Виды швов сварка – виды сварных соединений и классификация способов сварки
alexxlab | 12.04.2020 | 0 | Разное
Сварка угловых швов. Особенности соединений и техника их выполнения.

Содержание статьи
Виды угловых швов
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:
- нахлесточное соединение,
- шов с примыканием краев в точке соединения,
- шов с прикладыванием одного конца к ровной плоскости, также подобный тип соединения называется тавровым,
- соединение с разделкой кромок и без нее.
Угловой сварочный шов классифицируется в зависимости от того, как производится его укладка. Исход из этого критерия выделяются: сплошные и прерывистые соединения. Также выделяются разновидности швов по длине: короткие (до 250 мм), средние ( они образуются от точки сопряжении поверхностей обоих металлических изделий до краев свариваемой детали, величина такого соединения варьируется в промежутке от 250 до 1000 мм). Длинные угловые швы создаются протяженностью в 1000 мм и более.
Сложности в процессе образования углового соединения
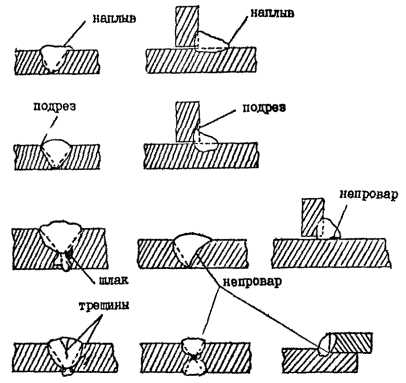
Для того, чтобы шов при сварке получился максимально прочным и качественным, нужно быть готовым к тому, что в процессе выполнения работы можно столкнуться с рядом дефектов. Рассмотрим основные из них:
- Подрезы. В процессе создания углового соединения, под воздействием электрической дуги, на поверхности металлических изделий образуются углубления. Если речь идет о сварочной работе, осуществляемой в нижнем положении, то задерживая электрод можно наплавлять присадочный материал на поврежденный участок. Но угловое соединение выполняется намного сложнее и придется потрудиться, чтобы «загнать» частицы раскаленного металла на боковую стенку. В связи с этим, обычно сварной угловой шов имеет выемки только с одного бока.
- Образование непроваренных отрезков шва. Из-за недостаточного опыта, многие сварщики, выполняющие технику углового шва, для того чтобы заполнить место соединения, начинают слишком сильно двигать концом электрода по сторонам. Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
- Выбран неверный катет углового шва. Чтобы сварка углового шва получилась качественной, важно научиться выбирать правильные параметры напряжения и вести электрод с нужной скоростью, не превышая ее. Если ток будет недостаточным, а электроды будут проходить с маленькой скоростью, то катет будет слишком выпуклым, а значит основной металл плохо проплавится. Чрезмерная сила тока и высокая скорость ведения электрода приведут к образованию вогнутой формы катета.
- Неправильный угол. Сварочные соединения обычно имеют определенную форму относительно градуса угла. Нюанс состоит в том, чтобы выдержать точные размеры. Если приставная пластина будет проходить, наклонившись к одному боку, то она попросту испортит качество конструкции.
- Еще одним негативный момент может возникнуть в случае неравномерного распределения наплавляемого металла по сторонам соединения. В связи с тем, что под воздействием высоких температур и силой тяжести от электрода и кромок, расплавленное железо направляется вниз, то основная часть шва оказывается на нижней пластине. Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.
Помимо вышеописанных дефектов выделяются еще и некоторые недочеты, которые могут возникнуть в процессе выполнения работы: лунки, пустоты, кратеры, трещины, свищи, образование твердых посторонних включений.
Подготовка сторон шва
Обратите внимание! Прежде чем начать выполнять сварной шов, надо произвести подготовку сторон и стыков.
Осуществляя подготовку поверхностей для тавровых соединений, следует учитывать, что одна из сторон конструкции, подвергающейся сварке, образует горизонтальную плоскость, а другая – вертикальную. Таким образом, между обеими плоскостями образуется прямой угол.
При Т-образном (тавровом) соединении, подготавливать кромку вертикальной плоскости нужно исходя из толщины листов, которые выбраны для сварки. Если толщина металлического листа не превышает показатель в 12 мм, то ему подготовка и вовсе не нужна. Если же толщина варьируется в промежутке от 12 до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку. Если же толщина заготовки, предусмотренной для вертикальной поверхности составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в одну сторону. При толщине листа более 40 мм, выполняются скосы кромок с обеих сторон в виде буквы V.
В отличие от таврового, никакой подготовки кромок не требуют нахлесточные угловые соединения. Швы нужно наложить на обе стороны в углах, образующихся после того, как металлические листы будут совмещены, посредством накладки один на одного.
В случае создания классического углового соединения (две соединенные детали из металла образую угол), надо обрезать торец лишь одного из элементов.
Угловые швы при сварке. Отличительные особенности.
Процесс угловой сварки характеризуется рядом отличительных особенностей. Рассмотрим наиболее приемлемые способы, при помощи которых осуществляется сварка угловых соединений.
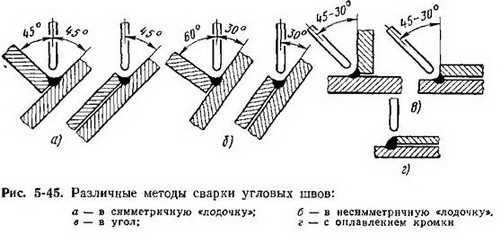
Если плоскость шва расположена внизу, то сваривать детали лучше по способу «лодочки». Такой метод позволит получить максимально качественный шов и он хорошо подходит для новичков в выполнении сварочных работ. Изделие ставится в V-образную форму, напоминающую лодку, отсюда и название метода.
При сварке «лодочкой», риск образования таких дефектов как: подрез кромок или непровар, практически сведен к нулю.
Однако, такие подходящие условия для создания углового шва, не всегда присутствуют. Зачастую, в месте соединения металлических изделий посредством «лодочки», тавровые сварные швы образуются таким образом, что одна из поверхностей находится строго в вертикальном положении, другая – в горизонтальном.
