволяет завершить деформацию за несколько дней.
Сам метод заключается в следующем: лист металла пропускают через специальные цилиндры-вальцы, равномерно и медленно деформируя изделие в заданном направлении, нужной формы.
Наша компания обладает хорошей производственной базой и может оказывать представленные услуги строительным фирмам, частным организациям, дизайнерам, частным лицам, в общем, всем тем, кто не имеет необходимого оборудования.
Если наше предложение вам интересно, и вы давно искали специалистов, которые бы помогли вам выполнить вальцевание, то мы всегда к вашим услугам!
Звоните: +7 (495) 120-05-63 | Пишите: [email protected]
Прокатка листового металла: основы, 2 совета и 11 ключевых моментов
Гибка листового металла и листового проката играет важную роль в производстве металла, все сводится к пониманию свойств материала и тому, как давление от листопрокатных валков может повлиять на эти свойства. характеристики.
характеристики.
Что такое листопрокатный станок?
Листопрокатный станокМеталлический лист и прокатка листа (прокатка листа) обычно является 2-м этапом в процессе изготовления резервуара или воздуховода после того, как плоский лист или плита обычно разрезается по размеру на столе для лазерной или плазменной резки с ЧПУ, прокатка металлического листа процесс используется для стальных и алюминиевых пластин в полные цилиндры, сегменты цилиндров, полные конусы и сегменты конусов для будущего изготовления на вашем предприятии. Вальцовка листов может помочь сформировать резервуары, металлические воздуховоды, трубы, конусы и многое другое.
Листопрокатные станки обычно используют ряд закаленных прецизионных валков, использующих либо гидравлическую, либо механическую энергию.
Толстопрокатные машины работают с широким спектром материалов при прокатке листового металла и толстолистового проката. Листопрокатные машины могут прокатывать листы из большинства металлических материалов и марок. Для листового металла пластинчатый валик может прокатывать алюминий, нержавеющую сталь, оцинкованную сталь, мягкую сталь, окрашенные и полированные материалы. Несмотря на то, что существует бесчисленное множество применений прокатного листа и листового проката, одни из них встречаются чаще, чем другие. Услуги толстолистовой прокатки чаще всего используются для создания компонентов для металлических воздуховодов, круглых стенок резервуаров, корпусов машин, трубопроводов, дымовых труб, форм и мостов.
Для листового металла пластинчатый валик может прокатывать алюминий, нержавеющую сталь, оцинкованную сталь, мягкую сталь, окрашенные и полированные материалы. Несмотря на то, что существует бесчисленное множество применений прокатного листа и листового проката, одни из них встречаются чаще, чем другие. Услуги толстолистовой прокатки чаще всего используются для создания компонентов для металлических воздуховодов, круглых стенок резервуаров, корпусов машин, трубопроводов, дымовых труб, форм и мостов.
Процесс прокатки листа
В процессе прокатки листа плоская металлическая пластина формируется в виде определенной кривой или радиуса. Пластина помещается между роликами, вращающимися в противоположных направлениях и имеющими зазор меньше толщины металлической пластины. При движении пластины между валками она сжимается или утончается. По мере выполнения работы пластина в конечном итоге превращается в полный цилиндр, сегмент цилиндра, полный конус и сегмент конуса, которые затем можно использовать как часть производственного проекта.
4 ПРИЧИНЫ ПРЕДВАРИТЕЛЬНАЯ ГИБКА ВАЖНА В ПРОЦЕССЕ ПРОКАТКИ ЛИСТОВ
- Устраняет отходы: Процесс предварительной гибки помогает свести к минимуму отходы, создавая оптимальную геометрическую форму, так что оба конца материала могут соприкасаться после прокатки идеально, насколько это возможно. Практика процесса предварительной гибки, имея опыт и будучи квалифицированным оператором листопрокатного станка, играет очень важную роль в устранении отходов.
