Вес катанки: Слишком много запросов
alexxlab | 31.01.2023 | 0 | Разное
Катанка стальная. | МеханикИнфо
« Электроды для ручной сварки. Подбираем сварочные электроды.
Калькулятор крепежа и метизов. Скачать калькулятор крепежа и метизов. »
Рубрики:
Металлопрокат
Катанка стальная. Производство катанки.
Оцените запись
Катанка имеет вид стальной проволоки, изготавливаемой методом волочения, из углеродистых сортов стали обычного качества Ст 1, Ст 2, Ст 3 по ГОСТ 30136-93. Также катанку производят из углеродистых и низколегированных сортов стали, которая стандартизируется ГОСТом 30136-94. Катанка поставляется заказчикам в бухтах диаметром от 5 до 9 мм. Самым популярным диаметром в производстве и строительстве является Ø 6.5 мм. Размерный ряд катанки: Ø 5.0, Ø 5.5, Ø 6.0, Ø 6.3, Ø 6.
Таблица 1.
Диаметр и теоретический вес катанки (ст3сп/пс).
| Диаметр, мм | Вес метра погонного, кг | Количество метров в тонне, м |
| 5 | 0,1541 | 6488 |
| 5,5 | 0,1865 | 5362 |
| 6 | 0,2220 | 4505 |
| 6,3 | 0,2447 | 4087 |
| 6,5 | 0,2605 | 3839 |
| 7 | 0,3021 | 3310 |
| 8 | 0,3946 | 2534 |
| 8 | 0,3946 | 2534 |
| 9 | 0,4994 | 2002 |
Катанка может иметь различные профили сечения, например: квадратный или шестигранный. Но чаще всего используют катанку круглого профиля.
Но чаще всего используют катанку круглого профиля.
При изготовлении катанку подразделяют на 2 категории по точности прокатки:
- Обычная;
- Повышенная.
Читайте также:
Проволока вязальная 0.8, 1, 1.2, 1.6, 2, 3, 4, 5, 6, 7, 8 мм.;
Вес круга стального. Таблица.;
Вес стального квадрата. Таблица.;
Вес шестигранника стального. Таблица.
Производство катанки осуществляется с помощью горячей прокатки металлической заготовки, нужного сорта стали, через валки, которые выполняют обжим и придают привычную форму катанки. Затем её подвергают охлаждению. Охлаждение может осуществляться методом одностадийного и двустадийного ускоренного охлаждения. Также возможно охлаждение катанки естественным путем на воздухе.
Катанка применяется для производства проволоки различного назначения и не только. Катанка является отличным материалом для
изготовления шпилек, болтов, скоб, гвоздей. В строительстве она применяется в изготовлении закладных изделий и сеток. Часто используется материалом для увязки и перетяжки различной тяжести грузов. Из-за этого к катанке предъявляются особые требования к качеству производимого материала. На её поверхности не должно быть дефектов в виде заусенец. Диаметр должен соответствовать стандарту ГОСТ.
В строительстве она применяется в изготовлении закладных изделий и сеток. Часто используется материалом для увязки и перетяжки различной тяжести грузов. Из-за этого к катанке предъявляются особые требования к качеству производимого материала. На её поверхности не должно быть дефектов в виде заусенец. Диаметр должен соответствовать стандарту ГОСТ.
Катанка производится не только из черных сортов стали. Бывает медная, а также с оцинкованным покрытием катанки. Они менее подвержены внешнему воздействию среды из-за своих антикоррозийных качеств. Медная катанка чаще всего используется в производстве проводимого материала (проволоки).
Катанка стальная. Производство катанки.
Самым главным плюсом катанки является ее стоимость. Цена этого материала не высока, поэтому она и пользуется таким большим спросом в различных сферах деятельности.
ЧИТАЙТЕ ТАКЖЕ:
 Лента алюминиевая вес.
Лента алюминиевая вес.Статьи | Металлобаза Стальград
Стальная проволока является широко используемым материалом для строительства, а ее производством занимается большое количество компаний металлургии. Основное использование проволоки распространяется на изготовление электродов, телеграфной проволоки, канатов, метизов, гвоздей и изделий машиностроения. Проволока поступает в продажу чаще всего размерами 5-10 мм в сечении. Процесс изготовления проволоки состоит в раскатке кубической заготовки на квадратные изделия меньшего размера. Затем их рубят на отрезки длиной от двух до десяти метров. После этого заготовку пропускают через валы, которые формируют металл, обжимая его. Затем катанка, намотанная в кольца, охлаждается и укладывается в бухты. Бухта представляет собой непрерывный отрезок проволоки в поперечном сечении от 5 до 9 миллиметров. Обязательное условие — аккуратное укладывание витков для исключения их запутывания.
