Вертикальная сварка электродом: Вертикальный шов дуговой сваркой: обзор техник и методов
alexxlab | 02.07.2023 | 0 | Разное
Вертикальный шов дуговой сваркой: обзор техник и методов
Из этого материала вы узнаете:
- Нюансы вертикальной сварки
- 2 метода создания вертикального шва дуговой сваркой
- 3 приема по созданию вертикального шва дуговой сваркой
- Возможные дефекты вертикального шва дуговой сварки
- Рекомендации по сварке вертикального шва
Вертикальный шов дуговой сваркой является довольно сложным приемом, который частенько ставит в тупик начинающих сварщиков. Главная проблема заключается в том, что расплавленный металл течет вниз, создавая тем самым барьер для продвижения основного шва. Из-за наличия электродных шлаков место соединения получается некачественным, и работа идет насмарку.
Однако есть способы этого избежать. Естественно, что без практики нельзя научиться и лучше довериться специалистам. Но если есть желание все сделать самому, то знание правил сварки вертикальных швов значительно упростит процесс.
Нюансы вертикальной сварки
У сварки вертикального шва ручной дуговой сваркой есть достаточно много тонкостей, о которых необходимо знать начинающему специалисту:
- Нагрев металла приводит к образованию скатывающихся вниз капель. Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.
- Чтобы капля не мешала, ей нужно позволить затвердеть, отводя стержень в сторону. Без постоянной поддержки температуры металл быстро кристаллизуется.
- Вертикальные швы лучше выполнять при помощи короткой дуги, так как за счет поверхностного натяжения облегчается переход электрода в кратер.
- В верхней зоне расплавление металла обычно происходит быстрее, а кристаллизация ускоряется в области стыков.

- На качество шва влияет верный выбор силы тока. Обычно этот показатель делают ниже, чем при осуществлении других видов сварочных работ.
- Может применяться точечная сварка, но нужно понимать, что она дает низкое качество крепления элементов.
Осуществление вертикальной сварки, как правило, является непростой задачей для неопытных специалистов. Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
Рекомендуем статьи по металлообработке
- Чертежи для лазерной резки – залог качественного изделия
- Резка отверстий в металле: обзор основных способов
При использовании данного метода добротное соединение получится только при условии точного следования всем существующим правилам и рекомендациям.
2 метода создания вертикального шва дуговой сваркой
Главная сложность, с которой сталкивается любой начинающий специалист при выполнении вертикального шва дуговой сваркой, связана с формой самого соединения. Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Поэтому основная задача специалиста состоит в том, чтобы не только сделать шов, но и удержать расплавленную массу в рабочей области. Для этого необходима стабильность, иными словами, важно обеспечить постоянную электрическую дугу, которую удерживают на наименьшем допустимом расстоянии между ванной и электродом.
1. Сварка снизу вверх.
Данный способ используется чаще всего и предполагает, что работа ведется от нижней части стыка к верхней. В результате сварщик может контролировать расплав, ведь его легче удерживать в ванне. Тогда получается качественный и надежный шов.
Тогда получается качественный и надежный шов.
Но прежде чем приступать к сварке, важно подготовить кромки соединяемых элементов – для этого их обрабатывают абразивом. Далее настраивается оборудование, выставляются основные показатели, такие как сопротивление, сила тока, подбирается электрод.
После чего по всему стыку необходимо сделать прихваты длиной 1-2 см. За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры. В процессе создания вертикального шва дуговой сваркой между электродом и рабочей поверхностью важно держать угол, равный 45–90°.
По инструкции сварщик должен выполнить следующие действия:
- Подсоединить электрод к металлу, обеспечивая образование дуги.
- Сделать прихватки, начиная от середины и двигаясь к краям. Они должны находиться друг от друга примерно на одинаковом расстоянии, их точное число варьируется в зависимости от размеров будущего соединения.

- Сформировать шов, двигаясь снизу вверх.
- Не позволять расплаву вытекать за пределы рабочей ванны.
Перемещение электрода не должно происходить слишком быстро, поскольку на большой скорости исключается хороший прогрев заготовок. Однако медленная работа чревата тем, что будет собираться очень большой объем расплава, стекающего по металлу. Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне.
Помимо поступательного движения электрода снизу вверх, совершаются также поперечные движения. Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.
Еще одно важное правило работы с вертикальными швами: стык проходят, не останавливаясь. Это представляет главную сложность для молодых специалистов. Но со временем они нарабатывают необходимые навыки, и такая разновидность сварки больше не вызывает прежних трудностей.
2. Сварка сверху вниз.
Данный способ создания вертикального шва дуговой сваркой тоже активно используется сварщиками, однако для его применения важно знать об одном нюансе, так как в противном случае выполнение такой работы окажется очень проблематичным. При поджиге дуги важно, чтобы электрод располагался под прямым углом к рабочей поверхности. После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
Проводка электрода по стыку предполагает также поперечные движения. Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
3 приема по созданию вертикального шва дуговой сваркой
Как варить вертикальный шов дуговой сваркой? Есть три техники, выбор зависит от ширины зазора, толщины металла, притупления кромок.
- «Треугольник».
В его основе лежит наиболее распространенная методика сварки снизу вверх. В этом случае жидкий металл попадает на застывающий слой, закрывая валик и не пуская другие капли на дорожку.
Данный способ дуговой сварки может использоваться при наложении вертикального шва между элементами толщиной до 2 мм и наличии небольшого зазора. Чтобы добиться прочного скрепления, притупление кромок должно быть в пределах 1-2 мм.
Еще одна тонкость – в процессе работы важно, чтобы ванна оставалась под углом. Именно этим объясняется название способа. Нужный угол создается за счет следующих манипуляций:
- сначала формируют полочку;
- поднимают по стенке сварочную дугу к зазору, при этом кромки притупляются благодаря плавлению;
- спуск осуществляется по правой стенке;
- переходят на левую стенку – шов формируется именно здесь.

Также существует ряд других рекомендации относительно формирования вертикального шва дуговой сваркой способом «Треугольник». Практика показывает, что диаметр электрода должен быть 3 мм, сила электрического тока – 90–100 А. До завершения работы над швом электрод движется по указанной траектории.
Такой способ очень удобен, если требуется выполнить вертикальный шов, находящийся в углу.
- «Елочка».
Концом электрода совершают сложные движения: его направляют из глубины, проплавляют поверхность кромки. Потом поворачивают внутрь, проплавляют вторую кромку, после чего процедуру проводят снова на небольшой высоте.