В подобной ситуации непросто получить качественное соединение, т.к. в верхней части угла и в горизонтальной плоскости шва деталь может не провариться. На плоскости, расположенной вертикально, могут появиться подрезы. Причиной их возникновения может стать стекающий вниз расплавленный металл.
Для того, чтобы избежать появления вышеуказанных дефектов, важно вести электрод по линии сварки легкими колебательными движениями.
Совет! Проводку электрода осуществляйте одинарным швом с катетом 8 мм.
Чтобы исключить риск непровара, возбуждение сварочной дуги должно начинаться на дистанции 3-4 мм от кромки катета на нижней горизонтальной плоскости. После, дугу надо направить на верхнюю точку шва и задержать ее там. Таким образом, вы получите хорошо проваренную деталь.
Для получения качественного и прочного углового сварного шва, нужно четко придерживаться последовательности действий. Для создания углового соединения подойдет любой сварочный аппарат. Не забывайте о мерах предосторожности и выполняйте сварочные работы в защитном костюме и маске.
[Всего голосов: 1 Средний: 3/5]svarkaed.ru
Сварочные швы и соединения – виды сварочных швов
Сварочные соединения используются во многих отраслях промышленности. Такое соединение применяется для неразъемного скрепления различных металлических элементов с помощью расплавления. В результате этого образуются сварочные швы. Виды сварочных швов различаются в зависимости от характера сопряжения и формы сечения.
Сварочный шов является участком закристаллизовавшего металла, образующегося при расплавлении в процессе сварки. Сварочным соединением называется участок конструкции, который содержит от одного до нескольких швов. Рассмотрим основные сварочные швы и соединения, а также их обозначения.
Виды сварных швов
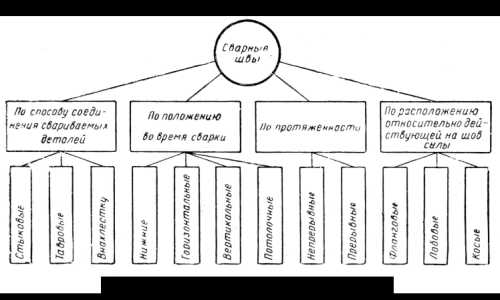
- В зависимости от отношения к действующим нагрузкам сварные швы разделяются на:
- Фланковые.
- Косые.
- Лобовые.
- Комбинированные.
- По положению в пространстве существуют определенные виды сварочных швов:
- Потолочное исполнение. Самый сложный вид сварки.
- Нижнее исполнение. Является самым простым и популярным видом сварки.
- Горизонтальное исполнение. Достаточно распространенный вид сварки, но и более сложный, чем сварки в нижнем исполнении.
- Вертикальное исполнение. По сложности процесса сварки аналогичны горизонтальному исполнению.
- В зависимости от количества наплавленного металла также различают определенные виды сварочных швов:
- Ослабленные.
- Нормальные.
- Усиленные.
Виды сварных соединений
Сварные соединения представляют собой две или несколько деталей, которые соединены между собой при помощи швов.
- Внахлест. Данный вид соединений чаще всего используется при дуговой сварке конструкций, толщина металла которых составляет от 10 до 12 мм. Использование такого соединения позволяет менее тщательно подгонять стыки. Для качественного соединения требуется сваривать металл с двух сторон.
- Стыковое соединение. Широко применяемый вид соединений. Преимуществом данного вида соединений является наименьшая деформация металла при сварке, а также наименьшее внутреннее напряжение.
- Тавровые соединения. Чаще всего используются для сваривания различных балок, стоек, колонн и других видов строительных конструкций.
- Угловые соединения. Используются в том случае, если необходимо соединить детали под определенным углом друг к другу.
- Прорезные соединения. Данный тип сварных соединений используется в том случае, если длины шва внахлест недостаточно для обеспечения надежности и прочности конструкции.
- Торцевые соединения. При таком типе сварочных соединений листы металла соединяются по торцам.
- Соединения при помощи электрозаклепок. Выполняются отверстия в верхнем листе, после чего листы завариваются так, чтобы нижний лист соединился с верхним. Такой вид соединения очень прочный, однако, имеет небольшую плотность.

Условные обозначения
Чтобы обозначить сварочные швы и соединения, используются буквенно-цифровые и графические обозначения. Рассмотрим обозначение сварочного шва в зависимости от вида соединения.
- Если торец одной детали соединяется с торцом другой, то соединение называется стыковым и обозначается буквой С.
- Если детали соединяется, образуя букву Т, то соединение называется тавровым и обозначается буквой Т.
- Когда детали при соединении образуют угол, то соединение обозначается буквой У.
- При соединении внахлест используется условное обозначение сварочного шва – Н.
Сварочные швы ГОСТ позволяют использовать оптимальный тип соединения в зависимости от необходимой работы, типа сварки.
Для обозначения сварных соединений используется ГОСТ 5263-58. В технической документации используются следующие условные обозначения:
- Вид сварки (буквенное обозначение).
- Тип шва (графический знак).
- Длина участка шва и размер сечения (численное).
- Дополнительные знаки.

Сварочные швы ГОСТ на чертежах обозначаются знаком, который состоит из двух отрезков, включающих в себя описание размеров и месторасположения шва. Для обозначения монтажных швов дополнительно используется буква М в обозначении.
Для обозначения видимого и невидимого сварного шва используется подпись внизу для невидимого и сверху для видимого. Также для обозначения шва могут использоваться штриховые линии, которые расположены перпендикулярно к линии шва.
Помимо обозначения вида шва следует обозначать вид сварки, который будет использоваться для соединений. Если для одной и той же детали используются разные виды сварки, то достаточно обозначить только способ, которым будут производиться работы.
К примеру, буквой А обозначается автоматическая сварка, буквой Р – ручная, а П – полуавтоматическая. Использование условных обозначений позволяет быстрее разобраться в чертежах и другой технической документации.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Виды сварочных швов и соединений: полезная информация
Начинающему сварщику, только заимевшему сварочный аппарат, всегда интересно, какие виды сварочных швов существуют, и как лучше соединять металлические поверхности. Поэтому считаем целесообразным разбор сварочных соединений, подразделения их на типы. Но для начала следует разобраться с определениями швов и соединений, отличиями между ними.
