Вду 306 – -306 3.1 | |
alexxlab | 24.11.2019 | 0 | Разное
Сварочный выпрямитель ВДУ-306К
Универсальный сварочный выпрямитель предназначен для автоматической и полуавтоматической сварки в среде защитных газов и под флюсом, а также для ручной дуговой сварки штучными электродами всех типов.
Выпрямитель имеет отличные сварочные свойства: стабильное горение дуги, малое разбрызгивание металла, высокое качество сварного шва.
Наличие колес делает источник особо мобильным.
Технические характеристики
| Наименование параметра | Норма | |
| Номинальное напряжение сети, В | 3×380 | |
| Частота тока питающей сети, Гц | 50 | |
| Номинальный сварочный ток при ПВ 100%, А | ||
| Пределы плавного регулирования сварочного тока, А | падающие 50-315 |
жесткие 60-315 |
| Пределы регулирования рабочего напряжения, В | падающие 22-32 |
жесткие 18-38 |
| Активная максимальная эквивалентная потребляемая мощность (с учетом ПВ), кВт | 16 | |
| Напряжение холостого хода, В | 72 | |
| Диаметр электродов, мм | 2-6 | |
| Масса, кг | 205 | |
| Габаритные размеры, мм | 750×530×955 |
|
www.electrotermosvar.ru
Изучение универсального сварочного выпрямителя, страница 2
Универсальный тиристорный выпрямитель марки ВДУ-306МТУ3 предназначен для использования в качестве источника питания постоянным током одного сварочного поста:
– ручной дуговой сварки, резки и наплавки (ММА) штучными покрытыми электродами;
– полуавтоматической сварки плавящимся электродом в защитном (активном или инертном – MAG/MIG) газе либо с использованием самозащитной порошковой проволоки;
– сварки неплавящимся электродом в аргоне (TIG) любых металлов и сплавов, за исключением алюминия и его сплавов.
Нормативные технические характеристики источника питания указаны в таблице.
Технические характеристики
Наименование параметра | Внешние характеристики | |||
жесткие, MAG/ MIG | крутопадающие, TIG | падающие, ММА | ||
Номинальное напряжение питания, В | 3х380 | |||
Номинальный сварочный ток, А | 315 | |||
Номинальное сварочное напряжение, В | 30 | 23 | 33 | |
Пределы регулирования сварочного тока, А | 50 – 350 | 30 – 350 | 30 – 350 | |
Пределы регулирования рабочего напряжения, В | 16 – 32 | 11 – 24 | 21 – 34 | |
Номинальная продолжительность нагрузки ПН или включения ПВ, % | 60 | |||
Мощность, потребляемая при номинальной нагрузке, кВт | < 23 (14) | |||
Напряжение холостого хода, В | 85±2 (не более 12 в режиме ограничения) | |||
Наклон внешних характеристик, В/А | 0 | ∞ | 0,4 – 2,0 | |
Габаритные размеры (Д × Ш × В), мм | 710 × 670 × 750 | |||
Масса выпрямителя, кг | 163 | |||
vunivere.ru
ВДУ-306МТ, Сварочное оборудование! Цена, Характеристики, Описание.
Выпрямитель сварочный с универсальными характеристиками ВДУ-306МТ предназначен для использования в качестве источника питания постоянным током одного сварочного поста при:
- ручной дуговой сварке, резке и наплавке металлов (ММА) штучными покрытыми электродами;
- механизированной сварке плавящимся электродом в среде защитных инертных или активных газов (МИГ/МАГ) газов, либо с использованием самозащитной порошковой проволоки при комплектации агрегата соответствующим полуавтоматом;
- ручной сварке плавящимся электродом в среде инертных (ТИГ) газов.
