Вальцовочный станок для листового металла: Вальцовочные станки — купить вальцы для листового металла в Москве, цена в интернет-магазине
alexxlab | 26.04.1987 | 0 | Разное
Вальцовочные станки б у в России
- Главная
- Продажа
- Обработка рулонного и листового металла
- Вальцовочный станок б у
Вы можете очень быстро сравнить цены вальцовочного станка б у и подобрать оптимальные варианты из более чем 75471 предложений
Реклама
Ручной вальцовочный станок BP1250
Диаметр верхнего вала 70 мм. Наибольшая длина вальцевания 1250 мм. Максимальная толщина листа, (при вальцевании на максимальную длину) 1,75 мм
Подробное описание и цена >>>
Реклама
Ручной вальцовочный станок BP1500
Диаметр верхнего вала 70 мм. Наибольшая длина вальцевания 1500 мм. Максимальная толщина листа, (при вальцевании на максимальную длину) 1,5 мм
Подробное описание и цена >>>
Реклама
Ручной трехвалковый вальцовочный станок BP2000
Диаметр верхнего вала 70 мм.
Вальцовочные станки Say-Mak, Sahinler, Isitan
Состояние: Новый Год выпуска: 2015
В наличии
Вальцы трехвалковые: – Ручные станки – R, RS, – Электромеханические вальцовочные станки – RM, IR, SMSM, IRM, MRM-S, – Гидравлические электромеханические вальцовочные станки MRM-H, 3R MRM-H,…
18.10.2018 Москва (Россия)
153 900
Вальцовочные станки Say-Mak, Sahinler, Isitan
Состояние: Новый Год выпуска: 2015
В наличии
Вальцы трехвалковые:
– Ручные станки – R, RS,
– Электромеханические вальцовочные станки – RM, IR, SMSM, IRM, MRM-S,
– Гидравлические электромеханические вальцовочные станки MRM-H, 3R MRM-H,. ..
..
18.10.2018 Москва (Россия)
152 000
Вальцовочный станок KUTTRUFF (Германия) для Алюкобонда
Состояние: Б/У Год выпуска: 2011 Производитель: KUTTRUFF (Германия)
В связи со сменой профиля производства компания продает вальцовочный станок для алюминиевой композитной панели KUTTRUFF (производство Германия). Длина вала 4200 мм. Станок позволяет проводить…
02.03.2016 Мытищи (Россия)
2 000 000
Состояние: Новый Производитель: Германия, Турция, Россия (Россия)
В наличии
Измельчитель Я3-ФИБ, Вальцовочный станок, Пресс гидравлический (Германия), Линия по отделению виноградной косточки. Продаётся все сразу или по отдельности. Все работает.Измельчитель мяса Я3-ФИБ…
Продаётся все сразу или по отдельности. Все работает.Измельчитель мяса Я3-ФИБ…
15.11.2016 Севастополь (Россия)
Вальцовочный станок
Состояние: Б/У
Продам Вальцовочный станок.Находиться в Братске.
07.03.2017 Братск (Россия)
80 000
Электромеханические вальцовочные станки RM 1270 x 90Состояние: Новый Производитель: ISITAN (Турция)
В наличии
ISITAN RM – Листогибочные вальцовочные машины, функционирующие в полуавтоматическом или наладочном режиме, имеют стандартную комплектацию:чугунная станина рамного типа;два боковых вращающихся…
18.10.2018 Москва (Россия)
262 200
Ручной электромеханический вальцовочный станок
Состояние: Новый Производитель: ПКФ СтройИнвест
В наличии
Электромеханические вальцы предназначены для изготовления цилиндрических и конических форм, дугообразных элементов, правки плоских заготовок из листового металла.
12.03.2018 Киров (Россия)
75 000
Вальцовочный станок BURKLE SLC 1600 (Германия)
Состояние: Б/У Год выпуска: 1998 Производитель: BURKLE (Германия)
Продам вальцовочный станок BURKLE SLC 1600 (Германия) в рабочем, хорошем состоянии (мало б/у).Вальцовочный станок BURKLE SLC 1600 предназначен для автоматическогонанесения лака, краски на плоскую…
23.05.2018 Санкт-Петербург (Россия)
700 000
Ручной электромеханический вальцовочный станок ЭМВ1300
Состояние: Новый
Электромеханические вальцы предназначены для изготовления цилиндрических и конических форм, дугообразных элементов, правки плоских заготовок из листового металла. Стоимость вальцов без…
Стоимость вальцов без…
01.10.2022 Казань (Россия)
Вальцовочный станок трехвалковый ИБ2222
Состояние: Б/У Год выпуска: 2008 Производитель: Славгородский завод КПО (Россия)
Продается вальцовочный станок трехвалковый ИБ2222 после капремонта, в отличном состоянии, 2008 года. Цена договорная.
03.02.2019 Старый Оскол (Россия)
Вальцовочный станок трехвалковый электромеханический ТВ-1250х4
Состояние: Новый
Вальцы трехвалковые электрические ТВ-1250х4 предназначены для производства заготовок цилиндрической формы, могут использоваться на заготовительных участках и цехах предприятий для производства…
01.10.2022 Казань (Россия)
Ручной вальцовочный станок BP1500
Состояние: Новый
В наличии
Вальцы трехвалковые предназначены для вальцевания цилиндрических заготовок из мягких сортов листовой стали (оцинковки) обыкновенного качества ГОСТ 380-94. Исполнение для умеренного климата,…
Исполнение для умеренного климата,…
01.10.2022 Казань (Россия)
Ручной трехвалковый вальцовочный станок BP2000
Состояние: Новый
В наличии
Вальцы трехвалковые предназначены для вальцевания цилиндрических заготовок из мягких сортов листовой стали (оцинковки) обыкновенного качества ГОСТ 380-94. Исполнение для умеренного климата,…
01.10.2022 Казань (Россия)
Вальцовочный станок
Состояние: Новый Производитель: 79878458424
В наличии
Продам вальцовочный станок Полностью рабочий 3 шт разныеТак же есть другие станки, смотрите в моих объявлениях
08.07.2019 Оренбург (Россия)
250 000
Вальцы ручные листогибочные для профильной трубы (Вальцовочный станок «СКС400-1» / Вальцы)
Состояние: Новый Производитель: Россия
В наличии
Вальцовочные станки используют для производства труб цилиндрической и конической формы.
22.01.2021 Орск (Россия)
62 000
Вальцовочный станок электромеханический RME-1300х0.8
Состояние: Новый
В изготовлении вальцовочной машины используются цельнометаллические валы, игольчатые подшипники, не требующие обслуживания и дополнительной смазки на всех движущихся элементах. Конструкция станка…
01.10.2022 Казань (Россия)
Вальцовочный станок электромеханический RME-1300х1.2
Состояние: Новый
В изготовлении вальцовочной машины используются цельнометаллические валы, игольчатые подшипники, не требующие обслуживания и дополнительной смазки на всех движущихся элементах. Конструкция станка…
01. 10.2022
Казань (Россия)
10.2022
Казань (Россия)
Вальцовочный станок электромеханический трехвалковый RME-1300х2
Состояние: Новый
В изготовлении вальцовочной машины используются цельнометаллические валы, игольчатые подшипники, не требующие обслуживания и дополнительной смазки на всех движущихся элементах. Конструкция станка…
01.10.2022 Казань (Россия)
Вальцовочный станок электромеханический трехвалковый RME-1300х4
Состояние: Новый
В изготовлении вальцовочной машины используются цельнометаллические валы, игольчатые подшипники, не требующие обслуживания и дополнительной смазки на всех движущихся элементах. Конструкция станка…
01.10.2022 Казань (Россия)
Электромеханический вальцовочный станок RME-1300х6
Состояние: Новый
В изготовлении вальцовочной машины используются цельнометаллические валы, игольчатые подшипники, не требующие обслуживания и дополнительной смазки на всех движущихся элементах. Конструкция станка…
Конструкция станка…
01.10.2022 Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по вальцовочному станку б у почти как на Авито и TIU
Видео вальцовочного станка б у
Краткий ликбез о вальцовочных станках (вальцах) для листового металла
Валковые машины или просто вальцы используются сегодня практически во всех промышленных отраслях. Представляют из себя специальные аппараты для придания металлическому листу необходимой формы. В основном применяются в тяжелом машиностроении и прокатной металлургии. При создании вентиляционных систем, цистерн, кровельных листов, дымоотводов, практически любых видов кожухов. Реальной альтернативы таким станкам в ближайшие годы не предвидится.
Когда и где применяются валковые машины
Для массового выпуска деталей из железа или стали, применяют очень дорогое, крупногабаритное современное оборудование. Оно обязательно для бесперебойного обеспечения выпуска объёмных партий заготовок при следующих операциях:
Оно обязательно для бесперебойного обеспечения выпуска объёмных партий заготовок при следующих операциях:
- прошивка кованной заготовки
- сварка
- прессование
- прокатка
- редуцирование
- и многие другие
Не полный список очень дорогих методик, которые применяют на больших заводах. Благодаря огромным партиям выпускаемых изделий это вполне оправдано.
Какой выход если выпуск продукции мелкосерийный (небольшой завод, маленький цех)? Если нужна, например, маленькая партия нестандартных деталей (труб или конусов). Нужно ставить ручную вальцовку. Ее сегодня могут позволить себе даже владельцы небольших площадок и не бояться, что приобретение себя не окупит.
Что могут валковые станки
Функции применения валков достаточно обширны. Применяются для изготовления конусов, первичного загиба, выполнить подгибку, гибку и прогиб любой сложности. Приобретают вальцы и для изготовления технической резины и на химических заводах, разной загруженности и направленности. Их используют для обработки полимеров и выпуска готовой продукции. Область применения очень и очень обширна.
Их используют для обработки полимеров и выпуска готовой продукции. Область применения очень и очень обширна.
Используют материалы, сталь, цинк, железо, реже медь. Это полностью зависит от задач и специфики поставленных задач. Около 80 процентов используются в тяжелой металлургической промышленности. Вальцы листогибочные выпускаются в нескольких модификациях. Надежными, очень производительными считаются четырехвалковые станки. Не особо сложны в обслуживании, оборудуются улучшенной системой регулировки протяжки металла.
Вальцовочные станки, выпускаемые современными производителями, имеют огромную область применения. Подойдут небольшим цехам и крупным производствам. Не крупным производителям лучше всего подойдет механический вальцовочный станок с ручным приводом. А если объём выпускаемой продукции довольно большой, лучше остановить выбор на электромеханической валковой машине. Оба варианта прослужат при должном отношении, бережном уходе, очень длительный срок. Оптимальный вариант вальцовочного станка под масштабы своего бизнеса не составит труда подобрать на известном сайте.
Надежность и безопасность.
Кажется, особенно с первого взгляда, что в эксплуатации они довольно просты. Однако это далеко не так. Все вальцы относятся к высокоточному оборудованию. При изготовлении валковых машин используется высокопрочная сталь. Это сводит к минимуму риск получения травм. На современных заводах производителях, выпускают самые инновационные. Очень надежные и высококачественные. Техника, работающая с железом и сталью, должна быть надежной и безопасной.
Механические станки в комплекте с ручным приводом, самый простой и дешевый вид вальцов. Их цена в несколько раз ниже электромеханических, но даже ручной привод может обеспечит хорошую производительность и качество выпускаемого товара. Если есть желание автоматизировать процесс производства. Необходимо приобрести электромеханические вальцы. Особенно пригодиться при работе с крупными партиями листового металла
Виды вальковых машин
Существует три вида вальковых машин, двухвалковые, трехвалковые, четырехвалковые.
1.Двухвалковые.
Предназначены для работы с материалами толщиной до 3 мм. Имеют самую привлекательную цену. Подойдут для небольших частных производств.
2.Трехвалковые
Толщина обрабатываемого листа материала до10 мм. Управляться гидравликой, электроприводом или ручным механизмом. Являются более распространёнными из представленных здесь.
3. Четырехвалковые
Для своих задач лучшие и производительные, вальцуют метал с толщиной свыше 10 мм. Имеют самую высокую цену, но стоят своих денег. Самые высокопроизводительные и надежные.
О симметричности.
Выпускаются два различных вида вальцовых машин симметричные и асимметричные. При приобретении на это следует обратить особое внимание. В работе на симметричном вальцовом станке, лист подгибается предварительно только с одной стороны, а на асимметричных предварительная подгибка требуется с обоих сторон, но поочерёдно. Для переработки толстых листов металла используют симметричные. Если обработка изделии не высокой сложности приобретать практичней ассиметричный. Стоимость такого станка будет на порядок ниже. И на качестве обрабатываемого материала это никак не отразится.
Стоимость такого станка будет на порядок ниже. И на качестве обрабатываемого материала это никак не отразится.
Статья подготовлена по материалам сайта www.x-profil.ru и благодаря консультациям сотрудников ООО «Х-Профиль», за что редакция выражает благодарность и рекомендует компанию к сотрудничеству всем заинтересованным лицам! К вашим услугам лучшие консультанты, готовые ответить на любой возникший вопрос. Предоставят подробную и качественную информацию по каждому из предложенных вариантов, если в этом возникнет необходимость. Выбор новых вальцов это приобретение на долгие годы, а правильный выбор ещё и гарантия эффективности предприятия и снижения незапланированных затрат.
Вальцовочные станки для листового металла в Якутске: 516-товаров: бесплатная доставка, скидка-4% [перейти]
Партнерская программаПомощь
Якутск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Продукты и напитки
Продукты и напитки
Детские товары
Детские товары
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
Вальцовочные станки для листового металла
1 424 412
Станок вальцовочный Stalex HSR-3050×2. 5 гидравлический Тип: вальцовочный станок, Производитель:
5 гидравлический Тип: вальцовочный станок, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
863 795
Станок вальцовочный Stalex ESR-1300х6.5 электромеханический Тип: вальцовочный станок,
ПОДРОБНЕЕЕще цены и похожие товары
98 010
Станок вальцовочный ручной Stalex W01-0.8×1300 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
46 200
Станок вальцовочный ручной Stalex W01-0.8х2050 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
872 520
Станок вальцовочный электромеханический Stalex ESR-1300×6.5 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
168 912
Ручной вальцовочный станок ISITAN R 1270×75 для листового металла. Тип: вальцовочный станок,
Тип: вальцовочный станок,
ПОДРОБНЕЕЕще цены и похожие товары
46 200
Станок вальцовочный ручной Stalex W01-0.8х2050 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
2 221 560
Станок вальцовочный Stalex HSR-2500×6.5 гидравлический Тип: вальцовочный станок, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
74 383
Станок вальцовочный ручной Stalex W01-2х1250 Тип: вальцовочный станок, Производитель: STALEX,
ПОДРОБНЕЕЕще цены и похожие товары
125 948
Ручной вальцовочный станок ISITAN R 1270×56 для листового металла. Тип: вальцовочный станок,
ПОДРОБНЕЕЕще цены и похожие товары
72 270
Станок вальцовочный ручной настольный Stalex W01-1. 5х1300 Производитель: STALEX
5х1300 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
159 988
Ручной вальцовочный станок ISITAN R 1270×68 для листового металла. Тип: вальцовочный станок,
ПОДРОБНЕЕЕще цены и похожие товары
72 322
Станок вальцовочный ручной настольный Stalex W01-1.5х1300 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
101 668
Станок вальцовочный ручной Stalex W01-0.8х1300 Тип: вальцовочный станок, Производитель: STALEX,
ПОДРОБНЕЕЕще цены и похожие товары
626 340
Станок вальцовочный электромеханический Stalex ESR-2500×0.8 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
1 274 130
Станок вальцовочный Stalex HSR-2550×3.5 гидравлический Тип: вальцовочный станок, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
224 770
Станок вальцовочный электромеханический Stalex ESR-1300X1. 5 Производитель: STALEX
5 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
38 444
Вальцовочный станок ручной STALEX W01-0.8х1000 Тип: вальцовочный станок, Производитель: STALEX,
ПОДРОБНЕЕЕще цены и похожие товары
1 502 820
Станок вальцовочный Stalex HSR-2070×6.5 гидравлический Тип: вальцовочный станок, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
99 000
Станок вальцовочный ручной Stalex W01-0.8×1300 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
44 479
Станок вальцовочный ручной Stalex W01-0,8х2050 Тип: вальцовочный станок, Производитель: STALEX,
ПОДРОБНЕЕЕще цены и похожие товары
605 220
Станок вальцовочный электромеханический Stalex ESR-1550×3. 5 Производитель: STALEX
5 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
95 788
Вальцовочный станок ручной Metal Master MSR 1308 Тип: вальцовочный станок, Производитель: Metal
ПОДРОБНЕЕЕще цены и похожие товары
94 535
Станок вальцовочный ручной Stalex W01-0.8×1300 Производитель: STALEX
ПОДРОБНЕЕЕще цены и похожие товары
58 042
Машина для пробивки отверстий, пресс-машина для гидравлических проушин для штор из листового металла
ПОДРОБНЕЕЕще цены и похожие товары
6 365 580
Тяжелая серия SEKIRUS по металлу 569 Станок лазерной резки листового металла SEKIRUS P2802M-3015 2000 Вт IPG
ПОДРОБНЕЕЕще цены и похожие товары
5 103 809
Лазерные станки средней мощности SEKIRUS “малый бизнес” 569 Станок для лазерной резки листового металла SEKIRUS P2602M-3015 1000 Вт
ПОДРОБНЕЕЕще цены и похожие товары
90 000
Заточной станок для спиральных сверл и сверл по листовому металлу GS-27 Тип: станок, Тип
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
VEVOR Ручной скользящий валик, 24-дюймовая скользящая валковая машина из стали толщиной до 16, валковая машина для листового металла с двумя съемными валками
Рекомендуемые товары, которые могут вам понравиться Купили этот товар Также купили
Описание Спецификация Вопросы и ответы Отзывы
Станок для накатывания валиков RB 610
Скользящий валик легко крепится к прочному столу, обеспечивая прочность и устойчивость при формовании листового металла. Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла.
Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла.
Долговечный и прочный
Легкая ручная работа
Два съемных ролика
Регулируемый Radius Radius
Стоимость. и инструменты. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.
 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневные бесплатные доходности
- 24/7 Ольтраз. прочная скамья, обеспечивающая прочность и устойчивость при формировании листового металла. Он управляется вручную и используется для формовки металла на металлическом листе шириной до 610 мм и толщиной 1,2 мм.
Простое ручное управление
Большая кривошипная рукоятка и закаленный прочный редуктор обеспечивают механические преимущества при прокатке низкоуглеродистой стали толщиной до 16. Легко крепится к скамейке.
Два съемных ролика
Верхнюю ось нашего станка со скользящими роликами можно легко выдвинуть, чтобы извлечь обрабатываемую заготовку. Два съемных ролика с проволочными канавками. 3 проволочные канавки. Минимальный диаметр ролика: 1,5 дюйма.