- Устраняет необходимость дополнительной обрезки: Ресурсы, используемые для обрезки дополнительного материала в листопрокатном производстве, не могут быть проигнорированы любыми эффективно и эффективно функционирующими производственными цехами или операциями. Необходимости в дополнительной обрезке можно легко избежать за счет предварительного изгиба путем создания оптимального выравнивания обоих концов листового металла после прокатки материала.
- Экономия времени: Особенно для крупных производственных цехов потеря минуты производственного времени означает трату денег, которые со временем могут очень быстро вырасти. Поскольку предварительная гибка помогает оператору быстрее формировать нужные формы, время работы листового металла на листогибочном станке уменьшается, что означает прокатку большего количества деталей за меньшее время.
- Гладкая поверхность изгиба и равномерная кривизна/толщина: Процесс предварительного изгиба является одним из наиболее важных методов прокатки листового металла, когда речь идет о возможности получения результатов, которые изначально предполагалось получить, то есть просто прокатки материала. правильно. Правильно прокатанный материал неизбежно приведет к гладкой поверхности материала и однородности кривизны и толщины материала.
 Поскольку предварительная гибка помогает оператору быстрее формировать нужные формы, время работы листового металла на листогибочном станке уменьшается, что означает прокатку большего количества деталей за меньшее время.
Поскольку предварительная гибка помогает оператору быстрее формировать нужные формы, время работы листового металла на листогибочном станке уменьшается, что означает прокатку большего количества деталей за меньшее время.2 Советы по прокатке листа
Советы 1#: Математика прокатки листа
Четырехвалковая листопрокатная машина тестовое видео Процесс толстолистовой прокатки включает в себя две группы важных переменных. Первая группа зависит от машины, такой как количество валков, их диаметр, положение и способ их перемещения. Все это зависит от используемой машины. Вторая группа переменных связана с используемой заготовкой, такой как максимальная ширина листа (W), максимальная толщина листа (Th) и минимальный диаметр заготовки (Ø), а также тип металла и его предел текучести (YS). Эти переменные можно включить в уравнение: W x Th3 x YS/g = K, где K — константа, а g — параметр, учитывающий диаметр заготовки и геометрию станка.
Первая группа зависит от машины, такой как количество валков, их диаметр, положение и способ их перемещения. Все это зависит от используемой машины. Вторая группа переменных связана с используемой заготовкой, такой как максимальная ширина листа (W), максимальная толщина листа (Th) и минимальный диаметр заготовки (Ø), а также тип металла и его предел текучести (YS). Эти переменные можно включить в уравнение: W x Th3 x YS/g = K, где K — константа, а g — параметр, учитывающий диаметр заготовки и геометрию станка.
Применение таких уравнений, конечно, требует подробной информации о приложении, но важным выводом здесь является коэффициент Th3. Обратите внимание, что значение толщины листа возводится в квадрат, а это означает, что небольшое изменение толщины может существенно повлиять на параметры валка.
Советы 2#: МИНИМАЛЬНЫЙ РАДИУС ИЗГИБА
Минимальный диаметр — это наименьший диаметр, до которого вы хотите свернуть материал, поскольку он является важным определяющим фактором для размера машины, который будет соответствовать определенным потребностям вашей мастерской.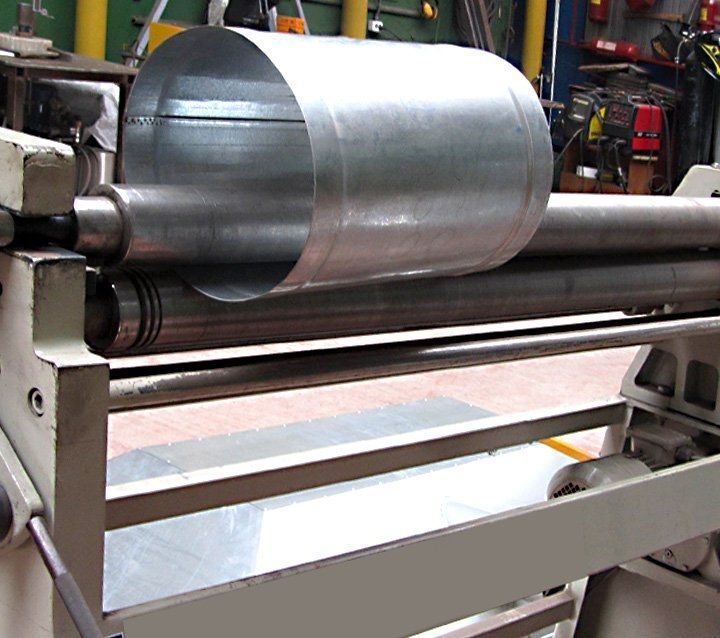
Существует эмпирическое правило для определения минимального радиуса изгиба стали: разделите 50 на процент снижения прочности материала при растяжении, как указано вашим поставщиком. Это значение зависит от класса.
