Видео как правильно варить нержавейку электродами: Как варить нержавейку простым электродом
alexxlab | 31.07.1984 | 0 | Разное
Сварка нержавейки электродом в домашних условиях: технология, видео, выбор электродов
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.
Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается.
 Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке. - При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
— Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом — инвертором.
— Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
Вольфрамовые прутки для сварки
— Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.

- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
Для выполнения ручной сварки нержавейки в среде аргона применяются электроды из вольфрама. Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной. Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.
Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностью
У данной технологии есть определенные особенности.
- Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
- Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
- Режимы подбираются в зависимости от толщины соединяемых деталей. К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
- Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
- В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.

При использовании данной технологии можно сократить расход вольфрамового электрода. Для этого нужно некоторое время (10–15 секунд) не отключать подачу аргона после окончания сварочного процесса. Подобная процедура способствует защите раскаленного вольфрамового электрода от активного окисления.
У полуавтоматической сварки нержавейки в среде аргона, по сути, мало отличий от обычного ручного способа. Основное ее отличие заключается в том, что подача проволоки в зону сварки осуществляется при помощи специального оборудования. Благодаря механизации процесс протекает значительно точнее и с большей скоростью.
Благодаря использованию полуавтоматического оборудования могут быть реализованы следующие техники сварки деталей из нержавеющей стали:
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.

Аргонодуговая сварка нержавеющей стали
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
Общие проблемы свариваемости нержавайки в домашних условиях
При сварке нержавеющих сталей могут возникать сложности:
- Низкая теплопроводность материала. По сравнению с черным металлом у нержавейки этот параметр в 2 раза меньше. При нагревании детали не отдают тепло в окружающую среду, а накапливают в себе. Резкое повышение температуры обрабатываемого участка способствует появлению сквозных дефектов. Снижение силы подаваемого тока решает эту проблему.

- Увеличенное линейное расширение. При остывании сварочного шва наблюдается усадка, способная разорвать соединение и привести к появлению трещин. Устранить этот недостаток помогает увеличение расстояния между заготовками.
- Электрическое сопротивление. Этот параметр у нержавеющей стали также высок. Сопротивление воздействует на электрод, способствуя его перегреву. Длину расходного материала уменьшают до 35 см.
- Изменение физических характеристик при высокотемпературном воздействии. При перегреве нержавейка утрачивает антикоррозионные свойства, превращаясь в простую сталь. Решить проблему можно разными способами, например, ведя сварочный процесс в газовой среде или охлаждая соединяемые элементы водой.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
| Толщина металла, мм | Род тока | Сила тока,А | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Напряжение, В | Расход аргона, л/мин |
| 1 | Постоянный | 30..60 | 2 или 1,6 | 12 – 28 | 11…15 | 2,5…3 |
| 1 | Переменный | 35…75 | 2 или 1,6 | 15 – 33 | 12…16 | 2,5…3 |
| 1,5 | Постоянный | 40..75 | 2 или 1,6 | 9 – 19 | 11…15 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 2 или 1,6 | 1 — 14 | 12…16 | 2,5…3 |
| 4 | Постоянный | 85…130 | 4 или 2,5 | — | 11…15 | 10 |
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы.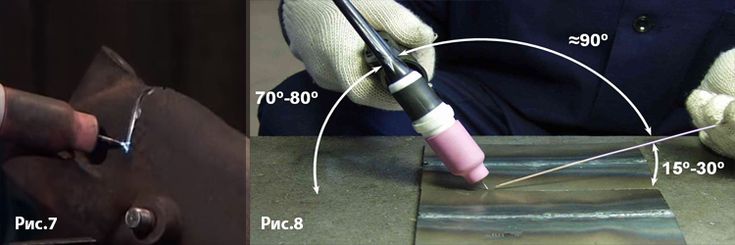 Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Обратите внимание!
Выбирая инвертор, нужно внимательно прочесть инструкцию, так как не все модели могут работать при низких температурах.
как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины.
 Поэтому важно правильно подбирать расходные материалы;
Поэтому важно правильно подбирать расходные материалы; - при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Использование инвертора: подготовка инструментов и материалов
Теперь, когда вы больше не задаетесь вопросом о том, варят ли нержавейку, можете приступать к работам. При использовании инвертора необходимо подготовить инструменты и материалы, а именно:
- сварочный инвертор;
- растворитель;
- средства индивидуальной защиты;
- стальную щетку;
- электроды.
Важно позаботиться о наличии зажимов-крокодилов для заземления. В арсенале должны присутствовать электрододержатели. Иногда эти элементы входят в комплект инвертора. Кабели должны иметь длину в 2 м или больше.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.
 ;
; - переменный ток, 45-85 А, Ø – 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный.
 Разделка производится болгаркой или напильником;
Разделка производится болгаркой или напильником; - при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Другие марки смотрите в разделах для коррозионностойких высокопрочных сталей и для коррозионностойких кислотостойких сталей.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.
 ;
; - толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Особенности
Сварка нержавейки может сопровождаться определёнными сложностями. Связано это с составом этого металла. Он содержит от 12 до 30% хрома, который обуславливает высокий показатель коррозийной устойчивости нержавеющей стали. Из-за содержания этого компонента появляются некоторые сложности при сваривании:
- Низкий показатель теплопроводности. Она в два раза ниже, чем у низкоуглеродистых сплавов. Из-за этого металла расплавляется при более низких температурах, что нужно учитывать при сварке.
- Повышенный коэффициент линейного расширения. Из-за этого при сильном нагревании детали подвергаются деформации. Если толщина у заготовок большая, а расстояние между ними до соединения незначительное, могут появиться трещины.
- Высокое электрическое сопротивление, низкий показатель теплопроводности негативно воздействуют на хромоникелевые электроды.
 Стержни начинают перегреваться, из-за чего возникают сложность проведения технологического процесса.
Стержни начинают перегреваться, из-за чего возникают сложность проведения технологического процесса. - Межкристаллитная коррозия. Происходит этот процесс после нагревания нержавеющей стали свыше 500 градусов. По краям зёрен структуры металла появляются прослойки, который состоят из железа, карбида хрома.
Если сварочный режим был выбран неправильно, это может привести не только к нарушению целостности шва, но и к потере коррозийной устойчивости нержавеющей стали. После нагревания этого материала свыше 500 градусов, он подвергается окислению. Чтобы избежать этого процесса, детали требуется охлаждать водой или специальным маслом.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.

Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
- применение в работе покрытых электродов;
- использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.

Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.

Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Обучение
Перед началом работы необходимо подготовить все материалы и провести их обработку. Для начала рекомендуется обработать кромки деталей, которые вы планируете варить. Для обеспечения качественной усадки шва необходимо оставить небольшой зазор. Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Для начала рекомендуется обработать кромки деталей, которые вы планируете варить. Для обеспечения качественной усадки шва необходимо оставить небольшой зазор. Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Важно провести зачистку поверхности кромок. Для этого нужна стальная щетка. После этого поверхность кромки важно обработать растворителем. Для этого оптимально подойдет ацетон или авиационный бензин. Этот процесс проводится для удаления жира. Это обязательный этап. Если его пропустить, то устойчивость дуги будет ниже и в шве будут образовываться поры. Сварка пищевой нержавейки аргоном должна проводиться очень аккуратно.
чем и как варить в домашних условиях, способы и особенности
Сварка нержавеющей стали — занятие, требующее определенных навыков и знания теоретических основ. Если у вас нет опыта со сваркой обычной низколегированной стали, то за нержавейку браться не стоит, даже на полуавтомате. Особенности металла непременно дадут о себе знать. Но это совершенно не значит, что сварка нержавейки в домашних условиях невозможна.
Особенности металла непременно дадут о себе знать. Но это совершенно не значит, что сварка нержавейки в домашних условиях невозможна.
Как и любой металл, нержавеющая сталь сваривается плавлением, причем некоторые марки поддаются сварке довольно беспроблемно. Для сварки применяются практически все известные способы — сварка покрытым электродом, в аргоновой атмосфере вольфрамом и полуавтоматом. Если на обычной стали эти методы освоены, то можно переходить к нержавейке.
Особенности сварки деталей из нержавеющей стали
Сначала о том, можно ли варить легированный металл как черный. Да, ММА, TIG MIG – все эти способы актуальны. Но при сварке нержавеющей стали нужно учитывать некоторые особенности сплавов:
- высокий коэффициент термического расширения, складывать детали из нержавеющей стали нужно с зазором;
- высокая теплопроводность нержавейки, чтобы не создавать большую температуру в рабочей зоне, заготовки с содержанием углерода меньше 0,2%, предварительно прогревают, сварочный ток снижают на 20%;
- высокое сопротивление нержавеющих сталей, металл быстро нагревается, поэтому для сварочных работ подбирают специальные электроды длиной 35 см;
- при нагреве хромоникелевой нержавейки образуются термостойкие пленки оксидов легирующих элементов, процесс сварки из-за этого затрудняется, рабочую зону необходимо охлаждать.
Варить нержавейку в домашних условиях нужно, учитывая особенностей стали, иначе соединение получится некачественным.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
- Аустенитную;
- Мартенситную;
- Ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Подготовительные работы
Чтобы правильно сварить нержавейку, перед проведением работ требуется провести ряд работ:
- заготовки предварительно очищают от грязи, пыли, снимают с поверхности оксидный слой до металлического блеска щеткой, мелким напильником или наждачной бумагой;
- кромки толще 4 мм разделывают болгаркой или спиливают под углом;
- нержавейку толще 7 мм подвергают предварительному нагреву, температура зависит от марки стали;
- детали укладывают с зазором, его размер определяют по справочнику.
Перед проваркой шва стык прихватывают в нескольких местах, чтобы детали не смещались во время работы.
Соединение нержавеющего металла электродом при домашних условиях
В стандартных бытовых условиях соединение производится с аппаратами инверторного варианта. Такая техника питается от сети 220 В, а небольшой вес позволит легко перемещать технику и производить сварку дома или в гараже. Инвертор сможет создать надежные соединения металлических заготовок.
Для успешной операции применяют следующие параметры:
- Напр. 60 А, для материала толщиной 1,5 мм, электроды – 2 мм.
- Электрическое напряжение 75-85 А, для 3 мм толщины, следует применять электроды 3 мм.
- Величина настройки 100 А, для толщины 4 мм, электроды 3мм.
- При режиме работы 150 А, для 6 мм с электродами 4 мм.
Распространенные способы сварки нержавеющей стали
Любые способы горячего соединения высокоуглеродистых сплавов подходят для сварки нержавейки в домашних условиях, но прочность соединения будет разной. Наплавочные электродуговые швы надежны, но не рассчитаны на разнонаправленную нагрузку. Тонколистовую нержавейку лучше варить аргоном, для них наплавка не нужна, главное уберечь металл от прожогов. Полуавтоматическая с использованием инвертора – универсальная, подходит для многих марок нержавейки, работы с деталями разной толщины. Каждый из способов стоит рассмотреть подробнее.
Классификация материала по составу элементов
Хромистые виды включающие Мартенситные, Полуферритные, Ферритные сплавы используют для клапанов гидравлических прессов, лопаток для турбин, пружин и прочей бытовой техники.
Хромоникелевые (аустенитные) нержавейки идут в качестве ресурса для столовых приборов, стоматологических изделий.
Стабилизированные аустенитные марки являются ресурсом для создания сварных конструкций для работы в агрессивных условиях, высоких температурах (до 800 °C).
Другие способы сварки нержавейки
На производстве используют другие методы соединения легированных деталей. Для соединения заготовок на промышленном оборудовании не применяется наплавочный материал, нержавеющий сплав расправляется ограниченно, на большую глубину.
Для соединения заготовок на промышленном оборудовании не применяется наплавочный материал, нержавеющий сплав расправляется ограниченно, на большую глубину.
Холодная сварка под большим давлением
Технология основана на способности сплавов преобразовывать кинетическую энергию в тепловую. При сдавливании внутренняя структура стали изменяется с выделением энергии, нержавейка становится пластичной. Один слой вдавливается в другой с образованием диффузного слоя. Сварка нержавеющей стали производится односторонним или двухсторонним давлением. На прессы устанавливают специальные штампы. Получаются очень аккуратные точечные или линейные соединения без окалины, трещин, внутренних напряжений в рабочей зоне.
Соединение металла сваркой
Сварки нержавейки имеет свои особенности, которые стоит учитывать при работе для избегания брака и дефектов.
- Материал склонен к утрате коррозийного сопротивления. При температуре более 500 °С материалы начинают терять включения хрома и феррума.
 Для предотвращения выхода молекул из раскаленной сварочной ванны, когда проводится работа с различной нержавейкой, требуется быстрое охлаждения участка нового шва.
Для предотвращения выхода молекул из раскаленной сварочной ванны, когда проводится работа с различной нержавейкой, требуется быстрое охлаждения участка нового шва. - Нержавейке свойственен высокий уровень усадки и эффекта расширения. Во время охлаждения сталь сужается. При сварочном нагреве нержавейка наоборот незначительно увеличивается в размерах.
- Коррозионностойкая сталь имеет в два раза меньшую теплопроводность, чем у прочих металлов используемых для сварки. Это приводит к скапливанию тепловой энергии во время проведения сварки в зоне нагрева. Чтобы предотвратить значительное неравномерное распределение энергии, сварочный ток, как правило подается на 15% меньше нормы.
Создавать связь нержавейки можно несколькими методами, но практически применяют:
- Электросварочные работы по нержавеющей стали покрытыми электродами (ММА).
- Сварка полуавтоматом с нержавеющей проволокой (МИГ).
- Аргоновый метод с вольфрамовым электродом (TIG).
Завершающий этап
Качество соединения проверяют до зачистки нержавейки после сварки. Если нет трещин, приступают к удалению окалины, сажи, чтобы на металле образовался оксидный слой. Это делают двумя способами:
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.
После обработки рабочей зоны на шов накладывают пассивирующий слой.
Самостоятельный монтаж или ремонт металлоизделий из нержавейки требует определенной квалификации от сварщика. Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Mig mag сварка
Такое решение применяется для сварочного материала с тонкой стенкой и высокими требованиями к качеству шва. Такую сварку применяют для ответственных работ для системы в условиях повышенного давления.
Сварка mig mag
Соединения производят постоянным током в среде инертного газа, с использованием высоколегированной посадочной проволоки. Соединение происходит без колебаний, в противном случае нарушается защитный газовый слой. Внешний участок шва часто охлаждаю водой. Для сохранения вольфрамового стержня рекомендуется выключать поток газа спустя 15 сек после окончания работы.
Внешний участок шва часто охлаждаю водой. Для сохранения вольфрамового стержня рекомендуется выключать поток газа спустя 15 сек после окончания работы.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Сварка лазером и сварка электронным лучом
Разогрев деталей проходит под воздействием лазерного луча. Метод высокоточный и проходит с большой скоростью.
Сварка нержавейки лазером
Лазер позволяет создать герметичное соединение различной герметичной формы. Для осуществления сварки нет необходимости в среде вакуума. Метод не применяется для толстых заготовок, кроме того лазерное оборудование обладает низким КПД (1-2%) и имеет высокую стоимость. Электронно-лучевая неразъемная связь производит операцию с использование потока заряженных частиц, которые бомбардируют необходимый участок направляемые специальной электронной пушкой. Полученный таким методом шов характеризуется высоким качеством. Такой метод редко используется в виду сложности и дороговизны реализации процесса, необходимости в вакуумной камере.
Полученный таким методом шов характеризуется высоким качеством. Такой метод редко используется в виду сложности и дороговизны реализации процесса, необходимости в вакуумной камере.
Сварка нержавейки электродом
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется от 12 до 20%.
Так в состав нержавеющей стали входят химические элементы (марганец, никель, титан, молибден и др.), которые придают материалу определённые физико-механические свойства. Именно поэтому перед началом сварочных работ с нержавеющими изделиями, необходимо уточнить природу материала и его химический состав.
Сварка нержавейки электродом – это достаточно трудное занятие, которое зависит от разных факторов. Наиболее значимым из данных параметров является свариваемость – способность создавать сварное соединение. Для этого механические свойства одной детали должны быть аналогичные или близкие к механическим свойствам другой детали.
Основные параметры, влияющие на свариваемость нержавейки
- коэффициент линейного расширения, а также ощутимая линейная усадка, которая возникает из-за расширения. Из-за этого увеличивается способность металла к деформации в процессе сварки и после неё.
Когда при сваривании отсутствует достаточное расстояние между свариваемыми деталями (особенно если свариваются толстостенные изделия), потом могут возникать сильные трещины;
- из-за теплопроводности, которая у нержавеющей стали в 1,5-2 раза выше, нежели у низколегированных сталей, может возникнуть усиленное проплавление металла в зоне соединения двух свариваемых деталей.
Из-за высокой теплопроводности иногда приходится уменьшать силу тока на 20-15% в сравнении со сваркой деталей из обычной стали;
- склонность высокохромистой стали к снижению антикоррозийных свойств во время неправильного использования в термических условиях (межкристаллитная коррозия).
При нагревании свыше 500оС по краям собираются молекулы хрома и карбида железа, которые потом и приводят к коррозии.
- сварка нержавеющей стали электродами может сопровождаться высоким электрическим сопротивлением, что грозит сильным нагревом.
Для того чтобы стабилизировать электрическое сопротивление выпускают электроды с хромоникелевыми стержнями не длиннее 35 см.
Подготовительные работы перед сваркой
Перед началом проведения сварочных работ с нержавеющей сталью, кромки нужно обязательно обработать, так же, как и при сварке низкоуглеродистых сталей.
ВАЖНО: есть одно очень важное условие. Сварка нержавейки электродом подразумевает обеспечение свободной усадки шва (т. е. сварной стык, где планируется прокладываться шов, должен быть с зазором).
Кромки поверхностей обязательно должны быть зачищены до блеска и промыты растворителем (ацетоном или авиационным бензином). Зачистить кромки деталей можно с помощью обычной стальной щётки. Промываются края свариваемых деталей для того, чтобы обезжирить изделия, так как именно жировые сегменты могут привести к снижению устойчивости дуги и появлению пор внутри шва. Только после выполнения всех подготовительных работ разрешается сварка нержавеющей стали электродами.
Только после выполнения всех подготовительных работ разрешается сварка нержавеющей стали электродами.
Основные способы сварки нержавейки
Процесс сварки нержавеющей стали может проводиться разными способами, но чаще всего используется три вида операций:
- Полуавтоматическая сварка (для образования шва используется проволока для сварки нержавейки).
- Электросварочные работы с применением покрытых электродов (режим MMA).
- Аргонная сварка с применением вольфрамовых электродов (режим DC/AC TIG).
Сварка нержавейки, цена напрямую зависит от применяемого способа соединения деталей.
Во время полуавтоматического способа сварки сварщик может использовать одну из известных техник:
- работа короткой дугой;
- импульсная работа;
- работа со струйным переносом.
Сварку со струйным переносом применяют в основном для соединения толстостенных деталей, а сварку короткой дугой – для работы с тонким металлом.
Импульсная полуавтоматическая сварка – это наиболее управляемый процесс, так как сварочная проволока поступает к детали посредством подаваемых импульсов.
Сварка с применением покрытых электродов (режим MMA) обеспечивает высокое качество шва практически в любой ситуации. Сварка нержавейки (видео можно посмотреть на нашем сайте) таким способом осуществляется посредством электродов марок ОЗЛ-8, ЦЛ-11, НИАТ-1 и др. Обычно сварочные работы с использованием покрытых электродов осуществляются с подключением постоянного тока обратной полярности.
Сварка аргоном нержавейки, видео которой обычно очень помогает начинающим сварщикам, применяется только в тех случаях, когда нужно сварить детали из очень тонкого металла. Сварка нержавейки электродом проводится без применения колебательных движений, так как это может нарушить защитную зону сварки, и впоследствии окислиться шов.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Cварка нержавейки инвертором
Нержавеющая сталь относится к числу наиболее популярных материалов, ведь вот уже на протяжении более века человек использует ее для изготовления различных конструкций, активно применяемых в различных сферах. На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
Когда же приходится производить либо ремонтировать те или иные изделия, то обычно прибегают к помощи ручной дуговой сварки нержавейки электродом, для которой применяется такой аппарат, как инвертор.
Далее речь пойдет о нюансах этого метода, положительных и отрицательных аспектах, а также трудностях, с которыми могут столкнуться новички при проведении ММА сварки.
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом представляет собой процесс, характеризующийся тем, что во время плавления стержня возникает газошлаковая защита благодаря наличию у используемого электрода покрытия. Она имеет вид шлаковой корки, которая разделяет зону дуги и сварочную ванну от окружающего воздуха.
Образованию сварного соединения способствует расплавленный металл элемента, а также металл электродного стержня. В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
Где чаще всего применяется метод?
Особенности сварки нержавеющей стали при помощи инвертора является то, что она может использоваться в любой ситуации вне зависимости от пространственного положения. При этом нужно помнить о том, что даже наличие опыта не гарантирует создания качественных вертикальных швов. Прибегать к помощи ручной дуговой сварки покрытыми электродами имеет смысл тогда, когда необходимо создать короткие швы, что наиболее востребовано в мелкосерийном производстве деталей.
Подобный метод соединения изделий может применяться и при установке металлоконструкций лишь в том случае, если запланирован небольшой объем работ.
В большинстве случаев РДС нержавейки покрытыми электродами используют в тех случаях, когда выполняются прихватки во время монтажа конструкций под сварку. Также этот вариант может рассматриваться в случае, когда требуется устранить дефекты, имеющиеся на небольших участках шва. Этот метод может применяться и для наплавки.
Этот метод может применяться и для наплавки.
В свете этого можно сделать вывод о том, что его можно использовать в тех ситуациях, когда приходится иметь дело с небольшим объемом работ. Он подходит и для сварки в личных и бытовых целях. В качестве соединяемых элементов могут выступать трубы, металлоконструкции, емкости, баки из нержавеющей стали и пр.
Сварка нержавейки инвертором
Сварка нержавеющих сталей
Выбор метода сварки зависит от марки стали и назнаения, и не во всех случаях получаются равнозначные механические и коррозионные свойства. При определении режимов сварки необходимо учитывать склонность основного металла и металла шва к растрескиванию, что связано с физическими свойствами и структурными изменениями, протекающими в процессе нагрева металла под сварку, процессами, протекающими во время плавления и застывания литого металла, и процессами, протекающими при охлаждении в сварном шве.
В тех случаях, когда требуется высокая коррозийная стойкость при сварке и последующей термической обработке сварных соединений, нужно применять такие режимы термической обработки, при которых обеспечиваются эти свойства.
Сварка хромистых нержавеющих сталей мартенситного класса Хромистые нержавеющие стали склонны к подзакалке на воздухе, которая в сильной степени зависит от концентрации углерода. Лучше всего сваривается нержавеющая сталь с очень низким содержанием углерода.
Хромистые стали обладают меньшей теплопроводностью, меньшим коэффициентом линейного расширения по сравнению с углеродистой сталью и способностью к подзакалке при охлаждении, что связанно с объемными изменениями и приводит к возникновению больших сварочных напряжений. Эти напряжения могут быть очень высокими и привести к появлению трещин и разрыву сварных соединений. Чтобы этого избежать и сгладить резкие перепады температур, металл (трубы, нержавеющий круг или лист) подогревают перед сваркой до 250-3500 С.
В качестве электродов при сварке хромистых сталей чаще всего применяют аустенитные стали, у которых образуется более вязкий сварной шов.
Сварка ферритных сталей При сварке этого типа сталей сварные швы получается хрупкие и часто растрескиваются. Поэтому сварку сталей следует производит в подогретом состоянии при температуре примерно 2000 С, но разогрев металла во время сварки должен быть минимальным. Лучшие результаты получаются при электродуговой, чем при газовой сварке. После сварки сварное соединение рекомендуется нагреть до 720-7800 С и быстро охладить.
Поэтому сварку сталей следует производит в подогретом состоянии при температуре примерно 2000 С, но разогрев металла во время сварки должен быть минимальным. Лучшие результаты получаются при электродуговой, чем при газовой сварке. После сварки сварное соединение рекомендуется нагреть до 720-7800 С и быстро охладить.
Сварки с 15-17% Cr иногда при сварке подкаливаются. Чтобы это избежать, рекомендуется применять стали с присадкой титана или ниобия, а в случае стали с 13% Cr — с присадкой 1% Al.
Сварка нержавеющих аустенитных сталей Аустенитные стали обладают пониженной температурой павления, более низкой теплопроводностью и высоким коэффициентом линейного расширения, чем углеродистые стали. Поэтому при сварке этих нержавеющих сталей расплавление идет быстрее с большим перепадом температуры от шварного шва к остальному металлу. Нестабилизированные титаном или ниобием стали при сварке приобретают склонность к межкристаллитной коррозии и тем больше, чем выше содержание углерода. Стабилизированные стали не склонны к межкристаллитной коррозии, но при повышении содержания углерода они могут приобретать способность к поражению ножевой коррозией концентрированной азотной кислоте. Все это необходимо учитывать и особенно следить за скоростями сварки и охлаждения при сварке сталей первой группы. В тех случаях, когда требуется особо высокая коррозийная стойкость, проволока нержавеющая или другие сварные изделия из нестабилизированных сталей следует подвергать закалке при 1050-11500 С с последующим быстрым охлаждением. Когда такая термическая обработка исключается, следует применять сталь с очень низким содержанием углерода или стабилизированные нержавеющие стали.
Стабилизированные стали не склонны к межкристаллитной коррозии, но при повышении содержания углерода они могут приобретать способность к поражению ножевой коррозией концентрированной азотной кислоте. Все это необходимо учитывать и особенно следить за скоростями сварки и охлаждения при сварке сталей первой группы. В тех случаях, когда требуется особо высокая коррозийная стойкость, проволока нержавеющая или другие сварные изделия из нестабилизированных сталей следует подвергать закалке при 1050-11500 С с последующим быстрым охлаждением. Когда такая термическая обработка исключается, следует применять сталь с очень низким содержанием углерода или стабилизированные нержавеющие стали.
Так как аустенитные стали имеют высокий коэффициент линейного расширения, они при очень медленной сварке дают большое коробление. Поэтому целесообразно сварку вести с более высокими скоростями и быстрым охлаждением, что часто осуществляется благодаря применению охлаждающих накладок или накладок из меди и подкладок под сварной шов.
Плюсы и минусы метода
На фоне прочих методов сварки, например, сварки ТИГ, сварки в защитных газах плавящимся электродом МИГ/МАГ, сварки под флюсом, использование метода соединения нержавейки ММА обеспечивает ряд значимых плюсов:
- подобная технология предусматривает использование специального сварочного аппарата, отличающегося простой конструкции, доступной ценой и небольшими размерами;
- РДС ориентирован на соединение многих видов чёрных и цветных металлов, а помимо этого и разных сплавов, вне зависимости от их толщины;
- отсутствие необходимости в применении дополнительной флюсовой или газовой защиты;
- подобная технология применима в тех случаях, когда трудно добраться до обрабатываемого участка по причине малых размеров конкретного сварочного аппарата.
Вместе с тем у этого метода имеются и определенные недостатки:
- приходится регулярно удалять шлак, образующийся после создания шва;
- учитывая, что сварочный ток проходит в непрерывном режиме по всей длине электрода, приходится выставлять для него ограничение, поскольку в противном случае может возникнуть перегрев электрода, а это может закончиться разрушением покрытия;
- сварка подобным методом требует больше времени.