Сварка елочкой может использоваться, когда зазор между заготовками равен 2-3 мм, есть притупление кромок. Такой способ обеспечивает малое сечение валика.
Технология такова:
- Движение идет от зазора по кромке. К последней нужно прижимать электрод, подавать его к себе при прохождении всей толщины изделия.

- После подъема электрод возвращают к зазору способом «от себя».
- После поплавки переходят на другую кромку и дублируют описанные действия.
- Операции повторяют до получения готового вертикального шва дуговой сваркой.
При этом используют короткую дугу. В целом, данная технология отличается от других тем, что обеспечивает равномерное нанесение сварочного материала на всем зазоре.
Сварщик должен следить, чтобы на кромке шва не формировались подрезы, подтеки металла. Важно избегать чрезмерного наплавления кромок. Рекомендуется вести работу непрерывно, единственной допустимой паузой считается замена электрода. В результате получается вертикальный шов, который по форме напоминает елку.
- «Лестница».
Данный подход к созданию вертикального шва дуговой сваркой позволяет справиться со значительным зазором (более 2 мм) между свариваемыми заготовками. Метод подходит при отсутствии или незначительном притуплении кромок.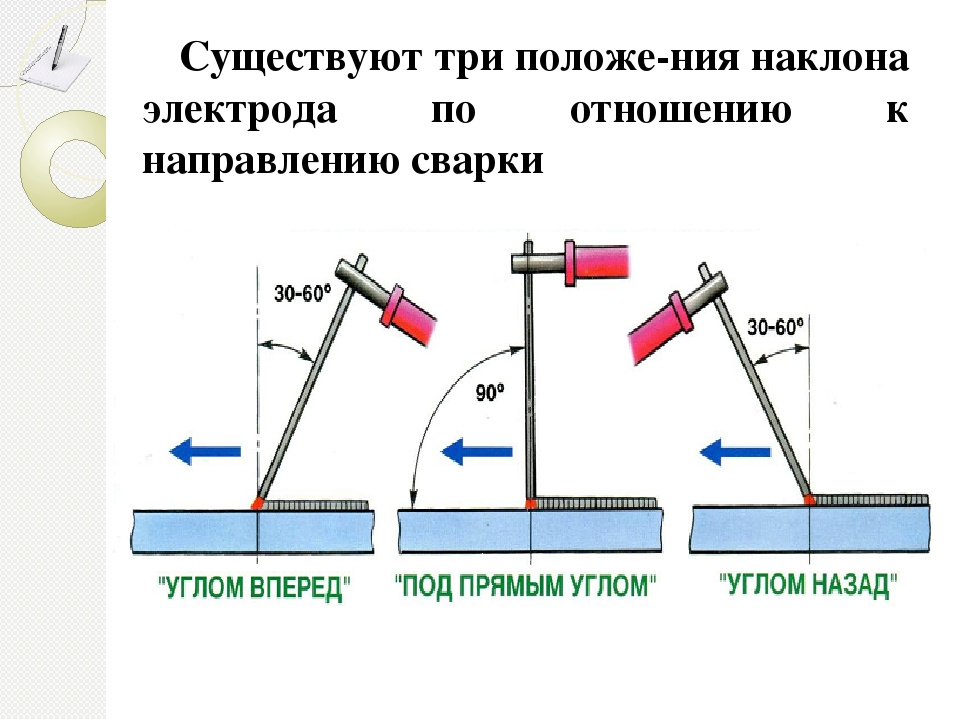
Получить неплохой вертикальный шов способом «Лестница» несложно. Электрод перемещают по зигзагу между кромками, при этом соблюдают постоянную небольшую величину подъема. Шов формируется за счет короткой дуги. Диаметр электрода – 3 мм, сила тока – в пределах 80–100 А. По аналогии с методом «Елочка», работа должна идти без остановок.
Главное отличие технологии в том, что электрод задерживают на кромке в течение продолжительного времени, после чего быстро перемещают на другую кромку. За счет «лесенки» формируют «легкий» валик с небольшим сечением. Поскольку этот способ сварки достаточно прост, с ним могут справиться и начинающие специалисты.
Возможные дефекты вертикального шва дуговой сварки
Ошибки при выполнении работ влекут за собой такие дефекты:
- Непровар.
Так называют полости воздуха в стыке, из-за которых получается недостаточно надежное соединение. Данная проблема может возникать при использовании слишком маленькой силы тока либо при очень быстром перемещении электрода.
Данная проблема может возникать при использовании слишком маленькой силы тока либо при очень быстром перемещении электрода.
- Подрез.
Это канавка, которая образуется при наличии широкой сварной ванны. Дело в том, что в таком случае металл прогревается на большое расстояние, капля расплава сходит вниз, а на месте появляется полость. Предотвратить такой дефект позволяет уменьшение электродуги.
- Прожог.
Прожог чаще всего допускают новички, когда хотят увеличить подачу тока при формировании вертикального шва дуговой сваркой. В результате образуется полость. Чтобы такого не случилось, важно обеспечить плавное движение электрода без продолжительных остановок на одном месте.
- Поры и наплывы.
Речь идет о неровностях, которые возникают из-за того, что на разных участках вертикального шва кристаллизация протекала с разной скоростью. Причина – в ошибке при выборе технологии сварки или использовании некачественных электродов, а также простом сквозняке.
Причина – в ошибке при выборе технологии сварки или использовании некачественных электродов, а также простом сквозняке.
- Трещины.
Это главный признак того, что соединение не выдерживает оказанные нагрузки и сварку нужно повторить.
Рекомендации по сварке вертикального шва
Грамотное формирование вертикальных швов считается среди сварщиков достаточно трудной задачей. Чтобы выполнить ее, необходимо хорошо знать теоретические основы работы и иметь навыки правильной работы с вертикальным швом.
При наложении вертикального шва дуговой сваркой обязательно выполнение таких правил:
- При поджоге электрода он должен находиться перпендикулярно свариваемому изделию.
- Чем короче дуга, тем выше скорость кристаллизации металла. Это позволяет избежать подтеков, негативно отражающихся на виде шва.
- Наклон электрода защищает от стекания капель при формировании дорожки.

- Подтекание металла устраняют за счет увеличения ширины шва, силы тока.
- Двигаться лучше снизу, в противном случае шов получится недостаточно высокого качества. Немного исправить ситуацию можно при помощи плавного перемещения электрода.
