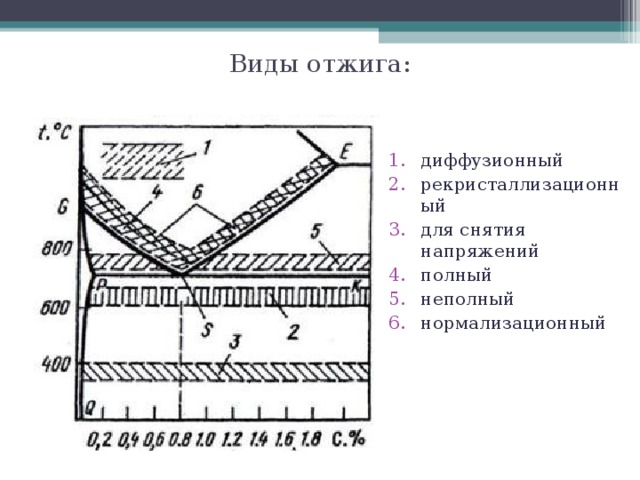
Виды отжига: Отжиг стали – температура нагрева, свойства стали после термической обработки
alexxlab | 22.12.1985 | 0 | Разное
Отжиг стали – температура нагрева, свойства стали после термической обработки
Отжиг стали – процесс термообработки стали, при котором происходит температурный нагрев для получения определенных свойств изделия – снижение твердости, получение однородной структуры для проведения механической обработки, снятие внутреннего напряжения стали.
Отжиг – одна из основных операций термообработки, предназначенная для получения определенных свойств стали. Она может служить промежуточным этапом или выполнять функции окончательного технологического процесса. Цели, достигаемые с помощью различных видов отжига: снизить твердость, получить однородную структуру, удобную для последующих операций мехобработки, снять внутренние напряжения. В зависимости от температуры нагрева, времени и условий выдержки различают два основных типа отжига –I иII рода, которые, в свою очередь, подразделяются на подвиды.
Отжиг сталей первого рода – назначение, виды, температуры нагрева
В зависимости от температур нагрева и начального состояния сплава при различных видах отжига I рода протекают процессы гомогенизации, рекристаллизации, устранения остаточных напряжений, уменьшения твердости. Все эти процессы проходят в случаях нагрева сплавов и выше, и ниже температур, при которых осуществляются фазовые трансформации. Основные цели, достигаемые с помощью этого вида термической обработки, – ликвидация химической и физической неоднородности, возникающей после сварки, резки, обработки давлением, закалки.
Все эти процессы проходят в случаях нагрева сплавов и выше, и ниже температур, при которых осуществляются фазовые трансформации. Основные цели, достигаемые с помощью этого вида термической обработки, – ликвидация химической и физической неоднородности, возникающей после сварки, резки, обработки давлением, закалки.
Этот вид термообработки применяется для слитков из легированных марок. Он позволяет снизить дендритную или внутрикристаллитную неоднородность, повышающую склонность металла при обработке давлением к негативным явлениям, среди которых:
- хрупкий излом;
- неравномерность свойств в различных направлениях;
- слоистый излом;
- трещинообразование;
- снижение пластичности и вязкости.
Режим диффузионного процесса:
- нагрев до высоких температур (до +1200°C), при которых характеристики структуры сплава выравниваются по всем направлениям;
- выдержка – 15-20 часов;
- быстрое охлаждение заготовки до 800-820°C, а затем более медленное на воздухе.
В результате гомогенизационного термического процесса получают крупное зерно, которое измельчают дальнейшей обработкой давлением или термической обработкой.
Этот вид термообработки используется для стальных заготовок или полуфабрикатов после холодного деформирования или между такими операциями. Он заключается в нагреве до температур, превышающих температуры рекристаллизационных процессов, выдержке и охлаждении. Температура операции определяется содержанием углерода в сплаве:
- 0,08-0,2% C–+680…700°C. Такие стали подвергают штамповке, прокатке, волочению.
- Высокоуглеродистая легированная сталь – +680…740°C. Обычно это калиброванные прутки из хромсодержащих безникелевых и хромоникелевых марок. Выдержка – 0,5-1,5 ч.
Этот вид термообработки применяют для отливок, сварных изделий, заготовок после резки, в которых появляются остаточные напряжения в результате неоднородного охлаждения и пластических деформаций.
Операция для снятия напряжений осуществляется в следующих температурных интервалах:
- Ходовые винты, зубчатые колеса, червяки: +570-600°C, выдержка 2-3 часа после основной механообработки, +160…+180°C, выдержка 2-2,5 часа после финишных мероприятий, проводимых для снятия напряжений после шлифовки.
- Обработка для снятия сварных напряжений: +650-700°C.
Остаточные напряжения снижаются и при рекристаллизационном отжиге, при котором осуществляются фазовые трансформации.
Отжиг II рода – процессы с фазовой перекристаллизацией
Отжиг II рода осуществляется только при температурах, лежащих выше порога начала фазовых трансформаций. Разновидности – полный, изотермический, неполный.
ПолныйПолный отжиг заключается в нагреве выше критической температуры А3 (окончания перекристаллизации), выдержке до полного завершения фазовых трансформаций и медленном охлаждении.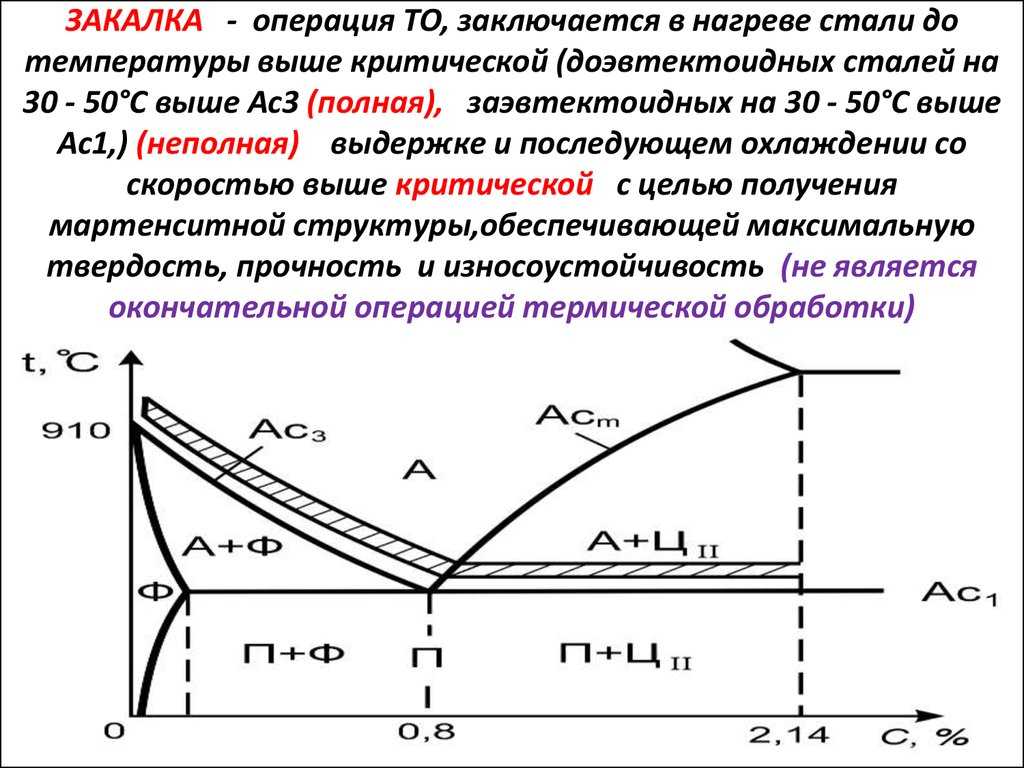 При нагреве до температур, превышающих на 30-50°Cточку А3, сталь после полного отжига приобретает однофазную аустенитную структуру с измельченным зерном, обеспечивающую повышенную вязкость и пластичность. При более высоких температурах аустенитное зерно увеличивается в размере, что снижает характеристики полуфабриката.
При нагреве до температур, превышающих на 30-50°Cточку А3, сталь после полного отжига приобретает однофазную аустенитную структуру с измельченным зерном, обеспечивающую повышенную вязкость и пластичность. При более высоких температурах аустенитное зерно увеличивается в размере, что снижает характеристики полуфабриката.
Температура нагрева и время выдержки в высокотемпературных условиях определяются типом заготовок, способом их укладки в печь, высотой садки. Для защиты стали от окисления и обезуглероживания отжиг проводится в защитных атмосферах.
Скорость охлаждения определяется химсоставом стали. Чем большую устойчивость переохлажденного перлита проявляет металл, тем медленнее его необходимо охлаждать. Поэтому углеродистые стали охлаждают со скоростью 100-150 градусов в час, а легированные стали значительно медленнее – со скоростью 40-60 градусов в час. После распада аустенита в ферритной области охлаждение может быть более интенсивным. Его можно реализовать даже на воздухе. Если цель этого вида т/о – снятие напряжений в деталях сложной конфигурации, то медленное охлаждение в печи осуществляют до достижения нормальных температур.
Если цель этого вида т/о – снятие напряжений в деталях сложной конфигурации, то медленное охлаждение в печи осуществляют до достижения нормальных температур.
Полный отжиг обычно применяется для сортового проката, фасонных отливок, поковок из среднеуглеродистых сталей.
Изотермический отжигПри этом виде термообработки нагрев осуществляется, как и для полного отжига. Отличие процесса – быстрое охлаждение до температур, расположенных ниже критической точки А1, обычно – это +660…680°C. При температуре, до которой сталь была быстро охлаждена, осуществляется изотермическая выдержка – до 6 часов, во время которой происходит полный распад аустенитной структуры. На следующем этапе полуфабрикаты охлаждаются на воздухе.
Плюс изотермического процесса по сравнению с полным – сокращение периода операции. Особенно это актуально для легированных марок. Еще одно преимущество – получение максимально однородной структуры по всему сечению заготовки. Заготовки, которые планируется обрабатывать резанием, отжигают при температурах 930-950°C, обеспечивающих небольшое укрупнение зерна и улучшение обработки режущим инструментом.
Чаще всего изотермическому отжигу подвергают: поковки и сортовой прокат небольших размеров, изготовленный из легированных марок. Для больших садок (от 20 т) изотермический отжиг не применяют, поскольку на отдельных участках садки превращения осуществляются при разных температурных условиях.
Для пружинной среднеуглеродистой стали с содержанием углерода 0,6-0,9% C применяют специализированную изотермическую обработку, называемую патентированием. Этот процесс служит для подготовки проволоки к многостадийному обжатию во время холодного волочения.
Первый этап – нагрев заготовок до температур, при которых осуществляется полная аустенизация структуры (примерно +900°C),второй – погружение в соли с температурами в интервале+450…+600°C.
Образовавшиеся после такой обработки структуры сорбита или тонкопластинчатого троостита обеспечивает:
- возможность значительных обжатий при протяжке;
- отсутствие обрывов при холодных деформациях;
- высокую прочность после финишного волочения.
При неполном отжиге металлоизделия нагревают немного выше критической температуры А
Этапы неполного отжига в заэвтектоидных сталях:
- Нагрев до температур выше точки А1на 10-30°C (обычно +750…770°C). Обеспечивает практически полную рекристаллизацию структуры. Во время этого процесса пластинчатый феррит приобретает сфероидальную форму. Поэтому такую операцию часто называют сфероидизацией.
- Охлаждение до 600°C со скоростью до 60°C/час. Чем больше легирующих добавок в стали, тем медленнее должно быть охлаждение.
- Остывание на воздухе от +600°C до нормальной температуры.
Нормализация (нормализационный отжиг) считается промежуточным процессом между закалкой и отжигом, поскольку позволяет получать меньшую хрупкость металла, чем при закалке, и большую твердость, чем при других разновидностях отжига.
Нормализацию часто выполняют с прокатного нагрева. Температуры нагрева:
- доэвтектоидные стали – до температур, превышающих А3 на 40-50°C;
- заэвтектоидные стали – на 40-50°C выше точки Аm.
Далее осуществляют непродолжительную выдержку, во время которой завершаются фазовые превращения, охлаждение – на воздухе.
Нормализация сопровождается полной перекристаллизацией, измельчением структуры, образовавшейся после литья, ковки, прокатки, штамповки. Для низкоуглеродистых сталей нормализация востребована вместо отжига с целью получения повышенной твердости, улучшения производительности при обработке резанием, качества поверхности. Для некоторых легированных марок нормализация с охлаждением на воздухе заменяет процесс закалки. Нагрев для нормализации сортового горячекатаного проката часто осуществляется токами высокой частоты.
Отжиг на зернистый перлит
Для получения структуры зернистого перлита осуществляется маятниковый отжиг, после которого эвтектоидные и заэвтектоидные стали обеспечивают хорошую обрабатываемость резанием, повышается cкорость процесса резания и улучшается качество поверхности. Этот вид т/о подходит для тонких листов перед холодной штамповкой и прутков перед холодным волочением. Результат – улучшение пластических свойств.
Этот вид т/о подходит для тонких листов перед холодной штамповкой и прутков перед холодным волочением. Результат – улучшение пластических свойств.
Режим маятникового отжига состоит из нескольких циклов нагрева выше критической точки А3 с медленным охлаждением до +670…+700°C. Три таких цикла позволяют получить структуру со 100% зернистого перлита. Финальное охлаждение – на воздухе.
Отжиг сталей. Задачи, виды, параметры процесса
Номенклатура товарных позиций металлической продукции очень широкая. И для выпуска изделий, входящих в каждую из них, необходимо, чтобы материал обладал специфическими свойствами. Меткомбинаты предлагают сырье, соответствующее гостовским требованиям. Но оно обычно подвергается дополнительной обработке на предприятиях, специализирующихся на производстве стальных деталей, в том числе метизов. Отжиг является одной из основных технологических операций такого рода. При ее выполнении металл обретает технические характеристики, требуемые для успешного прохождения последующей обработки и обеспечивающие надежность эксплуатации изготовленных из него изделий.
Необходимость в термообработке металла
Цель проведения данной операции – улучшение технологических характеристик сырья. Ее ключевой фактор – это температура отжига сплава. Требуемое значение данного параметра нужно выдерживать на протяжении определенного временного интервала. В результате достигается:
-
снижение показателя твердости. Благодаря этому предоставляется возможность использования более широкого перечня режущего инструментария, что способствует сокращению времени производственного цикла и заметному уменьшению трудозатрат;
-
улучшение строения металла, то есть его микроструктуры. При воздействии на этот материал высокой температуры в течении определенного отрезка времени в нем происходят значительные преобразования на молекулярном уровне. Сформированная в ходе отжига структура сплава становится наиболее оптимальной для дальнейших операций физического и механического характера;
-
снятие (нивелирование) внутренних напряжений.

Иногда нужные технологические кондиции обеспечиваются проведением неполного отжига. При желании придать металлу какие-то особые качественные показатели практикуется применение режимов, отличающихся сложностью и большой длительностью.
Например, продолжительность полного отжига крупногабаритных и массивных изделий может превышать сутки. Большая часть данного временного интервала отводится разогреву до требуемой температуры и медленному остыванию. Все это регламентировано ГОСТом, в котором прописаны требования к соответствующей термообработке.
Кроме того, существуют периодические издания и специальная литература, детально описывающие процедуру отжига. Обратившись к этим источникам информации, можно узнать, что ряд подобных операций предусматривает точное соблюдение температурных показателей, когда критичными являются даже несколько градусов, а также временного режима.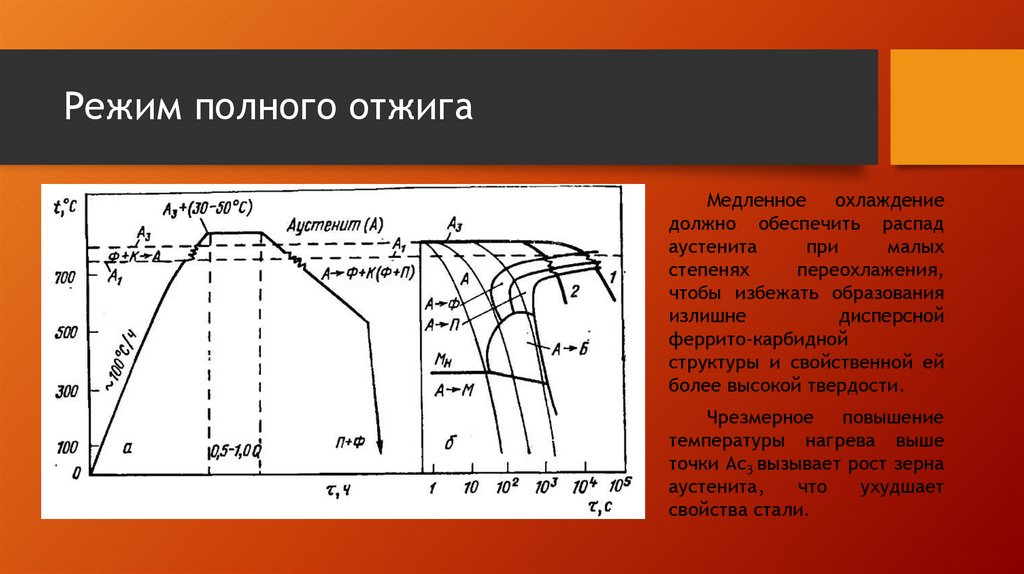
Выполнить процедуру качественно можно в муфельной печи. При отсутствии такого оборудования проведение отдельных видов термообработки будет связано с трудностями. Для ориентировки придется принимать во внимание исключительно цветовую гамму раскаленного металла.
Выполнить отжиг стали в бытовых условиях можно на основе упрощенной схемы. Осуществить точный контроль температурных показателей объекта, разогретого с помощью газовой горелки, не удастся. Таким образом, регулировка режимов разогрева с последующим остыванием осуществляется только приблизительно. Когда сталь обрабатывается в бытовых условиях, проведение структурного анализа невозможно. Определение температуры процесса неполного отжига осуществляется исключительно визуально. Цели проведения этой операции в домашних условиях такие:
Проведение последующей механической обработки становится возможным ввиду преобразования после отжига микроструктуры металла.
Разновидности отжига
Металлурги подразделяют этот технологический процесс на 2 вида. Рассмотрим их коротко.
Отжиг I-го рода
В этом случае фазовая рекристаллизация не происходит, однако сплав обретает нужные свойства. Отжиг первого рода предназначен для снижения прочности металла с одновременным повышением его пластичности и ударной вязкости. Структура материала преобразуется в более однородную и равновесную. Благодаря частичной рекристаллизации, снижающей уровень внутреннего напряжения, изделия становятся заметно долговечнее, а также надежнее.
Отжиг II-го рода
Отжигу стали второго рода характерны кардинальные преобразования структуры. Здесь происходит фазовая рекристаллизация. Обеспечивается данное явление:
Необходимо отметить один момент. Критические температуры представляют собой значимые факторы риска. Например, пережог вызывает необратимые структурные трансформации. Тогда металл относят к категории неисправимого брака, и его отправляют на переплавку.
Тогда металл относят к категории неисправимого брака, и его отправляют на переплавку.
Термическая обработка сталей, их отжиг, а также нормализация – сложный процесс. Он позволяет, используя исходное сырье, получить продукцию, удовлетворяющую требованиям предприятий, выпускающих конечные металлические изделия.
Отжиг полный, неполный
Основным критерием, используемым для подразделения отжига на виды, является температура разогрева обрабатываемого изделия. Так, если значение данного показателя превышает критические точки Ac1 и Ac3, термообработка данного типа бывает неполной и полной.
Полный отжиг
Проводится процедура полного отжига в основном после литья или любой разновидности горячей механической обработки стали углеродистой либо стали, содержащей легирующие добавки. При ее выполнении преследуются следующие цели:
-
устранение имеющихся внутренних напряжений;
-
снижение твердости металла.
 Благодаря этому улучшится его обработка посредством режущего инструмента;
Благодаря этому улучшится его обработка посредством режущего инструмента;
-
создание мелкозернистой структуры.
Обеспечивается это разогревом сплава до температуры (обозначение Т), превышающей критическую точку Ac3 (768°С ≤Т≤911°С) не больше, чем на 30°С-50°С, выдержкой до всеобъемлющего завершения фазовых преобразований, после чего осуществляется его медленное охлаждение. Требование соблюдения вышеуказанного диапазона превышения температуры в точке Ac3 вполне обосновано. Если данная характеристика процесса термообработки покинет его пределы в большую сторону, структура аустенита изменится с мелкозернистой на крупнозернистую. Таким образом, поставленная цель не будет достигнута, и металл не обретет требуемые качественные показатели.
Еще один важный параметр полного отжига – скорость охлаждения. Она зависит от химического состава сплава. Металл, проявляющий меньшую степень устойчивости переохлажденного перлита, подлежит более быстрому охлаждению. Поэтому стали
Поэтому стали
-
содержащие легирующие добавки, охлаждают со скоростью 40°С/час…60°С/час;
-
углеродистые нужно охлаждать в 2,5 раза быстрее – 100°С/час…150°С/час.
После прохождения в ферритной области распада аустенита, можно организовать более интенсивное охлаждение. Его реализация допустима даже на открытом пространстве в атмосферном воздухе.
Иной подход актуален, когда требуется нивелировать внутренние напряжения в изделиях, характеризующихся сложной конфигурацией. В данном случае охлаждать нужно в печи, пока их температура не сравняется с этим показателем окружающей среды.
Неполный отжиг
Данный метод термообработки предусматривает разогрев стали до отметки, ненамного превышающей критическую температуру в точке Ac1 (примерно727°С). Неполный отжиг способствует улучшению обработки резанием заготовок, произведенных из заэвтектоидных (содержащих углерод в количестве более 0,8 процентов) сталей углеродистых и сталей с легирующими добавками.
Последовательность этапов этого техпроцесса выглядит так:
-
разогрев стали до температуры (обозначение Т), входящей в диапазон +750°С≤Т≤770°С. Это где-то на 20°С…40°С больше значения данного параметра в критической точке Ac1. Происходит, практически, всеобъемлющая рекристаллизация структуры. При этом пластинчатый перлит обретает сфероидальную конфигурацию. Ввиду этого, данная операция получила еще одно название – сфероидизация;
-
охлаждение. Проводится со скоростью не выше 60°C в час до достижения температуры Т=600°C. С увеличением количества легирующих добавок охлаждение должно протекать медленнее;
-
Остывание на открытом пространстве в условиях воздействия атмосферного воздуха.
Отжиг изотермический
При термообработке этого вида разогрев сплава проводится до той же отметки, что и при полном отжиге.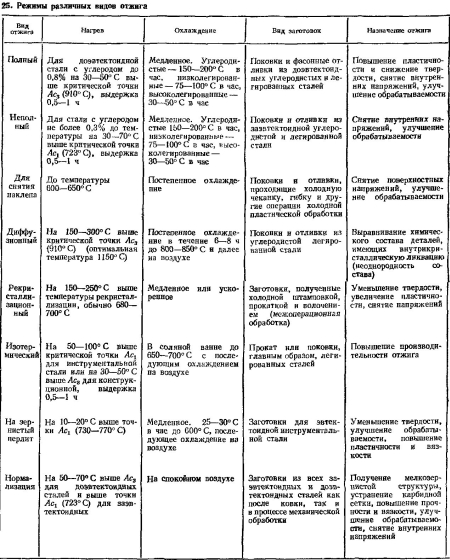 После этого металл подвергается ускоренному охлаждению, пока его температура не опустится ниже точки Ac1 и не войдет в диапазон +660°С≤Т≤680°С. Достигнутое значение данного параметра поддерживается на протяжении порядка 6 часов – до полного распада аустенитной структуры. Далее заготовки охлаждаются благодаря контакту с воздухом окружающей среды.
После этого металл подвергается ускоренному охлаждению, пока его температура не опустится ниже точки Ac1 и не войдет в диапазон +660°С≤Т≤680°С. Достигнутое значение данного параметра поддерживается на протяжении порядка 6 часов – до полного распада аустенитной структуры. Далее заготовки охлаждаются благодаря контакту с воздухом окружающей среды.