Определения
Сварочным швом называется кристаллизированный металл, находящийся в процессе работы в расплавленном состоянии. Относительно сварочных соединений, то ими называются ограниченные участки металлической конструкции, содержащие один, либо несколько сварочных швов.
к меню ↑Виды швов и соединений
Классификация сварочных швов и соединений по следующим признакам:
- По виду сваривания;
- По форме подготовленных для работы кромок металла;
- По положению выполнения работы;
- По численности наложенных швов;
- По конфигурации, а также протяженности;
- По используемому виду сварочных работ;
- По методике удержания расплавленного металла;
- По материалу, используемому при работе;
- По действующему усилию;
- По форме соединяемых конструкций;
- По объему наплавленного металла;
- По расположению металлических деталей относительно друг друга.

По виду сварочных работ можно выделить следующие швы:
- Дуговой сварки;
- Дуговой сварки в среде защитных газов;
- Автоматической, полуавтоматической флюсовой сварки;
- Электрозаклепочные;
- Электрошлаковой сварки;
- Паяных соединений;
- Контактной электрической сварки.
Классификация по степени выпуклости:
- Нормальные;
- Вогнутые;
- Выпуклые.
Классификация по пространственному расположению:
- Нижние;
- Вертикальные;
- Горизонтальные;
- Потолочные.
По степени протяженности:
- Сплошные;
- Прерывистые.
Виды сварочных швов (в зависимости от формы):
- Стыковые – тип швов стыкового скрепления;
- Угловые – тип швов углового, таврового или нахлестанного скрепления;
- Прорезные – тип швов, получаемый в результате полного проплавления верхнего, в редких случаях последующих листов, а также нижнего листа.
Виды соединений (в зависимости от характера сопряжения металлических поверхностей):
- Стыковые;
- Тавровые;
- Угловые;
- Нахлесточные;
- Торцовые.
Стыковые
Рассматривая основные виды соединений, стоит рассмотреть наиболее распространенный тип соединений – стыковые. Рассматривая типы соединений, стыковому варианту стоит уделить особой внимание, так как он представляет собой скрепление двух металлических элементов, которые примыкают друг к другу торцевыми поверхностями, размещаются на одной поверхности, либо в одной плоскости.
В зависимости от расположения шва могут быть:
- Односторонними;
- Двусторонними.
Различаются по подготовке места под сварку, опираясь на толщину изделий:
- Со скосом кромок;
- Без скоса кромок.
Односторонние скрепления поверхностей без скоса кромок предусматривают работу с листами, толщина которых достигает 4 миллиметров, в то время как двусторонние без скоса кромок выполняются в процессе сварки листов металла до 8 миллиметров. Оба варианта соединений предусматривают выполнение незначительного зазора между деталями толщиной в пределах 1-2 миллиметров для обеспечения качественной работы.
Скос кромочных частей детали при одностороннем скреплении желательно выполнять для диаметров от 4 до 25 миллиметров. Стоит отметить, что большой популярностью пользуется сваривание с выполнением скоса V-образного образца. Меньшей популярностью среди сварщиков пользуется U-образное скрепления металлов. Рекомендуется выполнять также несущественное притупление кромок. Если имеются толщины от 12 миллиметров и более, двусторонняя сварка требует выполнения Х-образной разделки.
Тавровые
Тавровым способом сваривания называются такие скрепления металлов, в которых торцевая поверхность одного металлического элемента примыкает под углом, присоединяется к боковой поверхности иного металлического элемента.
Полезные рекомендации
На протяжении реализации тавровых свариваний тонкого металла с относительно толстым материалом, желательно выдерживать угол наклона электрода относительно швов так, чтобы он равнялся приблизительно 60 градусам.
Все виды сварочных работ можно упростить в том случае, если производить укладку «в лодочку». Таким образом, становится возможной работа преимущественно в нижнем положении, при этом увеличивается скорость работы, а вероятность проявления подрезов существенно уменьшается. Рассматривая виды соединений металлических поверхностей, стоит знать, что тавровый вариант наиболее часто допускает непровары и другие дефекты.
Есть специализированные типы сварочных процессов, которые способствуют увеличению проплавления. Используя в работе данные методы, становится возможной односторонняя сварка деталей со значительными диаметрами, при этом будет наблюдаться качественный провар, а также формирование обработанного валика с другой стороны.
Угловые

Основные виды соединений имеют угловые типы скрепления металлических поверхностей. Угловые скрепления металлов – вид соединений двух металлических элементов, которые размещаются под углом, соединяются в зоне примыкания крайних частей. Как и некоторые другие виды скреплений, данный тип также может выполняться со скосом кромочных частей детали, а также без него, опираясь на диаметр изделия. В данном случае имеет место проваривание детали с внутренней стороны.
Нахлесточные
Нахлесточный вид соединений представляет собой скрепление металлических элементов, которые размещены параллельно, при этом поверхности частично перекрывающиеся. В данном случае методика подразумевает использование достаточно толстых деталей, диаметр которых может достигать 1 сантиметра.
Стоит знать, что сваривать листы материала необходимо с обеих сторон. Выполнять данную рекомендацию следует для того, чтобы свести на нет вероятность попадания влаги между ними. Также нужно знать, что количество сварочных швов составляет 2, а поэтому понадобится увеличить время на работу, а также расходные материалы.
Торцевые
Типы швов располагают торцевым видом скреплений металлических поверхностей. Торцевыми сваривания называются те, в которых боковые поверхности металлических деталей примыкают друг к другу.

Свойства соединений металлических поверхностей
Качественные показатели работ зависят от множества факторов, к которым можно отнести свариваемость металлических поверхностей, окисляемость, чувствительность к термическим воздействиям. В связи с этим для соответствия швов тем или иным условиям эксплуатации необходим учет всех важных критериев.
Сцепляемость металлов и сплавов определяется в зависимости от способности отдельных материалов, либо сплавов образовывать соединения в условиях соответствующей технологической обработки, которое будет отвечать требуемым параметрам. На данный показатель влияют физические, химические качества материалов, наличие примесей, строение кристаллической решетки, величина легирования и т. д. Скрепление металлов может быть технологическим, а также физическим.