Как варят нержавейку инвертором в бытовых условиях?
Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.
Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению.
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
Для соединения нержавеющих сталей используют ток обратной полярности. Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше.
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.
Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей. Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А. Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Преимущества инвертора при сварке нержавеющей стали
Рассмотрим вопрос, какая же бывает электросварка, нержавеющей стали, покрытыми электродами.
Сварочный инвертор
Сварочный инвертор – это устройство являющееся источником питания для электрической дуги сварочного аппарата. задача инвертора – обеспечить стабильную сварку, горение дуги и легкий поджиг. Сварочный процесс зависит от нескольких параметров.
Сварочный процесс зависит от нескольких параметров.
Самый важным фактор – устойчивость к помехам и колебаниям. Сварочная дуга может питаться от выпрямителя, инвертора или трансформатора. Инверторный тип аппарата появился в 20 веке и стал невероятно популярным, благодаря своим рабочим показателям. Об известности инвертора можно судить по видео в сети Интернет. Каждый современный сварщик использует компактный инвертор.
Профессионалы, тщательно подбирают оборудование, для каждой работы
Принцип действия инвертора
Он достаточно прост: сетевое напряжение подается на выпрямитель, в котором преобразуется в постоянный ток с большей частотой. Сварочная дуга на постоянном токе становится более устойчивой и удобной для процесса сварки.
Преимуществом использования инвертора для нержавейки, является уменьшение габаритов аппарата и улучшение динамических показателей дуги. Сварка инвертором повышает КПД работы, можно плавно регулировать параметры сварки и добиться минимального разбрызгивания металла.
Если снять видео, то видно, что практически нет потерь металла во время работы.
Технология варки легированных сталей
Сварка нержавейки – это трудная задача в домашних условиях, зависящая от многих параметров. Согласно принятой классификации нержавеющая сталь относиться к типу высоколегированных сталей.
В качестве легирующего элемента используется хром с содержанием около 20%. Кроме него в нержавейке могут присутствовать молибден, никель, марганец, титан и другие.
Дополнительные металлы увеличивают антикоррозионные свойства нержавейки, а также придают ей другие физико-механические качества.
На сварку нержавейки оказывают влияние несколько свойств, которыми обладает высоколегированный металл:
- Теплопроводность. У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.
- Коэффициент линейного расширения больше, чем у других металлов.
 Поэтому необходим достаточный зазор между толстыми деталями, чтобы избежать деформаций. Если снять процесс сварки на видео, то видно как неравномерно расширяются детали из нержавейки.
Поэтому необходим достаточный зазор между толстыми деталями, чтобы избежать деформаций. Если снять процесс сварки на видео, то видно как неравномерно расширяются детали из нержавейки. - Высокохромистые стали могут терять свои антикоррозионные свойства. Это явление назвали межкристаллической коррозией. Дело в том, что при температуре сварочных работ, по краям металлических зерен появляется карбид хрома и железа, с помощью которого в структуру металла проникает коррозия. С этим явлением борются различными способами. В основном быстро охлаждают место сварки, чтобы не допустить потери коррозионной стойкости.
При выборе сварочного аппарата, необходимо учитывать множество важных факторов
Перед началом сварки нержавейки инвертором в домашних условиях поверхность тонкой или толстой детали обрабатывается таким же методом, как и перед сваркой низкоуглеродистых сталей.
За исключением одного момента – сварной стык должен быть с зазором, чтобы происходила свободная усадка. Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном).
Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном).
С помощью растворителя убирают жир, которые снижает устойчивость дуги.
Ручная сварка нержавейки в домашних условиях с помощью инвертора и покрытых электродов позволяет соединить детали с приемлемым качеством шва, а когда нет особых требований к соединению, то не надо заморачиваться с другими способами сварки.
Чтобы определить какую марку электрода выбрать, достаточно обратиться к ГОСТу “Электроды покрытые для сварки высоколегированных сталей”. Если известна марка легированной стали, то легко по ГОСТу определить тип электрода.
Например, это могут быть ЦП-11 или ОЗЛ-8.
Сварка нержавейки производится током обратной полярности. Во время работы нужно стараться меньше проплавлять шов и использовать электроды маленького диаметра. Но это справедливо для тонкой детали из легированной стали. Чем толще свариваемая поверхность, тем больше по диаметру выбирается электрод.
Сила тока в инверторе должна быть понижена на 20% по сравнению со сваркой низколегированных сталей. Низкая теплопроводность электродов и высокое сопротивление при использовании тока высокого номинала может привести к отваливанию кусков покрытия электродов. По тем же самым причинам электроды плавятся быстрей во время сварки нержавейки.
Это надо учитывать, если вы первый раз варите нержавеющую сталь электродом.
Чтобы сохранить коррозионную стойкость тонкой или толстой детали нержавейки, нужно производить охлаждение. Для этого используют медные подкладки, а если нержавейка является хромоникелевой аустенитной сталью, то можно использовать воду.
Как добиться качественного сварного шва
Сварка нержавейки требует особого мастерства. Даже полезное видео с техникой работы не сможет помочь, если вы не владеете определенными навыками. Разумеется, задача упрощается при сварке под аргоном, но и простым инвертором с прямым током можно добиться высокого качества шва.
Самый главный показатель сварного шва нержавейки – это его герметичность. Из-за плохой теплопроводности металла, в сварном шве получаются раковины и поры. Они получаются в результате вскипания металла.
Из-за плохой теплопроводности металла, в сварном шве получаются раковины и поры. Они получаются в результате вскипания металла.
Чтобы избежать этого явления, достаточно использовать специальные электроды для нержавейки.
Большинство изделий из нержавейки применяются в фармацевтической, пищевой отрасли или в домашних условиях. Это требует определенной обработки шва. Чтобы изделие выглядело привлекательно в жизни и на видео, сварной шов зачищают и полируют при помощи абразивов на основе оксида циркония или алюминия. После такой обработки нержавеющее изделие не требует дополнительного санитарного ухода.
Как сваривать нержавейку инвертором?
Если вы решили варить нержавеющие изделия при помощи инвертора своими руками, то в первую очередь вам необходимо узнать, чем варят нержавейку. Разобравшись с этим, вам станет ясно, придется подготовить следующие материалы и инструменты:
- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- средства для защиты тела: маска, перчатки и костюм.

Также следует позаботиться о наличии зажимов типа «крокодил» для заземления. Также в арсенале мастера должны присутствовать электрододержатели, силовой кабель для заземления. В некоторых случаях они изначально входят в комплектацию инвертора. Однако в большинстве случаев владельцу приходится нести дополнительные расходы по их приобретению. Лучше всего, чтобы кабели достигали в длину не менее 2 метров.
Актуальным для большинства владельцев является вопрос, какие электроды лучше использовать для сварки нержавейки. В значительной степени на успех при проведении этих работ влияет правильный расчет соотношения толщины металла и применяемого электрода.
Какие типы металлов можно сваривать нержавейку инвертором и особенности сварки таких металлов?
Под ручной дуговой сваркой нержавейки с применением инвертора принято понимать универсальный технологический процесс, к которому прибегают для соединения цветных и черных металлов, а помимо этого любых сплавов вне зависимости от их толщины, однако чаще всего этот параметр имеет значение от 3 до 20 мм.
В ряде случаев сварка может проводиться с различными классами нержавеющей стали, однако это возможно лишь в том случае, если конструкция будет эксплуатироваться в определенных условиях, а сам процесс сварки будет осуществляться при помощи электродов определенных марок.
К числу таковых вариантов нержавейки можно отнести следующие:
- жаропрочные;
- коррозионностойкие;
- жаростойкие.
Как варить нержавейку электродом в домашних условиях
В промышленности и быту часто используется нержавеющая сталь. Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары. Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?
Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Неплавящиеся электроды
Сварка нержавеющей стали электродами может выполняться и неплавящимся стержнем. Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Работа ведется в среде инертного газа, что требует дорогостоящего оборудования и повышенных расходов на сварку. Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Электроды для сварки нержавейки
Если варить нержавейку планируется при помощи ручной дуговой сварки, что чаще всего выбор следует устанавливать на каких типах электродов:
Имеющие основное покрытие (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2). Они подходят для сварки на постоянном токе обратной полярности. Причем роль покрытия здесь выполняют карбонаты кальция и магния.
Имеющие рутиловое покрытие (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46. 00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
Чтобы понять, какие электроды для соединения нержавеющей стали будут наиболее подходящими, необходимо исходить из видов стали, которую требуется сварить.
Модели аппаратов для сварки нержавейки
Чтобы принять верное решение в пользу необходимого инвертор для РДС, при выборе следует обращать внимание на ряд моментов:
- рабочий диапазон температур. Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице.
- мощность и сила сварочного тока аппарата. Если планируется варить нержавейку в бытовых условиях, то выбор можно остановить на оборудовании для сварки, обеспечивающим выходной ток с показателем 180 А.
 Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов. - отклонение от номинального напряжения сети не должно превышать 20%, что не скажется на качестве сварки.
- следует обращать внимание на присутствие дополнительных функций, среди которых наибольший интерес представляют Hotstart, Arcforce, Antistick.
как варить нержавеющую сталь электродом в домашних условиях
Если вам необходимо досконально разобраться в сварке нержавейки, то в этой статье вы найдёте подробное описание способов сварки, особенности технологий и режимов, а также применяемые сварочные материалы и оборудование.
Содержание
- Чем варят нержавейку — способы сварки
- Как варить нержавейку электродом (ММА)
- Как варить нержавейку аргоном (TIG сварка)
- Полуавтоматическая (Mig/Mag сварка) в аргоне или смеси
- Холодная (под большим давлением)
- Лазерная
- Плазменная
- Контактная сварка
- Как сваривать нержавейку электродом в домашних условиях
- Подготовительные работы
- Какими электродами варить нержавейку с черным металлом
- Сварка тонкой нержавейки
- Режимы сварки
- Как правильно варить нержавейку — сварка нержавеющих труб
- Сварка нержавейки основные факторы сложности
- Высокий коэффициент линейного расширения
- Низкая теплопроводность
- Межкристаллитная коррозия
- Перегрев электродов с хромоникелевыми стержнями
Чем варят нержавейку — способы сварки
Выбор способа сварки чаще всего связан с самим изделием. Проще говоря если будет сваливаться деталь двигателя самолёта из жаростойкого хромоникелевого сплава в условиях завода, то будут использоваться автоматические и полуавтоматический методы сварки.
Проще говоря если будет сваливаться деталь двигателя самолёта из жаростойкого хромоникелевого сплава в условиях завода, то будут использоваться автоматические и полуавтоматический методы сварки.
Если же сварка будет производиться в быту, к примеру — бак в бане, то использоваться будет ручной дуговой способ.
Перечислим основные способы которые применяются на производстве при сварке нержавеющей стали:
- в среде аргона неплавящимся электродом;
- полуавтоматическая в газовой смеси или в среде чистого инертного газа;
- плазменная;
- контактная;
- лазерная и электронно-лучевая;
- Ручная плавящимся электродом
- сварка давлением (холодная).
Теперь рассмотрим способы, которые применяются в домашних условиях:
- ручная дуговая — наиболее часто применимая.
- Полуавтоматическая в среде аргона или порошковой проволокой — используется нечасто, как правило для ремонта техники.
Как варить нержавейку электродом (ММА)
Для того чтобы выполнить сварку коррозионностойкой стали электродами, первое что необходимо сделать это правильно подобрать электроды. Использование электродов, не предназначенных для сварки нержавейки очень часто приводят к растрескиванию шва и коррозии.
Использование электродов, не предназначенных для сварки нержавейки очень часто приводят к растрескиванию шва и коррозии.
Ещё одним отрицательный моментом будет то, что прочность сварного шва будет ниже, чем у основного металла детали.
О том как правильно выбрать читайте в статье — Электроды по нержавейке для сварки нержавеющей стали инвертором.
Сейчас подробно на этом способе останавливаться не будем, а разберем его детально ниже в разделе: Как сваривать нержавейку электродом в домашних условиях.
Как варить нержавейку аргоном (TIG сварка)
В отличие от сварки штучным электродами, процесс в среде аргона выполняется неплавящемся вольфрамовым электродом. Этот вид дуговой сварки очень хорошо подходит для тонкого металла, где толщина не более трёх миллиметров. Применять для более толстых детали не очень целесообразно так как процесс идёт достаточно медленно.
Этим способом нержавейку варят на постоянном токе прямой полярности — когда плюс подключается к самой детали, а минус горелке.
Лучше всего использовать аппараты оснащенные без контактным поджигом дуги (оснащённый осциллятором). Если всё-таки аппарат более простой и в нём нету данного устройства, то поджиг дуги лучше всего выполнить на графитовый подкладке и переместить дугу на изделия.Если нет и ее, тогда дугу зажигаем контактным способом, но в этом случае на конструкция останется ожог от контакта электрода.
В самом начале процесса необходимо выполнить продувку газа, чтобы удалить остатки воздуха из горелки и шлангов, а также защитить место начала сварки.
В процессе сварки нужно внимательно следить чтобы присадочная проволока и неплавящийся электрод постоянно находились зоне защитного газа. Иначе шов будет насыщаться кислородом и азотом из-за плохой защиты, а дуга будет гореть нестабильно.
При сварке нержавейки чрезвычайно важным является условием держать минимальную длину дуги.
Дугу держим как можно короче, иначе получим зоне сплавления и околошовной зоне горячий трещины.
Подробно о том, что такое tig сварка читайте в нашей статье по ссылке.