Если сталь имеет значение уменьшения растяжения 10 процентов, разделите 50 на это значение: 50/10 = 5. Затем вычтите 1 из этого ответа: 5 – 1 = 4. Теперь умножьте этот ответ на толщину листа. Если материал имеет толщину 0,5 дюйма: 4 × 0,5 = 2. Таким образом, в этом случае минимальный внутренний радиус изгиба в 2 раза больше толщины материала.
11 Ключевые моменты процесса прокатки толстого листа
Пункты 1#:
Рабочие параметрыЭто означает, что даже небольшое увеличение толщины может повлиять на работу валков.
Начните с выбора правильных гибочных валков для прокатки детали. Современные листопрокатные машины обычно имеют выпуклость (укорочение) на 50% от полной номинальной стоимости машины. Следовательно, 2-дюймовая машина имеет кривизну для прокатки 1-дюймовой пластины. Все машины для гибки листового металла действительно спроектированы так, чтобы работать лучше всего, когда они используются наполовину от их рабочей стоимости.
Следовательно, 2-дюймовая машина имеет кривизну для прокатки 1-дюймовой пластины. Все машины для гибки листового металла действительно спроектированы так, чтобы работать лучше всего, когда они используются наполовину от их рабочей стоимости.
Проблемы возникают, когда приближаются к верхним пределам любой листогибочной машины, будь то профилегибочный станок или листогибочный пресс. Это означает, что даже небольшое увеличение толщины может повлиять на работу валков.
Points 2#:
Ролик нужного размераПочти все листопрокатные машины обеспечивают точные измерения, работая при 50% полной номинальной мощности ролика.
- Вы можете свернуть лист или плиту с диаметром, в 1 1/2 раза превышающим диаметр верхнего валка трехвалкового или четырехвалкового листогибочного станка. Если верхний валок имеет диаметр 10 дюймов, минимальный внутренний диаметр «раскатываемого» наилучшей практики будет составлять 15 дюймов. Листопрокатные станки
- , оснащенные планетарными направляющими, в любой момент времени удерживают примерно на 50 % больше площади под давлением изгиба. Эта конструкция позволяет достичь соотношения один к одному с диаметром верхнего валка.
 Эта конструкция позволяет достичь соотношения один к одному с диаметром верхнего валка.
Эта конструкция позволяет достичь соотношения один к одному с диаметром верхнего валка.Точки 3#:
Предварительная гибкаВ 3-валковой листогибочной машине с начальным зажимом прижимные валки обеспечивают «захватывающую» силу, а положение гибочного вала определяет геометрию формования.
Листопрокатный станок должен захватывать материал во время прокатки. Поэтому при любой операции прокатки на передней и задней кромках листа остается узкий отогнутый плоский участок. Операция, известная как предварительное изгибание, уменьшает длину этих несгибаемых плоских участков. Эти плоские секции должны быть не более чем в два-три раза толще материала большинства роликов. Предварительная гибка передней и задней кромок листа перед окончательной прокаткой может удалить эти полосы.
