Виды наплавок: Современные виды наплавки
alexxlab | 23.11.1985 | 0 | Разное
| Главная >> Износ и способы восстановления деталей >> Современные виды наплавки | ||
Электродуговая наплавкавключает в себя виды: под слоем флюса, в среде защитных газов и открытой дугой.
Наплавка под слоем флюса рекомендуется для восстановления деталей со значительным износом. Она обеспечивает стабильное качество наплавленного металла и высокую производительность. Электроконтактная наплавкасущность которой заключается в совместном деформировании наплавляемого металла и поверхностного слоя детали, нагретых в месте деформации до пластического состояния короткими импульсами тока. Имеет перед электродуговой наплавкой ряд преимуществ: повышение производительности труда, меньшую зону термического влияния, благоприятные условия труда, низкую энергоёмкость, уменьшение расхода металла вследствие меньшего припуска на механическую обработку. В качестве наплавляемого материала могут использоваться проволока, лента, порошки. Вибродуговая наплавка основана на использовании теплоты кратковременной дуги, возникающей в момент разрыва цепи между вибрирующим с постоянной частотой и амплитудой электродом и наплавляемой поверхностью. Газовую наплавкупроводят путём расплавления пруткового или порошкового наплавочного материала в газокислородном пламени горелки. При восстановлении и упрочнении деталей широкое применение находит газовая наплавка твёрдых порошкообразных самофлюсующихся материалов. Преимуществом этого способа восстановления является возможность получения гладких равномерных по толщине слоёв наплавляемого металла с минимальным припуском на обработку. Плазменная наплавка при таком методе в качестве источника теплоты используют струю плазмы, представляющую собой сильно ионизированный газ с температурой до 15000-20000 градусов по Цельсию. Плазма образуется путём вдувания в электрическую дугу плазмообразующего газа и обжатия его струи водоохлаждаемым соплом. Лазерная наплавкаданный способ восстановления деталей осуществляют с помощью светового лазерного луча, излучаемого оптическим квантовым генератором. Благодаря узкой направленности лазерного луча и высокой плотности энергии в зоне его воздействия на материал возможно наплавлять практически любые материалы. Наиболее простой является наплавка порошковых материалов. Сущность этого процесса заключается в нанесении порошковой смеси на изношенную поверхность детали и в последующей её обработке мощным излучением (лазером). Локальная фокусировка излучения позволяет проводить наплавку труднодоступных мест. Смотрите также: | ||
| [email protected] © 2013 |

 По сравнению с электродуговой она имеет меньшую зону термического влияния и значения деформаций, позволяет получать тонкие слои наплавляемого металла (0,5 – 1,0 мм).
По сравнению с электродуговой она имеет меньшую зону термического влияния и значения деформаций, позволяет получать тонкие слои наплавляемого металла (0,5 – 1,0 мм). Может использоваться другой поток газа, окружающий струю плазмы для защиты наплавляемого слоя от воздействия атмосферы. В качестве присадочного материала используют проволоку или металлический порошок. Последний нашёл широкое применение, способствуя значительному повышению износостойкости и увеличению срока службы восстановленных деталей.
Может использоваться другой поток газа, окружающий струю плазмы для защиты наплавляемого слоя от воздействия атмосферы. В качестве присадочного материала используют проволоку или металлический порошок. Последний нашёл широкое применение, способствуя значительному повышению износостойкости и увеличению срока службы восстановленных деталей.
Наплавка металла: виды, технология
- винтовую линию, сформированную из валиков гомогенного сплава;
- ряд окружностей замкнутого типа, создаваемых из наплавленных рубцов;
- располагающиеся вдоль образующей металлические штрихи.

С первым из методов чаще всего работают при проведении работ в условиях механизированного производства. Потому углубляться в этот процесс не будем. С остальными методиками обработки плоских и объемных деталей ознакомимся детальнее, изучив их специфику и область применения.
Швы для плоских поверхностей
При обработке плоскостей используют одну из технологий нанесения гомогенного слоя: узкими или широкими рубцами, сплошным слоем. Ознакомимся с этими видами наплавки металла.
Узкая штриховка
Способ нанесения – узкими рубцами. Их укладывают с перекрытием около 1/3 от всей длины шва.
Нанесение широких валиков
Методика обработки при помощи широких валиков заключается в плавном перпендикулярном перемещении электрода относительно оси наплава. При этом выполняют колебательные движения, конфигурацию которых подбирают исходя из объемов основной детали.
Комбинированная наплавка
Применение комбинированной обработки уместно в тех случаях, когда требуется получить сплошной гомогенный слой. Для этого наплав производят узкими рубцами, располагающимися друг от друга на расстоянии чуть меньше, чем их ширина. После нанесения первого слоя проводят зачистку основы, избавляясь от шлаков, а на оставшиеся пустоты наносят еще один слой расплавленного металла.
Для цилиндрических поверхностей
Кроме перечисленных выше, используют еще одну популярную технологию наплавки при использовании электродов – в защищенной газовой среде. Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской. Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной.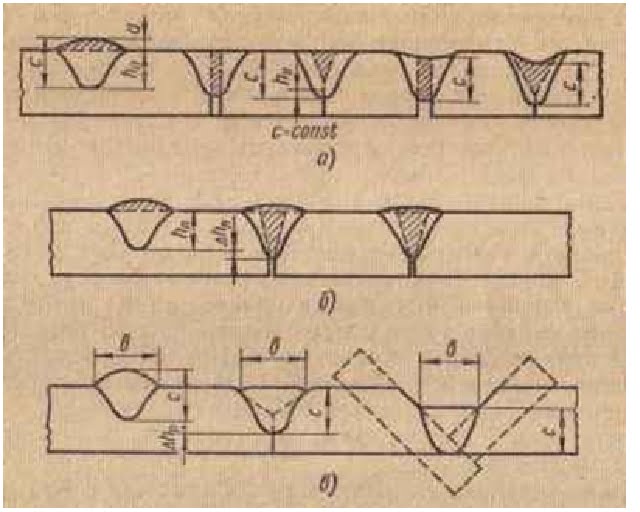
Источник: fb.ru
[~DETAIL_TEXT] =>
Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок. Такая обработка позволяет не только выполнить восстановление, но и придать детали новые, более ценные свойства. К примеру, выполнив наплавку при помощи твердосплавного слоя на основании детали из низкоуглеродистой стали, можно получить деталь с повышенной износоустойчивостью или другими эксплуатационными свойствами.
Такой наиболее простой, но в то же время эффективный способ подходит не только для восстановления пригодности (работоспособности) металлических деталей. При помощи наплавки металла электродом можно видоизменить образец, придав ему форменные особенности, усилить свойства поверхностного слоя, поработать над прочностью и износостойкостью.
Особенности и терминология: основное о понятии «наплавка»
В чем кроется секрет такой технологии, какими особенностями она обладает и как реализовать ее в быту, постараемся понять вместе. Промышленными технологиями читатель вряд ли интересуется, тем более с использованием роботизированных машин. Потому дальше разберемся с особенностями наплавки металла вручную, то есть при помощи электродов для сварки.
В повседневной жизни под понятием металл человек может иметь ввиду и сплав, к примеру, сталь. Если словесно эти названия можно обобщить, то в работе использование технологий для конкретного металла/сплава и рабочие детали отличаются. Рассмотреть тему подробно просто нереально из-за объема предлагаемого материала, потому приступая к ознакомлению с таким процессом, сначала уточните детали, касающиеся работы с металлом выбранного типа. Все, что мы вам предлагаем в статье, – рекомендации при проведении наплавки.
Рассмотреть тему подробно просто нереально из-за объема предлагаемого материала, потому приступая к ознакомлению с таким процессом, сначала уточните детали, касающиеся работы с металлом выбранного типа. Все, что мы вам предлагаем в статье, – рекомендации при проведении наплавки.
В целом наплавка металла имеет схожие черты со сваркой, не помешает ознакомиться с последними технологиями, применяемыми к обработке сплавов и металлов: меди, алюминия, чугуна, нержавейки и других в плане специфики предполагаемых работ. Под наплавкой подразумевают соединение металлов разнородного характера посредством нанесения одного расплавленного металла на поверхность другого. Присадочным материалом зовется тот, который наносится, основным – подвергающийся поверхностной обработке по методике наплавки металла.
Технологические особенности проведения процедуры
Взаимопроникновение раскаленных металлов друг в друга происходит на уровне молекул.
Для этого поверхностный слой основный разогревают до степени расплавления на небольшую глубину, а присадку до жидкого состояния. К преимуществам сварки металла наплавкой относят возможность регулирования толщины слоя и нанесение присадки на образец независимо от его формы.
Название сплава с английского происходит от слова смешивание и в терминологии употребляется как гомогенное соединение. К основным характеристикам сплава относят повышенную надежность, поскольку при помощи механического воздействия поддать металлы разъединению к исходному состоянию невозможно.
Основные правила наплава
В работе выделяют основоположные правила наплавки металла. Глубина расплава верхнего слоя основной детали должна быть минимальной. Достичь такого эффекта можно при элементарном наклоне электрода, делающемся в сторону, противоположную направлению его движения. При минимальном перемешивании металлов разнородного характера остаточное напряжение снижается, что исключает риск деформации деталей на отдельных участках.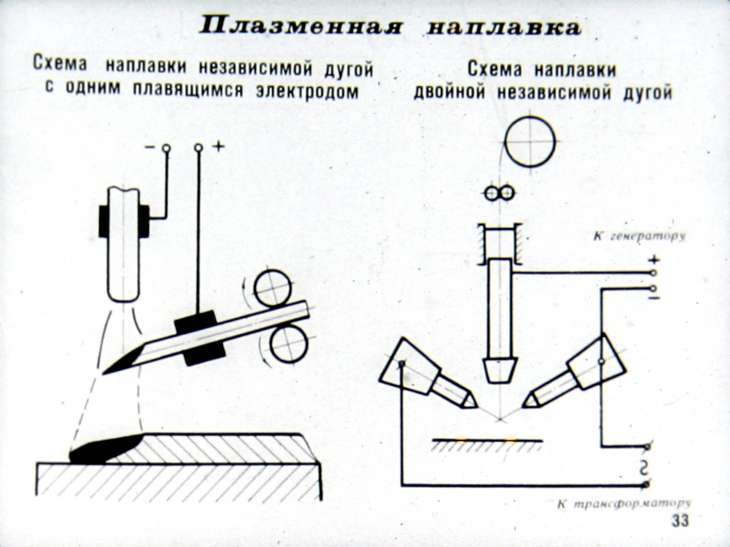 При проведении процедуры следите за количеством присадки, ведь ее избыток может привести к осложнениям в дальнейшей работе, что сопровождается еще большими трудозатратами и сроками выполнения.
При проведении процедуры следите за количеством присадки, ведь ее избыток может привести к осложнениям в дальнейшей работе, что сопровождается еще большими трудозатратами и сроками выполнения.
Технология наплава при помощи электродов
Прежде чем приступать к работе, проводят предварительную очистку металла, которая состоит из двух этапов: зачистки и обезжиривания.
Наплавка металла электродом – самый распространенный метод получения гомогенного слоя. Простота технологии делает его основным в применении и в условиях производства, и дома. Электрод со специальным покрытием подбирают исходя из преследуемых целей обработки. Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.
Подключение схемы – прямое или обратное. Второй вариант применяется чаще, так как отличается удобством. Для проведения работы необходимо постоянное напряжение «+» на покрытом электроде.
Для проведения работы необходимо постоянное напряжение «+» на покрытом электроде.
Особенности процедуры
Форменные особенности и толщина слоя зависят от сечения электрода. Чтобы обеспечить качественный наплав, напряжение и силу тока дуги необходимо свести к минимуму, но это требует корректного согласования. Практические навыки приобретаются с опытом и в дальнейшем не вызывают у рабочего сложностей.
Наплавка: маленькие секреты
При повышении напряжения рубец начинает увеличиваться не в объеме, а в ширину, что способствует увеличению длины дуги. У каждого из видов электродов свои особенности использования. К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
Особенности плазменной наплавки металла
Прочные практически неразрывные под любой силой давления узлы производятся при помощи плазменной наплавки. При помощи подобной обработки каждое из прошедших процедуру изделий приобретает необходимые диэлектрические, тепловые, физические и другие свойства. Другими словами, изделия закаляются в процессе наплавки. Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.
Изделия, изготовленные при помощи наплавки плазменной дугой, отличаются износостойкостью, жаростойкостью, кислотоупорностью и т.д.
По сравнению с наплавкой при помощи электрода плазменная наплавка обладает рядом преимуществ, но может применяться только в условиях производства. Монтировать специальную установку и закупать оборудование для работы с такими агрегатами дома как минимум дорогостоящее удовольствие. Потому еще раз подумайте, есть ли необходимость в приобретении инструмента для редкого использования в домашних условиях или есть место применению старого доброго электрода, что окажется более выгодным в финансовом плане, но никак не худшим вариантом.
Монтировать специальную установку и закупать оборудование для работы с такими агрегатами дома как минимум дорогостоящее удовольствие. Потому еще раз подумайте, есть ли необходимость в приобретении инструмента для редкого использования в домашних условиях или есть место применению старого доброго электрода, что окажется более выгодным в финансовом плане, но никак не худшим вариантом.
Наплавочные швы и их виды
Чтобы получить качественное покрытие основной детали другим сплавом, начните укладку следующего рубца с противоположной стороны изделия. При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве. Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
В зависимости от типа обрабатываемой детали используют одну из схем расположения рубцов:
- винтовую линию, сформированную из валиков гомогенного сплава;
- ряд окружностей замкнутого типа, создаваемых из наплавленных рубцов;
- располагающиеся вдоль образующей металлические штрихи.

С первым из методов чаще всего работают при проведении работ в условиях механизированного производства. Потому углубляться в этот процесс не будем. С остальными методиками обработки плоских и объемных деталей ознакомимся детальнее, изучив их специфику и область применения.
Швы для плоских поверхностей
При обработке плоскостей используют одну из технологий нанесения гомогенного слоя: узкими или широкими рубцами, сплошным слоем. Ознакомимся с этими видами наплавки металла.
Узкая штриховка
Способ нанесения – узкими рубцами. Их укладывают с перекрытием около 1/3 от всей длины шва.
Нанесение широких валиков
Методика обработки при помощи широких валиков заключается в плавном перпендикулярном перемещении электрода относительно оси наплава. При этом выполняют колебательные движения, конфигурацию которых подбирают исходя из объемов основной детали.
Комбинированная наплавка
Применение комбинированной обработки уместно в тех случаях, когда требуется получить сплошной гомогенный слой. Для этого наплав производят узкими рубцами, располагающимися друг от друга на расстоянии чуть меньше, чем их ширина. После нанесения первого слоя проводят зачистку основы, избавляясь от шлаков, а на оставшиеся пустоты наносят еще один слой расплавленного металла.
Для цилиндрических поверхностей
Кроме перечисленных выше, используют еще одну популярную технологию наплавки при использовании электродов – в защищенной газовой среде. Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской. Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной. Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье. Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье. Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[~PREVIEW_TEXT] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте.![]() Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 03.09.2019 14:07:31
[~TIMESTAMP_X] => 03.09.2019 14:07:31
[ACTIVE_FROM] => 03.09.2019
[~ACTIVE_FROM] => 03.09.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103548/
[~DETAIL_PAGE_URL] => /news/115/103548/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => naplavka_metalla_vidy_tekhnologiya
[~CODE] => naplavka_metalla_vidy_tekhnologiya
[EXTERNAL_ID] => 103548
[~EXTERNAL_ID] => 103548
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 03.
Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 03.09.2019 14:07:31
[~TIMESTAMP_X] => 03.09.2019 14:07:31
[ACTIVE_FROM] => 03.09.2019
[~ACTIVE_FROM] => 03.09.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103548/
[~DETAIL_PAGE_URL] => /news/115/103548/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => naplavka_metalla_vidy_tekhnologiya
[~CODE] => naplavka_metalla_vidy_tekhnologiya
[EXTERNAL_ID] => 103548
[~EXTERNAL_ID] => 103548
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 03. 09.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Наплавка металла: виды, технология
[SECTION_META_KEYWORDS] => наплавка металла: виды, технология
[SECTION_META_DESCRIPTION] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[SECTION_PAGE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_META_TITLE] => Наплавка металла: виды, технология
[ELEMENT_META_KEYWORDS] => наплавка металла: виды, технология
[ELEMENT_META_DESCRIPTION] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте.
09.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Наплавка металла: виды, технология
[SECTION_META_KEYWORDS] => наплавка металла: виды, технология
[SECTION_META_DESCRIPTION] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[SECTION_PAGE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_META_TITLE] => Наплавка металла: виды, технология
[ELEMENT_META_KEYWORDS] => наплавка металла: виды, технология
[ELEMENT_META_DESCRIPTION] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[ELEMENT_PAGE_TITLE] => Наплавка металла: виды, технология
[SECTION_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[SECTION_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[SECTION_DETAIL_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[ELEMENT_PAGE_TITLE] => Наплавка металла: виды, технология
[SECTION_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[SECTION_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[SECTION_DETAIL_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Поделиться:
Наплавка металла: виды, технология
03. 09.2019
09.2019
Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок. Такая обработка позволяет не только выполнить восстановление, но и придать детали новые, более ценные свойства. К примеру, выполнив наплавку при помощи твердосплавного слоя на основании детали из низкоуглеродистой стали, можно получить деталь с повышенной износоустойчивостью или другими эксплуатационными свойствами.
Такой наиболее простой, но в то же время эффективный способ подходит не только для восстановления пригодности (работоспособности) металлических деталей. При помощи наплавки металла электродом можно видоизменить образец, придав ему форменные особенности, усилить свойства поверхностного слоя, поработать над прочностью и износостойкостью.
Особенности и терминология: основное о понятии «наплавка»
В чем кроется секрет такой технологии, какими особенностями она обладает и как реализовать ее в быту, постараемся понять вместе. Промышленными технологиями читатель вряд ли интересуется, тем более с использованием роботизированных машин. Потому дальше разберемся с особенностями наплавки металла вручную, то есть при помощи электродов для сварки.
В повседневной жизни под понятием металл человек может иметь ввиду и сплав, к примеру, сталь. Если словесно эти названия можно обобщить, то в работе использование технологий для конкретного металла/сплава и рабочие детали отличаются. Рассмотреть тему подробно просто нереально из-за объема предлагаемого материала, потому приступая к ознакомлению с таким процессом, сначала уточните детали, касающиеся работы с металлом выбранного типа. Все, что мы вам предлагаем в статье, – рекомендации при проведении наплавки.
В целом наплавка металла имеет схожие черты со сваркой, не помешает ознакомиться с последними технологиями, применяемыми к обработке сплавов и металлов: меди, алюминия, чугуна, нержавейки и других в плане специфики предполагаемых работ. Под наплавкой подразумевают соединение металлов разнородного характера посредством нанесения одного расплавленного металла на поверхность другого. Присадочным материалом зовется тот, который наносится, основным – подвергающийся поверхностной обработке по методике наплавки металла.
Под наплавкой подразумевают соединение металлов разнородного характера посредством нанесения одного расплавленного металла на поверхность другого. Присадочным материалом зовется тот, который наносится, основным – подвергающийся поверхностной обработке по методике наплавки металла.
Технологические особенности проведения процедуры
Взаимопроникновение раскаленных металлов друг в друга происходит на уровне молекул.
Для этого поверхностный слой основный разогревают до степени расплавления на небольшую глубину, а присадку до жидкого состояния. К преимуществам сварки металла наплавкой относят возможность регулирования толщины слоя и нанесение присадки на образец независимо от его формы.
Название сплава с английского происходит от слова смешивание и в терминологии употребляется как гомогенное соединение. К основным характеристикам сплава относят повышенную надежность, поскольку при помощи механического воздействия поддать металлы разъединению к исходному состоянию невозможно.
Основные правила наплава
В работе выделяют основоположные правила наплавки металла. Глубина расплава верхнего слоя основной детали должна быть минимальной. Достичь такого эффекта можно при элементарном наклоне электрода, делающемся в сторону, противоположную направлению его движения. При минимальном перемешивании металлов разнородного характера остаточное напряжение снижается, что исключает риск деформации деталей на отдельных участках. При проведении процедуры следите за количеством присадки, ведь ее избыток может привести к осложнениям в дальнейшей работе, что сопровождается еще большими трудозатратами и сроками выполнения.
Технология наплава при помощи электродов
Прежде чем приступать к работе, проводят предварительную очистку металла, которая состоит из двух этапов: зачистки и обезжиривания.
Наплавка металла электродом – самый распространенный метод получения гомогенного слоя.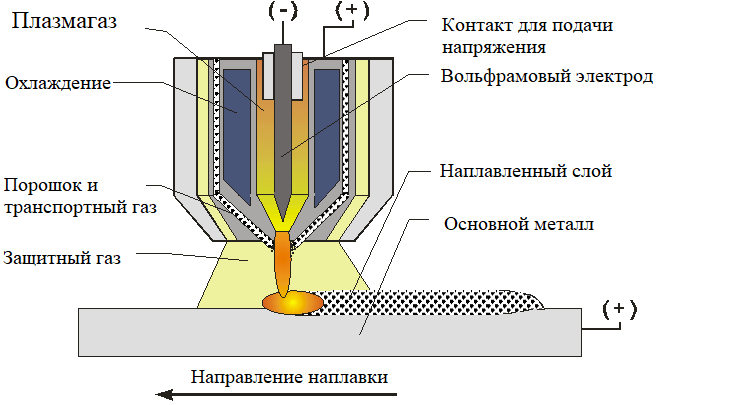 Простота технологии делает его основным в применении и в условиях производства, и дома. Электрод со специальным покрытием подбирают исходя из преследуемых целей обработки. Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.
Простота технологии делает его основным в применении и в условиях производства, и дома. Электрод со специальным покрытием подбирают исходя из преследуемых целей обработки. Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.
Подключение схемы – прямое или обратное. Второй вариант применяется чаще, так как отличается удобством. Для проведения работы необходимо постоянное напряжение «+» на покрытом электроде.
Особенности процедуры
Форменные особенности и толщина слоя зависят от сечения электрода. Чтобы обеспечить качественный наплав, напряжение и силу тока дуги необходимо свести к минимуму, но это требует корректного согласования. Практические навыки приобретаются с опытом и в дальнейшем не вызывают у рабочего сложностей.
