Видео работа точечной сварки: Точечная сварка своими руками – ВИДЕО как сделать аппарат точечной сварки своими руками
alexxlab | 03.10.1987 | 0 | Разное
Точечная сварка своими руками – ВИДЕО как сделать аппарат точечной сварки своими руками
Весьма просто можно сделать аппарат точечной сварки своими руками с переменным током. Через подачу электроимпульса с изменением времени выполняется точечная сварка своими руками. Видео процесса можно посмотреть здесь.
Трансформатор представляется важнейшей составляющей. Он сооружается из микроволновой печи (около одного киловатта и выше). Они обладают достаточной мощностью и вполне доступны. Трансформатора хватит, чтобы была создана точечная сварка из микроволновки. Однако если не хватит мощности, то берут два микроволновых прибора.
Чтобы работал магнетрон микроволновой печи, требуется высочайшее напряжение. Поэтому трансформатор, имеющий до двух тысяч ватт напряжения на выходе, используется как повышающий компонент. Лучше не проверять его работоспособность через сеть.
Для него нужны магнитный провод и обмотка. Аккуратно удаляется вторичная обмотка. Могут быть также установлены шунты. Их необходимо осторожно убрать, так как подача тока существенно ограничивается.
Их необходимо осторожно убрать, так как подача тока существенно ограничивается.
Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
При двух равных трансформаторах делается один для наиболее мощного тока. Такой способ применяется, например, для осуществления сварки с металлом не тонким или при недостаточной мощности трансформатора. При соединении нужно быть осторожным, так как ошибка стоит короткого замыкания.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей.
Точечная сварка своими руками: видео
Электродами служат медные стержни. Толщина их здесь сыграет положительную роль. При небольшой подаче тока пользуются жилами паяльников.
Как производится ручная точечная сварка? Электроды нужно подтачивать, а со временем необходимо их менять из-за полного стачивания. Длина провода от трансформатора, как отмечалось, по возможности делается меньшей. Соединений тоже лучше делать меньше, потому что при них теряется мощность. Идеалом здесь будут наконечники с обеих сторон провода, через которые соединяются электроды.
Наконечники спаиваются с проводом для предотвращения роста сопротивления и потери мощности. Когда у провода большой диаметр, то спаивать его с наконечником непросто. Но процесс упростится, если приобрести луженые наконечники. Из-за неспаянных соединений также растет сопротивление. Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Самодельный аппарат точечной сварки имеет рычаг и выключатель.
Чтобы осуществлялась точечная сварка своими руками (видео), сжатие электродами производится сильное. На аппаратах промышленных образцов такая сила может быть равна десяткам, а иногда даже сотням килограммов. В связи с этим рычаг делается как можно крепче, а основание массивнее, лучше, если его можно будет закрепить к столу.
Усилие создается при помощи, как рычажного зажима, так и рычажного винтового. Используются и другие методы при помощи дополнительного оборудования.
Чтобы не создавать еще сопротивление и не сварить до предела, выключатель надо соединить именно в первичную обмотку цепи. Если используется рычажный механизм для прижима, то выключатель устанавливают прямо на рычаге, чтобы при работе, давя на рычаг, подавать ток. Другой рукой спокойно поддерживаются свариваемые детали.

Аппарат точечной сварки своими руками
Осуществляя эксплуатацию, включая и выключая ток, нужно помнить, что электроды должны обязательно быть сжаты, потому что если этим пренебречь, они могут подгореть.
Лучше при эксплуатации аппарат специально охлаждать вентилятором. Если его нет, то необходимо следить за температурой агрегата и его элементов. Выключать его на время, давая передохнуть.
Точечная сварка своими руками. Видео. Результаты
Чтобы сварка была качественной, конечно, необходимо набраться достаточного опыта, при котором будет вырабатываться знание и чувство нужной продолжительности подачи импульса при наблюдении за поведением сварной точки по ее цвету.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Видео станков для сварки сетки, видео изготовления каркаса свай, обзоры станков и машин
Машина сварки каркасов труб и колец WSR
Сваенавивочная установка WS-16
Завод по производству 3D заборов в Казахстане
Автоматическая линия WL-2000 с продольным и поперечным рубом сетки
Сваенавивочная машина WS-16 бюджетная версия
Автоматическая линия WP-3100 для сварки сетчатых 3D заборов со встроенным прессом
Полуавтоматическая линия WP-1000 с лотковым продольным модулем загрузки
Полуавтоматическая линия контактной сварки WP-2000 с сервоприводом подачи
Автоматическая линия сварки сетчатых панелей для заборов 3D и ограждений
Серия WL Plus 2000 скоростная линия сварки с бухт
Буронабивные сваи. Машина сварки каркасов UWS
Правильно-отрезной станок СПО-110/3-6
Машина для производства рулонной сетки типа Холланд (Holland) и сетки “волна”
Машина сварки арматурной сетки WFE с подвижными электродами
Обзор правильно-отрезного станка СПО-70/3-6
Автоматическая машина сварки плоских арматурных каркасов
Сваенавивочная машина серии WS Навивка каркасов свай
Автоматическая линия сварки WL-1500, модификация 2015 г., 60 прутков/мин.
Полуавтоматическая линия для сварки сетки в городе Ульяновск. Работа в условиях реального производства свыше одного года.
Автоматическая линия сварки WL-2000, модификация 2015 года
Комплект оборудования для производства заборных ограждений 3D
Ручная линия сварки сеток РЛМ-1000
Автоматическая линия сварки WL-500 с одновременной подачей двух поперечных прутков
Двухветвевая сварочная машина для сварки тяжелых плоских каркасов WPD-560
Завод по производству опор СВ 95, 105, 110 “под ключ”. Проектирование, оснащение оборудованием заводов ЖБИ.
Ручная линия сварки сеток РЛ-2000. Съемки с производства. Более года в эксплуатации (стол подачи и пакетировщик в базовую поставку не входят).
Станок навивки спиралей двухсторонний.![]()
Автоматическая линия для армирования ПДН, ПАГ
Полуавтоматическая линия для сварки кладочной сетки в кондукторе
Автоматическая линия сварки сетки в г. Саратов
Автоматическая линия сварки, компактный вариант
Правильно-отрезной станок СПО-70/3-6
Линия сварки тяжелых сеток серия WF, Чита
Станок перемотки проволоки с бухт
Двухветвевая линия WPD-400
WP-1500 с ячейкой от 25х25 мм. Сетка для крепления горных выработок
Полуавтоматическая линия сварки решетчатого настила
Листогиб для 3D забора
Многоконтактная линия сварки WP-1500 (стандартная комплектация)
©2000 – 2022 – НПО “Росстройтех”ТМ. All rights reserved.
All rights reserved.
Точечная сварка своими руками из микроволновки – схема, видео, фото
- Вынимаем трансформатор из микроволновой печи
- Тонкости модернизации трансформатора от СВЧ-печи
- Рекомендации при соединении двух трансформаторов
- Как определить одноименные выводы трансформаторов
- Электроды для самодельной точечной сварки
- Устанавливаем электроды на сварочный аппарат
- Органы управления самодельной точечной сваркой
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Точечная сварка своими руками из микроволновки со схемами, видео инструкциями и фото примерами © Геостарт
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Что я получил в итоге
Мощность моего аппарата точечной сварки из микроволновки во время сварки порядка 4150 вт, потребляемый ток после 2 сек. сварки порядка 18 А, напряжение на вторичной обмотке получилось порядка 2.5 В, примерный ток во вторичной обмотке 1650 А.
Аппарат сваривает проволоку 3 мм очень быстро, даже плавит ее, если передержать… Сваривает листовую сталь 2 куска по 1.5 мм отлично, а также сваривает: 2 куска по 1 мм, 3 куска по 1 мм, больше еще не пробовал, думаю, что оно сможет варить сталь до 2 мм (2 куска по 2 мм).
Вторичная обмотка греется после примерно 7-10 точек.
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Контактная сварка, собранная своими руками
Изготовление сварочного аппарата.
С целью получения надежного сварочного агрегата, необязательно приобретать дорогостоящую модель. Сварку делаем из микроволновки своими руками, если в распоряжении мастера есть такой прибор.
Агрегат сваривает электродом кромки металлоизделий и собирается по такому же принципу, как и в случае применения специального оборудования, но обойдется мастеру в разы дешевле профессионального агрегата.
Прежде чем рассказать, как сделать контактную сварку своими силами, отметим важную деталь. Наиболее значимым элементом в СВЧ печи в процессе сборки сварного аппарата является трансформатор от микроволновой печи.
Он обеспечит сварку высоким напряжением ввиду наличия большого коэффициента трансформации. Поэтому для самодельной точечной сварки следует подбирать печи больших размеров.
Для расплавления кромок металлических изделий, которые соединяются путем контактной сварки, необходим ток высокой силы. Величина напряжения при этом не влияет на качество сварных швов, поэтому во внимание не берется. В большинстве случаев применяется уровень до 3-х Вольт.
Величина напряжения при этом не влияет на качество сварных швов, поэтому во внимание не берется. В большинстве случаев применяется уровень до 3-х Вольт.
Мощность трансформатора нужно подбирать с учетом толщины деталей, с которыми планируется работать в дальнейшем:
- при толщине до 1 мм актуальна модность в районе 1000 Вт;
- при толщине до 2 мм ‒ в районе 2000 Вт;
- при толщине до 3 мм ‒ в районе 5000 Вт.
Если данные условия будут соблюдены, получится действительно высокопроизводительный сварочный аппарат для использования в быту.
Схема устройства самодельного сварного аппарата
Основной элемент любого аппарата для контактной сварки ‒ это трансформатор, который стоит изъять из старой микроволновки. Важное условие – прибор должен быть рабочим.
Самодельный сварочный агрегат будет способен соединять листы стали с толщиной до 1 мм, если при его сборке использовать мощный трансформатор. Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
На заметку! Дабы не допустить ошибок при сборке самодельного сварного оборудования, важно составить схему соединения его конструктивных элементов. Следуя ей, можно без каких-либо трудностей собрать сварочный аппарат для бытового использования из СВЧ печи.
Схемы самодельных сварных агрегатов также в большом количестве присутствуют в интернете на форумах сварщиков. Они помогут изготовить агрегат, служащий хорошим подспорьем для выполнения сварных операций в быту, и будут значительно более экономичными по стоимости, нежели магазинные версии.
Тем более что дорогостоящее профессиональное оборудование не всегда целесообразно покупать для выполнения мелких бытовых операций.
Сборка рабочей части устройства позволяет оперативно выполнить соединение сварных электродов, и зажать металлическое изделие между ними.
Устройство трансформатора микроволновки.
Технологически всю работу можно разделить на две части:
- Создание нижнего основания контактной сварки своими руками из микроволновой печки.
С этой целью используется профиль, штанга или деревянный брус. Один его конец нужно крепко зафиксировать на корпусе при помощи саморезов, обеспечивающих жесткую фиксацию. На второй край требуется подсоединить нижний сварочный электрод с подведенным к нему кабелем от трансформатора. Для жесткой фиксации провода его приматывают к штанге. - Обустройство верхней подвижной части устройства в виде рычага.
Функцию оси может выполнить длинный не ржавый гвоздь, а стойки по бокам изготавливаются из брусков или профилей. Не стоит допускать наличие зазоров между стойками и основанием самодельного рычага, в противном случае может снизиться точность соответствия верхней и нижней части и точности самой сварки.
В начале работы из микроволновки изымают трансформатор, но этот элемент потребуется не весь, а лишь некоторые его части. А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
Далее, на трансформатор потребуется соорудить новую обмотку, для чего применяют многожильный провод с сечением не менее 100 мм2. Кабель для сварки проводов наматывается в 2-3 витка. Но если на проводе присутствует слишком толстая изоляция, то ее можно убрать и заменить текстильной изолентой.
Если агрегат нужно сделать мощным, для него используется два трансформатора, а повторную обмотку для них делают общей. При этом крайне важно верно осуществить соединение выводов с первичных обмоток обоих трансформаторов, чтобы не снизилась мощность сварного аппарата.
Следующие этапы работы по изготовлению контактной сварки из микроволновой печи своими руками выглядят следующим образом:
- установка системы управления агрегатом, позволяющей наладить бесперебойное сваривание металлических изделий точечным контактным методом;
- изготовление и подсоединение сварных электродов, диаметр и вид которых подбирается с учетом характеристик рабочих деталей;
- монтаж внутренней части агрегата для контактной сварки в надежный корпус от старой бытовой техники, демонстрирующий высокую стойкость к воздействию негативных факторов из окружающей среды.

Самодельная контактная сварка из микроволновой печки, созданная по такой инструкции, может справиться с:
- сеткой;
- клетками;
- прутками с диаметром до 3 мм;
- пластинами металла до 3 мм.
Все эти изделия без особенных трудностей могут использоваться для создания металлоконструкций с помощью собранного своими силами агрегата для точечной сварки.
Необходимые в работе материалы и инструменты
Если в распоряжении мастера имеется микроволновка, которая больше не используется по прямому назначению, из нее можно смастерить аналог профессионального оборудования проведения для сварочных работ.
Способ сваривания деталей точечной сваркой.
В процессе работы мастеру потребуется следующие комплектующие детали будущей микроимпульсной сварки, вспомогательные приспособления и инвентарь для сборки агрегата:
- переделанный трансформатор от микроволновки или АКБ батареи;
- провод приличного диаметра из меди или жгут проводов небольшого размера;
- рычаги, выполняющие функции прижимов;
- основание для установки сварочного аппарата;
- зажимные струбцины;
- отвертки разного вида и размера;
- кабели;
- обмоточные материалы;
- электроды из меди, за счет которых и будет выполняться сварка;
- кнопка.

Важно! Если нужно изготовить мощную точечную сварку из бывшей в употреблении микроволновки, понадобится два трансформатора. От количества этих конструктивных деталей бывшего в употреблении изделия будет зависеть уровень максимальной мощности самодельной сварки.
Электроды для точечного сварочного аппарата
Точечная контактная сварка выполняется путем замыкания двух электродов. Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
Специальную проволоку для сварочного аппарата из трансформатора микроволновки подсоединяют к проводу от аппарата посредством медного наконечника, соединенного с ним пайкой.
Схема электрическая сварочного аппарата.
Место внутри наконечника ограниченно, поэтому неопытные мастера не сразу могут провести сквозь него кабель. Задачу выполнить проще, если смазать провод маслом или солидолом. Далее, наконечник нужно аккуратно совместить с электродом болтовым соединением высокой надежности.
Тогда рост сопротивления в местах ненадежного контакта не спровоцирует потерю мощности аппарата. Предварительно в электроде и наконечнике важно организовать одинаковые по размеру отверстия.
На заметку! Крепежные элементы для сборки самодельного сварочного аппарата из микроволновой печи стоит подбирать из меди или ее сплавов. Медные болты, гайки для соединения электродов и наконечников с проводами отличаются минимальной величиной электрического сопротивления.
Если все соединения отдельных конструктивных элементов будущего аппарата для контактной точечной сварки будут надежными, это значительным образом упростит обслуживание оборудования в будущем. Работа будет выполняться быстро, а сварные швы приобретут высокие эксплуатационные параметры.
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю.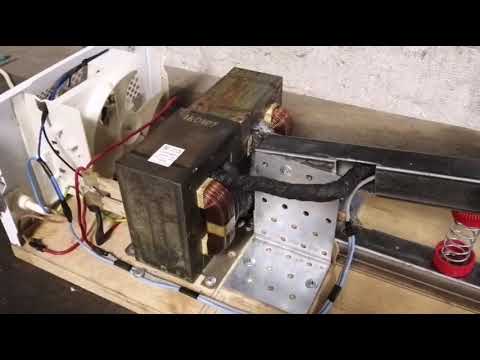 Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Схема самодельного устройства
Главный элемент сварочного аппарата – трансформатор, который вынимают из ненужной микроволновой печи. Бытовой прибор должен быть работоспособным. При изготовлении устройства для сварки толстых металлических листов в цепь включают 2 трансформатора, соединяемых обмоткой. Чтобы избежать возникновения ошибок, перед сборкой составляют чертеж, на который переносят все элементы конструкции. Можно воспользоваться готовыми схемами, позволяющими без труда собрать средство сварки из микроволновки своими руками.
Процесс изготовления аппарата для точечной сварки
С помощью ручных инструментов извлекаем из трансформатора старой микроволновки вторичную обмотку и изоляцию.
Заводим в образовавшиеся отверстия кабель двойной петлей, заранее удалив наружную оболочку.
Подравниваем концы кабеля, оголяем жилы и обжимаем их наконечниками с помощью обжимных клещей.
На линии контакта надеваем термоусадочные кембрики, отрезаем лишнее и с помощью огня зажигалки производим их усадку (герметизацию).