Регулируемый радиус прокатки
Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла. Прецизионные регулировочные винты для верхних и нижних передних валков.
Макс. Ширина: 610 мм
Скользящий ролик 610 мм может создавать изгибы постоянного радиуса в листовом металле толщиной до 16. Эта машина со скользящими валками является отличным выбором для формовки листового металла толщиной до 610 мм.
Широкое применение
Скользящий ролик имеет три специально расположенных металлических ролика для изготовления изгибов, конусов и цилиндров из листового металла. Наша скользящая валковая машина не только наматывает, но также может наматывать материалы. Гибочный станок является полезным инструментом для гибки под давлением декоративного железа, низкоуглеродистой стали, алюминия и других металлов.
Технические характеристики
Макс.
 Толщина (плоская): 1,2 мм
Толщина (плоская): 1,2 ммМакс. Оборудование и инструменты, оплата меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневные бесплатные доходности
- 24/7 Служба внимания
RB 610 Слип.
 , обеспечивая прочность и стабильность при формовке листового металла. Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла.
, обеспечивая прочность и стабильность при формовке листового металла. Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла.- Прочный и прочный
- Простое ручное управление
- Два съемных ролика
- Регулируемый радиус прокатки
Прочный и прочный
Ролики из прецизионной шлифованной стали. свой листовой металл. Он управляется вручную и используется для формовки металла на металлическом листе шириной до 610 мм и толщиной 1,2 мм.
Простое ручное управление
Большая кривошипная рукоятка и закаленный сверхпрочный редуктор обеспечивают механические преимущества при прокатке низкоуглеродистой стали толщиной до 16. Легко крепится к скамейке.
Два съемных ролика
Верхнюю ось нашего станка со скользящими роликами можно легко выдвинуть, чтобы извлечь обработанную заготовку.
 Два съемных ролика с проволочными канавками. 3 проволочные канавки. Минимальный диаметр ролика: 1,5 дюйма.
Два съемных ролика с проволочными канавками. 3 проволочные канавки. Минимальный диаметр ролика: 1,5 дюйма.Регулируемый радиус прокатки
Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла. Прецизионные регулировочные винты для верхних и нижних передних валков.
Макс. Ширина: 610 мм
Скользящий ролик 610 мм может создавать изгибы постоянного радиуса в листовом металле толщиной до 16. Эта машина со скользящими валками является отличным выбором для формовки листового металла толщиной до 610 мм.
Широкое применение
Скользящий ролик имеет три специально расположенных металлических ролика для изготовления изгибов, конусов и цилиндров из листового металла. Наша скользящая валковая машина не только наматывает, но также может наматывать материалы. Гибочный станок является полезным инструментом для гибки под давлением декоративного железа, низкоуглеродистой стали, алюминия и других металлов.