Плюсом изотермического отжига по сравнении с полным является меньшая длительность выполнения процедуры. Это особенно ощутимо при обработке легированных сплавов. Существует у данного метода и другое преимущество: по всему объему изделия формируется максимально однородная структура. Отжиг заготовок, обрабатываться которые будут резанием, проводится при температуре в пределах +930°С≤Т≤950°С. Такое технологическое решение обеспечивает:
Процедура изотермического отжига чаще всего применяется в отношении сортового металлопроката, произведенного из сталей с легирующими добавками, а также поковок. Для крупных садок (более 20 тонн) этот метод не применяется.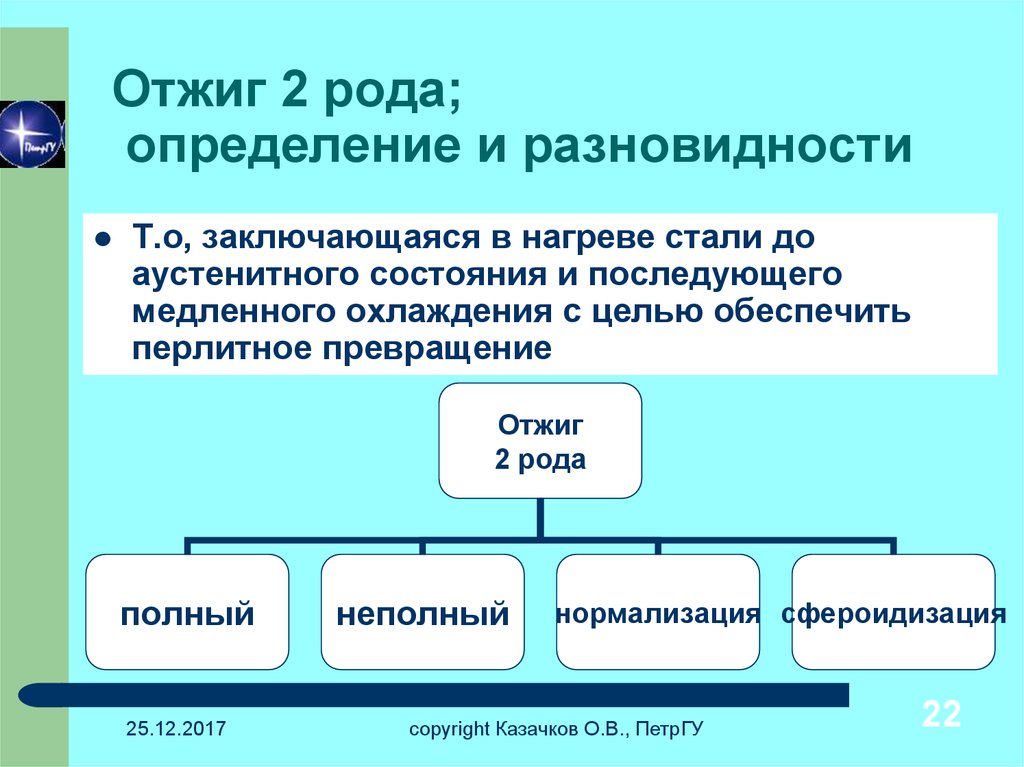 Причина – превращения на отдельных фрагментах садки протекают при отличающихся температурных показателях.
Причина – превращения на отдельных фрагментах садки протекают при отличающихся температурных показателях.
Существует также специализированная изотермическая обработка, которая называется патентирование. Она актуальна для среднеуглеродистого пружинного сплава с содержанием элемента углерод в пределах 0,6%…0,9%. Патентированием осуществляется подготовка проволоки к процедуре многостадийного обжатия при холодном волочении. Выполняется это термообработка за два этапа:
В результате образовываются структуры тонкопластинчатого троостита либо сорбита. Такое строение обеспечивает:
-
высокие прочностные показатели после заключительного волочения;
-
прохождение холодных деформаций без возникновения разрывов;
-
возможность существенных обжатий в ходе протяжки.
Отжиг диффузионный
Это отжиг имеет еще одно общепринятое название – гомогенизационный.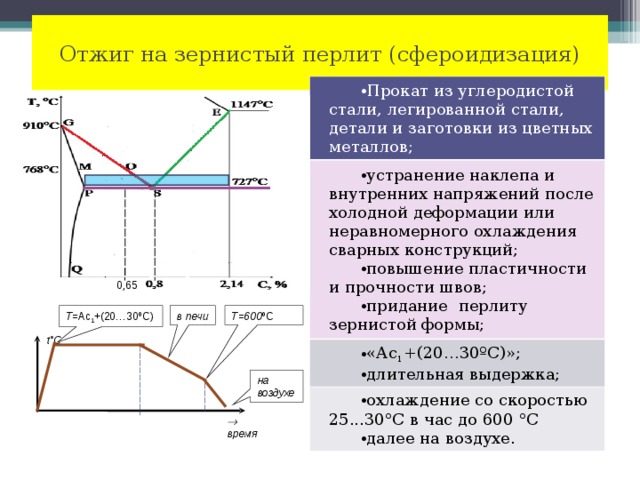 С его использованием термически обрабатываются слитки стали с легирующими добавками. Отжиг диффузионный обеспечивает снижение уровня внутрикристаллитной неоднородности либо дендритной ликвации, из-за которых у металла образуются следующие негативные свойства:
С его использованием термически обрабатываются слитки стали с легирующими добавками. Отжиг диффузионный обеспечивает снижение уровня внутрикристаллитной неоднородности либо дендритной ликвации, из-за которых у металла образуются следующие негативные свойства:
-
склонность к излому, как к слоистому, так и хрупкому;
-
неравномерность характеристик по разным направлениям;
-
понижение пластичности;
-
снижение уровня вязкости;
-
трещинообразование.
Отжиг диффузионный выполняется так: изначально металл подвергается нагреву до высокой температуры (+1200°С). При этом его структурные параметры выравниваются по любому направлению. Затем сплав выдерживается в течение пятнадцати-двадцати часов. Охлаждение проводится в 2 этапа – сначала ускоренное до +800°С≤Т≤820°С, а потом – медленное на атмосферном воздухе.
Охлаждение проводится в 2 этапа – сначала ускоренное до +800°С≤Т≤820°С, а потом – медленное на атмосферном воздухе.
Результатом гомогенизации является формирование отдельных крупных зерен. В дальнейшем они измельчаются термообработкой либо обработкой давлением.
Отжиг низкотемпературный
У термообработки данного вида имеются и другие названия – «отпуск высокий», а также «отжиг низкий». Этот метод отличается достаточно большой сложностью. Он предусматривает медленный разогрев сплава, так, чтобы его температура не превысила критическую точку; выдержку с поддержанием достигнутой температуры, пока металл полностью не прогреется; его медленное охлаждение в печи.
Предназначение
Тепловая обработка в виде низкотемпературного отжига предназначена для улучшения степени обрабатываемости легированных хромистых (содержат примеси элемента Сr) и хромоникелевых (помимо элемента Сr в состав входит элемент Nі) путем:
Еще одна цель проведения низкого отжига – получение зернистого перлита.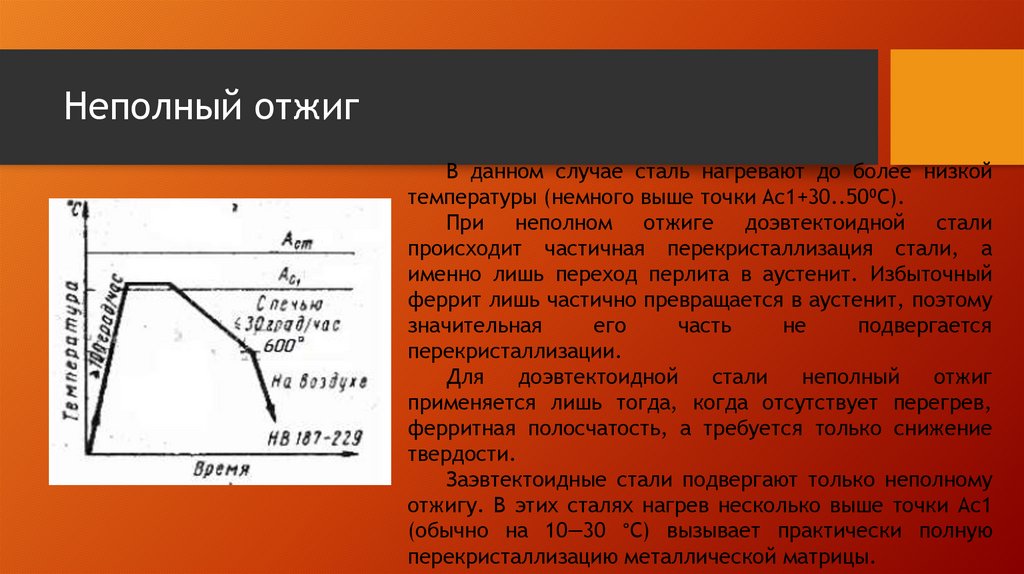 Наличие в структуре этой доэвтектоидной смеси цементита с ферритом обеспечивает сталь улучшенными показателями удлинения и повышает порог прочности.
Наличие в структуре этой доэвтектоидной смеси цементита с ферритом обеспечивает сталь улучшенными показателями удлинения и повышает порог прочности.
Характеристики процесса
Необходимость соблюдения технологической точности – это основная особенность низкого отжига. Если условия термообработки будут нарушены, не исключен факт появления повторных внутренних напряжений.
Начальный этап данного техпроцесса – медленный разогрев изделий до температуры, принимающей значения из диапазона +600°С≤Т≤680°С, то есть ниже точки Ac1. Для определения точных температурных показателей нужно использовать специальные формулы, учитывающие температуры, при которых происходит плавление и рекристаллизация металла.
Структурные изменения являются также характеристикой производной от:
Необходимо отметить, что с увеличением температуры разогрева на выдержку отводится меньший временной интервал. Его предельные значения такие: минимум 2, а максимум 8 часов.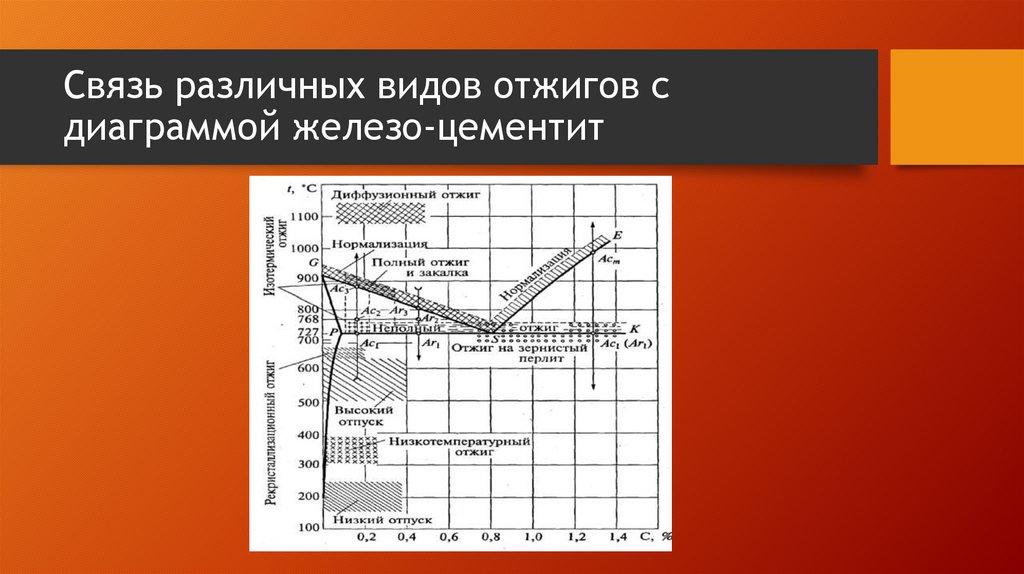 И еще один момент: обработка металла методом низкотемпературного отжига характеризуется отсутствием фазовой перекристаллизации. Происходит формирование сорбитной структуры, сопровождающееся повышением уровня ударной вязкости, но снижением твердости.
И еще один момент: обработка металла методом низкотемпературного отжига характеризуется отсутствием фазовой перекристаллизации. Происходит формирование сорбитной структуры, сопровождающееся повышением уровня ударной вязкости, но снижением твердости.
Отжиг рекристаллизационный
В ходе обработки стальных заготовок давлением осуществляется деформационное упрочнение сплава, которое принято называть наклепом либо нагартовкой. Для повышения уровня пластичности и одновременного снижения жесткости применяется метод, получивший название рекристаллизационный отжиг.
Этот способ термообработки предусматривает разогрев металла до отметки, превышающей температуру кристаллизации не меньше, чем на сто-двести градусов (у стали углеродистой это где-то в районе 700 ºC) и выдержку на протяжении определенного отрезка времени. Финишным этапом данной процедуры является охлаждение сплава.
Когда проводится холодная штамповка, рекристаллизационный отжиг может выступать, как:
Заключение
При выполнении процесса термообработки осуществляются сложные преобразования, носящие структурный характер.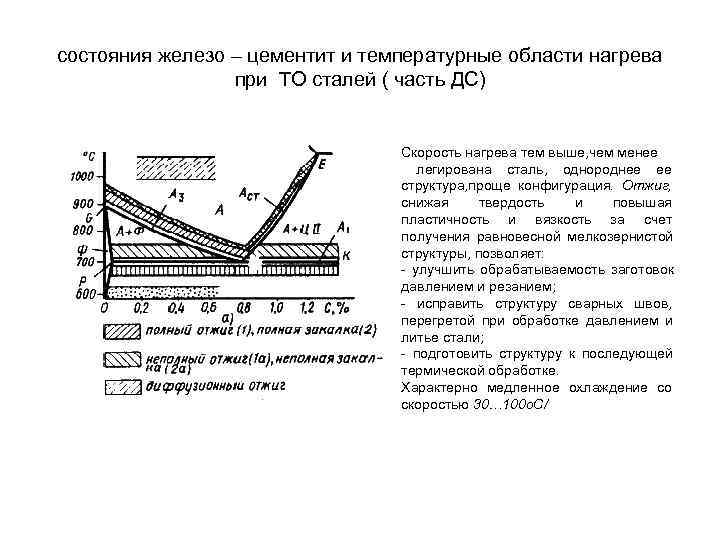 Их достоверный анализ проводится с помощью специальных приборов и устройств. Содержащиеся в Государственных стандартах рекомендации и требования разрабатывались на основе научных данных, и они обязательны к выполнению в условиях промышленного производства. Структура, формируемая при отжиге, собственно, как и иные характеристики строго регламентированы. В бытовых условиях они, практически, нереализуемы. Однако произвести изменение строения сплава, придать ему мягкость и податливость домашний мастер может. С точки зрения применимости в быту качество металла будет приемлемым. При этом исполнителю даже не придется задумываться, со сплавом какого типа он работает – аустенитного, заэвтектоидного или другого вида.
Их достоверный анализ проводится с помощью специальных приборов и устройств. Содержащиеся в Государственных стандартах рекомендации и требования разрабатывались на основе научных данных, и они обязательны к выполнению в условиях промышленного производства. Структура, формируемая при отжиге, собственно, как и иные характеристики строго регламентированы. В бытовых условиях они, практически, нереализуемы. Однако произвести изменение строения сплава, придать ему мягкость и податливость домашний мастер может. С точки зрения применимости в быту качество металла будет приемлемым. При этом исполнителю даже не придется задумываться, со сплавом какого типа он работает – аустенитного, заэвтектоидного или другого вида.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
6. ВИДЫ ОТЖИГА. Понятие о термической обработке (закалка, отжиг, нормализация)
Понятие о термической обработке (закалка, отжиг, нормализация)
реферат
термический обработка металл закалка
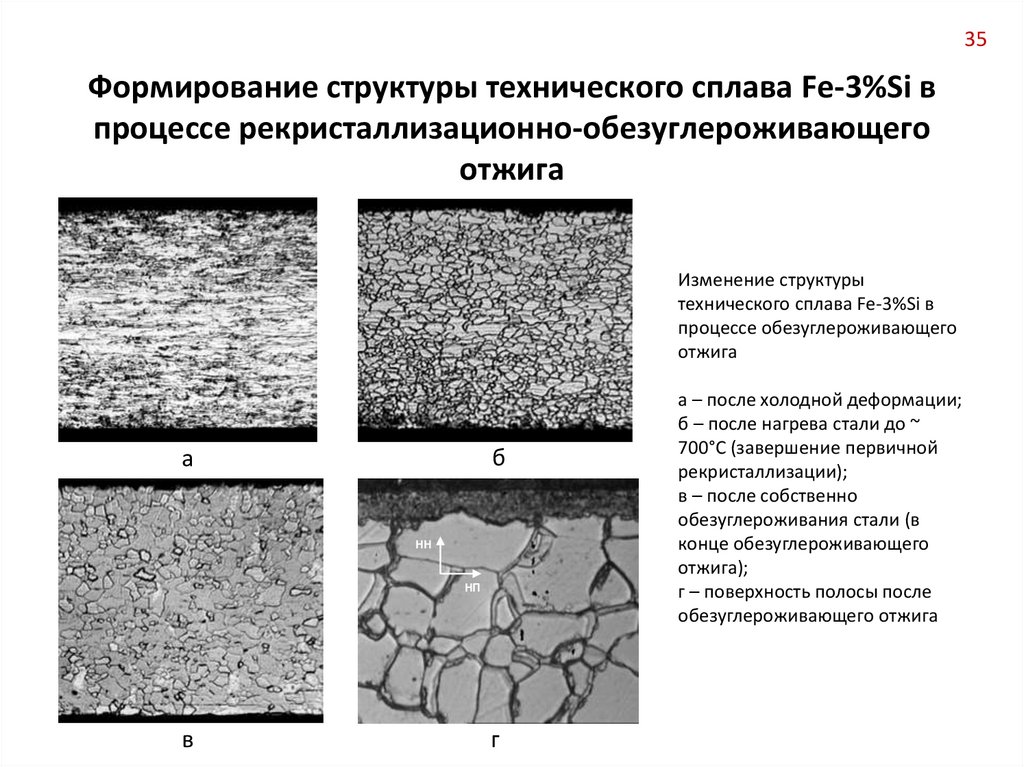
Полному отжигу подвергают обычно доэвтектоидные стали, нагревая их до температур выше линии GS, выдерживая при них в течение 1/4 продолжительности нагрева и медленно охлаждая вместе с печью до 600 — 400° С. Углеродистые стали охлаждают со скоростью 100–150° в час, легированные — со скоростью 30–50° в час. Полный отжиг сопровождается фазовой перекристаллизацией, в результате чего крупнозернистая сталь получает мелкозернистую структуру, освобождается от внутренних напряжений, становится мягкой и вязкой. Для отжига изделия упаковывают в ящики, трубы или реторты, которые затем наполняют песком, чугунной стружкой или углем, чтобы предохранить поверхность изделий от обезуглероживания и окисления. Наилучшие результаты дает применение защитной атмосферы. Отжиг в защитной атмосфере называют светлым, так как при этом способе обезуглероживания и окисления почти не бывает и поверхность изделий остается относительно светлой.
Углеродистые стали охлаждают со скоростью 100–150° в час, легированные — со скоростью 30–50° в час. Полный отжиг сопровождается фазовой перекристаллизацией, в результате чего крупнозернистая сталь получает мелкозернистую структуру, освобождается от внутренних напряжений, становится мягкой и вязкой. Для отжига изделия упаковывают в ящики, трубы или реторты, которые затем наполняют песком, чугунной стружкой или углем, чтобы предохранить поверхность изделий от обезуглероживания и окисления. Наилучшие результаты дает применение защитной атмосферы. Отжиг в защитной атмосфере называют светлым, так как при этом способе обезуглероживания и окисления почти не бывает и поверхность изделий остается относительно светлой.
Неполный отжиг является разновидностью отжига перекристаллизации. При неполном отжиге сталь нагревают до температуры, на 30–40° превышающей нижнюю критическую точку АС1 (см. рис. 1), т. е. до 750–760° С.
Замедленное охлаждение или длительная выдержка стали при температурах 680–750° С способствует образованию крупнопластинчатого перлита, облегчающего обрабатываемость стали резанием.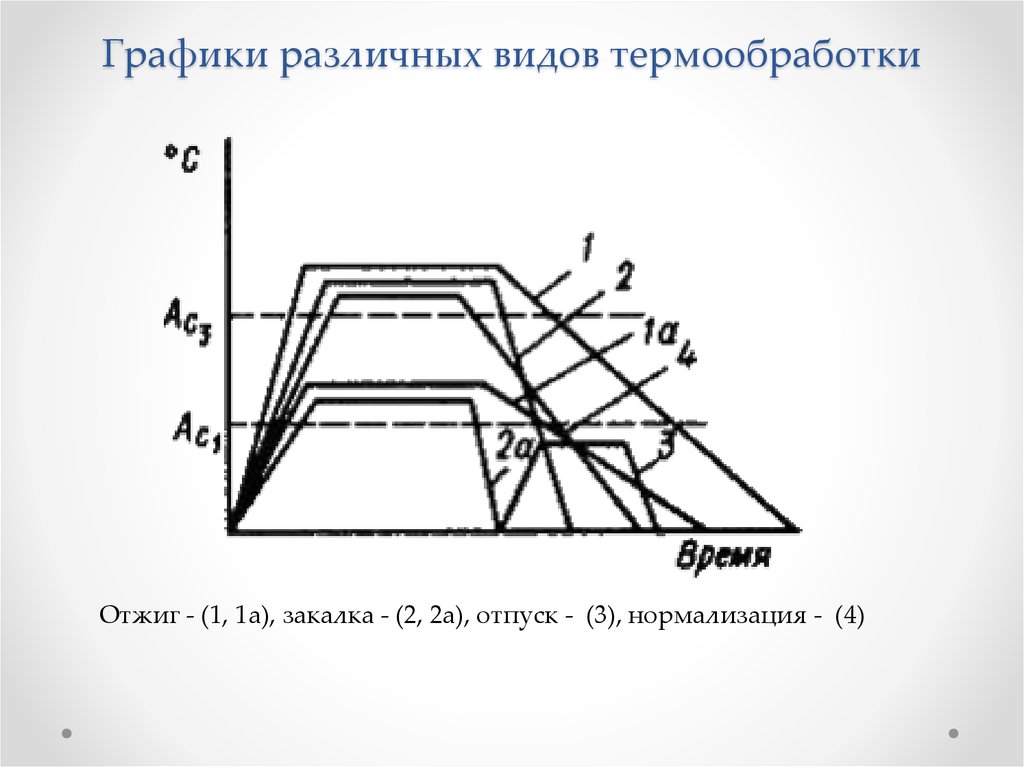 Для мягких доэвтектоидных сталей, содержащих до 0,4–0,5% углерода, этот вид отжига применяют редко, так как они и без отжига достаточно хорошо обрабатываются резанием. Для инструментальных сталей, особенно заэвтектоидных, неполный отжиг является единственным видом отжига. Он способствует снятию внутренних напряжений и улучшению обрабатываемости резанием.
Для мягких доэвтектоидных сталей, содержащих до 0,4–0,5% углерода, этот вид отжига применяют редко, так как они и без отжига достаточно хорошо обрабатываются резанием. Для инструментальных сталей, особенно заэвтектоидных, неполный отжиг является единственным видом отжига. Он способствует снятию внутренних напряжений и улучшению обрабатываемости резанием.
Отжигу на зернистый перлит подвергают эвтектоидные и заэвтектоидные стали. Для отжига сталь нагревают на 20–30° выше критической точки ACi(см. рис. 54) и после выдержки при рабочей температуре в течение 3–5 часов медленно охлаждают (со скоростью 30–50° в час) до 650–600° С. В результате длительной выдержки пластинчатый перлит превращается в зернистый; это явление называется сфероидизацией (округлением). Высокоуглеродистые инструментальные стали, содержащие более 0,65% углерода, со структурой зернистого перлита хорошо обрабатываются резанием и лучше поддаются закалке; они обладают меньшей склонностью к образованию трещин и короблению.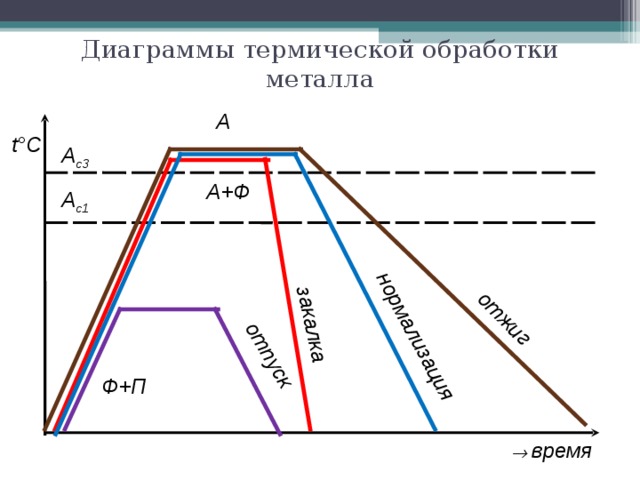 В некоторых случаях, чтобы ускорить процесс сфероидизации перлита, нагрев и охлаждение повторяют несколько раз. Такой отжиг называется м а я т н и к о в ы м, или цикличным. При цикличном отжиге инструментальную сталь нагревают до 730–750° С и медленно охлаждают до 650° С; процесс повторяют несколько раз. Все заэвтектоидные (инструментальные) стали отжигают на зернистый перлит.
В некоторых случаях, чтобы ускорить процесс сфероидизации перлита, нагрев и охлаждение повторяют несколько раз. Такой отжиг называется м а я т н и к о в ы м, или цикличным. При цикличном отжиге инструментальную сталь нагревают до 730–750° С и медленно охлаждают до 650° С; процесс повторяют несколько раз. Все заэвтектоидные (инструментальные) стали отжигают на зернистый перлит.
Изотермический отжиг заключается в нагреве стали выше критической точки АС3 и выдержке при этой температуре в течение времени, необходимого для полного и равномерного прогрева. Затем сталь относительно быстро охлаждают до температуры ниже Ar1(650–700° С). При этой постоянной (изотермической) температуре сталь выдерживают определенное время, необходимое для полного распада аустенита с образованием перлита (в доэвтек-тоидной стали — феррита и перлита), и затем охлаждают на воздухе. Изотермический отжиг имеет почти вдвое более короткий цикл, чем обычный отжиг.