Процесс изготовления проволоки состоит в раскатке кубической заготовки на квадратные изделия меньшего размера. Затем их рубят на отрезки длиной от двух до десяти метров. После этого заготовку пропускают через валы, которые формируют металл, обжимая его. Затем катанка, намотанная в кольца, охлаждается и укладывается в бухты. Бухта представляет собой непрерывный отрезок проволоки в поперечном сечении от 5 до 9 миллиметров. Обязательное условие — аккуратное укладывание витков для исключения их запутывания.
Допустимый вес катанки
Бывают случаи, когда в мотке два отрезка проволоки, но от общего веса партии, поставляемой заказчику, такие мотки не должны превышать двадцати процентов. Каждый отрезок должен сопровождаться соответствующей биркой или ярлыком. В одном мотке катанки вес должен находиться в пределах 160 килограммов, но иногда допускается ограничение веса до 100 килограмм. Если катанка изготавливалась на линейных станах, то вес такого мотка может быть от 50 килограммов и выше. При большом диаметре катанки в мотке допускается больший вес, но не более 5 тонн. Это ограничение связано с наличием у заказчика подъемно-транспортных средств. В сопроводительной документации на каждом мотке указывается способ охлаждения и прикладывается сертификат качества. Бывают случаи, когда потребителю нужна проволока большего диаметра, тогда изготовитель выполняет такой заказ.
При большом диаметре катанки в мотке допускается больший вес, но не более 5 тонн. Это ограничение связано с наличием у заказчика подъемно-транспортных средств. В сопроводительной документации на каждом мотке указывается способ охлаждения и прикладывается сертификат качества. Бывают случаи, когда потребителю нужна проволока большего диаметра, тогда изготовитель выполняет такой заказ.
Качество катанки
На качество катанки обращается особое внимание. Овальность катанки в поперечном сечении не должна быть больше 50% от максимально допустимой суммы предельно допустимых отклонений овальности. Это отклонение распространяется только для катанки до 9 мм, которая изготавливается на проволочных станах. Нельзя допустить обезуглероживание стали во время нагревания, наличие пузырей и пустот в катанке снизит ее прочность.
Свойства катанки
Катанка должна быть пластична, обладать хорошей деформацией, а для дальнейшего получения из нее проволоки не допускается наличие заусенцев и закатов, иначе ее качество снижается, и такая проволока поступает на рынок для других целей и по низкой цене. На рынках, которые предлагают строительные материалы, можно встретить стальную проволоку как импортного, так и отечественного производителя. Широкий и разнообразный ассортимент катанки и стальной проволоки позволяет купить проволоку катанку по приемлемой цене. Формирование на проволоку катанку цены зависит от вида катанки, а также характеристик эксплуатации и материала, применяемого для ее изготовления.
На рынках, которые предлагают строительные материалы, можно встретить стальную проволоку как импортного, так и отечественного производителя. Широкий и разнообразный ассортимент катанки и стальной проволоки позволяет купить проволоку катанку по приемлемой цене. Формирование на проволоку катанку цены зависит от вида катанки, а также характеристик эксплуатации и материала, применяемого для ее изготовления.
Как выбрать катанку
Большое количество производителей катанки и стальной проволоки определяет и разнообразную цену на эти изделия. Поэтому задача потребителя заключается в том, чтобы купить катанку по самой низкой цене, но при этом следить, чтобы ее качество было высоким. Продажа катанки и стальной проволоки производится со складов поставщиков, можно приобрести изделие непосредственно у производителей, отсюда разная цена на продукцию. Если заказчик приобретает большую партию катанки и стальной проволоки, то он вправе рассчитывать на уменьшение отпускной катанка цены и цены стальной проволоки. Это возможно за счет дополнительной скидки ему как оптовому покупателю.
Это возможно за счет дополнительной скидки ему как оптовому покупателю.
Лист горячекатаный и холоднокатаный имеют существенные отличия. Они по-разному выглядят. Отличаются по эксплуатационным характеристикам. Имеют свои плюсы и минусы. Есть различия в производстве материалов.
Процесс изготовления листового проката
Лист стальной горячекатаный выпускается из слитков и слябов (куски, плиты) прямоугольной формы.
Основные этапы производства г/к продукции:
1. Заготовка загружается в печь, где нагревается до температуры, которая необходима для прокатки (t зависит от хим. состава стали и размеров сляба).