К полосе многослойной фанеры поперечно по торцу с помощью уголка из алюминия крепим вентилятор.
Квадрат многослойной фанеры приклеиваем и прибиваем гвоздями к полосе перед вентилятором.
Закрепляем на нем трансформатор через прокладки, нарезанные из наружной оболочки кабеля.
Впритык к основанию трансформатора приклеиваем и прибиваем по центру нижней полосы узкую полоску фанеры.
Два одинаковых фанерных квадрата склеиваем по большим плоскостям и разрезаем на две равные части по косой линии.
К узким краям полученных фрагментов приклеиваем и прибиваем две короткие накладки из фанеры, повторяющие их контуры.
Один конец кабеля крепим к узкой полосе двумя скобами.
Части с косиной и накладками ставим на основание и прижимаем к трансформатору вертикальной стороной так, чтобы между ними сверху свободно качался брус из дерева.
Выполняем на боковой стороне фрагмента с косиной сверху отверстие, проходящее точно посередине накладки. Ниже накладки в стойках сверлим еще два отверстия.
В верхнее отверстие вставляем болт, вокруг которого будет качаться деревянный брус между двумя стойками.
Наносим клей на большие основания фрагментов с косиной и устанавливаем на место. Снизу через основание закрепляем их шурупами.
В расчетном месте деревянного бруса-качалки вырезаем углубление для установки переключателя.
Заостряем концы двух медных стержней, используя диск болгарки.
Под наконечник нижнего конца кабеля укладываем диэлектрическую прокладку и закрепляем ее через отверстия скобы шурупами.
Сверху в наконечник нижнего кабеля вставляем плоским концом медный стержень и вкручиваем его в медную гайку под наконечником. Сверху накручиваем вторую гайку из меди и прочно затягиваем.
Второй медный стержень заостренным концом вниз таким же образом закрепляем к верхнему наконечнику конца кабеля.
Упираем нижний усик пружины в нижний стягивающий болт, а верхний – в ось качания деревянного бруса.
Верхний конец кабеля скобой крепим снизу к брусу из дерева, подложив диэлектрическую прокладку.
Прорезь сверху бруса под переключатель закрываем пластинами, приклеивая по бокам бруса.
Из металлического листа сгибаем кожух на ручном гибочном станке для трансформатора и вентилятора. В его стенках выполняем гнезда и отверстия.
В дне прорези под переключатель сверлим два отверстия под провода и подсоединяем их к переключателю.
Одну из жил провода, идущего от переключателя, подсоединяем к концу обмотки трансформатора.
Провод с тремя жилами пропускаем через отверстие в кожухе и закрепляем его хомутом к алюминиевой пластине. Одну жилу крепим к массе.
Вставляем индикатор и выключатель в предназначенные для них места в кожухе и соединяем их согласно схеме.
Закрепляем кожух понизу шурупами к основанию.
К низу основания в шести местах прикручиваем пластиковые опоры.
Включаем вилку питающего кабеля в розетку, выключатель переводим в положение «Включено», и при светящемся индикаторе, приступаем к сварке деталей, прижимая верхний электрод к свариваемым деталям, лежащими на нижнем электроде.
После окончания сварки выключатель переводим в положение «Выключено» и вытаскиваем вилку из розетки.
Технология
В микроволновой печи мощный трансформатор служит для конвертации напряжения бытовой сети 220 В в повышенное напряжение для питания лампового генератора микроволн (магнетрона). Его вторичная обмотка содержит очень много витков тонкого провода и для целей точечной сварки совсем не подходит. Чтобы на базе такой детали сделать своими руками сварочный аппарат, надо всего лишь заменить вторичную обмотку и собрать самодельную схему регулирования мощности тока.
Перед тем как извлечь трансформатор из микроволновки, списанной на запчасти, убедитесь, что печка не включалась в розетку на протяжении хотя бы последних 4-6 часов. Даже если печь неисправна, на некоторых внутренних деталях может сохраниться опасное для жизни напряжение.
Даже если печь неисправна, на некоторых внутренних деталях может сохраниться опасное для жизни напряжение.
После извлечения хочется проверить, исправен ли сам трансформатор. Ведь печь могла выйти из строя по самым разным причинам — поломка модуля управления, неисправность магнетрона, отказ контрольных цепей.
Однако выполнять такую проверку до переделки трансформатора ни в коем случае не следует!
Трансформатор питания магнетрона по конструкции должен обеспечивать питание магнетрона высоковольтным напряжением. Такой ток может при нечаянном включении поразить неосторожного мастера даже на расстоянии десятка сантиметров. Поэтому отложите проверку до лучших времён.
Внимательно рассмотрев трансформатор от микроволновки, мы увидим, что его обмотки ясно разделены на две секции. «Первичная» обмотка, которая подключается в сеть 220 В, намотана более толстым проводом и имеет в несколько раз меньшее количество витков, чем «вторичная», выполненная совсем тонким проводником.
Высоковольтная вторичная обмотка нам совершенно не нужна, её следует удалить. В зависимости от конструкции конкретного трансформатора, можно попробовать обойтись без разборки магнитопровода. В этом случае ненужный провод просто спиливается ножовкой по металлу, затем его остатки вынимаются из окон сердечника.
Спиливая вторичную обмотку, будьте аккуратны и ни в коем случае не повредите первичную. Если остатки вторичной обмотки не удаётся извлечь из окон руками, можно с помощью дрели их аккуратно высверлить сверлом по металлу.
Трансформаторы некоторых конструкций не позволяют просто спилить одну из обмоток. Такие приборы приходится разбирать.
Если присмотреться к трансформатору, можно увидеть, что две половинки его магнитопровода соединены сваркой (или пайкой твёрдым сплавом).
Для разборки такого трансформатора соединительный шов аккуратно спиливают ножовкой по металлу или «болгаркой». После того как швы разойдутся, трансформатор можно разобрать на две части и спокойно извлечь ненужную «тонкую» обмотку.
После того как швы разойдутся, трансформатор можно разобрать на две части и спокойно извлечь ненужную «тонкую» обмотку.
Обратите внимание, что между двумя секциями обмоток также расположены тонкие металлические пластинки. Это так называемые «магнитные шунты». В схеме микроволновой печи они важны, но для сварочного трансформатора скорее вредны, их также следует выбросить.
Теперь надо изготовить вторичную обмотку заново. Нам требуется создать в трансформаторе всего 2 или 3 витка провода. Но провод должен быть настолько толстым, насколько это возможно. Обычно используют толстые «сварочные» провода в резиновой изоляции, которые можно купить в специализированных магазинах.
Желательно, чтобы провод занял всё доступное пространство в окне трансформатора. Если провод почти подходит, но мешает изоляция — от неё можно избавиться, заменив плотной обмоткой, качественной изолентой или лакотканью. Напряжение на вторичной обмотке очень мало (несколько вольт), поэтому пары слоёв лакоткани вполне достаточно.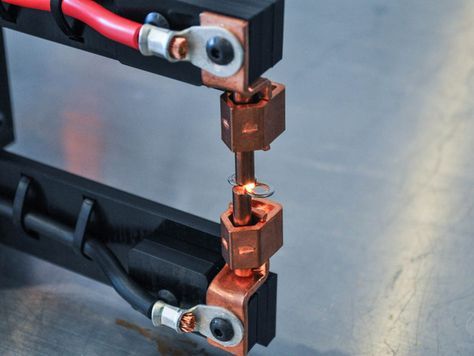
Наматывая первичную обмотку, учтите, что толстый провод лучше безо всяких соединений протянуть непосредственно к сварочным электродам.
Поэтому, если толстого провода мало, можно выполнить вторичную обмотку из нескольких проводов меньшего сечения, которые будут соединены параллельно.
Если в процессе модернизации магнитопровод трансформатора пришлось разбирать, после намотки обмотки его надо прочно соединить. Для этого лучше воспользоваться эпоксидными композитами. Обезжирьте поверхности, по которым стыкуется магнитопровод, и промажьте подготовленным клеевым составом. Плотно соединив детали, дайте клею полимеризоваться (24 часа).
Если нужно сваривать детали из толстого материала (несколько миллиметров), нужно обеспечить повышенное напряжение на электродах и большую мощность. Такой сварочный аппарат мы сделаем из двух одинаковых трансформаторов от микроволновки. Вторичные обмотки трансформаторов соединяются последовательно. Это обеспечит вдвое большее напряжение на сварочных контактах при сохранении прежней силы тока.
Это обеспечит вдвое большее напряжение на сварочных контактах при сохранении прежней силы тока.
Сложность может вызвать соединение первичных обмоток. Обе они питаются равным напряжением 220 В, поэтому соединяются параллельно. Но оказывается важна «фазировка» обмоток, то есть правильность соединения их «начала» и «конца».
Правильность фазировки легко проверить, собрав схему в виде макета. Включив собранный аппарат, проверяем напряжение на соединённых последовательно вторичных обмотках. При правильной фазировке напряжение окажется вдвое выше, чем на каждом отдельном трансформаторе.
В случае ошибки напряжение будет очень мало — тогда достаточно переключить провода первичной обмотки одного из трансформаторов.
Важной деталью сварочного аппарата является блок управления. При подаче тока нельзя допустить перегрева деталей, это вызовет их прожог. В то же время слишком слабый импульс не обеспечит необходимого нагрева точек соединения, и детали развалятся.
Простейшее регулирование можно обеспечить примитивным управлением с помощью педали, включающей и отключающей аппарат. Такая схема крайне проста, но требует от сварщика изрядных навыков и интуиции.
Разновидностью схемы с контактным управлением является модуль, в котором примитивная электронная схема обеспечивает необходимую длительность импульса. Нужный интервал задаётся простым поворотом ручки регулятора. Педаль по-прежнему нужна, но она лишь запускает процесс сварки, а прерывание тока осуществляется автоматикой.
Лучше всего собрать блок управления по схеме с микроконтроллером, который будет точно отсчитывать длительность подаваемого импульса. Обычно блоки для регулировки используют подсчёт полупериодов частоты питающего напряжения, пропускаемого через сварочный трансформатор. Такие модули доступны в готовом виде. Современные производители предлагают широкий ассортимент блоков управления для аппаратов контактной сварки по доступным ценам.
Если мы делаем управляющий контроллер по самодельной схеме, при проектировании обязательно следует учесть, что мощные трансформаторы являются индуктивной нагрузкой. При применении в качестве ключа управления электромагнитного реле следует выбирать детали с большим запасом по току и обязательно шунтировать контакты реле диодом.
Лучше всего применять в качестве ключа «твердотельные реле». Это готовые схемы на основе симисторов, способные управлять мощной индуктивной нагрузкой.
Большинство реле такого типа хорошо согласуются с микропроцессорными компонентами.
Для питания блока управления требуется отдельный источник, обеспечивающий небольшое (9-12 В), но очень стабильное напряжение. Сам по себе сварочный аппарат является источником сильных помех, способных помешать работе микроконтроллера. В то же время, простейшие схемы модулей управления «ориентируются» в работе на синусоиду напряжения, питающего сварочный аппарат.![]()
Несмотря на то что есть соблазн использовать для питания блока управления высокочастотный ШИМ-контроллер, делать этого не следует. Лучше подобрать любой подходящий блок питания устаревшей конструкции (например, старое зарядное устройство для телефона).
Аппарат контактной сварки, собранный своими руками, окажется незаменим для соединения в батарею элементарных литиевых аккумуляторов. Чтобы обеспечить хорошую отдачу тока, аккумуляторы в батарее должны соединяться проводниками как можно меньшего сопротивления. Ячейки с подпружиненными ламелями не обеспечивают качественного контакта.
В промышленности аккумуляторы соединяют тонкой никелевой лентой. Для того чтобы надёжно присоединить ленту к элементу питания, применяют аппараты точечной сварки.
Контактная сварка обеспечивает надёжное электрическое соединение деталей и высокую механическую прочность.
При соединении методом точечной сварки мы не можем зажать детали между электродов. Вместо этого прикладывают пару электродов аппарата контактной сварки с одной стороны ленты на небольшом расстоянии друг от друга. Если лента при этом хорошо прижата к торцу аккумулятора, после прохождения импульса тока две точки непосредственно под электродами оказываются надёжно приваренными к элементу питания.
Вместо этого прикладывают пару электродов аппарата контактной сварки с одной стороны ленты на небольшом расстоянии друг от друга. Если лента при этом хорошо прижата к торцу аккумулятора, после прохождения импульса тока две точки непосредственно под электродами оказываются надёжно приваренными к элементу питания.
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.

Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Подготовка сердечника к обратной сборке
Прежде чем приступать к обратной сборке, необходимо тщательно очистить сердечник от старого лака и клея. Чем аккуратнее будет выполнена эта работа, тем проще на место встанет первичная обмотка. К тому же, старый лак может при сборке её повредить.
Чем аккуратнее будет выполнена эта работа, тем проще на место встанет первичная обмотка. К тому же, старый лак может при сборке её повредить.
Очищенный и подготовленный к обратной сборке сердечник
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Пошаговая инструкция
Прежде всего, для этого нам понадобится минимум инструмента и приспособлений, которыми вполне располагает, пожалуй, любое домашнее хозяйство, а именно:
- небольшая углошлифовальная машина с отрезным кругом по металлу;
- электродрель или шуроповерт со сверлами;
- молоток и зубило;
- набор слесарного инструмента в виде плоскогубцев, различных отверток и т. п.
Итак, приступаем:
- Берем
силовой трансформатор от микроволновой печи и демонтируем вторичную обмотку, она будет большей по объему, главное, не перепутайте. Для этого лучше всего разрезать по краям в месте сварки стальной сердечник и выбить ненужную обмотку молотком и зубилом. Но также можно попробовать аккуратно срезать болгаркой или ножовкой по металлу выступающие края этой обмотки, а оставшиеся ее части в стальном сердечнике просто выбить зубилом.

Важно! Ни при каких обстоятельствах не повредите первичную обмотку, она является основным элементом будущего сварочного трансформатора. Ее можно не снимать с сердечника.
- Изготавливаем вторичную обмотку нашего будущего сварочного трансформатора. Для этого нам понадобится отрезок медного изолированного провода сечением примерно в 50 мм2 или около 8-10 мм в диаметре (визуально в палец толщиной) и длиной в 70-100 сантиметров. Основным условием при выборе такого провода — это то, что он должен быть обязательно новым и неповрежденным.
Наматываем этот медный проводник на центральный магнитопровод стального сердечника нашего трансформатора так, чтобы получилось два-три полных витка. Причем это надо сделать таким образом, чтобы витки на магнитопроводе были серединой медного проводника, а оставшиеся концы были примерно равными по длине.
- Собираем сварочный трансформатор. Для этого разобранные части стального магнитопровода устанавливаем на место их ровно так, как они стояли, предварительно перед этим смазав места контакта эпоксидной смолой или другим клеем, подходящим для этих целей.
 Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.
Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.
Конечно, если есть возможность, то можно сварить эти части магнитопровода, но при этом необходимо надежно защитить обмотки трансформатора от возможного повреждения расплавленным металлом или искрами.
- Закрепляем изготовленный сварочный трансформатор на платформе, лучше всего для этого взять какое-нибудь изолированное основание в виде прочной пластмассовой пластины, деревянной доски или толстой фанеры. Размерами примерно по ширине в 150 мм и длиной от 300 до 700 мм, что будет определять в дальнейшем глубину свариваемой заготовки.
Сам трансформатор стоит укрыть защитным коробом, в котором необходимо выполнить вентиляционные отверстия для естественного охлаждения.
- Далее, изготавливаем сварочные контакты. Причем один из них должен быть неподвижный и выдерживать большие нагрузки, поэтому делаем его из прочного кронштейна, который жестко закрепляем на основании трансформатора.
 К этому кронштейну с помощью медного наконечника подключаем один из концов провода вторичной обмотки.
К этому кронштейну с помощью медного наконечника подключаем один из концов провода вторичной обмотки.
Другой
контакт необходимо выполнить подвижным так, чтобы он мог ровно смыкаться с неподвижным, но в не рабочем состоянии быть нормально разомкнутым. Для этого делаем конструкцию второго контакта в виде рычага, который закрепляем на основании и подпружиниваем с помощью эластичной резиновой ленты или стальной пружины. На рычаге крепим кронштейн сварочного контакта, на который подключаем второй, оставшейся провод вторичной обмотки сварочного трансформатора.
Сварочные контакты проще всего сделать из медного прута 10-20 мм в диаметре, сделав при этом конусообразные заострения на концах. Можно, конечно, использовать специально предназначенные для контактной сварки стержни из вольфрама или на основе сплавов бериллиевой бронзы с цирконием.
- В завершение делаем электрическую часть , то есть подключаем первичную обмотку к сети 220 В. Для этого также можно воспользоваться шнуром питания с вилкой от нашей разобранной микроволновой печи, тем более он там больше уже не нужен.