Рис. 2. Интервал закалочных температур углеродистой стали
Преимущества изотермического отжига –однородность структуры и ускорение процесса, особенно при отжиге легированной стали. Для сталей, содержащих большое количество хрома, никеля и других элементов, только изотермический отжиг позволяет добиться превращения весьма устойчивого аустенита в перлит и феррит и обеспечить хорошую обрабатываемость стали режущим инструментом. Диффузионный отжиг применяют для слитков и крупных отливок, чтобы выравнять (путем диффузии) химический состав стали, имеющий внутрикристаллическую ликвацию.
Для сталей, содержащих большое количество хрома, никеля и других элементов, только изотермический отжиг позволяет добиться превращения весьма устойчивого аустенита в перлит и феррит и обеспечить хорошую обрабатываемость стали режущим инструментом. Диффузионный отжиг применяют для слитков и крупных отливок, чтобы выравнять (путем диффузии) химический состав стали, имеющий внутрикристаллическую ликвацию.
Сталь нагревают до 1050–1150° С, выдерживают при этой температуре 10–15 часов и затем медленно охлаждают до 600 — 550° С. Диффузионный отжиг приводит к росту зерна стали; этот дефект устраняют повторным отжигом на мелкое зерно (полный отжиг). Сталь, прошедшая гомогенизацию, обладает более высокими меха* ническими свойствами; особенно повышается ударная вязкость.
Рекристаллизационным отжигом называется отжиг стали, прошедшей холодную прокатку, волочение или холодную штамповку, с выдержкой при температуре 680–700° С и последующим охлаждением. Этой температуры достаточно для того, чтобы возвратить стали свойства, которые она имела до холодной обработки давлением.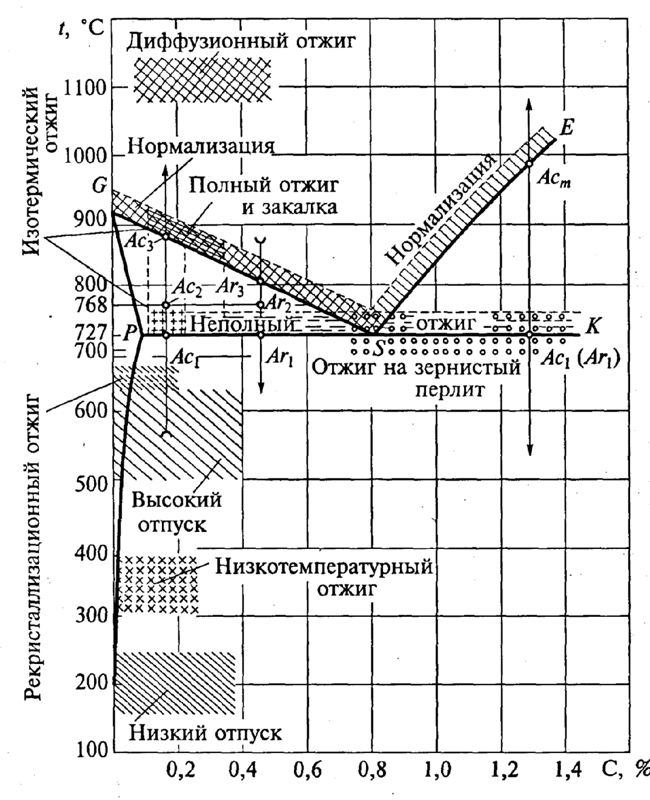 В результате такого отжига понижается твердость и прочность, но повышаются показатели пластичности — относительное удлинение, ударная вязкость.
В результате такого отжига понижается твердость и прочность, но повышаются показатели пластичности — относительное удлинение, ударная вязкость.
Делись добром 😉
Выбор технологии и оборудования термической обработки для сверл малого диаметра из быстрорежущей стали Р6М5
7.1 Контроль качества после отжига
Результат предварительной термической обработки оценивается по твердости и микроструктуре. Микроструктуру при отжиге контролируют на зернистый перлит. Параметры, контролируемые у быстрорежущих сталей после отжига: химический состав…
Модернизация системы регулирования температуры колпаковых печей, путем замены физически и морально устаревшего оборудования на новое
1.1.2 Технологический процесс отжига холоднокатаного металла в колпаковой печи
Процесс рекристаллизационного отжига в колпаковой печи можно рассматривать как совокупность процессов нагрева, выдержки и охлаждения металла. В процессе нагрева металл нагревается до определенной температуры. ..
..
Модернизация системы регулирования температуры колпаковых печей, путем замены физически и морально устаревшего оборудования на новое
1.2.2 Описание последовательности отжига и охлаждения металла
После установки муфеля автоматически производится его фиксация при помощи гидроприжимов (приходит управляющий сигнал с ATS – 300). После прижатия муфеля производится заполнение подмуфельного пространства дисаммиаком (25% N2…
Модернизация системы регулирования температуры колпаковых печей, путем замены физически и морально устаревшего оборудования на новое
1.2.3 Описание циклограммы процесса отжига
Технологический процесс светлого отжига холоднокатаного металла в колпаковой печи состоит из следующих основных этапов: нагрева, выдержки и охлаждения. На этапе нагрева металл нагревается до определенной температуры Тв…
Проектирование насосной установки промежуточной нефтеперекачивающей станции
1.1 Виды НПС
На магистральных нефтепроводах используется в основном три вида нефтеперекачивающих станций (НПС): головные нефтеперекачивающие станции нефтепроводов (ГНПС).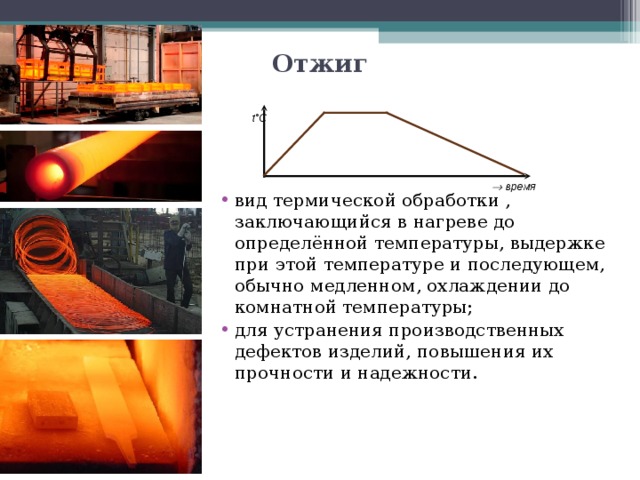 ..
..
Разработка технологического процесса производства латунной ленты марки Л63 толщиной 0,08 мм для охлаждающей пластины радиатора
3.10 Линия непрерывного отжига ленты “Отто Юнкер”
Характеристика оборудования Основные технические параметры линии: – толщина обрабатываемой ленты ….…………………….. от 0,05 до 0,8 мм; – ширина обрабатываемой ленты ………………………………..
Рынок бутилированной воды высокого качества в России. ООО “Компания Чистая вода”
1.5.4.1 Виды обеззараживания
Дезинфекция воды (обеззараживание воды) – комплекс мер, предпринимаемых с целью очистки воды от микроорганизмов (вирусы, бактерии, цисты и т.д.). Как показывают многочисленные исследования…
Сбор, обработка и концентрация информации по настройке и регулированию основных узлов продольно-строгального станка модели 7116
3.1 Виды ремонта
Малый ремонт рассчитан на минимальный объем плановых ремонтных работ. В процессе его производят замену или восстановление небольшого количества изношенных деталей и регулировку механизмов. ..
..
Сварка мангала
2.4 Виды швов
Стенки мангала сваривал наружными угловыми швами, которые не вызывают затруднений при сварке. Пистолет удерживал под углом 750; манипуляции выполнял полумесяцем. Рис. 6 Ножки мангала сваривал угловыми швами…
Термическое отделение для непрерывного отжига металла
2.4.1 Технологическая характеристика агрегата непрерывного отжига
Агрегат непрерывного отжига (АНО) предназначен для проведения светлого рекристаллизационного отжига холоднокатаной полосы из конструкционной стали в атмосфере азотного защитного газа (95% азота и 5% водорода)…
Термическое отделение для непрерывного отжига металла
2.5 Состав и описание оборудования агрегата непрерывного отжига
…
Термическое отделение для непрерывного отжига металла
2.6 Технологические процессы в линии агрегата непрерывного отжига
…
Установка фотонного отжига
2. Механизмы импульсного фотонного отжига
Имеющиеся на сегодняшний день модели импульсного фотонного отжига условно можно разделить на две группы: термические и атермические модели. ..
..
Установка фотонного отжига
3. Особенности отжига GaAs
В отличие от Si и Ge процесс ЛО соединениях AIIIBV и в частности в GaAs затруднен. Это связано с одной стороны, потерями мышьяка поверхностью GaAs и, как следствие, границей большого числа вакансии в материале, а с другой стороны…
Штамповая сталь Х12Ф1
2.2 Проектирование технологических операций ковки и отжига
2.2.1 Ковка Применяется для улучшения структуры инструментальных сталей, а также для предания требуемой формы заготовкам инструмента. Чтобы обеспечить высокое качество инструмента, следует нагреть заготовки по представленному ниже режиму…
Описание процесса отжига стали и металла, его виды, их особенности и технология
На дворе XXI век — это век развитых технологий, инфраструктуры и промышленности. Это касается и области металлургии, которая имеет важнейшее значение для строительства. С рождением новых возможностей и идей повышаются и требования к качеству материалов. Человечество, которое совсем недавно освоило технологию обработки и применения металла и различных сплавов, больше не устраивают естественные механические свойства.
Человечество, которое совсем недавно освоило технологию обработки и применения металла и различных сплавов, больше не устраивают естественные механические свойства.
- Что представляет собой отжиг
- Виды особенности
- Технология полного отжига
- Особенности и цель неполного отжига
- Рекристаллизация и диффузия
- Предназначение изотермического отжига и нормализации
Отныне лишь высокопрочные и высококачественные материалы могут быть использованы в строительстве. И именно для изменения естественных свойств металла применяются различные методики термической обработки, такие, как отжиг металла, которые позволяют значительно повысить его прочность и обрабатываемость.
Что представляет собой отжиг
Отжиг — это один из методов термической обработки металла и стали. В его основе лежит нагрев до очень высокой температуры. То есть металл нагревается до нужной температуры в зависимости от цели и метода, выдерживается в таком состоянии на какое-то время, а затем постепенно охлаждается.
Отжиг может проводиться в самых разнообразных случаях. Для примера можно рассмотреть самые основные. Обычно он проводится в следующих целях:
- для уменьшения внутренней напряженности металла, который может возникнуть в результате ковки, иного воздействия на него, или обработки;
- для повышения механических свойств и прочности металла;
- для придания однородности его структуре;
- чтобы улучшить пластичность, что очень важно во время обработки;
- для повышения уровня сопротивляемости и ударной вязкости и др.
Виды особенности
В зависимости от цели и предназначения отжиг может иметь следующие разновидности:
- полный и неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероидизация;
- нормализация и др.
Более подробно рассмотрим некоторые из них.
Технология полного отжига
Полный отжиг проводится в целях измельчения зерна и улучшения качества обработки с использованием режущего инструмента, а также для устранения внутренней напряженности. Ему подвергаются изделия, изготовленные из доэвтектоидного сплава или стали, в составе которой содержится карбон в количестве, не превышающем 0,8%. К таким изделиям относятся кованые и литые детали.
Что касается технологии: изделие подвергается нагреву, который достигает критической точки, равной примерно 20−50 градусов, имеющий условное обозначение А3. Затем выдерживают в этом состоянии столько, сколько необходимо, и медленно охлаждают. Температура нагрева определяется в зависимости от типа стали по диаграмме состояния. Для каждого типа стали существуют определенные значения температур, при которых достигается необходимая степень нагрева. Эти значения можно найти в справочных таблицах.
Время охлаждения также продиктовано структурой и составом стали, например, изделия из углеродистой стали охлаждают на 180−200 градусов в час, низколегированные стальные детали охлаждаются на 90 градусов в час, высоколегированную сталь, если она подвергается полному отжигу, охлаждают еще медленнее — 50 градусов в час. Поскольку изделия из высоколегированной стали зачастую подвергают другому типу термической обработки, изотермическому, однако бывают и исключения.
Поскольку изделия из высоколегированной стали зачастую подвергают другому типу термической обработки, изотермическому, однако бывают и исключения.
Вследствие полного отжига неоднородная структура углеродистой и доэвтектоидной стали, состоящая из крупных и мелких зерен и зачастую не удовлетворяющая по своим механическим свойствам, становится однородной и податливой для обработки. Именно в этих целях и проводится полный отжиг.
Особенности и цель неполного отжига
Если полный отжиг предназначается для изделий, не отвечающих никаким требованиям, то неполный проводится на тех же объектах с более или менее удовлетворительными механическими свойствами. То есть в результате неполной термической обработки изменится лишь перлитовая структура металла, а ферритовая останется неизменной. «Перлит» в переводе с французского означает «жемчужина», он входит в состав структуры стали, чугуна и иных железоуглеродистых сплавов. Перлит состоит из феррита и цементита, образующих эвтектоидную смесь. Другими словами, основная цель — сделать сталь мягкой и пластичной, насколько это возможно.
Перлит состоит из феррита и цементита, образующих эвтектоидную смесь. Другими словами, основная цель — сделать сталь мягкой и пластичной, насколько это возможно.
Технологически процесс неполного отжига отличается степенью нагрева, в данном случае он достигает критической точки на 30−50 градусов выше до А1. Температура нагрева достигает 770 градусов, постепенное охлаждение происходит со скоростью 60 градусов в час: сначала в печи до 600 градусов, а затем на открытом воздухе.
Такая термообработка также применяется для заэвтектоидной и легированной стали. Она нагревается до критической точки Ас1, превышающей на 10−30 градусов. В результате такого нагрева происходит перекристаллизация сплава, которая, в свою очередь, способствует образованию сферической формы перлита. Этот процесс еще называется сфероидизацией.
Рекристаллизация и диффузия
- Рекристаллизационный отжиг проводится с целью восстановления кристаллической решетки, нарушенной в результате деформации стали.
 Деформация приводит к наклепу, который сопровождается снижением пластичности, сталь становится очень жесткой, что делает ее обработку невозможной. Деформированная сталь нагревается до 650−680 градусов, вследствие чего ферритовые и перлитовые зерна, находящиеся в вытянутом в сторону деформации состоянии, распределяются равномерно, восстанавливая кристаллическую решетку и возвращая стали пластичность и мягкость.
Деформация приводит к наклепу, который сопровождается снижением пластичности, сталь становится очень жесткой, что делает ее обработку невозможной. Деформированная сталь нагревается до 650−680 градусов, вследствие чего ферритовые и перлитовые зерна, находящиеся в вытянутом в сторону деформации состоянии, распределяются равномерно, восстанавливая кристаллическую решетку и возвращая стали пластичность и мягкость. - Диффузионный отжиг проводится в целях выравнивания структурной однородности на химическом уровне, то есть на атомном. Такая необходимость может возникнуть во время затвердевания литых слитков, иначе этот эффект называется дендритной ликвацией. Гомогенизация, или диффузионный отжиг, позволяет ликвидировать дендритную ликвацию посредством перемещения атомов примесей из части с высоким скоплением в часть, где наблюдается их нехватка, таким образом выравнивая химическую структуру.
Чтобы данный процесс протекал успешно, нагрев проводится при очень высоких температурах, с более длительной выдержкой и с медленным охлаждением, в отличие от видов, рассмотренных выше.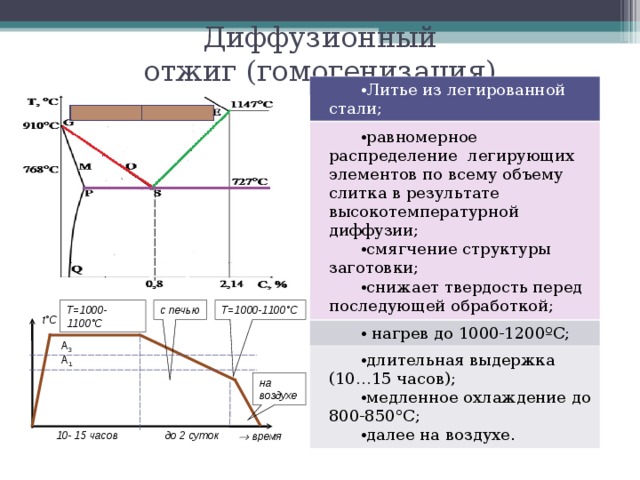 То есть это температуры, превышающие 1000 градусов, длительность выдержки составляет более 12 часов.
То есть это температуры, превышающие 1000 градусов, длительность выдержки составляет более 12 часов.
Предназначение изотермического отжига и нормализации
Изотермический отжиг применяется для высоколегированных и высокохромистых сталей. Его особенность заключается в нагреве металла на 30−50 градусов выше критической точки Ас3 и в ускоренном охлаждении до температуры выдержки ниже критической точки А1, а затем в естественном охлаждении на открытом воздухе.
Данный вид дает несколько видимых преимуществ, первое из которых заключается во времени, то есть весь процесс — начиная от нагрева, выдержки и до остывания — занимает гораздо меньше времени, чем этап остывания детали вместе с печью. Второе преимущество состоит в том, что при изотермической выдержке и резком охлаждении достигается более сглаженная и однородная структура по сечению детали.
- Нормализация. Процесс нормализации осуществляется в качестве промежуточного перед обработкой и закалкой в целях устранения наклепа и внутреннего напряжения.
 Доэвтектоидная сталь подвергается нагреву до критической точки Ас3 на 30−50 градусов выше, постепенно охлаждается на открытом воздухе. Причем в отличие от отжига при нормализации происходит переохлаждение, за счет чего и достигается более однородная тонкая и мелкозернистая структура.
Доэвтектоидная сталь подвергается нагреву до критической точки Ас3 на 30−50 градусов выше, постепенно охлаждается на открытом воздухе. Причем в отличие от отжига при нормализации происходит переохлаждение, за счет чего и достигается более однородная тонкая и мелкозернистая структура. - Последствия нормализации. Значительно повышается прочность и ударная вязкость стали. Нормализация протекает гораздо быстрее, чем отжиг, а ее производительность намного выше. Поэтому рекомендуется нормализовать стали, содержащие в своем составе углерод, а не подвергать отжигу.
Отжиг стали: температура, режимы, виды
Отжиг первого рода (І-го рода)
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Этот вид отжига может включать в себя процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Особенность этого вида отжига в том, что указанные процессы протекают независимо от того происходят ли фазовые превращения при термообработке или нет. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения и снижающий твердость.
Особенность этого вида отжига в том, что указанные процессы протекают независимо от того происходят ли фазовые превращения при термообработке или нет. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения и снижающий твердость.
Гомогенизационный отжиг
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной и внутрикристаллитной ликвации в слитках сталей. Ликвация повышает склонность стали, обрабатываемой давлением, к хрупкости, анизотропии свойств и таким дефектам, как шиферность (слоистый излом) и флокены. Устранение ликвации достигается за счет диффузионных процессов. Для обеспечения высокой скорости диффузии сталь нагревают до высоких (1000–1200 °С) температур в аустенитной области. При этих температурах делается длительная (10–20 час.) выдержка и медленное охлаждение с печью. Диффузионные процессы наиболее активно протекают в начале выдержки. Поэтому во избежание большого количества окалины, охлаждение с печью обычно проводят до температуры 800 — 820°С, а далее на воздухе. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно последующей обработкой давлением или термической обработкой с полной перекристаллизацией сплава. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно последующей обработкой давлением или термической обработкой с полной перекристаллизацией сплава. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг стали
Рекристаллизационный отжиг, применяемый для сталей после холодной обработки давлением, – это термическая обработка деформированного металла или сплава. Может применять как окончательная, так и промежуточная операция между операциями холодного деформирования. Главным процессом этого вида отжига являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат сталей происходит при относительно низких (300–400°С) температурах. При этом процессе наблюдается восстановление искажений кристаллической решетки.
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение: ТР ≈ (0,3–0,4)ТПЛ., что составляет для углеродистых сталей 670–700°С.
Отжиг для снятия напряжений
Отжиг для снятия напряжений – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением или резанием, литье, сварке, шлифовании и других технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650°С в зависимости от марки стали и способа предыдущей обработки.
Высокий отжиг стали
Эта операция часто называется высоким отпуском. После горячей пластической деформации сталь имеет мелкое зерно и удовлетворительную микроструктуру. Такое состояние сталь получает при ускоренном охлаждении после пластической деформации. Однако в структуре могут быть составляющие: мартенсит, бейнит, троостит и т. д. Твердость металла при этом может быть достаточна высока. Для повышения пластичности и соответственно снижения твердости делается высокий отжиг. Его температура ниже критической Ас1 и зависит от требований к металлу для следующей операции обработки.
После горячей пластической деформации сталь имеет мелкое зерно и удовлетворительную микроструктуру. Такое состояние сталь получает при ускоренном охлаждении после пластической деформации. Однако в структуре могут быть составляющие: мартенсит, бейнит, троостит и т. д. Твердость металла при этом может быть достаточна высока. Для повышения пластичности и соответственно снижения твердости делается высокий отжиг. Его температура ниже критической Ас1 и зависит от требований к металлу для следующей операции обработки.
Дефекты закалки
К дефектам закалки относятся:
- трещины,
- поводки или коробление,
- обезуглероживание.
Главная причина трещин и поводки — неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина — увеличение объема при закалке на мартенсит.
Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения. При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка)возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности — результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Образование окалины на поверхности изделия приводит к угару металла, деформации.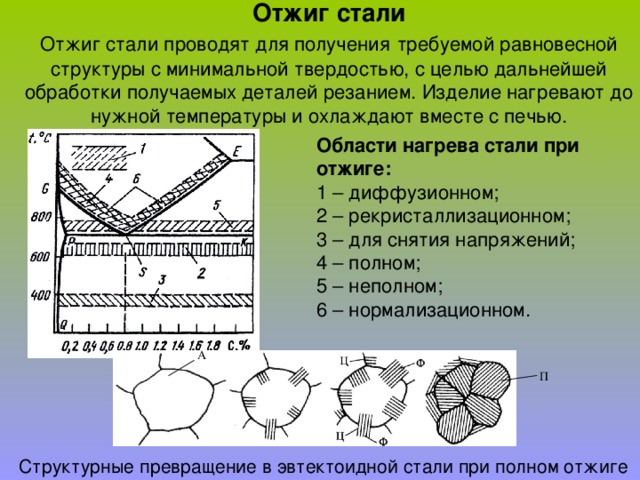 Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т. е. чем больше нагрев, тем быстрее идут процессы.
Образование окалины при нагреве можно избежать, если под закалку применить пасту, состоящую из жидкого стекла — 100 г, огнеупорной глины — 75 г, графита — 25 г, буры — 14 г, карборунда — 30 г, воды — 100 г. Пасту наносят на изделие и дают ей высохнуть, затем нагревают изделие обычным способом. После закалки его промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах быстрорежущей стали применяют покрытие бурой. Для этого нагретый до 850°С инструмент погружают в насыщенный водный раствор или порошок буры
Общие положения
Принцип большинства технологий термической обработки подразумевает нагрев и выдержку сталей и охлаждение, что изменяет их строение. Несмотря на один принцип и сходные цели, каждая из них имеет определенные температурные и временные режимы. Термообработка может служить и в качестве промежуточного этапа, и выполнять роль окончательного технологического процесса. В первом случае такие методы используются для подготовки материала к последующей обработке, а во втором данным способом придают новые свойства.
Несмотря на один принцип и сходные цели, каждая из них имеет определенные температурные и временные режимы. Термообработка может служить и в качестве промежуточного этапа, и выполнять роль окончательного технологического процесса. В первом случае такие методы используются для подготовки материала к последующей обработке, а во втором данным способом придают новые свойства.
Нормализацией стали называют процесс нагрева, выдержки материала, его последующего охлаждения на воздухе.
В результате формируется нормализованная структура. Этим объясняется название данного способа обработки.
Нормализация применяется для разных сталей, а также отливок. К тому же данной операции подвергают для измельчения структуры материала сварные швы.
Что такое отжиг металла
Отжиг металла применяется для получения равновесной и однородной структуры при подготовке изделия к последующей термической или механической обработке, а также для улучшения его физических характеристик после операций резания, сварки, штамповки, прокатки или закалки.
Цель отжига — устранить внутренние неоднородности стали, улучшить ее зернистость и равномерность кристаллической решетки, а также снять остаточное напряжение, вызываемое деформацией изделия при различных видах обработки. Особенности этой технологии позволяют:
- привести свойства стали к требованиям последующей термообработки;
- улучшить характеристики материала заготовки перед обработкой резанием или давлением;
- предотвратить деформацию и устранить внутренние напряжения сварных и литых изделий;
- восстановить исходное качество стали после неудачной закалки.