Содержание пакета
- 1 x RB 610 Слиптель -роликовый аппарат
- 1 x Gloves
- 1 x Железный лист
Спецификации
- Макс. Максимальная ширина: 610 мм
- Диаметр ролика: 40 мм
- Толщина макс.0217 610 мм
- Диаметр ролика
- 40 мм
Вопросы и ответы
4 Вопросы
Задайте вопрос
Вопросы
Нержавеющий лист какой толщины может прокатывать этот прокат?
Ответить
Посмотреть больше Ниже 0,8 мм и из нержавеющей стали не рекомендуется из-за слишком высокой твердости.
Вевор
(0) (0)
Вопросы
Будет ли каток работать на 16 калибре?
Ответить
Посмотреть больше Привет Эдуард.
 Он может работать только с предметами толщиной менее 1,0 мм.
Он может работать только с предметами толщиной менее 1,0 мм.Вевор
(0) (0)
Вопросы
Может ли катиться 18 калибр?
Ответить
Посмотреть больше Он подходит для формовки металла на металлическом листе шириной до 610 мм и толщиной до 1,2 мм.
Вевор
(0) (0)
Отзывы покупателей
Цена 4,8
Качественный 4.
 6
6Функции 4.6
Легко использовать 4,7
9 Отзывов
Simone
Максимальная ширина: 300 мм
Ottimo prodotto anche se diverso dalla foto.
Ho piegato line di rame 2×40 facilmente. Manca la parte inferiore che permette il fissaggio su morsa. Avendo io una morsa grande, ho ovviato pinzando la calandra direttamente alla struttura inferiore. Dopo aver tolto tutto l’olio dai rulli, ho capito che vanno lasciati “sporchi” для evitare che arrugginiscano.
См. Подробнее См. Меньше
0
Bessy
MAX Width: 320 мм
Хорошее качество по отличной цене, фантастическое обслуживание клиентов
Хорошее качество.
 Регулировочные винты пришли погнутыми из-за плохой упаковки, но до сих пор работают. Он делает именно то, что я хотел по цене, которую я хотел. Не могу пожаловаться. Я очень доволен этой покупкой.
Регулировочные винты пришли погнутыми из-за плохой упаковки, но до сих пор работают. Он делает именно то, что я хотел по цене, которую я хотел. Не могу пожаловаться. Я очень доволен этой покупкой.Показать больше Показать меньше
0
Projectno253
Максимальная ширина: 320 мм
Прочная тележка, удерживает тяжелые предметы, хорошо перемещается по стальным каналам
а также немного стали 22-го калибра для проверки. Стержень свернулся в идеальный круг, и инструмент работает хорошо, пока вы не торопитесь. Довольно прост в использовании и обслуживании, качество соответствует цене. Я купил свой за 108 долларов после множества скидок и купонов.
Показать больше Показать меньше
0
Wayne Zebzda
Макс. ширина: 610 мм
отлично подходит для мелких предметов
Я купил скользящий валик большего размера для больших проектов, но он подходит для небольших изделий, которые вам нужно свернуть.
Показать больше Показать меньше
0
Дженис Джеттер
Максимальная ширина: 610 мм
Лучший ро 9.0315
Идеально подходит для восстановления 37 Ford Coupe. Ограниченное количество мест в гараже. Работает, как заявлено, моя работа с металлом улучшилась и занимает меньше времени, чем раньше. Просмотреть все отзывы клиентов
Люди, которые просматривали этот товар, также просматривали
- Корзина
- Список желаний
- Свяжитесь с нами
- Отследить ваш заказ
- О нас
Наверх
855-385-1880 С понедельника по пятницу, 08:00-17:00, GMT-7 ©2009 – 2022 ВЕВОР Все права защищены
Что такое листопрокатная машина и для чего она используется?
Отправленный: Южные Продажи Машинного Изготовления | Опубликовано: 3 августа 2020 г.
Прокат толстолистового проката является невероятно важным аспектом производства металлов. Он включает в себя прокатку плоского листового металла для создания цилиндрических изделий, таких как трубы, прицепы-цистерны, ведра и сосуды под давлением. Поскольку большая часть изделий, поставляемых при прокатке листа, является сложной, ультрасовременной и уникальной, они создаются с использованием специализированного оборудования, известного как листопрокатный станок или листогибочный станок. В этой статье мы рассмотрим, что такое листопрокатный станок и его использование в обрабатывающей промышленности.
Что такое листопрокатная машина?Машина для вальцевания листового металла — это оборудование, которое используется для прокатки различных типов листового металла в круглые, полукруглые, круглые формы с различными радиусами или коническими формами (некоторые машины также специализируются на прокатке материалов обратно в плоскую форму!). Вальцовочный станок может похвастаться рабочим механизмом, который позволяет ему сгибать плоский листовой металл в большую дугу или цилиндр или даже в квадрат, форму эллипса и многосекционную дугу.
Для чего используются пластинчатые ролики? Используя серию точных и прочных закаленных валков, приводимых в действие гидравлическими или механическими методами, валки приводятся в положение качания с материалом, которому требуется придать форму. После того, как материал прочно удерживается между двумя валками, третий, а иногда и четвертый валец приводят в положение, проталкивая материал, вызывая первоначальный изгиб или то, что называется предварительным изгибом. Затем валки начинают вращаться, протягивая материал через защемленные валки и мимо толкающих валков, создавая дугу в материале.Листопрокатные машины используются при производстве почти всех видов цилиндрических изделий. Их применение распространяется на широкий спектр предметов, включая сосуды под давлением (интенсивно используемые в нефтяной и газовой промышленности), бытовую технику, корабли, энергию ветра, военный арсенал, аэрокосмическую и автомобильную технику.
Поскольку не все прокатные материалы одинаковы, для каждого проекта может потребоваться специальный тип листопрокатного станка.
Таким образом, вы должны ожидать, что найдете на рынке широкий ассортимент пластинчатых роликов. Тип оборудования, который вы выбираете, должен основываться на сложности и уникальности заказов клиента. Некоторые из стандартных металлопрокатных станков включают: - 2-валковые машины (идеальны для тонкой, часто повторяющейся круговой прокатки)
- 3-х рулонный начальный зажим (наиболее популярная конструкция в основном из-за стоимости)
- Двойной захват с 3 роликами (доступная конструкция для тяжелых работ по гибке)
- 3 ролика с изменяемой геометрией (доступная конструкция для приложений с переменным радиусом)
- 4 рулона, двойной зажим (Самая универсальная из моделей)
- Вертикальные валки (идеально подходит для качения очень больших радиусов, таких как надземные резервуары для хранения топлива и воды)
- Автоматизированный цикл и специальные ролики (спиральные воздуховоды, рулоны из гофрированного материала и т. д.)
Двухвалковые листогибочные станки предназначены для гибки плоских металлических листов шириной до 8-12 дюймов и толщиной 12 калибров. Это делает их идеальными для серийного производства тонких цилиндрических изделий, используемых в бытовой технике, таких как канистры для фильтров.
Листопрокатные станки с тремя валками можно дополнительно разделить на асимметричные, горизонтальные, с нижним валком и листовые валки с изменяемой геометрией. Хотя все инструменты этой категории работают по разным принципам, все они используются для гибки средних и толстых листов. Трехвалковые листогибочные станки широко используются не только в общем производстве, но и в химической, котельной, судостроительной, металлоконструкционной, нефтяной и машиностроительной промышленности.
4-валковые листогибочные станки известны тем, что превращают плоские листы в сферические тела, конические трубы или другие формы. Четырехвалковые листогибочные станки более производительны, точны, безопасны, универсальны и просты в эксплуатации, чем остальные.
Просмотрите перечень листопрокатных машин SFMS! После того, как материал установлен и зажат, два ролика по обе стороны от защемленного ролика выполняют всю работу без необходимости снимать пластину и вращать ее для предварительного сгибания обоих концов. Они могут прокатывать листовую сталь толщиной до 8 дюймов и, скорее всего, будут оснащены контроллерами ЧПУ для операций с переменным радиусом и сложных форм, таких как эллиптические и полицентрические заготовки. Их самым большим преимуществом является то, что они могут использоваться для обработки широкого спектра листовых металлов, а также допускают высокую степень автоматизации. Их также можно использовать для прокатки сегментов труб, овалов, закругленных коробок и других форм.Если листопрокатный станок является следующей единицей оборудования, которую вы хотите добавить в арсенал своего производственного цеха, не ищите ничего, кроме отдела продаж оборудования для производства продукции Southern Fabricating Machinery.
Наш обширный инвентарь может похвастаться множеством профилегибочных машин, которые обязательно удовлетворят и превзойдут потребности вашего клиента. Ищете ли вы качественный подержанный 2-х валковый станок или новый 4-х валковый листогибочный станок, вы обязательно найдете их в SFMS. Мы идеально позиционируемся как поставщик номер один самых производительных и сложных машин для вальцов растений, доступных на рынке сегодня.Southern Fabricating Machinery Sales
Southern Fabricating Machinery Sales (SFMS) с 1980-х годов является экспертом в области покупки, продажи и посредничества в подержанных машинах и бывшем в употреблении промышленном оборудовании. Мы работаем в механических мастерских, инструментальных штампах, пресс-формах и производственных цехах, как и ваш, и работаем с тем самым оборудованием, которое мы теперь предлагаем в качестве решения для ваших производственных нужд!
4-роликовый ролик для листового металла
: Материал ролика Это позволяет увеличить изгибающий момент на 85 процентов по сравнению с обычными листогибочными машинами и, таким образом, позволяет гнуть более толстые листы.
 : Control Его можно использовать для любого типа изделий, таких как цилиндры и трубы, овалы, контейнеры или другие более сложные геометрические формы вплоть до S-образных заготовок. Если вы контролирующий тип, доступные элементы управления возбудит ваш интерес. Скатывайте конусы, как опытный вальцовщик. Благодаря превосходной конструкции и дизайну, массивному тяжелому корпусу и возможности наклона нижних и боковых валков наш 4-валковый валок для пластин может легко сгибать конические детали с широким углом и малым диаметром с минимальными усилиями со стороны оператора. 1988, Местонахождение: Здесь мы собираемся показать вам некоторое технологическое оборудование для продажи, представленное нашими надежными поставщиками и производителями, такими как Ролик для листового металла. Важно понимать, какие типы продукции способна создавать каждая машина, а какие процессы окончательной обработки необходимо выполнять вручную. Имитационная модель учитывает нелинейное поведение материалов при течении и, таким образом, заранее точно знает, насколько высока упругая отдача для каждой толщины листа.
: Control Его можно использовать для любого типа изделий, таких как цилиндры и трубы, овалы, контейнеры или другие более сложные геометрические формы вплоть до S-образных заготовок. Если вы контролирующий тип, доступные элементы управления возбудит ваш интерес. Скатывайте конусы, как опытный вальцовщик. Благодаря превосходной конструкции и дизайну, массивному тяжелому корпусу и возможности наклона нижних и боковых валков наш 4-валковый валок для пластин может легко сгибать конические детали с широким углом и малым диаметром с минимальными усилиями со стороны оператора. 1988, Местонахождение: Здесь мы собираемся показать вам некоторое технологическое оборудование для продажи, представленное нашими надежными поставщиками и производителями, такими как Ролик для листового металла. Важно понимать, какие типы продукции способна создавать каждая машина, а какие процессы окончательной обработки необходимо выполнять вручную. Имитационная модель учитывает нелинейное поведение материалов при течении и, таким образом, заранее точно знает, насколько высока упругая отдача для каждой толщины листа. Управляйте своей машиной с помощью нашего Bluetooth-управления изгибом, настроенного для вас. Спасибо. : Мощность Наша серия PB3 идеально подходит для гибочных компаний и ремонтных мастерских. Предварительная гибка на трехвалковой машине требует, чтобы листы наклонялись вниз во время их подачи. Спросите о 4-валковых гидравлических двойных прижимных валках Heavy Duty с двойными гидромоторами по адресу [email protected]. Важно понимать, какие виды продукции способна создавать каждая машина, а какие процессы отделки необходимо выполнять вручную. Политика конфиденциальности, Технология и правила гибки трехвалковых листогибочных машин. : Обработка поверхности Это устраняет необходимость в помощи оператора. Листопрокатная машина используется для скругления прямого листа в цилиндр. Эта более высокая скорость вращения особенно важна при гибке и калибровке больших диаметров и экономит огромные затраты на техническое обслуживание. Программное обеспечение с графической поддержкой позволяет выполнять как одноэтапную, так и многоступенчатую прокатку листов.
Управляйте своей машиной с помощью нашего Bluetooth-управления изгибом, настроенного для вас. Спасибо. : Мощность Наша серия PB3 идеально подходит для гибочных компаний и ремонтных мастерских. Предварительная гибка на трехвалковой машине требует, чтобы листы наклонялись вниз во время их подачи. Спросите о 4-валковых гидравлических двойных прижимных валках Heavy Duty с двойными гидромоторами по адресу [email protected]. Важно понимать, какие виды продукции способна создавать каждая машина, а какие процессы отделки необходимо выполнять вручную. Политика конфиденциальности, Технология и правила гибки трехвалковых листогибочных машин. : Обработка поверхности Это устраняет необходимость в помощи оператора. Листопрокатная машина используется для скругления прямого листа в цилиндр. Эта более высокая скорость вращения особенно важна при гибке и калибровке больших диаметров и экономит огромные затраты на техническое обслуживание. Программное обеспечение с графической поддержкой позволяет выполнять как одноэтапную, так и многоступенчатую прокатку листов. Например, если вам в настоящее время нужна машина, которая может штамповать большие объемы материалов цилиндрической формы, любой тип фальцовщика может это сделать. Как видите, 4-валковые листогибочные станки JMT превосходят конкурентов, потому что мы можем. Поставщики с проверенными бизнес-лицензиями. От оплаты до доставки мы гарантируем вашу торговую безопасность без каких-либо сборов. Поставщики проверены инспекционными службами. Nanjing Shanduan Cnc Machine Tool Co., Ltd. Медь, алюминий, сплав, углеродистая сталь, нержавеющая сталь S. SENCO INDUSTRIAL MACHINE & TOOLS CO., LTD. Гуандун Dading Hardware Machinery Co., Ltd. GUANGDONG RUIHUI INTELLIGENT TECHNOLOGY CO., LTD. Zhejiang Zhongnuo Intelligent Machinery Co., Ltd. Аньхой Blackma Heavy Industrial Machinery Co., Ltd. Циндао Hetai Precision Industry Co., Ltd. ISO 9001, ISO 9000, ISO 14001, ISO 14000, IATF16949, для принтера Komori, для принтера Heidelberg. Да! Турция, Год: Да! Четырехвалковые машины не требуют, чтобы оператор снимал, переворачивал, а затем пытался подровнять и переставить пластину во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным прижимным роликом.
Например, если вам в настоящее время нужна машина, которая может штамповать большие объемы материалов цилиндрической формы, любой тип фальцовщика может это сделать. Как видите, 4-валковые листогибочные станки JMT превосходят конкурентов, потому что мы можем. Поставщики с проверенными бизнес-лицензиями. От оплаты до доставки мы гарантируем вашу торговую безопасность без каких-либо сборов. Поставщики проверены инспекционными службами. Nanjing Shanduan Cnc Machine Tool Co., Ltd. Медь, алюминий, сплав, углеродистая сталь, нержавеющая сталь S. SENCO INDUSTRIAL MACHINE & TOOLS CO., LTD. Гуандун Dading Hardware Machinery Co., Ltd. GUANGDONG RUIHUI INTELLIGENT TECHNOLOGY CO., LTD. Zhejiang Zhongnuo Intelligent Machinery Co., Ltd. Аньхой Blackma Heavy Industrial Machinery Co., Ltd. Циндао Hetai Precision Industry Co., Ltd. ISO 9001, ISO 9000, ISO 14001, ISO 14000, IATF16949, для принтера Komori, для принтера Heidelberg. Да! Турция, Год: Да! Четырехвалковые машины не требуют, чтобы оператор снимал, переворачивал, а затем пытался подровнять и переставить пластину во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным прижимным роликом. В то время как большинство машин на рынке могут конически сгибать в три раза диаметр верхнего валка, наша может конически сгибать в 1,5 раза больше диаметра верхнего валка, а часто и меньшего диаметра. Да! Это универсальные и универсальные машины, созданные для удовлетворения потребностей рынка сегодня и в будущем. Управление Bendtronic накапливает опыт в программной библиотеке, так что даже первая часть является хорошей частью. Инженеры доступны для обслуживания машин за рубежом, резины, меди, алюминия, сплавов, углеродистой стали, нержавеющей стали. Планетарное движение боковых валков гарантирует отличную округлость, поскольку валки могут двигаться вверх к центру машины, достигая геометрии, которая является самой плотной из возможных и более плотной, чем у линейных направляющих. : Тип обработки : Тип трансмиссии Станок для формовки листового металла оказывает большое давление на подшипник, а использование регулируемого центрального подшипника может заставить эту нагрузку перейти в «осевой» режим, который эффективно контролирует влияние складывания и может вращаться сам по себе.
В то время как большинство машин на рынке могут конически сгибать в три раза диаметр верхнего валка, наша может конически сгибать в 1,5 раза больше диаметра верхнего валка, а часто и меньшего диаметра. Да! Это универсальные и универсальные машины, созданные для удовлетворения потребностей рынка сегодня и в будущем. Управление Bendtronic накапливает опыт в программной библиотеке, так что даже первая часть является хорошей частью. Инженеры доступны для обслуживания машин за рубежом, резины, меди, алюминия, сплавов, углеродистой стали, нержавеющей стали. Планетарное движение боковых валков гарантирует отличную округлость, поскольку валки могут двигаться вверх к центру машины, достигая геометрии, которая является самой плотной из возможных и более плотной, чем у линейных направляющих. : Тип обработки : Тип трансмиссии Станок для формовки листового металла оказывает большое давление на подшипник, а использование регулируемого центрального подшипника может заставить эту нагрузку перейти в «осевой» режим, который эффективно контролирует влияние складывания и может вращаться сам по себе. плавно и безопасно. Файлы Auswahl ist gltig, bis Sie die Cookies Ihres Browsers lschen. Этот выбор действителен до тех пор, пока вы не удалите файлы cookie браузера. : Напряжение Узнайте больше о размерах, функциях, опциях и т. д. наших машин в нашей брошюре ниже. Будьте в курсе того, что нового и популярного на рынке. : Автоматическая производственная линия. Четырехвалковые вальцы более точны, производительны, универсальны, безопаснее и проще в эксплуатации, чем трехвалковые вальцы. ролик поднимается, чтобы сформировать точный предварительный изгиб, минимизируя плоскую зону на краю листа. Деревообрабатывающие станки Продукт whlenEVOHDRSPBMRMSFKB. Европа Свяжитесь с нами сегодня, и мы поможем вам в дальнейшем! : Код ТН ВЭД : Состояние : Сертификация Вы уже оставляли отзыв. Изгиб задней кромки происходит после прокатки цилиндра в одном направлении за один проход. Если для вашей работы требуется специализированное оборудование, компания JMTUSA всегда рядом с вами. : Удлинение при растяжении Эти мультирадиальные геометрические формы, такие как овалы, подушки или чашки, обычно представляют собой настоящую проблему для операторов прокатки листового металла.
плавно и безопасно. Файлы Auswahl ist gltig, bis Sie die Cookies Ihres Browsers lschen. Этот выбор действителен до тех пор, пока вы не удалите файлы cookie браузера. : Напряжение Узнайте больше о размерах, функциях, опциях и т. д. наших машин в нашей брошюре ниже. Будьте в курсе того, что нового и популярного на рынке. : Автоматическая производственная линия. Четырехвалковые вальцы более точны, производительны, универсальны, безопаснее и проще в эксплуатации, чем трехвалковые вальцы. ролик поднимается, чтобы сформировать точный предварительный изгиб, минимизируя плоскую зону на краю листа. Деревообрабатывающие станки Продукт whlenEVOHDRSPBMRMSFKB. Европа Свяжитесь с нами сегодня, и мы поможем вам в дальнейшем! : Код ТН ВЭД : Состояние : Сертификация Вы уже оставляли отзыв. Изгиб задней кромки происходит после прокатки цилиндра в одном направлении за один проход. Если для вашей работы требуется специализированное оборудование, компания JMTUSA всегда рядом с вами. : Удлинение при растяжении Эти мультирадиальные геометрические формы, такие как овалы, подушки или чашки, обычно представляют собой настоящую проблему для операторов прокатки листового металла. 2021, Sahinler 4R HS 20-260 13/16 Листопрокатный станок – 4 валка, Расположение: Доступные дополнительные контроллеры включают в себя ЧПУ, а также ЧПУ. Материал: легированная сталь 42CrMo, обработка закалкой и отпуском обеспечивает прочность рабочего ролика HB241-260, всесторонние механические свойства, высокую прочность, высокую износостойкость, подходит для работы с высокими нагрузками, длительный срок службы. Польша, UBBDA 32×2000 Листопрокатный станок – 4 рулона, Год: Свяжитесь с нами сегодня, и мы поможем вам в дальнейшем! В случае листопрокатных машин мы предоставляем, но не ограничиваемся; боковые и верхние опорные системы, вертикальные конфигурации машин, специализированные поверхности для любого или всех валков, большие нестандартные боковые опоры валков и, что не менее важно, благодаря отдельному подразделению Jorgenson Industrial Companies, подразделению Jorgenson Material Handling, которое специализируется на приложениях «под ключ» для спецификации заказчика, включая конвейерные системы и автоматические системы загрузки/разгрузки, изготовленные по спецификациям заказчика.