2. Проводится разрыхление окалины для удаления окиси.
3. Нагретая заготовка обжимается до нужных по тех. стандарту параметров, если не соответствует нормативам по ширине.
4. Сляб, слиток отправляется в черновую, а затем в чистовую клети. В них заготовка обжимается вертикальными и горизонтальными валками с зазором, через который подается полоса со скоростью до 20 м/с. В клетях материал приобретает номинальную форму и размеры готового листа стального г/к, лишается воздушной окалины.
В клетях материал приобретает номинальную форму и размеры готового листа стального г/к, лишается воздушной окалины.
5. Если изготавливается рулонный материал, полосы скатываются в трубу.
6. Выполняется термическая обработка заготовок в печах: закалка, обжиг, отпуск и т. д. Тип манипуляций зависит от качеств материала, который должен получиться на выходе.
Прокат стальной холоднокатаный получают из рулонов горячекатаной стали.
В процессе обработки полосы разматывают и очищают от окалины методом травления в ваннах с раствором серной кислоты.
Затем выполняется обрезка кромки полотна по заданной ширине и промасливание перед свертыванием полосы в рулон.
Материал отправляется на стан холодного проката, где обжимается валками до нужной толщины. Для улучшения структуры стали рулоны направляются на термическую обработку. Стопки смотанных полос обжигаются в колпаковых печах при t до 730 °С.
Затем охлаждаются и отправляются на дрессировочный стан для улучшения механических характеристик материала и свойств поверхности.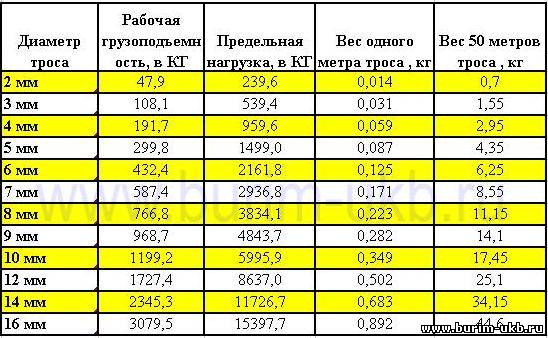 У готовых рулонов обрезается кромка.
У готовых рулонов обрезается кромка.
Чем отличается холоднокатаный лист от горячекатаного внешне и по характеристикам
Х/К материал имеет меньшее количество визуальных дефектов. Его поверхность более гладкая, без окалины. Г/К полосы шероховатые на ощупь. Листы х/к геометрически более ровные. Стоит холоднокатаный прокат дороже.
Что лучше? Холоднокатаные полосы считаются более совершенными и отличаются более высоким пределом текучести.
Какой выбрать лист?
Внешние отличия и внутренние свойства определяют сферу применения материалов. Сталь г/к используется там, где не важен презентабельный вид и идеальная геометрия. Лист стальной холоднокатаный применяется для внешней отделки.
Сферы использования листов:
ГК: строительство (усиление фундамента, несущие и сварные конструкции, производство труб).
ХК: изготовление кровельных покрытий, консервных банок, кузовов авто, корпусов оборудования, приборов.
Область использования также зависит от толщины полос. Прокат листовой горячекатаный в сортаменте выпускается 0,4- 200 мм. Материал холоднокатаный более тонкий — толщиной максимум до 5 мм.
Прокат листовой горячекатаный в сортаменте выпускается 0,4- 200 мм. Материал холоднокатаный более тонкий — толщиной максимум до 5 мм.
Листы 2 мм используются для производства корпусов бытовой техники, при изготовлении усиленного металлопрофиля для перегородок и подвесных потолков. Прокат 3 мм применяется в качестве кровельной обшивки. Сталь 5 мм используется при изготовлении строительных металлоконструкций, вагонов.
Катанка
Горячекатаный прокат в бухтах или резаный.