- Перед работой с тонким металлом пластины следует тщательно очистить. Лучше проводить точечное сваривание во избежание прожога листов малой толщины.
При соединении толстых изделий вертикальным швом дуговой сваркой рекомендуется выбирать многопроходный способ и делать больше одного слоя сварки. При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
Вертикальные швы получаются высокого качества, если в процессе подготовки к сварке была учтена толщина деталей, а также выбран подходящий способ. В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.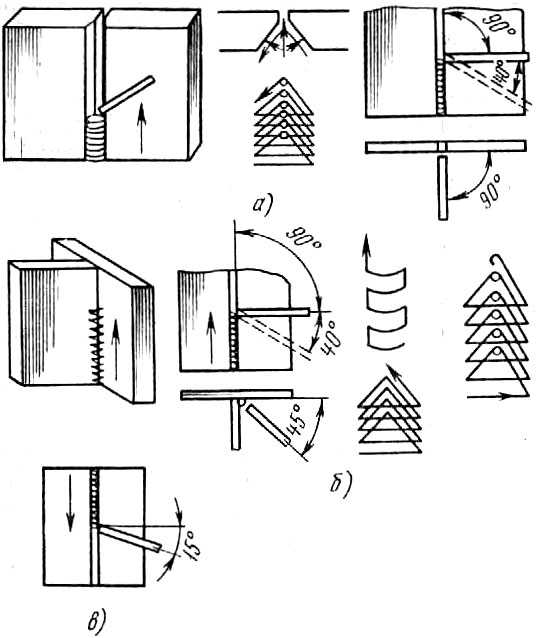
как правильно варить электродом, полуавтоматом и другие технологии
Содержание:
- Способы сварки
- Варианты движения
- Различные технологии
- Советы
- Интересное видео
Одним из признаков при классификации сварных швов является их положение в пространстве. Нередко в конструкциях необходимо выполнение вертикальных швов, что не является самым простым вариантом. При его выполнении не так легко, как при сварке горизонтально расположенных швов, осуществлять контроль состояния сварной ванны, что оказывает влияние на качество соединения.
Особенность сварки вертикальных швов заключается в стекании вниз расплавленного металла под действием силы тяжести собственного веса во время сварочного процесса. Это создает трудность продолжения шва, поскольку при застывании образуется преграда, содержащая шлаки от электрода. Чтобы разобраться, как правильно варить вертикальный шов сваркой, необходимы теоретические знания и практический навык.
Чтобы разобраться, как правильно варить вертикальный шов сваркой, необходимы теоретические знания и практический навык.
Способы сварки
Сварку в вертикальном положении можно осуществлять различными методами. Наиболее популярны электрошлаковый и электродуговой.
Электрошлаковый способ
Электрошлаковый метод позволяет сваривать детали любой толщины. Независимо от размера поперечного сечения шва он осуществляется за один проход. Благодаря этому происходит экономия затрат на электроэнергию и уменьшение потребности в расходных материалах. Значительно увеличивается производительность работ.
Между кромками и металлом образуется ванна, в которой находится жидкий шлак. Электрод погружают в шлаковую ванну. Проходящий через ванну ток нагревает ее до такой высокой температуры, что кромки и кончик электрода начинают плавиться. Результатом расплава является появление сварочной ванны и начала образования сварного соединения.
По мере того, как шов будет остывать, сварная ванна с электродом будет подниматься вверх. За проход можно осуществить сварку вертикального шва различной толщины. Шлак, находящийся в жидком состоянии, обладает более легким весом. Поскольку его местоположение сверху, происходит защита шва от неблагоприятного влияния на него кислорода в воздухе. При окончании сварки ставший твердым шлак удаляют постукиванием. Вертикальный шов, сварка которого произошла электрошлаковым методом, получается качественным.
За проход можно осуществить сварку вертикального шва различной толщины. Шлак, находящийся в жидком состоянии, обладает более легким весом. Поскольку его местоположение сверху, происходит защита шва от неблагоприятного влияния на него кислорода в воздухе. При окончании сварки ставший твердым шлак удаляют постукиванием. Вертикальный шов, сварка которого произошла электрошлаковым методом, получается качественным.
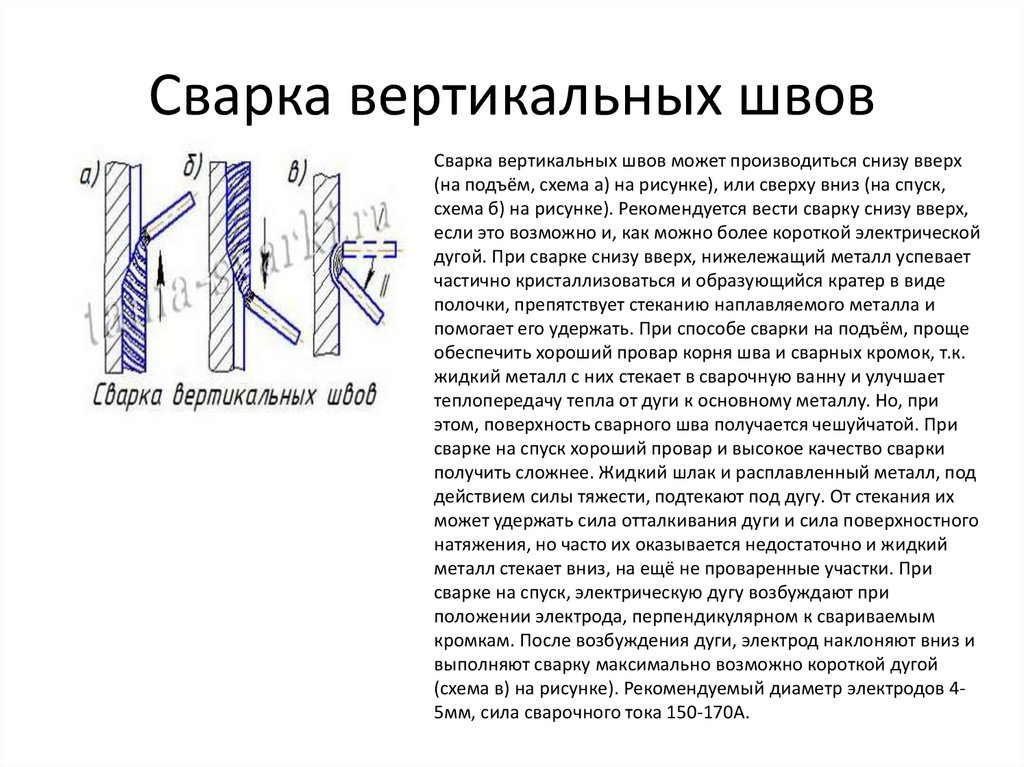
Когда осуществляется вертикальный шов электродуговой сваркой, то жидкий металл стекается вниз, подчиняясь закону гравитации. Капельный путь – это способ перехода жидкого сплава в сварочную ванну. Сварка вертикального шва ручной дуговой сваркой предполагает применение короткой дуги для того, чтобы капельки перетекали плавно, а не отрывались.