Наплавка: маленькие секреты
При повышении напряжения рубец начинает увеличиваться не в объеме, а в ширину, что способствует увеличению длины дуги. У каждого из видов электродов свои особенности использования. К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
У каждого из видов электродов свои особенности использования. К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
Особенности плазменной наплавки металла
Прочные практически неразрывные под любой силой давления узлы производятся при помощи плазменной наплавки. При помощи подобной обработки каждое из прошедших процедуру изделий приобретает необходимые диэлектрические, тепловые, физические и другие свойства. Другими словами, изделия закаляются в процессе наплавки. Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.
Другими словами, изделия закаляются в процессе наплавки. Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.
Изделия, изготовленные при помощи наплавки плазменной дугой, отличаются износостойкостью, жаростойкостью, кислотоупорностью и т.д.
По сравнению с наплавкой при помощи электрода плазменная наплавка обладает рядом преимуществ, но может применяться только в условиях производства. Монтировать специальную установку и закупать оборудование для работы с такими агрегатами дома как минимум дорогостоящее удовольствие. Потому еще раз подумайте, есть ли необходимость в приобретении инструмента для редкого использования в домашних условиях или есть место применению старого доброго электрода, что окажется более выгодным в финансовом плане, но никак не худшим вариантом.
Наплавочные швы и их виды
Чтобы получить качественное покрытие основной детали другим сплавом, начните укладку следующего рубца с противоположной стороны изделия. При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве. Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве. Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
В зависимости от типа обрабатываемой детали используют одну из схем расположения рубцов:
- винтовую линию, сформированную из валиков гомогенного сплава;
- ряд окружностей замкнутого типа, создаваемых из наплавленных рубцов;
- располагающиеся вдоль образующей металлические штрихи.
С первым из методов чаще всего работают при проведении работ в условиях механизированного производства. Потому углубляться в этот процесс не будем. С остальными методиками обработки плоских и объемных деталей ознакомимся детальнее, изучив их специфику и область применения.
Швы для плоских поверхностей
При обработке плоскостей используют одну из технологий нанесения гомогенного слоя: узкими или широкими рубцами, сплошным слоем. Ознакомимся с этими видами наплавки металла.
Ознакомимся с этими видами наплавки металла.
Узкая штриховка
Способ нанесения – узкими рубцами. Их укладывают с перекрытием около 1/3 от всей длины шва.
Нанесение широких валиков
Методика обработки при помощи широких валиков заключается в плавном перпендикулярном перемещении электрода относительно оси наплава. При этом выполняют колебательные движения, конфигурацию которых подбирают исходя из объемов основной детали.
Комбинированная наплавка
Применение комбинированной обработки уместно в тех случаях, когда требуется получить сплошной гомогенный слой. Для этого наплав производят узкими рубцами, располагающимися друг от друга на расстоянии чуть меньше, чем их ширина. После нанесения первого слоя проводят зачистку основы, избавляясь от шлаков, а на оставшиеся пустоты наносят еще один слой расплавленного металла.
Для цилиндрических поверхностей
Кроме перечисленных выше, используют еще одну популярную технологию наплавки при использовании электродов – в защищенной газовой среде. Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской. Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной. Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье. Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской. Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной. Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье. Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
Источник: fb.ru
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Рейтинг статьи:
Просмотров: 663
Поделиться:
Теги
История (1) Ковка (1039) Самоделки (1) Сварка (1008)
Еще
технология, техника, оборудование, виды, сущность, способы обработки деталей
21. 07.2021
07.2021
Создавать прочные стыки и восстанавливать изношенные покрытия можно разными способами. Сегодня под прицелом внимания один из них, а именно механизированная сварка и наплавка: рассмотрим, что она из себя представляет и какими методами может осуществляться, проанализируем преимущества и недостатки, которыми она обладает.
Обратите внимание, у нее широкая сфера применения: она выполняется как при изготовлении самых разных строительных конструкций (чаще всего труб), так и при ремонте активно использовавшихся функциональных узлов. С помощью тех или иных ее видов возвращают исходную геометрию шеек коленвалов, шлицов КПП и редукторов, элементов ходовой части гусениц и многих других предметов. В настоящее время считается наиболее перспективным направлением, а значит активно развивается.
Что называют механизированной наплавкой
В общем случае это процесс нанесения специального слоя на изношенную поверхность, который, затвердев, не только восстановит начальную форму детали, но и станет своего рода защитным покрытием. Весь смысл (и главная особенность) здесь в том, как осуществляется данный вид работ, а реализовать его можно одним из двух вариантов:
Весь смысл (и главная особенность) здесь в том, как осуществляется данный вид работ, а реализовать его можно одним из двух вариантов:
- • автоматически – как подача электродного материала, так и его перемещение (и заготовки тоже) в пространстве выполняется оборудованием; многие установки обеспечивают еще и поперечные колебания направляемого стержня, что позволяет уменьшить количество проходов;
- • полуавтоматически – механическим путем выполняется только доставка проволоки (или другой присадки) в рабочую зону, по шлангу, после чего сварщик самостоятельно перемещает держатель с нею относительно заготовки.
У каждого есть свои особенности. Так, в первом случае может не хватить гибкости при позиционировании, во втором многое зависит от мастерства человека, решающего задачу. Хотя производительность труда в обеих ситуациях значительно выше, чем при любом из ручных методов (у них другие достоинства). Качество и равномерность покрытия, обычно, тоже лучше, что и обуславливает широту применения, особенно серийного.
Технология механизированной наплавки
- • Начальным этапом становится очистка поверхности детали от остатков смазочных материалов, грязи. Можно либо аккуратно обжечь ее с помощью горелки, либо промыть горячим щелочным раствором, после чего пройтись по ней щеткой. Это нужно для максимально равномерного осаждения восстанавливающего слоя.
- • Следующий шаг – предупреждение значительных внутренних напряжений (если есть вероятность их возникновения), чтобы исключить появление трещин в нанесенном покрытии. Для этого необходимо подогреть обрабатываемый элемент до определенной температуры. До какой именно? Зависит от размеров, формы, характеристик заготовки, а также от конечных свойств присадки.
- • Ну а затем осуществляется расплав – проволоки, металлической ленты, порошка – и непосредственное нанесение дополнительного материала на основной, под флюсом или без него, под защитой газа или без нее. Если при этом накладываются отдельные валики, стоит следить, чтобы каждый последующий перекрывал 0,4-0,5 ширины предыдущего.
Кажется, что все просто, и при должном уровне опыта так и есть, но важно не забывать, что правильная техника механизированной наплавки требует учитывать целый ряд нюансов. Даже при подготовке нужно:
- • отшлифовать рабочие поверхности предмета шкуркой, если ранее он уже проходил процедуру восстановления;
- • заглушить выходящие в зону контакта отверстия графитовыми стержнями или сразу пастой на основе жидкого стекла, причем сделать это предварительно, примерно за сутки;
- • снять остатки смазки при помощи специально проколотых резиновых шайб, установленных перед головками;
- • закрепить деталь в патроннике с достаточной надежностью – так, чтобы биение не было больше 1,5 мм.
Просто необходимо придерживаться не только выбранного способа (методы мы подробно рассмотрим ниже), но и режима плавления. Последний зависит от целого ряда факторов, в числе которых и величины напряжения с током, и характер вращения заготовки, и скорость подачи, и даже угол положения проволоки или ее длина.
В вопросе формирования валиков тоже есть своя специфика: при их нанесении важно проваривать основной материал неглубоко, так, чтобы его доля в покрытии не превышала 0,3-0,45 m. При этом нельзя вести дугу слишком быстро, иначе слои получатся узкими и пострадает качество сцепления.
Свои ограничения есть и по вылету присадочного прутка: чем он больше, тем значительнее сопротивление цепи, тем сложнее выполнять работу. Практическим путем обнаружено, что данная величина не должна превышать 25 мм.
Виды механизированной наплавки
Сегодня актуальны такие способы:
- • под флюсом;
- • в защитной газовой среде;
- • электроконтактный;
- • электрошлаковый;
- • вибродуговой;
- • плазменный.
Теперь рассмотрим каждый из них подробнее.
Работы под флюсом удобны тем, что при их осуществлении воздух не воздействует на разгоряченный металл, что помогает избежать пор и в целом облегчает труд. Плюс, отсутствует разбрызгивание, выделяющееся тепло используется более эффективно, можно выполнить легирование.
Плюс, отсутствует разбрызгивание, выделяющееся тепло используется более эффективно, можно выполнить легирование.
Сам процесс отличается своей производительностью, и тому есть две причины:
- • Вылет сравнительно малый, поэтому ток (не единицу площади стержня) в 7-8 раз выше, чем при ручной дуговой сварке.
- • Образующийся шлак помогает минимизировать потери основного материала, что положительно сказывается на итоговом коэффициенте напайки (увеличивает его в 1,5-2 раза).
Роль электрода выполняет сплошная проволока сечением 1-6 мм, скорость ее подачи регулируется автоматическим устройством и составляет от 100 до 300 км/ч. К ней подводится «плюс» от источника (через мундштук из меди), тогда как «минус» – к самой заготовке (но ток при этом еще проходит через станину и съемник).
При этом флюс может быть стеклообразным, представляя собой размельченную смесь силикатов (серия АН), и только оберегать основной материал от воздуха. Или содержать в себе легирующие, связывающие, шлакообразующие, раскисляющие добавки и изменять физико-химические свойства наносимого покрытия.
Или содержать в себе легирующие, связывающие, шлакообразующие, раскисляющие добавки и изменять физико-химические свойства наносимого покрытия.
Механизированная наплавка поверхностей деталей в защитной газовой среде проводится в пространстве, заполненном смесью аргона и водяного пара или CO2. Первый дорого стоит, поэтому на заводах по умолчанию используют CO2, ремонтируя в нем кузова, элементы кабин и оперения и многие другие заготовки.
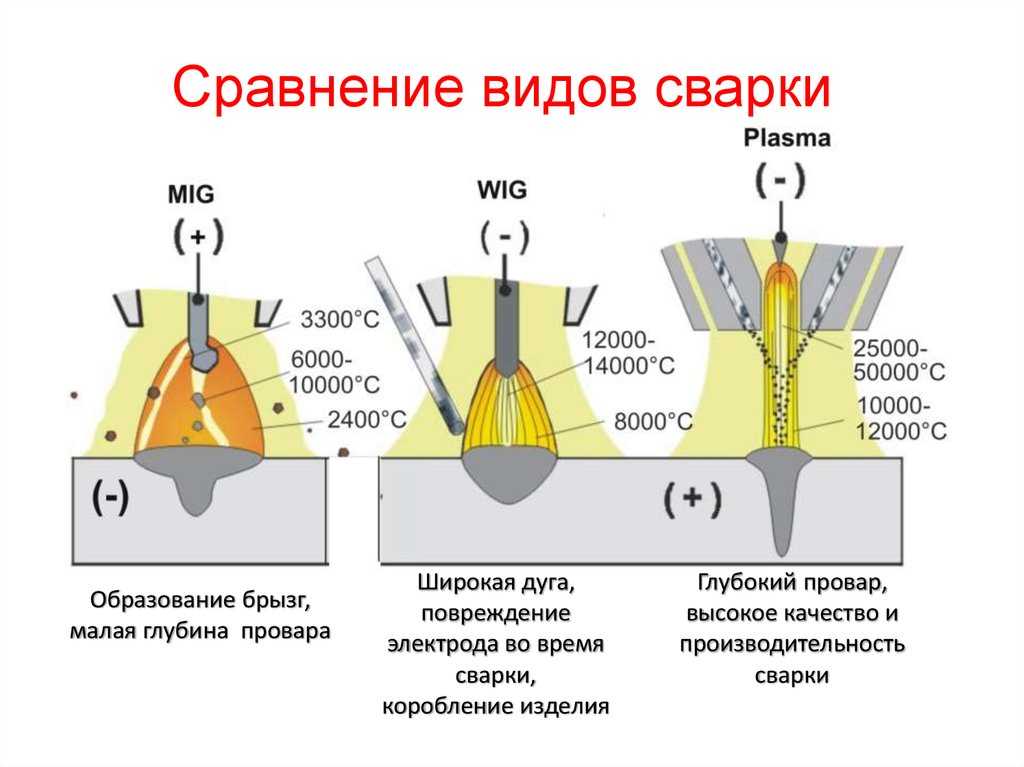
Процесс протекает следующим образом: поданный в рабочую зону, углекислый газ вытесняет собой воздух, не давая кислороду или азоту негативно воздействовать на созданный шов. Проблема только в том, что дуга нагревается до 6000 0С, а при такой температуре связи в CO2 нарушаются, и реакция его распада провоцирует выгорание легирующих веществ и углерода в наносимом покрытии. Чтобы нивелировать возможный вред, следует использовать специальную присадочную проволоку из серии Св, в составе которой содержатся добавки титана, кремния, марганца.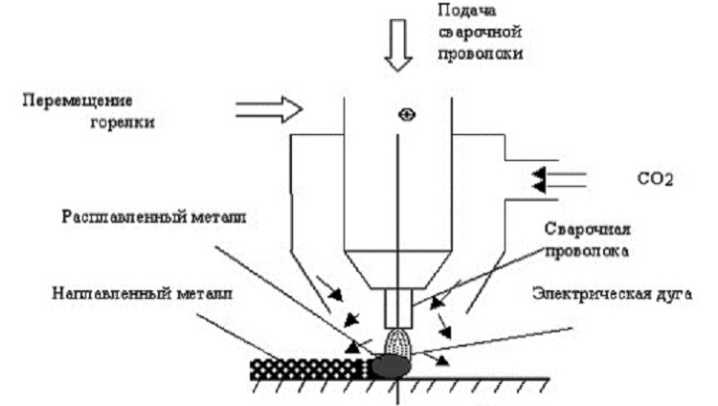
Этот вариант обладает сразу четырьмя преимуществами:
- • позволяет получить ровный, плотный и даже эстетичный слой (причем без шлака), не требующий какой-то последующей обработки;
- • дает возможность решить вопрос в 1,5-3 раза быстрее, чем вручную;
- • обеспечивает все условия для визуального контроля процесса;
- • способствует попутному охлаждению заготовки, из-за чего поверхность последней не коробится.
В число минусов запишем относительную непрочность шва и сравнительно большое разбрызгивание.
Зато метод просто реализуется на практике: стандартного 40-литрового баллона углекислоты хватает на 20 часов работы. Содержащуюся в ней влагу не проблема нейтрализовать осушителем – медным купоросом. Отличным редуктором станет обычный кислородный. Все операции нужно проводить с подачей тока обратной полярности.
Есть как классические, так и современные механизированные способы сварки и наплавки деталей. Электроконтактная относится, скорее, ко второй категории, так как выполняется на модернизированном оборудовании. Для ее реализации используются машины, приваривающие проволочный или ленточный металл, в один или несколько проходов, и таким образом создающие равномерное покрытие нужной толщины (до 3 мм). Рациональнее, если слоев будет 2-4: это позволит сохранить все физико-механические свойства, исключая перегрев при проведении работ.
Электроконтактная относится, скорее, ко второй категории, так как выполняется на модернизированном оборудовании. Для ее реализации используются машины, приваривающие проволочный или ленточный металл, в один или несколько проходов, и таким образом создающие равномерное покрытие нужной толщины (до 3 мм). Рациональнее, если слоев будет 2-4: это позволит сохранить все физико-механические свойства, исключая перегрев при проведении работ.
Перемешивание основного и дополнительного материала стремится к нулю, особенно при использовании промежуточных присадок – порошков ПГ-СР. При этом вполне реально поддерживать производительность на уровне 2-4 кг/ч.
Электрошлаковый метод позволяет ремонтировать даже сильно изношенные элементы, например, Он обеспечивает высокое качество шва, причем работу можно проводить действительно быстро, показатель в 30 г/Ач вполне реален.
Схема следующая:
- • флюс нагревается дугой, после чего через него пропускается ток;
- • в таких условиях электрод плавится и образует ванну вместе с основным металлом;
- • кристаллизатор движется вверх с определенной скоростью, а нижние слои постепенно остывают.

Обратите внимание, рабочая зона в этом случае полностью защищена от влияния воздуха, поэтому ничто не мешает вводить легирующие добавки и использовать выделяющееся тепло с максимальной эффективностью.
Техника и технология механизированной наплавки вибродуговым способом сводится к использованию присадочного стержня, создающего колебания с амплитудой от 1 до 3 мм и частотой от 50 до 100 Гц. В результате весь процесс становится чередой из трех циклично повторяющихся этапов:
- • горение;
- • холостой ход;
- • замыкание.
Причем на первом шаге выделяется до 9/10 всего тепла, а на третьем – только 1/10. Это объясняется тем, что 12-20 В, т. е. при малом напряжении источника тока в цепи есть индуктивность, а значит дуга остается стабильной, и ее вольтаж уже 30-35 В.
Для максимальной эффективности стоит подключать ток обратной полярности и выполнять работу в охлаждающей жидкой среде. Хорошо подойдет водный раствор глицерина (10%) или кальцинированной соды (5%), поданный за 40 мм от присадочного стержня. В результате нагрева он обратится в пар, который и заберет вредные азотистые соединения. Кроме того, Ca сделает горение более стабильным, а C3H8O3 предотвратит появление трещин.
Хорошо подойдет водный раствор глицерина (10%) или кальцинированной соды (5%), поданный за 40 мм от присадочного стержня. В результате нагрева он обратится в пар, который и заберет вредные азотистые соединения. Кроме того, Ca сделает горение более стабильным, а C3H8O3 предотвратит появление трещин.
Да, метод хорош малой зоной повышения температуры и почти полным отсутствием потерь легирующих элементов и позволяет получить тонкое, но прочное покрытие, но у него есть и недостаток. Минус в том, что усталостная прочность заготовки снижается – из-за появления пор в нанесенном слое, что частично ограничивает случаи применения.
Если же рассматривать современные механизированные способы наплавки, то самой прогрессивной считается плазменная технология. В соответствии с ней восстановление изношенной поверхности осуществляется под воздействием сильно нагретого и богато ионизированного газа – аргона, гелия, воздуха, азота с добавками.
Может осуществляться по одной из трех схем – с открытой, закрытой и комбинированной струей. В первом случае роль анода выполняет заготовка, во втором – горелка или сопло, в третьем – и то и другое.
В первом случае роль анода выполняет заготовка, во втором – горелка или сопло, в третьем – и то и другое.
Варианта реализации тоже два:
- • плазма захватывает порошок и равномерно осаждает его на поверхность;
- присадка сразу вводится в струю.
Метод обладает пятью практическими преимуществами:
- • за счет концентрации высокой температуры зона термического влияния сужается;
- • благодаря ему на сталь реально наносить самые разные износостойкие материалы, даже пластмассу;
- • позволяет точно регулировать толщину слоя – от тонкой, в 0,1 мм, до 2-3 мм;
- • отличается сравнительно высоким КПД дуги – достигает 45%;
- • по нему можно выполнять еще и поверхностную закалку.
Оборудование для механизированной наплавки
Обычно это установки, «сердце» каждой из которых – переделанный токарный станок: вместо резцедержателя у него головка, также он оснащен источником питания и зачастую понижающим редуктором, уменьшающим вращение до 5 или даже до 2 об/мин.
Хотя для коленчатых валов есть техника, не требующая дополнительной доработки. Это машины вроде ОКС-5523 с универсальными центросмесителями, и они регулируют скорость бесступенчато.
Источники тока подключают самые разные, например, это может быть:
- • выпрямитель из серии ВКС-500-1 или ВС-600;
- • преобразователь вроде ПСУ-500-2 или ПСГ-500.
При выборе головок для подачи присадки традиционно отдают предпочтение моделям из семейств ОКС.
Наиболее распространенным электродом считается пружинная проволока сечением 1,6-2 мм, хотя также популярны серии Св и Нп, в том числе и низкоуглеродистые, и высоколегированные. Подбирать одну из них нужно так, чтобы наносимое покрытие по своему химическому составу было сходным с основным.
Флюс – это соединение из порошкового графита с феррохромом и жидкого стекла. Эти вещества смешивают в определенных пропорциях и прокаливают, потом дают настояться, а дальше добавляют к чистому и уже приготовленному. Затем остается лишь хранить его в сухой емкости и использовать по мере необходимости.
Затем остается лишь хранить его в сухой емкости и использовать по мере необходимости.
Сущность механизированной наплавки и ее назначение
В общем случае это нанесение слоя материала на поверхность заготовки. Это нужно:
- • для восстановления или изменения исходных размеров (геометрии) элемента, что особенно актуально, если это инструмент, например, режущая кромка;
- • или придания новых свойств, допустим улучшения антикоррозионных характеристик или для повышения стойкости к истиранию.
Ну и в рассматриваемой нами ситуации процесс еще и должен быть наполовину или полностью автоматизированным.
Плюсы
- • можно создавать покрытия значительной толщины (до 2-3 мм) и таким образом возвращать изначальную геометрию даже сильно изношенным изделиям;
- • производительность в 1,5-3 раза выше, чем при любом из ручных методов;
- • используемое оборудование сравнительно надежное и простое в транспортировке;
- • отсутствуют ограничения по габаритам предметов – конусы доменных печей, сосуды атомных реакторов и другие большие объекты тоже реально защитить и восстановить;
- • каждый метод достаточно легок в реализации;
- • наносимый слой может быть какого угодно состава, от чистой меди до комбинированной пластмассы;
- • наплавку не проблема сочетать с другими методами обработки, допустим, с азотированием или плазменной закалкой.

Минусы
- • В ряде случаев в результате смешивания основного материала с добавленным, наблюдается ухудшение практических свойств;
- • при неправильном выборе режима деформация, провоцируемая высокими температурами, может быть чрезмерной, что требует принятия дополнительных мер по сохранению геометрии заготовки;
- • решающему задачу мастеру нужно обладать теоретическими знаниями в области сочетаемости металлов, чтобы сделать покрытие не просто равномерным, а с нужными свойствами;
- • небольшое количество сочетаний по сравнению с тем же напылением;
- • трудно покрывать малые элементы сложных форм – ванну приходится постоянно переносить и не всегда удается осуществить это плавно.
Выводы
Мы рассмотрели сущность и назначение механической наплавки металлов, со всеми ее плюсами и минусами, и, по нашему мнению, достоинства важнее недостатков, а значит этой технологией стоит пользоваться. Какой именно способ ее выполнения выбрать, решать вам. А выгодно заказать станки для реализации практически каждого из методов вы можете в нашей компании «Сармат».
Какой именно способ ее выполнения выбрать, решать вам. А выгодно заказать станки для реализации практически каждого из методов вы можете в нашей компании «Сармат».