Для автоматизации процесса сварки необходимо сделать выключатель. Лучше всего для этих целей подойдет так называемый микрик или выключатель нажимного типа, его также можно взять из микроволновки, он будет находиться в цепи блокировки открытия дверцы.
Микровыключатель ставим на разрыв первичной обмотки, то есть сети 220 В, а расположить его удобней всего, закрепив на рычаге подвижного контакта.
Внимание! Все контакты и оголенные части электрической цепи 220 В, изготовленного нами сварочного аппарата, необходимо тщательно изолировать с помощью ПВХ изоленты.
- Все, точечная сварка из микроволновки готова. Вам остается для начала потренироваться, чтобы понять, как протекают основные процессы сварки для различных металлов в зависимости от формы и толщины изделий. А вот после этого можно приступать к практическому применению вашего аппарата контактной сварки по непосредственному предназначению.
FARADAY – Конденсаторная сварка
Аппараты конденсаторной сварки FARADAY (Фарадей) предназначены для приварки шпилек, втулок, гвоздей, клемм заземления и других видов крепежа на металлическое основание. Основным преимуществом данной технологии является возможность приварки крепежа на тонколистовую сталь (от 0,5 мм) без видимых повреждений с обратной стороны. Также применение конденсаторной сварки позволяет удешевить стоимость готового соединения по сравнению с традиционными методами сварки и значительно ускорить процесс приварки.
Основным преимуществом данной технологии является возможность приварки крепежа на тонколистовую сталь (от 0,5 мм) без видимых повреждений с обратной стороны. Также применение конденсаторной сварки позволяет удешевить стоимость готового соединения по сравнению с традиционными методами сварки и значительно ускорить процесс приварки.
Каталог
Аппарат конденсаторной сварки FARADAY
Комплектующие FARADAY (Фарадей)
Крепеж для конденсаторной сварки
Новости
Монтаж изоляционного материала с помощью чашеобразных гвоздей CHP
В линейке продукции FARADAY появился новый сварочный пистолет – CHP. Спомощью силового болка FARADAY CD 1400 и пистолета CHP можно прваривать чашеобразные гвозди.
Видео о работе аппарата конденсаторной сварки FARADAY (Фарадей)
На сайте начал работу раздел “Видео”.
Выставка Weldex 2015 (Россварка)
В КВЦ “Сокольники” (Москва) с 6 по 9 октября пройдет выставка Weldex 2015 (Россварка).
Стенд ООО “Метиз-Профи” находится в павильоне 4.1 № А435.
Будет продемонстрирована работа аппаратов конденсаторной сварки FARADAY (Фарадей). Приглашаем посетить наш стенд.
Обновленная модель аппарата конденсаторной сварки (приварки крепежа) FARADAY.
Завершилась настройка опытного образца обновленного аппарата конденсаторной сварки (приварки крепежа) FARADAY.
Продолжение работы сайта studwelding.ru
Сайт studwelding.ru после обновления начинает свою работу.
Видео
Faraday PSI-3 конденсаторная сварка (приварка шпилек)
Приварка фурнитуры конденсаторной сваркой (FARADAY CD)
Аппарат конденсаторной сварки FARADAY CD 700 (Фарадей) с пневматической ударной установкой PSI-2
Приварка латунных шпилек. Конденсаторная сварка FARADAY CD 700 (Фарадей).
Аппарат конденсаторной сварки FARADAY CD 700 (Фарадей) с пневматической ударной установкой PSI-1
Фиксация выводов электрохимической защиты (ЭХЗ)
Приварка крепежа на тонколистовую сталь аппаратом FARADAY (Фарадей)
Конденсаторная сварка FARADAY (Фарадей)
Статьи
10 из 11Приварка игл для крепления значков
Конденсаторная сварка позволяет производить монтаж фурнитуры (шпилек, игл, и пр. ) к металлическому основанию (значкам, орденам и пр.).
) к металлическому основанию (значкам, орденам и пр.).
Материал крепежа может быть сталь (черная, нержавеющая, никелировання, омедненная и пр., латунь, алюминий, серебро, золото). Основным преимуществом конденсаторной сварки является возможность приварки крепежа к тонколистовой стали (менее 1 мм) без видимых следов сварки с обратной стороны металла. В процессе сварки не происходит ни нагрев деталей, ни их деформация. Еще одним преимуществом конденсаторной сварки является высокая производительность.
Скорость ограничивается лишь временем вставки привариваемого элемента в сварочный держатель, а сам процесс приварки занимает доли секунды. Количество сварок составляет 20-30 штук в минуту.
Для конденсаторной сварки надо использовать специальные иглы и шпильки. Они должны иметь циллиндрический выступ малых размеров (менее 1 мм) в основании. Этот выступ служит запалом.
Игла с фиксатором
Игла без фиксатора
Шпилька с резьбой
Соединение с помощью конденсаторной сварки является прочным.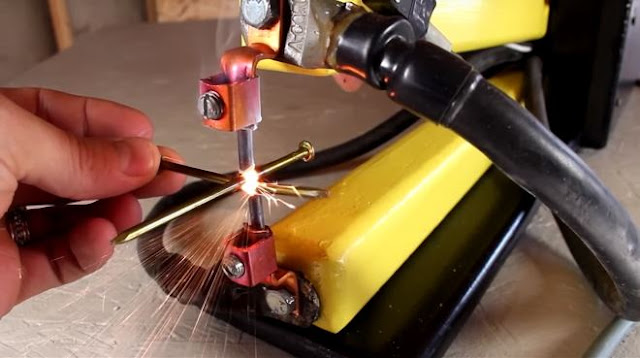 При работе на излом крепеж на отваливается.
При работе на излом крепеж на отваливается.
- Приварка игл,
- фурнитура для значков,
- конденсаторная сварка,
- приварка шпилек,
- иглы для значков
Фиксация выводов электрохимической защиты (ЭХЗ)
Аппараты конденсаторной сварки FARADAY применяются для фиксации выводов электрохимической защиты (ЭХЗ) к основанию магистральных газовых и нефтяных трубопроводов. Конденсаторная сварка позволяет осуществлять приварку крепежных элементов (как правило, шпилек) к любому стальному основанию за короткое время (0,001-0,003 секунды), при очень небольшой глубине провара (примерно 0,3 мм). Прочность соединения при этом остается высокой – при нагрузках деформируется само тело крепежного элемента, а не место сварки. Сами шпильки могут быть выполнены из стали с покрытием (омеднение, никелирование и пр. ) или нержавеющей стали. Особенностью крепежа для конденсаторной сварки является наличие запала (выступ в основании), который загорается при разряде батареи конденсаторов. Размеры шпилек для фиксации выводов ЭХЗ могут быть от М3 до М10. Сами шпильки могут иметь увеличенный фланец для обеспечения лучшего контакта выводов ЭХЗ. Источник питания – однофазная сеть. Также можно использовать установку FARADAY при подключении к генератору.
) или нержавеющей стали. Особенностью крепежа для конденсаторной сварки является наличие запала (выступ в основании), который загорается при разряде батареи конденсаторов. Размеры шпилек для фиксации выводов ЭХЗ могут быть от М3 до М10. Сами шпильки могут иметь увеличенный фланец для обеспечения лучшего контакта выводов ЭХЗ. Источник питания – однофазная сеть. Также можно использовать установку FARADAY при подключении к генератору.
Одним из самых больших достоинств технологии является простота установки:
1. Сталь зачищается от окалины, ржавчины и грязи.
2. Прриварка шпилек конденсаторным разрядом.
3. Провидится монтаж выводов ЭХЗ.
Приварные шпильки бывают со специальным увеличенным фланцем, для лучшего контакта:
Видео процеса установки: http://studwelding.ru/video#video-597379
- эхз,
- конденсаторная сварка,
- приварка шпилек,
- выводы эхз,
- faraday,
- фиксация выводов эхз
Звезды с аллеи чемпионов на курорте “Роза Хутор”
В 2016 году на горнолыжном курорте «Роза Хутор» появилась Аллея олимпийских чемпионов.
источник
Изначально детали латунной звезды крепились к граниту при помощи двухкомпонентного эпоксидного клея. Спустя полгода детали отклеились и потребовалось изготовить альтернативное крепление. С обратной стороны к латунным деталям звезд были приварены стальные шпильки с помощью аппарата конденсаторной сварки FARADAY CD 1400.
Конденсаторная сварка обладает отличительной особенностью, а именно, провар минимален и отсутствуют следы повреждения с обратной стороны основания, что особенно важно при работе с металлом малой толщины. Переделка звезд происходила непосредственно на объекте. Далее латунные детали были закреплены на гранитной плите и в таком виде были установлены на набережной курорта.
Прочность приварки конденсаторной сварки, несмотря на минимальный уровень провара, очень высокая: при нагрузках происходит деформация самой шпильки, а не места сварки. Материал шпилек может быть различным – сталь, нержавейка, латунь, алюминий.
- роза хутор,
- конденсаторная сварка,
- аппарат конденсаторной сварки,
- faraday,
- faraday cd 1400,
- приварка шпилек,
- приварка к латуни
Монтаж счетчиков тепла с помощью конденсаторной сварки
Одной из областей, где применяется конденсаторная сварка, является установка счетчиков тепловой энергии на радиаторы отопления. Монтаж счетчика производится на две приваренные шпильки диаметром М3 на требуемом расстоянии друг от друга. Краску перед сваркой необходимо зачистить до металла в тех точках, где будет происходить приварка крепежных элементов. Приварка шпилек конденсаторной сваркой используется для монтажа счетчиков тепла на панельные радиаторы и некоторые типы конвекторов. Необходимость применения именно конденсаторой сварки объясняется малым уровнем провара при установке крепежных элементов, что невозможно обеспечить другими видами сварки.
Монтаж счетчика производится на две приваренные шпильки диаметром М3 на требуемом расстоянии друг от друга. Краску перед сваркой необходимо зачистить до металла в тех точках, где будет происходить приварка крепежных элементов. Приварка шпилек конденсаторной сваркой используется для монтажа счетчиков тепла на панельные радиаторы и некоторые типы конвекторов. Необходимость применения именно конденсаторой сварки объясняется малым уровнем провара при установке крепежных элементов, что невозможно обеспечить другими видами сварки.
Монтаж изоляции с помощью конденсаторной сварки
Конденсаторная сварка часто применяется для монтажа изоляции на металлическую поверхность. В качестве изоляции может быть практически любой материал: любая рулонная изоляция, пенопласт, шумопоглощающий материал и проч. Преимуществами конденсаторной сварки являются быстрота и надежность крепления. Во многих случаях конденсаторная сварка является единственным способом избежать повреждения (прожигания насквозь) тонкостенных металлических конструкций, поскольку уровень оплавления минимален, что бывает важно для вентиляционного оборудования.
Наиболее распространенным способом является приварка изоляционных гвоздей с последующим закреплением изоляции фиксирующими шайбами. Монтаж происходит в 3 этапа:
1. На металлическую основу приваривается изоляционный гвоздь, имеющий специальный выступ и служащий запалом пи конденсаторной сварке. Гвозди бывают 2 и 3 мм в диаметре и до 200 мм в длину. В зависимости от толщины и плотности изоляционного материала на 1 квадратный
метр потребуется 1-5 гвоздей.
2. На приваренные изоляционные гвозди нанизывается подходящий изоляционный материал.
3. Изоляция фиксируется шайбами-фиксаторами, которые нанизываются на приваренные гвозди. Шайбы выполнены из пружинной стали, как правило, оцинкованной. Их достаточно насадить на гвоздь на 2-3 мм для прочного
закрепления. Шайбы могут быть выполнены как с пластиковым колпачком, так и без него. Выступающая часть гвоздя может быть отрезана или загнута, если длина подобрана не точно.
Для приварки гвоздей подойдет стандартный комплект оборудования FARADAY CD 1400
Монтаж изоляционного материала с помощью чашеобразных гвоздей CHP
Конденсаторная сварка позволяет проводить монтаж изоляционного материала на металлическую поверхность.
В качестве изоляции может быть практически любой материал: любая рулонная изоляция, пенопласт, шумопоглощающий материал и проч. Преимуществами конденсаторной сварки являются быстрота, надежность крепления и эстетический вид. Во многих случаях конденсаторная сварка является единственным способом избежать повреждения (прожигания насквозь) тонкостенных металлических конструкций, поскольку уровень оплавления минимален, что бывает важно для вентиляционного оборудования.
При монтаже изоляционного материала чашеобразными гвоздями необходимо использовать сварочный пистолет CHP, комплектуемый магнитным держателем.
Данный способ позволяет очень быстро произвести монтаж, поскольку приварка гвоздя осуществляется сразу сквозь изоляцию и не требует никаких дополнительных действий. При использовании чашеобразных гвоздей сохраняется эстетический вид после монтажа.
Что такое конденсаторная сварка
Конденсаторная сварка – способ сварки, при котором для нагрева соединяемых изделийиспользуют кратковременный мощный импульс тока, получаемый от батарей статических конденсаторов. Известно несколько разновидностей К. с.: сопротивлением (точечная, шовная, стыковая), ударная (стыковая)и др. К. с. особенно эффективна при соединении мелких деталей и металлических листов небольшойтолщины, например при изготовлении деталей для электронных ламп, малогабаритных приборов иаппаратов, металлических игрушек, предметов галантереи и пр.
Известно несколько разновидностей К. с.: сопротивлением (точечная, шовная, стыковая), ударная (стыковая)и др. К. с. особенно эффективна при соединении мелких деталей и металлических листов небольшойтолщины, например при изготовлении деталей для электронных ламп, малогабаритных приборов иаппаратов, металлических игрушек, предметов галантереи и пр.
Источник: ссылка
Статья о конденсаторной сварке
Конденса́торная сва́рка (англ. Capasitor discharge welding) — разновидность контактной сварки. Осуществляется за счёт энергии короткого импульса тока при разряде батареи конденсаторов.
Общие сведения
В СССР конденсаторная сварка появилась в конце 30-х годов XX века. Первоначально она использовалась преимущественно для соединения с металлическим листом различных крепёжных элементов: шпилек, втулок, гвоздей крепления изоляции, лепестков заземления. Позднее этот вид сварки получил широкое распространение для соединения мелких деталей и металла малых толщин в приборостроении и в производстве электронных компонентов. Следует отметить, что при сварке двух элементов различных толщин решающую роль играет деталь с меньшим сечением, которое не должно выходить за возможности сварочной машины. Вторая же деталь может иметь сколь угодно большую толщину, что значительно расширяет применение конденсаторной сварки. В соединении мелких деталей и металла малых толщин эта сварка по производительности, качеству и экономичности оказалась практически вне конкуренции.
Следует отметить, что при сварке двух элементов различных толщин решающую роль играет деталь с меньшим сечением, которое не должно выходить за возможности сварочной машины. Вторая же деталь может иметь сколь угодно большую толщину, что значительно расширяет применение конденсаторной сварки. В соединении мелких деталей и металла малых толщин эта сварка по производительности, качеству и экономичности оказалась практически вне конкуренции.
Технологические особенности
Конденсаторная сварка является разновидностью контактной сварки, в которой на расплавление металла расходуется энергия, запасённая в конденсаторах большой ёмкости. Разряд конденсаторов, а следовательно и выделение накопленной энергии, происходит почти мгновенно (1—3 мс). Это минимизирует зону термического влияния в сварном соединении. Кроме того, простота дозирования энергии и усилия осадки приводит к стабильно высокому качеству соединения.
Используемое оборудование
По используемому оборудованию конденсаторную сварку разделяют на трансформаторную и бестрансформаторную.![]() Преимуществом последней, кроме простоты конструкции, является выделение основного тепла в зоне так называемого контактного сопротивления, то есть в зоне непосредственного контакта свариваемых деталей. Преимущество трансформаторной сварки заключается в возможности обеспечить процесс сварки бо́льшей энергией. Это происходит за счёт заряда конденсатора при бо́льшем напряжении и разряда через понижающий трансформатор, создающий (при меньшем напряжении) значительно более высокие токи сварки.
Преимуществом последней, кроме простоты конструкции, является выделение основного тепла в зоне так называемого контактного сопротивления, то есть в зоне непосредственного контакта свариваемых деталей. Преимущество трансформаторной сварки заключается в возможности обеспечить процесс сварки бо́льшей энергией. Это происходит за счёт заряда конденсатора при бо́льшем напряжении и разряда через понижающий трансформатор, создающий (при меньшем напряжении) значительно более высокие токи сварки.
Основные приёмы
По технологическим приёмам разделяют точечную, шовную и стыковую конденсаторную сварку.
- Точечная сварка обычно используется для выполнения соединений в электронной, электровакуумной технике и прецизионном приборостроении. Кроме того, точечная сварка может быть использована для соединений деталей с большим соотношением толщин.