2021, Sahinler 4R HS 20-260 13/16 Листопрокатный станок – 4 валка, Расположение: Доступные дополнительные контроллеры включают в себя ЧПУ, а также ЧПУ. Материал: легированная сталь 42CrMo, обработка закалкой и отпуском обеспечивает прочность рабочего ролика HB241-260, всесторонние механические свойства, высокую прочность, высокую износостойкость, подходит для работы с высокими нагрузками, длительный срок службы. Польша, UBBDA 32×2000 Листопрокатный станок – 4 рулона, Год: Свяжитесь с нами сегодня, и мы поможем вам в дальнейшем! В случае листопрокатных машин мы предоставляем, но не ограничиваемся; боковые и верхние опорные системы, вертикальные конфигурации машин, специализированные поверхности для любого или всех валков, большие нестандартные боковые опоры валков и, что не менее важно, благодаря отдельному подразделению Jorgenson Industrial Companies, подразделению Jorgenson Material Handling, которое специализируется на приложениях «под ключ» для спецификации заказчика, включая конвейерные системы и автоматические системы загрузки/разгрузки, изготовленные по спецификациям заказчика. Широкая геометрия гибки помогает при гибке толстостенных листов; узкая геометрия оптимальна при гибке малых диаметров. Поскольку система Apaco имеет подключение к Интернету, возможно также дистанционное обслуживание. Механизм гибки с двойным зажимом позволяет добиться оптимальных результатов всего за один проход, что означает сокращение производственного времени! Siehaben Ihr Passwort Vergessen? После этого вы получите ссылку для сброса пароля. Качество и производительность рабочего валка напрямую влияют на срок службы и точность прокатки листопрокатного станка с 4 роликами. Скачайте наш 2019Брошюра о тарелках! Что бы вам ни говорили, в конце концов, уменьшение длины плоских концов сводится к начальному усилию изгиба, и SweBend использует всемирно известные шведские производственные стандарты и непревзойденную компетентность для производства самых прочных машин с самой высокой мощностью валка на рынке. : Особенность Относительные требования к конической катушке гораздо более строгие, поскольку для этого требуется, чтобы вал ролика с 4 роликами мог наклоняться, нагрузка на вал ролика плохо сбалансирована.
Широкая геометрия гибки помогает при гибке толстостенных листов; узкая геометрия оптимальна при гибке малых диаметров. Поскольку система Apaco имеет подключение к Интернету, возможно также дистанционное обслуживание. Механизм гибки с двойным зажимом позволяет добиться оптимальных результатов всего за один проход, что означает сокращение производственного времени! Siehaben Ihr Passwort Vergessen? После этого вы получите ссылку для сброса пароля. Качество и производительность рабочего валка напрямую влияют на срок службы и точность прокатки листопрокатного станка с 4 роликами. Скачайте наш 2019Брошюра о тарелках! Что бы вам ни говорили, в конце концов, уменьшение длины плоских концов сводится к начальному усилию изгиба, и SweBend использует всемирно известные шведские производственные стандарты и непревзойденную компетентность для производства самых прочных машин с самой высокой мощностью валка на рынке. : Особенность Относительные требования к конической катушке гораздо более строгие, поскольку для этого требуется, чтобы вал ролика с 4 роликами мог наклоняться, нагрузка на вал ролика плохо сбалансирована. Наши машины производят достаточно большие усилия от гибочных валков, чтобы свести плоские концы к минимуму. Эти 4-валковые гибочные станки серии RDP для листового металла и тонколистового металла подходят для большинства применений с верхними валками диаметром от 3,15 до 9 мм..84 и имеет 31 стандартную модель мощностью от 3 до 10 в длину и 16 калибра. до 9/16 толщины и две специальные модели с производительностью 2 x 1/4 и 2 x 5/16. Массивные стальные рамы с сильными складками составляют основу этих титанов листового и толстолистового проката. Благодаря шведскому опыту и качеству мы создаем краеугольные камни вашего производства. Nantong Brillante Industrial Enterprise Co., Ltd. Резина, медь, алюминий, углеродистая сталь, нержавеющая сталь. : Производственные мощности Обновите свой старый станок (с ЧПУ или без него) и обучите своих операторов всего за три дня! Моделирование взаимодействия машины с пластиной включает в себя моделирование точек контакта, а также гравитационных сил, действующих на пластину.
Наши машины производят достаточно большие усилия от гибочных валков, чтобы свести плоские концы к минимуму. Эти 4-валковые гибочные станки серии RDP для листового металла и тонколистового металла подходят для большинства применений с верхними валками диаметром от 3,15 до 9 мм..84 и имеет 31 стандартную модель мощностью от 3 до 10 в длину и 16 калибра. до 9/16 толщины и две специальные модели с производительностью 2 x 1/4 и 2 x 5/16. Массивные стальные рамы с сильными складками составляют основу этих титанов листового и толстолистового проката. Благодаря шведскому опыту и качеству мы создаем краеугольные камни вашего производства. Nantong Brillante Industrial Enterprise Co., Ltd. Резина, медь, алюминий, углеродистая сталь, нержавеющая сталь. : Производственные мощности Обновите свой старый станок (с ЧПУ или без него) и обучите своих операторов всего за три дня! Моделирование взаимодействия машины с пластиной включает в себя моделирование точек контакта, а также гравитационных сил, действующих на пластину. 1960 Seravesi опирается на ноу-хау Tommaso Seravesis, который более 50 лет является производителем листопрокатных станков, гидравлических прессов и станков для отбортовки кромок. Электроника Карта сайта |
. Bitte loggen Sie sich ein, um Zugriff auf alle Inhalte der HAEUSLER AG zu erhalten. Ich habe die Datenschutzerklrung gelesen und akzeptiere sie. И это решение было важным, ведь почти каждый заказ касается новой машины. Bitte geben Sie Ihre registriete E-Mail-Adresse ein. Дания, Nantong Shengli Heavy Industry W12-25×3000 Листопрокатный станок – 4 рулона, Год выпуска: Автоматический листогибочный станок для производства грузовиков. Самые быстрые и точные изгибы производятся на наших четырехвалковых вальцах. бесплатная подписка на информационный бюллетень HAEUSLER, kostenloser Zugang zu unseren Produktbroschren, kostenloser Zugang zu unserer Servicebroschre, kostenloses Abonnement des HAEUSLER-Newsletters. Преимущество этого подшипника: продаваемый 4-х роликовый листопрокатный станок может плавно и безопасно перемещаться по наклонному столу роликового вала и, наконец, возвращаться в исходное положение независимо от того, где вал отклонился.
1960 Seravesi опирается на ноу-хау Tommaso Seravesis, который более 50 лет является производителем листопрокатных станков, гидравлических прессов и станков для отбортовки кромок. Электроника Карта сайта |
. Bitte loggen Sie sich ein, um Zugriff auf alle Inhalte der HAEUSLER AG zu erhalten. Ich habe die Datenschutzerklrung gelesen und akzeptiere sie. И это решение было важным, ведь почти каждый заказ касается новой машины. Bitte geben Sie Ihre registriete E-Mail-Adresse ein. Дания, Nantong Shengli Heavy Industry W12-25×3000 Листопрокатный станок – 4 рулона, Год выпуска: Автоматический листогибочный станок для производства грузовиков. Самые быстрые и точные изгибы производятся на наших четырехвалковых вальцах. бесплатная подписка на информационный бюллетень HAEUSLER, kostenloser Zugang zu unseren Produktbroschren, kostenloser Zugang zu unserer Servicebroschre, kostenloses Abonnement des HAEUSLER-Newsletters. Преимущество этого подшипника: продаваемый 4-х роликовый листопрокатный станок может плавно и безопасно перемещаться по наклонному столу роликового вала и, наконец, возвращаться в исходное положение независимо от того, где вал отклонился. Металло-листовые машины Sie haben Fragen zu unseren Produkten und Serviceleistungen oder brauchen unseren Rat? Это самые высокотехнологичные и производительные среднетяжелые приложения на рынке. Карта сайта |
Включая тип, материал, функцию и так далее. : Материал рамы Запросите помощь в интеграции машины в вашу линейку продуктов, требуйте специальных функций и запрашивайте то, что вы считаете невозможным; Что ж, с удовольствием докажу, что вы не правы! Что бы вам ни говорили, в конце концов, уменьшение длины плоских концов сводится к начальному усилию изгиба, и SweBend использует всемирно известные шведские производственные стандарты и непревзойденную компетентность для производства самых прочных машин с самой высокой мощностью валка на рынке. : Min Diameter Wenn Sie sich erneut anmelden mchten, besuchen Sie bitte unsere Datenschutzbestimmungen oder klicken Sie auf den untenstehenden Link. Запросите помощь в интеграции машины в вашу линейку продуктов, потребуйте специальных функций и попросите то, что вы считаете невозможным; Что ж, с удовольствием докажу, что вы не правы! Пищевое оборудование Германия.
Металло-листовые машины Sie haben Fragen zu unseren Produkten und Serviceleistungen oder brauchen unseren Rat? Это самые высокотехнологичные и производительные среднетяжелые приложения на рынке. Карта сайта |
Включая тип, материал, функцию и так далее. : Материал рамы Запросите помощь в интеграции машины в вашу линейку продуктов, требуйте специальных функций и запрашивайте то, что вы считаете невозможным; Что ж, с удовольствием докажу, что вы не правы! Что бы вам ни говорили, в конце концов, уменьшение длины плоских концов сводится к начальному усилию изгиба, и SweBend использует всемирно известные шведские производственные стандарты и непревзойденную компетентность для производства самых прочных машин с самой высокой мощностью валка на рынке. : Min Diameter Wenn Sie sich erneut anmelden mchten, besuchen Sie bitte unsere Datenschutzbestimmungen oder klicken Sie auf den untenstehenden Link. Запросите помощь в интеграции машины в вашу линейку продуктов, потребуйте специальных функций и попросите то, что вы считаете невозможным; Что ж, с удовольствием докажу, что вы не правы! Пищевое оборудование Германия. : Гибкое производство Каждый контроллер расширяет возможности управления по мере выбора более продвинутого контроллера. Самые точные гибочные станки на мировом рынке. Он может повысить производительность до 85 процентов. : Преимущество : Стандарт JMT с гордостью сообщает, что все производимые нами листогибочные станки являются высококачественными производственными машинами, соответствующими жесткому стандарту ISO 9.Стандарты сертификации 001:2008, которые НЕОБХОДИМЫ в сегодняшней конкурентной среде. Наш веб-сайт использует файлы cookie для улучшения вашего опыта. Опрокидывающая рама оснащена опрокидывающим цилиндром, опрокидывающая головка может наклоняться и стоять вертикально, что удобно для захвата заготовки. : Индивидуальный Мы хотим свернуть специальный материал с индивидуальной формой, возможно ли это? Стоимость большинства продуктов листового металла составляет от 200 до 36880 долларов США за комплект. : Molding Style (Америка), английский Серия PB3 (3-валковая гибка листового проката) — это самая мощная серия листогибочных станков из когда-либо созданных.
: Гибкое производство Каждый контроллер расширяет возможности управления по мере выбора более продвинутого контроллера. Самые точные гибочные станки на мировом рынке. Он может повысить производительность до 85 процентов. : Преимущество : Стандарт JMT с гордостью сообщает, что все производимые нами листогибочные станки являются высококачественными производственными машинами, соответствующими жесткому стандарту ISO 9.Стандарты сертификации 001:2008, которые НЕОБХОДИМЫ в сегодняшней конкурентной среде. Наш веб-сайт использует файлы cookie для улучшения вашего опыта. Опрокидывающая рама оснащена опрокидывающим цилиндром, опрокидывающая головка может наклоняться и стоять вертикально, что удобно для захвата заготовки. : Индивидуальный Мы хотим свернуть специальный материал с индивидуальной формой, возможно ли это? Стоимость большинства продуктов листового металла составляет от 200 до 36880 долларов США за комплект. : Molding Style (Америка), английский Серия PB3 (3-валковая гибка листового проката) — это самая мощная серия листогибочных станков из когда-либо созданных. Anhui Chizhou Household Machine Tool Co., Ltd. Nanjing Jinqiu CNC Machine Tool Co., Ltd. Нидерланды, Истан 4R HMS 2050×275 4-х валковая гидравлическая листопрокатная машина, Akyapak AHS 20/25 Гидравлическая 4-х валковая листопрокатная машина, Sahinler 4RHSS 32-350 Листопрокатный станок – 4 валка, Год: Продукт: Происхождение Siemens не нуждается в представлении, возможно, электрические компоненты самого высокого качества на планете, и знаете что, вы можете найти их прямо на улице с вашего предприятия, если когда-либо потребуется замена. Эта система позволяет изгибать в 1,1 раза больше диаметра верхнего валка, обеспечивая самый малый радиус изгиба в отрасли. : Автоматическая градация С ПОРТАЛОМ HAEUSLER EXPERTISE PORTAL вы получаете доступ ко всем документам технической библиотеки, услугу обновления через наш информационный бюллетень. Обширное техническое обслуживание не требуется. ПРОИЗВОДИТЕЛЬ ГОРНОДОБЫВАЮЩИХ СРЕДСТВ В ЧИЛИ ОБРАЩАЕТСЯ С РАСТУЩИМ ПАРКОМ МАШИН DAVI, КОГДА ГОВОРИТЬ НА ОДНОМ ЯЗЫКЕ — ЭТО НЕ ТОЛЬКО МЕТАФОРА.
Anhui Chizhou Household Machine Tool Co., Ltd. Nanjing Jinqiu CNC Machine Tool Co., Ltd. Нидерланды, Истан 4R HMS 2050×275 4-х валковая гидравлическая листопрокатная машина, Akyapak AHS 20/25 Гидравлическая 4-х валковая листопрокатная машина, Sahinler 4RHSS 32-350 Листопрокатный станок – 4 валка, Год: Продукт: Происхождение Siemens не нуждается в представлении, возможно, электрические компоненты самого высокого качества на планете, и знаете что, вы можете найти их прямо на улице с вашего предприятия, если когда-либо потребуется замена. Эта система позволяет изгибать в 1,1 раза больше диаметра верхнего валка, обеспечивая самый малый радиус изгиба в отрасли. : Автоматическая градация С ПОРТАЛОМ HAEUSLER EXPERTISE PORTAL вы получаете доступ ко всем документам технической библиотеки, услугу обновления через наш информационный бюллетень. Обширное техническое обслуживание не требуется. ПРОИЗВОДИТЕЛЬ ГОРНОДОБЫВАЮЩИХ СРЕДСТВ В ЧИЛИ ОБРАЩАЕТСЯ С РАСТУЩИМ ПАРКОМ МАШИН DAVI, КОГДА ГОВОРИТЬ НА ОДНОМ ЯЗЫКЕ — ЭТО НЕ ТОЛЬКО МЕТАФОРА. Для второго прохода вам нужно только измерить реальную геометрию, ввести значения в соответствующую маску и прикатать заготовку к окончательной геометрии, — резюмирует Тимо Влкер. Благодаря выгодным инвестиционным затратам в сочетании с низкими эксплуатационными расходами и высокой производительностью новый Evo является настоящей дойной коровой для его компании, уверяет Тимо Влкер. Могут быть интегрированы стандартизированные дополнительные модули, которые всегда есть на складе и всегда доступны. Если у вас есть какие-либо вопросы, и мы будем служить вам искренне. KNUTH Werkzeugmaschinen GmbH : Техника литья Вопросы и ответы о валках для листового металла, валки для листового металла продаются комплектом. Пластина надежно удерживается на месте между верхним и нижним валками с индукционной закалкой, в то время как боковые валки перемещаются вертикально, создавая точный изгиб легко и интуитивно. и быстро. : Тонкая вырубка Центральная Америка Ниже приведены некоторые важные области, которые нельзя упустить при оценке ролика для листового металла при покупке.
Для второго прохода вам нужно только измерить реальную геометрию, ввести значения в соответствующую маску и прикатать заготовку к окончательной геометрии, — резюмирует Тимо Влкер. Благодаря выгодным инвестиционным затратам в сочетании с низкими эксплуатационными расходами и высокой производительностью новый Evo является настоящей дойной коровой для его компании, уверяет Тимо Влкер. Могут быть интегрированы стандартизированные дополнительные модули, которые всегда есть на складе и всегда доступны. Если у вас есть какие-либо вопросы, и мы будем служить вам искренне. KNUTH Werkzeugmaschinen GmbH : Техника литья Вопросы и ответы о валках для листового металла, валки для листового металла продаются комплектом. Пластина надежно удерживается на месте между верхним и нижним валками с индукционной закалкой, в то время как боковые валки перемещаются вертикально, создавая точный изгиб легко и интуитивно. и быстро. : Тонкая вырубка Центральная Америка Ниже приведены некоторые важные области, которые нельзя упустить при оценке ролика для листового металла при покупке. Будущее уже здесь, PB3 обеспечит вам позицию ключевого игрока. 2006, Место: 2013, Faccin 4HEL 3245 Листопрокатный станок – 4 валка, Год: Могу ли я модернизировать свой старый листопрокатный станок с помощью системы управления SEVEN CNC? 3-х валковый листогибочный станок Мы получили ваш запрос и ценим ваш интерес! : Ширина кузова Гибридная система привода HHDS, разработанная собственными силами, обеспечивает высокую эффективность за счет использования электродвигателей в сочетании с планетарными редукторами. Новая система предлагает две новые функции: интеллектуальную систему управления и переменную регулировку роликов, которая обеспечивает 85-процентный дополнительный изгибающий момент за счет изменения положения роликов. Азия Для этой цели KNUTH предлагает как модели с ручным управлением, так и очень мощную гидравлическую 4-валковую листопрокатную машину с ЧПУ и ЧПУ. Im Anschluss erhalten Sie einen Link Zum Zurcksetzen Ihres Passworts. Разное промышленное оборудование : Материал Еще одним преимуществом Evo является цена.
Будущее уже здесь, PB3 обеспечит вам позицию ключевого игрока. 2006, Место: 2013, Faccin 4HEL 3245 Листопрокатный станок – 4 валка, Год: Могу ли я модернизировать свой старый листопрокатный станок с помощью системы управления SEVEN CNC? 3-х валковый листогибочный станок Мы получили ваш запрос и ценим ваш интерес! : Ширина кузова Гибридная система привода HHDS, разработанная собственными силами, обеспечивает высокую эффективность за счет использования электродвигателей в сочетании с планетарными редукторами. Новая система предлагает две новые функции: интеллектуальную систему управления и переменную регулировку роликов, которая обеспечивает 85-процентный дополнительный изгибающий момент за счет изменения положения роликов. Азия Для этой цели KNUTH предлагает как модели с ручным управлением, так и очень мощную гидравлическую 4-валковую листопрокатную машину с ЧПУ и ЧПУ. Im Anschluss erhalten Sie einen Link Zum Zurcksetzen Ihres Passworts. Разное промышленное оборудование : Материал Еще одним преимуществом Evo является цена. Этот выбор действителен до тех пор, пока вы не удалите файлы cookie своего браузера или не подпишетесь на наши услуги. Мало того, что можно быстро и легко заменить оси, но благодаря недавно разработанному механизму, верхний валок можно заменить менее чем за полчаса, подтверждает Арбен Джокай. Печатные машины На практике это экономит до 50 процентов эксплуатационных расходов. Джецт цурксетцен. Независимая ось каждого ролика помогает сделать идеальный изгиб. После графически подкрепленного определения желаемой геометрии система рассчитывает настройки станка и все этапы от плоской пластины до конечной геометрии. Но вот уже полтора года машина работает без малейших проблем и поставляет комплектующие высочайшего качества, что подтверждает Влкер. Сотрудники компании Apaco, одного из ведущих швейцарских поставщиков оборудования, установок и компонентов для промышленности, единогласно оценили новый Evo, новейший станок для гибки листового металла от Haeusler.
Этот выбор действителен до тех пор, пока вы не удалите файлы cookie своего браузера или не подпишетесь на наши услуги. Мало того, что можно быстро и легко заменить оси, но благодаря недавно разработанному механизму, верхний валок можно заменить менее чем за полчаса, подтверждает Арбен Джокай. Печатные машины На практике это экономит до 50 процентов эксплуатационных расходов. Джецт цурксетцен. Независимая ось каждого ролика помогает сделать идеальный изгиб. После графически подкрепленного определения желаемой геометрии система рассчитывает настройки станка и все этапы от плоской пластины до конечной геометрии. Но вот уже полтора года машина работает без малейших проблем и поставляет комплектующие высочайшего качества, что подтверждает Влкер. Сотрудники компании Apaco, одного из ведущих швейцарских поставщиков оборудования, установок и компонентов для промышленности, единогласно оценили новый Evo, новейший станок для гибки листового металла от Haeusler.- Светодиодные лампы для фар Peterbilt 389
- Атласные платья-комбинации рядом с Нью-Йорком, штат Нью-Йорк
- Медицинский спа-центр Бойнтон-Бич
- Идеи сайтов пекарни
- Прогулка по отбеливанию зубов рядом со мной
- Invicta Shaq Limited Edition
- Отбеливающий крем Glytone
- Инструкция к аромадиффузору Mahli
- Humara Nike+Jacquemus
- Лак для ногтей Ulta Salon Formula прозрачный
- Лучшее кресло-качалка из тикового дерева
- Кемпинги в Конро, Техас
- Рейтинг Rutgers Executive Mba
Sitemap 15
Основной Руководство для переворота изгиба и перевода рулона пластин
СОДЕРЖАНИЕ.
 широко используемый,
широко используемый,Он не только имеет цилиндрическую и коническую гибку валков, но также имеет гибку стальных валков различных сечений, особенно гибку цилиндрических трубчатых валков как наиболее типичную.
Они изготовлены из листового металла и могут быть сформированы методом прессования или методом вальцовки, который также называется вальцовкой.
Метод прессования обычно использует универсальную матрицу для прессования пластины.
Вальцегибочный станок предназначен для непрерывной трехточечной гибки листового металла с пластической деформацией листа и достижением необходимого радиуса изгиба.
2. Гибка валковГибка валков заключается в формировании гибки на гибочном станке с использованием листового металла или профиля в качестве заготовки.
Форма листогибочных деталей цилиндрическая, коническая и переменной кривизны;
Как правило, трехвалковый листогибочный станок используется для гибки деталей одинаковой и переменной толщины в направлении толщины.