При ручной дуговой сварке покрытым электродом ВДУ-306МТ обеспечивает:
- комбинированную внешнюю вольтамперную характеристику;
- плавное регулирование сварочного тока в диапазоне от 30 до 315А без промежуточных переключений;
- дистанционное регулирование сварочного тока на расстоянии до 30м;
- выбор и установку наклона рабочего участка внешней характеристики. Это позволяет получить как высокую стабильность тока, так и возможность его быстрого изменения при манипулировании длиной дуги, например для удержания ванны при сварке в вертикальном и потолочном положениях;
- режим «горячий старт» – регулируемое увеличение тока при зажигании дуги, что обеспечивает практически безупречное зажигание, а также высокое качество начального участка шва;
- режим форсирования тока короткого замыкания. В зависимости от типа покрытия электрода и пространственного положения сварного шва обеспечивается с одной стороны, малое разбрызгивание, а с другой – энергичный перенос капли без прилипания электрода к ванне, что особенно важно при сварке вертикальных и потолочных швов;
- функцию защиты от прилипания, которая ограничивает ток длительного короткого замыкания, благодаря чему снижается прочность прилипания электрода к детали, предупреждается отслоение покрытия электрода и облегчается повторное зажигание;
- ограничение напряжения холостого хода безопасной величиной 12В;
При механизированной сварке обеспечивается:
- плавная, в том числе дистанционная, настройка сварочного напряжения;
- оптимизация динамических параметров при сварке с короткими замыканиями, снижающая разбрызгивание;
- возможность подключения и работы с различными типами подающих механизмов, в том числе предназначенных для сварки в монтажных условиях самозащитной порошковой проволокой.
Номинальный сварочный ток, А (при ПН-100%) | 315 | ||
Номинальное напряжение дуги, В | 32 | 29 | 22 |
Пределы регулирования сварочного тока, А | 30 – 350 | 50 – 350 | 30 – 350 |
Пределы регулирования рабочего напряжения, В | 21 – 34 | 15 – 32 | 11 – 24 |
Коэффициент наклона внешних характеристик, В/А | 0 | ∞ | |
Напряжение холостого хода, В | 12 | 85 | |
Номинальное напряжение питающей сети, В | 380 | ||
Номинальная частота, Гц | 50 | ||
Число фаз питающей сети | 3 | ||
Потребляемая мощность, кВА | 23 | ||
Габаритные размеры, мм | 710 х 670 х 750 | ||
Масса, кг | 182 | ||
red-weld.ru
|
Напряжение питающей сети, В |
3х380(+-5%) |
|
Частота сети, Гц > |
50 |
|
ПН, % при максимальном сварочном токе |
60 |
|
Напряжение холостого хода, В, не более |
18 |
|
Пределы регулирования скорости |
0-12 |
|
Пределы регулирования сварочного |
40-315 |
|
Пределы регулирования сварочного |
50-315 |
|
Пределы регулирования рабочего |
17-32 |
|
Пределы регулирования рабочего |
70 |
|
Потребляемая мощность, кВА, не более |
26 |
|
Диаметр сварочной проволоки, мм |
0,8-1,4 |
|
Габаритные размеры источника, мм, не более |
750x440x800 |
|
Габаритные размеры механизма |
550х200х280 |
|
Масса источника, кг, не более |
145 |
|
Масса механизма подачи, кг, не более |
11 |
|
Номинальный сварочный ток, А, |
315 |
svarka-rti.com.ua
Изучение универсального сварочного выпрямителя, страница 3
Блок – схема выпрямителя приведена на рис. 1. В основной силовой цепи энергия сети подается через контактор КМ1 на понижающий трансформатор Т, затем на тиристорный блок VS, далее на дроссель L и, наконец, в дугу. Параллельно основной цепи подключена цепь высоковольтной подпитки, состоящая из контактора КМ2 , выпрямительного блока на неуправляемых вентилях VD и балластного резистора R.