- Шовная (роликовая) сварка обычно применяется для сварки чувствительных элементов мембранного или сильфонного типов и электровакуумных приборов.
 По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.
По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.
- Стыковая сварка разделяется на сварку оплавлением и сопротивлением. Технологически при оплавлении разряд конденсатора за счёт повышенного напряжения возникает до непосредственного контакта свариваемых деталей, оплавляет их торцы, а само соединение происходит при осадке. В случае сварки сопротивлением разряд конденсатора происходит в момент контакта свариваемых торцов деталей.
Частным случаем конденсаторной сварки оплавлением является приварка крепёжных элементов: шпилек, втулок, гвоздей и т. п. Их диаметр обычно варьируется от 2 до12 мм. Обязательным условием является наличие в основании привариваемых элементов осевого выступа в виде цилиндра с диаметром от 0,6 до 0,75 мм и высотой от 0,55 до 0,75 мм. Это служит двум целям:
- Позволяет точно, по предварительному кернению, определить место приварки элемента на поверхности заготовки.

- Обеспечивает розжиг и устойчивое горение сварочной дуги по всей поверхности привариваемого элемента при осуществлении разряда конденсатора.
Основные преимущества
- Высокая производительность.
- Минимальная зона термического влияния за счёт высокой плотности энергии и краткости импульса.
- Прочность соединения.
- Простота технологии, не требующей высокой квалификации персонала.
- Равномерность нагрузки электросети при больших сварочных токах.
Некоторые недостатки
- Ограничения по максимальным сечениям.
- Необходимость специального оборудования.
Источник: Статья о конденсаторной сварке на Википедии
Технология конденсаторной сварки
В процессе изготовления различной продукции из металлического листа, при монтажных работах и ремонте, возникает необходимость соединения различных деталей посредством сборки.
До настоящего времени на производствах в России используются устаревшие технологии. Вариантов немного. Это сверление отверстий под крепеж различного вида (болты с гайками, заклепки различного типа) или выполнение приварки болтов и гаек аргонно-дуговой сваркой или полуавтоматом с применением сварочной проволоки и защитного газа. В этих технологических процессах имеются существенные недостатки: во-первых, выполнение отверстий в несущих конструкциях ослабляет их прочность, во-вторых, во многих изделиях требуется герметичность, но с отверстиями достичь этого сложно, в-третьих, внешний вид любого прибора или оборудования будет испорчен наличием головок винтов или шляпок заклепок, ну и последнее, при сварке, особенно на тонком листе, появляются прожженные места, потемнение. Всех этих недостатков лишена технология приварки крепежа посредством конденсаторной сварки.
Конденсаторная сварка (Capacitor Discharge CD) – это возможность очень прочной и быстрой приварки крепежных элементов к тонколистовому металлу толщиной от 0. 5 мм без видимых повреждений с обратной стороны листа. Второе не менее важное преимущество заключается в том, что для приварки крепежа к различным металлам не требуется защитный газ или защитные керамические кольца, применяемые в дуговой сварке (ARC). Сварочный процесс полностью автоматизирован и для работы с аппаратами конденсаторной сварки не требуется специальной квалификации. Для конденсаторной сварки выпускается различное оборудование от недорогих ручных моделей до полностью автоматизированных линий, а также достаточно большой ассортимент недорогих приварных метизов
5 мм без видимых повреждений с обратной стороны листа. Второе не менее важное преимущество заключается в том, что для приварки крепежа к различным металлам не требуется защитный газ или защитные керамические кольца, применяемые в дуговой сварке (ARC). Сварочный процесс полностью автоматизирован и для работы с аппаратами конденсаторной сварки не требуется специальной квалификации. Для конденсаторной сварки выпускается различное оборудование от недорогих ручных моделей до полностью автоматизированных линий, а также достаточно большой ассортимент недорогих приварных метизов
Теория сварочного процесса конденсаторной сварки (CD).
В этом сварочном процессе электрическая энергия, накопленная в конденсаторной батарее большой емкости, разряжается через выступающий кончик основания привариваемого крепежного элемента. Период разряда длиться 1-3 мс. (0.001-0.003 секунд). Существует два способа приварки крепежных элементов методом конденсаторного разряда (CD).
Первый способ контактного типа включает следующие последовательные циклы:
1. Привариваемый крепежный элемент устанавливается в сварочный пистолет контактного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается пружиной в сварочном пистолете.
Привариваемый крепежный элемент устанавливается в сварочный пистолет контактного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается пружиной в сварочном пистолете.
2. Запускается сварочный процесс и между основанием крепежного элемента и металлической поверхностью возникает электрическая дуга, которая плавит поверхность основания крепежного элемента и место на металлической поверхности под основанием крепежного элемента.
3. Крепежный элемент после плавления выступающего кончика основания под действием силы пружины сварочного пистолета прижимается к металлической поверхности и вдавливается в образовавшийся под ним расплав.
Второй способ с предварительным подъемом крепежного элемента:
1. Привариваемый крепежный элемент устанавливается в сварочный пистолет подъемного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается в сварочном пистолете.
2. В момент запуска процесса сварки, сварочный пистолет приподнимает привариваемый элемент над металлической поверхностью, за счет этого электрический контакт разрывается и на крепежный элемент подается электрический потенциал от конденсаторной батареи силового блока.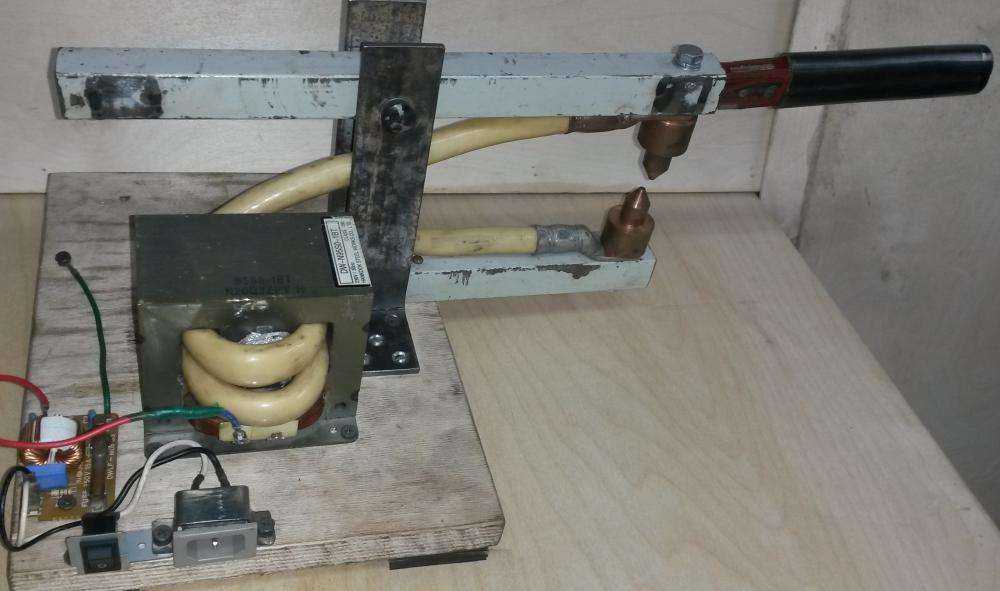
3. Приподнятый крепежный элемент под действием силы пружины в сварочном пистолете, опускается вниз и в момент касания выступающего кончика основания металлической поверхности появляется электрический контакт, возникает электрическая дуга, которая плавит поверхность основания крепежного элемента и место на металлической поверхности под основанием крепежного элемента.
4. После плавления выступающего кончика основания крепежный элемент прижимается к металлической поверхности и вдавливается в образовавшийся под ним расплав
Конденсаторная сварка с использованием контактного способа применяется для приварки крепежных элементов из обычной и нержавеющей стали, а также латуни.
Конденсаторная сварка с использованием способа с предварительным подъемом крепежного элемента используется главным образом для приварки крепежа из алюминия, но также может быть использована для крепежа из стали, нержавеющей стали и латуни.
Стандартные типы привариваемых метизов
Для сварки методом конденсаторной сварки используются специиальные метизы, оснащенные специальным поджигающим кончиком. При их производстве используются: омедненная сталь, нержавеющая сталь, алюминий и латунь. Промышленностью выпускаются, как стандартные виды крепежа, так и крепеж специального назначения, выпускаемый под заказ. Характерной особенностью метиза для конденсаторной сварки – специальный кончик калиброванного размера, который выполняет двойную задачу:
При их производстве используются: омедненная сталь, нержавеющая сталь, алюминий и латунь. Промышленностью выпускаются, как стандартные виды крепежа, так и крепеж специального назначения, выпускаемый под заказ. Характерной особенностью метиза для конденсаторной сварки – специальный кончик калиброванного размера, который выполняет двойную задачу:
- Позволяет точно определить место, где будет приварен метиз на поверхности заготовки по предварительному ее кернению;
- Обеспечения розжиг и устойчивое горение сварочной дуги по всей поверхности привариваемого метиза при прохождении через него конденсаторного разряда.
Настройка аппарата конденсаторной сварки FARADAY (Фарадей)
Механические характеристики сварочного шва определяются, правильной настройкой параметров сварки, которая включает в себя:
- подбор величины энергии разряда за счет изменении напряжения конденсаторной батареи,
- настройку усилия прижимной пружины сварочного пистолета и зазора между метизом и цангой;
- правильная организация заземления;
- правильный подбор сочетаний свариваемых материалов;
Выбор величины энергии разряда
Оптимальные напряжения сварки для комбинации материалов «сталь-сталь» приведены в таблицах для обоих аппаратов. Для других комбинаций материалов оптимальное напряжение может немного отличаться от рекомендованного и должно подбираться опытным путем.
Для других комбинаций материалов оптимальное напряжение может немного отличаться от рекомендованного и должно подбираться опытным путем.
D, диаметр | FARADAY CD 1400 | |
U, напряжение | P, мощность | |
3 мм | 70 В | 162 Дж |
4 мм | 100 В | 330 Дж |
5 мм | 115 В | 436 Дж |
6 мм | 140 В | 648 Дж |
7 мм | 180 В | 1070 Дж |
8 мм | 200 В | 1320 Дж |
Настройка пистолета для приварки метизов
Усилие прижимной пружины сварочного пистолета на качество сварки влияет заметно меньше чем напряжение, в основном от него зависит длительность сварочного цикла, чем больше усилие, тем меньше время сварки.
Настройка цанги метиза
Цанги для установки метизов сварочных пистолетов DC однотипные. Они отличаются только диаметром внутреннего отверстия для возможности установки метизов разного диаметра. Другую конструкцию имеют цанги для приварки лепестков заземления и гвоздей.
1. Метиз
2. Цанга
3. Контргайка
4. Стопорный винт
Для различных диаметров метизов требуются различные цанги. Настройте цангу метиза следующим образом:
- Ослабьте контргайку (3)
- Вставьте метиз (1) в цангу.
- Расстояние между передней кромкой фланца метиза и торцом цанги должно быть в пределах приблизительно 5 мм (как изображено на рисунке).
- Метиз должен войти в контакт со стопорным винтом (4). (ВАЖНО!)
- Настройте стопорный винт (4) в цанге метиза, вращая его, пока расстояние от передней кромки фланца метиза и торца цанги не достигнет 5 мм.
- Зафиксируйте стопорный винт (4) посредством контргайки (3)
- Для метизов длиной от 20 до 40 мм.
 стопорный винт нужно перевернуть резьбовым концом внутрь обоймы.
стопорный винт нужно перевернуть резьбовым концом внутрь обоймы.
Установка цанги метиза в сварочный пистолет
Иллюстрация, приведенная ниже, показывает, как устанавливать цангу в пистолет DC для приварки метизов. Сварочный пистолет DC может иметь вместо опорных ножек (1) съемную опорную трубу.
- Ослабьте стопорную гайку (3) торцовым ключом;
- Вставьте цангу метиза (2) в пружинный поршень (5), пока она не упрётся.
- Закрепите цангу (2) завернув стопорную гайку (3).
Фланец метиза должен выходить за вершины опорных ножек пистолета или опорной трубы. Если это не так, выньте обойму метиза из пистолета и откорректируйте выступание метиза посредством стопорного винта цанги!
Правила организации заземления
Из-за малого времени сварки для получения равномерного сварного шва по всей площади основания метиза необходимо правильно произвести заземление рабочей поверхности. Все аппараты конденсаторной сварки имеют в комплекте по два кабеля заземления. Заземление должно производиться с двух сторон от места сварки, при этом нужно стремиться к тому, что бы путь для прохождения сварочного тока был примерно одинаков для каждого кабеля заземления. Если заземление произведено только с одной стороны, или на пути тока встречаются массивные металлические детали, распределение сварочного тока будет несимметрично относительно основания метиза и качество сварки с разных сторон основания может быть разным (эффект «выдувания дуги»).
Заземление должно производиться с двух сторон от места сварки, при этом нужно стремиться к тому, что бы путь для прохождения сварочного тока был примерно одинаков для каждого кабеля заземления. Если заземление произведено только с одной стороны, или на пути тока встречаются массивные металлические детали, распределение сварочного тока будет несимметрично относительно основания метиза и качество сварки с разных сторон основания может быть разным (эффект «выдувания дуги»).
Выбор сочетаний материалов для сварки
При выборе сочетаний материалов основы и приварных изделий можно использовать данные таблицы:
МАТЕРИАЛ ОСНОВЫ | МАТЕРИАЛ МЕТИЗА | |||
Мягкая сталь Ст.35 | Нержавеющая сталь Cr-Ni | Алюминий Al 99.5, AlMg 1-5 | Латунь CuZn 37 | |
Мягкая сталь, Ст.35 | Отлично | Отлично | Плохо | Отлично |
Средне углеродистая сталь, Ст. | Хорошо | Хорошо | Плохо | Хорошо |
Оцинкованная сталь | Хорошо | Хорошо | Плохо | Плохо |
Нержавеющая сталь, Cr-Ni | Отлично | Отлично | Плохо | Отлично |
Латунь, CuZn 37-30 | Хорошо | Хорошо | Плохо | Отлично |
Медь, Cu | Хорошо | Хорошо | Плохо | Отлично |
Алюминий, Al 99.5, AlMg 1-5 | Плохо | Плохо | Отлично | Плохо |
Отлично: материалы полностью совместимы и сварной шов очень прочный. Хорошо: материалы условно совместимы, качество сварного шва приемлемое. Плохо: материалы несовместимы, сварной шов отсутствует или очень непрочный. | ||||
 60
60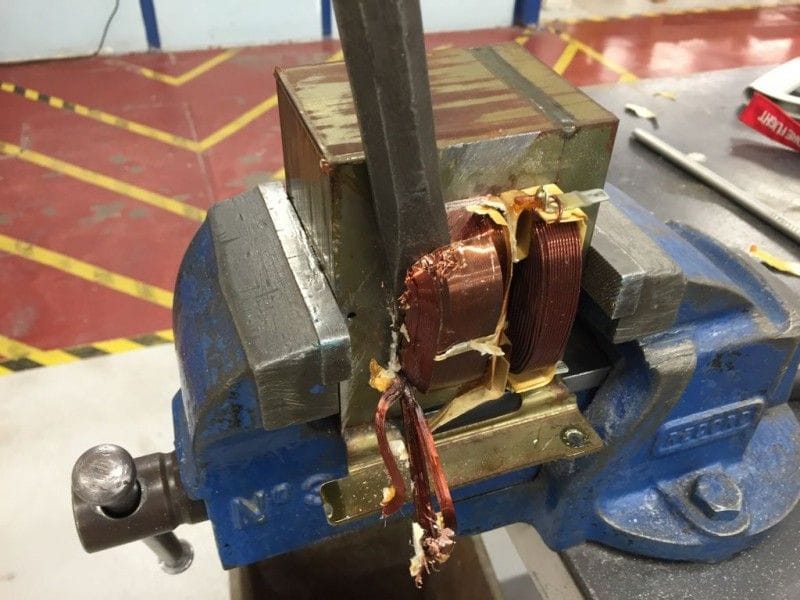
Способы позиционирования метиза при сварке
Сварка по «кернению»
Место сварки можно обозначать кернением рабочей поверхности. Так как процесс сварки начинается путем воспламенения сварочного кончика метиза, слишком глубокое кернение не обеспечит оптимальных условий сварки. Сварка или не произойдет совсем или качество сварки будет неприемлемым. Для качественной сварки кернение должно осуществляться на глубину не более 0,3 мм. Удобно для этих целей использовать специальный инструмент – автоматический керн.
Сварка по шаблону
При массовом производстве для быстрой и точной сварки необходимо использовать шаблон. При этом на пистолете должна быть установлена центрирующая шайба.