Больше изображений
Описание
Катанка в бухте
Отделка | Описание | Отделка |
|---|---|---|
| 10 | Катанка отожженная и травленая | 1Д |
12 | Катанка отожженная и травленая | 1Д |
| 18 | Катанка травленая (D-охлаждение) | — |
Отрезанная и выпрямленная катанка
Отделка | Описание | Отделка согласно |
|---|---|---|
| 20 | Отожженный, травленый, выпрямленный и нарезанный круглый пруток | 1Д |
24* | Отожженный, травленый, выпрямленный, нарезанный и бесцентрово-шлифованный круглый пруток | — |
| 25 | Отожженный, выпрямленный, нарезанный и черный круглый пруток | 1С |
| Прямой отжиг, выпрямленный, нарезанный и черный круглый пруток | 1U |
24*: по запросу
Доставка/длина/допуск
Катанка в бухте
Ø | Допуск | Овальность |
|---|---|---|
5. 50-10.00 50-10.00 | +0,15 | 0,23 |
| 10.50-16.00 | +0,18 | 0,25 |
| 16.50-23.00 | +0,20 | 0,30 |
| 24.00-27.00 | +0,35 | 0,56 |
| 28.00-41.50 | +0,60 | 0,96 |
- Вес рулона: 900-2200 кг (меньший вес по
техническому заданию заказчика) - Диаметр рулона: внутренний (900-1000 мм)
внешний (1200–1400 мм) - Высота рулона: ок. 1700-2200 мм. для мотков 2000-2200 кг
Вырезанная и выпрямленная катанка
| Ø (мм) | Допуск | Овальность |
|---|---|---|
| Ø от 5,0 до 15,5 (када 0,5 мм) | +0,08 | 0,26 |
| 16-16,50-17-17,50-18 19-20-20,50-21-22 | +0,20 | 0,30 |
| 23 | +0,23 | 0,34 |
| 24-24,50-25-25,50 26-26,50-27 | +0,35 | 0,56 |
28-29-29. 50-31-31.50-33 50-31-31.50-33 34.50-36-37.50-39.50-41.50 | +0,60 | 0,96 |
- Длина: 3000-7000 мм
- Допуск по длине: +50 мм
- Прямолинейность: 4 мм/м
- Короткие стержни: разрешено 5%
Механические свойства (только для справки)
| Отделка | Рм | рупий 0,2% | рупий 1,0% | А 5 % |
|---|---|---|---|---|
| 12/10 | 450-690 | >200 | >250 | >45 |
| 18 | 550-800 | >300 | >350 | >20 |
| 25.20.29 | 480-750 | >250 | >300 | >30 |
Важно
Данные могут быть изменены в соответствии с международными стандартами и производственной практикой.
Другие марки по запросу: [email protected]
Виды стали
| Аустениты | ||
|---|---|---|
| Евростандарт | УНС | АИСИ |
| 1.4305 | X8CrNiS18-9 | 303 |
| 1.4570 | – | 303Cu |
| 1.4310 | Х10CrNi18-8 | 302 |
| 1.4301 | Х5CrNi18-10 | 304 |
| 1.4541 | X6CrNiTi18-10 | 321 |
| 1.4307 | X2CrNi18-9 | 304Л |
| 1.4306 | Х2CrNi19-11 | 304Л |
| 1.4567 | X3CrNiCu18-9-4 | 304Cu |
| 1.4560 | X3CrNiCu 19-9-2 | – |
| 1.4372 | X12CrMnNiN17-7-5 | 201 |
| 1.4597 | X8CrMnCuNB17-8-3 | |
| 1.4401 | Х5CrNiMo17-12-2 | 316 |
1. 4404 4404 | X2CrNiMo17-12-2 | 316 л / *≈ 316 л |
| 1.4571 | X6CrNiMoTi17-12-2 | |
| 1.4432 | X2CrNiMo17-12-3 | 316Л |
| 1.4436 | X3CrNiMo17-13-3 | 316Л |
| 1.4435 | X2CrNiMo18-14-3 | 316Л |
| 1.4845 | С8CrNi25-21 | 310С |
| 1.4841 | X15CrNiSi25-21 | 314 |
| 1.4316 | 19-9-Л | АВ 308Л |
| 1.4430 | 19-12-3-Л | АВС 316L |
| 1.4370 | 18-8-Мн | – |
| 1.4303 | X4CrNi18-12 | 305 |
| 1.4430 | 19-12-3-Л-Си | АВС 316LSi |
| Ферритикс | ||
| Евростандарт | УНС | АИСИ |
| 1.4016 | X6Cr17 | 430 |
1. 4113 4113 | Х6CrMo17-1 | 434 |
| 1.4105 | X6CrMoS17 | 430Ф |
| 1.4104 | X14CrMoS17 | – |
| Дуплекс | ||
| Евростандарт | УНС | АИСИ |
| 1,4482 | X2CrMnNiMoN21-5-3 | С32001 (2001) |
| 1.4362 | X2CrNiN23-4 | С32304 (2304) |
| 1.4462 | X2CrNiMoN22-5-3 | С31803 (2205) |
Таможенное постановление NY I81180 – Тарифная классификация катанки из стали с покрытием из Канады.