описание технологии, преимущества и недостатки
Вопросы, рассмотренные в материале:
- 4 способа дуговой сварки
- Механизированные дуговые способы наплавки
- Способ дуговой наплавки под слоем флюса
- Вибродуговая наплавка: описание технологии
- Способ дуговой наплавки в среде защитных газов
Различные дуговые способы сварки и наплавки чаще всего применяются при ремонте изношенных или поврежденных деталей. Благодаря своей универсальности, простоте в освоении и работе, относительной дешевизне расходников и оборудования данные методы металлообработки получили наибольшее распространение.
Тот или иной способ работы с металлом выбирается, исходя из характера поломки, типа металла, свойств обрабатываемой поверхности и других параметров. Из нашего материала вы узнаете о технологии выполнения различных видов сварки и наплавки, их преимуществах и недостатках.
Из нашего материала вы узнаете о технологии выполнения различных видов сварки и наплавки, их преимуществах и недостатках.
4 способа дуговой сварки
Сварка металла электрической дугой (также ее называют электродуговой или просто дуговой) является на данный момент самым распространенным способом неразъемного соединения различных металлов методом плавления. При такой технологии используется процесс сильного локального нагрева свариваемых кромок деталей до жидкого состояния с помощью электрической дуги. После затвердевания эти части образуют сварочный шов. Самое массовое применение в различных производственных отраслях нашли четыре способа дуговой сварки.
- Ручная дуговая сварка металла.
Такая технология выполняется двумя способами: с использованием неплавящихся или плавящихся электродов.
VT-metall предлагает услуги:
При ручном дуговом способе сварки неплавящимся электродом свариваемые кромочные поверхности заготовок располагаются впритык между собой.
 Возбуждается дуга между предназначенными для соединения частями изделия и неплавящимся (графитовым или угольным) электродом. Стыки деталей и присадка, которая подается в зону дуги, разогреваются до температуры плавления, в результате образуется ванна из расплавленного металла. После их затвердевания в ванночке образует сварной шов. Такой вид сварки применяют при наплавке твердых сталей, а также при сваривании цветных металлов и их сплавов.
Возбуждается дуга между предназначенными для соединения частями изделия и неплавящимся (графитовым или угольным) электродом. Стыки деталей и присадка, которая подается в зону дуги, разогреваются до температуры плавления, в результате образуется ванна из расплавленного металла. После их затвердевания в ванночке образует сварной шов. Такой вид сварки применяют при наплавке твердых сталей, а также при сваривании цветных металлов и их сплавов.Ручную дуговую сварку плавящимся электродом проводят при помощи так называемого штучного электрода, имеющего специальное покрытие. При такой технологии этот способ является наиболее распространенным. Электрическая дуга возбуждается аналогично варианту, рассмотренному выше, но в этом случае осуществляется плавление не только кромок, но и самого электрода. В результате образуется общая ванна расплавленного металла, которая затвердевает при охлаждении и формирует сварной шов.
- Автоматическая и полуавтоматическая сварка металла под флюсом.

Полуавтоматическая и автоматическая способы сварки под слоем флюса предназначены для механизации двух главных движений, производимых вручную при обычном типе сварки, – передвижение электрода вдоль линии свариваемых кромок изделия и его подача в зону дуги. При полуавтоматической сварке автоматизируется только подача электрода в зону дуги, а его перемещение по линии свариваемых стыков сварщик производит самостоятельно.
Автоматический дуговой способ сварки металла включает в себя механизацию всех необходимых основных операций. Расплавленный шлак, появившийся при плавлении флюса, который подается в зону дуги, выполняет функцию защиты расплавленного металла от воздействия азота и кислорода. Такой способ сварки обеспечивает качественное сварное соединение и высокую производительность.
- Дуговая сварка металла в защитном газе.
Дуговой способ сварки металла в защитном газе производится с помощью неплавящихся (вольфрамовых) или плавящихся электродов.
 При первом варианте сварной шов формируется за счет плавления кромок металлического изделия. В некоторых случаях используется подача присадочного материала в зону дуги. Второй вариант подразумевает расплавление электродной проволоки и ее участие в формировании шва. Подача струи защитного газа, выталкивающего воздух из зоны дуги, исключает процессы азотирования и окисления расплавленного шва.
При первом варианте сварной шов формируется за счет плавления кромок металлического изделия. В некоторых случаях используется подача присадочного материала в зону дуги. Второй вариант подразумевает расплавление электродной проволоки и ее участие в формировании шва. Подача струи защитного газа, выталкивающего воздух из зоны дуги, исключает процессы азотирования и окисления расплавленного шва. - Электрошлаковая сварка металла.
Электрошлаковый дуговой способ сварки основан на выделении теплоты при прохождении электрического тока через расплавленный шлак. Взаиморасположение электрода и свариваемых кромочных поверхностей изделия производится под углом 45° или вертикально. Шлак выполняет функцию защиты расплавленного металла от негативного влияния воздуха. С нижней стороны к свариваемым деталям ручным способом приваривают металлический поддон. По обе стороны зазора между изделиями устанавливают формирующие шов подвижные медные ползуны, охлаждаемые водой с внутренней полости.
 После этого на поддон насыпают специальный флюс, сверху которого размещены одна или две электродные проволоки.
После этого на поддон насыпают специальный флюс, сверху которого размещены одна или две электродные проволоки.Под слоем флюса между поддоном и электродом возбуждается дуга. Специальный механизм подает электродную проволоку в область горения дуги. В результате образовавшейся высокой температуры происходит расплавление флюса и проволоки, появляется ванна расплавленного металла со шлаковым слоем над ней. При прохождении тока через расплавленный шлак, обладающий высоким сопротивлением (по закону – Джоуля Ленца), создается необходимая для сварки температура. Пропорционально объему накопленного в ванне шлака и жидкого металла механизм подачи флюса и электродной проволоки вместе с медными ползунами автоматически снизу вверх перемещаются с той же скоростью, с какой поднимается жидкий металл.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Механизированные дуговые способы наплавки
При выборе дугового способа наплавки необходимо учитывать такие важные параметры, как характеристики материала детали, предназначенной для реставрации, физико-механические свойства наплавляемого покрытия, геометрические параметры заготовки, уровень износа и некоторые другие.
Существует два вида механизированной сварки (наплавки) – автоматическая и полуавтоматическая. В первом случае происходит механическая подача как электродных расходных материалов (лент или проволок) в область обработки, так и относительное перемещение детали и электрода. При полуавтоматическом способе сварки механическим способом перемещаются только электроды. Подача электродной проволоки производится по шлангу к держателю, который перемещается самим сварщиком по необходимой траектории вручную.
Для выполнения работ при автоматическом дуговом способе наплавки требуется следующая базовая комплектация оборудования: сварочная головка, токарный или специальный станок, источник питания и аппаратный ящик.
Конструкция сварочной головки (автомата) состоит из механизма подачи ленты или электродной проволоки (чаще всего применяются тяговые ролики) с блоками регулировки скорости подачи, опускания, подъема, поворота головки.
Некоторые модели установок для наплавки, помимо устройства подачи электрода к заготовке, оснащаются механизмом, производящим поперечные колебания электрода, что позволяет получать за один проход слой наплавления значительно большей ширины. Это способствует повышению производительности и качества шва.
Это способствует повышению производительности и качества шва.
Способ дуговой наплавки под слоем флюса
В отличие от ручного дугового способа наплавки, при этом методе показатель допустимой плотности тока увеличивается до 10 раз (может быть в диапазоне от 150 до 200 А/мм2), что допускает применять повышенные мощности сварочной дуги без риска перегреть электрод. При этом производительность наплавки может возрасти до семи раз.
Горение дуги происходит под слоем флюса, благодаря которому происходит значительное снижение теплового обмена с внешней средой. В итоге происходит существенное понижение удельного потребления электроэнергии в процессе наплавки металла с 6–8 кВт∙ч/кг до 3–5 кВт∙ч/кг. Кроме этого, обеспечивается защита сварочной ванны от негативного воздействия азота и кислорода воздушной среды. По сравнению с методом наплавки штучным электродом, при данной технологии наличие кислорода в наплавленном слое сокращается более чем в 20 раз, а азота становится в три раза ниже.
При дуговом способе наплавки под слоем флюса, по сравнению с ручной дуговой сваркой, процентный показатель потерь электродного материала на огарки и разбрызгивание сокращается с 20–30 до 2–4 %.
Между концом электродной проволоки и поверхностью детали происходит возбуждение сварочной дуги. Проволока поступает к зоне сваривания через мундштук механизма подачи, а основной металл и флюс – из флюсопровода. При высокой температуре сварочной дуги происходит плавление проволоки, флюса и основного металла и образуется сварочная ванна. Над зоной сварки образовывается жидкая пленка из флюса, то есть происходит горение дуги в газовом пузыре под расплавленной оболочкой из флюса.
Способность оболочки из флюса поддерживать тепло дуги позволяет сократить потери на угар наносимого металла и защитить расплавленную ванну от соединения с азотом и окисления. Помимо этого, флюс (как сыпучий, так и жидкий) осуществляет давление на расплавленный металл, что способствует качественному формированию шва.
На основном металле толщина флюса находится в пределах от 20 до 80 мм, притом та часть, которая не была задействована в процессе сварки, возвращается в бункер. При перемещении сварочной ванны происходит остывание уже наплавленного металла с образованием поверх него шлаковой корки, которую впоследствии легко отделить легкими ударами заостренного молотка. Шлак дробят и в смеси со свежим флюсом повторно применяют для сварки.
С помощью дугового способа наплавки под слоем флюса можно восстанавливать и упрочнять довольно изношенные детали – с износом до 5 мм. Такую технологию используют для наплавки металлических поверхностей с цилиндрической формой (различных осей, валов, опорных катков), плоских изделий (фланцев) и деталей с криволинейными формами (лопасти гидротурбин, зубья звездочек и т. д.).
К недостаткам можно отнести следующие моменты: не используется при наплавлении деталей диаметром меньше 50 мм, не видно сварочную ванну, большой расход флюса и его высокая стоимость.
При наплавке применяется постоянный ток, так как это позволяет обеспечивать устойчивость горения дуги и, соответственно, стабильный и качественный сварной шов. Полярность используют обратную, т. е. на электрод подают положительный потенциал, а на металлическую заготовку – отрицательный. При таком способе происходит меньший нагрев детали, значит, сокращаются тепловые потери.
Вибродуговая наплавка: описание технологии
Вибродуговой способ наплавки является разновидностью автоматической сварки в среде защитных газов и под слоем флюса. При такой технологии применяют постоянный ток с обратной полярностью напряжением от 12 до 20 В и плотностью от 50 до 70 А/мм2.
В качестве источников питания применяют выпрямитель с жесткой внешней характеристикой и сварочный преобразователь. Для дополнительной индуктивности и стабилизации сварочного тока используют дроссель низкой частоты.
В конструкции наплавочной головки имеется механизм подачи, с помощью которого в зону горения дуги с заданной скоростью подается электродная проволока. При помощи электромеханического вибратора мундштук совершает возвратно-поступательные движения (вибрации) с частотой колебаний от 100 до 120 Гц.
При помощи электромеханического вибратора мундштук совершает возвратно-поступательные движения (вибрации) с частотой колебаний от 100 до 120 Гц.
Значение амплитуды колебаний электрода относительно детали находится в диапазоне 1–3 мм. Периодическое прерывание дуги является причиной мелкокапельного переноса металлических частиц с поверхности электрода на заготовку. По этой причине формируется предельно минимальная сварочная ванна, обеспечивающая довольно надежное сплавление основного и электродного металла, небольшую глубину области термического воздействия и невысокое нагревание заготовки, намного меньшее по сравнению с обычной дуговой наплавкой выгорание легирующих элементов.
Метод вибродуговой наплавки широко используется для восстановления износа наружных и внутренних поверхностей деталей из стали и чугуна, имеющих цилиндрические и конические формы, а также плоские заготовки. Диапазон диаметральных размеров деталей, обрабатывающихся таким способом, составляет от 8 до 200 мм.
Однослойная наплавка обеспечивает толщину слоя от 0,3 до 3 мм, а при нанесении нескольких слоев ее можно произвести любой толщины.
Функцию защиты расплавленного металла могут выполнить также пар, флюс и углекислый газ.
Способ дуговой наплавки в среде защитных газов
Для сварки различных марок металла используются следующие виды защитных газов:
- азот – для меди и сплавов на ее основе;
- углекислый газ, водяной пар – для чугуна и стали;
- гелий и аргон – для любых металлов;
- различные смеси газов.
Высокая стоимость инертных газов вынуждает ограничивать их применение при дуговом способе наплавки деталей из высоколегированных сталей и сплавов из алюминия.
Подача электродной проволоки в зону горения дуги через наконечник и мундштук, которые расположены внутри газоэлектрической горелки, происходит с определенной скоростью при помощи специального механизма.
Во время контакта детали и сварочной проволоки возникает дуга. Сразу же начинается перемешивание расплавленного металла детали и электрода. По трубке в зону горения дуги под давлением 0,05–0,2 МПа осуществляется подача углекислого газа, который вытесняет воздух и тем самым защищает расплав от негативного воздействия азота и кислорода.
Сразу же начинается перемешивание расплавленного металла детали и электрода. По трубке в зону горения дуги под давлением 0,05–0,2 МПа осуществляется подача углекислого газа, который вытесняет воздух и тем самым защищает расплав от негативного воздействия азота и кислорода.
При дуговом способе наплавки может использоваться токарный станок, деталь устанавливают и зажимают в патроне, на суппорте крепится наплавочная головка. Углекислый газ из баллона подается в зону горения дуги. При выходе газа из баллона происходит его быстрое расширение и понижение температуры, по этой причине остаточная влага в баллоне может привести к обмерзанию понижающего редуктора и его преждевременной поломке. В целях исключения такого отрицательного момента применяют осушитель и подогреватель.
Газ проходит по змеевику, подогревается при помощи электрического тэна. После этого он поступает в осушитель, в котором методом взаимодействия с поглотителями влаги (может быть медный купорос или силикагель) происходит его обезвоживание. Расходные параметры углекислого газа контролируются при помощи расходомера.
Расходные параметры углекислого газа контролируются при помощи расходомера.
Из-за относительно небольшой стоимости углекислого газа дуговой способ наплавки в среде СО2 постепенно вытесняет вибродуговой метод и в какой-то степени наплавку под слоем флюса, а, помимо всего, и сварку штучными электродами при сваривании дугой стального тонколистового материала. Если сравнить со сваркой под слоем флюса, такой способ наплавки обладает производительностью на 25–30 % выше, причем его стоимость ниже на 10–20 %. Процесс можно довольно просто автоматизировать и механизировать, так как сварка и наплавка производится в любом пространственном положении. При отсутствии флюса исключается операция по отбиванию зоны сварного шва от шлаковых включений и остатков флюса, что особенно характерно при наплавке в несколько слоев.
С уменьшением зоны термического влияния обеспечивается высокое качество сварки, появляется возможность реставрировать детали с меньшими диаметрами (10–12 мм), а также сваривать металлы небольшой толщины. Механизированный дуговой способ наплавки в углекислом газе широко используют при ремонтах кузовов, кабин и других деталей из листовой стали небольшой толщины, а также для реставрации поверхностей шеек валов, пальцев, зубьев различных шестеренок и звездочек, осей, резьбы и др.
Механизированный дуговой способ наплавки в углекислом газе широко используют при ремонтах кузовов, кабин и других деталей из листовой стали небольшой толщины, а также для реставрации поверхностей шеек валов, пальцев, зубьев различных шестеренок и звездочек, осей, резьбы и др.
К минусам такого метода наплавления и реставрации поверхностей можно отнести относительно большие потери электродного материала (8–12 %) и открытое световое излучение дуги. На наплавленном слое часто появляются различные трещины и выгорание легирующих элементов. Это происходит по причине разложения углекислого газа при высоких температурах на атомарный кислород и оксид углерода. Чтобы избежать таких процессов, используют электродную проволоку с высоким содержанием кремния, хрома, марганца и некоторых раскислителей, таких как Св-15Х12НМВФБ, Св-08ХГСМА, Св-08Г2С.
Наплавка дуговым способом в среде углекислого газа производится на обратной полярности и постоянном токе.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Наплавка металла электродом – виды (способы): это
27.03.2020
- Особенности технологии наплавки
- Методы наплавки металла
- Виды наплавки металла по деталям
- Применяемое оборудование
- Расход материалов
- Электроды для наплавки
Наплавка металла электродом – что это такое? Это одна из наиболее часто применяемых на практике технологий обработки заготовок. Сегодня мы обратим на нее внимание. Рассмотрим, какими способами проводится, что за детали можно восстанавливать теми или иными ее методами. Информация нужна, чтобы вы понимали важность станков, ее выполняющих, и могли выбрать оборудование, лучше всего подходящее для решения конкретно ваших задач.
Сразу отметим, зачем нужна такая работа:
- для возврата исходного качества уже изношенной поверхности;
- для утолщения и упрочнения рабочих плоскостей;
- для создания биметаллических структур – пар с медью, чугуном, бронзой или с хромом, кобальтом, никелем.
При правильном подборе материалов и строгом соблюдении техпроцесса удается обеспечить готовому изделию необходимые физико-химические характеристики.
По своей сути, наплавка – это разновидность сварки, потому что принципы их проведения во многом сходны. Отличие в используемых инструментах и решаемых задачах. Если в первом случае, как правило, нужно добиться прочного сцепления двух соединяемых деталей или устранить повреждение, то во втором зачастую еще и необходимо определенным образом изменить состав основного слоя, придать ему новые свойства.
При этом оба вида работ настолько актуальны, что для их проведения создают и совершенствуют специальные станки.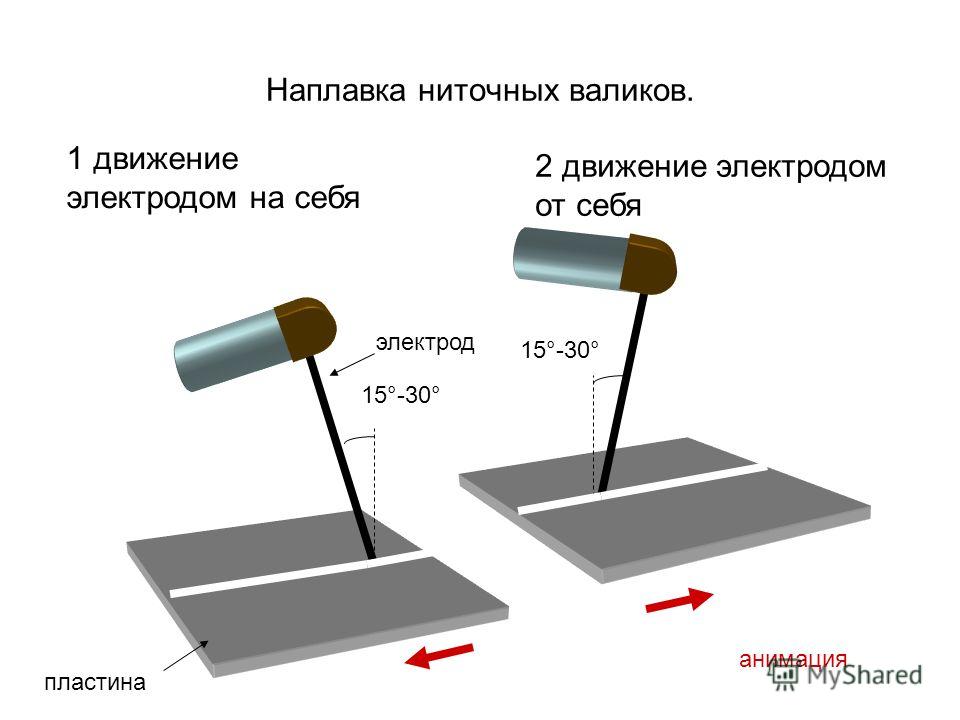 Передовые мобильные наплавочные станки представлены у целого ряда производителей, например, у ижевского завода «Сармат»: НК450 и НК750, а также у расточных комплексов РНК и РНК-2. Они отличаются надежностью, удобной скоростью подачи, широким диапазоном регулировки. Также они мобильны, что расширяет сферу их применения.
Передовые мобильные наплавочные станки представлены у целого ряда производителей, например, у ижевского завода «Сармат»: НК450 и НК750, а также у расточных комплексов РНК и РНК-2. Они отличаются надежностью, удобной скоростью подачи, широким диапазоном регулировки. Также они мобильны, что расширяет сферу их применения.
Особенности технологии наплавки
Как процесс, она представляет собой нанесение предварительно расплавленного металла на поверхность элемента – равномерно, узкими полосками, так, чтобы два материала надежно сцепились в сплошной слой. Толщина последнего зависит от того, для чего предназначено покрытие: защитное может быть тонким и составлять десятые доли мм, а восстанавливающее – доходить до 10 мм. Важно, чтобы сохранялся запас, достаточный для последующей расточки или фрезерования заготовки.
Также необходимо соблюдать следующие требования:
- как можно меньше проплавлять саму деталь;
- минимизировать деформации и остаточные напряжения на участке стыка;
- по максимуму понижать припуски, оставляя их приемлемыми.

Методы наплавки металла
Важно выбрать способ, который будет достаточно простым, быстрым и безопасным в реализации и при этом обеспечит качество соединения, предотвращая возможную деформацию. Понимая это, мы предлагаем вашему вниманию только актуальные варианты с экономичным расходом материала, энергии, трудовых затрат. Большинство из них предназначены для работы со стальными деталями, на поверхность которых необходимо нанести покрытие из цветмета. Рассмотрим каждый – с его характерными особенностями, преимуществами, недостатками (если они есть), применяемым оборудованием – чтобы вы могли сделать выбор.
Электродуговая наплавка
Может быть двух видов:
- Ручная – используются обычные инверторы и выпрямители, минус которых заведен на заготовку, а плюс – на электрод. Такая сборка, несмотря на свою простоту, эффективно снижает общий нагрев и неглубоко проплавляет основной слой. При добавлении смеси-присадки можно равномерно упрочнить обрабатываемую поверхность.

- Механизированная. Работа производится с помощью сварочных полуавтоматов, подающих сплошную или порошковую проволоку, позволяя работать под флюсом. Среди достоинств – высокая производительность и отличное качество стыка: если аккуратно зачистить участок прямошлифовальной машинкой и подогреть его, шов получится идеально ровным.
Вибродуговой метод наплавления с применением проволоки
Позволяет наносить цветные металлы тонким слоем (до 1 мм), практически не нагревая при этом основное покрытие. В течение непрерывного процесса электрод с амплитудой 0,3-3 мм и частотой до 100 Гц совершает колебания по направлению к оси. Таким образом он создает дугу на протяжении 1/5 от общего времени технологического цикла и переносящую на рабочую поверхность малый объем цветмета. Результат – качественный стык без глубокого провара и негативного теплового воздействия.
