Вальцовка листа в трубу: Вальцовка листового металла, труб заказать, цена от Завода РиНМ в России
alexxlab | 08.05.2023 | 0 | Разное
Вальцовка листового металла и профильной трубы
Опубликовано:
29.10.2013
Сегодня в условиях бурного роста и интенсивного развития промышленного производства практически не осталось областей человеческой деятельности, где активно не используются изделия из металлопроката. В определенном смысле различные металлы и их сплавы составляют основу современного мира. Такие материалы в наш высокотехнологичный век используются, как при возведении гигантских циклопических сооружений, так и для изготовления разнообразных предметов ежедневного обихода. В данном аспекте совершенство технологий металлообработки имеет определяющее значение.
В результате вальцевания лист металла приобретает форму равномерного цилиндра либо конуса.
Одним из таких ключевых техпроцессов современного промышленного производства является вальцовка листового металла и профильной трубы.
Технологический процесс
Технологическая операция вальцевания представляет собой процесс деформации листового либо профильного материала в строго заданном линейном или радиальном направлении.
Напряжения изгиба должны превышать предел упругости, а деформация заготовки должна быть пластической. Только в этом случае заготовка сохранит приданную ей форму после снятия нагрузки.
При осуществлении данной технологической операции листовой металл подвергается силовому деформирующему воздействию специального инструмента, что приводит к расширению обрабатываемого материала в пределах определенной, строго заданной, формы. Вальцы, при помощи которых осуществляется гибка металла, имеют некоторые различия в своих технических параметрах, что напрямую зависит от их операционного предназначения.
Вернуться к оглавлению
Деформация трубного материала
Процесс вальцовки трубного материала имеет несколько существенных отличий от операции деформации листового проката.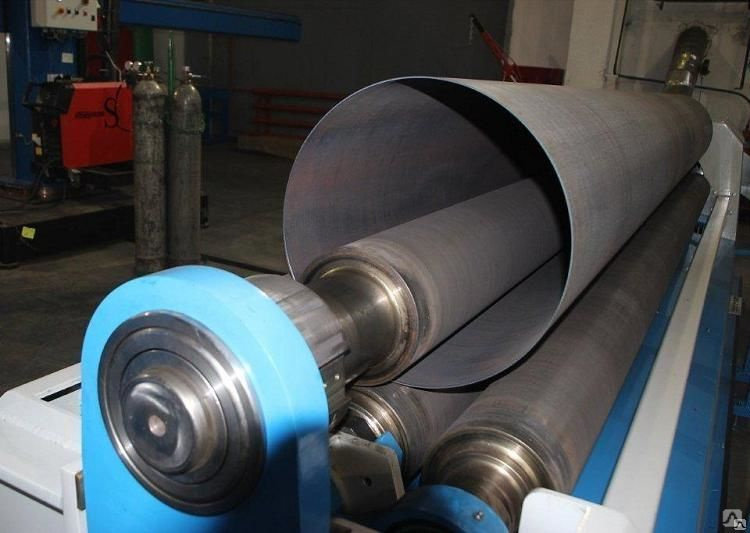 Здесь главной задачей является увеличение диаметра обрабатываемого изделия с целью создания возможности герметичного контакта с иными элементами конструкции в тех ситуациях, когда соединения резьбового и сварного типа малоэффективны или попросту неприменимы, что часто случается на предприятиях, например, нефтехимической промышленности.
Здесь главной задачей является увеличение диаметра обрабатываемого изделия с целью создания возможности герметичного контакта с иными элементами конструкции в тех ситуациях, когда соединения резьбового и сварного типа малоэффективны или попросту неприменимы, что часто случается на предприятиях, например, нефтехимической промышленности.
Такая сложная с технологической точки зрения операция производится в несколько последовательных этапов. На первой стадии работ, называемой привальцовкой, труба закрепляется в специальном отверстии и подвергается деформации на расширение. Затем увеличением усилия вальцов трубному отверстию придается необходимая форма для достижения надежного соединения. Главная сложность здесь заключается в точном расчете необходимого усилия. Иначе возможно истончение и разрывы материала.
Похожие статьи:
Вальцовка металла различных марок с высоким качеством на профессиональном оборудовании в Москве недорого от компании «Эфесто»
Онлайн-заказМеталлообработка
и металлоизделия
Вальцовка металла – это одна из разновидностей холодной деформации (проката), при которой металлический лист подвергается воздействию нескольких специально расположенных валов, придающих ему цилиндрическую или коническую форму.