Чтобы не снизилась коррозионная стойкость металл нужно охладить как можно быстрее. Для этого часто используют водоохлаждаемый медный подкладки. Если их нет то не беда, можно просто наложив один слой подождать пока он остынет градусов до 100-115.
Сварка тиг нержавейки очень хорошо идёт как в среде чистого аргона, так и в его смеси. О смеси газов подробно можете прочитать в нашей статье — Сварочная смесь для полуавтомата и tig сварки.
Чаще всего берут смесь аргона 80% + 20% СО 2.
Кромки перед электросваркой подготавливаются с помощью механической обработки, плазменный резкий, с помощью дуговой или газо-флюсовой резкий с последующей механическая обработка. Расстояние от кромки на 20 мм нужно зачистить до блеска, удалив окалину и оксидную пленку. После этого кромки нужно обезжирить в тех случаях, когда требуется высокое качество шва.
Процесс ведется без колебательных перемещений горелки — выполняется так называемый ниточный шов. Присадочная проволока подается под углом близким к 90 градусов к электроду. Присадку нужно подавать равномерно чтобы уменьшить брызги. Ещё раз повторимся о том, что очень важно выполнять сварку нержавейки именно короткой дугой.
Присадочная проволока подается под углом близким к 90 градусов к электроду. Присадку нужно подавать равномерно чтобы уменьшить брызги. Ещё раз повторимся о том, что очень важно выполнять сварку нержавейки именно короткой дугой.
Полуавтоматическая (Mig/Mag сварка) в аргоне или смеси
Полуавтоматическая электросварка нержавеющих сталей в среди аргона или смесей газов достаточно распространена. Как правило полуавтомат применяют для соединения малых толщин. Этот способ не сильно отличается от сварки штучным электродами в плане способа подключения. Процесс также выполняется на обратной полярности. Дуга горит между плавящейся электродной проволокой, которая в отличие от штучного электрода подаётся автоматически через сопло горелки.
Это обеспечивает бесперебойность работы так как сварщику не приходится останавливаться на смену электрода, а также защищать место обрыва дуги, что обязательно при сварке электродами.
Этот метод выгодно отличается от тиг сварки высокой производительностью. Это особенно актуально для сварки протяжённых швов.
Это особенно актуально для сварки протяжённых швов.
Подробно о том, как можно варить полуавтоматом нержавейку, можете почитать в нашей статье — Как варить нержавейку полуавтоматом.
Холодная (под большим давлением)
Теперь давайте рассмотрим такую технологию как холодная сварка под давлением (её ещё называют диффузионная). Данная технология используется на крупных предприятиях, для соединения очень ответственных деталей, которые нельзя перегревать. Также этим способом соединяют материалы с низкой свариваемостью. Процесс выполняется в специальных установках которых происходит сдавливание соединяемых деталей (иногда детали предварительно подогревают). Сдавливание бывает как односторонние, так и двухсторонние.
Шов при использовании такой сварки узкий, выглядит очень эстетично. В нём нет посторонних включений в виде шлака или частиц вольфрама. Кроме того, фактически полностью отсутствует зона термического влияния что увеличивает прочность соединения. Это почти полностью устраняет появление напряжений в металле, а следовательно, и деформацию изделия.
Лазерная
Для работы с нержавейкой данный способ используется, как и предыдущий на крупных предприятиях. Это очень производительная, высокоточная и в то же время очень дорогостоящая технология. При использовании лазерного луча сварочная ванна имеет крайне маленькие размеры и в это же время высокую температуру расплавленного металла. Это очень положительно сказывается на сварки коррозионностойких и нержавеющих сталей. Всё потому что перегрев металла минимален.
Шов будет иметь мелкозернистую структуру, не имеющую различных включений. Особенностью данного метода является ещё и очень большая производительность, а также высокое качество соединения.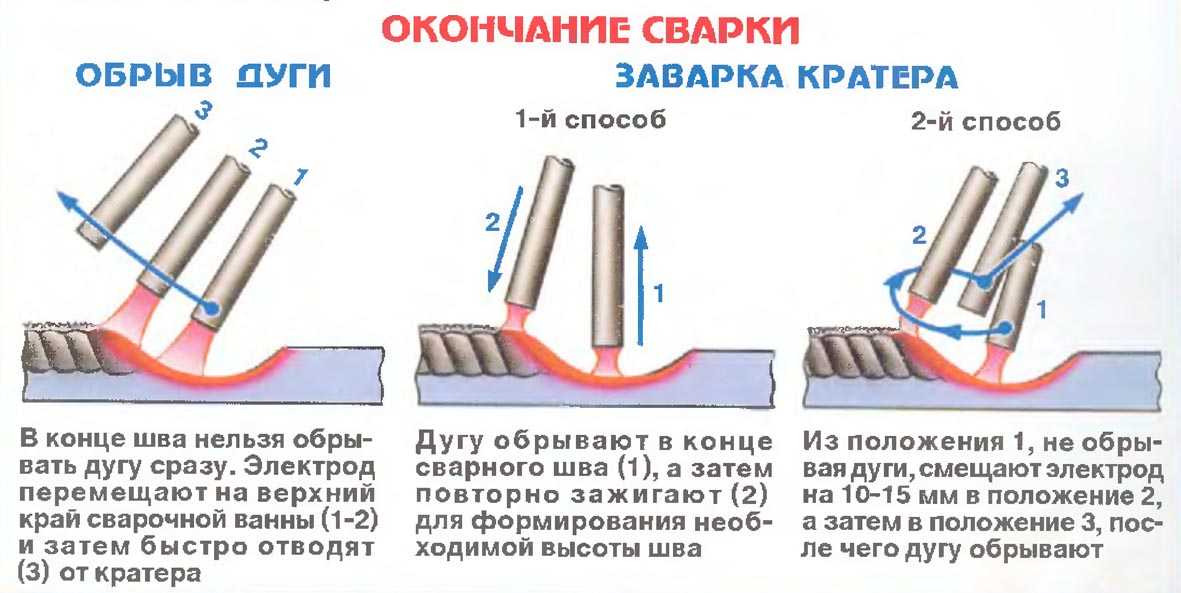
Плазменная
Наибольшее распространение плазменная сварка нержавейки получила в диапазоне малых толщин, так называемый микроплазменная в диапазоне до 1-1,2 мм. За счёт того, что создаётся потоком плазмы высокой температурой (в середине столба температура около 20000 градусов) обеспечивается высокая производительность данного способа. Оборудование которое применяется для данного способа бывает:
- ручное — используется в диапазоне толщин до 7-8 мм.
- Автоматическое — применяется для сварки больших толщин до 38-40 мм за один проход.
Контактная сварка
Данную технологию используют на крупных предприятиях, потому что установки для контактной сварки имеет большие размеры весьма дорогие. Данный способ хорош тем, что процесс очень легко автоматизируется. Это очень актуально там, где есть большой поток изделий (серийное и массовое производство).
Для нержавейки применение данного метода возможно как точечного, так и шовного.
Сварка точечным методом происходит при сжатии изделия двумя контактами установки и пропускание через контакты тока. В результате получается соединение в виде точки.
В результате получается соединение в виде точки.
Такой способ используют, когда толщины небольшие не более от 0,3 до 5,9-6 мм. В случаях, когда нужно сделать протяжённые соединение используется шовный способ.
Принцип здесь тот же самый только вместо двух сжимающих электродов используют ролики. На ролике подаётся ток, а изделия протягивается через них и сваривается.
Для нержавеющей стали этот способ часто используется потому как нагрев в нём локальный и температуру невысокие, а это очень хорошо сказывается на качестве. Ввиду уменьшение коробления и сварочных деформаций в изделии.
Как сваривать нержавейку электродом в домашних условиях
В домашних условиях варить нержавейку чаще всего приходится дешевым инвертором и обычным электродом для этих сталей. В этом разделе мы остановимся на особенностях и техники сварки электродом, это будет Вам полезно если Вы начинающий сварщик.
Теперь кратко разберём порядок сварки.
Деталь, которую нужно заварить, подготавливаем под сварку зачищаем кромки до металлического блеска, желательно обезжирить поверхность.
Сами кромки детали нужно разделывать согласно ГОСТу если толщина детали 3 и более миллиметра. Разделка кромок чаще всего выполняется шлифмашинкой.
Подключаем аппарат. Очень важный момент — это полярность при сварке. В нашем случае используем обратную полярность (плюс аппарата соединяем с держаком, а к минусу подключим кабель массы).
Если у Вас нет аппарата или нужно узнать какие типы сварочных аппаратов бывают, то переходите по ссылке.
Теперь нужно выполнить прихватки чтобы кромки не разошлись процессе сварки. Прихватки расставляют на расстоянии 100–160 мм друг от друга. Длина прихваток как правило от 10 до 50 мм. Прихватки в процессе сварки нужно переплавить или вы пилить. Практика показывает если требование к шву высокие (шов пойдет под неразрушающий контроль), то прихватки нужно выпиливать иначе получаются поры.
Теперь можно приступать к сварке.
Сделаем оговорку если варить нужно, но температура воздуха ниже минус 10 градусов, тогда изделия нужно подогреть газовой горелкой или индуктором градусов до 100 – 120.
Для начала сварки нужно зажечь дугу. Делается это следующим образом: сварочный электрод закреплённые в держаке подносит детали и несколько раз касаются концом электрода поверхность.
Есть 2 типа движений: клевок — постукивание кончиком электрода по поверхности и чирканье — движение такой же как при зажигании спички. В данном случае нет особых рекомендаций какое использовать, тут кто как привык, так и делает.
Варить нержавейку нужно на минимальным током чтобы не перегревать металл, для этого нужно использовать электроды небольшого диаметра 1,6-2,5 мм (3 мм в крайнем случае). Если использовать электроды большего диаметра процесс будет сильно осложняться из-за перегрева.
Сам процесс нужно стараться вести короткая другой, длина дуги не должна быть больше одного диаметра электрода. Это условие больше рекомендация, но его соблюдение обеспечивает более качественную защиту.
У нержавейки высокий коэффициент литейного расширение, это значит то, что материал сильно увеличивается в размерах при нагреве в процессе сварки. Из-за этого он деформируется (деталь гнёт). Чтобы избежать этого эффекта нельзя перегревать металл, нужно следить за температурой основную детали рядом с зоной сварки и не допускать повышение температуры выше 150-180 градусов Цельсия.
Из-за этого он деформируется (деталь гнёт). Чтобы избежать этого эффекта нельзя перегревать металл, нужно следить за температурой основную детали рядом с зоной сварки и не допускать повышение температуры выше 150-180 градусов Цельсия.
Если длинна шва большая и приходится менять электроды, место в котором обрывали дугу необходимо зачистить шлифмашинкой, продолжить сварку новым электродом. Если место обрыва не зачищать кто в нём и получаются поры.
Если сварка многопроходная, то после выполнения одного прохода необходимо подождать пока металл остынет до температуры около 100 градусов. Это условие также необходимо для снижения межкристаллитной коррозии, риск образования которой возрастает если металл сильно перегреть.
Также для многопроходной сварки очень важно чтобы замки сварочных швов не совпадали. Они должны быть смещены друг относительно друга.
После того как сварка завершена сварочный шов и основной металл рядом с ним необходимо зачистить от шлака и брызг. Зачистку можно выполнять металлической корд щеткой “ведьмой” для шлифмашинки или ручной щёткой. в домашних условиях можно зачищать и с помощью абразивного диска, а вот на производстве этого стараются избегать потому как металл шва нельзя подвергать механической обработке.
Зачистку можно выполнять металлической корд щеткой “ведьмой” для шлифмашинки или ручной щёткой. в домашних условиях можно зачищать и с помощью абразивного диска, а вот на производстве этого стараются избегать потому как металл шва нельзя подвергать механической обработке.
У нас есть полезная статья для начинающих, вы узнаете что такое сварка электродом, основные способы и упражнения чтобы быстро научиться. Переходите по ссылке.
Подготовительные работы
Давайте здесь рассмотрим подробнее какие необходимы подготовительные работы при сварке нержавеющей стали электродами. Самое первое что необходимо проверить исправность оборудования. Нельзя использовать неисправное оборудование, не заизолированный кабели и нежелательно использовать самодельные держаки. От этого зависит не только качество выполненные работы, но и ваша безопасность. На то есть немало печальных примеров.
Второе что немаловажно это проверка исправности сварочные маски хамелеон (если у вас конечно такая). Маска должна быстро и в достаточной степени темнеть. Проверить ее можно и без сварки, просто включаем маску, направляем стекло со светофильтрами на свет (на прожектор в цехе, на окно и т.д.) и делаем взмах рукой перед стеклом. Если маска потемнела, то все хорошо она в рабочем состоянии.
Маска должна быстро и в достаточной степени темнеть. Проверить ее можно и без сварки, просто включаем маску, направляем стекло со светофильтрами на свет (на прожектор в цехе, на окно и т.д.) и делаем взмах рукой перед стеклом. Если маска потемнела, то все хорошо она в рабочем состоянии.
Третье — просушка (прокалка) сварочных электродов в печи, согласно режиму, указанному на пачке электродов. Крайне нежелательно выполнять работы особенно по высоколегированной стали без просушки. Это чревато большим количеством пор в шве.
Четвертое — подготовка деталей под сварку: зачистка до блеска кромок заготовки на расстоянии не менее 20 мм. Если к детали высокие требования по качеству, кромки необходимо обезжирить растворителем или водо-спиртовым раствором.
Какими электродами варить нержавейку с черным металлом
Нержавейку с чёрным металлом лучше всего сваривать специализированными электродами марки ОЗЛ-6..jpg) Это марка недорогая, соединение получается высокого качества. В настоящее время представлено большое количество марок так называемых переходных электродов – тех которые применяют для соединения черного металл с легированным.
Это марка недорогая, соединение получается высокого качества. В настоящее время представлено большое количество марок так называемых переходных электродов – тех которые применяют для соединения черного металл с легированным.
Подробно читайте в нашей статье — Электроды по нержавейке для сварки нержавеющей стали инвертором.
Сварка тонкой нержавейки
Тонкая нержавейка очень легко прожигается, поэтому её достаточно затруднительно варить. При возможности, конечно, лучше использовать полуавтоматическую сварку или в аргоне неплавящимся электродом.
Подробно о том что такое полуавтоматическая mig сварка читайте в статье по ссылке.
Эти способы обеспечивают меньше прогрев металла и более качественную защиту. Если толщины менее 1 мм то тут нужно использовать микроплазменную, контактную или лазерную технологию.
Если всё-таки приходится варить штучными электродами, то сварку тонкой нержавейки инвертором лучше всего проводить с отрывом или обеспечить теплоотвод в виде медный водо или воздухоохлаждающейся подкладки с обратной стороны.
Сварка с отрывом выполняется так: зажигается дуга проваривается коротенький участок размером не более 20-25 мм и дуга обрывается. После снова процесс возобновляется, также проваривая 20-25 мм. Суть заключается в том, что в момент обрыва металл остывает и риск прожога снижается.
Режимы сварки
Как уже говорилось ранее технология сварки нержавеющей стали электродом имеет ряд особенностей таких как: необходимость высокой скорости выполнения процесса и минимальное значение силы тока. В связи с этим режимы выполнение процесса отличаются от режимов для углеродистых сталей. Ниже в таблице приведены режимы для коррозионностойких сталей.
| Способ сварки | Номер слоя (валика) | Диаметр проволоки и электродов мм | Род тока, полярность | Сварочный ток, А |
| РД | 1 (корень) | 2,5 | Постоянный, обратная полярность | 60-90 |
2 и т. д. д. | 3 | 80-110 |
Режимы для сварки в среде аргона неплавящимся электродом
Режимы для контактной сварки
Режимы для плазменной сварки
Полезная статья — Как варить алюминий
Как правильно варить нержавейку — сварка нержавеющих труб
Рассмотрим основные особенности сварки труб из нержавеющей стали. Начать нужно на потолочной части немного отступив от нижней точки 20-30 мм. Весь шов нужно разделить на участке. Их размеры зависит от количества сварщиков и диаметра трубы.
Ниже на схеме изображен порядок и расположение участков шва.
Очень важно разбивать участки шва чтобы замки нижнего и последующих слоев не совпадали. Это зачастую ведет к дефектам. Они должны быть смещены миллиметров на 30-35 друг относительно друга. Если сварка выполняется в среде аргона неплавящимся электродом, а защитить обратную сторону шва аргоном нет возможности то можно использовать специализированный флюс пасты. Их нужно наносить на корневую часть шва с внутренней стороны до сварки.
Их нужно наносить на корневую часть шва с внутренней стороны до сварки.
Сварку выполнять без поперечных колебаний на минимальной длине дуги. Валики делать не больше 6 мм по ширине и не выше 2,5–3 миллиметра. Случай обрыва дуги, точку обрыва необходимо зачистить механически или с помощью шлифмашинки. Далее нужно отступить миллиметров 18–20 от места обрыва и возобновить процесс.
Когда сварка многослойная (многопроходная) обязательно дожидаться остывание предыдущего слоя до температуры около 100 градусов и только после этого начинать новый слой. После сварки каждого слоя нужно внимательно осмотреть соединение, нету ли на нём дефектов. Если есть, то их необходимо удалить, а шов подварить.
Сварка нержавейки основные факторы сложности
О сложностях, возникающих при сварке нержавейки не раз говорилось в рамках статьи в данном разделе просто обобщим эти факторы.
Высокий коэффициент линейного расширения
Данный фактор ведёт к деформациям при остывании так как металл сильно расширяется при расплавлении. Способ устранения — снижение сварочного тока и увеличение скорости сварки.
Способ устранения — снижение сварочного тока и увеличение скорости сварки.
Низкая теплопроводность
Этот фактор приводит перегреву и растеканию сварочной ванны. Способ устранения — снижение силы сварочного тока, применение теплоотвода.
Межкристаллитная коррозия
К этому фактору приводит сильный перегрев расплавленного металла в сварочной ванне и зоне термического влияния. Способ устранения- не перегревать металл сварочной ванне, контролировать температуру при многопроходной сварке и давать остывать предыдущему слою.
Перегрев электродов с хромоникелевыми стержнями
Перегрев электронов приведет к разрушению обмазки электрода и резкому ухудшению процесса. Способ устранения — использовать ток с минимальными значениями, делать перерывы в работе.
Как паять, паять и сваривать нержавеющую сталь с медью — за 5 простых шагов! – Научитесь самогоноварению
Если вы строите проект, требующий соединения детали из меди и нержавеющей стали, эта статья научит вас, как это сделать. В моем случае я собирал самодельный перегонный куб, и мне нужно было прикрепить тройные зажимные втулки из нержавеющей стали к 2-дюймовой медной колонне. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
В моем случае я собирал самодельный перегонный куб, и мне нужно было прикрепить тройные зажимные втулки из нержавеющей стали к 2-дюймовой медной колонне. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
Можно ли сваривать медь и нержавеющую сталь?
Так можно ли сваривать медь и нержавеющую сталь? Короткий ответ: «Да», они могут быть сварены вместе, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции. Почему ты спрашиваешь ? Ну вот длинный ответ.
Почему ты спрашиваешь ? Ну вот длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, эти два металла имеют существенно разные температуры плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при 1085 ° C, разница составляет 315 ° C, что делает формирование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешивания разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется в меди и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и формировать зернистые/кристаллические структуры. Присутствующая медь останется жидкой и будет вытесняться между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, что приведет к разрыву зерен. В этот момент медь еще слишком горячая, чтобы добавить структурной прочности зернистой структуре, и в сварном шве образуются большие трещины, это известно как горячее растрескивание. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Как приварить медь к нержавеющей стали TIG
На рисунке 1 показана сварка нержавеющей стали с медью Если у вас в гараже нет электронно-лучевого сварочного аппарата, такого как Eb Industries, есть другой способ сварки/пайки нержавеющей стали и меди. Ниже приведено изображение успешного приваривания медной трубы к нержавеющей стали с тройным зажимом. Это было сделано с помощью сварочного аппарата TIG со стержнем из кремниевой бронзы. Теперь технически это можно было бы классифицировать как пайку TIG, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремниевой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050°C, а нержавеющая сталь имеет температуру плавления 1400-1450°C.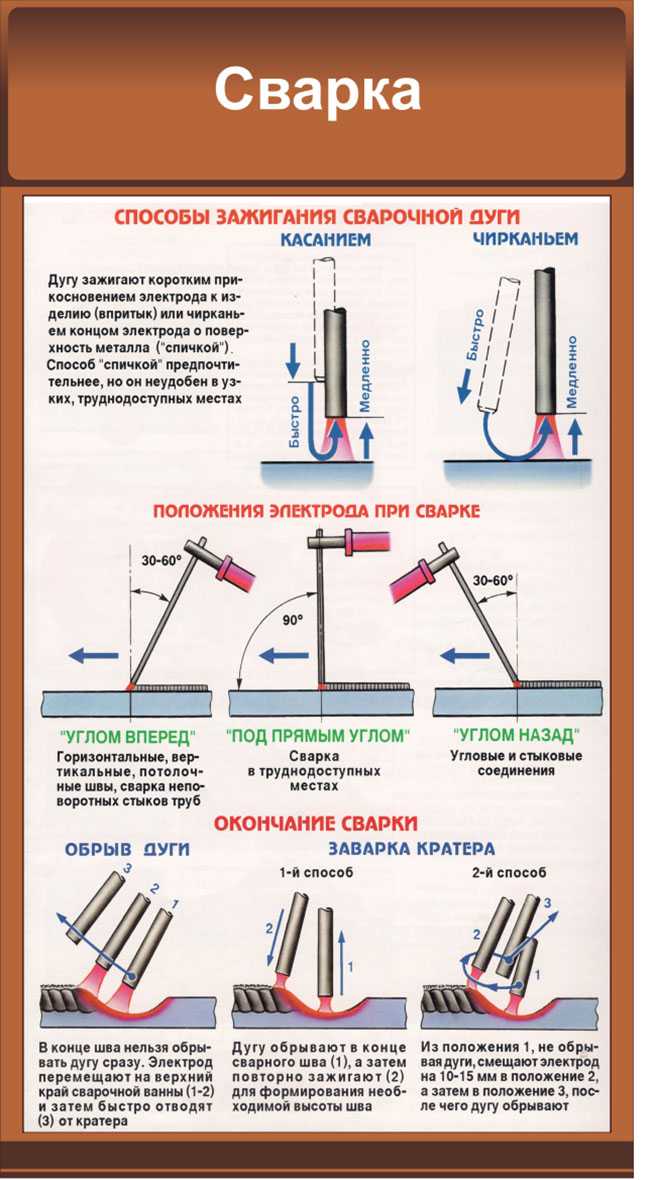 Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Если вы хотите попробовать сварить/припаять медь к нержавеющей стали с помощью сварочного аппарата Tig, у Тома Списака III есть несколько полезных советов. Он говорит: «Любой, у кого есть некоторый опыт работы с TIG, должен быть в состоянии сделать это соединение, используя проволоку из силиконовой бронзы, которую легко можно приобрести в вашем местном магазине сварочных материалов. На изображении выше показан сварной шов, который Том сделал между тройным зажимом из нержавеющей стали и медной трубой.
Что потребуется для сварки/пайки меди и нержавеющей стали:
- Сварочный аппарат TIG
- Газ аргон
- Стержень из силиконовой бронзы 1/16″
- Остроконечная головка вольфрамового электрода
Процедура сварки TIG:
- Шаг 1: Очистите все детали, подлежащие сварке/пайке, с помощью кусочка Эмори или стальной ваты.