Выполняется полуавтоматами, снабженными электромеханикой с прерывистой подачей проволоки диаметром 1,6-2 мм. Проводить работы необходимо в защитной среде, состоящей из водного раствора, безопасного газа или пены.
Проводить работы необходимо в защитной среде, состоящей из водного раствора, безопасного газа или пены.
Газопламенная (газовая) наплавка
Наиболее простой, а значит и традиционно используемый, доступный метод обработки, обладающий следующими особенностями:
- пропан-бутановая смесь или горящий ацетилен в качестве источника тепла;
- проволока или прутки (подаваемые вручную или механизированным путем) в роли присадки;
- смесь на базе борной кислоты или буры для флюсов.
При этом мелкие детали приваривают сразу, а крупные – предварительно разогревают до температуры 500 0С и выше. Также полезными добавками могут быть порошковые смеси, их тоже допустимо вводить, направляя в струю пламени, чтобы они мелкими каплями оседали на рабочей поверхности.
Выполняется на плазмотронах – специальных аппаратах для сварки, оборудованных мощной горелкой, активное вещество в которой достигает нескольких тысяч градусов по Цельсию.
Естественно, в таком случае нужно обезопаситься от любых контактов, поэтому присадки подаются только механизированным путем. В их роли, кстати, могут выступать как гранулированные, так и более традиционные порошковые составы.
Объективные преимущества – неглубокий провар и однородная структура получающегося стыковочного слоя. Минусом можно считать относительную дороговизну плазмы и тот факт, что она разогревается до таких серьезных температур.
Электрошлаковая наплавка
Представляет собой термический процесс, в ходе которого:
- полезная добавка доходит до нужной вязкости в шлаковой ванне – емкости с катализатором, передвигаемой вдоль заготовки;
- в этот резервуар помещается электрод или гранулированный присадочный состав;
- осуществляется повышение температуры, причем под флюсом и шлаком, которые становятся своеобразным защитным слоем, предохраняющим рабочий участок от вредного воздействия газа.

Ванна расположена вертикально – чтобы воздушные пузырьки сразу всплывали и не образовывали пор. Разбрызгивания и потерь тепла тоже нет (из-за образующегося на третьем шаге буфера) – это очень экономичный вариант. Единственный минус в том, что он сравнительно трудоемок и слабо подходит для деталей со сложной конфигурацией и/или малым размером.
Лазерная наплавка поверхности металла
У этого способа тот же принцип, что и у плазменного или газового. Состав присадки тот же, есть порошок и флюс, разница только в доведении ее до нужной вязкости – это осуществляется при помощи узконаправленного излучения. Его испускает специальная головка, у которой также есть:
- сопло – в нем нагревается поток газа;
- инжектор – он впрыскивает полезную добавку.

Это вариант с максимальной точностью результата, отличающийся стабильным качеством получаемого покрытия, но он и наиболее дорог в использовании, поэтому актуален в самых ответственных случаях, например, при производстве функциональных узлов прецизионного оборудования.
Индукционный метод наплавления
Реализуется по следующей схеме:
- цветмет вместе с флюсом наносится на рабочий участок;
- над ними располагают медную трубку в несколько витков – индуктор – и напряжение с высокой частотой;
- возникают вихревые токи, сваривающие основу и присадку в единое целое.
Налицо впечатляющая производительность при достаточно небольшом нагреве.
Электроискровая наплавка
Технология основана на воздействии кратковременных разрядов тока и позволяет наносить ультратонкие покрытия (толщиной буквально в несколько мкм). Претворяется в жизнь на специальной установке с осциллятором. Заготовку в ней заводят на минус, электрод – на плюс. При разрядах частицы материала вырываются и свариваются в плотный мелкопористый шов.
Заготовку в ней заводят на минус, электрод – на плюс. При разрядах частицы материала вырываются и свариваются в плотный мелкопористый шов.
Вариант сравнительно недорогой и удобен тем, что нагрев поверхности практически отсутствует – изменения структуры или деформации попросту нет, даже окисления не наблюдается. Это максимизирует срок службы обработанного изделия.
Виды наплавки металла по деталям
Есть настолько распространенные части механизмов, что унифицированным стал не только их выпуск, но даже ремонт. Специфику их восстановления мы и рассмотрим ниже.
Шестерня зубьев
Актуальна, когда ломается не больше 2 подряд идущих резцов. В этом случае нужно:
- вырезать дефективные элементы;
- просверлить пару отверстий в получившемся зазоре и сделать резьбу;
- изготовить шпильки и ввернуть их в посадочные места;
- наплавить электросваркой металл и сформировать из него зуб.

Также допустимо использовать специальные электроды – ОЗН-300 или их аналоги. Важно хорошо очистить шестеренку перед выполнением работ.
Если из строя вышло сразу несколько резцов, можно попытаться восстановить их изношенные стороны с помощью Сормайта, приварив его с применением ЦС-1 или ЦС-2. Место стыка затем нужно отшлифовать. Еще один вариант – сталинит, размягчать который следует при постоянном обратном токе, а наносить – с бурой в роли флюса, слоем в 3-4 мм. Если необходимо отремонтировать торцы зубьев, сделать это лучше автоматическим путем, с порошковой проволокой в качестве присадки.
Рельсовые концы
Элементы железнодорожного полотна неизбежно деформируются под воздействием ударных нагрузок от ЖД-транспорта. Поэтому им требуется возвращать исходную геометрию, и сделать это можно несколькими способами:
- Вручную, дуговой сваркой – с использованием штучных К-2-55 или ОЗН-330, с наложением валиков поперек, вдоль или диагонально.
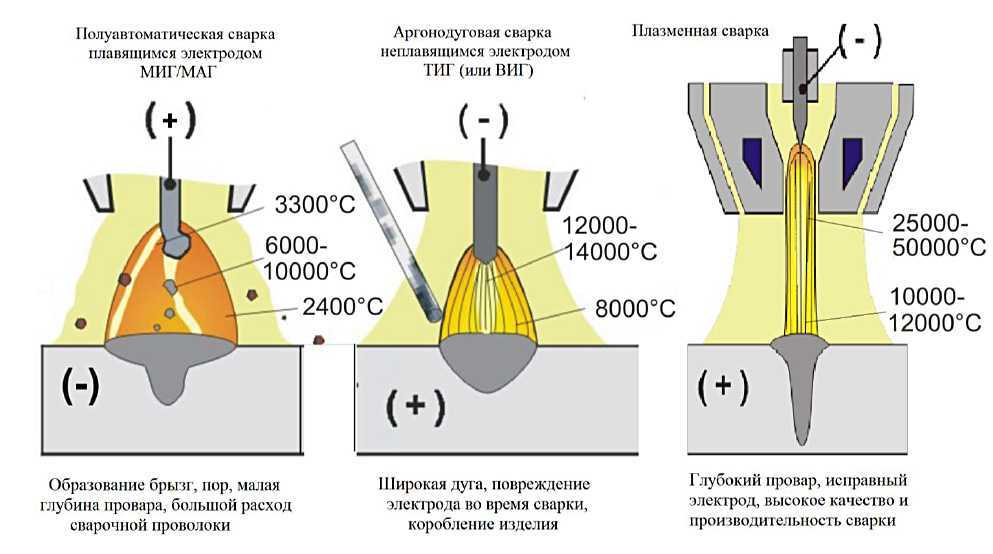 Ширина стыка зависит от силы тока, сечения стержня и других сопутствующих факторов.
Ширина стыка зависит от силы тока, сечения стержня и других сопутствующих факторов. - Полуавтоматически, электродуговым методом: в данном случае наплавленный металл – это порошковая самозащитная проволока. Это самый производительный и стабильный вариант из трех, но требующий наличия определенного оборудования.
- Пучком – начиная с торца, с отступом, возбуждая дугу по внутренней стороне. Кратер заделывается при стыковке концов валиков (с перекрытием в 15-20% ширины).
Что бы вы ни выбрали, нужно провести обработку правильно, то есть измерить дефект, подготовить станок, зашлифовать место и подогреть его, выполнить основную работу, дождаться естественного остывания и зачистить абразивом для достижения необходимой гладкости.
Цилиндры и плоскости
Восстановление деталей наплавкой в этом случае можно выполнять одним из двух способов:
- Электродами с обмазкой – валиками, либо продольно, либо вкруговую, либо по винтовой линии.
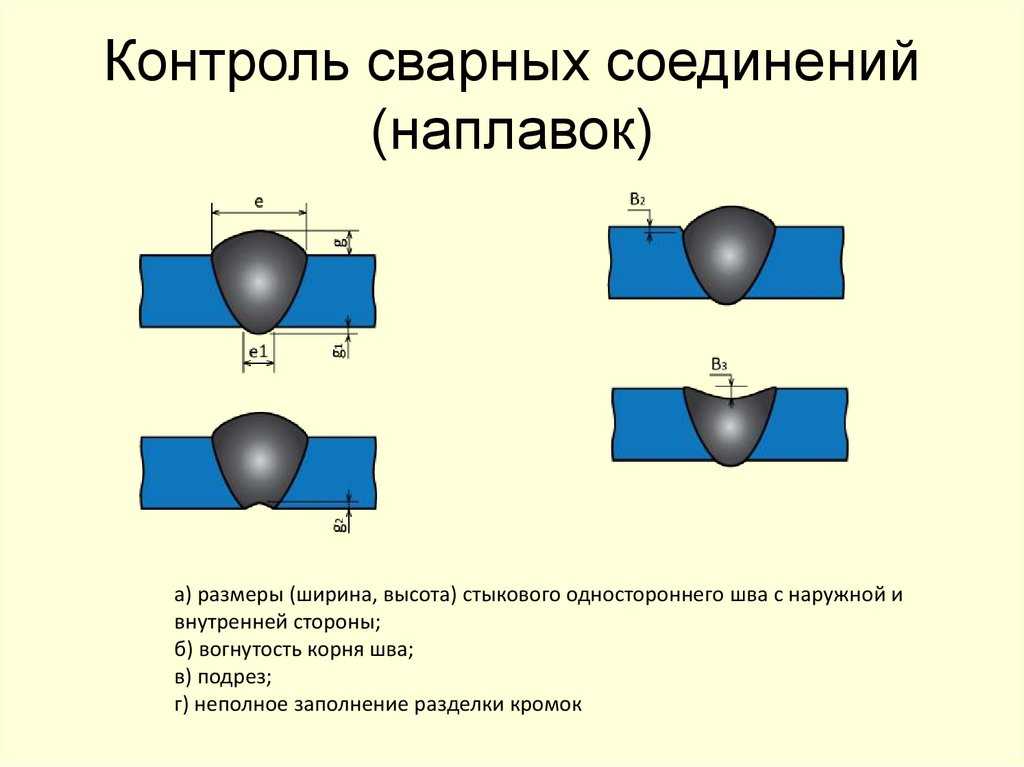 Первый вариант подходит для длинных, но малых в диаметре элементов, второй подразумевает постоянные повороты заготовки, третий – ее равномерное вращение.
Первый вариант подходит для длинных, но малых в диаметре элементов, второй подразумевает постоянные повороты заготовки, третий – ее равномерное вращение. - Автоматически под флюсом – таким образом получается прочное покрытие, особенно если использовать качественную порошковую проволоку или ленту. Наносить присадку можно как по оси, так и по спирали.
Под плоскостями подразумеваются простые поверхности большой площади. Их ремонтируют при помощи узких валиков, располагая каждый так, чтобы он перекрывал предыдущий на 30-40% ширины и своевременно удалял шлак. Еще один вариант – напайка в несколько слоев, с сообщением электродному пучку (ленте) нужного размаха поперечных колебаний. Во втором случае нет корки.
Металлорежущий инструмент и штампы
Здесь актуальна дуговая сварка:
- ручная – с применением ОЗИ-3, 5 или 6, или ЦИ-1М, или ЦС-1;
- полуавтоматическая или полностью механизированная – с использованием легированной проволоки, паст, флюсов.
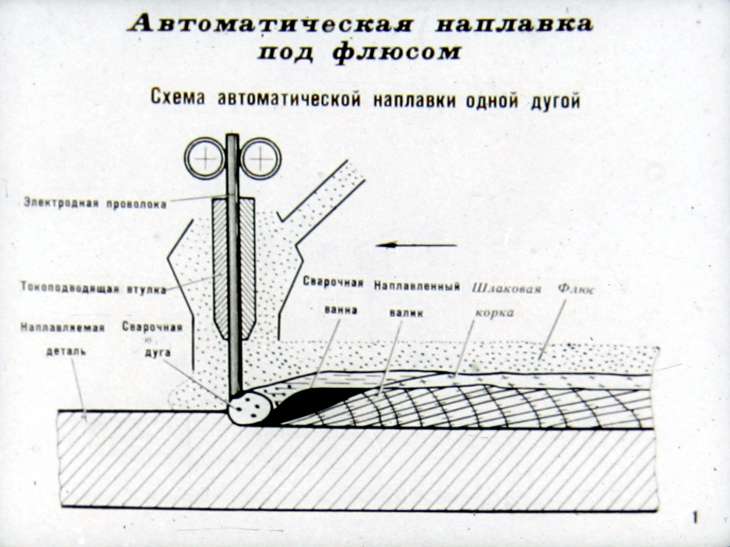
Детали, работающие на истирание как под ударными нагрузками, так и без них
Если какое-то изделие эксплуатируется очень интенсивно и испытывает значительные физические воздействия, рекомендуется использовать следующие электроды:
- ОМГ-Н – полностью соответствует ГОСТам;
- ОЗН (7М, 300М, 400М) – поверхность будет отличаться твердостью, стойкостью к износу и трещинам;
- ЦНИИН-4 – доступный, популярный, недорогой;
- Т-590, Т-620 – дают повышенную прочность, покрывая особым ферро-слоем.
Нержавеющая сталь
В данном случае лучшие материалы для наплавки – стержни из высоколегированной проволоки серии ЦН (6Л или 12М-67). Полученный благодаря им стык обладает антикоррозионными свойствами и не станет собирать задиры – очень удобное решение для арматуры. Возможно, придется проводить предварительный прогрев и дальнейшую термообработку.
Чугун и его сплавы
Здесь популярны следующие варианты электродов:
- ОЗЧ-2 – для серых и ковких сортов;
- ЦЧ-4 – легко зажигаются, стабильно горят, обеспечивают малое разбрызгивание;
- ОЗЖН (1 и 2) – для высокопрочных марок;
- МНЧ-2 – делают стык плотным и аккуратным после чистовой обработки.
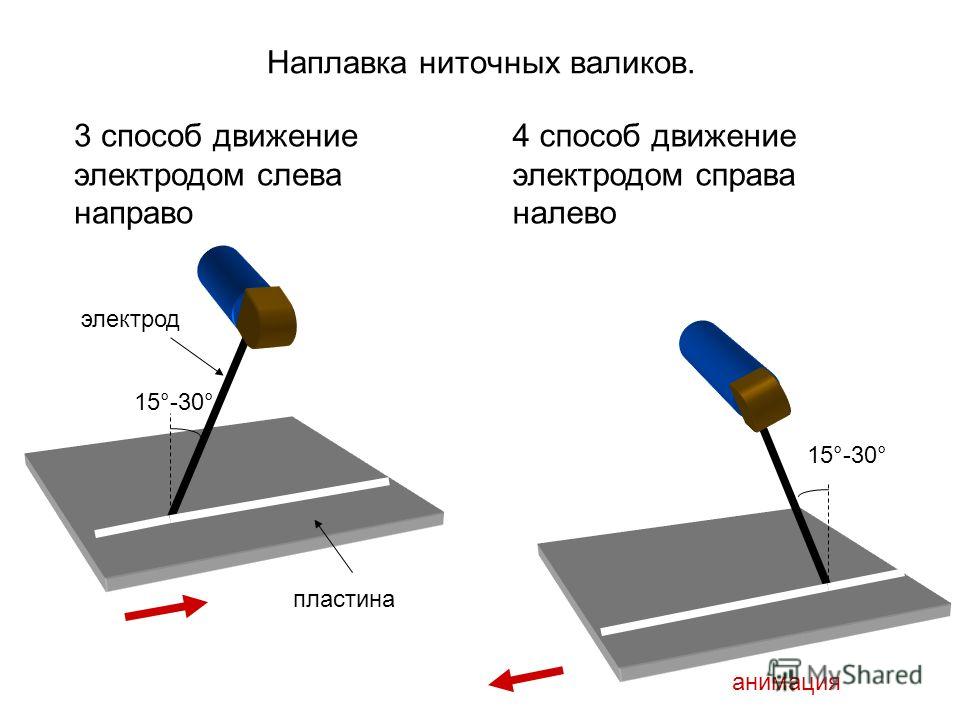
Медь и ее сплавы (бронза)
В этом случае актуальны прутки, состав которых сходен с основным материалом, или стержни серии Комсомолец-100. Рекомендован нагрев до 300-500 градусов Цельсия и проковка, если температура превысит этот показатель.
При использовании бронзы хорошо себя показывают ОЗБ-2М: они дают высокую износостойкость. Работу нужно проводить под постоянным током с обратной полярностью.
Алюминий и материалы на его основе
Наиболее востребован дуговой способ наплавки металла – электродами ОЗА (дают антикоррозионные свойства), УАНА или ОЗАНА (не позволяют образоваться оксидной пленке).
Чтобы упростить регулировку структуры, берут порошковые стержни, потому что они повышают практические характеристики готового покрытия.
Применяемое оборудование
Эту нишу занимают станки, которые отличаются от сварочных установок наличием дополнительных устройств, подающих и распределяющих присадки. Они могут обеспечивать нанесение прутками, проволокой, через сопло, поддерживать функцию центробежного распределения или спиральной укладки.
Они могут обеспечивать нанесение прутками, проволокой, через сопло, поддерживать функцию центробежного распределения или спиральной укладки.
В качестве примера можно привести модели ижевского производителя «Сармат»: НК450 и НК750 осуществляют восстановление отверстий наплавкой, подходят как для плоских заготовок, так и для сложных форм или тел вращения. Отличаются мобильностью, высокой производительностью и точностью, возможностью регулировки скорости.
Расход материалов
Его нужно уметь рассчитывать, чтобы определить стоимость готовой детали (или партии). Зная, сколько расходников понадобится, вы сможете обеспечить непрерывный производственный процесс.
При сварке этот показатель берется на 1 м шва. Следует воспользоваться формулой:
G = F x L x y, где:
- F – площадь сечения стыка, мм2;
- L – длина созданного покрытия;
- y – удельная масса выбранной присадки, г/см3.

Расход стержней тоже необходимо учитывать, но сделать это проще, ведь этот показатель для каждой марки стабилен и составляет 1,4-1,8 кг на 1 кг присадки.
Электроды для наплавки
Сегодня, в силу актуальности, существует огромное их разнообразие как от российских заводов-изготовителей, так и от зарубежных брендов. В числе наиболее ходовых вариантов: серии ЛЭЗ, СЗСМ, СпецЭлекторд (Москва, Волгодонск), Lincoln Electric ESAB и другие. Можно без труда выбрать наиболее подходящие стержни для создания нужного покрытия.
Теперь вы знаете, чем дуговая сварка отличается от плазменной или газопламенной, и в каких случаях стоит отдать предпочтение первой, второй или третьей. Также мы постарались как можно более подробно осветить вопросы восстановления деталей, наплавки металла электродами, технологии создания прочных стыков на стали, чугуне, алюминии. Мы позаботились о том, чтобы у вас была вся информация для работы на качественных станках вроде НК450 и НК750 от завода «Сармат».
Наплавка металлов
ОБЩИЕ СВЕДЕНИЯ О НАПЛАВКЕ
Наплавка предусматривает нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, кислотостойкостью или другими свойствами. Она позволяет значительно увеличить срок службы деталей и намного сократить расход, дефицитных материалов при их изготовлении. При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости.
Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости.
Наплавка может производиться на плоские, цилиндрические, конические, сферические и другие формы поверхности в один или несколько слоев. Толщина слоя наплавки может изменяться в широких пределах – от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя.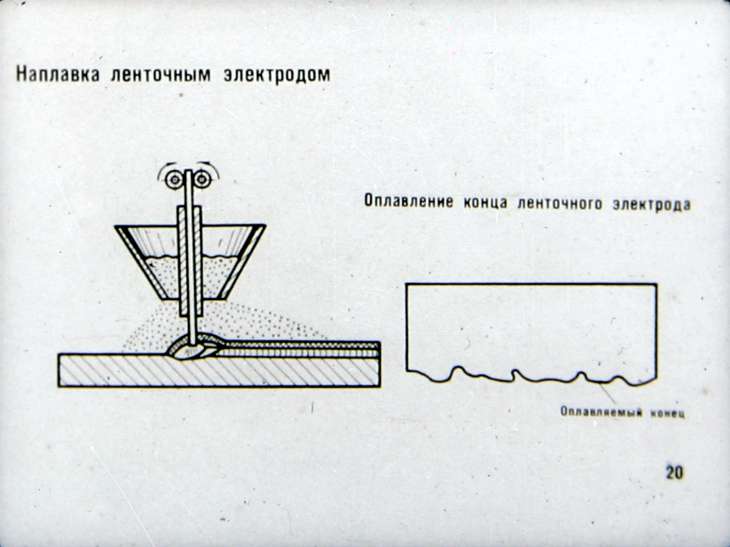 Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Рис.1 СХЕМА НАПЛАВКИ СЛОЕВ Рис.2 НАПЛАВКА ТЕЛ ВРАЩЕНИЯ
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя: ниточными валиками с перекрытием один другого на 0,3-0,4 их ширины, широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др. Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис.1).
Рис.3 СМЕЩЕНИЕ ЭЛЕКТРОДА ПРИ
НАПЛАВКЕ ТЕЛ ВРАЩЕНИЯ
а – наклонно расположенным электродом
б – вертикально расположенным электродом
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами (рис. 2): наплавкой валиков вдоль образующей тела вращения, по окружностям и по винтовой линии. Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис.3).
2): наплавкой валиков вдоль образующей тела вращения, по окружностям и по винтовой линии. Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис.3).
Выбор технологических условий наплавки производят, исходя из особенностей материала наплавляемой детали. Наплавку деталей из низкоуглеродистых и низколегированных сталей обычно производят в условиях без нагрева изделий. Наплавка средне- и высокоуглеродистых, легированных и высоколегированных сталей часто выполняется с предварительным нагревом, а также с проведением последующей термообработки с целью снятия внутренних напряжений.