Одной из характерных особенностей такой термообработки является то, что остывание нагретого металла происходит естественным образом, без применения охлаждающих сред. А температура нагрева при отжиге зависит от состава стали и требуемого результата.
Отжиг
Операцию проводят для получения требуемой равновесной структуры с минимальной твердостью, с целью дальнейшей металлообработки получаемых изделий резанием.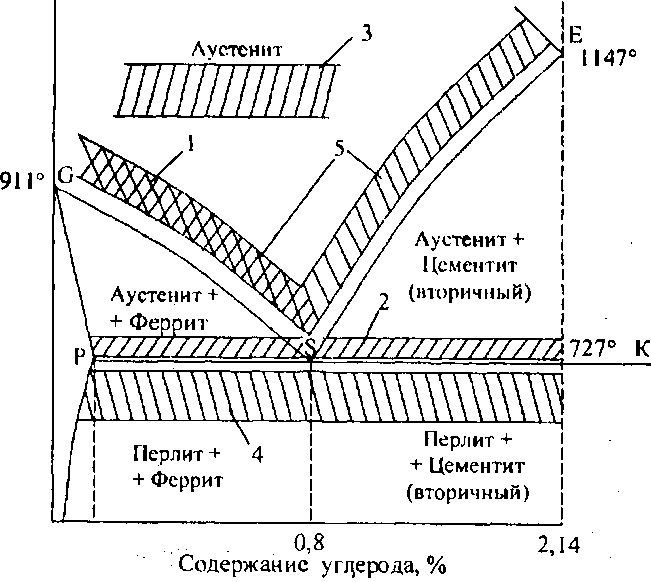 С особенностями вас познакомит видео:
С особенностями вас познакомит видео:
Общее определение и виды
При отливе или прочих первичных процессах обработки помимо напряжения появляются дефекты. Убрать эти изменения и добиться однородной структуры кристаллической решетки можно с помощью следующего алгоритма действий:
- нагрев – необходимо немного превысить критическую отметку для этой разновидности стали;
- определенный период требуется держать стабильный температурный режим;
- следует медленно остудить заготовку вместе с печью.
У отжига есть следующие разновидности.
Гомогенизация
Относится к первому роду, когда изменения считаются незначительными. Задача подобной манипуляции – убрать неоднородность структуры, привести ее к однообразию. При этом следует нагревать изделие в температурном режиме от 1000 до 1150 градусов, затем выдерживать около 8-15 часов и постепенно снижать нагрев, охлаждая заготовку кислородом.
Рекристаллизация
Тоже разновидность 1 фазы отжига. Задача процедуры – привести все кристаллы в единый вид, а также снять внутреннее напряжение металла. Существует два подвида:
Задача процедуры – привести все кристаллы в единый вид, а также снять внутреннее напряжение металла. Существует два подвида:
- смягчающий – обычно используется в качестве финальной обработки, подразумевает улучшение пластических характеристик;
- упрочняющий – увеличивает упругость, особенно актуально для закалки пружин.
Температура выбирается в зависимости от сплава, обычно на 100-200 градусов выше, чем точка рекристаллизации. Час или два необходимо поддерживать температурный режим, чтобы потом дать остывать не спеша.
Изотермический отжиг
Цель – достижение высокотемпературной гранецентрированной модификации железа (распад аустенита) для его смягчения. При этом получается более однородная структура изделия. Чаще такой тип металлообработки применяют к небольшим штамповкам, потому что их можно без проблем подвергнуть быстрому охлаждению. Процесс:
- нагрев на 20-30 градусов больше предела материала;
- непродолжительное выдерживание;
- быстрое остывание – это преимущество перед прочими подвидами.

Для устранения напряжений
Это операция удаления, снятия негативного внутреннего состояния излишней твердости, из-за которой металл становится хрупким и недолговечным. Он быстро деформируется от внешних физических воздействий. Процесс подразумевает температуры от 700 до 750, затем небольшое охлаждение до 600 и выдержку до 20 часов, затем под воздействием воздуха медленное остужение.
Отжиг полный
Применяется для создания пластичной, однородной мелкозернистой структуры. Наиболее характерный метод промежуточного воздействия на металлопрокат – после литья, ковки, штамповки и до резания любым способом. Этапы:
- нагрев на 30-50 больше предела стали;
- выдерживание;
- очень медленное остывание вместе с печью – в 60 минут не более 50-150 градусов.
Неполный
Значительные преобразования на уровне кристаллической решетки отсутствуют, но придается твердость ранее пластичным материалам. Это особенно нужно конструкциям, образованным методом сварных соединений, а также инструментам, которым нужна особенная прочность. Метод предполагает температуру около 700, и спустя 20 часов постепенное охлаждение.
Метод предполагает температуру около 700, и спустя 20 часов постепенное охлаждение.
Почему необходима термическая обработка металла
Операцию проводят с целью улучшения технологических качеств сырья. Ключевым фактором становится температура отжига стали, которую необходимо выдерживать определенное время. При этом достигаются следующие цели:
- Снижение твердости. Качественные показатели после обработки позволяют существенно уменьшить трудозатраты, сократить время операций, используя более широкий перечень режущих инструментов.
- Улучшение микроструктуры. Под действием высокой температуры в определенный временной промежуток происходят существенные изменения на молекулярном уровне. Полученная однородная структура стали после отжига оптимальна для последующих механических и физических операций.
- Для снятия внутренних напряжений. В процессе первичной обработки на металлургических предприятиях в металле возникает дисбаланс кристаллической структуры. Правильно подобрав виды отжига стали, достигают необходимых характеристик металла для конкретного случая.

Иногда достаточен неполный отжиг стали для получения нужных технологических кондиций. В зависимости от желаемых качественных показателей металла могут использоваться сложные и длительные по времени режимы. Полный отжиг стали может длиться более суток для габаритных изделий. Большую часть этого времени занимают нагрев до нужной температуры и медленное остывание, регламентированное типом термической обработки при заданном стандарте.
Подробно режим отжига стали описан в специальной литературе. Некоторые операции предполагают соблюдение временного режима и точной температуры, вплоть да нескольких градусов. Если есть муфельная печь, то процедуру можно выполнить качественно. Когда такого оборудования нет, то точно провести отдельные виды термообработки будет затруднительно.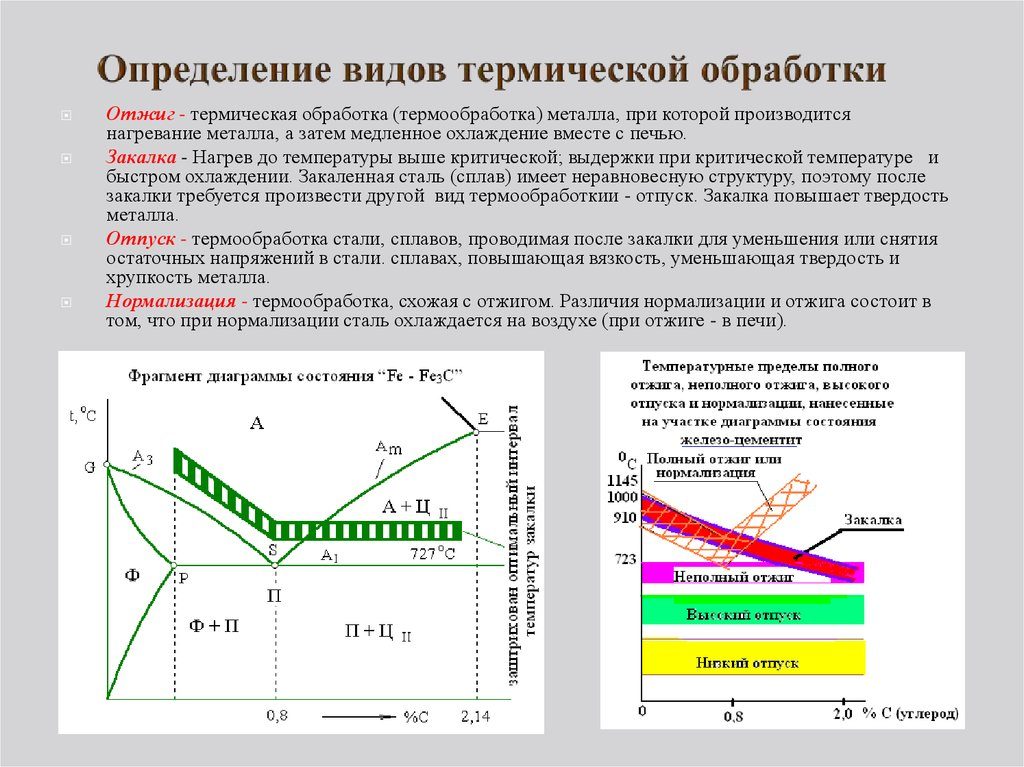 Ориентироваться придется исключительно по цвету раскаленного металла.
Ориентироваться придется исключительно по цвету раскаленного металла.
Цвета каления стали
Сделать отжиг стали в домашних условиях можно по упрощенной схеме. Проконтролировать температуру предмета, нагретого газовой горелкой точно не получится. Регулировать режимы нагрева и остывания металла можно только примерно. При обработке стали в домашних условиях сделать структурный анализ невозможно. Определяется температура неполного отжига только визуально. Целями в бытовых условиях становятся снижение прочности и повышение обрабатываемости изделия. Микроструктура стали после отжига меняется и можно проводить дальнейшие операции.
Низкотемпературный отжиг
| Гетеродиффузия Р32 при 700 С, стимулированная ионной бомбардировкой Р31. дозы ионов Р31 ( см-2 – 5 – 10й, 5 – Ю 5. |
Низкотемпературный отжиг ( 70 – 100 С) приводит к росту концентрации Л – центров, так как атомы кислорода, содержащиеся в кремнии ( концентрации 1016 – 1017 см-3) диффундируют к вакансиям, возникшим при облучении, и связываются с ними. При нагреве образцов до 170 С процесс образования Л – центров прекращается, и выше 170 С начинают исчезать – центры. Отжиг при 310 – 350 С приводит уже к распаду Л – щентров.
При нагреве образцов до 170 С процесс образования Л – центров прекращается, и выше 170 С начинают исчезать – центры. Отжиг при 310 – 350 С приводит уже к распаду Л – щентров.
Низкотемпературный отжиг для медных штампованных изделий осуществляется при 400 – 450 С, а для латунных – при 500 – 540 С. Высокий отжиг производится для меди при 600 – 650 С, для латуни – при 650 – 700 С.
| Режимы изотермического отжига различных марок инструментальных сталей. |
Низкотемпературный отжиг применяется для снижения твердости легированных сталей и устранения внутренних напряжений в заготовках, прошедших холодную штамповку или механическую обработку резанием. Заготовки медленно нагревают до температуры 650 – 700 С, при этой температуре выдерживают до полного прогрева, затем охлаждают вместе с печью или в ящике с сухим песком. Этот процесс иногда называют высоким отпуском.
Низкотемпературный отжиг ( высокий отпуск) характеризуется нагревом до температуры ниже Ль выдержкой и медленным охлаждением.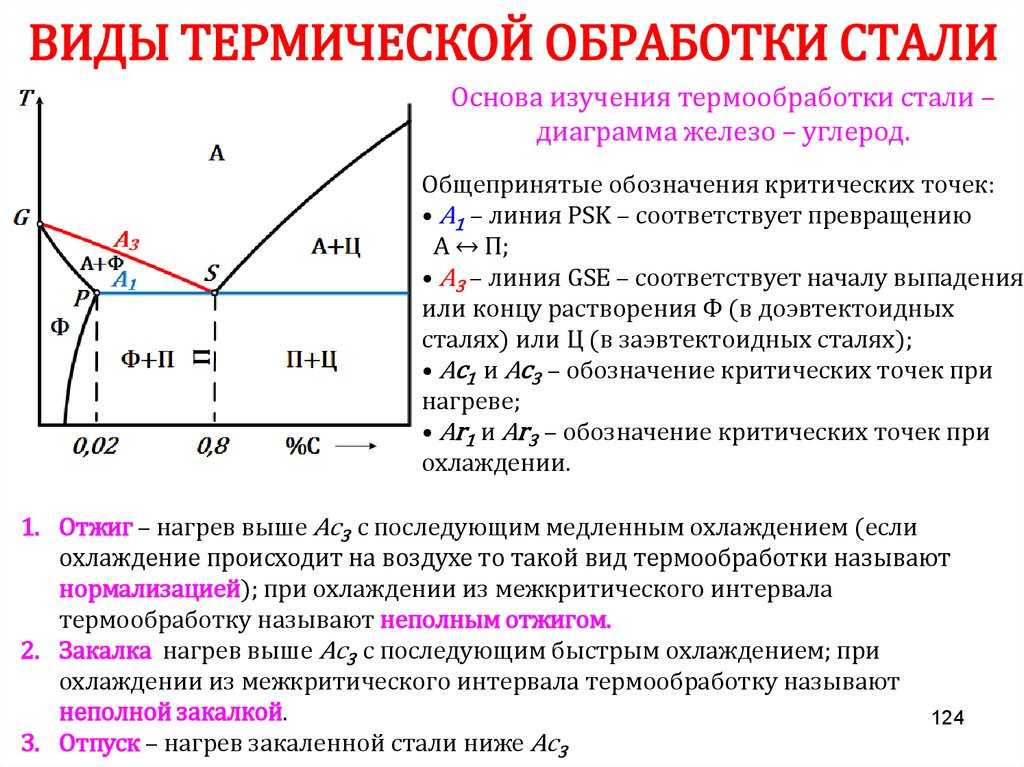 Применяется для снятия внутренних напряжений, возникших, в частности, при сварке, в наклепанном металле, а также для рекристаллизации металла. В производственной практике этот вид термообработки иногда называют низким отжигом.
Применяется для снятия внутренних напряжений, возникших, в частности, при сварке, в наклепанном металле, а также для рекристаллизации металла. В производственной практике этот вид термообработки иногда называют низким отжигом.
Низкотемпературный отжиг – нагрев стали до температуры ниже интервала превращений; выдержка при этой температуре и последующее охлаждение обычно на воздухе. Низкотемпературный отжиг применяется главным образом для снятия внутренних напряжений после черновой обработки поковок из легированной стали.
Низкотемпературный отжиг применяется для снижения в отливках внутренних напряжений. Он осуществляется медленным нагревом отливок до температуры 500 – 600 С с выдержкой 10 – 12 часов и последующим медленным охлаждением вместе с печью.
Низкотемпературный отжиг ( высокий отпуск) применяют главным образом для легированных сталей ( хромистых, хромонике-левых и др.), для снятия внутренних напряжений, для снижения твердости и для избежания образования флокенов. Фазовая перекристаллизация при этом виде отжига отсутствует. Полное снятие внутренних напряжений достигается при нагреве до 600, поэтому низкотемпературный отжиг можно производить в широком температурном интервале от 600 до точки Асг Выдержка для снятия внутренних напряжений тем меньше, чем выше температура нагрева. Охлаждение после нагрева должно быть достаточно медленным, чтобы вновь не возникли внутренние напряжения.
Фазовая перекристаллизация при этом виде отжига отсутствует. Полное снятие внутренних напряжений достигается при нагреве до 600, поэтому низкотемпературный отжиг можно производить в широком температурном интервале от 600 до точки Асг Выдержка для снятия внутренних напряжений тем меньше, чем выше температура нагрева. Охлаждение после нагрева должно быть достаточно медленным, чтобы вновь не возникли внутренние напряжения.
Низкотемпературный отжиг применяют для снятия внутренних остаточных напряжений отливок серого чугуна. Данный отжиг проводят по следующему режиму: медленный нагрев отливок ( 30 – 180 С / ч) до 530 – 620 С, выдержка при этой температуре 3 – 4 ч ( с момента нагрева до заданной температуры наиболее толстого сечения отливки) и медленное охлаждение вместе с печью со скоростью 10 – 30 С / ч до 300 – 400 С. Отжиг при более высоких температурах может вызвать графитизацию эвтектоидного цементита, снижение твердости и прочности чугуна.
Низкотемпературный отжиг предназначается для снятия литейных напряжений в отливках. Отливки из серого и отбел. Длительность выдержки при низкотемпературном отжиге составляет 1 час на 25 мм сечения отливки с последующим охлаждением с печью до 400 – 300, далее на воздухе.
Отливки из серого и отбел. Длительность выдержки при низкотемпературном отжиге составляет 1 час на 25 мм сечения отливки с последующим охлаждением с печью до 400 – 300, далее на воздухе.
Низкотемпературный отжиг предназначается для снятия литейных напряжений в отливках. Отливки из серого и отбел. Длительность выдержки при низкотемпературном отжиге составляет 1 час на 25 мм сечения отливки с последующим охлаждением с печью до 400 – – 300, далее на воздухе.
| Схемы нагревательных приборов. |
Низкотемпературный отжиг ( высокий отпуск) применяют после закалки для смягчения структуры и снятия или уменьшения остаточных напряжений. При низкотемпературном отжиге металл нагревают до температуры ниже критической точки / 4С, ( 600 – 680 С), выдерживают при этой температуре и медленно охлаждают.
Низкотемпературный отжиг после сварки является средством, наиболее полно устраняющим остаточные напряжения.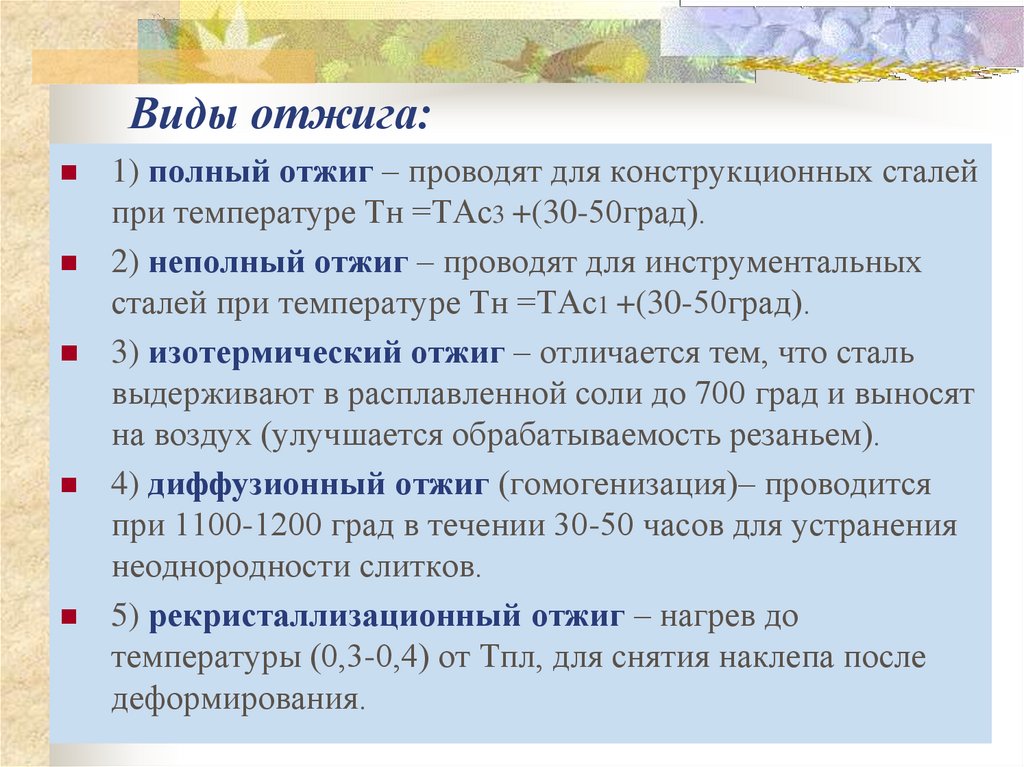
Отжиг второго рода
- полный;
- неполный;
- изотермический;
- нормализационный;
- маятниковый;
- патентирование.
Все они характеризуются нагревом выше критической точки, а различаются временем выдержки и охлаждения, а также применимостью к конкретным маркам стали.
Полный и неполный отжиг
Температура нагрева при этом методе не должна превышать критическую точку Ас3 более чем на 50 ºC, а охлаждение проводится постепенно, вместе с остыванием печи. Этот метод применим только к сталям с содержанием углерода до 0.8 %, т. к. при большем значении этого параметра резко возрастает зернистость.
Для получения таких же результатов при термообработке высокоуглеродистых сталей (с содержанием углерода более 0.8 %) используют неполный отжиг, при котором изделие нагревают на 30÷50 ºС выше температуры Ас1, а затем также медленно охлаждают.
Оба метода основаны на фазовом переходе от аустенита к перлиту, а их результатом является уменьшение размера зерна и улучшение соответствующих физических характеристик металла.
Изотермический отжиг
Изотермический отжиг проводят путем нагрева изделия выше точки Ас3 с последующим его переносом в печь или ванну с расплавом солей, разогретую до температуры 620÷700 ºC.
В этом месте оно выдерживается определенное время до полного распада аустенита, а затем остужается на воздухе. Длительность выдержки определяется габаритами детали и маркой стали: для низкоуглеродистой стали это могут быть минуты, а для легированной — часы.
Данный вид термообработки предназначен для сталей с содержанием углерода менее 0.8 % и чаще всего используется для улучшения структурных свойств легированных сталей.
Нормализационный отжиг
Нормализацию сталей с содержанием углерода менее 0.3 % можно проводить вместо отжига второго рода. При большем содержании углерода у нее возрастает твердость и прочность, что не всегда приемлемо для механообработки.
В результате нормализации низкоуглеродистых сталей у них формируется более тонкая структура, поэтому этот вид термообработки иногда носит название стабилизирующий отжиг.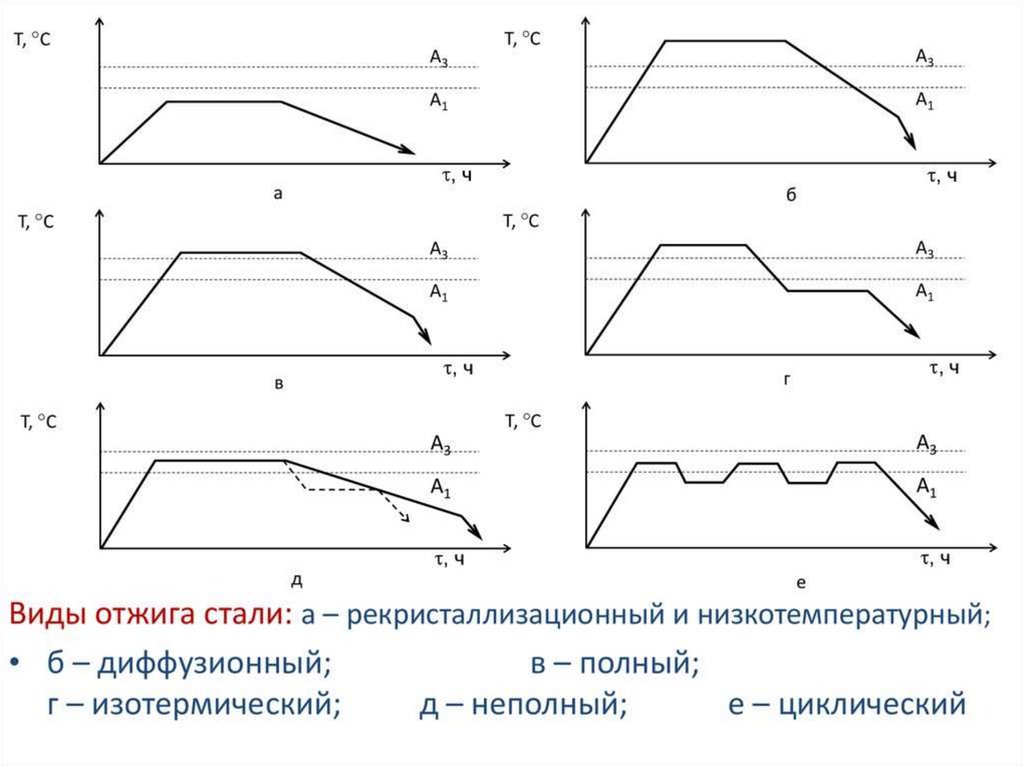
Маятниковый отжиг
Эта процедура называется маятниковым (или циклическим) отжигом и при повторении нагрева/охлаждения не менее трех раз позволяет получить перлит со стопроцентной зернистостью.
Патентирование
Патентирование является одним из узкоспециализированных видов изотермической термообработки, предназначенным для подготовки стальной проволоки к многократному обжатию в процессе холодного волочения.
Для этого ее вначале нагревают до 900 ºC, а затем некоторое время выдерживают в расплаве солей или свинца при температуре 500÷600 ºC. После этого она охлаждается на воздухе и приобретает сорбитовую структуру с включениями троостита, обладающую высокой прочностью на разрыв и необходимой для обжатия пластичностью.