Особенности технологии вальцевания
Характерной чертой, отличающей вальцевание от других методов пластической деформации металлического листа, является то, что диаметр создаваемого изгиба значительно превышает размер валов оборудования. Благодаря этому появляется возможность производить цилиндрические элементы с большим радиусом, например, при производстве стальной емкости. Иными способами придать детали нужную форму окажется невозможно. Но для точной настройки оборудования нужно учитывать множество факторов, кроме линейных размеров заготовки – таких как толщина и показатели упругости материала. Поэтому требования к квалификации и опыту персонала, обслуживающего оборудование, достаточно высоки. Сотрудники компании «Эфесто» обладают необходимыми компетенциями, чтобы быстро и с нужным качеством выполнить сложные заказы. Важным доводом при выборе технологии является возможность обрабатывать листы с отверстиями, перфорацией с сохранением толщины и прочности металла.
Иными способами придать детали нужную форму окажется невозможно. Но для точной настройки оборудования нужно учитывать множество факторов, кроме линейных размеров заготовки – таких как толщина и показатели упругости материала. Поэтому требования к квалификации и опыту персонала, обслуживающего оборудование, достаточно высоки. Сотрудники компании «Эфесто» обладают необходимыми компетенциями, чтобы быстро и с нужным качеством выполнить сложные заказы. Важным доводом при выборе технологии является возможность обрабатывать листы с отверстиями, перфорацией с сохранением толщины и прочности металла.
Наше предложение
Компания «Эфесто» предлагает недорого выполнить работы по изготовлению методом вальцовки из разнообразных марок и сортов цветных и черных металлов. Мы гарантируем своим заказчикам высокое качество и кратчайшие сроки исполнения работ. Если у Вас отсутствуют чертежи, наши инженеры готовы разработать их на основе эскизов или описаний пожеланий заказчика. Стоимость работ рассчитаем заранее при заключении договора исходя из объемов, сроков и особых условий заказа.
4
фальцовочных вала
До 8 мм
толщина листа металла
До 1000 мм
ширина листа металла
Область применения
- Вальцовка листовой меди, алюминия, латуни и других цветных металлов.
- Вальцовка перфорированного листа.
- Вальцовка рифлёных листов.
- Вальцовка листа в трубу.
- Вальцовка конуса из листа металла.
При вальцовке металлического листа большой толщины требуется точная настройка оборудования и хороший опыт в этом виде металлообработки, который имеют специалисты Эфесто. Жёсткие требования связаны с тем, что толстый металл не такой пластичный, а угол сгиба при вальцовке меньше, чем у тонкого листа.
Стоимость вальцовки металла
Чтобы узнать стоимость изготовления деталей с помощью вальцовки металла, позвоните по указанному номеру телефона, заполните форму обратной связи или напишите нам на почту: info@efesto. pro. Цена на услугу зависит от сложности изделия, срочности и объема работ.
pro. Цена на услугу зависит от сложности изделия, срочности и объема работ.
Нашли дешевле? Сделаем скидку 5%
* Необходимо подтвердить цену счётом от конкурента.
Используемое оборудование
← Штамповка металла Художественный прокат →
Прокат листового металла, или как изготавливать трубы и конусы нестандартных размеров
Прокат листового металла — еще один метод гибки стали, но в этом случае целью производства является получение закругленного кругового изгиба под определенным радиусом, а не V-образная угловатая форма. Одним из основных назначений этого метода обработки металла является изготовление труб, воздуховодов и конусов нестандартного диаметра, необходимых для промышленных установок, спроектированных по индивидуальному заказу.
Конечно, округлые формы, под которые можно согнуть листовой металл, весьма разнообразны, поэтому вальцовка не всегда относится только к трубам и конусам. Прямоугольные формы со скругленными углами, как на рис.1, часто являются объектом прокатки листового металла.
Прямоугольные формы со скругленными углами, как на рис.1, часто являются объектом прокатки листового металла.
Подготовка к изгибу: вырезание правильного разворота.
Всякий раз, когда мы говорим о прокатке или гибке листового металла, 1 st вещь, которая ДОЛЖНА прийти на ум, это подготовка правильного развертывания листа. Чтобы получить трубу определенного диаметра, мы должны правильно рассчитать прямоугольную развертку или лист, который будем сворачивать (рис.2).
Как видно на рис.3, для расчета правильной развертки нам нужен наружный диаметр, который мы хотим получить, и толщина листа.
Имея это в виду, мы можем применить формулу для длины окружности:
Развертка = (OD – Thk.) x π
Где:
OD – внешний диаметр
Thk – толщина листа
π – 3,1415
Таким образом, для трубы с наружным диаметром 720 и толщиной 10 мм мы можем рассчитать развертку:
(720 – 10 )x 3,1415 = 2 230,47 мм.
Примечание:
Часто производители предпочитают обрезать развертку толстых материалов немного короче, так как нижние кромки после прокатки сталкиваются раньше – рис.4.
Кроме того, обрезание разворота на 3-10 мм обеспечивает зазор 1-3 мм для сварного шва.