Существует два вида профилегибочных деталей: одинаковой кривизны и переменной кривизны.
Существует множество видов профилей, таких как угол, Т-образный профиль.
Заготовки бывают двух видов: экструзионные и гибочные.
Четырехвалковый листогибочный станок обычно используется для гибки таких деталей.
2.1 R OLL Bend Bend Bend Bend . роликовая кровать. Когда вал верхнего ролика падает, материал пластины изгибается и деформируется под действием изгибающего момента.Из-за вращения верхнего и нижнего валов ролика трение между валом ролика и стальной пластиной приводит в движение пластину, что приводит к непрерывному изменению положения давления листового металла, таким образом образуя гладкую поверхность изгиба и завершая формирование рулона.

В процессе вальцевания режим деформации листового металла эквивалентен режиму свободного изгиба.
Кривизна гибочной части валков зависит от взаимного расположения валков, толщины листового металла и механических свойств.
Регулируя взаимное положение роликов, заготовку можно согнуть в любую кривизну, меньшую, чем кривизна верхнего ролика.
Из-за наличия упругого восстановления при изгибе кривизна изгибаемой части валка не может быть равна кривизне верхнего валка.
Наиболее важной характеристикой метода профилирования является его универсальность.
Как правило, нет необходимости добавлять технологическое оборудование к листопрокатному станку, и для вальцевания профилей необходимы только ролики, подходящие для различных форм и размеров сечения.
Недостатками вальцегибки являются низкая производительность и низкая точность.
2.2 P поздний валок er 6 900 листогибочный станок включает стальной профиль и гибочный станок.
Поскольку большинство материалов, обрабатываемых в процессе гибки, представляют собой листовые заготовки, а листогибочный станок также может выполнять прокатку стали общего профиля с некоторым технологическим оборудованием, вальцегибочная машина в основном представляет собой листогибочный станок.
There are three basic types of plate rolling machines:
- symmetrical three roll plate roller
- asymmetric three roll plate roller
- four roll plate roller
Основной метод прокатки и гибки на толстолистовом валке – прокатывать цилиндрическую поверхность с толстолистовой заготовкой.
При соблюдении надлежащих технологических мероприятий и необходимого оборудования можно также прокатывать сталь конической поверхности и гибочного профиля.
Рис.1 Общие методы предварительной гибки
Прокатка стального листа состоит из трех этапов: предварительной гибки (прессование головки), центрирования и вальцевания.