Процесс изгиба включает плотное зажатие листового материала между двумя валками, а затем использование бокового или бокового валика для принудительного изгиба материала перед началом прокатки. Этот процесс необходимо повторить на каждом конце прокатываемого листа, чтобы избежать больших сплющенных участков на сопрягаемых концах цилиндра.
Этот процесс необходимо повторить на каждом конце прокатываемого листа, чтобы избежать больших сплющенных участков на сопрягаемых концах цилиндра.
При использовании большинства двухзажимных и четырехвалковых систем можно предварительно согнуть переднюю кромку листа, не снимая лист или лист с ролика перед выполнением окончательной прокатки.
Предварительная гибка всегда меньше номинальной гибочной способности, поэтому важно убедиться, что прокатная система, на которую вы смотрите, может должным образом предварительно согнуть материал, с которым вы работаете.
Подробнее: Предварительная гибка
Точки 4#:
Консистенция Стабильная гибка валков включает контроль давления и положения формирующих валков. Более мягкие материалы требуют меньшего давления, чем более твердые материалы. Предел текучести мягкого материала заставит его начать формироваться раньше, чем материал с высоким пределом текучести. При этом разные типы материалов с одинаковой толщиной и прокатанные до одинакового диаметра будут иметь совершенно разные положения валков.
Каждый раз, когда «формовочный валик» поднимается, опускается, перемещается внутрь или наружу, вал меняется. Чем больше вы поднимаете, опускаете или перемещаете валки, тем большее давление вы добавляете или снимаете с процесса.
Следует отметить, что чем ближе «формирующий валик» находится к прижимным валкам, тем больше требуемое давление, но также тем ближе к краю будет радиус.
Points 5#:
SpringbackКак и при любой операции формования, прокатка также имеет дело с пружинением, свойством материала при прокатке листового металла, которое может потребовать нахлеста, иногда на несколько дюймов. Но, точно так же, как пружинение на листогибочном прессе, когда вы освобождаете деталь от давления, она пружинит. Если раскатать до нужного диаметра, получится закрытый и соответствующий зазор.
Точки 6#:
Защита от прогиба Один из распространенных методов защиты от прогиба заключается в том, что диаметр валков в середине валков немного больше, чем на концах.
Ролик жесткий по краям и прогибается в центре. Ролик может оставаться цилиндрическим, но уже не прямым, это отклонение является нормальной частью работы машины.
Ролики отклоняются так же, как ползун листогибочного пресса под нагрузкой; он «раскрывается» или «изгибается» в центре, отклонение, которое приводит к уменьшению давления формующего валка на изгиб в центре. Таким образом, многие валки для пластин используют какое-либо устройство против прогиба или систему выпуклости.
Ролик, поддерживаемый только с одной стороны, считается консольным роликом, который будет отклоняться тем больше, чем дальше от поддерживаемого конца находится заготовка. Ролик, поддерживаемый с обоих концов, будет иметь максимальное отклонение в центре ролика.
Точки 7#:
Коронка Если коронки недостаточно, эффект будет «бочка». Здесь концы цилиндра имеют меньший диаметр, чем центр. Слишком большое увенчание произведет противоположный эффект, цилиндр будет иметь форму песочных часов.
Существует две возможности бочкообразного эффекта: недостаточная выпуклость в центре «формовочного вала» или неправильно настроены «прижимные валки».
Points 8#:
Деформация каченияВысокопрочные материалы могут выдерживать большее давление. Но мягкие металлы с низким пределом текучести, такие как алюминий серии H, при увеличении давления защемления могут деформироваться. Материал может истончаться и деформироваться под избыточным давлением валков, поэтому требуется некоторая осторожность.
- Каждое изменение давления выпуклости изменяет величину отклонения в центре валка. Легкая бочкообразная форма подтверждает, что центр валка отклоняется от параллели.
- Также может быть утончение или деформация края заготовки. В этом случае попробуйте немного уменьшить давление прижимного ролика. Позвольте середине валка отклониться ровно настолько, чтобы поверхности качения вернулись к параллельной линии давления, которая должна присутствовать по ширине заготовки во время прокатки. Это не устранит бочкообразный эффект; на самом деле, это, скорее всего, ухудшит баррель. При неэффективной машине также может потребоваться регулировка выпуклости.