Химико-термическая обработка
Химико-термическая обработка (ХТО) стали — совокупность операций термической обработки с насыщением поверхности изделия различными элементами (углерод, азот, алюминий, кремний, хром и др.) при высоких температурах.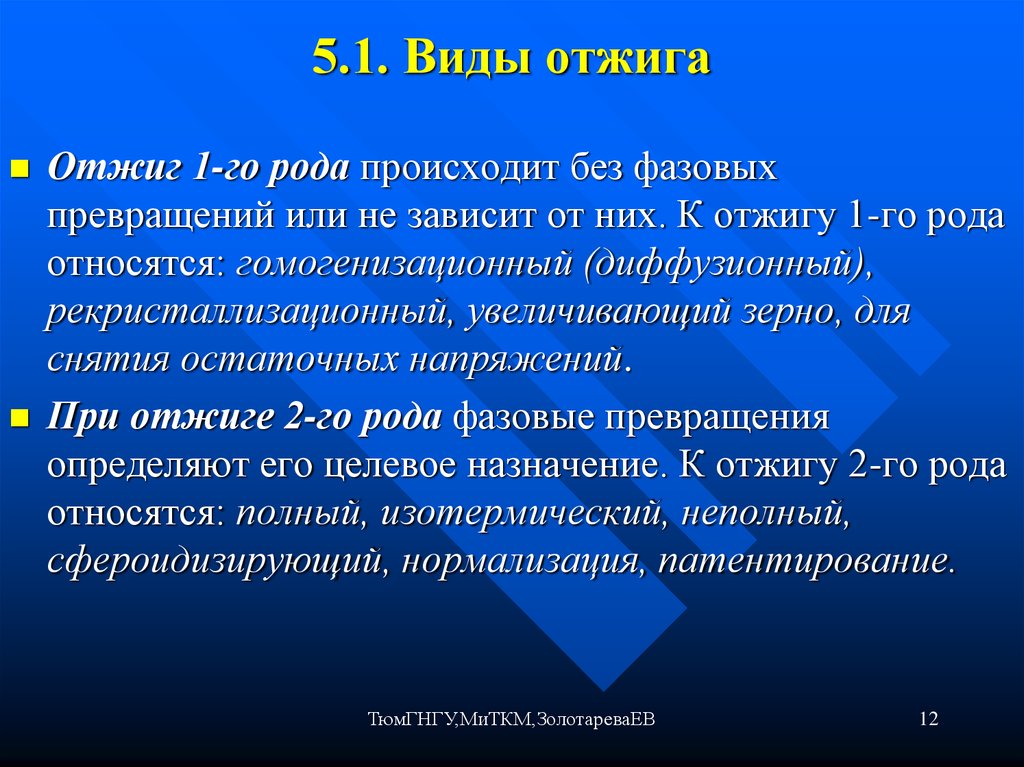
Поверхностное насыщение стали металлами (хром, алюминий, кремний и др.), образующими с железом твердые растворы замещения, более энергоемко и длительнее, чем насыщение азотом и углеродом, образующими с железом твердые растворы внедрения. При этом диффузия элементов легче протекает в решетке альфа-железо, чем в более плотноупакованной решетке гамма-железо.
Химико-термическая обработка повышает твердость, износостойкость, кавитационную, коррозионную стойкость. Химико-термическая обработка, создавая на поверхности изделий благоприятные остаточные напряжения сжатия, увеличивает надежность, долговечность.
Процесс отжига стали и металла: виды, особенности, технология
На дворе XXI век — это век развитых технологий, инфраструктуры и промышленности. Это касается и области металлургии, которая имеет важнейшее значение для строительства. С рождением новых возможностей и идей повышаются и требования к качеству материалов. Человечество, которое совсем недавно освоило технологию обработки и применения металла и различных сплавов, больше не устраивают естественные механические свойства.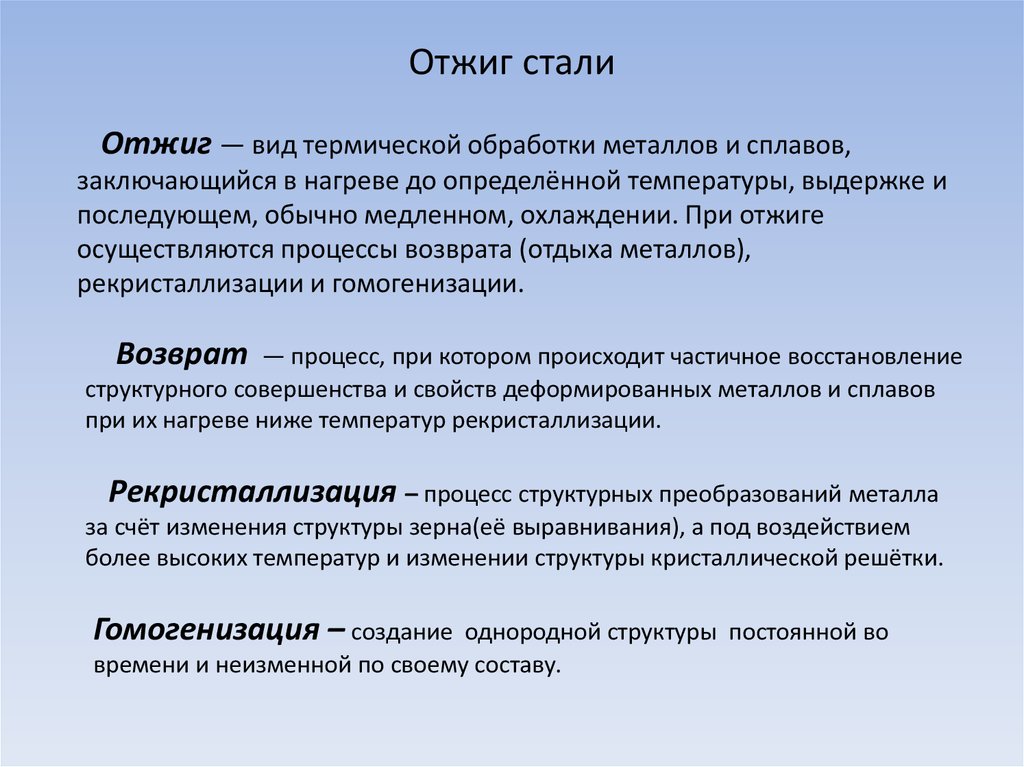
Отныне лишь высокопрочные и высококачественные материалы могут быть использованы в строительстве. И именно для изменения естественных свойств металла применяются различные методики термической обработки, такие, как отжиг металла, которые позволяют значительно повысить его прочность и обрабатываемость.
Назначение термической обработки
Главная задача термической обработки изделия из стали — придать ему требуемое эксплуатационное качество или совокупность таких качеств. При термообработке режущего инструмента из инструментальных и легированных сталей достигается твердость 63 HRC и повышенная износостойкость. А ударный инструмент после нее должен иметь твердый поверхностный слой и пластичную ударопрочную сердцевину. Стали для изготовления пружин и рессорных пластин после термической обработки становятся прочными на изгиб и упругими, а металл для рельсов — устойчивым к деформациям и износу. Кроме того, термическими способами производят упрочнение поверхностных слоев стальных изделий, насыщая их при высокой температуре углеродом, азотом или другими соединениями, а также укрепляя закалкой нагартовку после горячей обработки давлением. Другое назначение термической обработки — это восстановление изначальных свойств металла, которое достигается их отжигом.
Другое назначение термической обработки — это восстановление изначальных свойств металла, которое достигается их отжигом.
Диффузионный отжиг
Диффузионный отжиг является вариантом полного отжига. Его проводят для стальных слитков. Для литой стали характерны неоднородность химического состава, а также дендритная ликвация. Операцию диффузионнго отжига, которую называют также гомогенизацией, проводят при высокой температуре, обычно до 1000-1100 °С. Такой нагрев с выдержкой приводит к устранению или смягчению дендритной неоднородности. Однако в результате такого высокого нагрева возникает крупнозернистая структура, которая требует дополнительной термической обработки, обычно – отжига. Если диффузионный отжиг применялся к слиткам, которые предназначены для обработки металлов давлением (прокатке, ковке), то в отжиге нет необходимости – зерно измельчится последующей пластической деформацией.
Виды отжига
Рассмотрим, что означает термин «отжиг металлов». Термическая обработка металла, состоящая из нагрева выше температуры критических точек Чернова и охлаждение на профессиональном языке называется отжигом. Процедура применяется к различным металлам и их сплавам.
Процедура применяется к различным металлам и их сплавам.
На промпредприятиях применяют режимы термообработки:
- полный, неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероизодизационный;
- нормализационный.
Полный отжиг стали
Полный обжиг проводится на изделиях из доэвтектоидных сплавов или сталей, содержащих карбон в количестве ≤ 0,8%. Цель проведения операции — измельчение зерна и улучшение качества обработки с применением режущего инструмента, снятие внутренних напряжений материала. Нагрев происходит на 30..50°С выше точки Ас3, затем деталь постепенно остужают, не вынимая из печи. Охлаждаясь, аустенит выделяет мелкозернистые, гомогенные (однородной структуры) ферриты и перлиты (франц. — жемчуг). Температура нагревания выбирается по типу стали и диаграмме состояний, данные зафиксированы в справочных материалах. Продолжительность охлаждения назначают по составу и структуре металла:
- углеродистые сплавы — 180…200°С/час;
- низколегированные — 90°С/час;
- высоко легированные — 50°С/час.
После проведения процедуры полного отжига неоднородная структура углеродистых или доэвтектоидных сплавов становится однородной, что дает податливость дальнейшей обработке.
Неполный
В отличие от полного, кардинально меняющего структурный состав металла, неполный отжиг изменяет только перлитовую, не затрагивая ферритовую структуру. Перлит , входящий в состав структур сталей, чугуна, других железоуглеродистых материалов, представляет собой цементит и феррит в эвтектоидной смеси. Основная задача неполного отжига — сделать сплавы максимально мягкими и податливыми.
Нагревание производится до t°, превосходящих на 30…50°С точку А1 (параметр перехода перлита в аустенит — начала перекристаллизации), но не достигающих Ас 3 — около 770°С. Затем производится охлаждение до 600°С в установке, со скоростью 60 град/ час, затем процесс продолжается на открытом пространстве.
Рекристаллизационный
Рекристаллизация — снятие структурных изменений, полученных в ходе механических деформаций, вызывающих наклеп. Наклепанный металл имеет меньшую пластичность, отличается жесткостью и неподатливостью.
Наклепанный металл имеет меньшую пластичность, отличается жесткостью и неподатливостью.
Нагревание до 650…680°С приводит к равномерному распределению зерен феррита и перлита, вытянутых в направлении деформации, возвращает металлу пластичность.
Диффузионный процесс
Цель диффузионного способа — придание на уровне атомного строения однородности структуре сплава. Диффузионный отжиг иначе называется дендритной ликвацией. Придание гомогенности данным методом уничтожает дендритную ликвацию равномерным распределением атомов примесей по химической структуре слитка.
Процесс отличается использованием t≥1000°С, увеличением выдержки в нагретом состоянии свыше 12 часов, медленным остужением, поэтому он имеет высокую стоимость.
Метод изотермии
Изотермический отжиг используют на сплавах с большим содержанием легирующих и хромистых добавок. Особенностью процесса является нагрев металла на 30…50°С выше точки АС3, быстром остужение и выдерживание при t° ниже критической точки А 1, с дальнейшим естественным охлаждением в воздушной среде.
Преимущество метода изотермии — получение более гомогенного структурного строения деталей, уменьшение срока обработки, так как процесс охлаждения в печи занимает больше времени, чем в естественной среде.
Сфероидизация
При нагревании заэвтектоидных и легированных сплавов до превышения параметра АС 1 на 30…50°С происходит перекристаллизация строения, способствующая образованию перлита в форме правильных сфер. Для ускорения сфероидизации возможно проведение маятникового отжига.
Нормализационный способ
Нормализация производится как промежуточный процесс перед закаливанием и другими видами воздействий для устранения наклепа и удаления внутренних напряжений. Доэвтектоидная сталь нагревается выше точки АС3 на 30…50°С, и постепенно охлаждается в естественной среде. Отличие метода в переохлаждении, из-за которого получают гомогенное мелкозернистое тонкое строение решетки металла.
Преимущество нормализационного способа заключено в снижении срока обработки при высокой производительности. В результате углеродистые сплавы рекомендуют не отжигать, а нормализовать.
В результате углеродистые сплавы рекомендуют не отжигать, а нормализовать.
Отжиг стали — статьи. Производственное Предприятие «Металлоцентр»
Отжиг стали — это процесс, при котором свойства стали повышаются для лучшей обрабатываемости. Операция представляет собой нагрев металла до отметки, немного превышающей критическую температуру стали (723 градуса по Цельсию), что замедляет ее остывание. Данная процедура проводится для подготовки материала к дальнейшей обработке.
Для чего проводится отжиг стали. Преимущества данного вида обработки
Существует три основные цели отжига стали:
- Сделать сталь более «податливой», чтобы ее можно было легко резать, сверлить и шлифовать.
- Повысить устойчивость металла и сделать его более прочным, чтобы она имел хорошую реакцию термообработки.
- Обеспечить наилучшие возможные свойства в конечном термообработанном продукте.
Таким образом, отжиг:
- размягчает сталь,
- повышает и улучшает обрабатываемость металла,
- повышает пластичность,
- увеличивает прочность,
- делает металл более однородным,
- подготавливает сталь к дальнейшей термической обработке.
Виды отжига стали
Существуют различные виды отжига:
Полный отжиг.
Процесс включает нагрев стали на 30—50 градусов по Цельсию выше критической температуры и поддержание этой температуры в течение определенного периода времени, а затем позволяет материалу медленно остывать внутри самой печи без каких-либо принудительных средств охлаждения. Горячие обработанные листы и отливки из средне- и высокоуглеродистых сталей нуждаются в полном отжиге.
Неполный отжиг
Этот процесс в основном подходит для низкоуглеродистой стали. Материал нагревается до температуры чуть ниже нижней критической температуры стали. Холодная обработка стали, как правило, способствует повышенной твердости и снижению пластичности: это усложняет обработку. Процесс отжига имеет тенденцию к улучшению этих характеристик. В основном осуществляется на холоднокатаной стали, такой как проволочная волоченая сталь и так далее.
Рекристаллизационный отжиг
Крупные отливки или сварные конструкции, как правило, обладают внутренними напряжениями, вызванными главным образом неравномерным охлаждением при их изготовлении. Это внутреннее напряжение вызывает хрупкость в изолированных местах отливок или конструкций, что может привести к внезапной поломке или разрушению материала. Этот процесс включает нагрев отливки или структуры примерно до 650 градусов по Цельсию. Температуру поддерживают постоянно в течение нескольких часов и дают медленно остыть.
Это внутреннее напряжение вызывает хрупкость в изолированных местах отливок или конструкций, что может привести к внезапной поломке или разрушению материала. Этот процесс включает нагрев отливки или структуры примерно до 650 градусов по Цельсию. Температуру поддерживают постоянно в течение нескольких часов и дают медленно остыть.
Диффузионный отжиг
Этот процесс подходит для высокоуглеродистых и легированных сталей, проводится с целью повышения их пластичности. В результате данной операции улучшается внутренняя структура стали. Это можно сделать двумя способами:
Материал нагревается чуть ниже нижней критической температуры около 700 градусов по Цельсию, она поддерживается в течение примерно 8 часов, затем медленно остывает.
Нагрев и охлаждение материала попеременно между температурами: чуть выше и ниже критической температуры.
Изотермический отжиг
Это процесс, при котором сталь нагревается выше верхней критической температуры. Это приводит к тому, что структура стали быстро превращается в аустенитную структуру. Затем сталь охлаждается до температуры ниже нижней критической температуры примерно от 600 до 700 градусов по Цельсию. Это охлаждение осуществляется с помощью принудительного охлаждающего средства. Затем температура поддерживается в течение определенного периода времени для получения однородной структуры в материале. Данная процедура применима для низкоуглеродистых и легированных сталей для повышения их обрабатываемости.
Затем сталь охлаждается до температуры ниже нижней критической температуры примерно от 600 до 700 градусов по Цельсию. Это охлаждение осуществляется с помощью принудительного охлаждающего средства. Затем температура поддерживается в течение определенного периода времени для получения однородной структуры в материале. Данная процедура применима для низкоуглеродистых и легированных сталей для повышения их обрабатываемости.
Как происходит отжиг стали
Нормализация — это процесс, который выполняется перед отжигом, и важно знать, как она работает, чтобы понять принцип отжига. На высоком уровне нормализация — это нагрев стали до высокой температуры для растворения карбида с последующим воздушным охлаждением для образования перлита.
Перлит фактически состоит из двух фаз: феррита и цементита. Феррит — это типичная фаза стали комнатной температуры с очень низким содержанием углерода (менее 0,02%), а цементит — это карбид железа с очень высоким содержанием углерода (примерно 6,67%).
Аустенит обогащается углеродом в зависимости от состава стали и температуры. Обе фазы формируются одновременно в чередующихся полосах, называемых «ламелями», что и есть перлит — «пластинчатая» структура. Это проще всего сделать с эвтектоидной сталью типа 1075, где образуется только перлит (а не карбид или феррит по отдельности).
Отжиг стали подразумевает три основных этапа:
- Нагрев заготовки до аустенитной температурной области — выше 750 °C.
- Равномерное распределение тепла по заготовке. Время может варьироваться в зависимости от размера выборки.
- Остывание детали внутри печи при выключенном источнике тепла.
Выбор вида обжига стали зависит от изначальных свойств металла, а также желаемых требований к будущему изделию. Специалисты компании «Металлоцентр» помогут вам выбрать оптимальную технологию. Обращайтесь по телефонам в Москве: +7 (495) 730-222-4, +7 (985) 540-01-00.
9 Типы отжига – Условия и требования [обновлено]
Перед типами отжига , необходимо знать Отжиг или размягчение стали значение . Отжиг стали означает нагрев стали до заданной температуры, выдержку стали при этой температуре в течение заданного времени и, наконец, медленное охлаждение до комнатной температуры.
В подробном руководстве по отжигу стали обсуждаются следующие темы;
- Развитие микроструктуры при отжиге
- Этапы отжига
- Типы отжига
- Удаление текстуры, образовавшейся во время холодной обработки с помощью размягчения
- Расчет распределения размера зерна и ориентации зерна с помощью ImageJ и источника 8.
Инструменты, которые мы можем использовать для определения твердости: ;
- Испытание на твердость по Виккеру
- Испытание на твердость по Бринеллю
- Испытание на твердость по Роквеллу
- Диаграмма ТТТ в стали
- Влияние легирующих элементов на сталь | Диаграмма ТТТ | Фазовая диаграмма карбида железа
- Процесс отпуска стали
- Дефект при термической обработке
Заданная температура и время определяются на основе состава, размера детали, предшествующей механической обработки и других подобных факторов. . Размягчение стали имеет множество функций, включая следующие:
- Для снятия внутренних напряжений, возникающих в стали во время затвердевания
- Для улучшения обрабатываемости
- Для уменьшения размера зерен грубой структуры
- Для улучшения прочности и пластичности
В общем, размягчение делится на основе температурной области относительно фазовой диаграммы . Существует три основных заранее определенных типа отжига, предназначенных для тех температурных диапазонов, которые;
- Полный отжиг
- Частичный отжиг
- Подкритический отжиг
Помимо температуры, время имеет первостепенное значение. Особенности микроструктуры также влияют на время и температуру отжига. В приведенном ниже посте мы упомянули обычно используемые в отрасли методы смягчения;
Типы отжига Существует девять типов отжига в зависимости от температуры, цели и атмосферы размягчения, а именно:
- Full Annealing
- Iso-thermal annealing
- Diffusion Annealing
- Partial annealing
- Recrystallization Annealing
- Process annealing
- Spheroidization annealing
- Bright Annealing
- Отжиг для снятия напряжений
Типы отжига в зависимости от требуемых температур отображаются ниже;
Содержание
Полный отжиг (Виды отжига) В этом процессе сталь нагревают до верхней критической температуры, а затем, после достижения гомогенного аустенита, медленно охлаждают. Требования к температуре в случае доэвтектоидной стали и заэвтектоидной стали по-разному упоминаются ниже;
Эта разница в требованиях к температуре объясняется выше в разделе разработки микроструктуры.
Скорость нагрева также является важным фактором при полном отжиге. Полный отжиг обеспечивает более мягкую структуру с меньшей твердостью и высокой пластичностью. При более низкой скорости нагрева размер аустенита увеличивается в большей степени, образуя очень крупные зерна при охлаждении. Это приводит к чрезвычайно низкой твердости.
Очень крупные зерна перлита и цементита также могут быть получены в случае более высокой температуры аустенизации и более длительного времени выдержки. После видов разупрочнения мы изучили влияние температуры аустенизации на размер зерна отожженной структуры и его связь с механическими свойствами.
Цель полного отжига
- Измельчение размера зерна в горячедеформированных и литейных сталях;
Горячедеформированные и литые стали имеют грубую микроструктуру. Грубая микроструктура может также включать развитие видманштеттовской микроструктуры. Единственный возможный способ оптимизировать микроструктуру для получения более тонкого перлита. Это возможно с помощью процесса полного отжига. В этом процессе сталь с грубой микроструктурой или видманштеттовыми характеристиками быстро нагревают до температуры аустенита для получения полного тонкого аустенита. Затем, оттуда, мы используем медленное охлаждение, чтобы получить относительно более тонкую микроструктуру без напряжения, имеющую большую твердость.
- Для снятия внутренних напряжений
Мы говорили о стадиях размягчения, когда напряжения удаляются в процессе диффузии, а максимальные напряжения снимаются еще до пересечения линии A1. В некоторых случаях, например, для сложных форм, требующих постобработки, нам нужно было удалить все возможные типы напряжений, чтобы снизить процент брака при обработке. В этих особых случаях предпочтительным является полный отжиг.
- · Размягчение стали перед процессом механической обработки
Мы обсуждали выше; процесс механической обработки требует удаления материала с использованием инструментов. Этот процесс удаления вызывает большие напряжения в материале. Вероятность возникновения трещин увеличивается, если сталь содержит большое количество остаточных напряжений.
- · Удаление микроструктурных дефектов
Изотермический отжиг
При полном отжиге сталь нагревается выше линии А3, а затем медленно охлаждается. Хотя этот процесс кажется необходимым, время, необходимое для завершения процесса, значительно делает его неэкономичным в некоторых случаях. Изотермический отжиг считается модифицированной формой полного размягчения. В основном этим процессом могут быть полностью отожжены более короткие и менее сложные детали, которые обычно не подвержены высоким внутренним напряжениям. Вы можете увидеть разницу на картинке, приведенной в разделе «Полный отжиг».
При изотермическом отжиге сталь нагревается выше верхней критической температуры, что обеспечивает равномерную аустенизацию всей стальной детали. После этого стальная деталь быстро охлаждается ниже линии Al или эвтектоидного превращения, т.е. 600-700°С. Для этого быстрого охлаждения используется отдельная печь, в которой поддерживается эта температура. От этой температуры сталь охлаждается на воздухе.
Этот процесс подходит для постобработки компонентов. В этом процессе, поскольку медленное охлаждение эффективно используется только в низкотемпературной области, будет сэкономлено время, что сделает процесс полного отжига очень экономичным. Как и в случае полного процесса отжига, заэвтектоидные стали не могут обрабатываться с помощью этого процесса.
Диффузионный отжиг
Литые конструкции обычно содержат различные дефекты литья, такие как дендритная структура, сегрегация легирующих элементов и столбчатые зерна, вызывающие неоднородность и относительно более низкие механические свойства. Эти типы дефектов чаще встречаются в отливках из простой углеродистой стали и отливках из высоколегированной стали.
Для устранения этих дефектов используется технологический отжиг. При этом особом виде диффузионного отжига стальную отливку нагревают до достаточно высокой температуры в аустенитной области и выдерживают там 10-20 часов. Это время выдержки при такой высокой температуре дается для оболочки, чтобы обеспечить диффузию элементов и удаление дендритной структуры. После выдержки отливку охлаждают в печи. Мы уже обсуждали, что в заэвтектоидных сталях, где существует вероятность образования цементитной сетки на границах зерен, процесс нормализации используется вместо печного охлаждения.
Поскольку стальная деталь нагревается до высокой температуры и остается там в течение 10-20 часов, вероятность образования накипи на поверхности стали выше. Это образование накипи требует удаления отожженной поверхности после завершения процесса, что приводит к увеличению стоимости продукта.
Помимо образования накипи, во время этого процесса диффузионного отжига также происходит укрупнение зерна. При высокотемпературной выдержке происходит укрупнение аустенитных зерен, в результате чего образуется грубая перлитная микроструктура. Грубая микроструктура перлита обеспечивает более низкие механические свойства. Эта проблема решается вторым процессом низкотемпературного размягчения для измельчения зерна или процесса холодной обработки.
Более высокая температура нагрева, более длительное время выдержки, образование окалины и устранение укрупнения зерна в стальных отливках делают этот процесс дорогостоящим.
Частичный отжиг (Виды отжига)
Другим названием частичного отжига является межкритический отжиг. Межкритический член указывает на область между верхним и нижним критическими участками фазовой диаграммы. I t упоминается Секция развития микроструктуры отжига, есть две области, т. е. доэвтектоидные стали и заэвтектоидные стали. Этот тип обработки особенно подходит для заэвтектоидных сталей.