Физическая свариваемость представляет собой свойство материала создавать качественное и долговечное сцепление с устойчивой химической связью. Относительно физической свариваемости рабочих поверхностей, то она достигается путем применения чистых металлов, технических сплавов, а также рядом других сочетаний материалов с неметаллами. Технологическая свариваемость деталей представляет собой реакцию металла на сварочные работы.
Подытоживая, стоит сказать, что качественная сторона работы определяет не только наличие высокотехнологичного оборудования, но и знания самого сварщика. Не следует пренебрегать профессиональными знаниями, полагая, что Вы все знаете, а прислушиваться к дельным советам.
Похожие статьиgoodsvarka.ru
Сварочные швы: виды швов и соединений
В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.

Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны:
- Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
- Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена.
- Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:

- Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
- Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
- Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
- Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
- ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
- корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
- выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом; определяется данный параметр в том месте, где шов имеет наибольший прогиб – от него до плоскости основного металла измеряется размер вогнутости;
- катет шва – он имеет место только в угловом и тавровом соединении; измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.
Виды швов по способу выполнения
- Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.

- Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
- Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
- Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.

Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
- нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
- горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
- потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
- “в лодочку”, это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности:
- непрерывные, так выполняются практически все швы, но бывают и исключения;
- прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
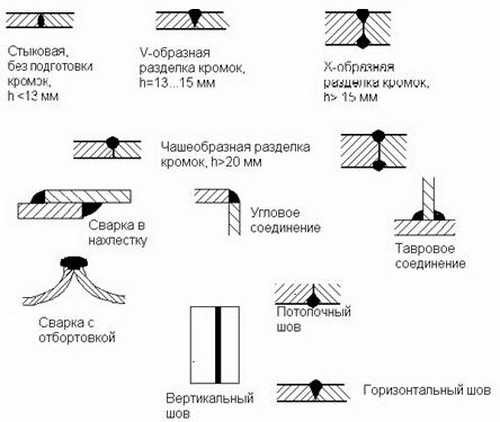
Разделка кромок
 Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению:
- V-образная;
- X-образная;
- Y-образная;
- U-образная;
- щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
- работоспособность соединения;
- прочность и качество сварного шва;
- экономичность.

Стандарты и ГОСТы
- Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали.
- Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания.
- Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Обозначение сварочного шва
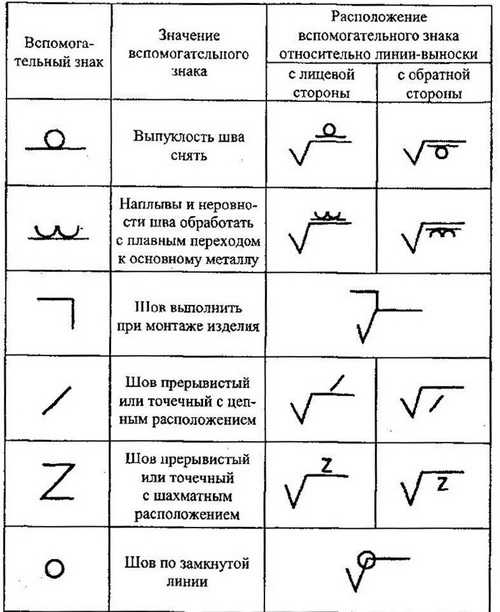
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот – то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ – замкнутый шов;
┐ – сварка шва производится при монтаже.

- Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения.
- Наименование шва по стандарту.
- Способ сварки по нормативным стандартам.
- Указывается катет, этот пункт касается только угловых соединений.
- Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки.
- Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
- снятие усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам;
- чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
fb.ru
Швы сварки виды и основные классификационные признаки
Сварное соединение – это участок конструкции, отдельные элементы которой соединены при помощи сварки. Оно состоит из одного или нескольких сварных швов, прилегающих к ним зон основного металла, называемых зонами термического влияния, а также примыкающих участков основного металла, не претерпевшего структурных изменений в результате сварки.
Сварным швом называют закристаллизовавшийся металл, который во время сварки находился в расплавленном виде. Швы определяют геометрическую форму, прочность и сплошность металла в зоне сварки. На свойства сварного соединения влияют характеристики металла сварного шва, зон термического влияния и примыкающих к ним участков основного металла.
Виды соединения сварных швов
По типу соединения сварные швы подразделяют на следующие группы:
- Стыковые швы используют для получения стыковых соединений. Выполняют их, как правило, непрерывными. Отличительным признаком стыковых швов является форма разделки кромок свариваемых деталей в поперечном сечении. Разделка кромок позволяет подготовить место осуществления сварки, обеспечивая эффективный доступ дуги и полное проплавление кромок на всю толщину. Различают следующие виды швов – одно- и двухсторонние без разделки кромок, с одно- или двухсторонней разделкой одной из кромок, с односторонней разделкой обеих кромок, с разделкой «V» или «X»-образной формы, с двухсторонней разделкой обеих кромок. Разделку образуют либо прямыми линиями, либо применяют U-образную разделку.
- Угловые швы используют для получения тавровых, крестовых, угловых, нахлёсточных соединений. Различают их по форме подготовки кромок и по сплошности шва по длине. По форме поперечного сечения угловые сварные швы разделяют на следующие виды – без разделки кромок, с одно- или двухсторонней разделкой кромок. По протяжённости угловые швы выполняют непрерывными, прерывистыми, с шахматным или цепным расположением швов.
- Разновидностями выше названных типов сварных швов являются пробочные и прорезные, выполняемые в нахлёсточных соединениях, редко – в тавровых. Прорезной образуется при полном проплавлении верхнего листа, а иногда и последующих, и при частичном проплавлении нижнего элемента (листа или детали). Пробочный (или точечный), при дуговой сварке его называют электрозаклёпкой, является частным случаем прорезного шва. При приварке толстых листов прорезные швы могут выполняться по заранее подготовленным отверстиям (для пробочной сварки) или прорезям (для непрерывных швов).