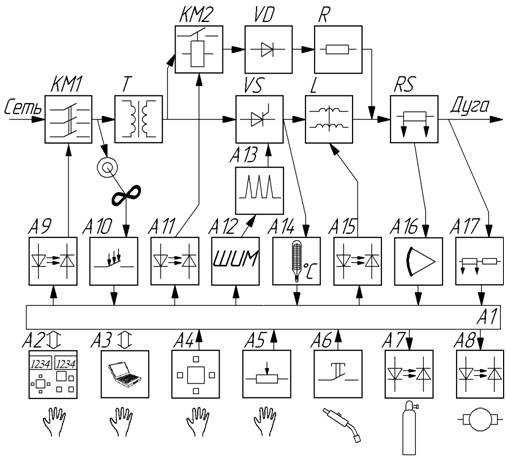
Рис. 1. Блок-схема универсального выпрямителя ВДУ-306 МТ
Автоматический регулятор имеет в качестве основы микроконтроллер A1. Внешнее программирование регулятора при его настройке осуществляется от компьютера через порт А3. В процессе эксплуатации задание сварочного тока, напряжения и других параметров производится с панели управления и индикации А2 на передней стенке выпрямителя, или с цифрового пульта дистанционного управления А4, или с аналогового пульта дистанционного управления А5. Запуск на сварку выполняется прикосновением электрода к детали или нажатием на кнопку А6 на горелке. Сигнал обратной связи по току снимается с шунта RS и преобразуется усилителем А16. Сигнал обратной связи по напряжению понижается делителем А17. После сравнения сигнала задания с сигналами обратной связи регулятор А1 вырабатывает сигнал управления, который через широтно-импульсный модулятор (ШИМ) А12 и формирователь импульсов А13 подается на управляющие электроды тиристоров VS. В регулятор также подаются сигнал ветрового реле А10, контролирующего работу вентилятора М, и сигналы от термодатчиков А14, измеряющих температуру тиристоров. В случае любого нарушения регулятор через оптоэлектронную развязку А9отключает пускатель КМ1. С помощью еще двух развязок А11 и А15 регулятор управляет включением пускателя КМ2 высоковольтной подпитки и обмотки управления дросселя L. С помощью развязок А7 и А8 регулятор может управлять работой газового клапана и привода подачи проволоки.
Принцип фазового управления рассмотрим на упрощенной схеме трехфазного мостового выпрямления (рис. 2,а). В начальный момент Θ0 (рис. 2,б) ток пропускают вентили V5 и V6 (показано тонкой линией на рис. 2,а). Это объясняется тем, что анод V5 соединен со вторичной обмоткой С, имеющей сейчас наибольший положительный потенциал u2с, а катод V6 соединен с обмоткой В, у которой наибольший отрицательный потенциал u2в. Остальные вентили ток не пропускают. В диодном выпрямителе коммутация тока с вентиля V5 на V1 возникла бы при Θ1 = 30°, когда напряжение обмотки А стало выше, чем у обмотки C (u2а > u2c). Однако для тиристорного выпрямителя в этот момент выполнено только первое условие отпирания вентиля V1 – потенциал его анода стал максимальным положительным среди вентилей катодной группы V1, V3, V5. Отпирание же вентиля V1 произойдет позже – лишь при выполнении второго условия, т.е. в момент подачи от системы управления сигнала на управляющий электрод этого тиристора. А до этих пор в катодной группе будет работать обмотка С и соединенный с ней вентиль V5, хотя потенциал его анода ниже, чем у вентиля V1.
vunivere.ru
Общие сведения Выпрямитель тиристорный типа ВДУ-306 У3.1 с универсальными
внешними характеристиками предназначен как для ручной дуговой сварки,
так и для механизированной сварки в среде углекислого газа в составе
полуавтомата, в том числе в вертикальном положении методом
“сверху-вниз” малоуглеродистых и низколегированных сталей. Может
применяться для механизированной сварки легированных и нержавеющих
сталей в среде аргона, а также для работы со сварочными роботами и
манипуляторами. Структура условного обозначения ВДУ-306 У3.1: Условия эксплуатации В закрытых помещениях с естественной вентиляцией. Нормативно-технический документ ТУ 16-92 ЕВГИ.435311.128 ТУ Технические характеристики Выпрямитель имеет три внешние характеристики: жесткие (ЖХ),
комбинированные (КХ) и падающие (ПХ). Конструкция и принцип действия Общий вид и габаритные размеры выпрямителя приведены на рисунке. Рисунок   Общий вид и габаритные размеры (максимальные) выпрямителя типа ВДУ-306 У3.1   На передней панели выпрямителя расположены: панель управления; два разъема “+” и “-” для подсоединения сварочных кабелей. Заземление одного из кабелей производится с помощью шины, расположенной с обратной стороны разъема; разъем цепи “~36 В” подогревателя газа; разъем для подключения блока управления полуавтомата и пульта дистанционного управления; лампа контроля включения напряжения сети.   С задней стороны выпрямителя находятся болт заземления, разъем для подключения питающей сети, автоматический выключатель для подачи силового напряжения.   Плавное регулирование сварочного напряжения осуществляется резистором на панели управления (местное регулирование) или с полуавтомата (дистанционное регулирование).   