- Шаг 2: Соберите детали, убедившись, что они плотно прилегают друг к другу. Зажать, если требуется.
- Шаг 3: Включите подачу аргона, установите сварочный аппарат TIG на постоянный ток и
33 имп/сек с заостренным вольфрамовым электродом. - Шаг 4: Сконцентрируйте свое тепло на меди Медленно добавляйте наполнитель в бассейн, перетаскивая бассейн к нержавеющей стали
наконечник. Вы не хотите плавить нержавеющую сталь здесь, иначе вы получите структурное растрескивание, как упоминалось выше. - Шаг 5: После завершения сварки проверьте наличие дефектов, очистив участок металлической щеткой, а также проверьте наличие утечек. Если вы строите все еще, как я, вы должны убедиться, что нет утечек.
В этом видеоролике демонстрируется сварка/пайка TIG меди с нержавеющей сталью.
Можно ли спаивать медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь могут быть легко спаяны или спаяны вместе с использованием присадочного материала, который обычно содержит олово и серебро. В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, то с этой задачей отлично справится обычный сантехнический припой, содержащий 95% олова и 5% сурьмы. Вы также можете использовать комплект Lincon Electric Solder Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230°C/450°F и могут быть нагреты простой пропановой или газовой горелкой Mapp. Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Ниже я подробно описал процесс пайки медных фитингов к фитингам из нержавеющей стали в пошаговом формате, что должно упростить его выполнение. Если вы собираетесь паять медь к меди, вас может заинтересовать руководство по пайке меди
Материалы, необходимые для пайки:
- Пропановая или газовая горелка Mapp
- Сантехнический припой, содержащий 95% олова, 5% сурьмы или линкона Электрический припой Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, лучше
- Белый флюс-паста Harris или аналогичный флюс убедитесь, что он подходит для травления нержавеющей стали.