При частичном отжиге сталь нагревается чуть выше линии А1, после чего производится медленное охлаждение. Как мы объяснили в развитии микроструктуры, частичный отжиг предпочтительнее для высокоуглеродистых сталей, поскольку он приводит к образованию тонкого перлита и мартенсита вместо хрупкой сети мартенсита по границам зерен.
Этот вид отжига также предпочтителен для доэвтектоидных сталей, требующих только улучшения обрабатываемости. При высоких температурах, например, при температуре выше A1, цельнозерновая сталь становится свободной от деформации и снижает вероятность растрескивания во время обработки. Поскольку температура и время процесса меньше по сравнению с полным отжигом, по возможности частичный отжиг предпочтительнее полного отжига.
В структурах, где присутствовал крупнозернистый перлит или видманштеттеновый феррит, частичный отжиг становится неэффективным. При частичном отжиге аустенитное превращение является неполным и не может полностью удалить имеющуюся видманштеттову структуру. Так что в этих случаях предпочтительнее полное умягчение.
Рекристаллизационный отжиг
Рекристаллизационный отжиг считается докритическим отжигом. Этот тип умягчения выполняется ниже эвтектоидного преобразования или линии A1. Поэтому никакого фазового превращения не произойдет.
Рекристаллизация в названии предполагает, что размягчение выполняется с областью второй стадии отжига. В этой области, как объяснялось ранее, все напряженные удлиненные зерна превращаются в равноосные мелкие зерна. Температуру рекристаллизации можно оценить по следующей формуле;
Эта формула предполагает, что чистое железо имеет температуру рекристаллизации 450-490oC. Мы должны понимать несколько важных фактов, таких как присутствие углерода и других легирующих элементов, которые замедляют процесс диффузии и снижают температуру рекристаллизации. Поэтому рекристаллизационная температура разупрочнения увеличивается с увеличением добавки углерода и легирующих элементов.
Для низкоуглеродистой и среднеуглеродистой стали температуру рекристаллизации повышают до 650-690°С. Для высокоуглеродистой стали температуру рекристаллизации повышают до 710°С. напряжения, возникающие при механической обработке и измельчении зерна.
Здесь следует понимать, что рекристаллизация также зависит от механической обработки. Как объяснялось ранее, недавно развитые зерна образуются за счет движения границ зерен под большим углом и для уменьшения энергии деформации, запасенной в материале. В отсутствие высокой энергии деформации границы зерен уже будут находиться в равновесном положении, и диффузия невозможна, что приведет к укрупнению зерен без зарождения субзерен.
Технологический отжигИспользуемое здесь слово процесс указывает на то, что размягчение этого типа выполняется как своего рода промежуточный этап. Другое название, которое мы можем дать технологическому отжигу, — это промежуточный рекристаллизационный отжиг.
При чрезмерной механической обработке вводят несколько промежуточных процессов отжига для снятия напряжения. На этих стадиях технологического отжига рекристаллизация может быть полностью завершена, а может и не быть завершена. Это отличает рекристаллизационный отжиг от частичного отжига.
Детали, которые изготавливаются методом холодной обработки, такой как штамповка, экструзия, прокатка, часто подвергаются этой обработке.
Температура технологического отжига аналогична рекристаллизационному отжигу.
Сфероидизация (Виды отжига)
Этот тип разупрочнения применяется для получения максимальной мягкости стальных конструкций, в частности, из высоколегированных инструментальных сталей и высокоуглеродистых сталей. Микроструктура сфероидизированной стали представляет собой крупные глобулы цементита вместе с ферритовой матрицей. В среднеуглеродистой стали предпочтительна 50% сфероидальная микроструктура и 50% пластинчатая микроструктура для достижения оптимальных свойств. Станки являются важным применением сфероидизации. Хорошая обработка требует выполнения следующих требований;
- Сила резания и скорость
- Чистота обработанной поверхности
Сила резания и скорость имеют косвенную связь. При более высокой скорости резания на генерируемая сила мала. Сталь, обработанная с использованием высокой скорости резания, имеет хорошее качество поверхности и улучшает обрабатываемость.
В случае закаленной стали, твердость которой зависит от тонкой структуры и мартенситного превращения, необходимая сила резания очень высока, что автоматически снижает скорость резания обрабатываемого металла.
В случае чрезвычайно мягких сталей, когда при механической обработке образуются длинные непрерывные токарные обработки, а не непрерывная мелкая стружка. Это приводит к плохой поверхности машины, и в результате качество машины считается плохим.
Итак, мы установили здесь критерии, средний уровень прочности и твердости важен для лучшей обрабатываемости.
В случае отожженной низкоуглеродистой стали твердость очень низкая. Вот почему нормализованная низкоуглеродистая сталь обеспечивает оптимальный уровень твердости и ударной вязкости для обрабатываемости.
В случае среднеуглеродистой стали твердость и ударная вязкость находятся в балансе уже в отожженном состоянии. Вот почему среднеуглеродистая сталь легче обрабатывается в отожженном состоянии.
В случае высокоуглеродистой стали, инструментальной стали, подшипниковой стали и других классов легированных сталей твердость очень высока. Сфероидизация проводится для получения шаровидного цементита, чтобы сделать структуру мягкой, что обеспечивает оптимальные свойства для обрабатываемости.
Сфероидизирующая трансформация
Во время сферодизации цементитная сеть превращается в сфероиды из-за длительного нагревания, что является идеальной структурой для операций механической обработки и формовки. Результирующая микроструктура имеет глобулы с наименьшей энергией, поскольку межфазные поверхности феррита и цементита меньше, образуя стабильную структуру. Сфероидный отжиг — это очень медленный процесс, который осуществляется либо путем длительного нагревания чуть выше нижней критической температуры, либо путем попеременного нагрева и охлаждения выше и ниже нижней критической температуры.
Светлый отжиг (типы отжига)
При светлом отжиге стальные детали размягчаются в присутствии атмосферы, чтобы защитить поверхность и сохранить яркость стальной поверхности, какой она была до размягчения. Защитными средами, которые используются в печах для защиты поверхности стали, являются восстановительная газовая среда, аргон, чистый водород и азот.
Отжиг для снятия напряжения
Внутренние напряжения существуют в деталях после выполнения различных операций и сохраняются даже после удаления источника. Операции, вызывающие эти внутренние или запирающие напряжения, включают операции холодной деформации, механическую обработку, быстрый нагрев, охлаждение и фазовые переходы в твердом состоянии при термической обработке, неравномерное охлаждение при литье, расширение и сжатие сварных швов.
Эти остаточные напряжения являются смертельными для детали, когда они помещаются в приложение, поскольку они приводят к растрескиванию, межкристаллитной коррозии и изменению размеров или деформации. Для преодоления этих остаточных напряжений после операций холодной деформации, механической обработки, закалки и формовки проводят отжиг для снятия напряжений. При отжиге для снятия напряжений деталь нагревается ниже нижней критической линии без изменения микроструктуры материала. Нагрев инициирует пластическую деформацию в областях упругой деформации, которые являются источником остаточных напряжений, частично или полностью снимая напряжения, не вызывая изменения размеров.
Литература (виды отжига)
1 – Термическая обработка: принципы и методы
2 – Закалка, отпуск и термическая обработка (цеховая практика)
3 – Термическая обработка, выбор и применение инструментальных сталей 2E
Разное Типы методов отжига |
Отжиг – это метод термической обработки, при котором микроструктура материала изменяется для изменения его механических или электрических свойств. Как правило, в сталях отжиг используется для снижения твердости, повышения пластичности и устранения внутренних напряжений. Отжиг может быть общим термином и должен относиться к докритическому, промежуточному или полному отжигу в атмосфере самого типа.
Процесс нагревания металла или сплава до приемлемой температуры в течение определенного времени и медленного охлаждения (обычно с охлаждением в камере) называется отжигом.
Сущность отжига заключается в превращении перлита при нагреве стали в аустенитизирующий. После отжига ткань близка к равновесной.
Цель отжига :
- Уменьшить твердость стали, улучшить пластичность и облегчить процесс механической обработки и холодной деформации.
- Химический состав и организация однородной стали, измельчение зерна для повышения производительности стали или для обеспечения вымирания.
- Устранение внутренних напряжений и метод закалки для предотвращения деформации и растрескивания.

- Отжиг и нормализация в основном используются для проведения готовой термической обработки.
Для компонентов с низким напряжением и низкой производительностью отжиг и нормализация могут использоваться даже в качестве окончательной термообработки.
Согласно температуре нагрева, обычно используемый метод отжига разделен на:
Фазовое изменение Рекристаллизация Отжиг выше критической температуры:
- Полное отжиг
- Диффузионный отжигание
- Неконтролируемое.0016
Отжиг ниже критической температуры:
- Recrystallization Отжиг
- Отжиг напряжения
Выбор Отжига Metho D Обычно имеет следующие принципы:
- 9
- .
- Для сокращения времени отжига будет использоваться изотермический отжиг.
- Сфероидизирующий отжиг в основном используется для заэвтектической стали.
- Если запрос не высок, вы можете не завершать отжиг.
- Инструментальная сталь, подшипниковая сталь обычно используется сфероидизированным отжигом.
- Компоненты холодной экструзии и холодной высадки из низкоуглеродистой или среднеуглеродистой стали обычно используются для сферического отжига.
- Для исключения метода упрочнения применяют рекристаллизационный отжиг.
- Чтобы устранить внутреннее напряжение, вызванное многочисленными процессами, используется отжиг под напряжением.
- Для усиления неоднородности структуры и химического состава высококачественной стали обычно применяют диффузионный отжиг.
Важность отжига :
Отжиг используется для устранения последствий деформационного упрочнения, которое может иметь место в таких процессах, как гибка, холодное формование или волочение. Если материал станет слишком твердым, это может сделать работу невозможной или привести к растрескиванию.
При нагревании материала выше температуры рекристаллизации он становится очень пластичным и, таким образом, может обрабатываться снова и снова. Отжиг также снимает напряжения, которые могут возникнуть после затвердевания сварных швов. Горячекатаный прокат подвергают дополнительному формованию и формованию путем нагрева выше температуры рекристаллизации. В то время как закалка стали и легированной стали является обычным явлением, этот метод также может принести пользу альтернативным металлам, таким как алюминий, латунь и медь.
Производители металлов используют отжиг для производства сложных компонентов, сохраняя работоспособность материала, возвращая его в исходное состояние. Этот метод жизненно важен для поддержания пластичности и снижения твердости после холодной обработки давлением. Кроме того, некоторые металлы закалены, чтобы увеличить их электропроводность.
Отжиг со сплавами :
Отжиг будет применяться со сплавами, при этом частичная или полная закалка является единственным способом, используемым для нетермообрабатываемых сплавов. Исключение составляют сплавы серии 5000, которые могут подвергаться низкотемпературной стабилизации.
Сплавы отжигают при температурах от до 300-410°C , в зависимости от сплава, со временем нагрева от 0,5 до трех часов, в зависимости от размера заготовки и, следовательно, разновидности сплава. Сплавы следует охлаждать со скоростью не более 20°С в час до снижения температуры до 290°С, после чего скорость охлаждения не требуется.
Преимущества :
Основные преимущества отжига заключаются в том, что этот метод улучшает обрабатываемость ткани, увеличивает прочность, снижает твердость и увеличивает пластичность и обрабатываемость металла.
Метод нагрева и охлаждения дополнительно снижает переносимость металлов, одновременно улучшая их магнитные свойства и электропроводность.
Недостатки :
Основным недостатком отжига является то, что это трудоемкая процедура, учитывая, что материалы отжигаются. Материалам, требующим высокой температуры, потребуется длительное время для достаточного охлаждения, особенно если они оставляются для естественного охлаждения внутри холодильника. 0003 печь для отжига .
Отжиг используется в различных отраслях промышленности, где металлы необходимо перерабатывать в сложные структуры или обрабатывать много раз.
У нас в KERONE есть команда экспертов, которые помогут вам с вашими потребностями в методах отжига в различных продуктах, основанных на нашем большом опыте.
Процесс отжига: определение, значение, типы, преимущества
Процесс отжига вместе с основной концепцией, целью, значением, определением, различными типами отжига, преимуществами, недостатками, приложениями хорошо описаны.
Давайте изучим процесс отжига!
Что такое процесс отжига? Определение и значение
Давайте попробуем понять основы процесса отжига, определение, значение и температуру.
Базовый процесс отжига
Все, что мы используем сегодня, например, посуда, приборы или любые другие детали, проходит определенные процессы. Есть несколько популярных способов обработки материалов, одна из них – термообработка.
- Процесс отжига является одним из популярных процессов термообработки.
- Таким образом, отжиг — это процесс, при котором изменяются физические, а иногда и химические параметры материала.
- Также существует несколько типов процессов отжига, в которых используются разные методы отжига.
Это делается для многих целей, например,
- для повышения пластичности,
- для снижения твердости,
- для улучшения обрабатываемости и т. д.
Отжиг Значение и температура
В процессе отжига материал нагревается выше температуры рекристаллизации.
- Если вы не знаете, что такое температура рекристаллизации, вот простое определение.
- Если вы нагреваете материал выше определенной температуры, она отличается для каждого материала.
- Теперь при температуре рекристаллизации деформированные зерна будут замещаться новыми.
- Таким образом, свойства материала могут быть соответственно изменены.
При отжиге материал будет нагреваться до температуры рекристаллизации, и, таким образом, будут применяться следующие методы для изменения свойств материалов.
Процесс понятный и простой.
Отжиг Определение
Итак, общее определение отжига состоит в том, чтобы нагреть материал до соответствующей температуры в течение определенного периода, а затем медленно охладить его, что называется отжигом.
Но зачем нам процесс отжига?
Давайте посмотрим на это для последующего отжига.
Какова цель процесса отжига?
Цель процесса отжига.
- Отжиг используется в основном для снижения твердости стали, улучшения пластичности и облегчения механической обработки и обработки холодной деформацией.
- Для изменения химического состава и организации однородной стали, измельчения зерна, улучшения характеристик стали и подготовки ее к закалке.
- Снятие внутренних напряжений.
- Технологическое упрочнение и предотвращение деформации и растрескивания.
- Улучшение формуемости, рекристаллизация холоднодеформированных металлов
- Уменьшение электрического сопротивления и улучшение магнитных свойств
- Повышение ударной вязкости
В случае черных металлов, таких как сталь, отжиг осуществляется путем нагревания материала (как правило, до раскаливания) на некоторое время, а затем медленно дайте ему остыть до комнатной температуры в неподвижном воздухе.
Медь, серебро и латунь можно либо медленно охладить на воздухе, либо быстро закалить в воде. Таким образом, металл размягчается и подготавливается к дальнейшей обработке, такой как формовка, штамповка или формовка.
Как работает процесс отжига?
Из определения отжига мы уже поняли, что этот процесс означает,
- Нагрев при определенной температуре, то есть нагрев
- Выдерживать определенное время, на этот раз происходит рекристаллизация
- Медленное охлаждение, на этот раз зерна будут реструктурированы.
Для простоты понимания, возьмите несколько овощей и приготовьте их при определенной температуре, а после приготовления вы должны позволить вашим вкусным овощам перевариться. Это то же самое, что и процесс отжига.
Металл подвергается этому процессу, чтобы сделать его немного мягче, чтобы его можно было легко обрабатывать.
Этот процесс можно разделить на три этапа:
- Нагрев
- Рекристаллизация
- Реструктуризация
Процесс отжига Этап №1: Нагрев
- На этом этапе металл нагревается в печи при определенной температуре.
- Внутренняя структура или молекулы достаточно разрыхлены и релаксируют из-за нагрева.
Процесс отжига Этап №2: Рекристаллизация
- На этом этапе происходит рекристаллизация.
- В результате нагрева при этой температуре и даже при более высоких температурах деформированные зерна замещаются новыми.
- Изменена внутренняя структура металла.
Процесс отжига Этап №3: реструктуризация
- На этом этапе новые зерна полностью формируются после рекристаллизации.
- Медленное охлаждение помогает восстановить структуру металлов и повысить пластичность.
Итак, существует семь видов отжига. Включает в себя различные методы и нагрев при различных температурах.
Давайте рассмотрим некоторые типы и детали процессов отжига.
Типы процессов отжига
Существуют различные типы процесса отжига, например,
- Полный процесс отжига
- Отжиг
- .
Давайте изучим весь процесс один за другим,
Полный процесс отжига
Что такое полный отжиг?
Процесс полного отжига обычно используется для улучшения пластичности материала.
- Таким образом, в этом процессе сталь будет нагреваться примерно на 50-60 градусов Цельсия выше ее критической температуры.
- Сталь будет поддерживаться при этой температуре в течение определенного периода времени.
- После этого материалу дают остыть, скорость охлаждения может составлять около 10 градусов Цельсия в час.
Сталь будет медленно охлаждаться в печи без принудительного охлаждения.
Процесс полного отжига обычно используется для субэвтектической стали с содержанием углерода от 0,3 до 0,6%. Мы можем ссылаться на
- среднеуглеродистую сталь,
- низкоуглеродистую сталь,
- отливки из легированной стали,
- кованые и горячекатаные профили, а также
- иногда при сварке этих материалов.
После полного процесса отжига приобретаются такие свойства, как прочность, твердость, ударная вязкость.
Какова цель или цель этого процесса? Давайте узнаем это сейчас.
Цели полного отжига
- Мелкозернистая структура, однородная структура, устранение внутренних напряжений достигается после этого процесса.
- Также снижает твердость, улучшает обработку сталей.
- Повышенная пластичность, снятие внутренних напряжений.
- Для создания равновесной микроструктуры.
Процесс отжига
Что такое процесс отжига?
Процесс отжига используется для низкоуглеродистой стали.
- В этом процессе материал нагревается до температуры чуть ниже нижней критической температуры стали или выше температуры рекристаллизации стали, а затем
- после этого ему дают медленно охладиться в течение некоторого периода времени .
Холоднодеформированная сталь будет иметь повышенную твердость и пониженную пластичность. Таким образом, работать будет сложно.
Технологический отжиг улучшит пластичность и уменьшит твердость. Обычно это выполняется на холоднокатаной стали, такой как проволочная сталь и т. д.
Цели технологического отжига
- Технологический отжиг проводится для рекристаллизации металла.
- В процессе технологического отжига новые равноосные, свободные от деформации зерна зарождаются в областях высокого напряжения в холоднодеформированной микроструктуре. Твердость и прочность металла уменьшатся, тогда как пластичность металла возрастет.
- Основной целью процесса отжига является восстановление пластичности холоднодеформированного металла.
Отжиг для снятия напряжения
Что такое отжиг для снятия напряжения?
При отжиге для снятия напряжения металл будет нагреваться до более низкой температуры около 650 градусов по Цельсию и некоторое время будет поддерживаться при температуре для них в печи, а внутреннее напряжение металла будет удалено с последующим медленным темпом охлаждения.
Процесс отжига для снятия напряжения Изображение: Google- Как следует из названия, этот процесс устраняет внутренние напряжения в материалах.
- Например, более крупные отливки или сварные конструкции имеют внутренние напряжения из-за производственного процесса и неравномерного охлаждения.
- Во время отжига для снятия напряжений не происходит фазового превращения фазы
Цели отжига для снятия напряжений
Основной задачей отжига для снятия напряжений является снятие внутренних напряжений.
Эти внутренние напряжения создаются из-за:- пластической деформации
- неравномерного охлаждения
- Фазовое превращение
Сфероидизирующий отжиг
Что такое сфероидизирующий отжиг?
Сфероидный отжиг предназначен для таких материалов, как высокоуглеродистая сталь и легированная сталь.
Сфероидизирующий отжиг Изображение: Google- Этот процесс улучшает обрабатываемость этих материалов.
- В процессе сфероидного отжига сталь нагревают до температуры ниже ее температуры A1 (фазовая диаграмма) и иногда выдерживают при этой температуре, а затем позволяют медленно охлаждаться.
- Время выдержки при температуре варьируется от 15 до 25 часов.
Сфероидный отжиг улучшает внутреннюю структуру стали.
- В этом процессе материал нагревается чуть ниже критической температуры стали, поддерживается температура около 700 градусов Цельсия и охлаждается.
- Нагрев и охлаждение материала осуществляются попеременно, как выше, так и ниже критической температуры.
Цели сфероидального отжига
- Основной целью сфероидального отжига является улучшение обрабатываемости стали.
- Процесс снижает твердость, однородность структуры и подготавливает сталь к дальнейшему процессу закалки.
- Если говорить по диаграмме равновесия железо-углерод, то цементит перейдет в сферическую форму.
Изотермический отжиг
Что такое процесс изотермического отжига?
Изотермический отжиг малоуглеродистых сталей и сплавов для улучшения их обрабатываемости.
- В этом процессе сталь будет нагреваться выше верхней критической температуры, поэтому она довольно быстро превратится в аустенитную сталь.
- После нагрева охлаждается до температуры ниже нижней критической температуры около 600-700 градусов Цельсия.
- Охлаждение в этом процессе осуществляется с использованием методов принудительного охлаждения.
Температура будет поддерживаться в этой точке в течение определенного периода времени для создания однородной структуры материала.
Давайте посмотрим на некоторые цели того же процесса.
Цели изотермического отжига
- Процесс подходит для таких сталей, как высокоуглеродистая сталь, легированная инструментальная сталь, высоколегированная сталь и т. д.
- Изотермический отжиг хорош для достижения однородной организации и производительности.
Хотя изотермический отжиг не подходит для стальных деталей большого сечения и материалов для крупносерийных печей. Почему?
Поскольку при изотермическом отжиге нелегко достичь изотермической температуры для внутренней или пакетной заготовки.
Диффузионный отжиг
Что такое диффузионный отжиг?
Процесс диффузии подходит для высококачественной стали и разделения отливок и слитков из серьезной легированной стали.
- При диффузионном отжиге железо и карбид диффундируют друг с другом.
- Для процесса диффузии требуется более высокая температура, и сталь должна быть нагрета выше верхней критической температуры.
Температура может достигать от 1000 до 2000 градусов Цельсия, а время сохранения тепла составляет от 10 до 15 часов.
После процесса диффузионного отжига необходимо провести полный отжиг или нормализацию для улучшения качества ткани.
Цели диффузионного отжига
- Процесс диффузии устраняет сегрегацию дендритов и региональную сегрегацию.
- Он также унифицирует состав и организацию.
Неполный отжиг
При неполном отжиге сталь нагревается примерно до верхней критической температуры.
В дальнейшем после теплоизоляции медленно охлаждается.
Этот процесс в основном используется для получения сферических перлитных тканей для гиперэвтектической стали,
- устранения внутреннего напряжения,
- снижения твердости и
- улучшения обрабатываемости.
Теперь мы знаем типы процесса отжига. Есть еще один процесс, известный как нормализация. Между этими двумя процессами отжига и нормализации есть разница.
Сейчас мы с ним познакомимся.
Difference Between Annealing and Normalizing
Разница между отжигом и процессом нормализацииSr No. Annealing Normalizing 1 Annealing is the heat treatment process used for making the metal ductile and reducing hardness. Нормализация – это процесс термической обработки, применимый к сплавам железа. 2 Сталь либо охлаждают на воздухе, либо закаливают в воде. Сталь охлаждается только на воздухе. 3 При отжиге добиться однородного размера зерна непросто. При нормализации легко добиться однородного размера зерна. 4 Гранулометрический состав больше. Гранулометрический состав меньше. 5 Отжиг занимает больше времени Нормализация занимает меньше времени. 6 Стоимость отжига больше по сравнению с нормализацией. Стоимость нормализации ниже по сравнению с отжигом. 7 Структура зерна крупная. Структура зерна мелкая. Теперь давайте рассмотрим некоторые преимущества и недостатки отжига и его применения.
Преимущества отжига
Преимущества этого процесса:
- Отжиг улучшает пластичность материала, снижая твердость.
- Отжиг — один из лучших процессов для улучшения обрабатываемости.
- Также помогает улучшить магнитные свойства материала.
- Отжиг также снижает хрупкость материала.
- Устранение внутренних напряжений может быть выполнено посредством отжига.
Недостатки отжига
Есть и несколько недостатков,
- Электрическое сопротивление материала уменьшается при отжиге.
- Стоимость отжига больше по сравнению с процессом нормализации.
- Крупнозернистая структура доступна при отжиге.
- Однородный размер зерна не достигается в процессе отжига.
- Процесс отжига требует времени.
Применение отжига
Применение отжига:
- Снятие внутренних напряжений материалов.
- Для повышения пластичности стали и снижения твердости.
- Снижение хрупкости материалов.
- Для улучшения обрабатываемости материала.
- Зубчатые колеса изготавливаются путем отжига.
Заключение
Вот и все по процессу отжига. Отжиг — это только один из процессов термообработки, существуют и другие процессы термообработки.
Наши видео
См. Youtube
Наши приложения
Проверьте наши «Mechstudies – The Learning App». термодинамика
Интенсивные и экстенсивные свойства
Что такое давление
Теорема Бернулли
Счетчик Вентури
Основы насосов
Шаровой клапан
Сифон
Справочные статьиПонимание различных типов термообработки: Отжиг
В последних нескольких статьях мы обсуждали использование диаграмм Время-Температура-Трансформация и Преобразование при непрерывном охлаждении для понимания фазовых переходов, происходящих во время термообработки.