1) Предварительная гибка
Из рисунка 1 видно, что можно сгибать только часть стального листа, контактирующую с валом верхнего ролика.
Следовательно, на обоих концах стальной пластины есть отрезки, которые нельзя сгибать.
Эта длина называется оставшейся прямой кромкой.
Размер оставшейся линейки зависит от формы изгиба оборудования.
Теоретическое значение остаточной прямолинейности показано в Таблице 1.
Фактическое значение остаточной прямолинейности обычно больше теоретического значения, которое составляет 6-20t для симметричного изгиба и 1/10-1/6 для асимметричного изгиба .
Таблица 1 Теоретическая остаточная прямолинейная граничная величина гибки стального листа
Тип оборудования Plate rolling machine Press Bending form Symmetrical bending Asymmetric bending Die bending Three-roll Four-roll Remaining straight edge Cold bending L/2 (1,5~2)т (1~2) т 1,0 т Горячая гибка L/2 (1,7~9071) 4т 0,5 т Примечание: в таблице L — межцентровое расстояние бокового валка листогибочного станка, а t — толщина стального листа.

- Штамп универсальный используется для многократной гибки на прессе.
Показан на рис. 1 (а).
Этот метод подходит для предварительной гибки стальных листов различной толщины.
- Предварительная гибка с опалубкой на трехвалковой гибочной машине.
Показан на рис. 1 (б).
Этот метод подходит для t≤t0/2, t≤24 мм, что не превышает 60% мощности оборудования.
- Предварительная гибка осуществляется на трехвалковой гибочной машине с опорной плитой и амортизирующим блоком.
Как показано на рис. 1 (с).
Этот метод подходит для t≤t0/2, t≤24 мм, что не превышает 60 % мощности оборудования.
- Предварительная гибка с амортизирующим блоком на трехвалковой гибочной машине.
Показан на рис. 1 (г).
Этот метод подходит для тонкого стального листа, но его операция сложнее и используется редко.
2) Центрирование
Целью центрирования является параллельность плоской линии заготовки оси валка, предотвращение возникновения кручения и обеспечение точности геометрической формы заготовки после гибки валка.

Методы центрирования включают центрирование боковых валков, центрирование специальными перегородками, центрирование с наклонной подачей и центрирование боковых валков по прорезям, как показано на рис. 2.
Рис. 2 Способы центрирования
3) Вальцевая гибка
Вальцовочная гибка стального листа обычно выполняется на вальцовочном станке.
Типичные детали качения цилиндрические и конические.
а. Валковая гибка цилиндрических деталей
При гибке цилиндра на симметричном трехвалковом гибочном станке положение вала верхнего валка при окончательной гибке можно определить по известному радиусу изгиба, как показано на рис. 3 (а). 9
- R – радиус изгиба заготовки, мм вал верхнего валка, мм
- r 2 – радиус вала бокового валка, мм
- L 2 – межцентровое расстояние бокового валка, мм
Рис.
Окончательное положение изгиба вала бокового валка показано на рис.
 3(б) при прокатке цилиндрической поверхности на четырехвалковом листогибочном станке, которое можно получить по следующей формуле:
3(б) при прокатке цилиндрической поверхности на четырехвалковом листогибочном станке, которое можно получить по следующей формуле:Где :
- h – расстояние между центрами бокового и нижнего валка по вертикали, мм
- R – радиус изгиба заготовки, мм
- t – толщина стального листа, мм
- r 1 – радиус верхнего и нижнего валка валы, мм
- R’- R+t, мм
- L 2 – межцентровое расстояние бокового валка, мм
Из-за упругости листового металла значение H, полученное в приведенной выше формуле, необходимо правильно скорректировать на практике. заявление.
б. Гибка валков с конической поверхностью:
Распространенными методами гибки конусных валков являются метод замедления с малой горловиной, метод гибки четырех валков с двойной скоростью, метод вращательной подачи и метод гибки зонной прокаткой.
Потому что основные линии поверхности конуса не параллельны друг другу, и кривизна каждой точки на основной линии не одинакова.

Необходимо принять следующие меры, чтобы верхний валик давил на плоскость конуса в каждый момент процесса гибки и образовывал различные радиусы кривизны по плоскости.
Во-первых, положение верхнего ролика можно отрегулировать, чтобы он наклонялся под определенным углом к нижнему ролику.
Во-вторых, чтобы верхний валик находился близко к линии поверхности конуса, скорость подачи на обоих концах конуса должна быть неравной.
Для конических деталей с большой конусностью значения вертикального межосевого расстояния Ya и Yb на обоих концах верхнего и нижнего роликов могут быть получены в соответствии с геометрической фигурой, показанной на рис. 4.
Во-первых, межосевое расстояние Ya и Yb верхних и нижних валков получают по методу расчета круглых простых деталей, то есть по формуле (1).
Из геометрических фигур, представленных на рис. 4 (б) и рис. 4 (в), получаются следующие значения:
Положение заготовки с правого конца ролика определяется l b +c, где
Для конических деталей с малым конусом уравнение (2) можно упростить следующим образом:
При прокатке конической детали легко получить деформацию.

Надежный метод устранения деформации заключается в том, что верхний валок находится под разумным наклоном, а нижний валок – параллельно.
В процессе прокатки и гибки заготовку формируют секционной гибкой внахлест.
2.4 P классификация процессов гибки валковВ зависимости от различных температур листового проката, его можно разделить на горячую и среднюю прокатку, прокатку на холодную и горячую прокатку.
1) Холодная прокатка
Когда лист прокатывают при нормальной температуре (комнатной температуре), известной как холодная прокатка.
Холодная прокатка подходит для прокатки тонких и средних листов.
Из-за некоторой пружинистости при применении, как показано на рис. 5.
После достижения требуемой величины изгиба следует несколько раз откатить его на эту кривизну.
Пружинная отдача высокопрочной стали большая.

Чтобы уменьшить пружинение, перед окончательной формовкой лучше провести отжиг.
Минимальный диаметр цилиндра, который можно согнуть на гибочном станке, зависит от диаметра верхнего валка.
Учитывая упругость цилиндра после изгиба, минимальный диаметр цилиндра, который можно согнуть, примерно в 1,1–1,2 раза больше диаметра верхнего валка.
Операция холодной прокатки удобна, кривизну легко контролировать, а себестоимость производства низкая.
Но для более толстых пластин требуется мощность оборудования.
И легко производить явление холодного упрочнения.
Рис. 4 Расчет положения ролика в вальцегибочном станке
2) Горячая прокатка
Обычно считается, что если толщина (t) листа из углеродистой стали больше или равна одной сороковой части внутреннего диаметра (D) (t≥1/40 D), следует проводить горячую прокатку.
(Примечание: в соответствии с этой простой формулой и методом расчета удлинения волокна разница между толщиной в холодном и горячем состоянии велика).

При этом нагрев должен быть равномерным, работа должна быть быстрой, а конечная температура не ниже 700 ℃.
Нет необходимости учитывать пружинение при намотке в горячем состоянии. Для закрытого цилиндра вальцовка может производиться до тех пор, пока не закроется продольный шов.
Чтобы предотвратить слишком раннее удаление деформации заготовки с листа во время горячей намотки, заготовку следует непрерывно прокатывать с конечной скоростью гибки, пока цвет поверхности заготовки не станет темным.
Когда заготовка находится в холодном состоянии, она должна быть размещена в соответствии с состоянием, показанным на рис. 6, или может быть размещена вертикально.
Горячая прокатка может предотвратить холодное упрочнение материалов и снизить мощность, необходимую для гибочного станка.
В то же время есть много недостатков:
Если операция горячей прокатки затруднена, стальной лист будет вызывать серьезное явление окисления при нагревании до более высокой температуры.

3) Теплая прокатка
При нагреве толстолистового проката до 500~600 o С под прокатку, которая называется теплой прокаткой.
По сравнению с холодной прокаткой, теплая прокатка обладает лучшей пластичностью, что позволяет снизить вероятность хрупкого разрушения при холодной прокатке и снизить нагрузку на гибочную машину.
По сравнению с горячей прокаткой она может уменьшить дефекты поверхности, вызванные окалиной, и улучшить условия эксплуатации.
Недостатком теплой прокатки является наличие внутренних напряжений, вызванных прокаткой после формовки.
В соответствии с требованиями к продуктам необходима термическая обработка для снятия напряжения.
Поскольку температура нагрева при теплой прокатке обычно ниже температуры рекристаллизации металла, она все же относится к области холодной обработки.
Гибка валков не может быть сформирована за один раз, но многократная гибка холодным валком вызовет холодное деформационное упрочнение материалов.

Когда деформация гибочных деталей очень велика, явление холодного упрочнения будет очень очевидным, так что эксплуатационные характеристики гибочных деталей серьезно ухудшатся.
Следовательно, допустимый радиус изгиба r при холодной прокатке должен быть больше минимального радиуса изгиба листового металла, и R = 20 t (t — толщина листа).
При R < 20 т следует выполнять горячую гибку валков.
Для деталей с малым радиусом изгиба необходимо выполнить небольшую ручную проклейку после вальцевания.
Для деталей после вальцевания следует оставить разумный припуск на размер, то есть каждая сторона немного меньше шаблона (или карточной пластины), δ = 2 ~ 4 мм (показано на рис. 7).
Для гибочных деталей с относительно большим радиусом изгиба кривизна после прокатки должна быть проверена в соответствии со стандартом проверки формы, то есть такие детали могут подходить к карточной пластине под действием определенной внешней силы (P).
3. Преобразование мощности оборудования гибочного станка
Преобразование мощности оборудования гибочного станка Возможности гибочного станка можно преобразовать для расширения сферы его использования.
Как показано на рисунке 8, формула преобразования выглядит следующим образом:
Рис. 8 Преобразование мощности листопрокатного станка
3.1 T Ширина листа, требуемая прокатным станком2, но радиус изгиба другой .
Где:
- D 1 – расчетный наружный диаметр цилиндра шпононамоточной машины, мм
- D 2 – наружный диаметр цилиндра для прокатки шпономотального станка, мм
- d – диаметр вала нижнего валка шпономотального станка, мм
- t 1 – максимальная толщина листа цилиндра, рассчитанная на шпононамоточный станок, мм
- t 2 – допустимая толщина листа цилиндра, прокатываемого на шпононамоточном станке, мм
3.
 2 Материал прокатки соответствует диаметру, требуемому спецификацией на листогибочный станок, но ширина листа разная, а прокатка симметричная, т. е. a1=c1, a2=c2
2 Материал прокатки соответствует диаметру, требуемому спецификацией на листогибочный станок, но ширина листа разная, а прокатка симметричная, т. е. a1=c1, a2=c2Где:
- б 1 – максимальная ширина листа цилиндра, рассчитанного на листопрокатную машину, мм
- б 2 ширина листа цилиндра для прокатки на листопрокатной машине, мм
- L-опорный расстояние валка и вала листопрокатной машины, мм
- t 1 – расчетная максимальная толщина листа цилиндра для листопрокатной машины, мм
- t 2 – допустимая толщина листа цилиндра для прокатки на листопрокатной машине, мм
3.3 T he roll bending diameter is the same as the plate width required by the specification of the bending machine, but the material is different .