Перед тем, как варить вертикальный шов дуговой сваркой или другим методом требуется подготовка свариваемых частей. Кромки деталей разделывают по-разному в зависимости от способа их соединения и поперечного размера свариваемых металлов. Детали фиксируют с помощью специальных приспособлений. Чтобы предотвратить деформации используют прихватки – поперечные швы, расположенные на расстоянии между собой.
Детали фиксируют с помощью специальных приспособлений. Чтобы предотвратить деформации используют прихватки – поперечные швы, расположенные на расстоянии между собой.
Полуавтомат
Более удобным способом создать вертикальный шов можно полуавтоматом сваркой. Основой работы аппарата полуавтомата является подача тока на горелку вместе с защитным газом. Роль электрода при этом способе исполняет проволочка, которая подается на место сварки в автоматическом режиме. Образование электрической дуги происходит между ней и свариваемыми деталями. Расплавление металла осуществляется под защитой газа, что предупреждает появление окислов.
Большое значение для получения высококачественного вертикального шва с помощью полуавтомата имеет величина силы тока. При правильном выборе шов получится ровный и без обрывов. Выбор оптимальной силы тока зависит от поперечного размера деталей. Скорость процесса сварки пропорциональна скорости подачи проволоки, регулировка которой осуществляется с помощью специального механизма. Оптимальным диаметром электрода для этого вида сварки является 0,8 мм.
Оптимальным диаметром электрода для этого вида сварки является 0,8 мм.
При сваривании тонких листов возможно его уменьшение, чтобы избежать затухания дуги. Защитный газ продается в специальных баллонах, оснащенных редуктором с манометром для контроля давления. Для качественной сварки вертикального шва должно быть установлено давление 0,2 атмосферы.
Перед тем, как начать сварку, устанавливается значение расстояния, с которого проволока выступает из сопла. Эта величина должна быть не свыше 5 мм. Прежде, чем начать сваривание, следует позаботиться о неподвижности деталей друг относительно друга. Это обеспечивает сварка полуавтоматом точками.
Скрепление деталей производится не менее, чем в двух местах. Когда сваривание производится нахлестом, то детали скрепляются струбцинами. Если в начале сварки не будет зажигаться дуга, то силу тока увеличивают. Сварка вертикальных швов полуавтоматом является удобным и надежным способом.
Инвертор
При намерении выполнить вертикальный шов более современным методом имеет смысл выбрать инвертор. Он пришел на смену устаревшим трансформаторам, тяжелым и сложным при эксплуатации. Инвертор обладает небольшим весом. Преимуществом является и то, что при использовании инвертора брызг металла получается гораздо меньше. Сварка вертикальных швов инвертором происходит при помощи электрического разряда. К достоинствам прибора относится малая чувствительность к перепадам напряжения.
Он пришел на смену устаревшим трансформаторам, тяжелым и сложным при эксплуатации. Инвертор обладает небольшим весом. Преимуществом является и то, что при использовании инвертора брызг металла получается гораздо меньше. Сварка вертикальных швов инвертором происходит при помощи электрического разряда. К достоинствам прибора относится малая чувствительность к перепадам напряжения.
Удобство при работе обеспечивают ручки и индикаторы на его корпусе. Включение и выключение инвертора производится тумблером. Ручками на панели выставляются величины напряжения и тока. Имеются индикаторы, на которых появляется информация о питании и перегреве оборудования. Один кабель имеет на конце держатель для электрода, а на втором находится прищепка-зажим для крепления изделия. Питание инвертор получает от электрической сети. Бесперебойную работу обеспечивают аккумуляторные конденсаторы. Потребление электроэнергии находится в зависимости от диаметра электрода.
Принцип работы состоит в том, что металлические части и электрод начинают плавиться под воздействием дуги, что приводит к образованию сварочной ванны. Образовавшийся шлак после охлаждения удаляют постукиванием. Существуют рекомендации, как правильно варить инверторной сваркой вертикальный шов.
Образовавшийся шлак после охлаждения удаляют постукиванием. Существуют рекомендации, как правильно варить инверторной сваркой вертикальный шов.
Работу следует начинать с настойки электрического тока. Его величина зависит от толщины деталей. Затем к свариваемой поверхности подключают клемму массы. Диаметр электрода – 2-5 мм. Металлические детали перед свариванием подготавливают обычным способом.
Варианты движения
Вертикальная сварка в зависимости от направления движения осуществляется способами – снизу вверх или наоборот. Вариант снизу вверх является более простым и удобным. Сварную ванну наверх подталкивает дуга. Она также препятствует ее опусканию вниз.
Начальное расположение сварочной ванны – внизу. Расплавленный металл поступает в нее сверху. Чтобы предупредить расплескивание металла, электрод должен находиться под углом по отношению к вертикальной плоскости, в которой будет располагаться сварной шов. Поскольку его плавящий конец расположен выше другого, установленного в держатель или придерживаемого рукой сварщика, это поддерживает ванну, не давая металлу расплескиваться. Нижние слои кристаллизуются, превращаясь в подставку для следующей ванны. Так происходит вертикальная сварка электродом популярным методом.
Нижние слои кристаллизуются, превращаясь в подставку для следующей ванны. Так происходит вертикальная сварка электродом популярным методом.
При формировании вертикального шва из положения снизу без отрыва дуги электроды перемещают, не меняя направления и без горизонтальных смещений. Наклон электрода находится в пределах 80-90 градусов. Это обеспечит возможность получения плоского шва. Скорость, с которой перемещается электрод, должна быть достаточно большой. Необходим постоянный контроль, как сваривают вертикальные швы. Тогда при вытекании металла с одного края ванны можно перейти к другому края, не прекращая движения наверх.