Когда мы скатываем конус или ветвь конуса, мы имеем разные разворачивания, которые не так просто вычислить. Обычно дизайнеры используют несколько типов программного обеспечения, многие из которых бесплатны, но для профессиональных целей они часто различаются.
В My Euro Steel мы всегда рекомендуем нашим клиентам загружать развертки и другие проекты, созданные с помощью легального программного обеспечения САПР, чтобы конечный результат действительно соответствовал ожиданиям. В случаях, когда у клиентов нет доступа к этому типу программного обеспечения, наши инженеры могут создать его прямо под заказ.
Развертывание конуса для прокатки может быть сложной задачей, особенно когда это зависит от программы САПР, которая разворачивает деталь.
Конические формы также могут различаться по многим параметрам, таким как их эксцентриситет, ориентация и ветви.
Рис.7 – Эксцентриковый конус
Рис.8 – Эксцентриковый конус, разрез слева.
Следующим в списке возможностей при прокатке листового металла является сегментный изгиб (рис.9).
Создание отвода воздуховода нестандартного диаметра, радиуса и угла является достаточно дорогим, редким и сложным в изготовлении, поэтому инженеры часто создают угловые соединения труб через сегментные гнутые отводы. Затем эти отрезки разворачиваются, где длина разворачивания снова рассчитывается по формуле длины окружности, но форма не прямоугольная, а скорее ременная (рис.10)
На практике существует гораздо больше круглых и конических форм воздуховодов и труб, которые всегда разрабатываются в соответствии с конкретной установкой или оборудованием. Именно поэтому прокат листового металла находит широкое применение в промышленности.
Типы прокатных станков:
Трехвалковые станки пользуются большой популярностью у производителей листового металла, поскольку они достаточно доступны и обеспечивают более низкую себестоимость производства.
Основной валок в середине движется вниз и прижимает заготовку, в то время как два нижних валка толкают вверх перед прокаткой. После установки валка основной валок начинает двигаться и формировать заготовку. В настоящее время существует множество трехвалковых станков с ЧПУ, которые позволяют формовать трубы всего за 1 цикл.
К недостаткам 3-х валковых машин можно отнести отсутствие предварительной гибки, что приводит к частичному негнущемуся участку. Этого результата можно избежать двумя способами:
1 st : предварительная гибка листогибочным прессом.
2 nd: отрезание более длинной развертки и после раскатки вручную обрежьте ненужный материал.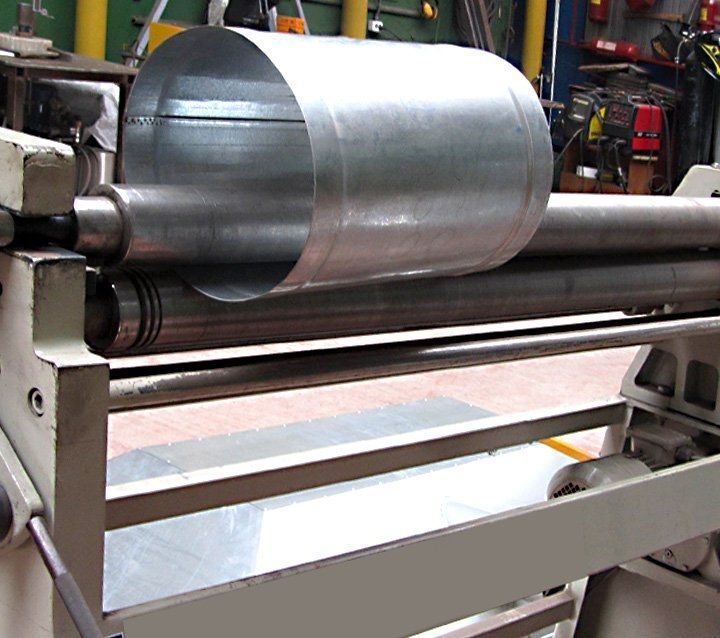
4-валковые машины используют дополнительный нижний валок, который в начале прокатки решает проблему с предварительным изгибом. Средний валок прижимает заготовку к основному валку, сгибает лист через 1 st нижний валок, а затем переходит к последовательности прокатки (рис. 13)
My Euro Steel управляет надежной сетью сертифицированных производителей, поэтому мы можем предоставлять нашим клиентам качественные услуги по прокатке листового металла. Наши партнеры могут прокатывать трубы и конусы нестандартных размеров, а также другие круглые формы, в зависимости от технических требований.
Профилирование – изготовление металлической трубы
Трубы используются в различных отраслях промышленности. По сравнению с трубами они часто подчиняются точным правилам и поэтому используются в конструкционных применениях, таких как металлические леса, медицинские устройства и автомобильная промышленность. Но как на самом деле образуется трубка?
