Вертикальные швы сварка: Как варить шов: вертикальный, горизонтальный, потолочный
alexxlab | 19.03.2021 | 0 | Разное
Ручная сварка вертикальных швов
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10—15% по сравнению со сваркой в нижнем положении. Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.
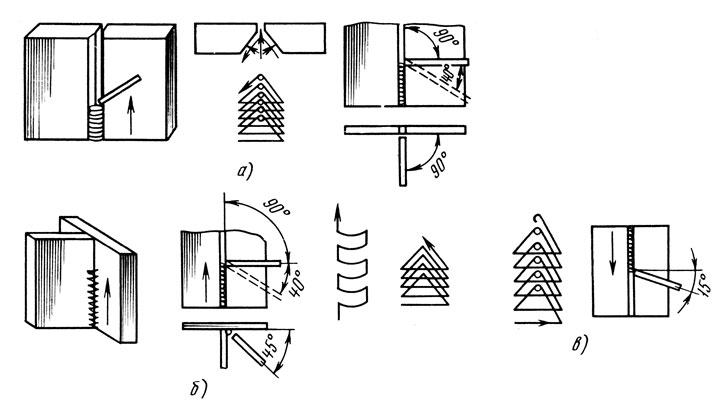
Фиг.52.Сварка угловых швов в “лодочку”
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов. При выполнении вертикальных швов «сверху вниз» не получается полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг. 53, а ) угол наклона берется в пределах 15—20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45—50°. Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх. При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва.
Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом “снизу вверх”; “сверху вниз”
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг. 54), продолжая одновременно расплавлять основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.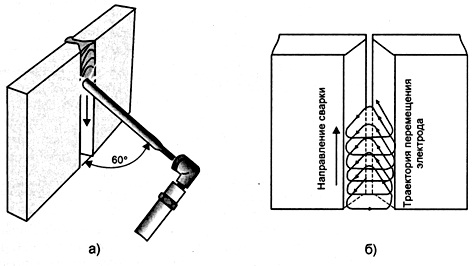
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх». При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
- Назад
- Вперед
Сварка вертикальных и горизонтальных швов
Главная » Сварка » Сварка Конструкций
Сварка Конструкций
Автор admin На чтение 5 мин. Просмотров 10.6k. ОпубликованоГоризонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений. Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
Содержание
- Сварка по горизонтали
- Техника сварки по горизонтали
- Сварка по вертикали
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
И далее по тексту мы познакомим вас с практическими рекомендациями, следуя которыми вы сможете облегчить процесс сварки вдоль горизонтальной стыковочной кромки.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
- Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
- Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела.
 Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок. - Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
 Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.
 Поэтому сила тока, все же, не должна доходить до максимума.
Поэтому сила тока, все же, не должна доходить до максимума.Оборудование для сварки вертикальных швовДействуя по указанным рекомендациям, вы сформируете высококачественный шов, с привлекательным экстерьером.

для металлического барабана
Дом Каталог продукции Производственное и технологическое оборудование Металлообрабатывающее оборудование Другое оборудование для обработки металлов
Описание продукта
Информация о компании
Вопросы и ответы клиентов (0)
Адрес: Храм Хуанту, город Ванши, Исин, Цзянсу
Тип бизнеса: Производитель/завод
Деловой диапазон: Автозапчасти и аксессуары для мотоциклов, Промышленное оборудование и компоненты, Производственное и обрабатывающее оборудование
Основная продукция: Вальцовочная машина, Машина для сварки прямых швов, Машина для сварки круговых швов
Введение компании:
Wuxi Xuzheng Intelligent Equipment Co. , Ltd профессионально занимается проектированием и производством автоматического сварочного оборудования, включая профессиональное обслуживание.
, Ltd профессионально занимается проектированием и производством автоматического сварочного оборудования, включая профессиональное обслуживание.
Основываясь на внедрении отечественных и зарубежных передовых технологий и технологий сварки, мы разработали ряд автоматических сварочных аппаратов с передовыми технологиями, стабильной производительностью, высокой эффективностью и практичностью. Наше оборудование широко используется для автомобилей, мотоциклов, инженерных машин, сосудов под давлением, солнечных водонагревателей, пожарного оборудования, строительства, прядильных производств и т. д.
У нас есть большая опытная группа специалистов по сварке, оборудованию, электрическому контролю и техническому персоналу, долгосрочная приверженность автоматизации сварки, технологиям сварки, структуре сварки и деформации, сварке и другим аспектам разработки и применения, накопили богатые практический опыт, для клиентов в области сварочных технологий, чтобы обеспечить более продвинутый, более практичный, более эффективный сервис. Мы искренне приветствуем клиентов посетить и вести переговоры, и стремимся обеспечить лучшее качество и услуги для клиентов.
Мы искренне приветствуем клиентов посетить и вести переговоры, и стремимся обеспечить лучшее качество и услуги для клиентов.