- Стальная вата или стальная ткань эмори
Процедура пайки:
- Шаг 1: Очистите все детали, подлежащие пайке, с помощью куска ткани Эмори или стальной шерсти.
- Шаг 2: Нанесите белый флюс на поверхности, подлежащие пайке. Важно использовать флюс, подходящий для нержавеющей стали, так как он должен травить поверхность, чтобы припой мог правильно сцепиться. Вы могли бы использовать
Соляная (соляная) кислота, фосфорная кислота, фторборатные флюсы и хлорид цинка будут работать. - Шаг 3: Соедините две детали вместе и начните нагревать медь с помощью пропановой или газовой горелки MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, переместите тепло на нержавеющую сталь. Нагревайте, пока не увидите, как припой течет в соединение. Затем удалите источник тепла.
- Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите излишки флюса водой с мылом.
- Шаг 5: Выполните испытание на герметичность, чтобы убедиться, что соединение полностью герметично.

Вот еще несколько продуктов, рекомендованных участниками группы Home Disttilers of America в Facebook:
- Серебряный припой Stay-brite 8 1/8″
- Harris SCLF16 Жидкий паяльный флюс, 16 унций
Как паять Нержавеющая сталь к меди
Медный припой обеспечивает более прочную связь из-за высокого % серебра в прутке для пайки. Но это также будет стоить дороже и требует использования ацетиленовой или газовой горелки Mapp для плавления припоя. Вы можете приобрести прутки для пайки с различным процентным содержанием серебра, а также прутки с флюсовым или непокрытым покрытием. В моем случае я бы порекомендовал использовать прут для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600°C/1100°F для соединения деталей из меди и нержавеющей стали. Если вам требуется большая прочность, вы можете использовать припой из 56% серебра с оранжевым флюсовым покрытием. Вы также можете применить флюс для серебряного припоя Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой. Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Процесс пайки медных фитингов из нержавеющей стали описан ниже в пошаговом формате. Прежде чем начать, важно понимать, что вы можете повредить поверхность нержавеющей стали, перегрев ее в процессе пайки. Хром используется в нержавеющей стали для предотвращения коррозии. При нагревании нержавеющей стали при температуре
425–870 °C (800–1600 °F) в течение длительного периода времени хром может диффундировать с поверхности и образовывать карбиды хрома, что сделает сталь уже не нержавеющая. Оставляя его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и охлаждая детали в воде после 4 минут нагрева.
Материалы, необходимые для пайки:
- Ацетиленовые горелки или газовый горел MAPP
- СИНИЙ FLUX. поверхность стальной ватой или тканью Эмори.
- Шаг 2: Нанесите флюс на обе поверхности, подлежащие пайке, убедитесь, что у вас есть флюс, способный травить нержавеющую сталь и предназначенный для высокой температуры пайки (более 840 F).
 здесь.
здесь. - Шаг 3: Соедините детали и начните нагревать медь круговыми движениями, следя за тем, чтобы она равномерно нагревалась вокруг трубы. Когда припой начнет течь, переместите горелку ближе к нержавеющей стали, чтобы присадочный материал попал в стык между двумя деталями. Нержавеющая сталь передает тепло медленнее, чем медь, поэтому она не нагревается до нужной температуры почти так же долго. Вот почему мы начинаем нагревать медь в первую очередь. Если вы припаиваете клапан, который может быть чувствителен к температуре, оберните клапан влажным радом, чтобы предотвратить расплавление внутренних частей клапана.
- Шаг 4: Дайте детали остыть, пока она не станет теплой на ощупь, а затем удалите флюс водой с мылом до полного остывания.
- Шаг 5: Выполните тест на утечку, чтобы убедиться, что соединение полностью герметично.
В чем разница между покрытым флюсом и непокрытым серебряным припоем?
Давайте поговорим о преимуществах и недостатках использования прутков для припоя с флюсовым покрытием по сравнению с прутками для припоя без покрытия. Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную стекловидную пленку, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную стекловидную пленку, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Прочие ресурсы
Вот некоторые дополнительные ресурсы о пайке, пайке медных сплавов и строительных кубах, которые стоит прочитать.
- Homedistillers.org – Как припаять наконечник из нержавеющей стали к медной трубе
- Обсуждение в группе Facbook – Советы по креплению втулки из нержавеющей стали к медной трубе.

- Ebindustries.com — Сварка меди с нержавеющей сталью
- Learntomoonshine.com — Соберите свой собственный медный самогонный аппарат
Если у вас есть какие-либо вопросы или вы думаете, что я пропустил какую-то информацию, которая должна быть включена в эту статью, не стесняйтесь обращаться к нам. оставить комментарий внизу. Мне нравится, когда вы, ребята, помогаете улучшать эти статьи. Не забудьте присоединиться к нашей группе в Facebook, это отличное место, чтобы учиться и делиться знаниями о дистилляции.
Использование беспроводной системы видео-ЭЭГ для мониторинга эпилептиформных разрядов после латеральной перкуссионно-жидкостной черепно-мозговой травмы
. 2019 21 июня; (148).
дои: 10.3791/59637.
Мэтью Дж. Макгуайр 1 , Стивен М. Герц 1
, Джоли Д. Маккатчен 2 , Челси Р Ричардсон 3 , Дэвид Дж. Поулсен 4
Маккатчен 2 , Челси Р Ричардсон 3 , Дэвид Дж. Поулсен 4 Принадлежности
- 1 Отделение нейрохирургии, Школа медицины и биомедицинских наук Джейкобса.
- 2 Лаборатория сравнительной медицины для животных, Университет в Буффало.
- 3 Эмка Технологии.
- 4 Кафедра нейрохирургии, Школа медицины и биомедицинских наук Джейкобса; [email protected].
- PMID: 31282886
- DOI:
10.
 3791/59637
3791/59637
Мэтью Дж. Макгуайр и др. J Vis Exp. .
. 2019 21 июня; (148).
дои: 10.3791/59637.
Авторы
Мэтью Дж. Макгуайр 1 , Стивен М. Герц 1 , Джоли Д. Маккатчен 2 , Челси Р Ричардсон 3 , Дэвид Дж. Поулсен 4
Принадлежности
- 1 Отделение нейрохирургии, Школа медицины и биомедицинских наук Джейкобса.
- 2 Лаборатория сравнительной медицины для животных, Университет в Буффало.