Виды сварочных швов по положению в пространстве
По расположению в пространстве бывают: нижними, горизонтальными, вертикальными и потолочными.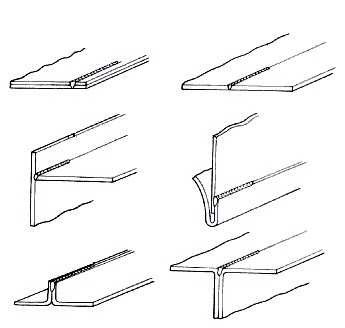
- Сварка в нижнем положении осуществляется на расположенной внизу горизонтальной поверхности. Это наиболее технологически простой по своему выполнению способ. Благоприятные условия для получения высококачественных швов объясняются тем, что расплавленный металл попадает в сварочную ванну в направлении силы тяжести, а сама ванна располагается в горизонтальном положении. Кроме того, это положение наиболее удобно для рабочего и для выполнения процесса, и для наблюдения за ним. Угловые швы в нахлёсточных соединениях, имеющие катет до 10 мм, в нижнем положении выполняют в один слой электродами диаметром менее 5 мм без совершения поперечных колебаний. Угловые швы в тавровых соединениях, катет которых превышает 10 мм, выполняют одним слоем поперечными движениями треугольником, задерживаясь в корне шва.
- Сварка горизонтальных швов осуществляется горизонтально на вертикальной плоскости. Этот процесс представляет некоторую сложность из-за стекания металла на нижнюю кромку. В результате этого по верхней кромке может образоваться подрез. Сварка угловых швов в нахлёсточных соединениях, произведенная в горизонтальном положении, не представляет затруднений. По технике выполнения она напоминает сварку в нижнем положении и зависит от того, какой катет шва необходимо получить.
- Сварка вертикальных швов производится на вертикальной поверхности способами «снизу вверх» или «сверху вниз». При сварке на подъём расположенный снизу металл удерживает металл, стекающий сверху. Но вид шва при этом – грубо чешуйчатый. При сварке на спуск получение качественного провара значительно затруднено.
- Сварка потолочных швов предусматривает осуществление соединения элементов на потолке и является наиболее сложной в исполнении. При сварке потолочных швов затруднено выделение газов и шлаков из металла сварочной ванны. Свойства сварного шва в этом случае ниже аналогичных характеристик, выполненных в других пространственных положениях.
Прочие классификационные признаки сварных швов
По конфигурации различают следующие виды сварных швов: продольные – прямолинейные и криволинейные, кольцевые.
- Сварка продольных швов на заготовках значительной протяжённости требует тщательной подготовки металла, предназначенного для сварки. Поверхность заготовок не должна быть волнистой, заусенцы кромок необходимо зачистить. Сварка продольных швов осуществляется при обязательной зачистке кромок от ржавчины, грязи и других загрязнений, а также удалении влаги с их поверхности.
- Сварка кольцевых швов, особенно при малых диаметрах изделия, требует корректировки сварочного режима, применяемого для продольных швов металла такой же толщины. В случаях малых диаметров качественное формирование шва достигается снижением сварочного тока.
По форме наружной поверхности сварные швы бывают выпуклыми, вогнутыми и плоскими. Плоские и вогнутые швы хорошо работают при динамических нагрузках благодаря отсутствию ощутимого перехода от шва к основному металлу.
По условиям работы сварные швы разделяют на рабочие, непосредственно воспринимающие нагрузки, и соединительные, предназначенные для скрепления частей детали или конструкции.
к меню ↑Геометрия сварных швов
К общим геометрическим параметрам, характеризующим сварные швы, относят: ширину, вогнутость, выпуклость, корень шва.
- Шириной называют расстояние между визуально различимыми линиями сплавления шва.
- Вогнутость измеряется расстоянием между плоскостью, проходящей по видимым линиям границ шва и основного металла, и поверхностью, расположенной в месте максимальной вогнутости. Вогнутый корень стыковых швов считается дефектом обратной стороны, им могут обладать односторонние швы.
- Выпуклость шва определяется расстоянием межу плоскостью, которая проходит по видимым линиям границ основного металла и шва, и поверхностью шва в месте максимальной выпуклости.
- Корень – это часть шва, максимально удалённая от лицевой поверхности, которая по существу является его обратной стороной.
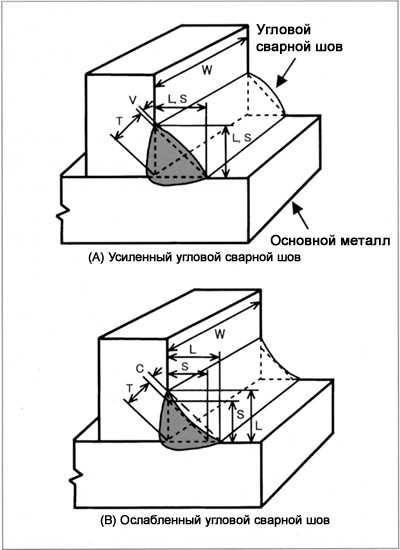
Угловые швы характеризуют следующие размерные параметры: катет, толщина, расчётная высота.
- Катет угловых швов – кратчайшее расстояние от поверхности первого свариваемого элемента до границы сварного шва на поверхности второго элемента. Катет является параметром режима, который необходимо соблюдать во время сварки. В угловых соединениях для сварки изделий одинаковой толщины катет шва может быть задан толщиной кромок. Для угловых и тавровых соединений катет принимают равным толщине материалов, а при тавровом соединении изделий разной толщины его приравнивают к толщине более тонкого элемента. Катет должен иметь достаточные размеры для обеспечения прочности соединения, но слишком большая его величина может вызвать сварочные деформации.
- Толщиной углового шва называют максимальное расстояние от его поверхности до точки наибольшего проплавления основного металла.
- Величину расчётной высоты используют для оценки прочности сварного соединения.
Для угловых швов вогнутая форма поверхности с плавным переходом к основному металлу считается благоприятной. Это связано с тем, что в угловых швах тяжело проварить корень на полную толщину, особенно при проведении сварки наклонным электродом.
В процессе контроля качества реальных изделий катет и толщину измеряют с помощью различных шаблонов.
На качественные показатели сварных соединений оказывает влияние множество факторов, которые необходимо учитывать при выборе типа соединения для получения требуемых эксплуатационных характеристик свариваемых деталей и конструкций.