В этой колонке и в следующих статьях мы собираемся обсудить применение диаграмм CCT к реальным типичным термообработкам. В этом месяце мы сосредоточимся на отжиге. Мы будем использовать пару типичных сплавов, чтобы проиллюстрировать микроструктуры, полученные в результате различных термообработок. Результирующие микроструктуры будут прогнозироваться с помощью JMatPro (Sente Software, 2018 г.), программного обеспечения, которое позволяет прогнозировать микроструктуру для многих различных сплавов, и IVF Integra (Swerea IVF AB, 2012 г.), который рассчитывает микроструктуру на основе фактических кривых охлаждения закалки. .Отжиг
Целью отжига является придание детали однородной микроструктуры, то есть мягкости, для обеспечения возможности формовки или механической обработки. Отжиг может выполняться на заводе, а материал поступает на завод готовым к механической обработке, или это может быть сделано на месте для облегчения обработки. Есть много различных типов отжига, которые могут быть выполнены.
Рис. 1: Типичный гомогенизационный отжиг слитков в ванне для выдержки на сталелитейном заводе. Но во всех случаях основной причиной отжига является смягчение детали и повышение пластичности для формовки или механической обработки.Гомогенизация Отжиг — это метод отжига, используемый на сталелитейном заводе. Этот процесс отжига является несколько специализированным, поскольку его целью является выравнивание ликвации в стальных слитках или непрерывнолитых полосах. Очень высокие температуры и очень продолжительное время используются для того, чтобы позволить выровняться изменениям в химическом составе из-за сегрегации. Эта сегрегация является причиной разной прокаливаемости концов рулона. Готовые к охлаждению слитки или рулоны вынимают из печи и охлаждают на воздухе. Поскольку воздушное охлаждение является относительно неконтролируемым, могут возникать изменения в размере зерна и микроструктуре. Это часто объясняет разницу в производительности одного стана по сравнению с другим во время формовки, даже при соблюдении спецификаций на поставку.
Рис. 2: CCT из стали AISI 4140 с наплавкой при скорости охлаждения 0,005°C/с (18°C/ч). Полученная микроструктура представляет собой крупнозернистый перлит с проэвтехтоидным ферритом.Полный отжиг осуществляется путем нагрева стали выше верхней критической температуры, при этом микроструктура полностью преобразуется в аустенитную. Печь выключают, и температуре дают понизиться. В качестве альтернативы температура в печи снижается с определенной скоростью (обычно не более 40°C/час). Как правило, это может занять 30 часов или более в зависимости от сплава. В стали AISI 4140 при охлаждении со скоростью 18°C/ч полученная микроструктура представляет собой крупнозернистый перлит, который легко подвергается механической обработке (рис. 2).
Рисунок 3: Изотермический отжиг AISI 4140, демонстрирующий микроструктуры, идентичные процессу отжига.Изотермический отжиг или технологический отжиг немного отличается от полного отжига, но дает аналогичную микроструктуру. В этом процессе деталь нагревают выше верхней критической температуры, а затем быстро охлаждают примерно до 650°C (1200°F) и выдерживают изотермически в течение определенного периода времени.
Аустенит превращается в феррит и перлит. Затем деталь вынимают из печи и охлаждают на воздухе любым удобным способом. Преимущество изотермического отжига перед технологическим отжигом заключается преимущественно в более коротком времени. Для полного отжига потребуется около 30 часов, а для изотермического отжига потребуется около четырех часов, в зависимости от сплава. Это показано на рисунке 3.9.0009Нормализация
Процесс нормализации аналогичен полному отжигу, но с некоторыми важными отличиями. При нормализации температуры примерно на 25°C выше температуры нормальной закалки или аустенизации. После полного превращения в аустенит (обычно выдерживают при температуре в течение одного часа на дюйм или 25 мм толщины) деталь вынимают из печи и охлаждают на воздухе. Эти процессы обычно выполняются на сварных деталях, поковках или отливках.
Процесс ковки (а также сварки и литья) происходит при повышенных температурах, при которых может происходить укрупнение зерна. Это означает, что поковки могут иметь большую изменчивость размера зерна.
Рис. 4: AISI 4140, нормализованная при 875°C и воздушном охлаждении со скоростью 1°C/с. Полученная микроструктура состоит из 62% бейнита, 32% проэвтехтоидного феррита и приблизительно 6% перлита. Полученная твердость составляет около 28 HRC. В зависимости от того, как поковка (или сварка) охлаждается от температуры ковки или сварки, микроструктура будет смешанной и будет демонстрировать большую изменчивость твердости. Существуют также большие остаточные напряжения (термические и трансформационные), которые могут привести к деформации. Целью нормализации является получение мелкозернистой и однородной микроструктуры — обычно мелких зерен мелкого перлита.Самая большая разница между полным отжигом и нормализацией заключается в межпластинчатом расстоянии образующегося перлита. Очень крупный перлит очень мягкий. Мелкозернистый перлит тверже и несколько легче поддается механической обработке. Также при механической обработке происходит меньше наклепа, потому что сталь менее «клейкая».
Для сталей с низкой прокаливаемостью воздушное охлаждение может дать мелкозернистую перлитную микроструктуру. Полученная твердость находится в верхнем диапазоне HRB. Однако для сталей с высокой прокаливаемостью быстрое охлаждение на воздухе может привести к смешанной микроструктуре, содержащей значительное количество бейнита и, возможно, мартенсита (для сталей с очень высокой прокаливаемостью). В результате твердость также выше. Например, сталь AISI 4140, нормализованная при 875°C и охлаждаемая воздухом со скоростью 1°C/с, будет иметь твердость примерно 28 HRC и микроструктуру, состоящую из 62% бейнита, 32% проэвтехтоидного феррита и примерно 6% перлита (рис. 4).Сфероидизирующий отжиг
Сфероидизирующий или сфероидизирующий отжиг представляет собой процесс, при котором пластинки перлита, состоящие из карбида железа или Fe 3 C, превращаются в сферы из карбида железа. Полученная матрица теперь представляет собой феррит со сферами цементита вместо перлита, который представляет собой матрицу феррита с пластинками цементита.
Ниже нижней критической температуры диффузия углерода происходит медленно, поэтому для сфероидизации пластин цементита требуется много времени.Основной причиной сфероидизации является получение очень пластичной стали, подходящей для глубокой штамповки или формовки сложных форм. Сферические карбиды позволяют стали пластически деформироваться без образования трещин. Это также снижает износ матрицы за счет снижения необходимого давления для формовки. Поскольку для производства сфероидальных карбидов требуется длительное время в печи, этот метод отжига обычно используется для деталей, трудно поддающихся формованию, или когда увеличенный срок службы матрицы может оправдать повышенные затраты на сфероидизацию.
Существует два основных метода сфероидизирующего отжига. Это подкритический отжиг и межкритический отжиг. При докритическом отжиге стали нагревают чуть ниже температуры А1 и выдерживают в течение длительного периода времени (обычно много часов). Затем стали охлаждают до комнатной температуры удобным способом (обычно на воздухе).
Рисунок 5: Сравнение практики межкритического и подкритического сфероидизирующего отжига. Детали не превращаются в аустенит, поэтому возможно сохранение некоторых элементов прежней микроструктуры. Можно сохранить тонкую перлитную структуру, чтобы уменьшить расстояние диффузии и улучшить кинетику. Структуры докритических сфероидированных деталей обычно содержат мелкий сферический цементит внутри зерен феррита. Окончательный размер карбида регулируется выбранным временем термообработки и температурой.В межкритическом процессе сфероидизации сталь нагревают выше температуры A1 и позволяют превратиться в аустенит. Это позволяет всему углероду перейти в раствор в аустените. Затем деталь медленно охлаждают примерно до 650°C, где она выдерживается в течение нескольких часов. Осажденный цементит в виде перлита укрупняется в сфероидизированный цементит. Крупные частицы цементита могут осаждаться на границах зерен. Как правило, при межкритической термообработке образуются более крупные частицы цементита, что приводит к снижению твердости.
Два процесса показаны на рис. 5.9.0009Снятие напряжения
Целью снятия напряжения является снижение остаточных напряжений, возникающих при формовании или механической обработке. Это не делается для изменения металлургических свойств или микроструктуры. Холодная обработка, шлифовка, механическая обработка или термическая резка могут привести к значительным остаточным напряжениям в стали. При термической обработке, а именно во время цикла нагрева, эти напряжения вновь оживают. Это проявляется как изменение геометрии. Кроме того, между производственными этапами также осуществляется снятие напряжения для получения детали без остаточного напряжения, которая не склеивается и не меняет форму при выполнении дополнительных производственных этапов. Это также может быть сделано после термической обработки для повышения усталостной прочности. Это также улучшит размерную стабильность детали.
Для многих низколегированных сталей, подвергшихся тяжелой холодной обработке, медленный нагрев до 200-425°C (400-800°F) в течение относительно короткого времени (от двух до четырех часов) уменьшит остаточные напряжения.
В качестве примера преимуществ отжига: шасси для самолета Boeing F/A-18 A-C изготовлено из стали 300M. (ВМС США/Википедия) Для легированных сталей в большинстве случаев снятие напряжений проводят при температуре 480-540°C (900-1000°F) в течение двух-четырех часов. Это уменьшит большинство присутствующих остаточных напряжений. Если деталь подвергается снятию напряжений после термической обработки и отпуска, используется температура примерно на 30-50°С ниже температуры отпуска. Во всех случаях после снятия напряжения детали медленно охлаждают, чтобы предотвратить повторное возникновение термических остаточных напряжений.Пример
В качестве примера преимуществ отжига: шасси для самолета Boeing F/A-18 A-C изготовлено из стали 300M. Это сплав с чрезвычайно высокой прокаливаемостью, аналогичный AISI 4340, но с дополнительным содержанием углерода и кремния. Это обеспечивает очень высокую твердость при сохранении хорошей пластичности при прочности 2000+ МПа (2
фунтов на кв.
дюйм) UTS. Шасси начиналось как большие поковки, которые неконтролируемым образом охлаждались воздухом. Это привело к большому разбросу твердости поверхности в диапазоне от 25 до 55 HRC. Это затрудняло обработку и приводило к ухудшению качества поверхности. Чтобы устранить эту проблему, мы использовали специальную термообработку отжигом, называемую сфероидизирующим или сфероидизирующим отжигом, чтобы устранить твердые пятна и получить однородную микроструктуру для надлежащего отклика во время термообработки.После сфероидизации (24 часа при 718°C или 1325°F) микроструктура состояла из мелких округлых карбидов железа (сферодита) в матрице из феррита. Карбиды действовали как стружколомы, а феррит создавал очень мягкую матрицу для механической обработки. Мало того, что время обработки сократилось на 50 процентов, было достигнуто гораздо более стабильное качество поверхности. Кроме того, была снижена деформация при термообработке за счет устранения остаточных ковочных напряжений.
Вывод
В этой колонке были рассмотрены различные методы отжига с указанием преимуществ каждого типа.
В последующих статьях будут обсуждаться различные виды термической обработки.Виды отжига | L&L Special Furnace Co, Inc.
21 января 2020 г.
Отжиг — это общий термин, который описывает нагрев металла до определенной температуры, выдержку его при этой температуре в течение определенного периода времени, а затем охлаждение с подходящей скоростью для получения желаемых результатов обработки.
Объективы для отжига
Существуют различные причины для использования отжига, и желаемый результат в сочетании с типом отжигаемого металла будет определять используемый процесс. Часто отжиг используется для упрочнения металла. Это включает в себя снятие напряжений, создание определенного состояния и улучшение кристаллической структуры. Тем не менее, в других случаях желательны другие результаты, такие как создание мягкости структуры; улучшение обрабатываемости микроструктуры; или улучшение других физических, электрических или магнитных свойств.
И есть также случаи, когда отжиг используется как метод очистки. Например, его можно использовать для удаления газов, которые в противном случае вызывали бы нежелательные эффекты.Общие процессы
Хотя для черных и цветных металлов применяются определенные процессы отжига, существует несколько общих процессов, которые можно применять к любому типу металла.
Циклический отжиг
Циклический отжиг — это процесс, в котором используется заданный и строго контролируемый цикл время-температура для получения определенных свойств или микроструктур. В зависимости от времени нагревания и охлаждения металла, температуры, до которой он нагревается, числа циклов нагревания и охлаждения проявляются различные свойства.
Светлый отжиг на открытом воздухе
Светлый отжиг проводится в защитной атмосфере инертных газов, таких как водород и азот. Он часто используется для цветных металлов и нелегированных или низколегированных сталей. Атмосфера защищает металл от обесцвечивания в результате нагрева.
Для некоторых металлов атмосфера может иметь пониженный уровень оксидов.Противоположностью светлого отжига является отжиг на открытом воздухе. При отжиге на открытом воздухе не используется защитная атмосфера, а вместо этого требуется постоянный уровень атмосферного кислорода. Одним из недостатков отжига на открытом воздухе является то, что он часто приводит к образованию накипи на металле, что нежелательно и требует последующей обработки.
Вакуумный отжиг
Вакуумный отжиг – это отжиг, проводимый при давлении ниже атмосферного. Подобно светлому отжигу, он защищает металл от контакта со стандартными атмосферными газами в процессе отжига. Однако в то время как светлый отжиг заменяет контролируемую атмосферу, вакуумный отжиг полностью удаляет атмосферу. Хотя газы по-прежнему должны использоваться для охлаждения металлов в течение установленного времени.
Пламенный отжиг
Пламенный отжиг — это просто тип отжига, при котором тепло передается непосредственно пламенем.
Это отличается от большинства других видов отжига тем, что они нагревают атмосферу, в которой находится металл. Преимущество отжига в пламени заключается в том, что определенный участок металла можно отжигать независимо от остальных.Гомогенизация
Гомогенизация , также известная как диффузионный отжиг, представляет собой обработку при достаточно высокой температуре, предназначенную для устранения или уменьшения химической и кристаллической сегрегации. Химическая и кристаллическая сегрегация чаще всего возникает при разливке стали, особенно высоколегированной стали. Этот тип отжига также склонен к образованию накипи на металлах, как и отжиг на открытом воздухе.
Черные металлы
Черные металлы содержат значительное количество углерода.
Закалочный отжиг
Закалочный отжиг — это процесс, при котором аустенитный ферромагнитный сплав подвергается термообработке на твердый раствор, а затем быстро закаливается.
Цель состоит в том, чтобы быстро охладить металл, прежде чем он потеряет желаемую микроструктуру из-за медленного охлаждения. Закалка может быть достигнута с помощью различных сред, включая соленую и пресную воду, масло и даже распыление сжатого воздуха.Докритический отжиг
Подкритический отжиг — это процесс, выполняемый на ферросплавах при температуре ниже Ac1. Ac1 – температура, при которой начинается образование аустенита. Целью докритического отжига является размягчение металла и придание ему большей пластичности. Это, в свою очередь, облегчит работу и предотвратит растрескивание из-за напряжения.
Цветные металлы
Цветные металлы просто противоположны черным металлам. Они не содержат или содержат незначительное количество углерода.
Бета-отжиг
Бета-отжиг — это процесс, при котором бета-фаза создается посредством отжига. Некоторые титановые сплавы можно нагревать до температуры, при которой они переходят в бета-фазу, когда структура металла переходит из кристаллической в кубическую.
Эта температура известна как бета-трансус. Затем металл охлаждают с соответствующей скоростью, чтобы предотвратить разложение бета-фазы.Заключение
Существует множество различных способов отжига металлов, и выбор одного из них во многом зависит от отжигаемого металла и желаемых результатов. Существуют процессы отжига, специфичные для черных и цветных металлов, а также процессы, которые можно использовать для любого типа металла. И в зависимости от используемого процесса металлы могут быть закалены, смягчены или радикально изменены другие характеристики.
L&L Special Furnace
L&L Special Furnace производит современные печи для отжига различных типов металлов. Независимо от того, в какой отрасли вы работаете, если вам нужна отожженная деталь, у нас есть печь, которая может выполнить эту работу. Свяжитесь с L&L Special Furnace сегодня по телефону для получения дополнительной информации о наших печах для отжига и типах отжига, поддерживаемых каждой моделью.
Отжиг стали: 7 типов | Методы | Термическая обработка
ОБЪЯВЛЕНИЯ:
Следующие пункты выделяют семь основных типов отжига сталей. Это: 1. Полный отжиг 2. Гомогенизирующий (диффузионный) отжиг 3. Технологический отжиг 4. Сфероидизирующий отжиг 5. Частичный отжиг 6. Светлый отжиг 7. Отжиг для снятия напряжений .
Тип № 1. Полный отжиг:
Полный отжиг, или отжиг, состоит из нагрева стали до температуры выше ее верхней критической температуры, выдержки там в течение времени, достаточного для получения однородного аустенита, и охлаждения в печи (обычно 50°C/час), т. е. печь включается выключенный.
Иногда деталь может быть погружена в кучу золы, извести и т.п., т.е. в хороший теплоизоляционный материал. Температура аустенизации, как показано на рис. 5.1, для полного отжига является функцией содержания углерода в стали (также показано в таблице 5.2) и равна
.ОБЪЯВЛЕНИЯ:
Для доэвтектоидных сталей = Ac 3 + (20 – 40°С)(для получения однофазного аустенита)
Для заэвтектоидных сталей = Ас 1 + (20 – 40С)(для получения аустенита + Fe 3 В)
Нагрев доэвтектоидных сталей немного выше температуры Ас 3 приводит к образованию мелких зерен аустенита (рис.
5.2 а3), которые при медленном охлаждении в печи (отжиге) приводят к образованию крупных зерен феррита и перлита.ОБЪЯВЛЕНИЯ:
Нагрев этой стали до очень высокой температуры (рис. 5.2 а7) вызывает рост зерен аустенита, который при отжиге дает очень крупный феррит и перлит (рис. 5.2 а9) за счет дополнительных затрат на нагрев, время, большее образование окалины и обезуглероживание. Нагрев стали с 0,2%C только до Ac 1 и Ас 3 от комнатной температуры, не измельчает исходные крупные зерна феррита (рис. 5.2 а2), которые при медленном охлаждении (отжиге) ухудшали бы свойства.
Для отжига заэвтектоидные стали нагревают только до температуры немного выше Ac 1 ; тогда получаются очень мелкие зерна аустенита (96% структуры в стали с содержанием углерода 1,0 %) со сфероидизированным Fe 3 C (т. е. сеть Fe 3 C разорвана), как показано на рис. 5.2 (b2). , который при охлаждении в печи образует мелкие зерна (по сравнению с исходным) перлита и сфероидизированного цементита (рис.
5.2 б3).ОБЪЯВЛЕНИЯ:
Движущей силой сфероидизации Fe 3 C является уменьшение площади поверхности раздела аустенит-цементит, и, таким образом, уменьшение межфазной энергии сопровождает сфероидизацию. Если бы сталь была нагрета до температуры немного выше A см (рис. 5.2, б4) для получения однофазных, только что образовавшихся мелких зерен аустенита, она склонна к быстрому укрупнению зерен, так как проэвтектоид Fe 3 C растворился.
Это Fe 3 C ранее ограничивал укрупнение зерна аустенита. Помимо роста зерна, при очень высокой температуре происходит больше времени, энергии (тепла), меньше производительности, больше накипи и обезуглероживания.
Даже если большого роста зерен не произошло, такая сталь при медленном охлаждении (отжиге) вновь приобретает доэвтектоид Fe 3 С, образующийся на границах зерен аустенита, или перлита (при комнатной температуре) в виде сетки. Такая сетка Fe 3 C обеспечивает легкий путь разрушения и делает сталь хрупкой во время формовки или эксплуатации.
Таким образом, нагрева в таких диапазонах при отжиге избегают.Не только температурный диапазон нагрева является важной частью полного отжига, но и медленная скорость охлаждения, связанная с полным отжигом, также является жизненно важной частью процесса, так как аустенит должен разлагаться при небольшом переохлаждении (т. при температуре А 1 ) для получения равноосного и относительно крупнозернистого феррита, а также перлита с крупным межпластинчатым расстоянием для придания стали мягкости и пластичности (снижение твердости и прочности).
ОБЪЯВЛЕНИЯ:
Присутствие легирующих элементов смещает кривую КТР в сторону больших времен, и, таким образом, легированные стали могут охлаждаться медленнее, чем углеродистые стали, для получения пластичности (т.е. аналогичные микроструктуры со скоростью охлаждения 30‒50°С/час). Скорость охлаждения можно регулировать, открывая или закрывая дверцы печи, контролируя процесс нагрева или применяя специальные охлаждающие камеры.
После полного превращения аустенита (примерно на 500-600°С) скорость охлаждения может быть увеличена для сокращения времени отжига и, таким образом, повышения производительности за счет размещения изделий на открытом воздухе при условии риска развития термических напряжений не много. Охлаждение в печи следует продолжать до комнатной температуры, если целью отжига является снижение напряжений, особенно в ответственных и сложных по форме деталях.
При (полном) отжиге, независимо от того, развивается ли в стали мелкоперлитная структура или крупноперлитная структура, это связано с исходной структурой стали, поскольку при соответствующей температуре нагрева и почти такой же температуре превращения (из-за медленного охлаждения печи ) аустенита к перлиту (на уровне или немного ниже A 1 ) и доэвтектоидного продукта перлитное межпластиночное расстояние почти постоянно, т. е. продукт почти одинаков во всех случаях. Он мелко- или крупноперлитный по сравнению с исходной микроструктурой, которая может быть, соответственно, крупно- или мелкоперлитной.
Полный отжиг проводится с одной или несколькими из следующих целей:
ОБЪЯВЛЕНИЯ:
1. Для уменьшения размера зерна стальных отливок или горячедеформированных сталей:
Стальные отливки неизменно имеют крупные аустенитные зерна, что приводит к крупным ферритным зернам или структуре видманштеттенового типа с плохой ударной вязкостью, как показано на левой стороне рис. (схема).
На рис. 5.3 (b) показан видманштеттен, а на рис. 5.3 (c) — мелкозернистая отожженная микроструктура:
Даже горячедеформированные изделия, такие как катаные или кованые детали, где горячая обработка была завершена при чрезмерно высоких температурах, что привело к укрупнению аустенитного зерна или даже видманштеттовой структуре в нормализованном состоянии. Даже свариваемые детали могут иметь микроструктуру, подобную литой, с крупными зернами в околошовной зоне (ЗТВ).
Даже некоторые циклы термической обработки, такие как гомогенизирующий отжиг, оставляют сталь с крупными зернами, поскольку в течение длительного периода выдержки использовалась высокая температура выдержки от 1100°C до 1200°C.
Полный отжиг сталей при соответствующих температурах и медленное охлаждение или даже другие методы позволяют получить мелкие зерна феррита и перлита с одновременным улучшением механических свойств.2. Для снятия внутренних напряжений:
Если стальные отливки имеют сложную форму или являются ответственными деталями, в которых необходимо полностью снять внутренние напряжения, то проводят полный отжиг.
3. Для размягчения некоторых сталей, особенно перед механической обработкой:
Стали, содержащие от 0,3 до 0,4% углерода, имеют лучшую обрабатываемость в отожженном состоянии, чем в нормализованном состоянии. Отжиг дает более крупный перлит и феррит для улучшения мягкости и пластичности, а также для улучшения обрабатываемости.
4. Для устранения микроструктурных дефектов, возникших при литье или горячей обработке давлением:
Сульфидные включения, расположенные вдоль ферритовых полос в горячедеформированных сталях, не могут быть изменены обычным полным отжигом.
Проводится двойной отжиг, первый этап которого заключается в нагреве стали до температуры, значительно превышающей Ac 9.0999 3 , а затем быстрое охлаждение до температуры ниже нижней критической температуры, а затем немедленный повторный нагрев до нормальной температуры полного отжига с последующим медленным охлаждением.Первый нагрев приводит к слиянию сульфидных пленок в феррите и обеспечивает гомогенность за счет быстрой диффузии. Быстрое охлаждение предотвращает образование крупных зерен феррита. Второй шаг измельчает крупные зерна и оставляет сталь в мягком состоянии. Даже ленточная структура улучшается, становясь более однородной при такой обработке, хотя нормализация помогает лучше, как описано в нормализации.
Тип #
2. Гомогенизирующий (диффузионный) отжиг:Обычно, когда слиток углеродистой стали после разливки затвердевает, его структура неоднородна. Последующий нагрев, замачивание и горячая обработка в значительной степени гомогенизируют структуру.
Это так, потому что диффузия углерода происходит очень быстро при высоких температурах, и одновременная пластическая деформация разрывает дендриты с разными частями, движущимися друг относительно друга, что облегчает процесс диффузии для быстрой гомогенизации структуры.
Дендриты и междендритная сегрегация, если они присутствуют, увеличивают склонность к хрупкому разрушению, развивают анизотропные свойства и другие дефекты, такие как низкая пластичность и ударная вязкость, различная прокаливаемость в соседних участках.