- 3 Эмка Технологии.
- 4 Кафедра нейрохирургии, Школа медицины и биомедицинских наук Джейкобса; [email protected].
- PMID: 31282886
- DOI: 10.3791/59637
Абстрактный
Модель бокового перкуссионного повреждения жидкостью (FPI) хорошо зарекомендовала себя и использовалась для изучения ЧМТ и посттравматической эпилепсии (ПТЭ). Однако сообщалось о значительной изменчивости конкретных параметров, используемых в различных исследованиях, в которых применялась эта модель, что затрудняет согласование и интерпретацию результатов между лабораториями. Например, сообщалось о вариабельности размера и местоположения трепанации черепа, расположения втулки замка Люэра относительно трепанации черепа, атмосферного давления, воздействующего на твердую мозговую оболочку, и продолжительности импульса давления. Каждый из этих параметров может влиять на тяжесть травмы, которая напрямую коррелирует с частотой ТЭЛА. Это проявляется в широком диапазоне показателей смертности, продолжительности установочного рефлекса и зарегистрированной частоты судорожных припадков. Здесь мы предоставляем подробный протокол для метода, который мы использовали, чтобы облегчить гармонизацию между исследованиями. Мы использовали FPI в сочетании с беспроводной системой телеметрии ЭЭГ для постоянного мониторинга электрографических изменений и обнаружения судорожной активности. FPI индуцируется путем создания краниэктомии на 5 мм над левым полушарием, между брегмой и лямбдой и рядом с латеральным гребнем. Ступица замка Люэра крепится к черепу над краниэктомией. Этот концентратор подключен к устройству FPI, и 20-миллисекундный импульс давления доставляется непосредственно к неповрежденной твердой мозговой оболочке через трубку давления, соединенную с концентратором через разъем с поворотным замком.
Например, сообщалось о вариабельности размера и местоположения трепанации черепа, расположения втулки замка Люэра относительно трепанации черепа, атмосферного давления, воздействующего на твердую мозговую оболочку, и продолжительности импульса давления. Каждый из этих параметров может влиять на тяжесть травмы, которая напрямую коррелирует с частотой ТЭЛА. Это проявляется в широком диапазоне показателей смертности, продолжительности установочного рефлекса и зарегистрированной частоты судорожных припадков. Здесь мы предоставляем подробный протокол для метода, который мы использовали, чтобы облегчить гармонизацию между исследованиями. Мы использовали FPI в сочетании с беспроводной системой телеметрии ЭЭГ для постоянного мониторинга электрографических изменений и обнаружения судорожной активности. FPI индуцируется путем создания краниэктомии на 5 мм над левым полушарием, между брегмой и лямбдой и рядом с латеральным гребнем. Ступица замка Люэра крепится к черепу над краниэктомией. Этот концентратор подключен к устройству FPI, и 20-миллисекундный импульс давления доставляется непосредственно к неповрежденной твердой мозговой оболочке через трубку давления, соединенную с концентратором через разъем с поворотным замком.
Похожие статьи
Гармонизация процесса обнаружения судорог с фенотипом посттравматической эпилепсии в доклиническом многоцентровом исследовании посттравматического эпилептогенеза.
Касильяс-Эспиноса П.М., Андраде П., Сантана-Гомес К., Паананен Т., Смит Г., Али И., Чишек Р., Ндоде-Экане Х.Е., Брэди Р.Д., Тока Дж., Хадсон М.Р., Перукка П., Брейн Э.Л., Иммонен Р., Пухакка Н., Шульц С.Р., Джонс Н.С., Стаба Р.
Дж., Питканен А., О’Брайен Т.Дж. Касильяс-Эспиноса PM и др. Эпилепсия рез. 2019Окт;156:106131. doi: 10.1016/j.eplepsyres.2019.04.011. Epub 2019 27 апр. Эпилепсия рез. 2019. PMID: 31076256 Бесплатная статья ЧВК.
Прогрессирование электрофизиологических нарушений в ходе эпилептогенеза после экспериментальной черепно-мозговой травмы.
Рейд А.Ю., Брагин А., Гиза К.С., Стаба Р.Дж., Энгель Дж. Мл. Рейд А.Ю. и соавт. Эпилепсия. 2016 Октябрь; 57 (10): 1558-1567. дои: 10.1111/эпи.13486. Epub 2016 6 августа. Эпилепсия. 2016. PMID: 27495360 Бесплатная статья ЧВК.
Судорожные припадки и спайки ЭЭГ после латеральной ударно-жидкостной травмы у крыс.
Смит Д., Рау Т., Поулсен А., Маквильямс З., Паттерсон Д.
 , Келли В., Поулсен Д.
Смит Д. и др.
Эпилепсия рез. 2018 ноябрь;147:87-94. doi: 10.1016/j.eplepsyres.2018.09.005. Epub 2018 17 сентября.
Эпилепсия рез. 2018.
PMID: 30286390
, Келли В., Поулсен Д.
Смит Д. и др.
Эпилепсия рез. 2018 ноябрь;147:87-94. doi: 10.1016/j.eplepsyres.2018.09.005. Epub 2018 17 сентября.
Эпилепсия рез. 2018.
PMID: 30286390Патологические электрографические изменения после экспериментальной черепно-мозговой травмы.
Брагин А., Ли Л., Альмахано Дж., Альварадо-Рохас С., Рейд А.И., Стаба Р.Дж., Энгель Дж. мл. Брагин А и др. Эпилепсия. 2016 май; 57(5):735-45. дои: 10.1111/эпи.13359. Epub 2016 25 марта. Эпилепсия. 2016. PMID: 27012461 Бесплатная статья ЧВК.
От черепно-мозговой травмы до посттравматической эпилепсии: что модели на животных говорят нам о процессе и вариантах лечения.
Питканен А., Иммонен Р.Дж., Грон О.Х., Харатишвили И. Питканен А.
 и соавт.
Эпилепсия. 2009 фев; 50 Дополнение 2: 21-9. doi: 10.1111/j.1528-1167.2008.02007.x.
Эпилепсия. 2009.
PMID: 19187291
Обзор.
и соавт.
Эпилепсия. 2009 фев; 50 Дополнение 2: 21-9. doi: 10.1111/j.1528-1167.2008.02007.x.
Эпилепсия. 2009.
PMID: 19187291
Обзор.
Посмотреть все похожие статьи
Типы публикаций
термины MeSH
CAC: Угольная дуговая резка — гуру сварки
Воздушная дуговая резка — это процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
Расплавленный металл удаляется высокоскоростной струей сжатого воздуха.
Воздушная струя снаружи расходуемого угольно-графитового электрода. Он попадает в расплавленный металл сразу за дугой.
Необходимое оборудование включает воздушный компрессор, источник сварочного тока, угольный электрод и горелку для строжки.
Процесс воздушно-угольной сварки показан на рис. 10-75.
Сравнение с другими процессамиВоздушная углеродная дуговая резка и удаление металла отличаются от плазменной дуговой резки тем, что они используют открытую (неограниченную) дугу, которая не зависит от газовой струи. Воздушная струя удаляет металл физически, а не химически, как в процессах кислородно-топливной резки.
Этот процесс является более гибким, чем кислородно-топливные процессы, поскольку он не требует окисления для резки. Наиболее распространенные металлы, которые режут с помощью этого процесса, включают чугуны, медные сплавы и нержавеющую сталь. Этот процесс широко используется для обратной строжки, подготовки соединений и удаления дефектного металла сварного шва.
Технологическая схема воздушно-дуговой резки – рисунок 10-75Видеоролик о воздушно-угольной дуговой резке
Оборудование и принципиальная схема
Принципиальная схема воздушно-дуговой резки (CAC) или строжки показана на рис. 10-76. Обычно используются обычные сварочные аппараты с постоянным током. В этом процессе можно использовать постоянное напряжение. При использовании источника питания CV необходимо принять меры предосторожности, чтобы он работал в пределах номинального выходного тока и рабочего цикла. Источники питания переменного тока с обычными характеристиками спада также могут использоваться для специальных применений. Должны использоваться угольные электроды переменного тока.
10-76. Обычно используются обычные сварочные аппараты с постоянным током. В этом процессе можно использовать постоянное напряжение. При использовании источника питания CV необходимо принять меры предосторожности, чтобы он работал в пределах номинального выходного тока и рабочего цикла. Источники питания переменного тока с обычными характеристиками спада также могут использоваться для специальных применений. Должны использоваться угольные электроды переменного тока.
Необходимое оборудование показано на блок-схеме. Специально для процесса воздушно-угольной дуги были изготовлены специальные мощные сильноточные машины. Это связано с чрезвычайно высокими токами, используемыми для угольных электродов большого размера.
Держатель электрода
Держатель электрода предназначен для процесса воздушно-угольной дуги (CAC). Держатель включает небольшую круглую головку, которая содержит воздушные форсунки для направления сжатого воздуха вдоль электрода. Он также имеет канавку для захвата электрода. Эту головку можно поворачивать, чтобы электрод располагался под разными углами по отношению к держателю. Тяжелый электрический провод и шланг подачи воздуха подключаются к держателю через клеммную колодку. В держателе имеется клапан для включения и выключения подачи сжатого воздуха. Держатели доступны в нескольких размерах в зависимости от рабочего цикла выполняемой работы, сварочного тока и размера используемого угольного электрода. Для особо тяжелых работ используются держатели с водяным охлаждением.
Он также имеет канавку для захвата электрода. Эту головку можно поворачивать, чтобы электрод располагался под разными углами по отношению к держателю. Тяжелый электрический провод и шланг подачи воздуха подключаются к держателю через клеммную колодку. В держателе имеется клапан для включения и выключения подачи сжатого воздуха. Держатели доступны в нескольких размерах в зависимости от рабочего цикла выполняемой работы, сварочного тока и размера используемого угольного электрода. Для особо тяжелых работ используются держатели с водяным охлаждением.
Типы электродов
Углеродный графит:
Углеродные графитовые электроды изготавливаются из смеси углерода и графита с добавлением связующего вещества, которое обжигается для получения однородной структуры. Электроды бывают нескольких типов.
Электроды без покрытия :
Электроды без покрытия дешевле, пропускают меньший ток и легче запускаются.
С медным покрытием:
Электрод с медным покрытием обеспечивает лучшую электрическую проводимость между ним и держателем. Электрод с медным покрытием лучше сохраняет первоначальный диаметр во время работы. Он дольше служит и пропускает больший ток. Электроды с медным покрытием бывают двух типов
Электрод с медным покрытием лучше сохраняет первоначальный диаметр во время работы. Он дольше служит и пропускает больший ток. Электроды с медным покрытием бывают двух типов
- Тип постоянного тока
- Тип переменного тока
Соотношение углерода и графита в составе этих двух типов несколько различается. Тип постоянного тока более распространен.
Тип переменного тока содержит специальные элементы для стабилизации дуги. Он используется для отрицательного электрода постоянного тока при резке чугуна. Электроды с покрытием переменного тока изготавливаются из графита, угля и специального связующего. Редкоземельные материалы примешиваются для обеспечения стабилизации при использовании переменного тока.
При нормальном использовании электрод работает с положительным электродом. Диаметр электродов варьируется от 5/32 до 1 дюйма (от 4,0 до 25,4 мм). Электроды обычно имеют длину 12 дюймов (300 мм); однако доступны электроды диаметром 6 дюймов (150 мм). Электроды с медным покрытием и коническими раструбными соединениями доступны для автоматической работы и допускают непрерывную работу.
Электроды с медным покрытием и коническими раструбными соединениями доступны для автоматической работы и допускают непрерывную работу.
В таблице ниже показаны типы электродов и диапазон тока дуги для различных размеров.
| Тип электрода | Размер электрода | Текущий | ||
|---|---|---|---|---|
| дюймов | мм | Мин. | Максимум | |
| DC (простой) или AC (с медным покрытием) | 5/32 | 4 | 90 | 150 |
| 3/16 | 4,8 | 150 | 200 | |
| 1/4 | 6,4 | 200 | 400 | |
| 5/16 | 7,9 | 250 | 450 | |
| 3/8 | 9,5 | 350 | 600 | |
| 1/2 | 12,7 | 600 | 1000 | |
| 5/8 | 15,9 | 800 | 1200 | |
| 3/4 | 19,1 | 1200 | 1600 | |
| 1 | 25,4 | 1800 | 2200 | |
Полярность электрода положительная (обратная полярность).
Примечание: Для омедненных электродов постоянного тока ток может быть увеличен в процентах.
См. указания производителя
Давление воздуха
Давление воздуха не является критическим, но должно находиться в диапазоне от 80 до 100 фунтов на кв. дюйм (от 552 до 690 кПа). Требуемый объем сжатого воздуха колеблется от 5 кубических футов в минуту (2,5 литра в минуту) до 50 кубических футов в минуту (24 литра в минуту) для угольных электродов самого большого размера. Компрессор мощностью в одну лошадиную силу будет подавать достаточно воздуха для электродов меньшего размера. При использовании электродов самого большого размера потребуется компрессор мощностью до десяти лошадиных сил.
Горелка
Горелка CAC для строжки Выше показана ручная горелка для строжки. Горелка удерживает электрод в поворотной головке с одним или несколькими воздушными отсеками. Таким образом, воздушная струя остается на одной линии с электродом независимо от угла наклона электрода к горелке.
Если горелка имеет две головки (воздушные форсунки с обеих сторон электрода) или с фиксированным углом между электродом и держателем, они лучше подходят для некоторых целей, таких как большие отливки (промывка подушечек) или для удаления подушечек.
Резак охлаждается воздухом. Если используются сильноточные приложения, то можно использовать водяное охлаждение вместе с мощной горелкой.
Преимущества и основные области применения
Процесс воздушно-дуговой резки (CAC) используется для резки металла, выдалбливания дефектного металла, удаления старых или некачественных сварных швов, выдалбливания корней сварных швов с полным проплавлением и подготовки канавок для сварки. . Воздушно-дуговая резка угольным электродом также используется, когда слегка рваные края не являются нежелательными.
Площадь разреза небольшая и, поскольку металл плавится и удаляется быстро, окружающая область не достигает высоких температур. Это снижает склонность к деформации и растрескиванию.
Воздушно-дуговая резка (CAC) и строжка обычно выполняются вручную. Аппарат может быть установлен на дорожной тележке. Это считается машинной резкой или строжкой.
Были сделаны специальные приложения, когда цилиндрическая деталь помещалась на токарное устройство и вращалась под воздушно-угольной дуговой горелкой. Это машинная или автоматическая резка, в зависимости от участия оператора.
Работает во всех положениях:
Процесс воздушно-дуговой резки (CAC) можно использовать во всех положениях. Его также можно использовать для строжки во всех положениях. Использование в положении над головой требует высокой квалификации.
Работа с обычными металлами:
Воздушно-дуговой процесс можно использовать для резки или строжки большинства обычных металлов. Металлы включают: алюминий, медь, железо, магний, а также углеродистую и нержавеющую сталь.
Процесс не рекомендуется для подготовки под сварку нержавеющей стали, титана, циркония и других подобных металлов без последующей очистки. Эта очистка, обычно шлифованием, должна удалить весь науглероженный материал с поверхности, примыкающий к разрезу. Этот процесс можно использовать для резки этих материалов на металлолом для переплавки.
Эта очистка, обычно шлифованием, должна удалить весь науглероженный материал с поверхности, примыкающий к разрезу. Этот процесс можно использовать для резки этих материалов на металлолом для переплавки.
Технологические принципы
Принципы воздушно-дуговой резки ДиаграммаПроцедура выполнения канавок в стали показана в таблице ниже…
 11
11 3
3
- Давление воздуха от 80 до 100 фунтов на квадратный дюйм (от 552 до 690 кПа) рекомендуется для электродов 1/2″ и 5/8″ (13 и 16 мм).