Наплавка средне- и высокоуглеродистых, легированных и высоколегированных сталей часто выполняется с предварительным нагревом, а также с проведением последующей термообработки с целью снятия внутренних напряжений.
Нередко такую термообработку (отжиг) выполняют после наплавки для снижения твердости перед последующей механической обработкой слоя. Для выполнения наплавки в основном применяют способы дуговой и электрошлаковой сварки. При выборе наиболее рационального способа и технологии наплавки следует учитывать условия эксплуатации наплавленного слоя и экономическую эффективность процесса.
СПОСОБЫ И ТЕХНОЛОГИЯ НАПЛАВКИ
Дуговая наплавка под флюсом. Нагрев и расплавление металла, так же как при сварке, осуществляются теплом дуги, горящей между плавящимся электродом и основным металлом под слоем флюса. Наплавка под флюсом является одним из основных видов механизированной наплавки. Основными преимуществами являются непрерывность и высокая производительность процесса, незначительные потери электродного металла, отсутствие открытого излучения дуги. Отличительной особенностью наплавки под флюсом является хороший внешний вид наплавленного слоя (гладкая поверхность и плавный переход от одного наплавленного валика к другому). В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рис.4).
Основными преимуществами являются непрерывность и высокая производительность процесса, незначительные потери электродного металла, отсутствие открытого излучения дуги. Отличительной особенностью наплавки под флюсом является хороший внешний вид наплавленного слоя (гладкая поверхность и плавный переход от одного наплавленного валика к другому). В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рис.4).
Р и с. 4. СПОСОБЫ ЛЕГИРОВАНИЯ НАПЛАВЛЕННОГО МЕТАЛЛА:
a – через сварочную проволоку, б – порошковую проволоку,
в – керамический флюс, г – укладка легированной присадки
1. Применение легированной проволоки или ленты и обычных плавленных флюсов. Для наплавки используют легированные сварочные проволоки, специальные наплавочные проволоки и легированные ленты, в том числе спеченные. Наплавка производится под флюсами АН-20, АН-26 и др., которые выбирают в зависимости от состава электродного металла.
2. Применение порошковой проволоки или порошковой ленты и обычных плавленных флюсов. Порошковая проволока или лента расплавляется в дуге и образует однородный жидкий расплав. Этотспособ позволяет получить наплавленный металл с общим содержанием легирующих примесей до 40-50%. Марка порошковойпроволоки или ленты выбирается в зависимости от необходимого типа наплавленного металла и его требуемой твердости.
3. Применение обычной низкоуглеродистой проволоки или ленты и легирующих наплавленных флюсов (керамических). Этот способ позволяет ввести в наплавленный металл до 35% легирующих примесей. При наплавке наибольшее применение получили керамические флюсы АНК-18 и АНК-19, обеспечивающие хорошее формирование наплавленного металла, легкую отделимость шлаковой корки, высокую стойкость наплавленного металла против образования пор и трещин.
4. Применение обычной низкоуглеродистой проволоки или ленты и обычных плавленных флюсов с предварительной укладкой легирующих материалов на поверхность наплавляемого изделия. Здесь возможна предварительная засыпка или дозированная подача легирующих порошков, а также предварительная укладка прутков или полосок легированной стали, намазывание специальных паст на место наплавки и др. Во всех случаях нанесенный легирующий материал расплавляется дугой и переходит в наплавленный металл.
Здесь возможна предварительная засыпка или дозированная подача легирующих порошков, а также предварительная укладка прутков или полосок легированной стали, намазывание специальных паст на место наплавки и др. Во всех случаях нанесенный легирующий материал расплавляется дугой и переходит в наплавленный металл.
В связи с тем что в технологии выполнения между наплавкой и сваркой много общего, для наплавки применяется то же оборудование, что и при сварке соответствующими способами.
Наплавку углеродистых и низколегированных сталей выполняют под плавленными флюсами ОСЦ-45, АН-348-А. Флюс АН-60 пригоден для одно- и многоэлектродной наплавки низкоуглеродистых и низколегированных сталей на нормальных и повышенных скоростях, а также для наплавки электродными лентами.
Наплавку легированных сталей производят под низкокремнистыми плавленными флюсами АН-22, АН-26 и др., а высоколегированные хромоникеливые стали и стали других типов с легкоокис-ляющимися элементами (титан, алюминий) – под фторидными флюсами АНФ-1 и АНФ-5.
Для предупреждения образования шлаковых включений и не-проваров в наплавленном слое при многослойной наплавке необходимо тщательно удалять шлаковую корку с предыдущих слоев.
Дуговая наплавка в защитных, газах. Наплавку в защитных газах применяют в тех случаях, когда невозможны или затруднены подача флюса и удаление шлаковой корки. Преимуществами данного вида наплавки являются визуальное наблюдение за процессом и возможность его широкой механизации и автоматизации с использованием серийного сварочного оборудования. Ее применяют при наплавке деталей в различных пространственных положениях, внутренних поверхностей, глубоких отверстий, мелких деталей и сложных форм и т. п. Технология выполнения наплавки в защитных газах во многом сходна с технологией наплавки под флюсом, отличие лишь в том, что вместо флюсовой применяют газовую защиту зоны сварки. Помимо перечисленных преимуществ это освобождает сварщика от необходимости засыпки флюса и удаления шлака. С целью уменьшения разбрызгивания металла наплавка в защитном газе производится самой короткой дутой. Наплавку плоских поверхностей во избежание коробления деталей производят отдельными участками «вразброс». Цилиндрические детали можно наплавлять по винтовой линии как непрерывным валиком, так и с поперечными колебаниями электрода: Короткие участки могут наплавляться продольными валиками вдоль оси цилиндрической детали, но здесь возможно возникновение деформаций, которые в процессе наплавки следует уравновешивать. Для этого наплавка каждого последующего валика должна производиться с противоположной стороны по отношению к уже наплавленному. При наплавке внутренних цилиндрических и конических поверхностей применяют специальные удлиненные мундштуки.
Наплавка может производиться в углекислом газе, аргоне, гелии и азоте. Высоколегированные стали, а также сплавы на алюминиевой и магниевой основе наплавляются в аргоне или гелии. Наплавка меди и некоторых ее сплавов может производиться в азоте, который ведет себя по отношению к ней нейтрально. При наплавке углеродистых и легированных сталей используют более дешевый углекислый газ. Наплавка может производиться как плавящимся, так и неплавящимся электродами. Неплавящийся вольфрамовый электрод обычно применяют при наплавке в аргоне и гелии. Наибольшее распространение получила наплавка в углекислом газе плавящимся электродом на постоянном токе обратной полярности. Учитывая, что углекислый газ окисляет расплавленный металл, в наплавочную проволоку обязательно вводят раскислители (марганец, кремний и др.). При наплавке применяют как проволоку сплошного сечения, так и-порошковую. Для наплавки деталей из углеродистых и низколегированных сталей с целью восстановления их размеров применяют сварочные проволоки сплошного сечения Св-08ГС, Св-08Г2С, Св-12ГС, а также наплавочные Нп-40, Нп-50, Нп-ЗОХГСА и др. При необходимости получения наплавленного слоя с особыми свойствами применяют порошковые проволоки.
Недостатком способа является то, что в процессе наплавки в углекислом газе наблюдается сильное разбрызгивание жидкого металла, приводящее к налипанию брызг на мундштук и засорению сопла горелки. Кроме того, возможность сдувания газовой струи ветром затрудняет наплавку на открытом воздухе.
Дуговая наплавка порошковыми проволоками. Наплавка порошковой проволокой с внутренней защитой основана на введении в сердечник проволоки кроме легирующих компонентов также шла-кообразующих и газообразующих материалов. Применение флюсовой и газовой защиты при наплавке такой проволокой не требуется. Легирующие элементы порошковой проволоки переходят в шов, а газо- и шлакообразующие материалы создают защиту металла от азота и кислорода воздуха. В дуге тонкая пленка расплавленного шлака покрывает капли жидкого металла и изолирует их от воздуха. Разложение газообразующих материалов создает поток защитного газа. После затвердевания на поверхности наплавленного валика образуется тонкая шлаковая корка, которая может не удаляться при наложении последующих слоев. При наплавке используют различные самозащитные порошковые проволоки. Для наплавки низко-углеродистых слоев используют сварочные проволоки типа ПП-АНЗ и др. Для получения слоев с особыми свойствами применяют специальные проволоки. Так, для наплавки деталей, работающих при больших давлениях и повышенных температурах, применяют порошковую проволоку ПП-ЗХВЗФ-О, наплавку деталей, подвергающихся интенсивному абразивному износу, производят самозащитной порошковой проволокой ПП-У15Х12М-6 (буква О в обозначении марки порошковой проволоки указывает, что данная порошковая проволока предназначена для наплавки открытой дугой).
Технология выполнения наплавки самозащитной порошковой проволокой в основном ничем не отличается от технологии наплавки в углекислом газе. Открытая дуга дает возможность точно направлять электрод, наблюдать за процессом формирования наплавляемого слоя, что имеет большое значение при наплавке деталей сложной формы. Одним из преимуществ этого способа является применение менее сложной аппаратуры по сравнению с аппаратурой, применяемой при наплавке под флюсом и защитном газе, а также возможность выполнять наплавочные работы на открытом воздухе; увеличивается производительность по сравнению с наплавкой под флюсом и в защитных газах, снижается себестоимость наплавляемого металла.
Типы покрытий – особенности и преимущества
В зависимости от формы и функций вашей игровой или рекреационной зоны существует несколько вариантов покрытия, которые вы можете выбрать. Бюджет, объем использования игровой площадки или зоны отдыха, ваша способность поддерживать покрытие и другие факторы помогут облегчить выбор покрытия для детской площадки и зоны отдыха. Обязательно соблюдайте правила безопасности и доступности. Детские площадки всегда должны иметь защитное покрытие. Обязательно спросите у поставщика технические характеристики, информацию о гарантии и рекомендации по техническому обслуживанию, поскольку они могут различаться в зависимости от марки.
Покрытие должно отвечать соответствующим требованиям, быть легкодоступным в вашем районе и соответствовать требованиям игровой или рекреационной зоны в отношении долговечности, дренажа и доступности. Перед выбором учитывайте климат, стоимость обслуживания и другие переменные. Ваш поставщик может помочь решить, что наиболее подходит для каждого условия.
Варианты покрытия детских площадок обычно делятся на две категории: насыпные и унитарные. Эти опции можно комбинировать различными способами или использовать по отдельности.
Также ознакомьтесь с нашей краткой справочной таблицей здесь.
Насыпные материалы
При ударе насыпные материалы смещаются вниз и/или наружу, обеспечивая превосходную амортизацию при падении, но также требуют постоянного сгребания и пополнения, чтобы удерживать материалы на соответствующей глубине. Насыпные материалы должны быть установлены с использованием земляных валов, бревен, пластиковой окантовки или бетонных бордюров для удержания материалов. Резиновые износостойкие маты следует размещать в местах с высокой ударной нагрузкой, например, под качелями и основанием горок. Эти области более подвержены смещению.
CPSC классифицирует сыпучие материалы как органические и неорганические. Органический сыпучий материал будет сжиматься как минимум на 25% из-за использования и воздействия погодных условий. На игровых площадках, предназначенных для малышей или собак, следует избегать сыпучего наполнителя, так как этот материал может представлять опасность проглатывания.
Инженерное древесное волокно (EWF)
EWF определяется как древесина, измельченная до волокнистой консистенции. Он отличается от древесной щепы или садовой мульчи тем, что в стандарте ASTM F2075 содержится требование к гранулометрическому составу и чистоте, что позволяет продукту «связываться» друг с другом, создавая стабильную поверхность для мобильных устройств. При установке EWF рекомендуется использовать слой гравия для дренажа. Следующим слоем должно быть геотекстильное полотно. Поверх этого должен быть насыпной слой, соответствующий спецификациям и требованиям к высоте падения окружающей среды. Покрытие EWF также должно соответствовать стандарту ASTM F19.51. Этого можно добиться, установив материал в соответствии с инструкциями производителя по установке, в противном случае он может не соответствовать стандартам доступности. Поверхности EWF лучше подходят для детских площадок, ландшафтов и дорожек.
| EWF Особенности | EWF Преимущества | |
| EWF является наиболее широко используемым игровой площадкой, примерно 75% от рынка использует этот бюджет на этом бюджете. | Имеет относительно низкую начальную стоимость. | |
| EWF не является мульчей, древесной стружкой или щепой коры. Это продукт, специально разработанный для потребностей и спецификаций индустрии игровых площадок. | В случаях, когда бюджет ограничен, выбор EWF может позволить вам вложить больше средств в оборудование. | |
| Износостойкие коврики рекомендуется использовать под качелями и на выходе из горки, чтобы сократить расходы на обслуживание граблей. | Его может установить бригада добровольцев, что сэкономит деньги по сравнению с профессиональной установкой. | |
| Обычно он устанавливается поверх гравийной или трубной дренажной системы с фильтровальной тканью, которая помещается между волокном и дренажной системой, чтобы предотвратить засорение и уплотнение материала, вызванное стоячей водой. | Соответствует рекомендациям ADA при правильной установке и обслуживании в соответствии с инструкциями производителя и IPEMA. | |
| Так как это природный материал, подверженный разложению, он требует периодической «доливки» для поддержания глубины, необходимой для адекватной амортизации при падении. | EWF обеспечивает привлекательный, естественный вид и естественный люфт незакрепленных деталей. | |
| По сравнению с цельными резиновыми поверхностями, EWF труднее преодолевать с помощью средств передвижения. |
Насыпная резина
Насыпная резина обладает лучшими амортизирующими свойствами среди всех насыпных поверхностей. Уточните у своего поставщика его спецификацию и обязательно запросите у него результаты проверки доступности. Сыпучий каучук лучше всего подходит для детских площадок, ландшафтов и троп.
| Свободная заполнение. Результаты испытаний ASTM F1292 | Дренажный колодец | |
| Изготовлен из переработанных материалов | Устойчив к плесени, животным и насекомым | |
| Не замерзает в холодных климатических условиях | ||
| Не разлагается и не подвергается грибковым заболеваниям, что экономит деньги и расходы на техническое обслуживание над профессиональными установками | ||
| Могут претендовать на экологические субсидии |
Песок и мелкий гравий
51. Материалы поверхности могут использоваться для обеспечения тактильных ощущений на второстепенных маршрутах. Тем не менее, следует тщательно учитывать недостатки поверхностных материалов. Песок может стать тяжелым и похожим на бетон во влажных условиях, что снижает его способность смягчать падения. Мелкий гравий потенциально может быть опасен для детей и даже собак. Частое сгребание и переворачивание может помочь с их тенденцией к уплотнению. CPSC заявляет, что песок и гравий обычно используются в качестве материалов для ландшафтного дизайна, которые можно наслаивать на определенную глубину и противостоять уплотнению.
Унитарные поверхности
Унитарные продукты включают заливаемую на месте резину (PIP), плитку, каучук и синтетическую траву. Единое покрытие не требует сгребания, уплотнения или пополнения, однако может потребоваться санитарная обработка или техническое обслуживание из-за поверхностного мусора, вандализма, смещения плитки, эрозии, плохого дренажа или изношенных участков в результате повторяющихся ударов. Когда унитарное покрытие нуждается в ремонте, он должен быть сделан немедленно в соответствии с инструкциями производителя. Всегда сверяйтесь с инструкциями производителя перед применением каких-либо химикатов или перед мойкой под давлением. Также имейте в виду, что некоторые темные отделочные материалы, подверженные интенсивному воздействию солнечных лучей, могут вызвать образование волдырей на голой коже. Уточните у поставщика покрытия, доступны ли материалы светлого цвета или включите затенение, чтобы уменьшить воздействие прямых солнечных лучей.
Самыми большими преимуществами цельных материалов являются менее частое техническое обслуживание, предсказуемые амортизирующие свойства и то, что материалы остаются на месте. Литая резина обеспечивает наиболее стабильную доступность, особенно для людей, использующих мобильные устройства, и, как правило, имеет более высокую начальную стоимость. Для большинства монолитных материалов требуется основание из уплотненного камня или бетона/асфальта. Стоимость этой базы следует учитывать при анализе общей стоимости наземной системы. См. информацию о гарантии вашего производителя для прогнозируемого жизненного цикла продукта.
Поверхности из литой резины
Литая резина или заливка на месте (PIP) является популярным выбором покрытия и состоит из двух слоев: основного слоя для амортизации, за которым следует цветной износостойкий слой. Если свойства затухания не требуются, базовый слой не нужно устанавливать. Сначала укладывается базовый слой низкой плотности, который отверждается в течение ночи, а затем слой износа. EPDM, TPV или резиновая крошка/SBR смешиваются с полиуретановым связующим и засыпаются на месте. PIP укладывается на асфальт, бетон или уплотненный камень. В идеале температура во время установки продукта должна быть от 45 до 105 градусов по Фаренгейту; Также следует учитывать влажность, так как она влияет на температуру.
Цены могут варьироваться, но могут зависеть от цвета, размера установки и толщины. Цены, как правило, увеличиваются по мере увеличения толщины и увеличения уровня цвета от полностью черного до 100% цветного. Варианты цвета, которые смешиваются с черными гранулами, как правило, более экономичны, чем 100% цветные гранулы. Эта поверхность требует одних из самых высоких первоначальных инвестиций и может превысить стоимость оборудования в процентах от общего бюджета. Он также должен быть установлен обученной профессиональной бригадой. Однако в течение срока службы вашей игровой площадки она будет реже требовать обслуживания, не смещается во время игры и ее легко чистить, так как мусор не будет смешиваться с изделием.
Литая резина предлагает самые широкие возможности дизайна; цвета можно смешивать для получения различных оттенков или накладывать рядом друг с другом для создания художественных узоров и графических рисунков. Кроме того, такие игры, как классики, могут быть включены для повышения игровой ценности. Продукт является популярным выбором для водной среды. Также важно отметить выбор уретана; стандартные ароматические уретаны изначально «желтят» общий вид цвета, что особенно заметно на более светлых оттенках. Чтобы избежать этого, обязательно укажите алифатический уретан. PIP лучше всего подходит для игровых площадок, фитнес-парков, ландшафтов, троп и многоцелевых зон отдыха.
| Диал Резумия | . Польза по резине | |
| Требуется обученные экипажи для установки, чтобы обеспечить требования о безопасности. Широкий диапазон цветов позволяет использовать творческий дизайн, графику и тематические варианты0036 | Создает наилучшую поверхность для доступа, создавая бесшовную поверхность | |
| Устанавливается на месте в два слоя | Минимальное ежедневное/еженедельное обслуживание состоит из периодической очистки и удаления мусора | |
| Необходимо укладывать на бетон , асфальт или уплотненный камень | Хорошая огнестойкость | |
| Ощущение мягкости и упругости под ногами | ||
| «Зеленый» вариант с использованием переработанной резины |
Резиновые поверхности со связующим
Поверхности склеенной резины используют переработанную резину, которая очищается, а затем окрашивается в различные цвета. Связанная резина по текстуре напоминает клочок и состоит из одного слоя, который перед установкой также смешивается с уретаном на месте. Как и другие унитарные поверхности, он обеспечивает отличный вариант покрытия, который способствует доступности. Связанная резина лучше всего подходит для детских площадок, ландшафтов, троп и многоцелевых зон отдыха.
| Связанный Особенности резины | Связанный Резумия. один цвет или смешанные вместе для создания мягкого, смешанного оттенка | |
| Быстрее в установке, чем PIP | Минимальное ежедневное/еженедельное обслуживание состоит из периодической очистки и удаления мусора | |
| Толщина зависит от высоты падения | Создает естественный вид | |
| Необходимо устанавливать на бетон, асфальт или уплотненный камень шероховатая текстура не подходит для точного графического дизайна, но все же придает игровой площадке веселый, уникальный и красочный вид | Сделано из переработанной резины |
Плитка
После укладки облицовочная плитка образует единую гладкую поверхность, обеспечивая хороший доступ. Плитка может варьироваться от резиновой плитки, вулканизированной плитки и даже водной плитки. Некоторые плитки изготавливаются из переработанного каучука, другие из первичного каучука, а некоторые вообще не перерабатываются. Плитки, обычно укладываемые в игровых и рекреационных зонах, изготовлены из переработанной резины, заливаются и формуются в контролируемой среде, а не на месте, как в случае других резиновых покрытий, поэтому укладка продукта однородна по консистенции и не зависит от условий на месте. или погода. Методы установки должны строго соблюдаться, чтобы обеспечить соответствие требованиям и долговечность конечного продукта. Плитки укладываются путем приклеивания к основанию или скрепления плиток клеем или крепежными элементами. Конические плитки часто используются для обеспечения переходов от плитки к окружающим основаниям. Поскольку они не заливаются на месте, их часто используют для внутренних игровых площадок, когда требуется твердая поверхность. Плитка лучше всего подходит для игровых площадок, водных зон, ландшафтов, троп и многоцелевых зон отдыха.
| Преимущества плитки | Плитка | |
| Высокий продление | с низким уровнем поддержания и длинным износовым интернет для мобильных устройств | |
| Можно использовать в помещении и на улице | Надежный выбор для помещений с высокой нагрузкой | |
| Tiles are available in different thicknesses to accommodate various fall heights | ||
| Tiles may utilize recycled material | ||
| Easy to repair |
Synthetic Grass
Synthetic grass is продукт, предназначенный для придания естественного вида вашему окружению. Искусственная трава может быть при желании свернута и сшита поверх амортизирующего слоя, смягчающего падение, в зависимости от потребностей на месте. Наполнитель можно поместить в искусственную траву, чтобы стабилизировать и удерживать травинки в вертикальном положении. Этот продукт является отличным выбором при слиянии с окружающим ландшафтом. Синтетическая трава может соответствовать стандарту ASTM F129 и превосходить его.2 требования.