Вы когда-нибудь задумывались, как плоский кусок металлического листа превращается в закрытые трубчатые секции? То, что может показаться очень сложной задачей, не так уж и сложно при наличии определенных знаний, опыта и, что не менее важно, правильных инструментов или, скорее, вспомогательного материала. Потому что сложная часть формирования жесткого куска металлического листа требует многого от используемых материалов. Но прежде чем мы углубимся в детали, давайте сначала рассмотрим процесс формирования рулона.
Потому что сложная часть формирования жесткого куска металлического листа требует многого от используемых материалов. Но прежде чем мы углубимся в детали, давайте сначала рассмотрим процесс формирования рулона.
Процесс профилирования
Профилирование – это простой, но эффективный процесс формовки металла, идеально подходящий даже для самых сложных форм. Процесс включает в себя профилегибочный стан и начинается с устройства подачи рулонов, где материал — обычно рулонная сталь — поступает на линию. В некоторых случаях перед профилированием требуется предварительная пробивка. Затем полоса листового металла проходит через набор формующих валков. Каждый формующий валок сгибает только небольшие части сгиба до получения окончательной формы. Этот метод постепенного формования предотвращает пружинение.
Изображение: схематическое изображение процесса профилирования
В зависимости от требований, которым должен соответствовать продукт, профилировочные станы могут иметь длину до 100 метров. Примерно посередине профилегибочного стана сварочная станция используется для неразъемного соединения двух концов листового металла вместе, чтобы труба была закрыта. По сравнению с гибкой труб, формование труб или профилирование позволяет использовать меньшие радиусы. Кроме того, толщина металла существенно не меняется, за исключением небольшого утонения на радиусах изгиба. Процесс профилирования используется для формирования самых разнообразных профилей поперечного сечения. Несмотря на то, что открытый профиль является наиболее распространенным, также можно изготовить трубы закрытого типа.
Примерно посередине профилегибочного стана сварочная станция используется для неразъемного соединения двух концов листового металла вместе, чтобы труба была закрыта. По сравнению с гибкой труб, формование труб или профилирование позволяет использовать меньшие радиусы. Кроме того, толщина металла существенно не меняется, за исключением небольшого утонения на радиусах изгиба. Процесс профилирования используется для формирования самых разнообразных профилей поперечного сечения. Несмотря на то, что открытый профиль является наиболее распространенным, также можно изготовить трубы закрытого типа.
Самыми важными инструментами, конечно же, являются профилирующие валки. Это металлические штампы прецизионной формы, которые формируют входящий кусок листового металла. В зависимости от сложности конечного продукта, это могут быть очень простые цилиндрические рулоны. Но они также могут иметь очень сложную форму. Поскольку эти формовочные валки сгибают листовую полосу в трубу под высоким давлением, они должны обладать высокой устойчивостью к давлению. Кроме того, обязательными являются хорошие свойства скольжения и износостойкость.
Кроме того, обязательными являются хорошие свойства скольжения и износостойкость.
Изображение: Формовочный ролик из AMPCO® 25
Сварочные ролики обеспечивают прочное сваривание концов оригинального плоского куска металла. Они прижимаются к трубе в процессе сварки. Можно выбрать несколько сварочных операций: высокочастотная индукционная сварка (HFI), лазерная сварка или сварка TIG. В зависимости от операции сварки необходимы различные свойства. Как правило, хорошие свойства скольжения и высокая износостойкость являются преимуществом.
Преимущества алюминиевой бронзы как инструментального материалаКогда речь идет о формовочных валках, алюминиевая бронза идеально подходит в качестве инструментального материала, поскольку они сочетают в себе хорошие свойства скольжения, высокую твердость и низкое удлинение. Вот почему эти три характеристики важны:
Свойства скольжения Помимо движения вперед, имеет место формообразующее движение, оба компонента приводят к эффективному относительному движению. Когда листовая полоса проходит через формовочные валки, они должны обладать отличными свойствами скольжения, чтобы гарантировать поступательное движение листовой полосы (прокатка) и облегчить формообразующее движение трубы (скольжение).
Когда листовая полоса проходит через формовочные валки, они должны обладать отличными свойствами скольжения, чтобы гарантировать поступательное движение листовой полосы (прокатка) и облегчить формообразующее движение трубы (скольжение).
Поскольку листовая полоса скользит по поверхности валка и будет формироваться, требуется высокая твердость. В сочетании с хорошими свойствами скольжения высокая твердость приводит к большому сопротивлению, что увеличивает срок службы формующего валка.
Низкое удлинениеДля обеспечения высокой точности формования изделия формующий валок должен иметь стабильную форму. Инструментальный материал с низким удлинением обеспечивает повышенную стабильность формы.
Надежные формовочные ролики благодаря AMPCO METAL AMPCO METAL гарантирует широкий ассортимент материалов, отвечающих самым высоким требованиям. Например, запатентованный сплав AMPCO® 25 предлагает множество преимуществ, особенно для сварочных, формовочных и калибровочных валков.