Шаблон может быть изготовлен из любого негорючего материала, для исключения возможности возгорания, а между шаблоном и свариваемой поверхностью должен быть зазор не менее 3 мм для удаления сварочных газов и брызг расплавленного металла.
Последовательность выполнения сварки
- Подключите силовой блок FARADAY (Фарадей) к сети и заземлению.
- Подключите сварочный пистолет.
- Настройте пистолет как описано выше.
- Подключите блок питания к сети переменного тока.
- Настройте блок питания для приварки метизов, которые предполагается использовать.
- Вставьте сварочный метиз в цангу.
- Обеими руками возьмите сварочный пистолет и установите его в рабочую позицию на обрабатываемой детали и нажмите вертикально на поверхность обрабатываемого изделия.
- Спокойно держите сварочный пистолет и приведите в действие пусковую кнопку. Процесс сварки начат.
- После сварки вертикально снимите сварочный пистолет с приваренного болта, что позволит избежать расширения цанги.
- Проверьте результаты сварки согласно рекомендациям ниже.
- По окончании сварки отключите сварочную установку от сети и исключите вероятность эксплуатации некомпетентными лицами
Рекомендации по качественной сварке
- Убедитесь в наличии хороших электрических контактах в разъемах блока питания, креплении цанги в пистолете и клеммах заземления.

- Перед сваркой убедитесь, что сварочные кабели не образуют петель. Этим можно избежать сильных электромагнитных наводок при прохождении через них больших импульсных токов.
- Убедитесь, что клеммы заземления закреплены симметрично и не слишком близко к месту сварки. Это позволит избежать дефектов сварного шва, вызванного эффектом «выдувания дуги».
- Убедитесь, что обрабатываемые детали надежно закреплены и не прогибаются под давлением сварочного пистолета. Это особенно относиться к тонким листовым материалам.
- Место сварки должно быть зачищено до металла, недопустимо наличие в зоне сварки ржавчины, смазки или краски. Анодированные поверхности должны быть предварительно обработаны щелочью. Максимальная шероховатость зоны сварки не должна превышать 80 µm.
- Материалы свариваемых поверхностей должны быть совместимы (смотри таблицу совместимости материалов). Если есть сомнения в совместимости материалов необходимо провести пробные сварки с последующим контролем качества.

- Вокруг зоны сварки должно быть не менее 40 мм. свободного места для позиционирования пистолета или центровочной насадки.
- Убедитесь в правильных установках сварочного напряжения и настройке пистолета перед выполнением сварки.
- В момент сварки пистолет и обрабатываемая деталь должны быть неподвижны, и располагаться строго перпендикулярно относительно друг друга.
- Всегда делайте пробные приварки, что бы убедиться в правильности всех настроек.
- конденсаторная сварка,
- цанга,
- FARADAY,
- Фарадей,
- аппарат конденсаторной сварки,
- приварка шпилек
Дефекты точечной и шовной сварки
Контактная сварка может производиться двумя способами – точечным и шовным. В первом случае элементы соединяются с помощью расплавления посредством электрического тока отдельных участков поверхностей, во втором образуется непрерывное сварное соединение. Точечная сварка применяется, например, тогда, когда нужно наварить металлический лист или ленту на каркас или крестообразно скрепить арматуру, а шовная – в основном для получения герметичных соединений при производстве каких-либо емкостей.
Точечная сварка применяется, например, тогда, когда нужно наварить металлический лист или ленту на каркас или крестообразно скрепить арматуру, а шовная – в основном для получения герметичных соединений при производстве каких-либо емкостей.
Однако при отсутствии должного навыка или невнимательности мастера результат сварки может оказаться далеким от идеала. Проще говоря, работа окажется выполненной с браком. Погрешности делятся на две разновидности – внешние и внутренние.
Внешние дефекты точечной и шовной сварки
- Трещины
Образуются при слишком жестких режимах сварки (в частности, при большом значении сварочного тока) или из-за чрезмерно сильного сжатия свариваемых деталей. В результате уменьшения прочности металла эксплуатация такого соединения может завершиться отрывом основной массы металла от сварной точки.
- Пережог и прожог
Причиной их становится слишком большая величина тока в сочетании с недостаточным сжатием деталей и чересчур длительным временем сварки. Внешними признаками являются: очень глубокая вмятина, губчатая поверхность шва или точки, а также, как правило, большой участок цветов побежалости (пленки окислов, образующейся на поверхности нагретого металла и имеющей радужную окраску) на детали. При прожоге слоев металла образуется сквозной свищ, в поперечнике равный диаметру рабочей поверхности электрода.
Внешними признаками являются: очень глубокая вмятина, губчатая поверхность шва или точки, а также, как правило, большой участок цветов побежалости (пленки окислов, образующейся на поверхности нагретого металла и имеющей радужную окраску) на детали. При прожоге слоев металла образуется сквозной свищ, в поперечнике равный диаметру рабочей поверхности электрода.
Так выглядят цвета побежалости на перегретом металле
- Выплеск металла
Выбрасывание из свариваемого места части расплава с повышенным образованием искр. Причины появления этого дефекта – те же, что и в случае пережога, плюс наличие загрязнений. В результате выплеска вмятина на поверхности детали получается слишком большой, электрод приваривается к изделию и в дальнейшем требует зачистки или замены.
Внешние дефекты ухудшают не только вид изделия, но и прочность сварки
- Вырыв точек и разрыв металла у кромки соединения
Причина появления данных дефектов – стремление сэкономить там, где не следует, за счет уменьшения нахлестки металла, из-за чего сварка выполняется слишком близко к краю.
- Темная поверхность сварного шва или точек
Потемнение сварной точки – признак того, что металл окислился. Спровоцировать появление этого дефекта могут те же самые факторы, которые вызывают пережог и выплеск металла.
- Чрезмерно глубокие либо неправильной формы вмятины от электродов
Глубина вмятины считается приемлемой, если она не превышает 10 % толщины одной детали. Если же на свариваемых поверхностях остались слишком глубокие следы от электродов, это показатель того, что соединение окажется непрочным, а «добиться» столь нежелательного эффекта можно, если слишком сильно сдавить детали, включить слишком большой ток или пользоваться при сварке изношенными электродами.
- Выдавливание металла на поверхность точки или шва
Причина данного дефекта – форсированный режим сварки и неправильное закрепление электродов, возможно, с перекосом.
Правильная установка электродов – важное условие получения качественного сварного соединения
- Гофрирование поверхности свариваемых металлических листов
Возникает при неправильном порядке сваривания деталей из-за их деформации при нагревании (при хорошем качестве отдельных точек или шва). Однако не стоит предпринимать попытку устранить коробление фрагмента изделия путем сваривания в местах выпячивания металла, так как подобное «лечение» может оказаться хуже «болезни» и привести к прожогу деталей. Для устранения этого дефекта существует только один способ – профилактический: правильно продуманный порядок сварки изделия.
Внутренние дефекты точечной и шовной сварки
- Непровар
В этом случае в сварной точке литое ядро или не сформировалось вовсе, или оказалось слишком малым, то есть детали в данном месте не скреплены либо соединены непрочно. Итогом может оказаться разрушение изделия в ходе использования (точечное соединение) или утечка жидкости или газа (шовное соединение). Причины непровара:
Итогом может оказаться разрушение изделия в ходе использования (точечное соединение) или утечка жидкости или газа (шовное соединение). Причины непровара:
- Малое значение сварного тока или недостаточное время его протекания.
- Слишком сильное сдавливание деталей между электродами.
- Увеличенная рабочая поверхность электродов.
- Нарушение технологии при сложном режиме сварки.
- Случайное касание электродом изделия.
- Малый шаг точек (в этом случае ток ответвляется через ранее проваренную точку, т.к. она обладает хорошей проводимостью по сравнению с не успевшим прогреться и расплавиться местом текущего наложения электродов).
- Грязные поверхности сварки.
- Внутренние выплески, раковины и поры
Еще один набор погрешностей сварки, также снижающих прочность соединения.
Внутренние дефекты оказываются куда более коварными, чем те, что поддаются выявлению при внешнем осмотре, потому что они могут серьезно повлиять на безопасность людей (например, как вам понравится брак в сварном шве котла высокого давления?). Поэтому очень важно не только выбрать качественный сварочный аппарат, но и задать правильный режим его работы, поскольку обнаружить внутренние дефекты можно только при использовании неразрушающих методов контроля (проверки ультразвуком или рентгеновской дефектоскопии).
Поэтому очень важно не только выбрать качественный сварочный аппарат, но и задать правильный режим его работы, поскольку обнаружить внутренние дефекты можно только при использовании неразрушающих методов контроля (проверки ультразвуком или рентгеновской дефектоскопии).
: Аккумуляторные точечные сварочные аппараты, почему вы должны купить правильный аппарат для точечной сварки
- по: Дженни Лист
Изготовление батарейных блоков — обычное занятие в нашем сообществе, которое включает в себя точечную сварку никелевых полосок с выводами на отдельных элементах. Многие упаковки были изготовлены таким образом с использованием переработанных элементов 18650, взятых из выброшенных ноутбуков. Коммерческие аккумуляторные точечные сварочные аппараты хорошо справляются со своей задачей, но имеют огромный пусковой ток и стоят недешево, поэтому нередко можно увидеть импровизированные решения, такие как перемотанные трансформаторы, извлеченные из микроволновых печей. Однако есть и другая возможность, в виде дешевых модулей, которые обещают те же результаты, используя батарейный блок в качестве источника питания.
Однако есть и другая возможность, в виде дешевых модулей, которые обещают те же результаты, используя батарейный блок в качестве источника питания.
Из-за любви к более дешевой части глобального электронного рынка для развлечения читателей Hackaday я не мог устоять, поэтому я расстался с 15 фунтами стерлингов (около 20 долларов США) за «Mini Spot Welder» и сел ждать, пока почтальон принесет мне обычный анонимный серый пакет.
Этот сварочный аппарат обещает многое…
Миниатюрный аппарат для точечной сварки с электродами в тисках.То, что прибыло, казалось многообещающим: «Портативный транзисторный мини-станок для точечной сварки» вместе с парой аккумуляторных кабелей и несколькими кабелями с электродами для точечной сварки.
Сам модуль представляет собой сэндвич из печатных плат на металлических стойках, с основной платой, содержащей силовую электронику, и дочерней платой с отшлифованным микроконтроллером и небольшим OLED-дисплеем. На плате есть несколько кнопок управления и выключатель питания, а также разъем для ножной педали, а на основной плате есть винтовые клеммы, ряд здоровенных МОП-транзисторов и большой электролитический конденсатор.
Вместе с устройством был набор проводов, сварочные провода заканчивались набором изолированных, за исключением их наконечников медных щупов, а провода аккумулятора не были заделаны. Я установил пару обжимных разъемов с проушиной, чтобы они подходили к клеммам аккумулятора. Также в коробке была бумажка с советами по типу аккумуляторов, подходящих для задачи, которые сводились к чему-то близкому к автомобильному аккумулятору. У меня была под рукой подходящая герметичная свинцово-кислотная батарея, а также несколько сомнительных элементов 18650 чрезвычайно легкой явно поддельной разновидности, поэтому, взяв короткий кусок никелевой полосы, я начал сваривать элемент и зачищать вместе.
На кончиках электродов видны небольшие повреждения от разряда. Включив питание устройства и поэкспериментировав с кнопками, стало очевидно, что существует два режима: автоматический режим, в котором устройство будет работать, когда оно обнаружит, что что-то нужно сварить, и ручной режим для управления им с помощью ножного переключателя. У меня есть педальный переключатель от другого оборудования, поэтому я выбрал его.
У меня есть педальный переключатель от другого оборудования, поэтому я выбрал его.
В противном случае есть настройка мощности, откалиброванная в «E», без объяснения того, что такое «E». На самом деле это мера энергии с точки зрения длины импульса мощности, подаваемого устройством, и при включении питания она устанавливается на нижний предел диапазона 5E.
Сначала я попытался держать два зонда в одной руке, а другой применить их к полоске и ячейке, но обнаружил, что мне не хватает ловкости, чтобы провернуть это. Дотянувшись до небольших настольных тисков, я смог расположить их так, чтобы я мог удерживать ячейку и полосу вместе на их концах и управлять сварочным аппаратом с помощью ножного переключателя.
… Но доставляет немного
Это было лучшее, что устройство могло сделать для моих испытуемых. Начиная с 5E и определяя точку, в которой устройство будет успешно выполнять точечную сварку, я увеличивал мощность с шагом 5E и пробовал сварку на каждом уровне. Нижние уровни заставляли их слипаться, но только до такой степени, что я мог легко разъединить их, поэтому я продолжил. К сожалению, я так и не нашел уровень, на котором он работал, потому что при 25E один из этих полевых МОП-транзисторов вышел из строя из-за короткого замыкания с обычным волшебным запахом дыма, и я не смог продолжить.
Нижние уровни заставляли их слипаться, но только до такой степени, что я мог легко разъединить их, поэтому я продолжил. К сожалению, я так и не нашел уровень, на котором он работал, потому что при 25E один из этих полевых МОП-транзисторов вышел из строя из-за короткого замыкания с обычным волшебным запахом дыма, и я не смог продолжить.
Процесс рассмотрения очень дешевой электроники такого типа напоминает игру в однорукого бандита. Иногда вы выигрываете джекпот, но иногда устройство оказывается не бриллиантом в чистом виде. Однако обычно он, по крайней мере, выполняет свою работу, хотя и забавно плохо, поэтому этот случай, когда он не смог уничтожить еще до того, как мне удалось заставить его работать, особенно разочаровывает.
Очевидно, что что-то есть в идее точечной сварки на полевых МОП-транзисторах, но эти дешевые устройства, похоже, не работают. Если вам нужно приварить клеммы аккумулятора, найдите более традиционный аппарат для точечной сварки, а что касается этих аккумуляторов: я купил один, чтобы вам не пришлось.
зачем точечная сварка или сплошной шов
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- зачем точечная сварка или сплошной шов
15.08.2014 #1
в чем причина точечной сварки или сплошного шва
Всем привет, прошу прощения, если вопрос покажется глупым.
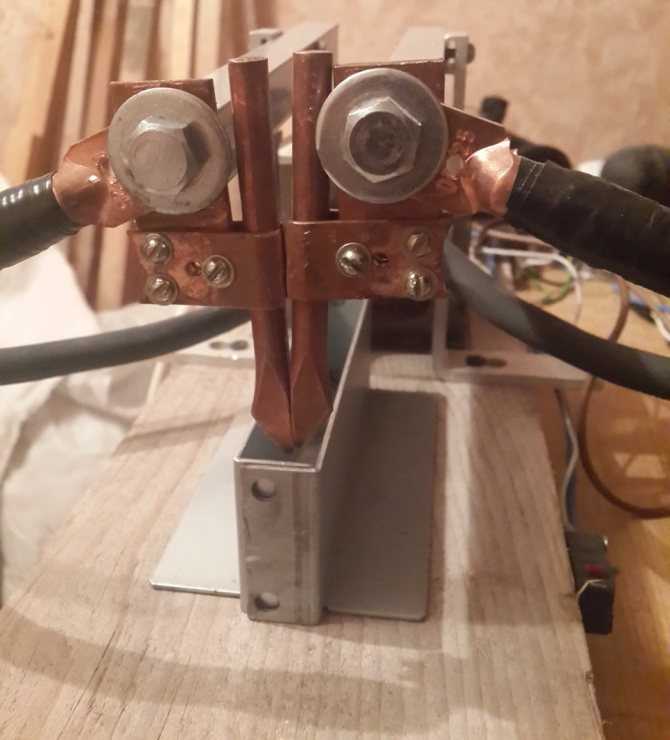 смотрел видео на ютубе, где парень строит кузов грузовика. но похоже, что все, что он сделал, это точечно сварил раму, на которой должна была стоять кровать. в чем причина этого? не будут ли сварные швы прочнее, если он сделает непрерывный валик? он использовал квадратные трубы для рамы. как всегда спасибо.
смотрел видео на ютубе, где парень строит кузов грузовика. но похоже, что все, что он сделал, это точечно сварил раму, на которой должна была стоять кровать. в чем причина этого? не будут ли сварные швы прочнее, если он сделает непрерывный валик? он использовал квадратные трубы для рамы. как всегда спасибо.Ответить с цитатой
15.08.2014 #2
Re: в чем причина точечной сварки или непрерывного шва
Стоимость приложения является крупнейшим драйвером.
 Производители стараются максимально снизить стоимость. Деформация и вторичные операции являются еще одним фактором. В области частного ремонта мы стремимся создать самое надежное, но самое экономичное решение. Мы не находимся в том же графике производства, что и производители. Другая причина заключается в том, что если концентрация нагрузки не находится в области, которая должна иметь абсолютную прочность, использование точечной сварки во всех отношениях дешевле.