Кроме того, некоторые производители разработали синтетическую траву, специально предназначенную для собачьих парков. Искусственная трава для собачьих парков имеет ворс и текстуру, отличную от другой синтетической травы, чтобы создать продукт, который с меньшей вероятностью будет спутываться. Специализированные системы для домашних животных часто имеют подложку со специальным покрытием, которое обеспечивает дополнительную прочность против износа лапами и когтями собаки. Кроме того, этот тип синтетической травы включает в себя специальный наполнитель, который обеспечивает защиту от распространения бактерий и был разработан, чтобы быть безопасным для окружающей среды, людей и четвероногих друзей. Искусственная трава чаще всего используется на детских площадках, в парках для собак, в ландшафтах и в многоцелевых зонах отдыха.
| Синтетическая трава. Особенности | Синтетическая трава Преимущества | |
| Взгляд и ощущение натуральной травы без необходимости в соответствии с указаниями. инструкции | ||
| Различные типы амортизирующих слоев могут использоваться для обеспечения амортизации при падении | Привлекательный естественный вид | |
| Установлен над бетоном, асфальтом или компактным камнем | . Некоторые разнообразии в видее и цвете могут быть доступны | |
| . Низкие эксплуатационные расходы | Можно настроить с помощью логотипов, графики и различных цветов | |
| Материал напоминает травинки, что обеспечивает естественный, реалистичный внешний вид в течение всего года | Температура поверхности может быть ниже по сравнению с другими поверхностями (в зависимости от выбора наполнителя) | |
| Доступен специальный продукт для парков для собак | Помогает устранить неприглядные пятна отмершей травы и грязевые ямы в парках для собак | запахи легко смываются водой в парках для выгула собак0042 |
Узнайте больше о планировании, покупке и защите игровых и рекреационных поверхностей.
Запросите наше бесплатное руководство по планированию всего, что касается поверхности.
Запрос Крепкие фундаменты
Наплавка металлов: значение, виды и выбор
РЕКЛАМА:
После прочтения этой статьи вы узнаете о:- 1. Значение наплавки 2. Типы наплавки 3. Выбор процесса наплавки 4. Материал подложки 5. Выбор материала наплавки 6. Применение.
Пояснение:Наплавка — это процесс нанесения одного металла или сплава на другой (основной металл или подложку) для улучшения его износостойких свойств, таких как сопротивление истиранию, коррозии, трению, или для достижения контроля размеров и металлургических нужд.
Процессы, обычно используемые для наплавки, представляют собой процессы сварки плавлением, такие как газовая сварка, дуговая сварка и т. д. Процесс наплавки изначально разрабатывался для нужд бурения нефтяных скважин, но в настоящее время широко используется для всех типов оборудование, инструменты и контейнеры для повышения их срока службы против износа и химического воздействия.
РЕКЛАМА:
Наплавка в равной степени применима как для производства новых изделий, так и для восстановления изношенных изделий. В обоих случаях это продлевает срок службы изделия и экономит дорогостоящий материал. Это приводит к значительным экономическим выгодам.
Типы покрытия:Наплавка бывает разных типов, а именно плакирование, наплавка, наплавка и нанесение масла для достижения коррозионной стойкости (для химического износа), износостойкости (для физического износа), контроля размеров (для восстановления изношенных компонентов) и металлургических нужд соответственно.
Эти четыре типа методов наплавки кратко обсуждаются в этом разделе:
1. Облицовка :
РЕКЛАМА:
При наплавке толстый слой металла сварного шва, такого как нержавеющая сталь, укладывается на пластину из углеродистой или низколегированной стали, чтобы сделать ее коррозионностойкой. Покрытие должно также противостоять локальной коррозии, такой как точечная, щелевая, межкристаллитная коррозия и коррозионное растрескивание под напряжением.
Для плакирования обычно используется нержавеющая сталь или один из сплавов на основе никеля, хотя для некоторых конкретных применений также используются сплавы на основе меди, серебра и свинца.
Хотя основным преимуществом плакирования является создание недорогой коррозионностойкой поверхности, оно также сочетает в себе высокопрочный материал, такой как низколегированная сталь, для подложки с коррозионностойким материалом, таким как нержавеющая сталь. Однако, как правило, прочность материала оболочки не учитывается при проектировании компонента.
В основном плакирование применяется при производстве сосудов для химических, бумажных, нефтеперерабатывающих и атомных электростанций. Реакторы с медным покрытием используются для производства пива, которое также вызывает коррозию, в то время как предприятия пищевой промышленности и упаковки широко используют нержавеющую сталь, чтобы избежать коррозионного воздействия пищевых продуктов.
РЕКЛАМА:
2. Наплавка:
При наплавке металл наносится на другую поверхность, чтобы повысить твердость поверхности и сделать ее устойчивой к истиранию, ударам, эрозии, истиранию и кавитации. Как и в случае наплавки, прочность наплавочного слоя не учитывается в конструкции детали.
Сопротивление истиранию является наиболее важным применением наплавки. Как правило, наносится максимум три слоя упрочняющих сплавов. Поскольку чрезмерное разбавление снижает эффективность наплавки, важно избегать чрезмерного проникновения и плохого сцепления соседних валиков. Конструкция должна обеспечивать достаточную опору для покрытия, и, насколько это возможно, оно должно подвергаться нагрузке на сжатие, а не на растяжение или сдвиг. В этих условиях наплавка может эффективно доказать свои экономические преимущества.
Наплавка находит широкое применение в строительном оборудовании, включая бульдозерные отвалы, скребковые отвалы и желоба для камней, а также в текстильном оборудовании и облицовке клапанов двигателей.
РЕКЛАМА:
3. Наращивание:
Наплавка — это восстановление изношенных деталей с целью восстановления их первоначальной формы и размеров. В отличие от наплавки и наплавки прочность металла шва, образующего нарост, является необходимым фактором при проектировании компонента, поскольку материал должен заменить часть исходной части компонента, которая изнашивается.
Поэтому состав и свойства наплавленного металла шва обычно аналогичны основным наплавляемым металлам.
Метод наплавки широко используется в землеройной технике, например зубья ковшей драглайнов, кромки бульдозерных отвалов и скребков восстанавливаются путем наплавки. Железные дороги также используют наплавку для восстановления износа железнодорожных колес, а также стрелочных переводов и узлов.
РЕКЛАМА:
4. Намазывание маслом:
Промасливание — это процесс нанесения одного или нескольких слоев материала между теми металлургически несовместимыми материалами, которые по отдельности обладают совместимостью с материалом, образующим промасливающий слой. Он используется, в частности, для соединения нержавеющей стали с основным металлом из углеродистой или низколегированной стали.
Если слой масла не используется, коррозионная стойкость нержавеющей стали будет снижена, но если слой материала с высоким содержанием никеля или Ni-Cr наносится на черный металл перед нанесением высоколегированной нержавеющей стали, никакого ухудшения коррозионной стойкости не наблюдается.
Обычный пример этого процесса можно найти на атомной электростанции для соединения плакированной нержавеющей стали с патрубком из низколегированной стали, смазанным сплавом Ni-Cr-Fe, с трубопроводом из нержавеющей стали с использованием присадочного металла Ni-Cr-Fe. Его также можно использовать для соединения углеродистой стали с низколегированной сталью, когда необходимо избежать снятия напряжения с завершенного сварного шва.
РЕКЛАМА:
Деталь можно подвергать термообработке после нанесения масла. При проектировании соединения необходимо учитывать прочность слоя смазки.
Хотя термины «наращивание» и «масло» широко используются, они не имеют официального статуса; предполагается, что к ним относится наплавка или более часто употребляемый термин облицовка.
Выбор процесса наплавки:Выбор процесса наплавки зависит от материала подложки, типа и характера требуемого покрытия, производительности, размера и формы компонента, подлежащего наплавке, условий эксплуатации, в которые он должен быть помещен, и наличия оборудования. .
Кислородно-ацетиленовая наплавка используется для многих применений как в мастерских, так и в полевых условиях, где поглощение углерода не является проблемой. Этот процесс приводит к медленному нагреву и охлаждению подложки, поэтому вероятность развития напряжения и растрескивания меньше. Стоимость оборудования низкая. Обычно используется для нанесения специализированных кобальтовых сплавов на относительно тонкую кромку; угольные долота, например, часто наплавляются методом кислородно-ацетиленовой наплавки.
РЕКЛАМА:
Процесс наплавки дуговой сваркой в среде защитного металла выполняется быстрее и в целом дешевле, если задействовано большое количество компонентов. Требуемая квалификация ниже, чем в случае кислородно-газовой наплавки. Однако из-за более высоких скоростей нагрева и охлаждения термические напряжения, возникающие в основном металле и наплавке, довольно высоки, что приводит к повышенной склонности к растрескиванию.
Этот процесс широко используется для ремонта и наплавки общего назначения, для которых имеются нужные электроды. Этот процесс экономичен и легко доступен в большинстве магазинов и полевых мастерских. Он находит широкое применение при наплавке фасонных деталей, деталей землеройных машин, режущих головок земснарядов, валов, инструментов и т. д.
Наплавка под флюсом применяется в цехах, а не в полевых условиях. Он лучше всего подходит для применения в тех случаях, когда одни и те же или аналогичные детали наплавляются на регулярной основе, например, башмаки роликовых гусениц, барабаны, зубчатый венец экскаватора. Процесс под флюсом с использованием ленточных электродов из нержавеющей стали часто используется для наплавки атомных судов, чтобы увеличить срок их службы и снизить первоначальные затраты.
Наплавка методом FCAW может применяться в тех случаях, когда обычно используется SMAW, однако для этого требуется наличие трубчатой порошковой проволоки в намотанной форме. Его можно использовать как в цеху, так и в полевых условиях, например, для наплавки кромки ковша.
GMAW часто используется для наплавки, например, небольших валов, как в полуавтоматическом, так и в автоматическом режимах. Он также в основном используется для наплавки небольших деталей сложной формы, с которыми трудно работать, если необходимо удалить шлак между проходами. Наплавку дугой короткого замыкания, т. е. методом переноса погружением, можно с успехом применять для цилиндрических деталей диаметром от 8 до 200 мм.
Процесс GTAW используется для наплавки для укладки наплавок превосходного качества, требующих минимальной последующей обработки, например, инструментов и штампов.
РЕКЛАМА:
Метод плазменной дуговой наплавкииспользуется для приложений, аналогичных тем, которые обрабатываются процессом GTAW. Однако из-за очень высокой температуры плазмы его можно использовать в тех случаях, когда наплавка методом GTAW невозможна.
Метод электрошлаковой наплавки применяется для наплавки большого количества металла или для специальных применений, например, широко используется для восстановления молотков дробилок. Для этого приложения используются специальные приспособления, чтобы ускорить выполнение работы в короткие сроки.
Аварийные работы лучше всего выполнять с помощью плавки в печи при условии наличия подходящей печи для выполнения этой операции.
Материал подложки для покрытия: В то время как выбор поверхностного материала основан на его предполагаемом использовании, выбор основного материала для использования в качестве подложки определяется не только его свариваемостью и механическими свойствами, но также структурным дизайном или формообразующими соображениями.
Для общего применения лучшим базовым материалом обычно является нелегированная углеродистая сталь с содержанием углерода от 0,20 до 0,9.5 процентов, который охватывает большую часть низко- и среднеуглеродистых сталей, а также более низкие сорта высокоуглеродистых сталей. Основной металл из простой углеродистой стали с содержанием углерода 0,45 % довольно популярен из-за хорошей свариваемости и прочности после наплавки.
Стали с содержанием углерода 0,50% или выше могут удовлетворительно наплавляться кислородно-ацетиленовым процессом из-за низкого тепловложения и длительного цикла охлаждения из-за распространения тепла. Предварительный нагрев до температуры от 260 до 315 °C необходим для предотвращения теплового удара при начальном нагреве и быстрого рассеивания тепла при наплавке дуговой сваркой в среде защитного металла.
РЕКЛАМА:
Компоненты из низколегированной стали можно наплавлять, следуя почти той же процедуре, что и для простых углеродистых сталей, имеющих аналогичную тенденцию к затвердеванию.
Для очень жесткой подложки аустенитная марганцевая сталь, широко известная как сталь Гадфильда, вероятно, является самой прочной доступной и довольно дешевой в виде отливок. Он поддается сварке и имеет предел текучести около 380 МПа.
Серые чугуны из-за их хрупкости требуют особых мер предосторожности при наплавке сплавами на стальной основе; однако применимы некоторые низкоплавкие аустенитные сплавы, сплавы на основе кобальта и сплавы на основе никеля и меди.
Белый чугун и ковкий чугун не рекомендуется использовать в качестве подложки для наплавки, так как они теряют свои основные характеристики при нагреве. Медь, латунь и бронза также не подходят в качестве подложек для наплавки.
Выбор материала покрытия:Выбор наплавочного сплава зависит от характера износа, которому должен подвергаться наплавленный компонент во время эксплуатации.
Эти условия, вызывающие износ, обычно являются результатом следующих шести типов комбинаций:
РЕКЛАМА:
1. Истирание без сильного удара,
2. Сочетание истирания и сильного удара,
3. Качение, скольжение и контакт металл-металл,
4. Эрозия и коррозия,
5. Режущие кромки, работающие при нормальных температурах, и
6. Поверхности, подвергающиеся эксплуатации при повышенных температурах.
РЕКЛАМА:
Поверхности, подверженные истиранию без сильного удара, такие как лемехи, лопаты, тракторные катки, роторные долота для бурения нефтяных скважин, отвалы, зажимы для земснарядов и желоба для транспортировки сыпучего материала, покрыты таким материалом, как карбид хрома.
Комбинированное истирание и сильный удар встречаются в таком оборудовании, как ковши и зубья экскаваторов, конусы камнедробилки, кромка бульдозера, зубья грейфера и желоба, по которым сбрасываются тяжелые куски. Для наплавки этих компонентов лучше всего подходят полуаустенитные стали и марганцевые стали.
Винтовые конвейеры и буровые инструменты обычно защищены твердыми материалами, такими как карбиды. Нержавеющие стали используются для обеспечения коррозионной стойкости и защиты от эрозии в водяных насосах и последствиях, требующих хорошей ударопрочности.
Поверхности, подверженные качению, скольжению и металлическому контакту в таких деталях, как зубья звездочек, втулки и втулки, поверхности качения, крановые колеса и валы, которые должны работать со смазкой, могут быть покрыты аустенитной марганцовистой сталью или аустенитной нержавеющей стали, а подшипники, работающие при высоких температурах, наплавляются карбидом хрома, нержавеющими сталями, сплавами с высоким содержанием хрома и никеля.
Комбинированный эффект или эрозия и коррозия, которые встречаются в клапанах и их седлах для управления паром, водой, маслом и т. д., могут быть уменьшены и компенсированы отложениями, образующимися при наплавке аустенитными сплавами нержавеющей стали.
Режущие кромки, работающие при нормальных температурах, такие как ножницы по металлу, пробойники, измельчители кормов (фуража), инструменты для очистки земли, сверла для земли, лезвия измельчителей и т. д., должны быть покрыты материалом, обладающим самозатачивающимися свойствами; отложения карбида вольфрама хорошо служат этому условию.
РЕКЛАМА:
Поверхности, подвергающиеся воздействию высоких температур, такие как, например, седла клапанов двигателей, штампы для горячего волочения или горячего формования и т. д., требуют ударной вязкости, жаропрочности, сопротивления ползучести, стойкости к окислению и эрозионной стойкости выхлопными газами. Наплавочным материалом, наиболее подходящим для этих применений, являются сплавы Cr-Co-W, аустенитные стали, мартенситные стали со средним содержанием углерода и сплавы типа Ni-Cr-Mo.
Применение наплавки:Наплавка в равной степени применима как для производства новых, так и для восстановления изношенных компонентов. В обоих случаях это продлевает срок службы изделия и экономит дорогостоящие материалы.
Существует бесчисленное множество инженерных продуктов, которые регулярно появляются на поверхность, чтобы поддерживать их в рабочем состоянии до тех пор, пока это не станет экономически выгодным.
В частности, наплавка используется при производстве или утилизации следующих типов оборудования:
1. Части сельскохозяйственного и землеройного оборудования, такие как опорные валки тракторов, зубья рукояти, плужные лапы, буровые конусы, цапфы бульдозеров, ковши драглайнов, культиваторные лапы, копательные анусы и т. д.
2. Оборудование для дробления угля и цемента и металлургические заводы, такие как формы, щеки дробилок, конусы доменных печей, дробильные валки и молоты, конвейерные шнеки, шнеки для извлечения угля, лопасти асфальтосмесителей и т. д.
3. Кузнечно-прессовые детали, такие как штампы, штампы и т. д.
4. Буровые установки и резцы угля, например, буровые долота, резцы и т. д.
5. Режущие инструменты, такие как блюминги, инструменты для резки, сверления, развертывания и фрезерования и т. д.
6. Валки прокатные.
7. Ободья железнодорожных колес, стрелочные переводы, соединения и крестовины.
8. Клапаны и седла клапанов двигателей внутреннего сгорания.
9. Сосуды под давлением и резервуары для хранения.
10. Ножи и режущие инструменты, такие как измельчитель кормов (для фуража), грейдерные ножи, ножи для измельчения мопсов и т. д.
8 типов покрытий для игровых площадок
Когда дело доходит до покрытия детских площадок, существует множество различных типов покрытий, каждое из которых имеет свои сильные и слабые стороны.
При создании стимулирующей игровой среды для детей, будь то школа, детский сад или общественная игровая площадка, важно использовать различные текстуры и поверхности.
Выбор типа покрытия для установки часто зависит от бюджета. Однако важно выбрать поверхность, которая окажется хорошей финансовой инвестицией, выдержав испытание временем, а не просто выбрать самый дешевый доступный вариант сейчас.
При планировании любой формы игровой площадки главным приоритетом должна быть безопасность, и, конечно же, каждая форма покрытия обеспечивает различный уровень амортизации и абразивности.
Прежде чем сделать решительный шаг, важно взвесить плюсы и минусы каждого вида покрытия, чтобы найти идеальный материал.
Сегодня мы рассмотрим различные варианты планирования детской площадки. Мы рассмотрим 8 типов наплавки, а также некоторые преимущества и недостатки каждого из них.
1. Мокрая заливка
Одним из самых безопасных видов покрытия для детских площадок и детских садов является мокрая заливка.
Мокрая заливка представляет собой непрерывную резиновую поверхность, которая «наливается» на существующую поверхность, такую как MOT тип 1 или асфальт, а затем наносится с помощью шпателя.
Обычно поверхность влажной заливки состоит из двух слоев; слой износа, состоящий из каучука EDPM, и базовый слой, обычно сформированный из переработанной черной резины, которая обеспечивает амортизацию, связанную с мокрой обливкой.
Использование мокрой заливочной поверхности имеет несколько преимуществ.
Во-первых, готовая поверхность имеет мягкое ощущение под ногами, что может помочь смягчить удары при поездках и падениях на игровой площадке. Это также пористая поверхность, которая предотвращает накопление стоячей воды на игровой площадке.
Он доступен в бесконечном разнообразии цветов и дизайнов, и вы даже можете включить дополнительные функции, такие как игры со змеями и лестницами, числовые узоры и сложную графику, которые могут улучшить образовательный опыт детей, использующих игровую площадку.
Одним из недостатков наплавки методом мокрой заливки является то, что она может быть дорогостоящей, особенно при нанесении на большие площади.
Это связано с тем, что необходимо нанести несколько слоев заполнителя и резины, что делает процесс довольно трудоемким.
2. Асфальтовое покрытие
Асфальтовое покрытие – широко используемое покрытие для создания игровых площадок в школах и детских садах.
В основном это связано с тем, что это одно из самых экономичных доступных решений, особенно на больших площадях, где оно используется в большинстве школ и игровых площадок.
Асфальт также может быть пористым, что дает преимущество предотвращения стоячей воды, которая может сделать поверхность скользкой, когда она мокрая, или когда лужи воды замерзают в зимние месяцы.
Его также можно использовать в качестве поверхности, подходящей для движения транспортных средств, что является большим преимуществом для школ или детских садов, которым не хватает места.
Асфальтовое покрытие, однако, не является самой привлекательной поверхностью, особенно в школьной среде или на детской площадке, и, как правило, оно не улучшает игровую среду.
Кроме того, Tarmac не обеспечивает амортизации, а обработанная поверхность также является абразивной, а это означает, что спотыкания и падения часто приводят к порезам и ссадинам.
3. Плитка
Изображение предоставлено PlaygroundTiles.Uk.
Резиновая плитка обычно укладывается на бетонное основание с использованием специального клея, и обычно ее укладывают быстрее, чем мокрую заливку.
Плитка также не скользит и обладает хорошими амортизирующими свойствами.
Они доступны во многих различных цветах, но существует ограничение на различные узоры и стили, которые могут быть достигнуты.
4. Свободная резиновая мульча
Резиновая мульча изготовлена из измельченной переработанной резины и, опять же, доступна в различных цветах и размерах.
Обладает отличными поглощающими свойствами и в основном используется на игровых площадках с оборудованием для скалолазания или в небольших игровых площадках.
Резиновая мульча — более чистая альтернатива игровому песку, но с дополнительным преимуществом: она менее привлекательна для местных кошек.
Поскольку этот тип покрытия очень прост и быстр в монтаже, он является одним из самых экономичных в нашем списке.
Установка зависит от уровня использования, но для небольших игровых площадок процесс установки обычно включает только удаление существующей поверхности, затем установку мембраны для сорняков, а затем резиновую мульчу, что делает этот процесс очень быстрым.
Недостатком рыхлой резины является то, что по ней может быть очень трудно ходить, что делает ее плохим выбором для больших площадей, а также требуется высокий уровень обслуживания, так как поверхность необходимо регулярно сгребать, чтобы обеспечить ровную поверхность. уровень охвата.
5. Наклеенная резиновая мульча
На связанной резиновой мульче смешивается рыхлая резиновая мульча со специальным полиуретановым связующим, который затем укладывается на твердую, уплотненную землю.
По своим впитывающим и противоскользящим свойствам он очень похож на покрытие для мокрой заливки, что делает его хорошим выбором для игровых площадок, содержащих игровое оборудование.
По сравнению с мокрой заливкой процесс укладки намного быстрее и проще, так как этот тип покрытия не требует установки подстилающего слоя перед завершением покрытия. Это резко снижает общие затраты.
Доступен в широком диапазоне цветов и форм, которые можно комбинировать для создания различных рисунков.
Окончательная толщина укладки зависит от области применения и высоты, с которой возможно падение.
При выборе мульчи из связанной резины очень важно выбирать каучук и связующие материалы хорошего качества, так как некачественные продукты могут привести к разрушению поверхности при интенсивном использовании.
6. Искусственная трава
В последние годы одним из самых популярных видов покрытия детских площадок является искусственная трава.
Использование искусственной травы в школе или детском саду дает множество преимуществ.
Одним из основных преимуществ этого покрытия по сравнению с другими типами покрытия в этом списке является то, что оно выглядит гораздо более естественно.
Дети любят играть на искусственной траве, так как она приятна на ощупь и выглядит как настоящая.
Однако, в отличие от настоящей травы, на ней можно играть круглый год, так как на ней нет грязи или беспорядка, о которых можно беспокоиться. Он также полностью пористый, что позволяет дождям свободно стекать через материал подложки.