CLA-2-72:RR:NC:1:117 I81180
Mr. Terence J. Kerwin
Galvacor
1655, бульвар Jean-Talon O.
Quebec G2K 2J5
Canada
RE: Тарифная классификация стальной катанки с покрытием из Канады.
Уважаемый г-н Кервин!
В своем письме от 24 апреля 2002 г. Вы запросили решение о классификации тарифов. Вместе с вашим запросом был представлен репрезентативный образец импортируемого товара.
Вы запросили решение о классификации тарифов. Вместе с вашим запросом был представлен репрезентативный образец импортируемого товара.
Импортируемая продукция представляет собой стальную проволоку с цинковым и гальфановым покрытием (ZCSWR) для продажи компаниям, занимающимся волочением проволоки и/или производством проволоки. Эта горячекатаная катанка из нелегированной стали содержит по массе от 0,05 до 0,90 процентов углерода (классы от 1006 до 1085). Стержни приблизительно круглого сплошного поперечного сечения имеют диаметр от 5,5 мм до 12 мм. Цинковое покрытие представляет собой электролитический цинк, а покрытие Galfan представляет собой покрытие из сплава, состоящего из 95% цинка, 4,9% алюминия и 0,1% мишметалла. Вы описываете, как Galvacor перерабатывает катанку для производства ZCSWR. Окалина и ржавчина удаляются с поверхности стержня для создания точного профиля поверхности. Стержень закален индукционным нагревом до температуры снятия напряжения. Затем на поверхность стержня наносят расплавленный цинк или гальфан с последующей обработкой стержня с покрытием магнитным полем для контроля толщины покрытия. Затем стержень с покрытием подвергают контролируемому охлаждению для замораживания цинка или гальфана. ZCSWR используется для изготовления проволоки для многочисленных продуктов, таких как ограждения из звеньев цепи, сварная проволочная ткань, гвозди, скобы, броневая проволока, проволока для воздуховодов, сельскохозяйственные ограждения, музыкальная проволока, пружинная проволока и поликарбонатная прядь.
Затем стержень с покрытием подвергают контролируемому охлаждению для замораживания цинка или гальфана. ZCSWR используется для изготовления проволоки для многочисленных продуктов, таких как ограждения из звеньев цепи, сварная проволочная ткань, гвозди, скобы, броневая проволока, проволока для воздуховодов, сельскохозяйственные ограждения, музыкальная проволока, пружинная проволока и поликарбонатная прядь.
Применимой подсубпозицией горячекатаной катанки из нелегированной стали с цинковым покрытием в неравномерно намотанных бухтах, содержащей 0,6% или более углерода по весу, будет 7213.91.4590, Гармонизированная тарифная сетка США (HTS), которая предусматривает прутки и прутки, горячекатаные, в неравномерно намотанных бухтах, из железа или нелегированной стали, прочие, круглого сечения диаметром менее 14 мм, прочие, содержащие по массе 0,6 процента или более углерода, прочие. Общая ставка пошлины составит 0,4 процента адвалорной стоимости.
Применяемой подсубпозицией горячекатаной оцинкованной катанки из нелегированной стали в неравномерно намотанных бухтах, содержащей менее 0,6 мас. рулоны неравномерно намотанные, из железа или нелегированной стали, прочие, круглого сечения диаметром менее 14 мм, прочие, прочие, прочие. Общая ставка пошлины составит 0,5 процента адвалорной стоимости.
рулоны неравномерно намотанные, из железа или нелегированной стали, прочие, круглого сечения диаметром менее 14 мм, прочие, прочие, прочие. Общая ставка пошлины составит 0,5 процента адвалорной стоимости.
Вы спросили, облагается ли данный товар антидемпинговыми или компенсационными пошлинами. Список процедур AD/CVD в Министерстве торговли (DOC) и охват их продуктов можно получить на веб-сайте DOC по адресу: http://ia.ita.doc.gov, или вы можете написать им в Департамент США. Министерства торговли, Управление международной торговли, Управление по антидемпинговому соблюдению, 14-я улица и Конститьюшн-авеню, Северо-Запад, Вашингтон, округ Колумбия, 20230. Письменные решения относительно объема заказов AD/CVD выдаются Управлением по импорту в Министерстве торговли и являются отдельными от тарифная классификация и решения о происхождении, издаваемые таможней.
Настоящее постановление вынесено в соответствии с положениями Части 177 Таможенных правил (19 C.F.R. 177).
Копия постановления или указанный выше контрольный номер должны быть предоставлены вместе с ввозными документами, поданными при ввозе данного товара.