- Если у вас чрезмерное венчание, результатом будет небольшая форма песочных часов. Линия давления поперек рулона теперь выглядит как хмурый взгляд. Морщина превращается в прямую линию давления, когда коронка уменьшается.
 Это не устранит бочкообразный эффект; на самом деле, это, скорее всего, ухудшит баррель. При неэффективной машине также может потребоваться регулировка выпуклости.
Это не устранит бочкообразный эффект; на самом деле, это, скорее всего, ухудшит баррель. При неэффективной машине также может потребоваться регулировка выпуклости.Наконечники 9#:
Подкладка для коронки В какой-то момент может потребоваться подкладка заготовки для создания коронки
. Помещенные в центр заготовки и в центр ролика, сами прокладки могут быть кусками картона, пластика или даже тонкого листового металла и т. д. Это ручной способ эффективного добавления выпуклости. Точно так же, как плашки листогибочных прессов с прокладками начинаются с широкой прокладки и постепенно увеличиваются до центра.
Плохая практика, и у вас не будет хороших результатов, если вы попытаетесь разместить толстую узкую прокладку в мертвой точке.
Также можно использовать прокладки по краям заготовки, чтобы компенсировать любые чрезмерные выпуклости и песочные часы, которые могут присутствовать.
Наконечники 10#:
Дополнительные системы поддержкиСогните на 180°, и сила тяжести втянет лист внутрь.
При тонколистовой прокатке вы также должны беспокоиться о том, как будет вести себя раскатанный цилиндр, когда он поднимается вверх и выходит за центральную линию валка. Толстые листы обладают структурной массой, позволяющей сохранять форму на протяжении всего процесса прокатки. Тонкий листовой металл может прогибаться под собственным весом, изменяя радиус и деформируя деталь. Гравитация может изменить точку изгиба! Сначала он отталкивает материал от «прижимных валов», а затем к «формовочному валу».
Для больших работ или работ с жесткими допусками потребуется дополнительная подвесная система поддержки; а если материал структурно непрочный, стороны рулона также могут нуждаться в поддержке и направлении в процессе прокатки.
Points 11#:
Мощность прокатки листаЧем уже ширина листа, поступающего в машину, тем толще лист, который можно прокатать. Например, листогибочный станок может прокатывать стальной лист толщиной 2 дюйма и шириной 12 футов или стальной лист толщиной 12 дюймов и шириной 3 фута. Гибочные валки также могут сворачивать толстый материал до очень малых диаметров — например, материал толщиной 2 дюйма и шириной 10 дюймов можно свернуть до диаметра 19 дюймов.″ диаметр.
Тип и марка материала определяют как наибольшие размеры прокатки, так и минимальные радиусы прокатки. Для более твердых материалов максимальные размеры толстолистового проката уменьшаются, а минимальные радиусы увеличиваются.
Процитированные работы
- Услуги по прокатке стальных листов | Прокат толстолистового проката (cmrp.com)
- Листопрокатные валки на (thefabricator.com)
- Гибка пластин | Браун Макфарлейн (brownmac.com)
- «Прокатка листового металла: что такое «предварительная гибка» и почему это так важно», Bendmak USA, https://www. bendmakusa.com/blog/plate-rolling-pre-bending
 bendmakusa.com/blog/plate-rolling-pre-bending
bendmakusa.com/blog/plate-rolling-pre-bendingМеталлопрокат – Листовой металл APX York
Металлопрокат
Металлопрокат и формовка
Прокатка стальных листов — это процесс, при котором изгибаются различные материалы при работе с алюминием, сталью, нержавеющей и оцинкованной сталью, перфорированным металлом и другими материалами. Специалисты APX York Sheet Metal могут создавать такие продукты, как каналы, корпуса, рамы, конусы, воронки, воздуховоды, корпуса машин, пресс-формы, трубы, трубопроводы и мосты. Мы также можем создавать катаные резервуары, ограждения, желоба и десятки предметов, в то время как наши машины сохраняют повторяемость и точность.