Похожие статьиgoodsvarka.ru
Сварные швы
Участок металлической структуры, в которой объединяются разные детали при эксплуатации сварки, называется сварочным соединением. Сварные швы могут быть различными по прочности. Сварочное соединение может включать в себя один сварной шов. Это место термического воздействия на точку соединения металлов. В результате такого воздействия металл расплавляется, а при остывании кристаллизуется. Во многом на качество шва влияет характеристика металла в точке термического воздействия.
Классификация сварных швов.
Разновидность сварных точек по типу соединения
Швы стыковые используются в стыковых соединениях. Выполняются они неотрывными. Отличием являются действия по подготовке плоскости в торце сечения и элементов, подготавливаемых к контакту. Благодаря этому открывается полный доступ к месту сварки и обеспечивается максимально эффективное проваривание плоскостей на всю толщину.
Среди стыковых швов можно различить разные виды:
Схема заполнения стыковых швов.
- Односторонние и двухсторонние без распилки краев.
- С односторонней или двухсторонней распилкой одного из краев.
- С односторонней распилкой обоих краев.
- Распилкой V или X-вида.
- Двухсторонней распилкой обоих краев.
Угловой тип соединений применяют, когда нужна сварка угловых швов. В изготовлении таких соединений используются угловые швы. Разделить их можно по беспрерывности и по зазору.
Дополнить вышеуказанные виды можно еще разновидностью, относящейся и к стыковым, и к угловым. Таковыми служат пробочные и прорезные разновидности. Прорезной тип используется, когда нужно верхний пласт, а возможно, и нижележащие, проплавить до основного элемента. В контакте утолщенных пластов прорезные швы и соединения выполняются по изготовленным жерлам. В таком виде они будут называться «пробочными» или в случае дуговой сварки «электрозаклепкой».
Вернуться к оглавлению
Различные виды сварочных швов
Различия сварки и виды сварочных швов по пребыванию в пространстве:
- сварка горизонтальных швов;
- сварка потолочных швов;
- нижние швы.
Применяется при сварочных работах, находящихся снизу на ровной плоскости. Они технически простейшие по исполнению. Высокая прочность стыков объясняется удобными условиями, в которых растопленный металл под своим весом устремляется в сварную ванну, которая расположена горизонтально. Эта работа самая легкая в исполнении и за ней легко уследить. В нахлесточных структурах угольные в нижней позиции выполняются непрерывными, без производства поперечных колебаний.
Сварка горизонтальных и потолочных швов.
Горизонтальные сварные швы. Ход сваривания горизонтальных точек связан с некоторыми трудностями. В ходе сваривания поперечным швом на вертикальной поверхности расплавленный металл может стекать на нижний край. Как следствие на верхнем краю может появиться подрез. Использование этого способа в сваривании угольных точек, производимых в горизонтальном расположении, довольно простое и не вызывает каких-либо затруднений. Сама работа похожа на сварочные работы в нижнем расположении и зависит от требуемого шва.
Вертикальные сварочные швы. В сварке вертикально стоящих деталей расположенный снизу металл призван удерживать плавящийся металл сверху, но при этом он получается грубым и в виде чешуи. Значительно сложнее получить качественное соединение при работе, направленной вниз. Сварка вертикальных швов в стоячей плоскости возможна лишь в ориентации снизу вверх и наоборот.
Потолочные швы. Сложнейший по исполнению вид сварных работ. В процессе работы затруднено выделение газов и шлаков, а также сложно расплав удерживать от стекания и добиваться прочности точки. Но несмотря на соблюдение всех техник потолочной сварки, швы все равно уступают по надежности сварочным швам, исполненным в остальных позициях.
Классификация особенностей сварных соединений по очертанию:
- сварка продольных швов;
- создание кольцевых швов.
Схема сварки вертикальных швов.
Для выполнения продольного типа сварочных работ требуется провести доскональную подготовку металла в точке предполагаемой сварки. Поверхности деталей должны быть очищены от заусениц, кромок и неровностей. В работе продольной сварки шов возможен только при полной очистке и обезжиривании требуемых поверхностей.
Кольцевые сварные швы. Сварные работы по окружностям требуют большой аккуратности и точности, тут же необходима калибровка сварочных токов, особенно при работе с малыми диаметрами.
Сварка кольцевых швов различается по очертанию. Они бывают:
- выпуклые;
- вогнутые;
- плоские.
Вернуться к оглавлению
Геометрия сварочных швов
Основными геометрическими параметрами являются: ширина, изогнутость, выпуклость и корень стыка.
Шириной называется зазор между обозримо различными гранями сплавления металлов. Изогнутость — это зазор промеж площади, протекающей по обозримым граням точки сварки и определенного металла в точке предельной вогнутости.
Для измерения выпуклости определяется зазор относительно уровней, протекающий по обозримым граням шва и основного металла в точке предельной выпуклости. Корень — это предельно отдаленная от профильного уровня грань, которая фактически является его обратной стороной.
Можно разделить такие швы по размерным нормам:
- катет;
- толщина;
- расчетная высота.
Схема выполнения угловых швов.
В угловом сварном шве для угловой сварки длина от уровня первой свариваемой детали до края шва на следующей детали и есть катет угольного шва. Катет относится к важным характеристикам, которые необходимо соблюдать в ходе сварных работ. При простых угольных соединениях с единым размером катет шва задается размером его краев. В сваривании тавровых конструкций катет имеет фиксированную величину, при этом используют единую размерность материалов. А при применении в сварных работах тавровых конструкций разной размерности он приравнивается к толщине более тонкого металла. Катет должен иметь правильные размеры для достижения максимальной крепости соединения, если пользоваться слишком большим катетом, то возможны сварные дефекты.
Начинающим можно упростить работу с деталями, расположив их для сварки «в лодочку». При сварке «в лодочку» сокращается вероятность появления подрезов, и замок получится прочнее.
Толщина угольного шва — это предельное удаление от его уровня до контакта предельного проплавления основного металла.
Что нужно помнить при сварке угловых соединений? Для угловых швов благоприятной считается вогнутая форма уровня с плавным переходом к основе. Это связано с проблематичностью проварки в угольных швах корня на всю толщину. В большинстве вариантов катет и толщину замеряют определенными лекалами.
Чтобы получить максимально прочное соединение, нужно ссылаться на множество факторов. Их учитывают при определении типа соединения в зависимости от необходимых характеристик свариваемых изделий.