Он также обеспечивает наилучшие характеристики с точки зрения поглощения ударов, так как подкладка из пеноматериала может быть установлена непосредственно под газоном, чтобы обеспечить сверхмягкое ощущение под ногами, а также защитить детей от спотыканий и падений с высоты.
Его неабразивная природа также предотвратит порезы и ссадины.
Доступны различные цвета, стили и высота ворса , которые подойдут для любой среды, большой или маленькой.
Для чего-то более необычного, многие школы и игровые площадки теперь включают газоны разных цветов, таких как синий, красный или желтый, что вызывает дополнительный интерес.
7. Мульча из коры
Мульча из коры представляет собой альтернативу резиновой мульчи.
Мульча из коры – это натуральный материал, который обеспечивает очень дешевое покрытие для детских площадок. Процесс установки такой же, как и для его родственника из резиновой мульчи; просто удалите существующую поверхность, если это необходимо, затем установите мембрану для сорняков и, наконец, расстелите сверху мульчу.
Мульча из натуральной коры отличается от резины тем, что она не обеспечивает такую мягкую поверхность, на которой можно играть.
Он идеально подходит для природных зон, таких как леса и деревья, для создания естественной среды для игр.
Техническое обслуживание, как правило, довольно дорогое, так как мульчу необходимо регулярно сгребать, чтобы предотвратить ее перемещение за пределы предполагаемой области.
Не рекомендуется использовать в местах, где есть риск падения с игрового оборудования.
8. Гравий на полимерной связке
Изображение предоставлено Resinbondedaggregates.com
В последнее время гравий на связке смолы или гравий на связке смолы стал более популярным выбором для широкого спектра применений, включая детские площадки.
Эта форма покрытия включает смешивание гравия со смолой в смесителе принудительного действия, а затем ручное затирание материала, как правило, на проницаемом асфальтовом покрытии.
Опять же, существует широкий выбор форм, размеров и цветов агрегатов, и вы можете комбинировать различные стили для создания широкого спектра узоров.
Основным недостатком является то, что это довольно абразивная поверхность, не обеспечивающая ничего в виде амортизации, что делает ее непригодной для использования в местах, где есть риск падения с высоты.
Тем не менее, это водопроницаемая поверхность, которая также подходит для автомобильного движения, идеальна для школ и детских садов, которым не хватает парковочных мест.
Заключение
Если вы планируете новую детскую площадку или реконструкцию существующей, будь то школа, детский сад или общественная площадка, вы обнаружите, что у вас есть выбор, когда дело доходит до к выбору готового покрытия.
При выборе наилучшей поверхности важно учитывать плюсы и минусы каждой из них, а также бюджет, поэтому часто разумно оценивать различные типы поверхностей.
По нашему опыту, лучший способ создать стимулирующую и образовательную среду для игр маленьких детей — использовать различные типы поверхностей, чтобы обеспечить разные текстуры и интерес.
Если вас интересует наш ассортимент искусственного газона, который идеально подходит для школ и игровых площадок, вы можете ознакомиться с нашей продукцией здесь.
Вы также можете запросить бесплатные образцы, чтобы лично убедиться, насколько реалистичен наш искусственный газон и насколько он великолепен.
Если у вас есть какие-либо вопросы об искусственной траве для детских площадок, оставьте их в разделе комментариев ниже или позвоните нам сегодня по телефону 01245 931200. Площадки для игр
Защитное покрытие: что положить под игровое оборудование
Важным этапом проектирования любой игровой среды является выбор безопасных покрытий. Доступны различные варианты покрытия для размещения под и вокруг вашего игрового оборудования. Ваш выбор материала для безопасного покрытия игровой площадки, скорее всего, будет зависеть от нескольких факторов:
- Ваш первоначальный и долгосрочный бюджет
- Ежегодное техническое обслуживание и ремонт
- Возраст пользователей игрового оборудования
- Доступность материала покрытия
- Варианты цвета доступны для типов
- Критическая высота падения и зоны использования
- Желаемый внешний вид окружающей среды
Варианты покрытия доступны для каждого проекта игровой площадки — независимо от внешнего вида, ощущения или темы вашей игровой среды. Однако не все материалы поверхности одинаковы. Некоторые материалы никогда не должны находиться на игровой площадке, включая песок, мелкий гравий, асфальт, цемент, траву или почву. Выбирайте только продукты с соответствующей амортизацией или поглощением ударов, чтобы защитить детей во время игры. Теперь, когда вы знаете, что нельзя подкладывать под оборудование, давайте посмотрим, какие материалы лучше всего подходят для детских площадок. Помните, вам не обязательно выбирать что-то одно! Сочетание материалов покрытия в одной игровой среде — отличный способ разделить игровые зоны, добавить визуальный интерес к вашей среде и обеспечить различные тактильные ощущения.
Типы покрытий для детских площадок:
Инженерное древесное волокно
Инженерное древесное волокно (EWF) — это материал для покрытия поверхностей, доступный по цене. Инженерное древесное волокно изготавливается из хвойных и лиственных пород контролируемого размера, оно нетоксично и не содержит красок, химикатов или каких-либо добавок. Он содержит минимальное количество коры и не содержит веток, остатков листьев и других органических материалов. Этот естественный выбор поверхности, иногда называемый корой для детской площадки, требует постоянного обслуживания и периодической доливки в течение всего срока службы. Постоянное техническое обслуживание помогает поддерживать глубину материала, сохраняя эту опцию в соответствии с применимыми стандартами. Нужна еще одна причина, по которой многих людей привлекает покрытие их игровых площадок инженерным древесным волокном? Его можно установить очень быстро, и, если внимательно следовать инструкциям по установке, его можно установить на добровольных началах. Кроме того, он обеспечивает более прохладную поверхность, чем другие продукты с сыпучим наполнителем.
Насыпная резина
Из всех вариантов насыпной резины поверхность из переработанной резины обладает лучшими поглощающими свойствами. Этот измельченный резиновый материал изготавливается из 100% переработанной резины шин, что делает этот вариант экологически безопасным. Переработанный сыпучий каучук, также известный как резиновая мульча, может быть более экономичным в долгосрочной перспективе по сравнению с его аналогами из сыпучего древесного наполнителя, поскольку он не разлагается, требует меньшего обслуживания, доливки и замены. Еще один важный бонус? Он уникален среди насыпных покрытий из-за доступных цветовых решений, обеспечивающих эстетически приятную поверхность для игровой площадки. Ищете более долговечное решение для резиновой мульчи? Проверьте вариант с каучуком ниже.
Связанная резина
Связанная резина представляет собой привлекательную бесшовную поверхность, на которой используется чистая, измельченная переработанная резина для создания экологически безопасного продукта. В отличие от рыхлой резиновой мульчи, эта резина склеивается с помощью полиуретанового связующего, что делает эту единую поверхность очень доступной. Этот вариант покрытия заливается на месте толщиной, которая определяется конструкцией вашей игровой конструкции, чтобы гарантировать, что поверхность соответствует критической высоте падения. Резиновая прокладка предлагается в различных цветах и может придать вашей игровой среде естественный вид. Более того, он предлагает средние и низкие эксплуатационные расходы и длительный срок службы. Установку резинового покрытия должен выполнять сертифицированный монтажник, имеющий профессиональную подготовку.
Резиновая плитка
Резиновая плитка представляет собой единую поверхность с отличной амортизацией, минимальными затратами на техническое обслуживание и высокой доступностью. Обычно они бывают различной толщины, чтобы соответствовать критической высоте падения, и доступны в нескольких цветах. Цвета можно смешивать и подбирать для создания забавных узоров и рисунков. Хотя резиновая плитка может иметь более высокую цену, вы обнаружите, что возможность ремонта отдельных поврежденных плиток, а не всей поверхности игровой площадки, является большим преимуществом.
Залитая на месте резина
Залитая на месте резиновая поверхность, также известная как PIP, является одной из лучших амортизирующих поверхностей с точки зрения доступности и долговечности. Он состоит из двух слоев: нижний слой представляет собой чистую переработанную резину, а верхний слой представляет собой связанные резиновые гранулы, образующие слой износа толщиной ½ дюйма. Верхний слой доступен в широком диапазоне цветов, которые можно смешивать, сочетать и превращать в графические элементы, формы и темы. Первоначальная цена залитой на место резины выше, но при минимальном уходе или отсутствии обслуживания, способности поддерживать эту поверхность в чистоте и долговечности продукта вы обнаружите, что его преимущества перевешивают стоимость. Этот вариант покрытия должен укладываться на асфальт, бетон или уплотненный камень квалифицированным специалистом.
Синтетический газон
Вы ищете внешний вид настоящей травы без нежелательного ухода? Не смотрите дальше синтетического газона. Turf — это искусственный травяной продукт, который обеспечивает амортизацию ударов в зависимости от высоты и идеально подходит для игровых площадок. Дерн обычно состоит из верхнего слоя, настоящего волокна дерна, похожего на травинки, и подушечного слоя. В сочетании эти два слоя могут обеспечить амортизацию при падении с высоты до 12 футов! Этот продукт для покрытия обычно поставляется в двух вариантах: газон с наполнителем и газон без наполнителя. Наполнитель, рыхлая гранула, помогает предотвратить сплющивание травинок и не должен использоваться в игровой среде, предназначенной для младенцев и детей ясельного возраста. Синтетический газон предлагает вариант покрытия с низкими эксплуатационными расходами, который устойчив к ультрафиолетовому излучению и обеспечивает более низкую температуру, чем другие однородные поверхности.
Если вам нужна дополнительная информация о том, какой тип поверхности лучше всего подходит для вашего бюджета и игрового оборудования, мы можем помочь! Мы являемся экспертами в области покрытия детских площадок. Свяжитесь с нами сегодня, используя форму ниже!
Какие существуют типы поверхностей для игровых площадок?
Когда речь заходит о вариантах покрытия детской площадки, важно, какой материал вы выберете. Некоторые поверхности обеспечивают превосходную защиту от падения с игровой площадки, в то время как другие материалы просто небезопасны. Вы хотите установить материал для поверхности игровой площадки, который может смягчить падение и вписаться в ваш бюджет.
Свяжитесь с нами сегодня
Падения на игровую площадку – основная причина, по которой детей отправляют в отделение неотложной помощи. Хотя поцарапанное колено может не вызывать беспокойства, некоторые травмы, связанные с падением, могут быть серьезными. Например, по данным Центров по контролю и профилактике заболеваний (CDC), более 20 000 детей ежегодно проходят лечение от черепно-мозговой травмы (ЧМТ), связанной с игровой площадкой.
Правильно установленная амортизирующая поверхность жизненно важна для создания безопасной игровой площадки. Шансы получить травму на амортизирующей поверхности меньше половины по сравнению с неамортизирующей поверхностью. Дети должны чувствовать себя в безопасности и быть счастливыми во время игры, и качество материала поверхности является важной частью этого.
Выбрать подходящее покрытие для детской площадки не так сложно, как может показаться. Однако вам нужно будет учитывать определенные факторы, такие как ваш бюджет, размер вашей игровой площадки и видение вашего сообщества. Когда дело доходит до этого, безопасность всегда должна быть приоритетом при выборе поверхности.
Компания Zeager Bros., Inc. на протяжении десятилетий помогает владельцам игровых площадок выбирать лучшее покрытие для игровой площадки. Если вам интересно, какой материал для покрытия детской площадки выбрать, позвольте нам помочь вам начать работу. Мы покажем вам различные типы игровых поверхностей для игровых площадок и разберем каждый из них, чтобы изучить плюсы и минусы. К тому времени, когда вы закончите читать этот пост, у вас будет лучшее представление об идеальной поверхности для вас и детей, которым не терпится поиграть на вашей игровой площадке.
Варианты покрытия детской площадки
Существует два основных типа материалов для покрытия детских площадок — цельные и насыпные. Все типы покрытий для игровых площадок должны быть испытаны и соответствовать стандарту ASTM F1292 по амортизации ударов. Мы покажем вам, что представляет собой каждая категория, включая преимущества и недостатки.
- Сыпучий наполнитель: Мелкий гравий, песок, рыхлая ребристая резина (LFR) и инженерное древесное волокно (EWF) — все это примеры насыпных материалов. Эти материалы являются натуральными (кроме LFR) и не содержат химических веществ или связующих, чтобы удерживать их вместе. Как правило, рекомендуется устанавливать и поддерживать 12-дюймовую толщину со всеми рыхлыми насыпными поверхностными материалами из-за естественного уплотнения и рассеяния.
- Единые: Единые поверхности представляют собой связанные элементы, сформированные в плитки или рулонные изделия, такие как дерн. К таким поверхностям относятся резиновая плитка, искусственный газон, залитая на месте резина (PIP) или ковровые покрытия. Единые поверхности могут быть изготовлены из переработанных шин, нейлона или других синтетических материалов.
Насыпное или унитарное покрытие для открытых игровых площадок
Насыпное и унитарное покрытие могут быть безопасным выбором, поэтому легко запутаться, выбирая между ними. Возможно, вы захотите поговорить с экспертом, чтобы точно знать, что получаете.
В противном случае, вот несколько плюсов и минусов, которые помогут вам принять решение. Помните, что у вас также есть возможность комбинировать на вашей игровой площадке как насыпные, так и цельные поверхности, если это соответствует вашим потребностям.
A) Узнайте больше о вариантах покрытия для игровых площадок с насыпным наполнителем
Профи с насыпным покрытием
Каковы преимущества насыпных покрытий? Насыпные поверхности для игровых площадок, как правило, доступны по цене, просты в установке, обеспечивают хороший дренаж и, как правило, обеспечивают исключительную защиту от падений.
Кроме того, сыпучие материалы, такие как EWF, прекрасно вписываются в окружающую среду и дополняют экологически чистые игровые площадки. Например, легко представить дорожки EWF и наземное пространство на игровой площадке, окруженной деревьями. В отличие от мульчи для ландшафтного дизайна, EWF изготавливается из первичной древесной щепы, поэтому она намного чище и разработана с учетом требований безопасности.
Насыпные минусы
Недостатком насыпных поверхностей является то, что они требуют большего ухода, поскольку их часто выбрасывают из часто используемых зон. В результате рыхлые поверхности необходимо регулярно сгребать, пополнять и уплотнять, чтобы обеспечить безопасность и доступность, что также может увеличить затраты на техническое обслуживание. Однако вы можете установить противоизносные маты, которые доступны в различных размерах, чтобы предотвратить смещение из-за незакрепленного заполнения.
Техническое обслуживание по-прежнему требуется даже при использовании износостойких ковриков, но коврики помогут сократить время, необходимое для заполнения поверхностных материалов на игровых площадках с высокой посещаемостью. Они также помогают областям оставаться безопасными и доступными между проверками технического обслуживания.
Некоторые производители сертифицировали коврики для работы с определенной высотой падения. Прежде чем устанавливать износостойкие коврики, запросите у поставщика результаты работы и убедитесь, что коврики не снижают безопасность игровой площадки. Рабочие по обслуживанию должны по-прежнему проводить регулярные проверки, чтобы убедиться, что коврик гладкий и ровный с землей, а также соответствует Закону об американцах с ограниченными возможностями (ADA).
Мы также рекомендуем устанавливать защитные коврики не только под качелями и на выходе из горки, но и под оборудованием, таким как переходные платформы и игровые панели, чтобы облегчить доступ детей с ограниченными возможностями ко всем игровым площадкам.
Типы насыпных материалов для покрытия детских площадок
Существует всего несколько основных типов насыпных покрытий для игровых площадок — например, EWF, мелкий гравий и песок. Тем не менее, несмотря на то, что они считаются безопасными материалами для покрытия игровых площадок, все же есть причины тщательно изучить каждый из них, чтобы вы могли выбрать материал для пола игровой площадки, который лучше всего подойдет для вашей игровой площадки. Давайте рассмотрим каждый тип, чтобы вы могли увидеть различия.
1. EWF
EWF на сегодняшний день является самым безопасным насыпным материалом для детской площадки. Наш EWF является полностью натуральным, склеивается вместе, образуя гладкую, доступную поверхность, и является более доступным, чем цельные поверхности. EWF также обеспечивает отличное поглощение ударов, прост в установке и остается на месте лучше, чем другие сыпучие материалы, что делает его популярным выбором. EWF требует регулярного обслуживания, особенно в местах с интенсивным использованием, например, под качелями, где крошечные ножки часто отбрасывают сыпучие материалы. Также важно убедиться, что вы поддерживаете EWF на правильной глубине — никогда не менее 9дюймов — и что это место обеспечивает хороший дренаж, чтобы максимально увеличить срок службы EWF.
Свяжитесь с нами сегодня
Персонал предприятия может установить, отремонтировать и обслуживать EWF, и профессиональная помощь не требуется. Износостойкие коврики могут помочь предотвратить смещение, и вы можете легко установить износостойкие коврики под качелями, горками, альпинистами или другими местами с интенсивным использованием.
2. Мелкий гравий
Мелкий гравий недорог, прост в установке и обычно не привлекает насекомых. Он также дренирует лучше, чем песок. Однако дети в инвалидных колясках или с помощью устройств для передвижения не могут передвигаться по гравию так же легко, как по другим материалам. Кроме того, хотя гравий может смягчить падение, он не очень безопасен для маленьких детей, потому что они могут съесть мелкий гравий или положить его себе в нос, уши или рот. Наконец, мелкий гравий требует постоянного обслуживания, чтобы поддерживать его на безопасном уровне и проверять наличие скрытых объектов.
3. Песок
Как и гравий, песок доступен по цене, прост в укладке и обеспечивает хорошую амортизацию. Однако он может скрывать острые предметы, отходы жизнедеятельности животных и другой мусор. У детей может возникнуть соблазн съесть или бросить песок, и они смогут взять его с собой домой на своей одежде и обуви. Песок требует постоянного ухода и разгребания для пополнения уровней и проверки на наличие скрытых предметов или вредителей. Как и мелкий гравий, он также не считается доступным.
EWF — лучший вариант рассыпного заполнения
Все дети должны иметь возможность пользоваться своей общественной или школьной игровой площадкой. По этой причине EWF является идеальным вариантом покрытия для игровых площадок, потому что оно экономично, безопасно, прекрасно выглядит и доступно при правильной установке и обслуживании.
B) Узнайте больше о вариантах покрытия для унитарных игровых площадок
Unitary Pros
Единые покрытия не требуют особого ухода, поэтому они желательны для тех, у кого большой бюджет, но меньше обслуживающего персонала. На унитарные поверхности также обычно предоставляется более длительная гарантия, за исключением случаев, когда они размещаются в местах с интенсивным использованием. Наконец, унитарные поверхности доступны во множестве цветов, поэтому вы можете создавать оригинальные темы на своей игровой площадке.
Унитарные минусы
Недостатки унитарных поверхностей включают более высокие первоначальные затраты на установку и материалы, необходимость профессионального монтажа, они могут сильно нагреваться летом и, как правило, не так эластичны, как сыпучие материалы. Всегда просите показать результаты испытаний или сертификаты, чтобы убедиться, что вы получаете поверхность, которая защитит вас и детей, использующих игровую площадку. Рекомендуется посмотреть на фактические результаты теста Gmax и HIC (критерии травмы головы) на конкретной высоте максимальной высоты падения вашего игрового оборудования, чтобы убедиться, что показания как минимум на 20% ниже проходного критерия 200 Gs/ 1000 HIC, потому что унитарные поверхности со временем становятся тверже. Запросите у своего унитарного поставщика гарантию на его работу.
Мы также рекомендуем проводить испытания унитарных поверхностей на амортизацию ударов время от времени или, по крайней мере, в течение трех лет. С едиными поверхностями вы не можете видеть, что происходит под верхним слоем, в отличие от поверхности с рыхлым заполнением. Поверхность может казаться неповрежденной, но, возможно, она начала затвердевать или разрушаться под первым слоем, и она не будет работать должным образом. Чтобы определить безопасность унитарной поверхности после установки, вам нужно будет вызвать специалиста для проведения теста. Ознакомьтесь с нашей брошюрой, чтобы узнать больше об услугах по тестированию игровых площадок, которые мы предоставляем в Zeager.
Некоторые эксперты также предполагают, что переломы длинных костей, такие как травмы запястья и лодыжки, с большей вероятностью произойдут на унитарном продукте, чем на сыпучем, потому что свободные поверхности будут двигаться при ударе, а не оставаться на месте, как цельные поверхности. Для подтверждения этого необходимо провести исследования
mal.
Типы унитарных вариантов покрытия детских площадок
Существует три основных типа унитарных вариантов покрытия детских площадок – PIP, резиновая плитка и искусственный газон. Каждый тип предлагает уникальные особенности и проблемы.
1. PIP
PIP выглядит фантастически, потому что доступен в различных цветах и дизайнах. Этот материал состоит из износостойкого слоя из частиц резины и верхнего финишного слоя из гранулированных частиц. PIP обеспечивает очень гладкую поверхность, что позволяет детям с мобильными устройствами легко получить доступ к оборудованию. Обычно он требует низких затрат на техническое обслуживание с течением времени и обеспечивает отличную амортизацию.
Однако, если у вас нет большого бюджета, PIP, безусловно, не лучший вариант
t Доступный выбор. Установка PIP является дорогостоящей и требует, чтобы профессионалы заливали резину на месте. Обученные или сертифицированные установщики должны ремонтировать PIP, когда это необходимо — не каждый может это сделать. Общие проблемы включают растрескивание или отслаивание после многих лет использования или воздействия элементов и затвердение с течением времени. Иногда неправильная установка может привести к поломке. Однако в целом PIP легко поддерживать.
Вы можете включить резиновые покрытия на свою детскую площадку за малую часть стоимости. Например, вы можете установить поверхность EWF на большей части детской площадки и поместить наши TuffMats® под часто используемое оборудование, чтобы получить лучшее из обоих миров.
2. Резиновые плитки
Резиновые плитки изготовлены из связанной резины и сформированы в виде квадратов размером 2 на 2 фута со сцепленными сторонами. Резиновая плитка также является отличным выбором с точки зрения доступности, но, как и поверхности PIP, она дороже, чем сыпучие материалы, и требует профессиональной установки. Кроме того, края резиновой плитки со временем могут скручиваться, о них можно споткнуться, а между трещинами может скапливаться грязь. Все унитарные поверхности необходимо подметать и регулярно чистить.