Производители стараются максимально снизить стоимость. Деформация и вторичные операции являются еще одним фактором. В области частного ремонта мы стремимся создать самое надежное, но самое экономичное решение. Мы не находимся в том же графике производства, что и производители. Другая причина заключается в том, что если концентрация нагрузки не находится в области, которая должна иметь абсолютную прочность, использование точечной сварки во всех отношениях дешевле.Совсем не глупый вопрос. Точечная сварка имеет свое место, как и другие формы.
Неряха
Поставщик сокровенных беспрецедентных знаний ни о чем обо всем.
Ах да, еще и беззастенчивый интернет-тролль тоже…..
Ответить с цитатой
15.
 08.2014
#3
08.2014
#3Re: в чем причина точечной сварки или непрерывного шва
Мы видели, как некоторые парни делают ряд точечных сварных швов (прихватки из-за отсутствия лучшего описания), чтобы получить вид сложенного десятицентового валика, думая, что они делают что-то классное и правильное, когда на самом деле им просто не хватает навыков, чтобы наложить непрерывный валик. с “уложенным” результатом.
Взглянув на ветку «MIG как TIG», вы найдете несколько примеров правильных и неправильных способов сделать это.
http://weldingweb.com/vbb/showthread.php?30845-Mig-like-Tig
Есть ссылка на это видео на Youtube, чтобы мы могли понять, о чем вы говорите?
MM200 с Spoolmatic 1
Syncrowave 180SD
Bobcat 225G Plus — LP/NG
Чемодан MUTT Wirefeeder
WC-1S/Spoolmatic 1
HF-251D-1
ПакМастер 100XL
’68 Red Face Code # 6633 проект
Star Jet 21-110
Спасите вторую базу!Ответить с цитатой
15.
 08.2014
#4
08.2014
#4Re: в чем причина точечной сварки или непрерывного шва
Если эти точечные сварные швы были сделаны с помощью аппарата для точечной сварки, или прихваточные швы использовались для удержания вещей на месте до завершения сборки, тогда получается более прочный сварной шов. Я вижу точечные сварные швы так же, как и использование крепежа, такого как болт № 10 или болт 1/4 дюйма, в зависимости от размера точечного сварного шва и качества сварки. Линия точечных сварных швов может быть довольно прочной при правильном использовании.
Дэн Д.
Манипулятор металла
Ответить с цитатой
15.
 08.2014
#5
08.2014
#5Re: в чем причина точечной сварки или непрерывного шва
Если вы говорите о том, что он использует сварочный аппарат MIG и делает одиночные сварные швы размером с горошину, то это потому, что на заводе они использовали аппарат для точечной сварки или сварочный аппарат с протяжкой … Вы можете получить его в грузовых портах, это в основном два длинных медных стержня, которые можно «зажать» вместе на концах; когда вы добавляете немного электричества, вы можете легко сварить два листа металла (в местах защемления) без необходимости в наполнителе. Проблема в том, что вам нужно много наборов нестандартных стержней, чтобы добраться до всех областей любого автомобиля/грузовика.

Если вы используете MIG для точечной сварки, а затем шлифуете/отшлифовываете (я предпочитаю использовать проволочный круг, чтобы сгладить ее), вы получите сварное пятно, которое чертовски близко к тому, что было бы сделано на заводе.
ТЕПЕРЬ, причина, по которой я предполагаю, что парень в видеоролике на YouTube сварил раму грузовика, прежде чем поставить кузов, заключается в том, что многие люди думают (и я согласен), что с завода (некоторые) рамы автомобилей и грузовиков были не сварены в меру возможностей заводов, я уверен, что это потому, что время – деньги, и требуется больше времени, чтобы сделать больше сварных швов. Так что, в свою очередь, компании сделали как раз достаточно, чтобы сделать автомобиль безопасным и работоспособным.Даже FOMOCO издавало книги, в которых советовали делать дополнительную сварку на заводских гоночных автомобилях (на ум приходят мустанги BOSS). Я предполагаю, что парень на видео пытался сделать то же самое.
Ответить с цитатой
16.
 08.2014
#6
08.2014
#6Re: в чем причина точечной сварки или непрерывного шва
Может быть, я неправильно понимаю вопрос, но при работе с автомобилями одна точка или прихватка часто используются, чтобы избежать коробления более тонкой стали, как на панелях кузова. Затем вы пытаетесь соединить точки, пока он не заполнится.
Во многих коммерческих приложениях я видел детали, сваренные на небольших участках, вот и все. Я думаю, что иногда мы немного одержимы мыслью, что каждая деталь нуждается в полном сварном шве, тогда как несколько небольших участков сделают свою работу. Я не говорю, что у меня есть опыт, чтобы определить это.

У моей Vette 69-го года самая дешевая заводская сварка на раме, которую я когда-либо видел. Многие просто маленькие сварные швы 1/2. Никаких проблем спустя 40+ лет.
Ответить с цитатой
16.08.2014 #7
Re: в чем причина точечной сварки или непрерывного шва
Возьмите 2-фунтовый молоток и 12-дюймовое зубило, и вы быстро обнаружите, насколько прочным может быть точечный сварной шов!
Жевательная резинка
Зуб пикс
Лента клейкая
Черный клей
Молоток ГБМФ
Шуруповерт — плохой аккумулятор (см.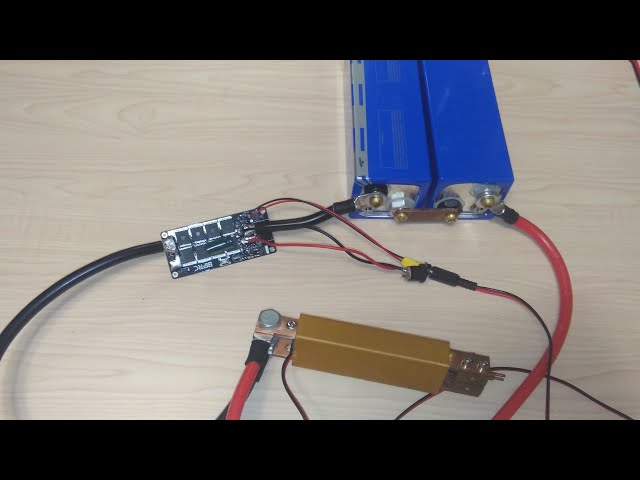 выше)
выше)Ответить с цитатой
16.08.2014 #8
Re: в чем причина точечной сварки или непрерывного шва
Я был удивлен, увидев из первых рук, насколько прочны серии небольших точечных сварных швов. Монтажные кронштейны толщиной 1/4 дюйма на наших дверях раздвижных ячеек прикреплены к верхней направляющей из листового металла с помощью 5 точечных сварных швов.
 позицию, но большинство все еще держится.
позицию, но большинство все еще держится.и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
16.08.2014 #9
Re: в чем причина точечной сварки или непрерывного шва
спасибо за ответы. просто любопытно. Судя по видео, точечные сварные швы были довольно значительными. после этого он установил кровать, в которой были закрытые отсеки, которые он сварил вместе. судя по швам и его гаражу. он выглядит как опытный сварщик. не новичок.
Ответить с цитатой
16.
 08.2014
#10
08.2014
#10Re: в чем причина точечной сварки или непрерывного шва
У меня есть аппарат для точечной сварки, который мы использовали в магазине в течение многих лет, приклеивая 1/4-дюймовые и односторонние панели на автомобили и прикроватные панели на пикапы. Это работает очень хорошо, и после процесса очистки практически не требуется. В основном d/a шлифовальный станок, как и для любого листового металла перед нанесением нижнего и верхнего слоев. Сварка штепсельной и стыковой сваркой в одной и той же задаче намного более длительна и трудоемка. Точечная сварка с мгновенным сопротивлением 8000 ампер в течение 1/4 секунды достаточно сильна для автомобильного листового металла.
 Долото расколет окружающий металл, прежде чем разорвать пятно.
Долото расколет окружающий металл, прежде чем разорвать пятно.Неряха
Поставщик сокровенных беспрецедентных знаний ни о чем обо всем.
Ах да, еще и беззастенчивый интернет-тролль тоже…..
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Spot Welding — изображения и фото
521Bilder
- Bilder
- Fotos
- Grafiken
- Vektoren
- Videos
Niedrigster Preis
SignatureBeste Qualität
Durchstöbern Sie 521
spot welding Stock-Fotografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.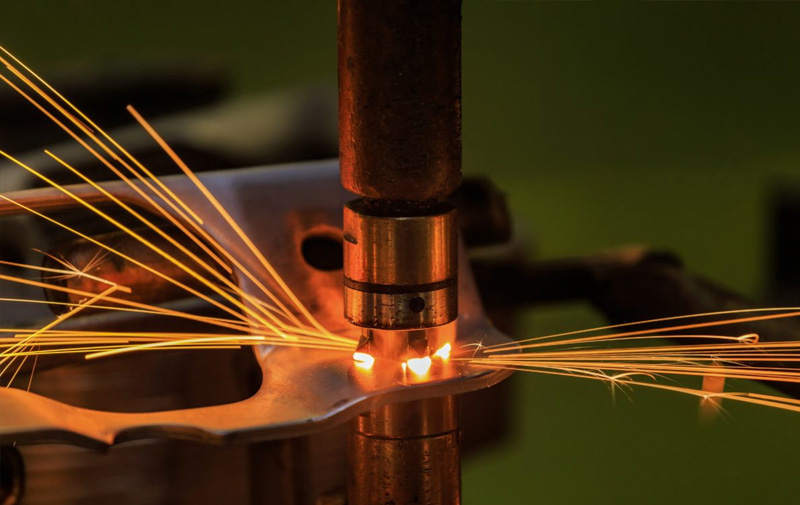 более широкие стойки spunktschweißmachine mit stromregler. lichtbogenschweißроботер. elektrodenwiderstands-punktschweißen mit roboter – точечная сварка фото и фотографии
более широкие стойки spunktschweißmachine mit stromregler. lichtbogenschweißроботер. elektrodenwiderstands-punktschweißen mit roboter – точечная сварка фото и фотографииWiderstandspunktschweißmachine mit Stromregler. Lichtbogenschweiß
grob geschweißtes metall rost rostiger metallfleck – spot welding stock-fotos und bilderGrob geschweißtes Metall Rost rostiger Metallfleck
mechaniker schweißt ein autoteil in der autowerkstatt – spot welding stock-fotos und bilderMechaniker schweißt ein Autoteil in der Autowerkstatt
nahaufnahme oberer und unterer kupferelektrode der widestandspunktschweißmaschine und materialzuführeinheit für die montage metallschlüsselstück in der industrie – точечная сварка стоковые фотографии и изображенияNahaufnahme oberer und unterer Kupferelektrode der…
wasserkühlung kupferschlauch oder rohrbaugruppe mit messingfitting von widerstandspunktschweißmaschinen oder anderen anwendungen in der industrie – spot welding stock-fotos und bilder Wasserkühlung Kupferschlauch oder Rohrbaugruppe mit. ..
..
Junger Instrumentenbauer repariert E-Gitarre mit Spotschweißer
Junger Instrumentenbauer repariert E-Gitarre mit Spot-Schweißer – vertikal
senkrecht verschweißte metallträger mit gereinigtem schweißpunkt, weiß isoliert. – spot welding stock-fotos und bilderSenkrecht verschweißte Metallträger mit gereinigtem Schweißpunkt,
punktlaserschweißen – spot welding stock-fotos und bilderPunktlaserschweißen
punktschweißarm oder obere elektrodenspitze mit antioxidationssystem und kupferblechtisch der punktdruckschweißmaschine für die montage von blechen im fertigungsprozess – spot welding stock -фотографии и изображенияPunktschweißarm oder obere Elektrodenspitze mit…
schweißer ort schweißen – spot welding stock-fotos und bilderSchweißer Ort Schweißen
ultraschall-eisenpressmaschinenkonzept, punktschweißen vektor icon design, lichtbogenschweißgeräte und metallarbeiten symbol, bau- und industriefertigungsschild, herstellungsprozess fügen – spot welding Stock-grafiken, -clipart, -cartoons und -symbole Ultraschall-Eisenpressmaschinenkonzept, Punktschweißen Vektor. ..
..
Funken vom Punktschweißen in der Automobilindustrie, die seltsam…
kupfer-elektroden-punktschweißmaschine aus nächster nähe für industrielle arbeiten in der workstatt – точечная сварка стоковые фотографии и сборкаKupfer-Elektroden-Punktschweißmachine a
kupfer-elektroden-punktschweißmachine aus nächster nähe für industrielle arbeiten in der workstatt – точечная сварка стоковые фотографии и сборка
kupfer-elektroden-punktschweißmachine a
elektrodenwiderstand punktschweißen mit roboter während lichtbogen oder funke für die montage karosserierahmen von automobilteil im herstellungsprozess – точечная сварка фото и изображения
Elektrodenwiderstand Punktschweißen mit Roboter während…
деталь des jungen toolsenbauers, der e-gitarre mit spotschweißer n.r. – точечная сварка стоковых фотографий и изображений Detail des jungen Instrumentenbauers, der E-Gitarre mit. ..
..
Symbol für den Umriss der Punktschweißlinie
Spotschweißen Farbe Symbol Vector-Illustration – точечная сварка Stock-grafiken, -clipart, -cartoons und -symboleSpotschweißen Farbe Symbol Vector-Illustration
vektordarstellung des symbols für punktschweißlinien – spot welding stock-grafiken, -clipart, -cartoons und -symboleVektordarstellung des Symbols für Punktschweißlinien
schweißen stahl ort – spot welding stock-fotos und bilderSchweißen Stahl Ort
widerstandspunktschweißmaschine für die fertigung in industriellen arbeiten mit kopierraum – точечная сварка, фото и фотоWiderstandspunktschweißmaschine für die Fertigung in…
автоматические роботы, widestandspunktschweißmaschine und automobilteile für die industrie – точечная сварка, фото и фотоAutomatische Roboter-Widerstandspunktschweißmaschine und…
mann techniker geben programm befehl informationen pass drahtlose fernbedienung für die steuerung roboter widestand punktschweißen simulierte position punkt lichtbogen für montage automobil teil in der fertigung Programhl 090 Техника для точечной сварки stock-fotos Informationen Pass. .. elektrodenwiderstandspunktschweißen mit roboter während simuliertem positionpunktlichtbogen oder funken für montage automobilteil im fertigungsprozess – точечная сварка стоковые фотографии и изображения
.. elektrodenwiderstandspunktschweißen mit roboter während simuliertem positionpunktlichtbogen oder funken für montage automobilteil im fertigungsprozess – точечная сварка стоковые фотографии и изображенияElektrodenwiderstandspunktschweißen mit Roboter während…
satz schweißgrauer symbole. пятно машины, unterlegscheiben, bolzen, blaslampe und mehr. – графика точечной сварки, -клипарт, -мультфильмы и -символSatz schweißgrauer Symbole. Spot Machine, Unterlegscheiben,…
Spot-schweißolor-liniensymbol. пиктограмма для веб-сайта, мобильного приложения, промо. – графика точечной сварки, -клипарт, -мультфильмы и -символSpot-Schweißolor-Liniensymbol. Пиктограмма для веб-сайта, мобильного…
schlechte schweißarbeiten an einem oldtimer in der renovierung. punktschweißnähte auf neuem blech, das an einer karosserie geschweißt wird. schreckliches autoschweißen ohne echte festigkeit – точечная сварка фото и фото Schlechte Schweißarbeiten an einem Oldtimer in der Renovierung. …
…
, Makro-Nahaufnahme
punktschweißen isometrisches symbol vektor illustration – точечная сварка – графика, -клипарт, -мультфильмы и -символPunktschweißen isometrisches Symbol Vector Illustration
volltonschweißen farbsymbol vektorillustration – точечная сварка stock-grafiken, -clipart, -cartoons und -symboleVolltonschweißen Farbsymbol Vektorillustration
Punktschweiß-Farbsymbolvektor. Пунктшвайсцейхен. Isolierte Symbolillustration
nahaufnahme eines metallelements, das von einem fabrikarbeiter punktgenau geschweißt wird. филиал концепт. hochwertiges foto – точечная сварка stock-fotos und bilderNahaufnahme eines Metallelements, das von einem Fabrikarbeiter…
der schweißer hat gerade zwei rohre geschweißt und sie können den hot spot sehen. rauch entsteht durch schweißen – точечная сварка stock-fotos und bilder Der Schweißer hat gerade zwei Rohre geschweißt und Sie können. ..
..