СВЯЖИТЕСЬ С НАМИ ДЛЯ ПРЕДЛОЖЕНИЯ
В зависимости от имеющегося куска мы можем раскатывать листы различной толщины и размеров, но обычно ни один из наших роликов не прокатывает диаметр более 3/8 дюйма. Одна из наших машин может производить рулон шириной до 60 дюймов с большой окружностью. Однако максимальная толщина и длина, которую он может построить, зависят от формы детали, которую вы хотите спроектировать. Наш формовочный инструмент меньшего размера может иметь ширину до 40 дюймов с небольшой окружностью, но наибольшая длина и толщина также зависят от проекта.
Однако максимальная толщина и длина, которую он может построить, зависят от формы детали, которую вы хотите спроектировать. Наш формовочный инструмент меньшего размера может иметь ширину до 40 дюймов с небольшой окружностью, но наибольшая длина и толщина также зависят от проекта.
Наша прокатка стальных листов в северной части штата Мэриленд может включать в себя прокатку толстолистового проката, двутавровой балки, швеллера, трубы, индукционного нагрева, уголка, сплошного проката и плоского проката для получения U- или V-образных изгибов.
Изготовленные на заказ трубы и цилиндры
Если вам требуется прокат стальных труб в центральной Пенсильвании, APX York Sheet Metal может прокатывать стальные и алюминиевые листы, а также различные другие материалы. Наши специалисты могут сформировать цилиндры и сегменты цилиндров, а также полные конусы и детали. Мы прокатываем листы или плиты для изготовления таких изделий, как конвейерные трубы, водосточные трубы и другие изделия.
Мы скатываем материалы в трубчатые формы, а также в эксцентриковые и центрические конусы. APX York Sheet Metal может изготовить трубы и цилиндры из легких труб или толстолистового проката для вентиляционных систем и металлических воздуховодов соответственно — и мы можем изготовить все, что между ними. Мы работаем с различными элементами и марками, а также используем технику прокатки для изготовления спиральных форм.
Возможности прокатки стальных листов и металла
APX York Sheet Metal может работать с толстыми и тонкими материалами любого типа. Чем уже ширина, поступающая на вальцовые станки, означает, что мы можем прокатывать более толстый лист. Например, мы можем придать плотным материалам узкие диаметры. Мы можем взять кусок толщиной 2 дюйма на 10 дюймов и раскатать его до 19.дюймов в диаметре.
Тип и сорт материала определяют максимальный размер проката, а также минимальный радиус. При работе с более твердыми веществами размеры листового проката уменьшаются, а наименьшие радиусы увеличиваются. Наши специалисты могут выполнять конструкционную и толстолистовую прокатку, тепловую индукцию и формование листа, а также холодную и горячую гибку.
Наши специалисты могут выполнять конструкционную и толстолистовую прокатку, тепловую индукцию и формование листа, а также холодную и горячую гибку.
Наша технология
В APX York Sheet Metal мы используем машины, называемые роликами, для проектирования различных конструкций цилиндров и труб. Ролик зажимает материал между двумя валками и изгибает его, когда он входит в контакт с задним валком, создавая форму цилиндра. Затем мы свариваем его вместе, чтобы создать цилиндр или любую другую форму, которая вам нужна. Верхний ролик находится в фиксированном положении, а нижний регулируется для захвата материала, а третий ролик или формующий компонент также регулируется.
Выберите APX York Sheet Metal
APX York Sheet Metal — это компания по прокату листового металла в центральной Пенсильвании. Будучи семейным предприятием на протяжении 71 года, мы знаем каждую деталь техники прокатки металла и усовершенствовали этот метод. Если вы выберете наши услуги по прокатке стальных листов, вы получите эффективное время выполнения работ и превосходное обслуживание клиентов.