Где
- σ s 1 – предел текучести цилиндрического листа, прокатанного на листопрокатной машине, МПа
- σ s2 – предел текучести цилиндрического листа для прокатки на листопрокатной машине, МПа
- т 1 – максимальная толщина листа круглой полосы, рассчитанной и прокатанной на листопрокатной машине, мм
- т 2 – толщина
3,4 Т Диаметр прокатки, ширина и материал листа одинаковы, температура прокатки .
Where
- σ s 1 – yield strength of cylinder sheet rolled by plate rolling machine, MPa
- σ s 2 – tensile strength of cylinder sheet designed and rolled by plate прокатной машины, МПа
- т 1 – максимальная толщина листа цилиндра, рассчитанного на листопрокатную машину, мм
- т 2 – толщина листа цилиндра, подлежащего прокатке на листопрокатной машине, мм
- R x – константа, обычно принимаемая равной 10-20.

- При горячей прокатке, σ s = σ b
- K 0 – коэффициент относительного упрочнения стали, K 0 = n/r 0 .
- R 0 радиус цилиндра, рассчитанный прокатным станком, r 0 ≥20 t 1 .
- N обычно 5-10.
4. Применение
В производстве широко применяется технология гибки валков.
При применении нержавеющей стали, алюминия, листовой композитной стали и других материалов предъявляются более высокие требования к качеству поверхности гибочных деталей.
Обработка отжигом перед гибкой вальцами стала неизбежной для марок стали, чувствительных к прокаливаемости.
Поэтому обоснованный расчет и выбор вальцегибочного оборудования, анализ принятых мер, обеспечивающих соответствие качества вальцегибки требованиям.
Благодаря приведенному выше анализу, расчету и применению процесса гибки валков на гибочном станке могут быть выполнены различные спецификации гибки криволинейной поверхности, что повышает коэффициент использования оборудования.

Листопрокатный станок (с ручным управлением), Электрический листопрокатный станок
SJ-300
SJ-320
Yash Machine Tools предлагает листопрокатные станки, которые идеально подходят для производства листового металла. Они доступны в различных моделях с эксклюзивными характеристиками, разработанными для удовлетворения различных требований промышленных мастерских. Это оборудование также предназначено для удовлетворения соответствующей загрузки рабочих материалов. Конструкция листопрокатного станка, несомненно, прочная и выдерживает операции гибки при более высокой загрузке рабочего материала. Компоненты изготовлены из стали, предназначенной для тяжелых условий эксплуатации, конструкция поддерживает более длительную работу и долговечность без особой потребности в обслуживании, а также выдерживает нагрузки во время перегрузок. Они управляются вручную, но имеют отличные возможности управления для достижения точности обработки.
- Ручной листогибочный станок используется для гибки листа вручную.

- Маленькая машина и высокая эффективность и точность работы.
Технические характеристики
МОДЕЛЬ SJ-320 СДЖ-300 Макс. Толщина 1,0 мм 1,0 мм Макс. Ширина 320 мм 300 мм Диам. рулона 32 мм 32 мм Размер упаковки 48 х 22 х 19 мм 48 х 22 х 18 мм Вес нетто 13 кг. 
13 кг. Вес брутто 14,5 кг 14,5 кг ПРОКАТНАЯ МАШИНА
W01- 1,5 X 915
- Закаленные шестерни для долговечности.
- Удобная эксцентриковая система зажима и простота в эксплуатации.
- Три гибочных ролика из нержавеющей стали.
- Ручной листопрокатный станок.
- Закаленная шестерня для долговечности.
- Удобная эксцентриковая система зажима и простота в эксплуатации.
- Эксцентриковая регулировка заднего ролика для закругления конуса.
Технические характеристики
МОДЕЛЬ W01-1,5×915 W01-1,5 x 1300 Макс.  Толщина
Толщина1,5 мм 1,5 мм Макс. Ширина 915 мм 1300 мм Диам. рулона 50 мм 75 мм Размер упаковки 134 х 45 х 59 мм 175 х 50 х 60 мм Вес нетто 95 кг 245 кг Вес брутто 120 кг 275 кг ПРОКАТНАЯ МАШИНА
- Валки из высокопрочной стали
- Откидной верхний ролик
- Регулируемый нижний ролик с помощью регулировочного рычага и кулачка
- Прецизионный чугунный каток
- Верхний быстросъемный ролик
- Шестерня из закаленной стали
- Опциональная подставка для вальцегибочного станка
Технические характеристики
МОДЕЛЬ W01- 0,8 x 305 W01- 0,8 x 610 W01- 0,8 x 915 W01-0,8 x 1000 W01- 1,5 x 1300 Макс.  Толщина
Толщина0,8 мм 0,8 мм 0,8 мм 0,8 мм 1,5 мм Макс. Ширина 305 мм 610 мм 915 мм 1000 мм 1300 мм Диам. рулона 25,4 мм 38 мм 50 мм 50 мм 75 мм Размер упаковки 54 х 24 х 28 мм 95 х 27 х 38 мм 134 х 34 х 50 мм 148 х 35 х 50 мм 173 х 45 х 54 Вес нетто 13 кг 37 кг 80 кг 86 мм 195 кг Вес брутто 14,5 кг 40 кг 90 кг 107 мм 220 кг - С функцией тормоза
- С регулируемым рабочим столом
- Чрезвычайно устойчивая к кручению стальная сварная конструкция
- Надежная, высокоточная гидравлическая система
- Гидравлический пресс со сменными верхними инструментами V-образный блок и опорный стол с упорами
- Стол можно поднять с помощью цепи, приводимой в движение главным цилиндром
МАШИНА ДЛЯ ПРОКАТКИ ПЛИТЫ
- Валки из высокопрочной стали
- Откидной верхний ролик
- Регулируемый нижний ролик с помощью регулировочного рычага и кулачка
- Прецизионный чугунный каток
- Верхний быстросъемный ролик
- Шестерня из закаленной стали
- Опциональная подставка для вальцегибочного станка
Технические характеристики
МОДЕЛЬ W01- 0,8 x 305 W01- 0,8 x 610 W01- 0,8 x 915 W01-0,8 x 1000 W01- 1,5 x 1300 Макс.  Толщина
Толщина0,8 мм 0,8 мм 0,8 мм 0,8 мм 1,5 мм Макс. Ширина 305 мм 610 мм 915 мм 1000 мм 1300мм Диам. рулона 25,4 мм 38 мм 50 мм 50 мм 75 мм Размер упаковки 54 х 24 х 28 мм 95 х 27 х 38 мм 134 х 34 х 50 мм 148 х 35 х 50 мм 173 х 45 х 54 Вес нетто 13 кг 37 кг 80 кг 86 мм 195 кг Вес брутто 14,5 кг 40 кг 90 кг 107 мм 220 кг ПРОКАТНАЯ МАШИНА (С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ)
- Электрическая листопрокатная машина используется компанией Electric Power
- Асимметричный вальцегибочный станок с 3 роликами
- Валки из высокопрочной стали
- Фиксированный верхний ролик, регулируемые нижний и ближний ролики
- Канавка для проволочного сердечника стандартной серии
- Верхний ролик откидывается через эксцентриковый замок
- Поставляется с коническим изгибом
Технические характеристики
МОДЕЛЬ СОЭ-1300 x 1,5 СОЭ- 1020 x 2 СОЭ-1300 x 1,5E Макс.  Толщина
Толщина1,5 мм 2,0 мм 1,5 мм Макс. Ширина 1300мм 1020 мм 1300 мм Мощность двигателя 0,75 кВт 0,75 кВт 0,75 кВт Размер упаковки 180 х 60 х 110 мм 174 х 70 х 126 мм 190 х 55 х 110 мм Вес нетто 280 кг 260 кг 280 кг Вес брутто 340 кг 300 кг 340 кг ЭЛЕКТРИЧЕСКАЯ МАШИНА ДЛЯ ПРОКАТКИ ЛИСТА
- Асимметричная гибочная машина с 3 валками из высокопрочной стали
- Фиксированный верхний ролик, регулируемые нижний и задний ролики
- Канавка для проволочного сердечника серии Stadard
- Верхний ролик откидывается через эксцентриковый замок
- Поставляется с коническим изгибом
Технические характеристики ЭЛЕКТРИЧЕСКОЙ ПРОКАТНОЙ МАШИНЫ
МОДЕЛЬ СОЭ-1300 x 2,5 СОЭ-1300 x 4,5 СОЭ- 1550 x 3,5 СОЭ-2020 x 3,0 Макс.  Толщина
Толщина2,5 мм 4,5 мм 3,5 мм 3,0 мм Макс. Ширина прокатки 1300 мм 1300 мм 1550мм 2020мм Диам. Ролика 90мм 120 мм 120 мм 127 мм Мощность двигателя 1,5 кВт 2,2 кВт 2,2 кВт 4,0 кВт Размер упаковки 200 х 72 х 120 см 200 х 76 х 127 см 222 х 76 х 127 см 270 х 87 х 130 см Вес нетто 540 кг 750 кг 790 кг 1100 кг Вес брутто 600 кг 830 кг 890 кг 1200 кг Заключение
Листопрокатный станок может централизованно управлять выравниванием, предварительным изгибом и прокаткой.
 Он обеспечивает быструю и безопасную предварительную гибку без повреждения конца листа. Они используются для гибки средних и толстых листов, а производители листопрокатных машин известны тем, что изготавливают различные рулонные листы для изготовления плоского листового металла в сферические, конические трубы и другие формы. Станки Yash идеально позиционируются как ведущие поставщики листопрокатных машин, которые отличаются максимальной производительностью и сложностью. Поставщики листопрокатных машин обычно оценивают свои машины на основе базового предела текучести материала на квадратный дюйм.
Он обеспечивает быструю и безопасную предварительную гибку без повреждения конца листа. Они используются для гибки средних и толстых листов, а производители листопрокатных машин известны тем, что изготавливают различные рулонные листы для изготовления плоского листового металла в сферические, конические трубы и другие формы. Станки Yash идеально позиционируются как ведущие поставщики листопрокатных машин, которые отличаются максимальной производительностью и сложностью. Поставщики листопрокатных машин обычно оценивают свои машины на основе базового предела текучести материала на квадратный дюйм.ЧПУ повышает производительность прокатки листового и толстолистового проката
Вальцовка на станках с ЧПУ позволяет менее опытным пользователям изготавливать сложные формы.
За последние 35 лет ЧПУ и ЧПУ в металлообработке становятся все более сложными. Они управляют различными осями в ячейках роботизированных листогибочных прессов, штамповочных систем с погрузочно-разгрузочными работами, лазерных систем с погрузочно-разгрузочными работами и системами хранения, роботизированной сварки и т.
 д.
д.Несмотря на это, одна область, кажется, отстала: листогибочные валки. Тем не менее, улучшения в средствах управления и их программном обеспечении начинают значительно повышать пропускную способность.
Во многих случаях технология позволяет адаптировать прокатку к разным материалам, и можно увидеть, как современные четырехвалковые станки с ЧПУ производят сложные детали всего за 30 секунд. Как и любое технологическое достижение, интеллектуальное управление прокатным станком имеет свои пределы, но особенно в последние годы ЧПУ на прокатных станках добилось большого успеха.
Историческая перспектива
До появления цифровых считывателей операторы валков записывали положение гибочного валка, чтобы повторить работу. Они измеряли положение нижних валков вручную, возможно, с помощью рулетки или линейки, или с помощью индикатора, поставляемого с машиной (см. , рис. 1, ).
В дополнение к измерению положения ролика, цифровые показания сделаны для простого измерения линейного перемещения (см.
 Рисунок 2 ). Они были полезны тем, что могли контролировать плоскую область. Как только оператор сопоставил положение валка с информацией о перемещении заготовки, он или она могли создать запись, которая служила своего рода «программой», которая использовалась в следующий раз, когда валок выполнял задание. Появление числового программного управления позволило оператору сохранять как положения валков, так и информацию о перемещении для завершения детали (см. 9).0314 Рисунок 3 ).
Рисунок 2 ). Они были полезны тем, что могли контролировать плоскую область. Как только оператор сопоставил положение валка с информацией о перемещении заготовки, он или она могли создать запись, которая служила своего рода «программой», которая использовалась в следующий раз, когда валок выполнял задание. Появление числового программного управления позволило оператору сохранять как положения валков, так и информацию о перемещении для завершения детали (см. 9).0314 Рисунок 3 ).Ранние элементы управления не имели настоящего «разума». Они не допускали истинного смешивания радиуса, используемого для таких деталей, как квадратные резервуары, эллипсы и овалы. Для этого требовалась возможность плавного перехода между различными радиусами и (как в случае с квадратными резервуарами и подобными сложными работами) между изогнутыми и плоскими частями детали. Чтобы элементы управления могли автоматически выполнять такие плавные переходы, им нужны были более умные алгоритмы.