Nahaufnahme eines Arbeiters, der zwei quadratische Stahlrohre…
nahaufnahme eines arbeiters, der zwei quadratische stahlrohre mit einer punktschweißung betätigt. der rote hot-spot, an dem das lot aufgebracht wurde, ist zu sehen. eine bloße hand ist auch zu sehen, die die die rohre hält – точечная сварка стоковые фотографии и изображенияNahaufnahme eines Arbeiters, der zwei quadratische Stahlrohre…
nahaufnahme eines arbeiters, der zwei quadratische Stahlrohre mit einer punktschweißtung betätung. der rote hot-spot, an dem das lot aufgebracht wurde, ist zu sehen. eine bloße hand ist auch zu sehen, die die rohre hält – точечная сварка фото и фотографии Nahaufnahme eines Arbeiters, der zwei quadratische Stahlrohre.![]() ..
..
Nahaufnahme, wie ein Arbeiter eine Punktschweißung gibt, um zwei…
nahaufnahme, wie ein arbeiter eine punktschweißung gibt, um zwei quadratische zu stahlrohre. geschlossen und eine weitere offene – фото и фотографии точечной сваркиNahaufnahme, wie ein Arbeiter eine Punktschweißung gibt, um zwei…
punktschweißen maschinen-, automobil-teil in einer autofabrik – точечная сварка, фото и фотографииPunktschweißen Maschinen-, Automobil-Teil in einer Automobil Industry 900rie
-Punktschweißen, in einer Autofabrik mit Funken, Fertigung, Industrie
elektrischewiderstandsschweißmachine (punktschweißen) funktioniert. das punktschweißen ist ein widestandsschweißverfahren, bei dem zwei oder mehr überlappende bleche, bolzen und projektionen zusammengepfert werden. – фото и изображения точечной сварки ElektrischeWiderstandsschweißmaschine (Punktschweißen). ..
..
Набор von Schweiß-Linie-Icons. Spot-Maschine, Waschmaschinen,…
Satz von Schweißliniensymbolen. Spotmaschine, Unterlegscheiben, Bolzen, Laserschneidemaschine, bulgarische Säge, Schleifmaschine, Schweißmaske, Schutzhandschuhe, Manometer, Gasbrenner, Lötlampe und mehr.
close-up vor ort machine schweißt mutter um stahl – точечная сварка стоковых фотографий и изображенийClose-up vor ort Maschine schweißt Mutter um Stahl
vor ort nuss schweißmaschine schweißen von nuss und stahl – точечная сварка стоковых фотографий и изображений 9000 Ort Nuss Schweißmaschine Schweißen von Nuss und Stahl Spot-schweißcolor-liniensymbol. пиктограмма для веб-сайта, мобильного приложения, промо. – графика точечной сварки, -клипарт, -мультфильмы и -символ Spot-Schweißolor-Liniensymbol. Пиктограмма для веб-сайта, мобильного…
Пиктограмма для веб-сайта, мобильного…
Der Punktschweißroboter arbeitet mit Autotürmontageteilen.
Der Punktschweißroboter, der mit Autotürmontageteilen arbeitet. Das Industrielle 4.0 Automobilfertigungskonzept для Robotersystem.
vor ort maschine schweißt mutter zum teil im werk – точечная сварка фото и фотоVor Ort Maschine schweißt Mutter zum Teil im Werk
Spot-Maschine schweißt Mutter, um Teil in der Fabrik zu teilen
roboterarme behandeln toolpart halten automobil vor ort zerspanbar – точечная сварка фото и сборкаAutomobilvort Toolpart behandeln …
пятно-schweißolor-liniensymbol. пиктограмма для веб-сайта, мобильного приложения, промо. – графика точечной сварки, -клипарт, -мультфильмы и -символ Spot-Schweißolor-Liniensymbol. Пиктограмма для веб-сайта, мобильного…
Пиктограмма для веб-сайта, мобильного…
Обучение и искусство Intelligenz Technologie Maschinenkonzept….
das kreisförmige widestandspunktschweißen (rsw) wird als punktschweißen zur herstellung von drahtgittern für industriefilter geschweißt. – фото и изображения точечной сваркиDas kreisförmige Widerstandspunktschweißen (RSW) wird als…
ultraschall-spot-schweißmaschine konzept vektor-icon-design, lichtbogenschweißgeräte und metall-arbeitssymbol auf weißem hintergrund, konstruktion und industrielle fertigung zeichen, fertigungsprozess-verbindung – spot welding stock-grafiken, -clipart, -cartoons und -symboleUltraschall-Spot-Schweißmaschine Konzept Vektor-Icon-Design,…
der punktschweißprozess von automobilteilen mit roboterarm. – фото и изображения точечной сварки
– фото и изображения точечной сваркиDer Punktschweißprozess von Automobilteilen mit Roboterarm.
der roboter zum punktschweißen der automobilrahmenteile. – стоковые фотографии и изображения точечной сваркиDer Roboter zum Punktschweißen der Automobilrahmenteile.
Der Roboter zum Punktschweißen der Automobilrahmenteile. Der High-Tech-Automobilmontage-Herstellungsprozess.
машина zur herstellung von stahlbeton-schlachtpfählen. autotisches punktschweißen von metallstäben – точечная сварка стоковые фотографии и изображенияMaschine zur Herstellung von Stahlbeton-Schlachtpfählen….
roboter arme griff werkzeug halten automobil-teil, um maschine zu erkennen – точечная сварка стоковые фотографии и изображенияRoboter Arme Griff Werkzeug halten Automobil-Teil, um Maschine… 25PR) – Electroweld Industries
+
Часто задаваемые вопросы (FAQ) :
Как мы можем запросить котировки цен или запросить машину для нашего конкретного применения сварки?
Для запроса ценового предложения отправьте электронное письмо с требованиями к сварочному аппарату на адрес sales@electroweld. com
com
или
Отправьте запрос ценового предложения по следующей ссылке:
. Инженеры по продажам или позвоните нам напрямую по телефонам, указанным ниже.
Electroweld Industries
5, Hira Compound, R.C Marg, Чембур, Мумбаи, ИНДИЯ – 400074
Звоните (офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный/WhatsApp: +91-9820160332
9024 (например, +1Mico2/4USA24) 636-3048
Эл. Части машины?
Онлайн-заказ можно разместить прямо на Интернет-магазин Electroweld , добавив машину в корзину и заполнив формы заказа в процессе оформления заказа.
Примечание. В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
или
Заказ на покупку также можно отправить напрямую по адресу [email protected] или по факсу: + 91-22-25272731.
Для заказа деталей отправьте электронное письмо по адресу [email protected], указав номер модели машины и требуемое название/номер детали (или изображение детали). Мы вернемся с информацией о ценах на детали и деталях выполнения заказа.
Примечание. Машины будут доступны для отправки на условиях FOB/CIF Ex-Works через 4 недели после оплаты. Мы можем запустить ваш заказ в производство только после оплаты.
Как работает обработка счетов и платежей?
Платежи могут быть обработаны либо через PAYPAL, используя ссылку: https://paypal.me/electroweld74
ИЛИ
Запросите платежные инструкции для банковского перевода или кассы Проверьте при отправке заказа на покупку, отправив электронное письмо по адресу sales@electroweld. com
com
– Заказ будет отправлен в соответствии с нашим почтовым чеком и подтверждением оплаты. Время доставки может варьироваться в зависимости от настройки машины, необходимой для вашего приложения, и любые дополнительные расходы будут добавлены к окончательному счету. Пожалуйста, присылайте любые запросы на настройку по адресу [email protected]
– Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF – стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
После загрузки груза покупатель берет на себя все остальные расходы.
– Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены.
Что такое процесс доставки?
БЕСПЛАТНАЯ международная доставка до ближайшего порта морским транспортом (название порта назначения CIF). Это гарантирует, что конечная стоимость доставки будет эквивалентна покупке машины у местного дилера в вашей стране. Отдельно стоимость доставки для всех местных заказов в пределах ИНДИИ указывается при выставлении счета 9.0246
– Машины обычно готовы к отправке в течение 4 недель после получения платежа. Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
– Перед отправкой мы отправляем фактические видеоролики о работе, показывающие работу вашей машины и сварку любых образцов деталей в соответствии с вашими требованиями, на адрес электронной почты, указанный в счете-фактуре.
– Мы также гарантируем, что машины упакованы в ящики и упакованы в соответствии с требованиями доставки в вашу страну доставки.
– Детали отслеживания будут отправлены по электронной почте или SMS, когда они будут доступны.
– Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF – стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
После загрузки груза покупатель берет на себя все остальные расходы.
– Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены в стоимость .
Стандартные условия Инкотермс Информация о включенной доставке в порт назначения через CIF (стоимость, страхование и фрахт) доступна ЗДЕСЬ
Что такое стандартная гарантия и процесс поддержки машины?
ГАРАНТИЯ:
Мы гордимся качеством и надежностью наших хорошо спроектированных сварочных аппаратов. Наши машины поставляются со стандартной годовой гарантией на детали и работу.
РАСШИРЕННАЯ ГАРАНТИЯ:
Мы также предоставляем варианты расширенной гарантии на 1 и 2 года для покупки, которые могут дать вам дополнительное спокойствие при покупке оборудования.
Для запроса предложения по расширенной гарантии отправьте электронное письмо с вашими требованиями к расширенному сроку на адрес [email protected]
Информация о гарантии на продукцию ELECTROWELD INDUSTRIES доступна ЗДЕСЬ
ПОДДЕРЖКА:
Руководства по продуктам Electroweld содержат технические подробности по установке и вводу в эксплуатацию. Мы можем дополнительно оказать удаленную поддержку вашим инженерам для успешного запуска и ввода в эксплуатацию вашей машины. Мы также можем предоставить расценки на обслуживание на месте, если оно доступно в вашей стране.
Отправьте запрос на обслуживание по следующей ссылке:
Вы также можете отправить запрос на обслуживание по электронной почте [email protected]
The TERMS & CONDITIONS for purchase of ELECTROWELD INDUSTRIES products is available HERE
Electroweld Industries
5, Hira Compound, R. C Marg, Chembur, Mumbai, INDIA – 400074
C Marg, Chembur, Mumbai, INDIA – 400074
Call ( Офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный телефон/WhatsApp: +91-9820160332
Телефон (отдел продаж в США/Мексике): +1 (214) -639-204 Электронная почта: [email protected] Напишите нам, и мы свяжемся с вами как можно скорее Как связаться с Electroweld по любому другому вопросу, связанному с машиной для контактной сварки? Контактная информация: Напишите нам по электронной почте или заполните контактную форму ниже, и мы поможем найти лучшее решение для ваших сварочных задач. Электросварка 5, Hira Compound, R.C Marg Chembur, Mumbai, INDIA – 400074 Call (India Office): +91 222 522 6180, +91-9702579330 Mobile/Whatsapp: +91 -9820160332 Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048 Эл. Что стоит за производственными проблемами Теслы? Это может быть что-то такое же простое, как сталь. Основываясь на подробностях в отчете Wall Street Journal и на видео производственной линии, опубликованном в Твиттере генеральным директором Tesla Илоном Маском, эксперты говорят, что производитель электромобилей, похоже, изо всех сил пытается сварить воедино автомобиль, в основном стальной, в отличие от в первую очередь алюминиевые кузова Model S и Model X. Компания не выполнила запланированный на третий квартал объем производства Model 3 — недорогого автомобиля, предназначенного для выхода Tesla на массовый рынок. С появлением на горизонте конкурентоспособных электромобилей Tesla должна решить свои производственные проблемы в ближайшие несколько месяцев, иначе она рискует потерять свое конкурентное преимущество до того, как Model 3 достигнет более широкой аудитории. «Раньше была только Tesla. Теперь будут десятки альтернатив», — сказал Рон Харбор, консультант по производству в Oliver Wyman. «Они должны стать действительно эффективными в производстве. Они должны быть конкурентоспособными по стоимости и цене, чтобы оставаться в бизнесе». Подробности в отчете Wall Street Journal от 6 октября предполагают, что задержка может быть связана с неспособностью Tesla запустить производственную линию Model 3. В отчете говорится, что сборочная линия Model 3 все еще строилась еще в сентябре, а сотрудники собирали автомобили на отдельном участке завода. Алюминиевый и стальной корпус Model 3 требует больше сварки, чем клея и заклепок в алюминиевых корпусах, говорят эксперты. Харбор описал разницу между кузовом Model 3 и Model S и Model X как «переменная облачность против частично солнечной». Изменение материалов потребует процессов, новых для Теслы. «В этом есть большая разница. Они не делали точечной сварки на первых двух автомобилях, потому что они все алюминиевые», — сказал Харбор. После сообщения журнала Маск опубликовал в Твиттере видео производственной линии Model 3, которая работала на одной десятой своей потенциальной скорости. На видео летят искры, когда два робота-манипулятора собирают части рамы автомобиля. Он последовал за другим в среду, 11 октября, демонстрируя штамповку панелей кузова на полной скорости. «Сварка сопротивлением должна дать немного дыма, но когда вы видите, как что-то вылетает вот так, это называется изгнанием», — сказал консультант по автомобильному производству Майкл Трейси из Agile Group в Хауэлле, штат Мичиган, о первом видео. «Это симптом того, что места сварки становятся слишком горячими из-за того, что они плохо спланированы, или, в данном случае, металл не полностью стянут». Некачественные сварные швы могут увеличить повреждения автомобиля при аварии и могут привести к грохоту и скрипу по мере старения автомобиля, сказала Трейси. В своем отчете о продажах за третий квартал Tesla сообщила, что построила 260 автомобилей Model 3, что «меньше, чем ожидалось, из-за узких мест в производстве». «Мы глубоко в производственном аду», — написал Маск в Твиттере после объявления о том, что презентация полуприцепа Tesla будет отложена до ноября, чтобы компания могла сосредоточиться на узких местах. Представитель Tesla опубликовал заявление, в котором говорится, что Model 3 строится на полностью установленной производственной линии, автоматизация которой увеличивается. “Как мы всегда признавали, потребуется время, чтобы настроить линию для увеличения объемов, но, как мы также говорили, нет никаких фундаментальных проблем с производством Model 3 или ее цепочкой поставок, и мы уверены в решение узких мест в производстве в ближайшей перспективе», — говорится в заявлении. «Есть причина, по которой это называется производственным адом». Трейси сказала, что замедление сборочных линий мало что дает для доказательства бесперебойной работы производства, потому что линии работают по-разному, когда работают на полной скорости. «В этот момент вы бы работали медленно только в том случае, если бы у вас были проблемы и вы боялись, что сварные швы, которые вы собирались сделать, не будут хорошими», — сказала Трейси. «Он должен работать со скоростью для приемочных испытаний». Типы проблем, с которыми сталкивается Tesla, обычно решаются задолго до того, как ожидается, что сборочная линия заработает на полную мощность, сказал Харбор. «Это то, что завод обычно проходит за четыре-шесть месяцев до запуска производства», — сказал Харбор. «Это поднимает вопрос: есть ли опыт?» Марк Платшон, управляющий директор Icebreaker Ventures, сказал, что он рассматривает медленное наращивание производства как признак того, что Tesla гарантирует, что все работает, прежде чем оно выйдет на массовый рынок. . «Учитывая количество новых деталей, многоуровневую цепочку поставок и отлаживаемую новую автоматизацию на заводе, я не удивлен медленным ростом», — написал Платшон, один из первых инвесторов Tesla, в электронном письме. Независимо от причины задержки производства, у Tesla есть небольшое окно, чтобы нарастить производство Model 3 до того, как конкуренты класса люкс, такие как BMW, Mercedes-Benz и Volvo Cars, представят больше электрических предложений. Многие наблюдатели за отраслью ожидают, что Model 3 станет для Теслы «моментом iPhone», когда будет показано, что новый продукт обладает революционным потенциалом, как iPhone от Apple в индустрии мобильных телефонов. Но чем более конкурентоспособные продукты становятся доступными, тем менее революционным кажется доступный электромобиль. «Рампа Model 3 может быть перенесена на вторую половину 2018 или даже 2019 года, когда угроза конкуренции, вероятно, станет более неизбежной», — написал аналитик Barclays Брайан Джонсон в записке для инвесторов. «И перед лицом усиления конкуренции «момент iPhone» кажется менее определенным». С июля автопроизводители обгоняют друг друга в планах по электрификации своих модельных рядов. Детройт также обратил внимание на электрификацию. Ford Motor Co. планирует представить 13 электрифицированных автомобилей в ближайшие пять лет, в том числе кроссовер с запасом хода 300 миль. General Motors представила Chevrolet Bolt в прошлом году, и к 2023 году появится не менее 20 полностью электрических автомобилей или автомобилей на водородных топливных элементах — два таких автомобиля