Виды сварки классификация способов сварки: Советы профессионалов и обзоры на продукцию Кедр
alexxlab | 14.03.2023 | 0 | Разное
Советы профессионалов и обзоры на продукцию Кедр
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Кровельная горелка – устройство, виды, характеристики, применение
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Сварка. Физические основы и виды сварки
Сварка – технологический процесс получения неразъёмных соединений материалов посредством установления межатомных связей между соединяемыми частями при их нагреве и (или) пластическом деформировании (схема 1).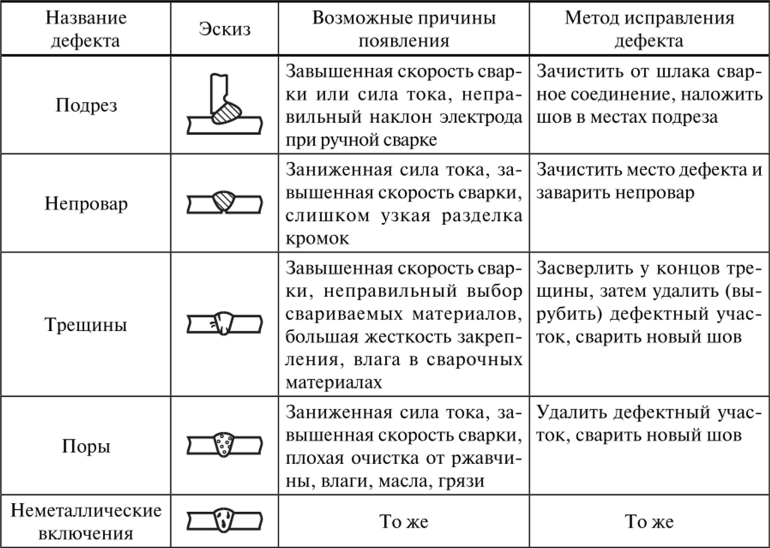
В разработке метода получения неразъёмных соединений материалов путём их сварки ведущая роль принадлежит отечественным инженерам и учёным. В 1882 г. Н.Н. Бенардос и в 1888 г. Н.Н. Славянов предложили первые практически пригодные способы сварки с использованием электрической дуги.
Для образования соединений необходимо выполнение следующих условий:
- освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов;
- энергетическая активация поверхностных атомов, облегчающая их взаимодействие;
- сближение свариваемых поверхностей на расстояние, сопоставимые с межатомным расстоянием в свариваемых заготовках.
Свариваемость – свойства металла или сочетания металлов образовывать при установленной технологии сварки сварные соединения, отвечающие требованиям, обусловленным конструкцией и эксплуатацией изделия.
Безотносительно к виду конструкции и её назначению свариваемость материалов оценивают степенью соответствия заданных свойств сварного соединения одноимённым свойствам основного металла и их склонностью к образованию таких сварочных дефектов, как трещины, поры, шлаковые включения и др.
По этим признакам материалы разделяют на: хорошо, удовлетворительно, ограниченно и плохо свариваемые.
Свариваемость материалов в основном определяется типом и свойствами структуры, возникающей в сварном соединении при сварке. При сварке однородных материалов прочность оценивается как хорошая или удовлетворительная. При сварке разнородных материалов – ограниченная или плохая.
Схема 1. Методы сварки
В зависимости от состояния металла в зоне соединения и использования внешних сил различают способы сварки плавлением и давлением.
Виды сварки плавлением:
- дуговая,
- плазменная,
- электронно-лучевая,
- лазерная,
- электрошлаковая,
- газовая и др.
Виды сварки давлением:
- холодная,
- контактная,
- ультразвуковая,
- диффузионная,
- трением,
- взрывом и др.
В процессе сварки плавлением в сварочной ванне за короткий промежуток времени протекают сложные процессы взаимодействия компонентов материала заготовок, электрода и присадки. Материалы, составляющие сварочную ванну, представляют собой основной металл заготовок, легирующие элементы, образующиеся растворённые газы и посторонние включения. Компоненты сварочной ванны взаимодействуют между собой, с газами атмосферы, с материалом покрытий и шлаковой ванны. В результате по химическому составу и свойствам сварной шов может значительно отличаться от основного металла заготовок.
Материалы, составляющие сварочную ванну, представляют собой основной металл заготовок, легирующие элементы, образующиеся растворённые газы и посторонние включения. Компоненты сварочной ванны взаимодействуют между собой, с газами атмосферы, с материалом покрытий и шлаковой ванны. В результате по химическому составу и свойствам сварной шов может значительно отличаться от основного металла заготовок.
При изучении микроструктуры сварного соединения выявляются три зоны: основного термического влияния (ЗТВ) и наплавленного металла сварного шва (рис. 1).