Также возможно вертикальный сварочный шов делать с отрывом дуги. Это могут взять на вооружение начинающие сварщики. За то время, пока происходит отрыв, температура деталей понижается. Для опоры электрода так же, как и в предыдущем случае, можно использовать полочку кратера.
Еще один способ, как варить вертикальный шов электродом, заключается в перемещении сверху вниз. При этом варианте электрод также располагают концом наверх. Сварочную ванну поддерживают электрод и электрическая дуга.
При этом варианте электрод также располагают концом наверх. Сварочную ванну поддерживают электрод и электрическая дуга.
Сварка сверху вниз является более проблематичной. При применении этого метода стоит трудная задача – опередить расплавление нижнего края сварной ванны, при этом удерживая ее. Поскольку тепло от электрода не поступает, за это время должна произойти кристаллизация верхнего края. При расплескивании жидкого металла следует увеличить ток и скорость движения вниз электрода. Увеличение ширины шва также пойдет на пользу для решения проблемы.
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу – “треугольник”. Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом “треугольника”. Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Хорошо подходит для углового вертикального шва.
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора “на себя”.
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его “на себя”, пройдя всю толщину заготовки;
- совершив небольшой подъем, способом “от себя” вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.

Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода – 3 мм. Ток имеет небольшое значение – 80-100 А. Процесс следует вести не прерываясь.
Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе “лесенкой” является небольшим – получается так называемый “легкий” валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Советы
Сварка швов, расположенных вертикально, считается достаточно трудной для грамотного исполнения. Помочь могут теоретические знания особенности технологии сварки, позволяющие получить качественный вертикальный сварочный шов и как правильно его варить.
Следует соблюдать следующие условия:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.

- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным. Немного поможет плавность перемещения.
- При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.
Вертикальные сварочные швы получатся качественными при учете толщины деталей и выбора подходящей методики. Поскольку вертикальное положение шва вносит дополнительные трудности, большую роль играет надежная фиксация свариваемых деталей.
Интересное видео
Вертикальная сварка стержнем
В этом уроке мы рассмотрим методы вертикальной сварки стержнем.
Вертикальная сварка — это просто сварка соединения под вертикальным углом. Этот угол будет 45 или ниже.
Если вы собираетесь сваривать каркас здания или что-то еще, вы обнаружите, что это очень распространенное положение для сварки.
Плоская и горизонтальная сварка палкой намного проще, чем сварка вертикальной дугой, потому что закон сэра Исаака Ньютона гравитация действует здесь в полную силу.
Расплавленная лужа хочет уйти вниз. Таким образом, вы должны использовать правильный стержень для дуговой сварки. И тип сварочного электрода, который вы хотите использовать, будет сварочным электродом fastfreeze или fillfreeze.
При сварке в вертикальном положении вы будете двигаться вверх или вниз. Технические термины сварки для этого: Вертикально вверх и Вертикально вниз.
Вы можете использовать технику сварки «Вертикально вниз» на более легком металле. Причина этого в том, что более легкий материал не требует глубокого проникновения, и поэтому у вас меньше шансов прожечь его.
Если вы можете сваривать материал, используя технику «Вертикально вниз», вы обнаружите, что это намного быстрее, чем «Вертикально вверх».
Вертикально вверх и Вертикально вниз Настройки тока и методы сварки:
Настройки тока для сварки электродом должны быть ниже, чем при сварке в горизонтальном положении с использованием сварочного электрода того же типа.
Кроме того, при вертикальной сварке вверх вы установите настройки немного выше, чем при сварке вниз того же вертикального материала.
Если вы действительно хотите получить хороший сварной шов, очень важно иметь хороший угол между стержнем и основным материалом.
Здесь Методы сварки для вертикальной сварки электродом:
Сварка вверх: Держите сварочный стержень на девяносто градусов (см.
 рисунок A ниже).
рисунок A ниже).Weave Weave: Используйте колебательные движения вперед и назад, как показано ниже:
Вертикально вниз: наклоните стержень на пятнадцать градусов, но держите дугу вверху направление расплавленного металла:
Если вам нужно создайте плетение сварного шва при вертикальной сварке вниз, вам нужно будет использовать Z-образное плетение вперед и назад движения:
Типы соединений:
Наиболее распространенными типами соединений, которые вы будете сваривать в вертикальном положении с помощью сварочного аппарата, являются тройник, соединение внахлест и встык.
Если вы собираетесь выполнять вертикальный угловой шов в тройнике или внахлестку
, ваш сварочный стержень должен находиться под углом примерно девяносто градусов к материалу. Если он отклонится более чем на пятнадцать градусов, у вас будет не очень хорошая ручка с расплавленным металлом, и, следовательно, у вас не будет очень хорошего сварного шва.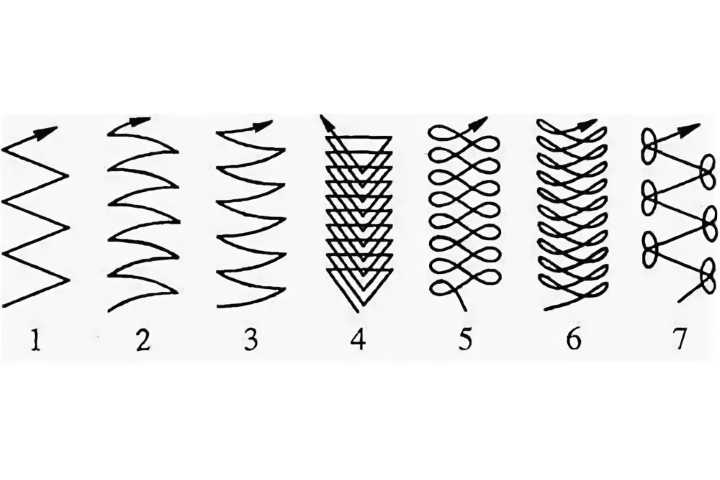
Кроме того, ваша дуга должна быть правильной, чтобы получить качественное проникновение.
Если вы хорошо контролируете расплавленный металл и ваша дуга достаточно короткая, чтобы обеспечить хороший провар, вы получите желаемое плавление. А это значит, что у вас действительно хороший шов.
Техника сварки вертикальных тройниковых соединений:
Вертикальная сварка стержнем тройникового соединения требует сварки снизу вверх:
- Хорошая техника заключается в том, чтобы направлять сварочный стержень в колебательное движение в форме треугольника. См. иллюстрацию A для этого. Однако, если вы сделаете короткую паузу после каждых нескольких треугольников, вы улучшите проникновение и слияние.