Вернуться к оглавлению
Нормы использования сварки на величину шва
К главным нормам электросварки следует отнести:
- величину, плотность, полярность и род сварного напряжения;
- напряжение тока электродуги;
- темп сваривания;
- сечение торца проволоки.
Вспомогательными условиями являются:
- содержание и количество электродного нанесения;
- выход электрода, сварной проволоки;
- направленность электрода в ходе сваривания;
- количество и содержание используемого флюса.
Форма, величина и компонентное содержание шва во многом отличается, в зависимости от того, соблюдены ли требуемые условия; но не менее значимой является и правильность выполнения сварных работ.
С увеличением сварного тока растет углубленность провара без смены размера шва. Но в момент усиления дуги его ширина сильно увеличивается и уменьшается углубленность провара. Еще на ширину шва влияет вид инструмента, который используют при производстве таких работ. На «постоянке» ширина шва будет шире, чем при сваривании на «переменке».
Также его ширина может меняться в зависимости от скорости соединения. Чем быстрее процесс, тем меньше и глубже стяжка. При сокращении размера сечения проволоки усиливается кучность тока в проводе, это приводит к углублению провара и выпуклости шва, при этом он уменьшается. Используя проволоки меньшего размера сечения, можно добиться более углубленного провара при тех же значениях силы тока. Главное, все сварочные работы проводить правильно, не нарушая технологии их выполнения и соблюдая правила техники безопасности.
expertsvarki.ru
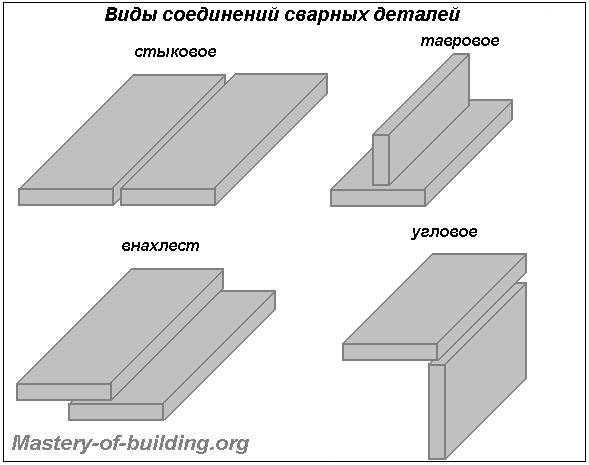
Виды и способы соединений сварных деталей
Самое элементарное, что нужно знать начинающему сварщику, это то, как соприкасаются между собой сварные детали. В зависимости от проектного положения, по правилам ГОСТ и СНиП существуют разные виды сварных соединений, как показано на рисунке ниже. Это касается не только пластин, но и уголков, швеллеров, труб, квадратов и других прокатных изделий.
Ни одно более-менее серьезное строительное производство не обходится без применения ручной электродуговой сваркой низкой и средней мощности. В меньшем количестве случаев (когда нет доступа к электричеству) виды сварных швов выполняются газопламенной ручной сваркой, которая менее распространена по причине ее большей громоздкости.
В любом случае, мало знать и уметь пользоваться сварочным аппаратом для того, чтобы сварить те или иные детали. Важно знать, какие бывают виды сварного шва, то есть, как производить обработку кромок деталей для их состыковки, фиксации в том или ином пространственном положении и дальнейшей их сварки.
Как правило, тот или иной вид шва сварного соединения формируется при помощи электроинструмента – болгарка с двумя типами кругов: отрезной по металлу и угловой шлифовальный. Первый предназначен для обрезки детали под тем или иным углом, второй – для обработки, их отрезных поверхностей, шлифованию, чтобы они ровно прилегали друг к другу. Кроме того, сам сварочный аппарат способен работать в режиме резки.
Способы разделки швов стыковых сварных соединений
В данном случае обе детали соединяются торцами, которые заранее специальным образом обрабатывают, либо оставляют необработанными. Это зависит от толщины металла деталей, стыковое соединение которых предполагается выполнить.
Также стоит обратить внимание (рис) на то, что может быть обработан торец только одной детали, что позволяет уменьшить расход металла, сварочной проволоки при солидной толщине деталей. Кроме этого, виды стыковых соединений могут быть обработаны с одной стороны – для односторонней сварки и с двух сторон – для двусторонней сварки.
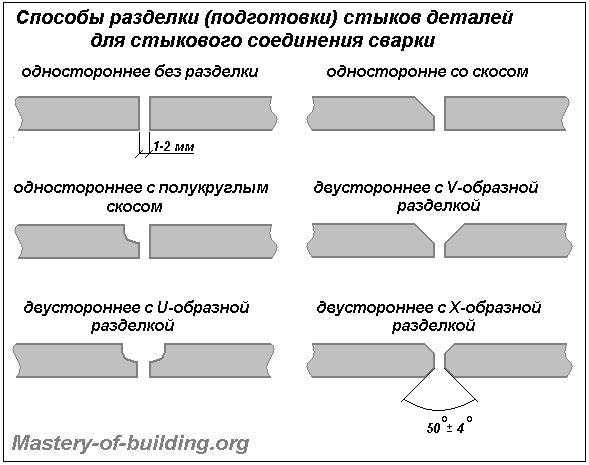
Соединение без разделки не обрабатывается каким-либо образом, только возможно убираются зазубрины, неровности и шероховатости, чтобы совершить состыковку с зазором не более 2 мм, как положено по ГОСТ. Бывает односторонним и двухсторонним, соответственно рассчитано на сварные стыковые соединения деталей, толщина металла которых не превышает 4 мм и 8 мм соответственно.
Соединение со скосом торцов выполняется во многих вариациях, как показано на рис. Это может быть и односторонний ровный/овальный скос кромки, и двусторонняя разделка, так называемый V-образный, U-образный скос. Применяются все эти типы стыковых соединений для деталей с толщиной металла 4-25 мм с зазором 1-2 мм.
Соединение с двусторонней разделкой имеет смысл выполнять при толщине свариваемой детали от 12 мм, так как именно с этой величины начиная можно заметить снижение расхода материала для сварки, металла. При этом и сама сварка стыковых соединений происходит быстрее, чем в случае с односторонней разделкой кромок по V-образному или U-образному способу, а расход сварочных материалов уменьшается в два раза как минимум.