- Для канавок глубиной более 3/4 дюйма (19 мм) можно использовать комбинацию настроек и нескольких проходов.
Чтобы сделать рез или строжку, резак зажигает дугу и почти сразу запускает поток воздуха.
Электрод заострен в направлении движения под углом примерно 45° к оси паза.
Скорость перемещения, угол наклона электрода, размер электрода и сила тока определяют глубину канавки. Диаметр электрода определяет ширину канавки.
Методы разрезания электродом для CACОбычные меры предосторожности, связанные с угольной дуговой сваркой и дуговой сваркой в среде защитного металла , относятся к воздушно-дуговой резке (CAC) и строжке. Однако необходимо соблюдать еще две меры предосторожности.
Во-первых, воздушный поток заставит расплавленный металл переместиться на очень большое расстояние. Металлические отклоняющие пластины должны быть размещены перед операцией строжки. Все горючие материалы должны быть удалены от рабочей зоны. При сильном токе масса удаленного расплавленного металла довольно велика и может стать пожароопасной, если ее не локализовать должным образом.
При сильном токе масса удаленного расплавленного металла довольно велика и может стать пожароопасной, если ее не локализовать должным образом.
Второй фактор – высокий уровень шума. При больших токах с высоким давлением воздуха возникает очень громкий шум. Дуговой резак должен надевать защитные наушники, наушники или беруши.
Сменный электрод DCS для более 12 лет работы на гриле. Инструкции, видео, изображения, сведения
| Артикул | Описание | Цена | Illustration |
| 04850 Fits Models: 27DBQR 27DBR 27DSBQ 27DSBQR 27FSBQ 27FSBQR 36DBQ 36DBQAR 36DBQR 36EBQAR 48DBQ 48DBQAR 48DBQR 48EBQAR 48EBQR BGA27-BQ BGA27-BQR BGA36-BQARL BGA36-BQARN BGA48-BQARL BGA48-BQARN BGA48-BQRL BGA48-BQRN BGB30 -BQR BGB36-BQAR BGB48-BQAR BGB48-BQR | Запальный электродс коллекторной коробкой и проводом для моделей DCS | 24,90 $ Бесплатная доставка по континентальной части США!! | См. видео по установке здесь. видео по установке здесь. |
Устройство розжига гриля DCSУ Dynamic Cooking Systems было гораздо больше времени для разработки более эффективных рабочих систем, чем у любой другой компании, производящей газовые грили высокого класса, потому что DCS производит первоклассные уличные приборы дольше, чем кто-либо другой. Первоначальные электроды имели коллекторные коробки с правосторонним и левосторонним кронштейном, и каждая новая модель имела немного другую область крепления и немного другой размер. После того, как DCS достигла вершины своей конструкции с моделью, известной как модель D, они начали использовать эту конструкцию электрода и коллекторной коробки, и все модели DCS с 12 лет назад до сегодняшнего дня имели этот воспламенитель. Мы снабжаем его 30-дюймовой проволокой, поэтому комплекты электродов, которые мы отправляем, всегда подходят. См. видео об установке воспламенителя DCS здесь. | |
Даже высококачественная нержавеющая сталь 304, предназначенная для использования вне помещений, требует определенного ухода. Как видно из этого изображения, нержавеющая сталь может в конечном итоге заржаветь, но обычно это занимает очень много времени, потому что DCS использует такие высококачественные материалы. Более серьезное беспокойство вызывает то, что электрод подобен миниатюрной свече зажигания, и одна меткая капля смазки может нарушить способность кончика электрода искрить к чистой нержавеющей стали на внутренней стороне кронштейна коллекторной коробки. Если электрод не работает должным образом, распылите на всю коробку обезжиривающее средство, чтобы растопить скопившуюся смазку. При необходимости слегка расчешите. | |
Когда электрод установлен в гриле, внутренняя передняя стенка гриля из нержавеющей стали поддерживает электрод. Когда клиент звонит, чтобы сказать, что воспламенитель работает, но кажется слабым (сначала замените батарею!), проблема обычно заключается в том, что грязная внутренняя стена воздействует на землю. Снимите электрод и используйте мощный обезжириватель с лезвием бритвы, чтобы очистить переднюю стенку. Мелкая наждачная бумага также хорошо работает. |
 Материал имеет содержание никеля, которое не допускает деформации или повторной плавки, и хрома, который вступает в реакцию с кислородом для защиты внешнего слоя нержавеющей стали. Это означает, что внешний слой нержавеющей стали следует очищать или, по крайней мере, обезжиривать, по крайней мере, один или два раза в год.
Материал имеет содержание никеля, которое не допускает деформации или повторной плавки, и хрома, который вступает в реакцию с кислородом для защиты внешнего слоя нержавеющей стали. Это означает, что внешний слой нержавеющей стали следует очищать или, по крайней мере, обезжиривать, по крайней мере, один или два раза в год. Мало того, что винт удерживает электрод на месте, коллекторная коробка из нержавеющей стали, привинченная к стенке из нержавеющей стали, заземляет электрод внутри решетки. Есть способы заземлить всю систему, чтобы сделать электричество сильнее, но электроды спроектированы так, чтобы заземлять себя там, где они установлены. Со временем жир, капающие соусы, брызги маринадов через решетки и пары газового пламени обесцвечивают нержавеющую сталь, образуя отложения. Это также может ослабить соединение заземления металл-металл.
Мало того, что винт удерживает электрод на месте, коллекторная коробка из нержавеющей стали, привинченная к стенке из нержавеющей стали, заземляет электрод внутри решетки. Есть способы заземлить всю систему, чтобы сделать электричество сильнее, но электроды спроектированы так, чтобы заземлять себя там, где они установлены. Со временем жир, капающие соусы, брызги маринадов через решетки и пары газового пламени обесцвечивают нержавеющую сталь, образуя отложения. Это также может ослабить соединение заземления металл-металл.| 04850 Fits Models: 27DBQR 27DBR 27DSBQ 27DSBQR 27FSBQ 27FSBQR 36DBQ 36DBQAR 36DBQR 36EBQAR 48DBQ 48DBQAR 48DBQR 48EBQAR 48EBQR BGA27-BQ BGA27-BQR BGA36-BQARL BGA36-BQARN BGA48-BQARL BGA48-BQARN BGA48-BQRL BGA48- BQRN BGB30-BQR BGB36-BQAR BGB48-BQAR BGB48-BQR | Сменный электрод поставляется с коллекторной коробкой, а электродная проволока подходит ко всем моделям грилей DCS. | 24,90 $ Бесплатная доставка по континентальной части США!! | См. видео по установке здесь. |

| Информация о гриле DCS | Детали гриля DCS | Модули зажигания | Электроды зажигания | Видео по установке |
Модель D Воспламенитель гриля
Первая модель гриля DCS с таким типом держателя электрода и коллекторной коробки имела вращающиеся отверстия. Механическая конструкция, поворотные модули имеют храповик, который нужно повернуть, чтобы произвести скачки в несколько милливольт, несколько искр за один оборот. Поворотные модули имеют круглые патрубки. Электроды на этой странице поставляются с преобразованием, поэтому конец провода можно использовать как плоскую лопатку или как круглое соединение для использования с модулем с батарейным питанием или вращающимися наконечниками.
DCS разработаны с учетом архитектуры всей решетки. Перекрестите трубки с каждой стороны, если U-образные горелки точно совпадают с искрой в электроде. Пересекающиеся трубки между горелками и поднимающиеся вверх по боковым стенкам решетки также выровнены с искровым электродом. DCS производила экстраординарные газовые грили в течение 210 лет, прежде чем представила эту конструкцию электрода, и она была настолько хорошо спроектирована более 10 лет назад, что этот электрод до сих пор используется в грилях для барбекю DCS, продаваемых сегодня.
888.346.6930
Hydrogen Fuel Gets a Boost with Stainless Steel Technology
Homepage
Co.Design
Tech
Work Life
News
Impact
Podcasts
Видео
- Прямая трансляция
Фестиваль инноваций
IF360
Subscribe
Help Center
fastco works
AWS
Deloitte
Dept
Elevate Prize
EY
IBM
Klarna
Visa
FastCo Works
Отмеченная наградами команда журналистов, дизайнеров и видеооператоров, которые рассказывают истории брендов через призму Fast Company
Исполнительный совет FC
коллекции
Быстрое правительство
Будущее инноваций и технологий в правительстве для общего блага воздействие
Самые творческие люди
Лидеры, творчески формирующие будущее бизнеса
Идеи, меняющие мир
New workplaces, new food sources, new medicine–even an entirely new economic system
Innovation By Design
Celebrating the best ideas in business
Newsletter
Events
Innovation Festival
Курсы и обучениеРекламаТекущий выпуск
ПОДПИСАТЬСЯ
Подписывайтесь на нас:
By Kit Eaton 1 минута чтения
Наука о производстве водорода для питания топливных элементов в процессах микробного электролиза только что получила импульс благодаря некоторым исследованиям в Университете штата Пенсильвания, в которых используются компоненты из нержавеющей стали вместо более дорогой платины.
Обычно в микробном электролизе биологический материал ячейки разрушается полчищами микробов, которые собираются вокруг металлического анода — ячейка находится в вакууме, и электроны, произведенные органическим процессом, прыгают к катоду ячейки, где они захватывают протон. В результате на аноде элемента образуется газообразный водород: это топливо, в котором нуждаются водородные топливные элементы, вырабатывающие электричество.
Конструкции электродов, использовавшиеся до сих пор, требовали использования платины в качестве катализатора. И помимо того, что платина является редким ресурсом с потенциально коротким сроком полезного использования, она ужасно дорогая: в настоящее время более 1000 долларов за унцию. Это, конечно, увеличивает стоимость микробных процессов производства водорода и потенциально делает их бесполезными в больших масштабах, таких как те, которые необходимы для коммерческого производства.
Но группа под руководством профессора Брюса Логана из Университета штата Пенсильвания исследовала альтернативы платине. Одним из кандидатов на устойчивость материала и низкую цену является нержавеющая сталь, но при использовании в нормальных микробных клетках ее эффективность составляет лишь треть платинового катода. Команда Логана обнаружила, что, превратив нержавеющую сталь в щетку с плотной щетиной, они получили катод, который соответствовал или даже превосходил катод из платины. В их небольшой экспериментальной установке ранее использовался платиновый катод за 0,15 доллара, тогда как новый стальной катод стоит всего 0,03 доллара.
Одним из кандидатов на устойчивость материала и низкую цену является нержавеющая сталь, но при использовании в нормальных микробных клетках ее эффективность составляет лишь треть платинового катода. Команда Логана обнаружила, что, превратив нержавеющую сталь в щетку с плотной щетиной, они получили катод, который соответствовал или даже превосходил катод из платины. В их небольшой экспериментальной установке ранее использовался платиновый катод за 0,15 доллара, тогда как новый стальной катод стоит всего 0,03 доллара.
Следующим этапом исследования, вероятно, будет оптимизация химического состава нержавеющей стали, а также физическая конструкция щеткообразных электродов. Когда микробные клетки увеличиваются от лабораторных размеров до размеров промышленного производства, газообразный водород захватывается щетинками и перенос ионов на большие расстояния внутри клетки становится проблемой.
Перспективы этой технологии огромны: теоретически пищевые отходы, вода и нужные микробы — это все, что нужно для производства водорода, который затем можно «сжечь» в топливных элементах для выработки электроэнергии. И весь этот экологически чистый производственный цикл потенциально имеет гораздо меньший углеродный след, чем многие современные методы производства энергии. Теперь, когда платина в конструкции не нужна, похоже, что генерация микробного топлива может стать полезной технологией в ближайшем будущем.
И весь этот экологически чистый производственный цикл потенциально имеет гораздо меньший углеродный след, чем многие современные методы производства энергии. Теперь, когда платина в конструкции не нужна, похоже, что генерация микробного топлива может стать полезной технологией в ближайшем будущем.
[через Technology Review]
Tech
TechApple Watch 8 предлагает небольшое изменение выигрышной темы
TechУ Airbnb есть идеи о том, как правительства могут улучшить удаленную работу
TechКто выпустил собак-роботов?
Новости
Самые инновационные компанииСамые инновационные компании 2023: Используйте эти удивительные советы, чтобы написать успешное приложение MIC
НовостиСлияние Ethereum завершено: вот что это значит для инвесторов и окружающей среды
НовостиДругой судья только что сделал странными отношения между работодателями и работниками по поводу сексуального здоровья
Co.Design
Инновации в дизайнеЭта программа Google помогает чернокожим и латиноамериканским предпринимателям развивать свой бизнес
Инновации в дизайнеЛучший дизайн для социальной справедливости в 2022
Innovation By DesignЛучший городской дизайн 2022 года
Work Life
Work LifeПоправка о равных правах получает новую жизнь в борьбе за доступ к абортам
Трудовая жизньВаша четырехдневная рабочая неделя провалится, если вы совершите эти 5 ошибок
Трудовая жизнь3 стратегии поддержания этической культуры на удаленном или гибридном рабочем месте
сталь | Состав, свойства, типы, сорта и факты
производство
Посмотреть все СМИ
- Ключевые люди:
- Эндрю Карнеги
Генри Бессемер
Сэр Уильям Сименс
Джон Огастес Роблинг
Чарльз М.
 Шваб г.
Шваб г.
- Похожие темы:
- Дамасская сталь углеродистая сталь стальная промышленность перлит литая сталь
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
сталь , сплав железа и углерода, в котором содержание углерода колеблется до 2 процентов (при более высоком содержании углерода материал определяется как чугун). На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкие затраты на ее производство, формовку и обработку, изобилие двух сырьевых материалов (железной руды и металлолома) и беспрецедентный ассортимент механические свойства.
(Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкие затраты на ее производство, формовку и обработку, изобилие двух сырьевых материалов (железной руды и металлолома) и беспрецедентный ассортимент механические свойства.
Свойства стали
Основной металл: железо
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье Основным компонентом стали является железо, металл, который в его чистое состояние ненамного тверже меди. За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплава) атомов в твердом растворе.
Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплава) атомов в твердом растворе.
Железо имеет аллотропию ОЦК ниже 912°C (1674°F) и от 1394°C (2541°F) до температуры плавления 1538°C (2800°F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в диапазоне более низких температур и дельта-железом в зоне более высоких температур. Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а скорее к сильным магнитным характеристикам железа. Ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Викторина “Британника”
Строительные блоки предметов повседневного обихода
Из чего сделаны сигары? К какому материалу относится стекло? Посмотрите, на что вы действительно способны, ответив на вопросы этого теста.
В чистом виде железо мягкое и обычно непригодно для использования в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь – добавление небольшого количества углерода. В твердой стали углерод обычно встречается в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известным как цементит) или карбидом легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
Воздействие углерода лучше всего иллюстрируется диаграммой равновесия железа и углерода. Линия A-B-C представляет точки ликвидуса (, т. е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F).