- Если вы обнаружите, что присадочный материал сварочного стержня перегревается, извлеките стержень из сварочного кратера, но не прерывайте дугу. См. иллюстрацию B для этой техники. Причина, по которой этот метод работает, заключается в том, что он позволяет расплавленному присадочному металлу затвердевать, но не стекать вниз.
 Затем поднесите сварочный стержень обратно к кратеру сварки, чтобы вы могли сохранить размер сварного шва там, где вы хотите.
Затем поднесите сварочный стержень обратно к кратеру сварки, чтобы вы могли сохранить размер сварного шва там, где вы хотите. - Если для сварки таврового шва
требуется более одного прохода, можно использовать любое из движений, показанных на рисунке 9.0013 на рис. 7-37, виды С и D. Небольшая пауза в конце
переплетения обеспечит сплавление без подреза
краев пластин.
Техника вертикальной сварки внахлестку:
Техника треугольного плетения снова используется для вертикальной сварки внахлестку. См. иллюстрацию E ниже, чтобы увидеть, как это сделать. Это те же методы, что и в примере с тройником выше. Но единственная разница в том, что вы будете наклонять свой стержень в направлении металла, который является G (на иллюстрации E):
- Опять же, ненадолго отложите сварку и следите за тем, чтобы присадочный материал не попал на края плетения, которые вы сделали.
- Если вы выполняете вертикальную сварку стержнем более толстого материала, вам, вероятно, потребуется выполнить два или более прохода (более одного сварного шва).
 В этом случае вам нужно будет очистить свой первый сварной шов и уложить сварные швы так, как это показано на рисунке F ниже.
В этом случае вам нужно будет очистить свой первый сварной шов и уложить сварные швы так, как это показано на рисунке F ниже. - Используйте те же приемы, которые я описал в разделе о тройниках, чтобы предотвратить возможные проблемы.
Техника вертикальной стыковой сварки:
Нет никакой разницы в способах подготовки стыкового соединения в вертикальном или плоском положении, поэтому подготовьте кромки и материал одинаково.
Как и во всех сварочных процедурах, вашей целью является получение качественного сварного шва. А для этого вам нужно иметь отличное проникновение и плавление присадочного материала и стенок вашего металла. Вы также хотите избежать любого потенциального подрезания сторон вашего металла.
В дополнение к методам, описанным выше, вы поможете своему делу, контролируя свою дугу и сохраняя ее короткой.
Вы можете сварить стыковое соединение до 0,25 дюйма за один проход (один сварной шов), если вы используете технику сварки треугольным плетением, как показано на рисунке A ниже.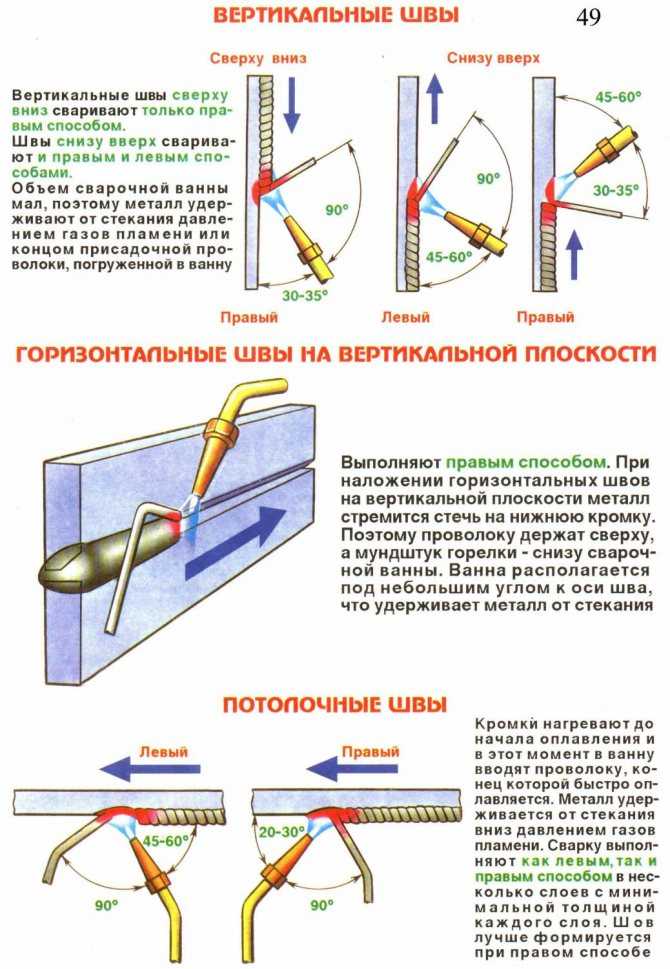
5-дюймовый материал или толще вам нужно будет сделать несколько проходов (более одной или двух бисерин). См. иллюстрацию B ниже.
Ваш последний проход должен быть больше похож на полукруг и похож на переплетение, но на краю сварного шва вы хлестать’, ‘хлестать хорошенько!’ Извините, я не мог удержаться от ссылки на Devo… в любом случае, вы поднимете свой стержень и на короткое время остановите сварку на краю сварного шва, чтобы получить качественный, но более широкий шов по сравнению с предыдущими проходами, и вы Таким образом, вы избежите любого потенциального подреза вашего металла.
Как сваривать вертикально вверх
Существует несколько различных положений, в которых можно сваривать
в: плоские, горизонтальные, накладные и вертикальные. Большинство сварочных работ выполняется в квартире
позицию, потому что это проще всего, но иногда у вас не будет выбора. Если
металл, который вы свариваете, уже торчал в воздухе вертикально,
вот как вам придется сварить его.
Несколько применений, требующих вертикальной сварки вверх включают структурные сварные швы на зданиях и сварку труб. Много таких сварных швов будет делаться на толстом, тяжелом металле, который нельзя просто так положить и сдвинуть позже.
Благодаря гравитации это одна из самых сложных позиций, которые вы можете свариться, но это отличный навык. Хотя может быть сложно учиться, есть хитрость, позволяющая каждый раз совершенствовать вертикальный сварной шов вверх, будь то MIG, TIG или палка.