Способы разделки швов тавровых сварных соединений
Как можно заметить, детали имеют положение, напоминающее букву «Т», отсюда именуется как тавровое соединение, при котором одна деталь находится перпендикулярно относительно второй. Таким образом, сваркой соединяется поверхность кромки одной детали с плоскостной поверхностью второй. Соответственно, обрабатываться разделкой может лишь одна деталь, как на рисунке ниже.
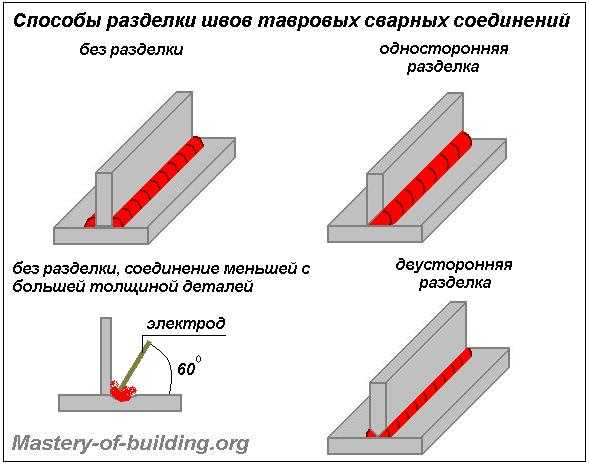
Соединение без разделки сваривается с двух сторон и применяется для деталей одинаковой толщины металла, не превышающей 10 мм. Никакой особой обработки кромки перпендикулярно расположенной детали не применяется, лишь шлифование при необходимости для плотного прилегания кромки к плоскости (до 2 мм зазор). Важно учесть, что сварка тавровых соединений без разделки отличается в случае, если перпендикулярно расположенная (вертикально стоящая) деталь имеет меньшую толщину, чем вторая, горизонтально примыкающая. Просто электрод ставят под углом 60 градусов к более толстой детали, что способствует большему ее плавлению.
Соединение с разделкой выполняется в случае, если требуется особо прочный шов и тавровое сварное соединение имеет перпендикулярно размещающуюся (вертикально стоящую) деталь, толщина металла которой больше, чем 10 мм (как минимум — 8 мм). Это может быть и одностороння и двусторонняя разделка, при этом кромку обрезают прямолинейно, под углом 45 градусов. Так, сварка большой толщины деталей происходит в несколько слоев, пока не заполнится все около разделочное пространство.
Способы разделки швов сварных соединений внахлест
В случае, когда производится соединение внахлест, одна деталь располагается на другой, сварка происходит по кромкам обеих деталей. При этом разделки кромок не предусматривается технологически, лишь подготовка для плотного прилегания одной плоскости ко второй. Соединяются детали двумя сварными швами, которые связывают кромки с ближе лежащими плоскостными поверхностями.
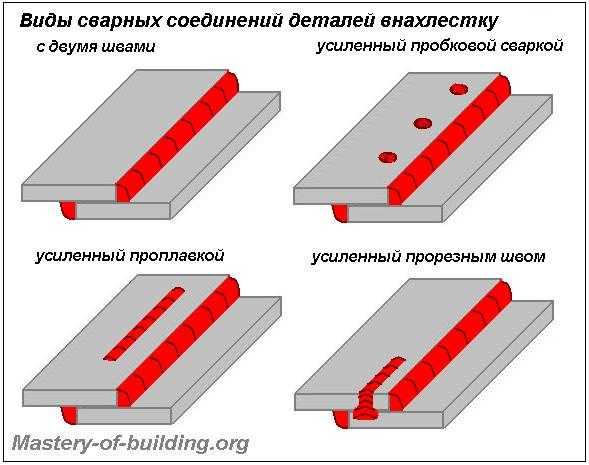
Соединение без усиления целесообразнее всего производить при соединение внахлестку деталей, имеющих толщину не более 10 мм. Двойной шов в этом случае выполняют из соображений по герметизации, то есть для того чтобы влага не попадала между нахлестом и не происходил усиленный процесс коррозии. Сам способ соединения называется «соединение внахлестку с лобовыми швами».
Соединение с усилением выполняется при особых требованиях к прочности, а также при большой толщине металла свариваемых изделий. На рисунке показано сварное соединение внахлест с дополнительными сварными креплениями, которые получают путем прогревания нижней и проплавления верхней детали, а также те, которые заранее пропиливают в месте сварного соединения. Кроме вспомогательных креплений, в редких случаях они могут также выполняться без лобовых швов при небольшой толщине изделий, но в таком случае на особую прочность не стоит рассчитывать.
Способы разделки швов угловых сварных соединений
Данное соединение отчасти похоже на тавровое из-за перпендикулярно размещенных сварных деталей. Подобно тавровому, угловое соединение обрабатывается лишь одной стороной кромки, вторая также участвует в сварном процессе, но разделке не подвергается, лишь ровной обрезке строго под 90 градусов и шлифовке от заусениц, зазубрин и т. д., остальных деффектов.

Соединение без разделки кромки, как показано на рис, производится со смещением детали из-под заподлицо второй кромки. При этом сварочный шов соединяет оба торца с наружной стороны, но угловые сварные соединения могут также быть дополнительно усилены и вторым швом, выполненным с внутренней стороны угла. При этом второй шов сваривает внутренние плоскости деталей, при этом увеличивается расход материала для сварки и время сварки, но получается крепчайшее сварное соединение.
Соединения с разделкой кромки применяются в случае большой толщины деталей, как и при тавровых соединениях. Односторонняя или двусторонняя разделка кромки нужна в случае, если выполняется сварка угловых соединений деталей с толщиной от 8 мм до 25 мм. При односторонней разделке выходит очень глубокий шов, в связи с этим сварку производят в 2-3-4 слоя. Двусторонняя V-образная сварка куда более экономичная и быстрая в производстве во многих случаях.
Это была статья про подготовку и состыковку сварных соединений под ручную сварку – малейшая крупинка в познании процессов сварочного производства. Отдельной темой является то, как виды сварных соединений и швов, описанных ранее, произвести тем или иным типом сварки.
mastery-of-building.org