Как только вы получите свой вопрос, поставщик ответит вам как можно скорее.
Отправьте сообщение этому поставщику
Горячие поиски
- Сварка стали
- Сварочная часть
- Сварка металлов
- Сварочная система
- Оборудование для сварки металлов
- Механическая сварка
- Автоматическое сварочное оборудование
- Автоматическая сварка металла
- Сварка металлических швов
Подробнее
Аппараты для вертикальной сварки швов | Da Jie Electricity Machinery Industrial Co.
 , Ltd. | B2BManufactures.com
, Ltd. | B2BManufactures.comПодробная информация
Описание:
Особенности:
1. Внешний вид сварки: очень меньшая горячая деформация и окисление позволяют избежать обработки на последующих этапах.
2. Стабильность: меньший допуск на пайку соответствует спецификациям транспортных средств JIS.
3. Экономичность: потребляющих деталей, таких как электрод из медного сплава, очень меньше, а энергопотребление очень меньше.
4. Низкая стоимость операции.
5. Станок регулируется для тонкой или толстой заготовки.
6. Доступен как непрерывный, так и импульсный тип разряда электричества.
7. Отсутствие шрамов от пайки: экономия времени на полировку, устранение загрязнений и покрытие на следующих этапах обработки.
8. Высокая маневренность: машиной можно управлять сразу после запуска.
9. Любой обычный техник может управлять машиной.
Спецификация:
Спецификация: Модель: 1. DJ-C800: номинальная мощность: 80 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс.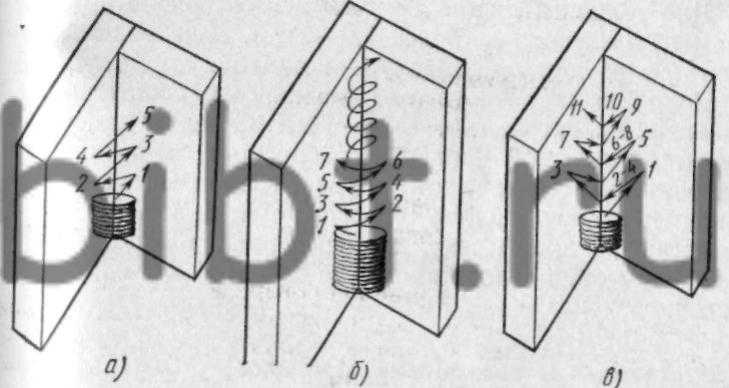 сварочный ток: 18000 А / макс. усилие сварки: 600 кг / охлаждающая вода: 25 л/мин. 2. DJ-C1000: номинальная мощность: 100 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 21000 А / макс. усилие сварки: 800 кг / охлаждающая вода: 25 л/мин. 3. DJ-C1200: номинальная мощность: 120 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 24000 А / макс. усилие сварки: 800 кг / охлаждающая вода: 30 л/мин. 4. DJ-C1500: номинальная мощность: 150 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 27000 А / макс. усилие сварки: 800 кг / охлаждающая вода: 30 л/мин. 5. DJ-C2000: номинальная мощность: 200 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 31000 А / макс. усилие сварки: 1200 кг / охлаждающая вода: 40 л/мин. 6. DJ-C2500: номинальная мощность: 250 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс.
сварочный ток: 18000 А / макс. усилие сварки: 600 кг / охлаждающая вода: 25 л/мин. 2. DJ-C1000: номинальная мощность: 100 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 21000 А / макс. усилие сварки: 800 кг / охлаждающая вода: 25 л/мин. 3. DJ-C1200: номинальная мощность: 120 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 24000 А / макс. усилие сварки: 800 кг / охлаждающая вода: 30 л/мин. 4. DJ-C1500: номинальная мощность: 150 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 27000 А / макс. усилие сварки: 800 кг / охлаждающая вода: 30 л/мин. 5. DJ-C2000: номинальная мощность: 200 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 31000 А / макс. усилие сварки: 1200 кг / охлаждающая вода: 40 л/мин. 6. DJ-C2500: номинальная мощность: 250 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 35000 А / макс. усилие сварки: 1200 кг / охлаждающая вода: 40 л/мин. 7. DJ-C3000: номинальная мощность: 300 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 38000 А / макс. усилие сварки: 1200 кг / охлаждающая вода: 50 л/мин.
сварочный ток: 35000 А / макс. усилие сварки: 1200 кг / охлаждающая вода: 40 л/мин. 7. DJ-C3000: номинальная мощность: 300 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. сварочный ток: 38000 А / макс. усилие сварки: 1200 кг / охлаждающая вода: 50 л/мин.
Сопутствующие товары
- Автоматические шовные сварочные аппараты с пневмогидравлическим давлением
- Сварочные аппараты горизонтального типа
- Горизонтальные сварочные аппараты (для верхней и нижней крышки резервуаров для воды)
- Сварочные аппараты с вертикальным швом (для бака солнечного нагревателя)