Сварка Вверх с МИГ
В целом, сварка MIG вертикально вверх выполняется почти так же. как стандартная сварка MIG, с просто небольшие изменения. Чтобы получить хороший проплавляющий вертикальный шов вверх, все, что вам нужно нужно сделать, это уменьшить настройки и сделать треугольники. Не уверен, что это означает? Давайте объясним.
Правильные настройки Когда вы свариваете вверх, вы боретесь с
сила тяжести. Это означает, что если ваша сварочная ванна слишком жидкая, вы не сможете
чтобы правильно его контролировать. Вы обнаружите, что большая часть этого в конечном итоге капает или падает
вне сустава.
Вы обнаружите, что большая часть этого в конечном итоге капает или падает
вне сустава.
Вот почему уменьшение настроек — это первый шаг к получить хороший вертикальный шов. Они не должны быть очень низкими; ты все еще хочешь чтобы получить достаточно тепла в металле, чтобы проникнуть в него. Какие бы настройки вы обычно использовать для сварки вниз рукой, мы рекомендуем уменьшить ваши вольты примерно на 3 или 4 и скорость подачи проволоки примерно на 5 или 6.
Вот пример: скажем, вы свариваете 6-миллиметровую сталь с проволока. Для стандартного сварного шва, лежащего на столе, ваши настройки должны быть около 23 В (вольт) и 12 м/мин (скорость проволоки). Если вы хотите сварить вертикально вверх на того же металла, вы бы сбросили настройки, чтобы выглядеть больше как 19-20В и 6-7м/мин.
После того, как вы настроили параметры так, чтобы ваш сварной шов не выпадение, второй шаг – ваша техника. Вот откуда треугольники дюймов
Изготовление треугольников Техника треугольника — это именно то, на что она похожа. Ты
хотите переместить свой факел таким образом, чтобы это выглядело так, как будто вы рисуете
треугольники. Используя технику треугольника, вы можете сохранять контроль над своим
сварочной ванны и получить надлежащее проникновение в соединение.
Ты
хотите переместить свой факел таким образом, чтобы это выглядело так, как будто вы рисуете
треугольники. Используя технику треугольника, вы можете сохранять контроль над своим
сварочной ванны и получить надлежащее проникновение в соединение.
Перемещение факела в форме треугольника также поможет распространять тепло. Вместо того, чтобы быть сосредоточенным в одном месте, тепло постоянно перемещались по суставу, поддерживая общую температуру на низком уровне.
Итак, как именно вы это делаете? Что касается вертикали вверх, вы не хотите начинать в середине сустава. Вы хотите начать свой дуга наклонена в одну сторону. Независимо от того, выполняете ли вы сварку встык или угловой шов, у вас будет левая часть и правая часть металла.
Неважно, с какой из них вы начнете. Скажем, вы
начните сварку слева. Первый шаг — переместить фонарик слева направо.
право, идя прямо над суставом. Вы хотите построить базу для начала
прежде чем перейти к остальной части движения треугольника.
После того, как у вас есть основа, следующим шагом будет приваривание по диагонали к стыку. Ваш резак должен двигаться с правой стороны вверх в центр сустава. Затем сварите по диагонали вниз чуть выше места начала сварки. Все движение выглядит как треугольник. Это первый треугольник. Теперь можно просто повторить шаги: прямо, по диагонали вверх, по диагонали вниз.
Держите горелку в стыке как можно плотнее, и вы иметь возможность контролировать сварочную ванну, направляя ее туда, куда нужно быть.
Чтобы получить наилучший результат, ненадолго останавливайтесь по бокам и пробивка посередине поможет с проплавлением и сварным швом. сустав более плоский.
Перевернутая V-образная техникаТехника треугольника не единственная, которую можно использовать сваривать вертикально вверх. Также есть перевернутая буква V. Она выглядит и работает именно так. как следует из названия, и принцип тот же, что и треугольники.
Три точки V заставят вас мочиться в обе
стороны и пробивая в середину.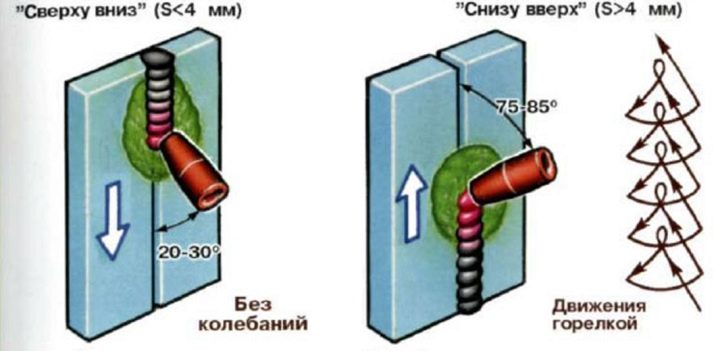
По большей части все вертикальные техники направлены на то же самое: держите сварочную ванну в стыке и пробивайте углы и корень.
После завершения запуска root вам не нужно будет использовать техника треугольника (или любая другая) на втором или третьем (или больше) подходе. Твой второй и третий проходы должны быть сделаны для усиления или закрытия сварного шва, поэтому все что манипуляции с горелкой не нужны.
Достаточно небольшого переплетения с паузами по краям, чтобы все смешалось вместе. Если вы не остановитесь на краях, вы рискуете получить подрез сварного шва. Подрез – дефект сварного шва, который необходимо исправить. Держите края связанными, и вы получите профессионально выглядящий вертикальный шов.
Сварка Up With STICK
Так же, как и при сварке MIG, когда речь идет о вертикальной сварке стержнем,
гравитация является самой большой проблемой. Однако, помимо изменения настроек,
это также о выборе правильного электрода для работы. Есть целый ряд
Типы электродов, каждый со своими свойствами, которые могут повлиять на то, насколько хорошо он будет работать. работа в вертикальном положении.
работа в вертикальном положении.
На конце каждого электрода имеется клеймо о классификации. Сталь электроды имеют букву «E», за которой следует 4-значный код (например, E6013), отштампованный на их конец. E просто означает электрод. Первые два числа (60) представляют прочность на растяжение, третья (1) указывает позиции, в которых она может находиться. используется в, а четвертая (3) относится к типу покрытия на нем.
При выборе электрода вам понадобится электрод с прочность такая же или больше, чем у вашего основного металла. Его третья цифра должна читаться как 1, что указывает на то, что его можно использовать во всех положениях, в том числе вертикально вверх. Вам также понадобится покрытие, которое не будет слишком агрессивным или копающим, так как оно будет гораздо сложнее контролировать при движении в гору.