Химическую неоднородность можно устранить гомогенизирующим (диффузионным) отжигом. Так как диффузия элементов, образующих твердые растворы замещения, происходит гораздо медленнее, чем углерод при любой температуре, слитки легированных сталей обычно гомогенизируют при температуре от 1150°С до 1200°С в течение 10-20 часов с последующим медленным охлаждением. Отливки из легированной стали также сдаются по аналогичному циклу. Медленное охлаждение может производиться по крайней мере до 800-850°С с последующим воздушным охлаждением.
Перлитные классы доэвтектоидных неоднородных легированных сталей выдерживают при 1000°С в течение 1-2 часов, тогда как заэвтектоидные легированные стали выдерживают 5-6 часов.Гомогенизация вызывает укрупнение зерна аустенита, ухудшающее свойства. Таким образом, стали после такой термообработки подвергаются либо нормализации, либо полному отжигу (что также позволяет избежать остаточных напряжений) для уточнения перегретой структуры. Гомогенизация также приводит к образованию толстой чешуи на поверхности сталей.
Поскольку гомогенизация сама по себе является дорогостоящей с потерей металла в виде окалины и требует последующей обработки для измельчения зернистой структуры, она используется в особых случаях.
Тип #
3. Процесс отжига:Это аналогичная докритическая термообработка отжигом, обычно применяемая для восстановления пластичности холоднодеформированных стальных изделий различных форм. Так как температура нагрева (650-680°С) ниже температуры Ас 1 , т.
е. ниже нижней критической температуры диаграммы Fe-Fe 3 С и, так как не происходит фазового перехода как при нагреве, так и при последующем охлаждении , это называется докритическим отжигом. (рис. 5.1)При наклепе на низкоуглеродистую сталь происходит наклеп, т. е. твердость и прочность увеличиваются, но пластичность снижается. Пластичность стали можно восстановить полным отжигом, но чаще всего проводят рекристаллизационный отжиг.
Рекристаллизационный отжиг заключается в нагревании холоднодеформированной стали выше температуры рекристаллизации, выдержке при этой температуре и последующем охлаждении. Окончательная структура после обработки состоит из бездеформированных равноосных зерен феррита, полученных за счет деформированных вытянутых зерен феррита.
Средняя температура рекристаллизации определяется по формуле:
T r = (0,3 – 0,5) T т.пл.
, где T r – температура рекристаллизации по шкале Кельвина, а T т.
пл. — температура плавления по шкале Кельвина. Хотя температура рекристаллизации чистого железа составляет около 450°С, она повышается с увеличением содержания сплава и включений, увеличением исходного размера зерна, уменьшением величины предшествующей деформации, повышением температуры деформации и уменьшением времени выдержки.Так, обычно рекристаллизационный отжиг углеродистых сталей проводят при температуре от 650°С до 680°С, тогда как высокоуглеродистых легированных сталей (Cr, Cr-Si и т.д.) проводят при температуре около 730°С в течение 0,5-1,5 часов. Крупнозернистые стали можно рафинировать для получения мелкозернистых сталей путем тяжелой холодной обработки и рекристаллизационного отжига.
Отжиг для рекристаллизации чаще всего применяется к холоднокатаным низкоуглеродистым листовым или полосовым сталям. Как правило, микроструктура низкоуглеродистых сталей до холодной обработки состоит из преимущественно равноосных зерен феррита с небольшим количеством перлита.
Среднеуглеродистые и, по крайней мере, высокоуглеродистые стали обычно имеют сфероидизированный перлит. Оба являются очень пластичными микроструктурами. Холодная обработка упрочняет феррит, удлиняя ферритовые зерна в направлении холодной обработки и создавая высокую плотность кристаллических дефектов, особенно дислокаций. При нагреве в процессе отжига сначала происходит восстановление, а затем рекристаллизация.
В последнем процессе в деформированном феррите зарождаются и растут новые, свободные от деформации равноосные зерна феррита. Кроме того, отжиг приводит к коалесценции и сфероидизации цементита, если он еще не присутствует. В норме рост зерен феррита не происходит из-за наличия глобул цементита, если только они не нагреваются до очень высоких температур.
Теперь микроструктура снова обладает высокой пластичностью, готовой к сильной холодной деформации. Таким образом, отжиг можно проводить периодически, чтобы каждый раз восстанавливать пластичность для дальнейшей обработки листа, полосы или проволоки, и поэтому им даются разные названия.
Нержавеющие стали (например, 18/8) или стали Гадфильда-Mn также довольно часто подвергают рекристаллизационному отжигу.Рекристаллизационный отжиг имеет некоторые преимущества по сравнению с полным отжигом, так как происходит небольшое образование окалины или обезуглероживание поверхности стали из-за более низких температур. Однако в некоторых случаях при рекристаллизационном отжиге может возникнуть нежелательное явление. Если сталь подвергалась легкой обработке или дрессировке, то имеется область критической деформации (обжатие 5—10 %), в которой при рекристаллизационном (рис. 5.5) отжиге образуются крупные зерна даже гигантских размеров с плохими свойствами.
Чтобы избежать этого явления, либо предварительную нагартовку следует увеличить сверх критической деформации, а если это невыполнимо, то вместо рекристаллизационного отжига применяют полный отжиг. Полный отжиг также дает пластинчатый перлит. Рекристаллизационный отжиг применяют как в качестве промежуточной, так и в качестве заключительной операции.
Тип #
4. Сфероидизационный отжиг:Это отжиг для получения максимальной мягкости, особенно в высокоуглеродистых сталях и высоколегированных инструментальных сталях для улучшения обрабатываемости (а также пластичности). В идеале микроструктура состоит из крупных сфероидизированных частиц цементита (или карбидов сплавов), внедренных в ферритовую матрицу. Полностью сфероидизированное состояние предпочтительно для высоколегированных инструментальных сталей. Для углеродистых и низколегированных конструкционных сталей оптимальная обрабатываемость соответствует 50% сфероидизированному и 50% пластинчатому карбиду в структуре.
Хорошо поддающийся механической обработке металл – это тот, который позволяет снимать металл с удовлетворительной отделкой при наименьших затратах.
Основными факторами механической обработки являются:
(а) Скорость резания,
(б) Сила резания,
(c) Отделка обработанной поверхности.
Таким образом, чем выше возможная скорость резания при механической обработке, тем меньшая необходимая сила резания и выше качество обработанной поверхности, а значит, и обрабатываемость металла.
Рис. 5.6. иллюстрирует влияние пластичности и твердости на обрабатываемость материала и то, как изменение микроструктуры влияет на обрабатываемость этого материала. Закаленные стали имеют плохую обрабатываемость, так как для того, чтобы инструменты могли врезаться в обрабатываемую сталь, требуется большая сила резания. Высокие усилия притупляют кромку режущего инструмента, что требует еще большей силы резания, и поэтому скорость резания приходится снижать. Поверхность машины зубчатая и матовая.
Мягкая сталь с высокой пластичностью также с трудом поддается механической обработке, поскольку длинные непрерывные стружки образуются без легкого разрушения. Обработанная поверхность шероховатая, неровная и рваная, т.е. качество поверхности плохое. Непрерывная токарная обработка также легко изнашивает режущий инструмент.
Низкая пластичность способствует легкому разрушению стружки в виде прерывистой стружки.Низкоуглеродистые стали (до 0,3% С), а также низколегированные низкоуглеродистые стали очень мягкие и высокопластичные в отожженном состоянии. Нормализация этих сталей снижает ударную вязкость и немного увеличивает твердость, вызывая легкое стружкодробление и улучшая обрабатываемость, или легкая холодная обработка также улучшает обрабатываемость.
Среднеуглеродистые стали имеют хорошую обрабатываемость в отожженном состоянии. Высокоуглеродистые инструментальные стали (слишком твердые), а также все легированные инструментальные стали, включая быстрорежущие стали, шарикоподшипниковые стали, обладают наибольшей обрабатываемостью, когда микроструктура сфероидизирована или имеет глобулярный цементит (рис. 5.7 а). Таблица 5.3 суммирует наилучшее состояние сталей для хорошей обрабатываемости.
Самое мягкое и наиболее пластичное состояние любой перлитной стали – это когда ее микроструктура состоит из сферических крупных карбидных частиц, равномерно внедренных в ферритную матрицу, так как в пластинчатом перлите движение дислокаций легко блокируется пластинками цементита, а в глобулярном они минуют их.
перлит.Относительно хорошая пластичность сфероидизированной структуры с низкой твердостью обеспечивает высокую обрабатываемость высокоуглеродистых и легированных инструментальных сталей. Из-за повышенной пластичности средне- и высокоуглеродистые стали подвергаются холодной обработке, всегда в сфероидизированном состоянии.
Глобулярная микроструктура имеет самую низкую энергию из-за меньшей площади поверхности раздела феррит/цементит цементитных сфер в ферритовой матрице по сравнению с большой площадью в пластинчатом перлите и, таким образом, является наиболее стабильной микроструктурой.
Сталь с любой прежней микроструктурой должна измениться на глобулярную микроструктуру путем диффузии, если ее нагревать до высоких температур и в течение длительного времени для уменьшения межфазной поверхности (и, следовательно, энергии). Пластинки или пластинки цементита в пластинчатом перлите распадаются на более мелкие частицы, которые со временем принимают сферическую (рис.
5.10) форму при 650°С.После разрушения ламелей мелкие частицы растворяются, увеличивая размер более крупных сферических частиц из-за дальнейшего снижения межфазной энергии, что приводит к уменьшению количества частиц и их более широкому расположению. Время сфероидизации примерно логарифмически связано с температурой. Скорость сфероидизации обратно пропорциональна расстоянию между пластинками перлита. Присутствие любого доэвтектоидного продукта не влияет на скорость сфероидизации, то есть содержание углерода не влияет.
Легирующие элементы уменьшают процесс сфероидизации, так как либо они уменьшают диффузию углерода, либо сами медленно диффундируют с образованием собственных сфероидизированных карбидных частиц. Стали, раскисленные алюминием, сфероидизируются несколько быстрее, чем стали, раскисленные кремнием.
Поскольку граница раздела между цементитом и ферритом в перлите является низкоэнергетической границей раздела, пластинки перлита сфероидизируются, но делают это очень медленно даже при температурах, близких к температуре A 1 , на что требуется более 200 часов.
Пластическая деформация перед нагревом или во время нагревания увеличивает скорость сфероидизации. Холодная прокатка заставляет цементитные пластины изгибаться или вращаться, чтобы стать параллельными плоскости прокатки.При изменении ориентации энергия границы раздела цементит/феррит увеличивается, чтобы ускорить процесс сфероидизации, который тем быстрее, чем выше объем холодной обработки. Сталь (0,61 % С, 0,6 % Mn, 0,08 % Si) после 75 % холодной прокатки сфероидизировалась при нагреве в течение 32 ч при 650°. На рис. 5.8 показано влияние холодной обработки сталей, нормализованных с содержанием углерода 0,60 % и 0,8 %, на время и температуру сфероидизации.
Скорость сфероидизации перлита заэвтектоидной стали аналогична скорости перлита в доэвтектоидных сталях, но сфероидизация доэвтектоидного цементита происходит гораздо быстрее из-за иррациональной поверхности раздела. Однако видманштетные пластины из доэвтектоидного цементита требуют больше времени, чем цементит из перлита.
Сфероидизация представляет собой очень медленный процесс, когда перлитная структура нагревается чуть ниже температуры A 1 . Скорость сфероидизации высока, если карбид присутствует в виде дискретных частиц, таких как бейнитная структура, или частицы карбида, полученные путем отпуска мартенсита.
Кроме того, если при нагреве до температуры чуть выше Ас 1 , аустенит может иметь хорошую степень неоднородности либо путем нагревания до самой низкой температуры аустенизации, чтобы неоднородный аустенит имел большое количество нерастворенных зародышей цементита, на которых может расти осаждающийся цементит легко при медленном охлаждении; или, первый нагрев чуть ниже Ac 1 , так что образуются сфероиды цементита, которые при нагревании до температуры немного выше Ac 1 сопротивляются растворению и, таким образом, способствуют сфероидизации осаждающегося цементита при медленном охлаждении гетерогенного аустенита до температуры Ar 1 .
Скорость охлаждения в обоих случаях должна быть достаточно низкой, чтобы превращение происходило при температурах лишь немного ниже температуры A 1 . Температура аустенизации является еще одним важным фактором в этих методах. Рис. 5.9иллюстрирует диапазон температур аустенизации, при котором может быть получен сфероидальный продукт, или смесь сфероидального и пластинчатого продукта, или пластинчатый продукт, который варьируется в зависимости от содержания углерода в стали.
Заэвтектоидные стали при нагреве немного выше температуры A 1 и очень медленном охлаждении до температуры A 1 показывают сфероидизированный эвтектоидный цементит с крупными сфероидизированными частицами доэвтектоидного цементита. Повышение температуры аустенизации приводит к образованию пластин эвтектоидного цементита со все более крупными пластинами доэвтектоидного цементита. Нагрев до температуры выше А см и медленное охлаждение приводит к пластинчатому эвтектоидному цементиту с доэвтектоидным цементитом в виде пленки (сетки), окружающей размер аустенитного зерна.
Обобщение методов сфероидизации:
1. Нагрев стали (C > 0,3%) до температуры чуть ниже Ac 1 , выдержка при этой температуре в течение очень длительного периода с последующим медленным охлаждением превращает пластинчатый перлит в сфероидизированный. Рис. 5.10 иллюстрирует процесс с циклом. Это занимает очень много времени, особенно с крупным перлитом.
2. Важное правило для промышленного получения сфероидизированной структуры:
Аустенитируют сталь при температуре не более чем на 50°С выше А 1 и очень медленно охлаждают через А 1 до превращения неоднородного аустенита при температуре не более чем на 50°С ниже температуры А 1 .
Таким образом, двумя критическими температурами являются:
(1) Температура аустенизации, значение которой показано на рис. 5.9.;
(2) Температура превращения ниже A 1 . Чем ближе температура к A 1 , тем более грубой и мягкой является сфероидизированная структура, но если превращение происходит намного ниже A 1 , тогда продукт является более мелким, более пластинчатым и более твердым перлитом.
Обычно температура аустенизации составляет:
Эвтектоидная сталь: 750 – 760°C
Гипоэвтектоидная сталь: 770 – 790°C
Заэвтектоидная сталь: 770 – 820°C
Быстрорежущая сталь: 875°C
Например, сталь En 19 C, имеющая A 1 температуру около 750°C, подвергается сфероидизирующему отжигу как:
i.. Неполная аустенизация при 775°С в течение 2 часов.
ii. Медленное охлаждение со скоростью 10°С/ч до 725°С за 5 часов.
III. Охладить на воздухе до комнатной температуры.
3. Сталь после аустенизации медленно охлаждают со скоростью 30-50°С/ч до 680-620°С и затем изотермически выдерживают при этой температуре. Этот метод занимает меньше времени, 1-3 часа, чтобы получить сфероидизированную структуру.
4. Заэвтектоидные стали должны быть сначала нормализованы, чтобы по возможности предотвратить образование сетки цементита, но в виде тонкой дисперсии цементита.
Затем его нагревают до 770-820°С и очень медленно охлаждают.5. Углеродистые стали и низколегированные стали, содержащие углерод от 0,5 до 0,77%, могут быть сначала подвергнуты предварительному отжигу при температуре примерно на 25°C ниже температуры A 1 , так что происходит некоторая сфероидизация цементита. Затем сталь нагревают выше Ac 1 (< 50°C) и затем очень медленно охлаждали.
Этот процесс занимает от 2 до 6 часов для получения сфероидизированной структуры, как схематично показано на рис. 5.11:
6. Маятниковый обогрев:
Сталь нагревают до 750°С и выдерживают при этой температуре непродолжительное время, затем охлаждают в другой печи до 680-700°С. После кратковременной выдержки снова нагревают до 750°С и снова охлаждают. Эти этапы повторяются несколько раз подряд для получения сфероидизированного перлита. Этот процесс сложнее в исполнении, но занимает меньше времени.
При нагреве до 750°С получается неоднородный аустенит. При охлаждении выделяющийся цементит осаждается на карбидных зародышах в неоднородном аустените в виде сфероидальных частиц. Этот процесс продолжается. При повторном нагревании растворение сфероидизированного цементита сопротивляется. Осаждающийся цементит откладывается на этих нерастворенных частицах цементита при охлаждении.
7. Сфероидизированный перлит может быть получен закалкой и отпуском при высоких температурах.
Тип #
5. Частичный отжиг:Частичный отжиг доэвтектоидных сталей заключается в нагреве сталей в критическом диапазоне, т. е. между температурами Ac 3 и Ac 1 . Перлит стали превращается в мелкозернистый аустенит, но форма и размер доэвтектоидного феррита практически остаются такими же, как и в исходной микроструктуре (рис. 5.2 а2), т.е. сталь частично отожжена. Как и при отжиге, сталь остывает медленно, аустенит превращается при температуре A 9 или близкой к ней.
Таким образом, частичный отжиг 0999 1 к грубому и мягкому перлиту, а зерна феррита остаются как были, но сам феррит является очень мягкой фазой.обеспечивает необходимую для механической обработки мягкость. Хотя это не идеальный метод, но это хороший практический метод, позволяющий снизить стоимость обработки и время для улучшения обрабатываемости и/или пластичности, если первоначальный перлит стали мелкий и твердый.
Тип #
6. Светлый отжиг:Само название предполагает, что это обработка отжигом, после которой поверхность остается такой же яркой и блестящей, как и до обработки, т. е. поверхность остается свободной от обесцвечивания и окислов. Поверхность защищается защитной средой (атмосферой) в печи отжига.
Используемая атмосфера зависит от типа стали. Обычно используемые атмосферы; аргон или азот, чистый водород, крекинг-аммиак или атмосфера восстановительного газа, такая как содержащая 15% H 2 , 10% CO, 5% CO 2 , 1,5% CH 4 и остаток N 2 .
Тип #
7. Отжиг для снятия напряжения:Внутренние напряжения (остаточные напряжения или запертые напряжения) — это напряжения, которые остаются в детали даже после того, как их источник был удален, т. е. эти напряжения существуют в детали при отсутствии внешних напряжений.
Эти напряжения могут возникать во время:
1. Операции холодной деформации:
Например, при прокатке металлической полосы центральная часть полосы подвергается большему обжатию (большему удлинению), чем поверхностные слои. Поскольку более длинная центральная часть тянет за собой поверхностные слои, возникают растягивающие внутренние напряжения в поверхностных слоях и сжимающие внутренние напряжения в центральной части.
2. Обработка:
Тяжелая механическая обработка особенно оставляет после себя холоднодеформированные поверхности, которые вызывают внутренние напряжения, которые могут даже вызвать растрескивание во время последующей термической обработки.
3. Термическая обработка:
Быстрый нагрев при термообработке приводит к градиенту температуры, который вызывает неравномерное расширение по сечению детали, что приводит к сжимающим напряжениям в поверхностных слоях и растягивающим напряжениям во внутренних слоях. Быстрое охлаждение (без фазового превращения) приводит к обратному характеру напряжений, чем указано выше.
Твердофазный переход при охлаждении стали приводит к увеличению удельного объема и является источником развития больших остаточных напряжений при высокой скорости охлаждения. Закалочные напряжения вызывают равномерное развитие трещин. Фазовый переход и термическое неравномерное сжатие могут привести к возникновению сложных структур напряжения в детали. Даже изменение состава поверхностных слоев, например, при науглероживании, вызывает дифференциальное изменение объема, вызывающее напряжения.
4. Литье:
В отливках неизменно присутствуют напряжения из-за неравномерного охлаждения поверхности по сравнению с центром отливки (из-за разной скорости охлаждения между различными участками).
5. Сварка:
Из-за дифференциального расширения и сжатия зоны термического влияния (ЗТВ) и самого сварного шва.
В каждое мгновение причиной сохранения этих внутренних напряжений является возникновение неоднородной пластической деформации, которая может быть обусловлена неодинаковыми деформациями в различных участках тела, либо разным изменением удельных объемов в различных сечениях детали . Таким образом, внутренние напряжения могут быть термическими, структурными или и теми, и другими.
Остаточные напряжения различного происхождения алгебраически суммируются и могут образовывать сложные структуры. Растягивающие остаточные напряжения, особенно в поверхностных слоях, наиболее опасны, так как они добавляются, вызывая коробление или даже трещины даже при малых внешних растягивающих напряжениях или без них. Такие напряжения особенно опасны в деталях, подвергающихся знакопеременным напряжениям, так как эти растягивающие остаточные напряжения способствуют образованию усталостных трещин.
Остаточные напряжения также способствуют межкристаллитной коррозии (например, сезонному растрескиванию латуни).Остаточные напряжения могут вызвать искажение (коробление и т.п.) формы и изменение размеров деталей при их применении или при хранении. Компонент деформируется (меняет свою форму и размер), если напряжение становится выше его предела текучести; или трещины, когда он становится выше, чем его прочность на растяжение, напряжение может быть внутренним растягивающим напряжением. При хранении в деталях происходит постепенное перераспределение остаточных напряжений путем релаксации, которые в какой-то момент становятся очень высокими.
Обнаружено, что закаленный холостой стальной валок разрушился с громким грохотом, осколки разлетелись на несколько метров. Катастрофические разрушения сварных мостов и почти всех сварных кораблей объяснялись остаточными напряжениями, которые становились большими по мере их использования, поскольку остаточные напряжения различного происхождения добавлялись за счет релаксации.
Как известно, металл, нагруженный сверх своего предела текучести, пластически деформируется, высвобождая напряжение, превышающее его значение предела текучести. Остаточные напряжения обусловлены наличием в детали областей упругих деформаций разного знака. Если локальная пластическая деформация может быть инициирована в каждой области упругих деформаций в детали, то это может привести к полному или частичному снятию остаточных напряжений.
В этом процессе размеры компонентов не изменяются, поскольку степень упругой деформации в каждой области заменяется той же величиной пластической деформации. Известно также, что предел текучести металла резко уменьшается с повышением его температуры.
Таким образом, при нагреве металла с остаточными напряжениями за пределами определенной температуры предел текучести становится ниже остаточных напряжений. Затем происходит локальная пластическая деформация, вызывающая снижение остаточных напряжений до значения его предела текучести при этой температуре.
Остаточные напряжения сначала быстро уменьшаются за счет большого размножения и проскальзывания дислокаций, до его значения предела текучести, а затем механизм пластической деформации становится таким же, как в процессах ползучести, что приводит к постепенной релаксации напряжений, уменьшающихся со временем.
На рис. быстро, но после чего значительно замедляется, т. е. по прошествии некоторого времени при температуре бесплодно увеличивать время. Это также свидетельствует о том, что чем выше температура снятия напряжений, тем ниже остаточные остаточные напряжения. Фактически, Розенштейн использует параметр отпуска Холломона и Яффе (также называемый параметром Ларсона-Миллера), чтобы получить температуру релаксации напряжения и время для снятия напряжения.Быстрое снятие внутренних напряжений путем быстрого нагрева до более высоких температур нарушает равновесие внутренних напряжений и, таким образом, может привести к короблению. Под отжигом для снятия напряжения подразумевается медленная локальная пластическая деформация, которая постепенно нарастает с одновременным равномерным уменьшением упругой деформации так, чтобы линейные размеры детали не изменялись.
Во многих случаях снятие напряжения является вторичным процессом, т. е. происходит параллельно с другим процессом термообработки, предусмотренным в первую очередь. Например, если первоочередной задачей является проведение рекристаллизационного отжига, то также снимаются литейные и сварочные напряжения. Закалка, проводимая для получения сорбита, снимает практически все закалочные напряжения.
Когда сталь (или любой металл, или сплав) нагревают как отдельную операцию термической обработки для устранения остаточных напряжений, тогда это называется отжигом для снятия напряжений. Это термическая обработка отжигом для снятия напряжений, возникающих в деталях, чтобы уменьшить вероятность коробления во время последующей термической обработки без возможности образования трещин. Здесь может потребоваться отсутствие нежелательных структурных и фазовых изменений при нагреве, определяющих, таким образом, верхнюю границу температурного диапазона снятия напряжений.
Например, снятие напряжения при температуре выше температуры рекристаллизации устраняет остаточные напряжения, оставшиеся после холодной обработки давлением, но также устраняет недопустимый в большинстве случаев упрочняющий эффект холодной обработки давлением.
Скорость нагрева и охлаждения должна быть низкой. Более быстрый нагрев может усугубить концентрацию напряжений, что приведет к короблению или даже трещинам во время нагрева. Более быстрое охлаждение может вызвать новые термические напряжения в компоненте.
Хотя полный отжиг способен снять внутренние напряжения в отливках и поковках, но обычно используется медленный нагрев до 600°C, когда не происходит рекристаллизации, особенно в сталях с содержанием углерода до 0,3%. На рис. 5.14 видно, что при 600°С почти все напряжения снимаются.
Поскольку сварные конструкции из стали могут деформироваться под собственным весом при полном отжиге, для них обычно применяют следующий цикл:
1. Медленный нагрев в печи со скоростью 100-150°С/ч до 650°С.
2. Выдержка при этой температуре в течение определенного времени исходя из максимальной толщины со скоростью 3-4 минуты/мм для достижения однородности температуры.
3. Медленное охлаждение со скоростью 50-100°С/ч до температуры не менее 300°С с последующим охлаждением на воздухе до комнатной температуры.