будут представлены в течение следующих 18 месяцев. В дополнение к приближающейся конкуренции, Tesla близка к тому, чтобы исчерпать федеральные налоговые льготы, которые могут снизить цену электромобиля на 7500 долларов. Кредиты начинают постепенно сокращаться, когда автопроизводитель продает 200 000 электромобилей. Если продажи Model S и Model X закончатся до того, как Model 3 выйдет на полную мощность, Tesla может потерять своих малобюджетных покупателей из-за растущей конкуренции, сказала Трейси. Тем не менее Tesla удалось увеличить и сохранить базу лояльных клиентов с момента своего основания почти 15 лет назад, о чем свидетельствуют 455 000 депозитов Model 3, о которых компания сообщила в августе. Медленный рост производства может стать еще одним препятствием на неизменно тернистом пути компании. «Они решат все эти мелкие проблемы», — написал Платшон. «Я подозреваю, что очень немногие из клиентов, сделавших предварительный заказ, заботятся о том, чтобы их автомобиль был на месяц или на три месяца позже, чем они рассчитывали». “Почему Tesla борется с Model 3?” первоначально появилось в Automotive News 16.10.2017 MIG, TIG, электродуговая, газовая, безгазовая, кислородно-ацетиленовая, глубокое проплавление, точечная сварка, сварочные аппараты для пластмасс, импульсная технология, высокопрочная сталь если кажется, что сварка усложняется так и есть! Сегодняшняя автомобильная промышленность сталкивается со многими проблемами, которые формируют и меняют способ склеивания двух кусков металла. Фокусировка на STRSW Недавно я был в ремонтной мастерской, проводя тест сварки I-CAR, где я наблюдал за техником, устанавливающим боковую панель с помощью машины контактной точечной сварки сжатием (STRSW). Я спросил техника, как он узнал, хороши ли его сварные швы. Его ответ: «Да, чувак, пусть летят искры», добавив: «Вы должны это знать, потому что вы инструктор по сварке I-CAR. Пусть летят искры». Той ночью я опросил семерых техников цеха, и все они согласились с первым техником, что искры указывают на то, что сварные швы в порядке. В перерыве я осмотрел наконечники на цеховом сварочном аппарате. Во-первых, медные электроды затачивались болгаркой, а не болгаркой, прилагаемой к станку. Концы наконечников были неровными и имели диаметр около 11 мм. Я нажал на спусковой крючок, чтобы проверить, полностью ли соприкасаются наконечники друг с другом, и, конечно же, это не так. (Я объясню эти два момента позже в статье). Я вытащил наконечники из станка и с помощью напильника обточил их. Затем я выровнял наконечники и, используя стальной лом (от поврежденной двери), продемонстрировал техникам, как делать правильные заглушки. Да, вы правильно прочитали. При сварке STRSW искра должна быть небольшой или отсутствовать. STRSW окружает нехватка знаний. Еще один показательный пример: во время недавней конференции Collision Industry Conference (CIC) владелец магазина пожаловался, что он купил сварочный аппарат STRSW. После того, как он прибыл в его мастерскую, ему сообщили, что его помещение необходимо переоборудовать для размещения нового сварщика. Ровно через 7000 долларов он заработал свой новый сварочный аппарат и вскоре понял, что он не может добраться до некоторых мест на передней конструкции. Потратив еще пару тысяч, у него наконец-то появился работающий сварщик. Что его больше всего расстроило во всем этом, так это отсутствие у него знаний о STRSW и его оборудовании. Что дало мне и владельцу магазина March Taylor Auto Body Hawaii идею: провести испытание сварочного аппарата. Мы с Марчем решили, что хотим провести тест сварки, который имитировал бы работу с автомобилем в реальных условиях, а не просто сваривать вместе несколько купонов. Важно: Если вы не очень хорошо разбираетесь в точечной сварке, возможно, вам стоит прочитать врезку «Сопротивление — это….Плодотворно» в этом выпуске , прежде чем читать о нашей задаче по сварке . Начало испытаний… Машины, которые мы тестировали, слева направо: Compu-Spot, Elektron, Celette, Weidland & Shill, Car-O-Liner, две от Saitek и две от Pro Spot. Эл Эсторга, владелец Центра столкновений Эсторги в Лос-Анджелесе, открыл свой объект на четыре дня подготовки и испытаний. Сварщики были доставлены из Европы, а также с Восточного и Западного побережья. Эти панели были из высокопрочной стали и усовершенствованной стали с бором. Мы разместили панели между двумя моими сварочными стендами, чтобы сымитировать их положение на транспортном средстве. Первый тест: Мы точечно сварили две полосы размером 3 дюйма на 4 фута вместе для испытания рабочего цикла. См. фото 3 . Второй тест: моделирование сварки. Третье испытание: сварка нескольких панелей точечная сварка четырех кусков стали 18 калибра вместе. Пока мы накануне настраивались, мы приступили к испытаниям, Марш взял восемь кусков стальных купонов 22-го калибра и сварил их вместе. Я был в восторге от мощности машины. Марш рассмеялся и сказал, что с этой задачей справится любой хороший инверторный сварочный аппарат. «Выглядит впечатляюще, но в этом нет ничего страшного», — сказал он. «Это просто способ произвести впечатление на покупателя». Четвертый тест: тест «досягаемости». Пятое испытание: испытание на разрушение, во время которого Марч провел большую часть дня, разделяя (разрушая) каждый сварной шов на задней панели Volvo с помощью долота для точечной сварки. Это разрушающее испытание было самым показательным испытанием, показывающим, насколько хорошо эти сварщики работали в реальных рабочих условиях, сваривая самые сложные металлы. Примечание. Пожалуйста, поймите, что ни March, ни я не рекомендуем здесь конкретную машину. Кроме того, это не было испытанием, чтобы определить, чья машина лучше. Эта задача заключалась в том, чтобы предоставить специалистам по ремонту и инструкторам в цехах информацию, чтобы они могли принимать более взвешенные решения при покупке станка . Знаете ли вы… Результаты ТЕСТ ПРОГРАММНОГО ЦИКЛА: March выполнил 50 точечных сварок настолько быстро, насколько позволяла машина. Он выполнил 51-й сварной шов на образцах из мягкой стали 22-го калибра, а затем провел испытание на отрыв. Все машины произвели сварные швы, которые прошли испытание на отслаивание. ТЕСТ НА СВАРНОЕ СОЕДИНЕНИЕ: Мы нанесли клей на панель толщиной 22 и дали ему высохнуть в течение 12 часов ( См. Фото 4) . Мы добавили точечную сварку, а затем провели испытание на отслаивание. Опять же, все сварщики выполнили требуемый диаметр в тесте на отслаивание. Следует отметить, что мы использовали пару тисков для обеспечения шунта. Клей действует как изолятор между двумя свариваемыми металлическими частями. ИСПЫТАНИЕ НА СВАРКУ НЕСКОЛЬКИХ ПАНЕЛЕЙ: Мы взяли четыре куска оцинкованной низкоуглеродистой стали 18-го калибра и сварили их вместе точечной сваркой. Закончив, я провел тест на отслаивание купонов. Опять же, все сварщики работали исправно. ТЕСТ ДОСТИГАЕМОСТИ: Мы взяли переднюю часть Honda и покрасили различные зоны в разные цвета. Затем представитель каждой компании выполнил имитацию точечной сварки в каждой зоне, используя свои электроды, которые входят в базовую стоимость покупки. (см. Фото 5) . И снова все сварщики смогли добраться до различных зон. Наши наблюдения Типы ружей Существует три типа ружей: одностороннее ружье, ружье «С» и ружье «Х». Пистолет C-типа работает за счет давления, при котором электрод выталкивается из цилиндра для контакта с неподвижным электродом на рычаге C ( См. Фото 6 ). Пистолет «X» использует центральный шарнир (как X) и заставляет руку поворачиваться к другому электроду. На фотографии ниже изображен пистолет «X» ( см. фото 7 ). Замена электродов для получения доступа к нескольким местам на транспортном средстве Рукоятки пистолета «C» крепятся к пистолету с помощью одного запорного устройства. Чтобы получить больший доступ, используется большая буква «C». Благодаря конструкции электроды являются самоустанавливающимися. Одна компания использует твердый электрод, а другие компании, использующие конструкцию C, используют насадку. Мы с Маршем предпочли насадку по следующим причинам: 1. Недостаток этой конструкции в том, что она не доходит до каждой точки автомобиля. Соображением цены является адаптер «X». Одна компания взимает плату за аксессуар, а другая включает его в общий комплект. Электроды пистолета «X» поставляются соответствующими парами. Они предназначены для охвата практически каждого точечного сварного шва на автомобиле. Несколько других замечаний по поводу электродов. Заключительные примечания Компьютер аппарата Все сварщики используют компьютер для контроля своих сварных швов. На самом деле в две машины встроен небольшой видеомонитор. Каждый из представителей компании прошел настройку с Маршем. Марчу понравились программы, которые задавали вопросы (вроде компьютера для регистрации в киосках в аэропорту). У всех сварщиков был выбор борного металла, минимальной толщины панели и опции количества свариваемых панелей. Эргономика Маршу нравились все пистолеты, но больше всего ему понравились «щипцы». Как я уже упоминал, пистолетами было сложнее манипулировать с большими насадками типа «С» и более длинными электродами. Одна машина включала рабочую зону в верхней части машины с удобной доской для инструментов (хорошая функция). Орудийные автоматы «С» имели превосходный упор для оружия, что позволяло легко менять оружие. Service Пять из шести протестированных нами машин произведены в Европе. У одной компании на момент написания этой статьи не было ремонтных станций в США, поэтому их машины нужно было отправить обратно в Европу для капитального ремонта. Обучение У всех компаний есть обучающий компакт-диск, но я по-прежнему считаю важным иметь живое тело для демонстрации машины, потому что я учусь на практике, как и многие технические специалисты в нашей отрасли. к вам как можно скорее
к вам как можно скорее Производство Tesla Model 3 остановлено из-за проблем со сваркой?

 «Кривая обучения довольно крутая».
«Кривая обучения довольно крутая». Автопроизводитель планировал выпустить 1500 автомобилей в третьем квартале, а к декабрю – 20 000 автомобилей в месяц. К следующему году Tesla планирует выпускать 10 000 автомобилей в неделю.
Автопроизводитель планировал выпустить 1500 автомобилей в третьем квартале, а к декабрю – 20 000 автомобилей в месяц. К следующему году Tesla планирует выпускать 10 000 автомобилей в неделю.
 «Они стараются сделать все правильно, прежде чем отправлять много».
«Они стараются сделать все правильно, прежде чем отправлять много». Volvo заявила, что с 2019 года представит только электрифицированные автомобили. Jaguar Land Rover заявила, что предложит электрифицированные версии всех своих автомобилей к 2020 году. BMW рассчитывает начать массовое производство электромобилей к 2020 году, предложив 12 моделей к 2025 году. он электрифицирует свой модельный ряд к 2022 году.
Volvo заявила, что с 2019 года представит только электрифицированные автомобили. Jaguar Land Rover заявила, что предложит электрифицированные версии всех своих автомобилей к 2020 году. BMW рассчитывает начать массовое производство электромобилей к 2020 году, предложив 12 моделей к 2025 году. он электрифицирует свой модельный ряд к 2022 году. В июле Эдмундс подсчитал, что у Теслы было около 79Осталось 000 кредитов.
В июле Эдмундс подсчитал, что у Теслы было около 79Осталось 000 кредитов. Сварка на месте –
 Давным-давно сварщик брал новый электрод, втыкал его в свой сварочный аппарат и принимался за ремонт практически любого металлического предмета. Поскольку производители автомобилей требовали меньшего веса, лучшей экономии топлива и более высокого качества отделки, а клиенты требовали более быстрого ремонта, потребность в более сложных технологиях сварки продолжала расти.
Давным-давно сварщик брал новый электрод, втыкал его в свой сварочный аппарат и принимался за ремонт практически любого металлического предмета. Поскольку производители автомобилей требовали меньшего веса, лучшей экономии топлива и более высокого качества отделки, а клиенты требовали более быстрого ремонта, потребность в более сложных технологиях сварки продолжала расти.
Однако, из-за неправильных представлений и отсутствия знаний о точечной сварке сопротивлением сжатию и ее оборудовании, мы провели испытание сварочного аппарата тест, который имитировал бы работу на транспортном средстве и помог бы школьным инструкторам, владельцам магазинов и специалистам по ДТП лучшие решения при покупке машины. Он посмотрел на меня так, как будто я задал ему глупый вопрос, и сказал: «Я знаю, что это хорошие сварные швы, потому что они дают искру».
Он посмотрел на меня так, как будто я задал ему глупый вопрос, и сказал: «Я знаю, что это хорошие сварные швы, потому что они дают искру».
«Чем больше искр, тем лучше?» Я попросил. И угадайте, что? НЕТ ИСКРЫ!
И угадайте, что? НЕТ ИСКРЫ!
Мы связались с производителями инверторных аппаратов контактной точечной сварки и пригласили их принять участие в двухдневных испытаниях в последнюю неделю июля 2006 г. Семь компаний ответили, что примут участие.
( См. фото 1 )
Оле Вандборг, владелец компании Scandinavian Coachcraft в Западном Лос-Анджелесе, предоставил нам две новые полные задние панели кузова и элементы усиления бампера от Volvo.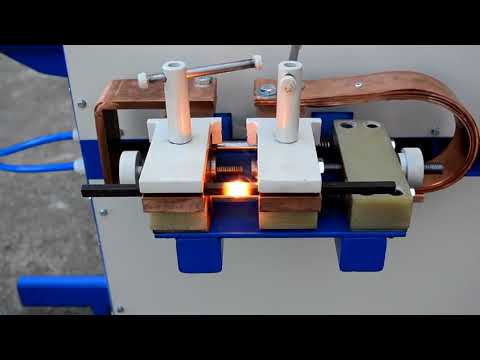 См. Фото 2.
См. Фото 2.  Мы использовали урезанный передний зажим Honda и попросили каждого производителя разместить свои сварщики в пяти местах, чтобы имитировать точечную сварку.
Мы использовали урезанный передний зажим Honda и попросили каждого производителя разместить свои сварщики в пяти местах, чтобы имитировать точечную сварку.
Хотя многие специалисты связывают искры с хорошим сварным швом, на самом деле при сварке методом STRSW искры должно быть мало или совсем не должно быть.
Первым делом нужно было проверить напряжение. Включил вольтметр в трехфазную розетку на 220 и увидел напряжение 205 вольт. Все согласились, что этого напряжения достаточно для эффективной работы их машин. Теперь мы были готовы начать. Для создания электрического пути между панелями (шунта) саморез или пассатижи нужны только для первого сварного шва. После создания точечной сварки также создается электрический путь.
Для создания электрического пути между панелями (шунта) саморез или пассатижи нужны только для первого сварного шва. После создания точечной сварки также создается электрический путь.
Я хотел бы поделиться с вами некоторыми мыслями и наблюдениями Марча и своими наблюдениями. У одной компании также есть дополнительный пистолет под названием «плоскогубцы».
У одной компании также есть дополнительный пистолет под названием «плоскогубцы».
Из протестированных нами машин три производителя предлагали пушки типа С и три предлагали пушки типа Х. Нет необходимости в инструменте для заточки.
Нет необходимости в инструменте для заточки.
2. Легко заменить.
Замена электродов занимает больше времени на пистолете «С». Я предпочел станок с электродами, у которых на детали был установочный штифт. Две другие компании использовали установочные винты для крепления электродов к пистолету. Из этих двух один имеет кулачковый механизм, который фиксирует электроды в стандартном положении (что практически не требует выравнивания наконечников). Для замены пистолета, в котором используются установочные винты, потребовалось больше всего времени, и техник должен был выровнять наконечники перед сваркой. Во-первых, по мере увеличения длины электрода давление сжатия на концах уменьшается, что увеличивает вероятность разрушения сварного шва. Во-вторых, фактор стоимости. Дополнительные наборы электродов недешевы, особенно устройства с водяным охлаждением , и вам нужно подумать о хранении этих наконечников.
Во-первых, по мере увеличения длины электрода давление сжатия на концах уменьшается, что увеличивает вероятность разрушения сварного шва. Во-вторых, фактор стоимости. Дополнительные наборы электродов недешевы, особенно устройства с водяным охлаждением , и вам нужно подумать о хранении этих наконечников.
регулировка давления воздуха , регулирующая давление сжатия Большинство устройств имеют циферблат в передней части машины, что упрощает работу. Один блок имеет управление в задней части машины, на настройку которого ушло чуть больше времени. Одна компания использовала другой подход к толщине панели. Эта компания хочет ввести общую толщину. Я думаю, что этот подход несколько лучше, но попросить техника иметь штангенциркуль и измерить все металлы, которые нужно сварить, может быть слишком многого.
Одна компания использовала другой подход к толщине панели. Эта компания хочет ввести общую толщину. Я думаю, что этот подход несколько лучше, но попросить техника иметь штангенциркуль и измерить все металлы, которые нужно сварить, может быть слишком многого.