Чтобы узнать больше об электродах и о том, какой из них следует использовать, ознакомьтесь с нашим Ultimate Stick Welding Guide .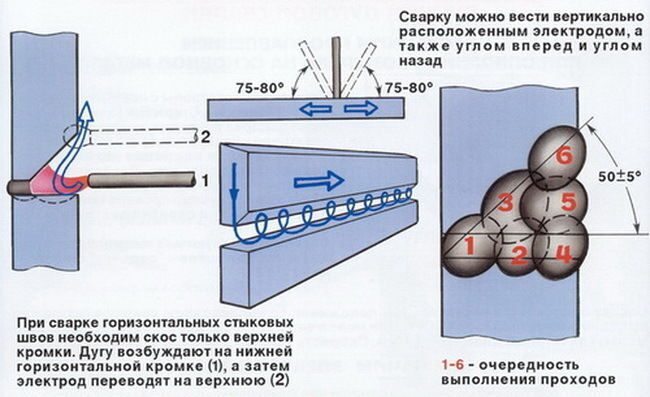
Если у вас есть правильный электрод, следующее, что нужно сделать, это считать это техника. В отличие от любого другого вида сварки стержнем, вертикально вверх это единственный раз, когда вы захотите протолкнуть сварной шов. Это не должно быть резкое нажатие угол, но если вы попытаетесь потянуть сварной шов вверх, он просто выпадет.
Причина, по которой вы хотите толкать, а не тянуть, заключается в том, что это обеспечивает проникновение. Тянуть расплавленный металл в гору не получится сустав, не говоря уже о проникновении. Нажимая, вы можете быть уверены, что получаете достаточное проникновение в сварной шов.
При проталкивании сварного шва угол перемещения должен быть 10°-15°. Это также относится к вертикальной сварке вверх. Ваш электрод должен быть направленным в центр соединения (например, перпендикулярно/90° на стыковом сварном шве) а потом немного снизился.
Наконец, держите дугу как можно плотнее. без прилипания электрода. Сохранение узкой дуги поможет вам контролировать
лужа, и это будет поддерживать более низкое напряжение. Чем длиннее дуга, тем выше
вольт и тем горячее сварка.
без прилипания электрода. Сохранение узкой дуги поможет вам контролировать
лужа, и это будет поддерживать более низкое напряжение. Чем длиннее дуга, тем выше
вольт и тем горячее сварка.
вам также нужно будет манипулировать сварным швом, когда вы идете вертикально вверх по соединению. В целом говоря, сварка стержнем используется на более толстых материалах. ты не будешь сварка автомобильных панелей с ним. Имея это в виду, большинство сварных швов, которые должны быть выполнены вертикально вверх будет относительно толстым (около 6 мм+).
При сварке толстого металла почти всегда
в какой-то угол. Даже если вы выполняете стыковую сварку, если вы работаете
с таким толстым металлом он будет скошен. Если бы это было не так, вы бы никогда не проникли
на всем протяжении. Таким образом, вам, вероятно, потребуется несколько проходов на 6 мм или толще.
тарелки. Вот чем вертикальная палка вверх отличается от стандартной сварки палочкой.
Как и в случае с MIG, ваш первый запуск должен быть выполнен с техника треугольника. Остановка с обеих сторон сварного шва и пробивка центр поможет преодолеть разрыв и обеспечить проникновение.
После того, как ваш корневой прогон завершен, если вам нужен второй прогон, вы можете просто плести. Когда дело доходит до плетения, вы хотите убедиться, что вы двигаетесь зигзагами из стороны в сторону, проводя больше времени по бокам, чем посередине; середина сама о себе позаботится.
Нет необходимости в стольких манипуляциях, но вы хотите, чтобы сварной шов заполнил зазор и впитался в стороны. Если все сделано правильно, рябь на сварном шве должна быть близко друг к другу, что иногда называют эффектом веревки.
Не торопитесь Сварка электродом вертикально вверх — более медленный процесс, чем обычно. Если
если вы попытаетесь пройти через это, вы, скорее всего, потеряете весь сварной шов. Это будет
выпадать и капать вниз, и вам нужно будет начать снова.
И еще тот факт, что это сварка электродом. Вам понадобиться откалывать шлак после каждого прохода, особенно если нужно сделать несколько. Если если нет, то получатся шлаковые включения, являющиеся дефектом сварки.
Убедитесь, что вы потратили некоторое время на правильную настройку. Если у вас узкая дуга и вы двигаетесь медленно, но ваша лужа все еще слишком жидкая, понизьте свои настройки. Есть большая вероятность, что ваша сила тока слишком высока, и его уменьшение сделает ваш сварной шов намного легче контролировать.
Как правило, стержневые электроды поставляются с рекомендуемой диапазон силы тока. В большинстве случаев использование нижнего предела этого диапазона будет обеспечить достаточное количество тепла для проникновения, не сводя с ума сварочную ванну.
Однако так может работать не всегда. Если вы
сваривая металл, который находится на более толстой стороне, вы, возможно, не сможете оставаться в
нижний диапазон. Например, сварка низкоуглеродистой стали толщиной 8 мм электродом диаметром 2,6 мм. 8 мм
примерно такой же толщины, как этот электрод будет сваривать, поэтому снижение силы тока может означать
оно даже не плавится.
8 мм
примерно такой же толщины, как этот электрод будет сваривать, поэтому снижение силы тока может означать
оно даже не плавится.
Примечание. Если вы свариваете какие-либо конструкции, используйте рекомендуемый размер электрода. В случае 8-мм стали это означало бы использование Электрод диаметром 3,2 мм.
Если вы не уверены, какие настройки будут оптимальными, мы рекомендуем начать с того, что ваши усилители будут снижены примерно на 10. Возьмите запасной металл. это та же толщина и практика на этом. Если вы обнаружите, что сварной шов слишком жидкости или она едва тает, отрегулируйте усилители на 5, пока не найдете сладкое место.
Сварка Вверх с TIG
Сварка ВИГ вертикально вверх фактически выполняется так же, как вся сварка TIG сделана. Так что никаких лишних приемов или чего-то особенного это нужно сделать.
В большинстве случаев сварка TIG выполняется на тонком металле; он предназначен для более низких
амперажная сварка. Если усилители уже относительно низки на более тонком металле,
нет необходимости в дополнительных манипуляциях для облегчения проникновения.