Внутри выпрямителя расположены: блок силовых тиристоров; силовой трансформатор; блок подпитки; двухобмоточный дроссель сварочной цепи; электродвигатель с вентилятором для принудительного охлаждения силовых элементов выпрямителя; реле; блок питания цепей управления выпрямителя и полуавтомата; блок питания цепей выпрямителя; блок формирования напряжения управления; блок формирования импульсов управления; блок защиты силовых тиристоров от перенапряжений; измерительный шунт тока сварочной цепи.   Вентиляция силовых элементов выпрямителя принудительная воздушная. Направление воздушного потока должно соответствовать маркировке на задней стенке. При вращении вентилятора в противоположном направлении необходимо поменять местами два любых провода питающей сети.   Для поддержания сварочного тока при малых углах открытия силовых тиристоров в схему введен узел подпитки. Узел в виде трехфазного двухтактного моста из тиристоров и диодов подсоединяется параллельно силовому выпрямительному блоку на выход выпрямителя через балластные резисторы. Тиристоры служат для автоматического включения и отключения узла подпитки одновременно с напряжением сварки.   Дроссель имеет рабочие и вспомогательные обмотки. В цепь вспомогательных обмоток включены тиристоры.   При работе на ПХ переключателем подсоединяются управляющие электроды тиристоров с их катодами. Тиристоры постоянно закрыты. Вспомогательные обмотки дросселя отключены.   При работе на КХ и ЖХ на управляющие электроды тиристоров постоянно подано напряжение от выпрямителей. Поэтому тиристоры открываются анодным напряжением и работают как диоды.   Наводимая во вспомогательных обмотках дросселя ЭДС и протекающий по ним ток обеспечивают автоматическое уменьшение индуктивности дросселя при работе выпрямителя на малых режимах и получение дополнительных пиков тока, что дает возможность производить сварку электродной проволокой диаметром 1,2 мм на малых токах.   Измерительный шунт служит для подключения амперметра, а также датчиком тока для получения сигнала обратной связи по току в системе автоматического управления и регулирования выпрямителя.   На лицевой панели блока управления установлены:   кнопки включения и отключения двигателя вентилятора;   переключатель предварительной установки напряжения сварки, имеющей среднее фиксированное положение;   переключатель включения напряжения сварки, снабженный механизмом возврата в исходное положение;   переключатель выбора внешних характеристик;   переключатель выбора способа управления, имеющий два положения: “Местное” и “Дистанционное”;   резистор – регулятор напряжения – тока сварки. Положение регулятора контролируется индикатором на рукоятке и условной шкалой от 0 до 10;   амперметр и вольтметр для контроля режима сварки.   Платы управления соединяются с силовой частью с помощью разъемов.   Контактом реле подключаются цепи питания оконечных каскадов усилителей импульсов управления силовых тиристоров.   Управление тиристорами осуществляется по “вертикальному” принципу. Для управления шестью тиристорами, включенными в мостовую схему, создана шестиканальная система. Каналы управления трех тиристоров с раздельными катодами имеют гальваническую развязку. Каналы управления трех тиристоров с общими катодами – без нее. Для гальванической развязки применены оптронные транзисторы.   Каждый канал состоит из:   датчика синусоидальных вспомогательных напряжений, синхронизированных с напряжением питающей сети. Датчик представляет собой вторичные обмотки трансформатора блока питания, соединенные в шестифазную звезду. Угол сдвига между напряжениями каждой последующей обмотки 60 эл. град;   детектора импульсов, который в свою очередь состоит из: стабилитрона, срезающего отрицательную полуволну синусоидального напряжения (НС) и одновременно ограничивающего уровень напряжения, поступающего на входы логических элементов, а также емкостного фильтра и логического элемента И-НЕ, преобразующего положительную полуволну напряжения НС в “нулевой” импульс;   блока формирования импульсов управления тиристорами, построенного на логическом элементе “И”;   оптронной гальванической развязки – только в трех каналах, где тиристоры не имеют общего соединения катодов;   оконечного транзисторного каскада усиления импульсов управления тиристорами. Нагрузкой транзисторов являются управляющие электроды тиристоров. В комплект поставки входят: сварочный выпрямитель, лампа 24 В, плавкие вставки 2 А – 3 шт., 4 А; вставка ВМ* – 2 шт., разъем ШРУО, щиток сварщика**, электродержатель**, газовый редуктор**, газовый шланг.   * При поставке с полуавтоматом вставки устанавливают на сварочных кабелях.   ** Поставляются по отдельному договору. Центр комплектации «СпецТехноРесурс» |
laborant.ru