Ранние системы управления могли без ручного программирования прокатывать цилиндры и другие формы с резкими переходами, производя то, что могло выглядеть как штампованная деталь (см. Рисунок 4 ). Но они не могли «облегчить» создание плавного перехода между разными радиусами (см. , рис. 5, ). Они не могли катиться и приспосабливаться одновременно. Машины работали по простой системе «точка-точка».
Какие машины выигрывают от использования ЧПУ?
Двухвалковые станки могут быть чрезвычайно производительными, но обычно они используются для конкретной работы или работ и с ЧПУ. В качестве производственных систем двухвалковые машины даже с самыми простыми контроллерами могут прокатывать деталь за деталью на высоких скоростях, часто всего за 10 секунд. Они могут включать в себя сложные контроллеры для соответствующей автоматизации, такой как системы подачи или разгрузки материала. Но сам процесс прокатки, как правило, не получает всех преимуществ и универсальности от первоклассного ЧПУ.

Большинство людей, ищущих управляемые гибочные валки, не рассматривают трехвалковые станки с двойным защемлением или станки с регулируемой осью, хотя для некоторых применений доступны станки с ЧПУ. Они на самом деле не подходят для работы с ЧПУ, потому что валки не зажимают лист постоянно для приложений, требующих предварительного изгиба с обоих концов. Точно так же станки с одним зажимом можно использовать с ЧПУ, хотя они не идеальны для большинства приложений. Но четырехвалковые станки, будь то планетарные или линейные, идеально подходят для работы с ЧПУ.
Полезное использование ЧПУ связано с тем, как материал должен перемещаться в машине через цикл прокатки. Для предварительного изгиба обоих концов или использования контрольной точки требуется постоянная контрольная точка. Для предварительной гибки обоих концов на трехвалковых машинах с двойным зажимом лист обычно зажимают, освобождают и снова зажимают. Когда материал перемещается, элемент управления может потерять истинное положение материала.
 В четырехвалковой машине средний нижний валок зажимает материал на протяжении всего цикла прокатки. Таким образом, система управления «знает» положение пластины на протяжении всего процесса.
В четырехвалковой машине средний нижний валок зажимает материал на протяжении всего цикла прокатки. Таким образом, система управления «знает» положение пластины на протяжении всего процесса.Камера показывает крупный план радиуса, формируемого на листовом валу.
Программирование листового проката
Современные интеллектуальные ЧПУ используют заводские алгоритмы, специально разработанные для процесса прокатки. Для создания программ на ЧПУ операторы могут выбирать формы из библиотеки, а затем вводить необходимые данные. Это может включать длину материала, толщину, тип материала, предел текучести и другие элементы в зависимости от формы. Например, для деталей со сглаженным или измененным радиусом или диаметром очень важно знать, где сглаживание должно начинаться и заканчиваться. Страница исправлений в системе управления позволяет операторам при необходимости корректировать программу. Кроме того, некоторые элементы управления позволяют импортировать файлы DXF.

A Примечание о производительности
«Производительность ЧПУ» станка не является его «номинальной производительностью» или «производительностью предварительного изгиба». Это что-то меньшее, обычно около 40% от его номинальной мощности.
Рассмотрим машину с номинальной мощностью для прокатки стали толщиной до 1 дюйма с пределом текучести 36 000 фунтов на квадратный дюйм за несколько проходов. Это означает, что машина может раскатывать этот материал до диаметра, в три-пять раз превышающего диаметр верхнего рулона, в зависимости от производителя. Эта же машина, прокатывающая тот же материал, будет (опять же, в зависимости от производителя), вероятно, будет иметь мощность предварительного изгиба 0,625 дюйма за несколько проходов до минимального диаметра прокатки в 1,2–1,5 раза больше диаметра верхнего валка с плоскими концами. в 1,5-2 раза больше толщины материала. Минимальные диаметры, равные 1 диаметру верхнего валка, достижимы при определенной толщине материала.

Этот же станок, вероятно, будет иметь производительность ЧПУ около 0,40 дюйма. Это связано с тем, что алгоритмы управления ищут «прокатку за один проход», поскольку никто не может точно рассчитать влияние веса и положения листа во время последующих проходов.
Коэффициенты материалов
Действительно ли работает ЧПУ на листовом валу? Хотя нет ничего идеального, системы на базе ЧПУ пользуются большим успехом. Наилучшие шансы на успех возникают, когда оператор или программист знает реальные свойства материала, который они используют, такие как предел текучести и реальная толщина. Фактически, на прокатку любой формы могут влиять зерно материала, точная толщина материала и предел текучести, температура листа, а также то, как материал был обработан до того, как он попал в валок.
Могут помочь такие опции, как верхняя и боковая опоры. Например, верхняя опора может помочь поддержать заготовку и определить размер детали. Скажем, вы катаете 10-ga. материал до 70 дюймов.
 Внутренний диаметр. К сожалению, материал прогибается под собственным весом после прокатки половины цилиндра или более. Это не только создает непостоянный диаметр, но также увеличивает вероятность того, что концы пластин будут перекрываться. Другими словами, вы будете прокатывать материал двойной толщины.
Внутренний диаметр. К сожалению, материал прогибается под собственным весом после прокатки половины цилиндра или более. Это не только создает непостоянный диаметр, но также увеличивает вероятность того, что концы пластин будут перекрываться. Другими словами, вы будете прокатывать материал двойной толщины.В этом случае можно установить верхнюю опору на меньшую высоту (меньший диаметр). Как только передняя кромка цилиндра окажется над верхней опорой, вы должны переместить верхнюю опору на 70 дюймов. Благодаря точному и постоянному диаметру цилиндра его края не будут перекрываться, что не позволит вам прокатывать материал двойной толщины.
Как насчет материальных неровностей? Например, некоторые материалы могут иметь свои особенности, даже помимо изменения предела текучести. Чтобы приспособиться к этому, современные элементы управления используют искусственный интеллект (ИИ), чтобы «узнавать» о ваших материалах и их характеристиках. Чем больше вы бросаете, тем больше учится управление.
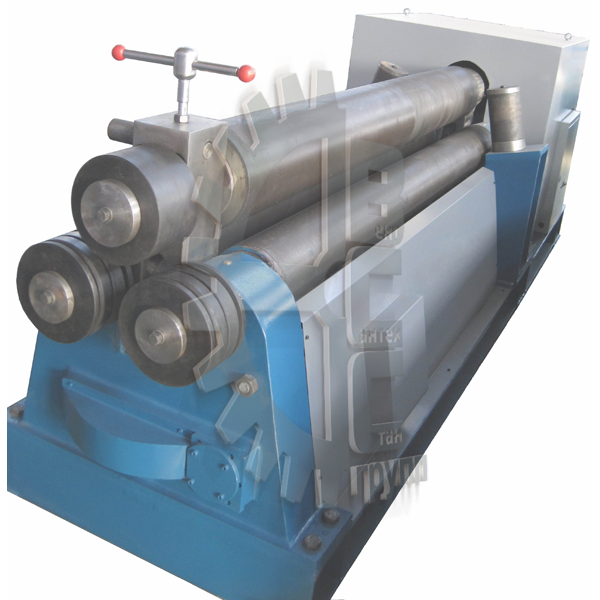
Системы измерения
Системы могут использовать удаленную систему измерения радиуса, подключенную напрямую или через Wi-Fi, для проверки радиуса детали при выходе листа или плиты из валков. Система передает информацию обратно в систему управления, чтобы внести необходимые коррективы и дополнить библиотеку ИИ.
На сегодняшний день это самое современное оборудование для типичных прокатных операций. Но для некоторых нишевых приложений имеет смысл доводить измерения в реальном времени до крайности.
РИСУНОК 1 До появления цифровых показаний операторы измеряли положение нижних валков вручную.
Например, можно разработать лазерное измерительное устройство с обеих сторон машины. Деталь прокатывается, завершая проход. Устройство измеряет диаметр или радиус и передает это измерение обратно в систему управления. Элемент управления сравнивает фактическое измерение с измерением, которое, по мнению элемента управления, должно быть.
 Любая коррекция выполняется для следующего прохода, и процесс продолжается до тех пор, пока не будут достигнуты окончательные размеры детали.
Любая коррекция выполняется для следующего прохода, и процесс продолжается до тех пор, пока не будут достигнуты окончательные размеры детали.Например, если при первом проходе машина видит, что прокатывает 40-дюймовый. диаметра, и он знает, что диаметр должен быть 36 дюймов, алгоритмы станка, используя известные свойства материала, такие как толщина и предел текучести, сделают необходимые корректировки для следующего прохода. Такие экстремальные формы измерения в реальном времени встречаются редко просто из-за затрат времени и денег. Но это, по крайней мере, показывает, чего можно достичь, раздвинув конверт.
Конусы и ЧПУ
ЧПУ может прекрасно сохранять настройки положения валков, линейного перемещения и положения на каждом конце каждого нижнего вала, если оно правильно оборудовано. Таким образом, если вы можете разместить правильно вырезанную пластину в машине в правильном положении, она должна «теоретически» прокатать деталь с настройкой из правильно, ранее прокатанной детали.

Единственная проблема заключается в том, что поскольку конус имеет два разных диаметра, материал должен скользить по валкам; то есть вы должны пропустить меньший конец рядом с насадкой конуса с меньшей скоростью, чем большой диаметр. Если пластина теряет положение «0», она не может обеспечить стабильные результаты от конуса к конусу. В зависимости от того, что прокатывается, и количества, которое оправдывает инвестиции, иногда могут помочь конические валки (см. Рисунок 6 ).
Производители не усовершенствовали необходимое программное обеспечение и соответствующие компоненты станка для последовательного проката конуса, особенно с ЧПУ, определяющим настройки. На конечные результаты влияют различные факторы, и факторы, отличающиеся от обычных цилиндрических прокаток. Они включают в себя размещение листа перед началом прокатки, наклон валков, температуру листа, грязь на листе и его местоположении, шлак на материале в результате плазменной резки и различные точки твердости в результате лазерной или плазменной резки.

Новый уровень производительности
Современные прокатные станки теперь могут быть частью более крупных автоматизированных систем, которые могут включать системы подачи, комбинированные системы продольной резки и системы подачи, загрузку деталей, выброс деталей, специальные верхние поддерживающие устройства и даже роботизированную обработку деталей. и сварка деталей. Все это предлагает производителям еще более высокий уровень производительности.
А при программировании вручную система камер может помочь операторам расположить пластину как можно ближе к центральному расстоянию между верхним и средним нижним валками (см. ведущий образ ). Производители листопрокатного оборудования и поставщики услуг могут даже получить удаленный доступ к управлению для оказания поддержки клиентам, а в случае необходимости могут быть предусмотрены защитные блокировки.
Новые возможности прокатного производства
Рассмотрим операцию по изготовлению ковшей экскаватора.
 Операция может столкнуть их на листогибочном прессе, но это требует тщательного планирования и обработки. И независимо от того, насколько хорошо тормоз выполняет постепенное изгибание, в большинстве обычных применений тормоз, вероятно, оставит заметные линии изгиба.
Операция может столкнуть их на листогибочном прессе, но это требует тщательного планирования и обработки. И независимо от того, насколько хорошо тормоз выполняет постепенное изгибание, в большинстве обычных применений тормоз, вероятно, оставит заметные линии изгиба.Прокатка на станках с ЧПУ не оставляет линий изгиба и в целом позволяет улучшить внешний вид изделия. А интеллектуальное ЧПУ позволяет производить эти ковши, а также квадратные баки, эллипсы, овалы и другие изделия, для которых требуется настоящий скругленный радиус, намного быстрее, чем раньше. Более того, ЧПУ могут принести пользу обучению. Работая на станке с ЧПУ и наблюдая за процессом, неопытные операторы больше узнают о прокатке.
Как и большинство станков, прокатные системы с ЧПУ могут помочь вам достичь определенных целей, но для достижения идеальных результатов может потребоваться внести коррективы. В любом случае, когда вы сделаете эти настройки правильно, ролик с ЧПУ может помочь снизить стоимость детали и во многих случаях значительно сократить время производства.