3. Искусственный газон
Искусственный газон чаще всего используется на спортивных площадках по всей стране, но его также можно использовать на детских площадках или в игровых зонах в помещении. Как правило, синтетический газон изготавливается из искусственных травинок и резиновых наполнителей, чтобы создать вид настоящей травы, но с гораздо лучшим поглощением ударов. Искусственный газон прост в уходе, и вам не нужно беспокоиться о том, что предметы потеряются в «траве». Синтетический газон также является доступным материалом для покрытия игровых площадок.
Как и другие монолитные покрытия, искусственный газон дороже, чем насыпные покрытия, и требует профессионального монтажа. Кроме того, на синтетическом газоне может накапливаться статическое электричество, и поверхность может нуждаться в антистатическом растворе. Мы предлагаем синтетическую траву RecBase®, чтобы вы могли создать вид и ощущение настоящей травы без проблем с уходом. Наша база RecBase также соответствует стандартам ADA и методам полевых испытаний ASTM F1292 и F3313 для амортизации ударов.
Факторы, которые следует учитывать при выборе поверхности для игровой площадки
Давайте будем честными — идеальной поверхности не бывает. Тем не менее, поверхность должна быть полным пакетом – безопасным, доступным, доступным, недорогим и, конечно же, вписываться в ваш бюджет. Давайте рассмотрим все наиболее важные факторы, которые необходимо учитывать перед совершением покупки.
1. Безопасность
Как владелец игровой площадки, главный фактор, который следует учитывать при выборе поверхности, — это уровень защиты от падения с игровой площадки, который вы хотите получить. Некоторые поверхности не являются безопасными для открытых игровых площадок. Откуда вы знаете наверняка, что продукт, который вы хотите, безопасен? Вам нужно только спросить продавца или производителя.
Запросите у поставщика результаты испытаний по стандарту ASTM F1292 и провели ли они полевые испытания поверхности (ASTM F3313). Выясните, не падают ли цифры почти до предела или есть ли места. Иногда суровая погода может повлиять на устойчивость поверхности, поэтому вы должны учитывать это, когда смотрите на результаты испытаний.
Если вы планируете установить EWF, получите результаты испытаний по стандарту ASTM F2075, который является стандартной спецификацией для EWF для использования в качестве поверхности игровой площадки. Если вы используете LFR, вы также можете запросить ASTM F3012, стандартную спецификацию для сыпучей резины, которая ищет опасные металлы, такие как ртуть, свинец и мышьяк, а также посторонние металлы, которые могут застрять внутри резиновых гранул, которые могут проткнуть резину и повредить кожу ребенка.
Когда придет время покупать и устанавливать поверхность по вашему выбору, помните эти советы по безопасности:
- Падение поверхности должно быть не менее 12 дюймов в глубину.
- Защитные поверхности должны простираться не менее чем на 6 футов во всех направлениях от игрового оборудования. (Далее в зонах качания. См. ASTM F1487 для требований к поверхности зоны использования.)
- Устраните препятствия, с которых можно споткнуться, такие как камни или пни.
- Выберите поверхность, за которой вы сможете правильно ухаживать. Попросите у производителя или поставщика соответствующие документы, которые помогут вам в этом.
2. Доступность
Ищете поверхности, соответствующие требованиям ADA? В соответствии с ADA, недавно построенные или измененные общественные или коммерческие игровые площадки должны соответствовать правилам доступности. Эти рекомендации гарантируют, что все дети получат равный доступ к игровому оборудованию и получат от него удовольствие. Поверхности земли должны соответствовать стандарту ASTM F1951, который является стандартом доступности для поверхностей под и вокруг игрового оборудования. Этот стандарт измеряет количество силы, которую человек должен приложить, чтобы передвигаться по поверхности с помощью инвалидной коляски или устройства для передвижения. Чтобы соответствовать требованиям ADA, поверхности также должны соответствовать стандарту ASTM F129.2, стандарт ослабления воздействия.
Получите актуальный результат теста ASTM F1951, демонстрирующий, что нужная вам поверхность доступна. Кроме того, узнайте, есть ли у продавца какие-либо предложения по обслуживанию или инструкции по установке, которые помогут вам сохранить доступную поверхность. Если вы будете следовать инструкциям производителя, правильно установите покрытие и будете следить за его обслуживанием, покрытие вашей игровой площадки будет соответствовать требованиям ADA. Доступность — это нечто большее, чем тестирование F1951. Вы можете узнать больше, посетив веб-сайт US Access Board.
3. Доступность
Мы не имеем в виду, доступна ли поверхность или нет. Любой поставщик может продавать поверхностный материал. Мы имеем в виду, получите ли вы поддержку, когда почувствуете, что застряли, и будет ли продавец доступен, когда у вас возникнут вопросы или проблемы с гарантией?
У большинства владельцев игровых площадок нет времени искать продавца, а затем получать отговорки, когда дело доходит до вопросов и ответов о приобретенном продукте. Они хотят, чтобы их поставщик или производитель были доступны, когда что-то всплывает. В Zeager Bros. мы никогда не оставим вас в затруднительном положении в поисках ответов. Мы готовы ответить на ваши вопросы или проблемы, когда вам это нужно.
4. Бюджет – поиск доступных покрытий для игровых площадок
Ваш бюджет, скорее всего, будет решающим фактором при выборе безопасного покрытия для игровой площадки. Стоимость покрытия детской площадки сильно различается в зависимости от материалов, и вам также необходимо учитывать затраты на техническое обслуживание. Вот краткое сравнение стоимости покрытия для игровых площадок, не включая затраты на установку, в соответствии со средней рыночной стоимостью с 2009 по 2012 год, чтобы указать вам правильное направление:
- PIP: 6,59 долл. США.до $19 за квадратный фут
- Резиновая плитка: от 8,96 до 21 доллара за квадратный фут
- EWF: 0,074–2,50 доллара США за квадратный фут
- Синтетический газон: от 7,50 до 12,65 долларов США за квадратный фут
Легко желать иметь единую поверхность, чтобы снизить затраты на техническое обслуживание. Однако, как видите, сыпучие материалы, такие как EWF, намного доступнее, чем монолитные поверхностные материалы.
Для некоторых муниципалитетов и школьных округов, в которых есть десятки игровых площадок, имеет больше смысла добавить покрытие и регулярно обслуживать детскую площадку, а не передавать большую сумму денег вперед и истощать бюджет. Однако, если у вас недостаточно сотрудников для обслуживания поверхности игровой площадки, вы можете рассмотреть возможность использования PIP или другой единой поверхности. Вам по-прежнему необходимо поддерживать единую поверхность, поддерживая ее в чистоте или исправляя некоторые шероховатости в зонах интенсивного использования, но в целом они определенно менее необходимы.
Также подумайте о размере игровой площадки и о том, как это повлияет на ваш бюджет. Например, небольшая игровая площадка может быть лучше с синтетическим покрытием или PIP, чтобы сэкономить время на частое техническое обслуживание. Однако было бы выгоднее установить EWF на большой игровой площадке. Кроме того, хотя вам придется часто поддерживать EWF, вам не нужно будет просить профессионала сделать это за вас.
5. Качество
Некоторые поверхности просто сделаны на века, а другие нет. Вам нужны продукты, которым вы можете доверять для своей детской площадки, потому что качественное покрытие может предотвратить превращение незначительного падения в серьезную травму. Имея это в виду, не лучше использовать самый дешевый материал. Убедитесь, что в вашем бюджете есть место для качества.
Как узнать, качественный ли продукт? Во-первых, обратитесь в надежную компанию. Вы хотите работать с компанией, которая знает свое дело и имеет опыт. Прочитайте последние отзывы и поговорите с другими клиентами. Кроме того, задавайте много вопросов, прежде чем покупать продукт, чтобы знать, чего ожидать. Обязательно спросите следующее:
- Какой материал используется: Узнайте у производителя или поставщика, какое сырье используется в продукте, так как это может иметь большое значение в том, как долго прослужит поверхность.
- Есть ли гарантия: Спросите, предоставляет ли производитель гарантию на продукт. Товары должны быть без дефектов при покупке. Для унитарных поверхностей запросите гарантию производительности, поскольку, как мы обсуждали ранее, со временем это станет сложнее. Всегда запрашивайте информацию о гарантии перед покупкой любого материала для покрытия игровых площадок.

- Где находятся другие клиенты: Запросите список других клиентов игровых площадок в этом районе, которые установили продукт за последние 5–10 лет, чтобы узнать, с какими проблемами при обслуживании или установке они могли столкнуться.
6. Требования к техническому обслуживанию
Наконец, вам необходимо подумать о том, сколько обслуживания вы считаете комфортным, потому что, если вы не ухаживаете за поверхностью должным образом, она не будет работать должным образом. Кроме того, подумайте о затратах на техническое обслуживание и о том, что вы можете себе позволить. Например, EWF требует регулярного обслуживания для обеспечения соответствия требованиям ADA. Мы даем следующие рекомендации для нашего WoodCarpet® EWF:
- Ежедневно: Осматривайте игровую площадку на наличие мусора, веток деревьев или другого мусора.
- Еженедельно: Разгладьте деревянный ковер по мере необходимости, чтобы обеспечить достаточную глубину по всей игровой площадке и твердую ровную поверхность.
- Ежемесячно: Проверьте работу дренажной системы. Выкопайте дренажную систему, чтобы измерить глубину и убедиться, что она достаточна для высоты падения конструкций оборудования.
PIP и плитка, с другой стороны, включают только подметание или использование воздуходувки для регулярной очистки. Однако при возникновении таких повреждений, как трещины или вандализм, вам необходимо обратиться к специалисту или производителю для ремонта. Это может увеличить расходы на техническое обслуживание. Не забывайте время от времени проверять его на удар (мы предлагаем 3 года), чтобы убедиться, что он поддерживает ослабление удара.
Имейте в виду, что вы можете добавить противоизносные коврики, чтобы упростить техническое обслуживание EWF в зонах интенсивного использования. Как всегда, не стесняйтесь обращаться к нам, если у вас есть вопросы или проблемы с техническим обслуживанием.
Являются ли определенные поверхности более подходящими для различных климатических условий?
Как упоминалось выше, вы должны запросить результаты испытаний на удар у вашего производителя. Эти результаты испытаний должны соответствовать методу лабораторных испытаний ASTM F1292 и/или методу полевых испытаний F3313. Эти методы испытаний имитируют удар головы ребенка о поверхность. Он количественно оценивает воздействие с использованием таких терминов, как “g-max”, называемых “пиковая g-max”, и баллы критериев травмы головы (HIC). Испытание проводится при трех температурах — окружающей среды, мороза и жары или при температуре окружающей среды снаружи. Это помогает покупателю определить, как покрытие будет вести себя при экстремальных температурах. Помните, что при установке поверхности необходимо учитывать другие факторы, такие как дренаж.
Дренаж имеет большое значение, когда речь идет о безопасности поверхности. Например, если поверхность не дренируется должным образом, замерзшая влага сделает материал поверхности жестким и снизит амортизацию удара. Если вы хотите, чтобы поверхность служила долго, вам необходимо убедиться, что дренажная система находится в хорошем состоянии. Владельцы игровых площадок также должны убедиться, что покрытие было проверено в полевых условиях и установлено правильно. Кроме того, им необходимо убедиться, что результаты тестирования соответствуют продукту, который они хотят приобрести.
Есть ли какие-либо тенденции в производстве или монтаже наплавки?
Мы заметили тенденцию, которая подчеркивает природу и включает природные элементы, такие как камни и деревья, в тему детской площадки. Дети любят строить крепости из веток или карабкаться по валунам. Естественные игровые площадки помогают детям использовать свое воображение. EWF — отличный выбор для популярных игровых площадок, потому что он полностью натуральный и соответствует необходимым стандартам безопасности.
Свяжитесь с Zeager Bros. сегодняСвяжитесь с нами сегодня
Мы в Zeager понимаем, что выбор правильного покрытия для игровой площадки — сложный процесс. Вам нужно
взвесить все за и против и учесть множество различных факторов, прежде чем принимать важное финансовое решение. Детская площадка — это крупная инвестиция, и она должна быть построена на долгие годы. Мы здесь, чтобы помочь вам сделать лучший выбор.
Как компания, насчитывающая три поколения, мы знаем, как решать сложные вопросы и проблемы. Мы также верим в правильность действий. От предоставления качественных, прочных материалов для поверхностей до обслуживания клиентов, на которое вы можете положиться, мы поддерживаем нашу продукцию и наших клиентов на каждом этапе пути. С нами вам не нужно беспокоиться, если вы покупаете безопасное покрытие. Наше покрытие для игровых площадок сертифицировано на соответствие стандартам безопасности ADA и ASTM. Чтобы узнать больше о наших вариантах покрытия для отдыха, свяжитесь с нами сегодня.
Виды поверхностных работ в Хартфордшире
- Наши услуги
- Библиотеки и архивы
- Автомагистрали, дороги и тротуары
- Школы и образование
- Социальные услуги для взрослых
- Социальная помощь детям
- Переработка, отходы и окружающая среда
- Рождения, смерти, браки и гражданство
- Бизнес
- Здоровье в герцах
- Пожар, спасение и подготовка
- Автомагистрали, дороги и тротуары…
- Сообщить об уличном свете или выбоине
- Дорожные работы и перекрытие дорог
- Изменения в вашей дороге
- Осведомленность о скорости и обучение водителей
- Общественный транспорт
- Информация о бизнесе и разработчике
- Дорожные работы и перекрытие дорог…
- Крупные дорожные работы
- Предстоящие дорожные работы
- Зимняя погода
- Виды покрытия дорожных работ
- Виды покрытия дорожных…
- Параметры печати и обмена
- распечатайте эту страницу
Мы используем различные варианты покрытия для содержания дорог и тротуаров. Если мы проводим дорожные работы в вашем районе, вы можете получить листовку о том, что мы будем делать.
Как мы решаем, что нужно
Микропокрытие проезжей части
Отделка поверхности проезжей части
Ремонт проезжей части
Микропокрытие для пешеходных дорожек
Как мы решаем, что нужно
Мы ежегодно проверяем состояние всех дорог общего пользования в округе. Учитываются результаты этого опроса, а также другие факторы, в том числе:
- текущие дорожные условия
- вероятное ухудшение состояния в будущем
- использование
- трафик Адрес
- .
Хотя мы не можем отремонтировать все дороги сразу, мы отдаем приоритет тем проектам, которые в рамках доступного бюджета дадут наилучшие долгосрочные выгоды.
Микропокрытие проезжей части
Микропокрытие — это быстрый и экономичный способ сохранения и защиты изношенных дорожных покрытий. В этой обработке используются холодные материалы, поэтому она оказывает меньшее воздействие на окружающую среду, чем некоторые другие варианты покрытия.
Обычно мы укладываем 2 слоя материала (смесь заполнителя и битума) поверх существующей поверхности, чтобы герметизировать, защитить ее и улучшить сопротивление скольжению.
Работы по микроповерхности чувствительны к погодным условиям – влажность, дождь или холод могут задержать выполнение работ. Иногда нам может потребоваться перенести программу в кратчайшие сроки.
Отделка поверхности проезжей части
Поверхностное покрытие— это быстрое, устойчивое и экономичное средство по уходу, которое продлевает срок службы дорожного покрытия.
Укладываем тонкий слой поверх существующего дорожного покрытия, чтобы уплотнить и защитить его, восстановить сопротивление скольжению и предотвратить попадание воды.
Мы выполняем заплаточный ремонт, чтобы исправить дефекты, которые нельзя исправить с помощью поверхностной обработки. Обычно это делается за 6 месяцев до основных перевязочных работ
Покрываем дорогу горячим битумом, затем прикатываем щебень. Через несколько дней после поверхностной отделки подметаем дорогу, удаляя отсыпавшуюся крошку.
В течение этого периода мы просим клиентов двигаться со скоростью 20 миль в час, чтобы не повредить их автомобили. После того, как мы заменим всю дорожную разметку, временные дорожные знаки уберут.
Ремонт проезжей части
Ресурфейсинг — это быстрая поддерживающая обработка, которая заменяет старое дорожное покрытие новым на том же уровне и удаляет выбоины.
Мы снимаем старую поверхность, очищаем отшлифованную поверхность и наносим связующее покрытие, чтобы новая поверхность лучше прилипала к ней. Укладываем новый материал в 1 или 2 слоя. Мы также отрегулируем или заменим крышки люков на дороге, если это необходимо.
Микропокрытие для пешеходных дорожек
Микропокрытие для пешеходных дорожек — это быстрый и экономичный способ сохранения и защиты изношенных пешеходных дорожек.
Мы наносим смесь камней и битума на водной основе поверх существующей пешеходной дорожки, чтобы изолировать и защитить ее. Это происходит в несколько этапов, которые могут длиться несколько недель.
Работы по микроповерхностным покрытиям чувствительны к погодным условиям – дождь или холодная погода в этот день могут задержать работы.
Проверьте запланированные дорожные работы в вашем районе.
Подпишитесь на нашу рассылку по электронной почте, чтобы получать обновления прямо в свой почтовый ящик.
Подписывайтесь на Highways в Твиттере, чтобы получать обновления в режиме реального времени.
Файлы cookie
Как и многие другие веб-сайты, мы размещаем на вашем компьютере небольшие информационные файлы, называемые «куки».
Почему мы используем файлы cookie?
Чтобы запомнить ваши настройки, например, ваш язык и местоположение. Это означает, что вам не нужно постоянно вводить эти данные при посещении новой страницы.
Чтобы узнать, как вы используете сайт, чтобы помочь нам обновить и улучшить его.
Как изменить настройки файлов cookie?
Вы можете изменить настройки своего веб-браузера, чтобы он не принимал файлы cookie. Для получения дополнительной информации посетите веб-сайт AboutCookies.org.
Однако это может помешать вам использовать некоторые онлайн-функции и услуги на этом веб-сайте.
Файлы cookie, которые мы используем
Файлы cookie выполняют множество различных функций, и мы используем 2 типа файлов cookie:
Необходимые функциональные файлы cookie – эти файлы cookie необходимы для работы веб-сайта.
Файлы cookie производительности и функций – эти файлы cookie помогают улучшить работу и удобство этого веб-сайта, например, предоставляя вам персонализированные услуги.
Посмотрите список файлов cookie, которые мы используем на нашем веб-сайте:
| Имя | Тип | Как мы это используем | Как долго мы используем информацию для |
|---|---|---|---|
ASP.
| Требуемая функциональность | Автоматический файл cookie, устанавливаемый нашим программным обеспечением. | Только на время вашего нахождения на нашем сайте. |
ИД сервера
| Требуемая функциональность | Автоматический файл cookie, устанавливаемый нашим программным обеспечением. | Только на время вашего нахождения на нашем сайте. |
_ga | Требуемая функциональность | Для отслеживания эффективности нашего веб-сайта с помощью Google Analytics. | 2 года |
сохраненных страниц | Производительность и функция | Чтобы сохранить страницы, которые вы посещаете, нажмите на сердце в верхней части страницы. | 1 месяц |
геоПочтовый индекс | Производительность и функция | Здесь хранится ваш почтовый индекс (или частичный почтовый индекс), когда мы запрашиваем ваше местоположение. | Только за то время, пока вы находитесь на нашем сайте или 30 дней (на ваш выбор). |
геокоординаты | Производительность и функция | Сохраняет ваше местоположение в виде пары координат широта/долгота. | Только за то время, пока вы находитесь на нашем сайте или 30 дней (на ваш выбор). |
reckonerName-история | Производительность и функция | Хранит историю всех ответов, переданных в счетчик готовности. | Устанавливается в контроле для каждого счетчика готовности. Если вы не взаимодействовали со счетчиком готовности в течение установленного количества дней, файлы cookie удаляются. |
reckonerName-content | Производительность и функция | Хранит историю того, какие карточки содержимого были нажаты при использовании счетчика готовности. | Устанавливается в контроле для каждого счетчика готовности. Если вы не взаимодействовали со счетчиком готовности в течение установленного количества дней, файлы cookie удаляются. |
SQ_SYSTEM_SESSION | Требуемая функциональность | Используется для отслеживания сеансов пользователей в формах, размещенных на eservices.hertfordshire. | Только на время вашего нахождения на нашем сайте. |
Сторонние файлы cookie
На нашем веб-сайте есть ссылки и контент с других сайтов и служб. Эти сайты и службы устанавливают свои собственные файлы cookie.
Ниже приведен список файлов cookie, которые используют другие сайты и службы:
| Название службы | Цель | Дополнительная информация |
|---|---|---|
Google Analytics (_utma/b/c/z) | Они используются для составления отчетов о том, как люди используют этот сайт. Файлы cookie с теми же именами также используются с той же целью другими веб-сайтами, такими как Building Futures, Countryside Management Service и LIS Хартфордшира. | Посетите веб-сайт Google Analytics, чтобы получить дополнительную информацию об используемых ими файлах cookie. Вы можете запретить сбор и использование данных службой Google Analytics, установив надстройку Google Opt-Out для браузера. |
Перевод Google – гугтранс | Этот файл cookie используется для запоминания того, на какой язык переводить каждую страницу, если вы выбрали это. | Срок действия истекает в конце сеанса браузера. |
Бинг | Мы используем файл cookie Bing, чтобы отслеживать успех наших маркетинговых кампаний и повышать их эффективность. | Посетите Bing, чтобы узнать больше об их файлах cookie. |
Гугл | Мы используем файл cookie Google, чтобы отслеживать успех наших маркетинговых кампаний и повышать их эффективность. | Посетите Google, чтобы узнать больше об их файлах cookie. |
Фейсбук | У нас есть несколько записей на Facebook, на которые мы можем ссылаться. Facebook может установить некоторые собственные файлы cookie, если вы перейдете по этим ссылкам. | Посетите Facebook, чтобы узнать больше об их файлах cookie. |
Твиттер | У нас есть ряд сообщений и каналов в Твиттере, за которыми вы можете следить или читать на этом веб-сайте. Твиттер может устанавливать некоторые собственные файлы cookie. | Посетите Твиттер, чтобы узнать больше об их файлах cookie. |
Ютуб | У нас есть канал на YouTube, на который мы можем ссылаться. | Посетите YouTube, чтобы узнать больше об их файлах cookie. |
Нетто-кредит | Этот файл cookie ASP.NET_Sessionid необходим для работы веб-сайта безопасных онлайн-платежей Netloan и устанавливается, когда вы заходите на сайт. Этот файл cookie удаляется при закрытии браузера. |
|
Горячая банка | Этот файл cookie сеанса установлен, чтобы сообщить Hotjar, включен ли этот посетитель в образец, который используется для создания последовательностей. | Посетите HotJar, чтобы узнать больше об их файлах cookie. |
Улучшение сайта | Эти файлы cookie помогают нам сообщать о том, как люди используют сайт, чтобы мы могли его улучшить. |