В свою очередь, в зоне в зоне термического влияния (ЗТВ) также можно выделить шесть участков: 1 – 2 – участок неполного расплавления металла, является переходным от зоны наплавленного металла сварного шва к основному металлу. В этой области отмечено сплавления зёрен шва и основного металла при кристаллизации и свойства этого металла определяют свойства сварного шва в целом; 2 – 3 – участок перегрева, на котором металл нагревается 1500 оС. После затвердевания металл этого участка имеет крупнозернистое строение с пониженной пластичностью. Для углеродистых сталей возможно появление закалочных структур; 3 – 4 – участок нормализации, после охлаждения имеет мелкозернистую с высокими механическими свойствами; 4 – 5 – участок неполной рекристаллизации, здесь крупные зёрна феррита в структуре окружены мелкими зёрнам
После затвердевания металл этого участка имеет крупнозернистое строение с пониженной пластичностью. Для углеродистых сталей возможно появление закалочных структур; 3 – 4 – участок нормализации, после охлаждения имеет мелкозернистую с высокими механическими свойствами; 4 – 5 – участок неполной рекристаллизации, здесь крупные зёрна феррита в структуре окружены мелкими зёрнам
Рис. 1. Строение зоны термического влияния сварного шва: 1 – 6 – участки соответственно неполного расплавления, перегрева, нормализации, неполной перекристаллизации, рекристаллизации и синеломкости феррита и перлита; 5 – 6 – участок рекристаллизации. Участок часто наблюдается после сварки заготовок, прошедших предварительную пластическую деформацию (поковки, прокат). Для металла на этом участке характерно восстановление формы и размеров разрушенных при деформации зёрен; начиная от границы 6 металл характеризуется синеломкостью, металл здесь в процессе ведения сварки нагревается до 200 – 400 
Классификация различных сварочных процессов [с PDF]
Актуальные вопросы
Сварка — это процесс соединения двух или более одинаковых или разнородных металлов с применением или без нагрева, с приложением давления или без него, с применением или без применения применение наполнителя.
Поэтому в этой статье я буду подробно объяснять все классификации процесса сварки с помощью древовидной диаграммы.
Классификация процесса сварки:
Процесс сварки можно разделить на три типа:
- Сварка плавлением
- Сварка неплавлением
- Сварка сопротивлением
Сварка плавлением:
Сварка плавлением Процесс.
Процесс сварки плавлением далее классифицируется как:
- Газовая сварка
- Дуговая сварка
- Химическая или термитная сварка
1. Процесс газовой сварки:
За счет сжигания газов получается тепло, необходимое для плавления пластин, что называется операцией газовой сварки.
Газовая сварка дополнительно классифицируется следующим образом:
- Сварка кислорода-ацетиленового газа
- Сварка воздушного газа
- . с использованием электрической дуги, если теплота, необходимая для плавления пластин, получается, называется дуговой сваркой.
Дуговая сварка дополнительно классифицируется следующим образом:
- Сварка переменным током
- Сварка постоянным током — классифицируется как DCSP/DCRP Сварка
3. Химический процесс сварки:
При использовании экзотермической химической реакции, если тепло, необходимое для плавления пластин, получается, называется процессом химической сварки.
Процесс сварки не плавлением:
Без плавления основного материала, если соединение производится методом сварки не плавлением.
Сварка давлением:
С приложением давления, если соединение производится, называется операцией сварки давлением.
1. Холодная сварка давлением:
Соединение двух металлов при комнатной температуре с приложением большого давления называется сваркой холодным давлением.
2. Криогенная сварка:
Если два металла соединяются при температуре ниже -183 ̊C и с приложением большого давления, называется криогенной сваркой.
Сварка сопротивлением:
Несмотря на то, что сварка сопротивлением относится к процессу сварки без плавления, это операция сварки давлением плавлением.
- Тепло, необходимое для плавления и соединения пластин, получается за счет электрического сопротивления цепи.
- Материал электрода выбирается таким образом, чтобы он имел более низкое электрическое сопротивление, более высокую температуру плавления и высокую прочность.
- Наиболее часто используемыми электродными материалами для контактной сварки являются медь, вольфрам, медно-вольфрамовый сплав.
Resistance Welding Operation is classified as
- Fusion Welding Process
- Resistance Spot Welding
- Resistance Seam Welding
- Projection Welding
- Non-Fusion Welding
- Percussion Welding
On the В целом, это различные типы процессов сварки в деталях. Я надеюсь, что эта статья будет полезна для вас.
Я надеюсь, что эта статья будет полезна для вас.
Дополнительные ресурсы
Сварка сопротивлением
Газовая сварка
Электродуговая сварка
Каталожные номера:
- Процесс сварки | HowStuffWorks
- Электродуговая сварка: значение, процедура и оборудование
Виды сварки (сварочный процесс) Центр электроники
Схема
Введение
Если вы хотите стать сварщиком, вы должны сначала определиться со своей специализацией. Существует около 30 различных методов сварки, от простых кислородно-топливных методов до гораздо более сложных процедур лазерного излучения.
Однако эти формы часто подразделяются на четыре класса. В этой статье мы более подробно расскажем о механике каждого метода и выделим их особенности. Продолжайте читать, чтобы узнать больше о четырех основных формах сварки и их применении.
Сварка – это процесс плавления и сплавления различных металлических компонентов. Существует множество сварочных процессов, некоторые из которых вы можете не знать. В некоторых высокотехнологичных процессах используются электромагниты, лазеры и микроволны.
Существует множество сварочных процессов, некоторые из которых вы можете не знать. В некоторых высокотехнологичных процессах используются электромагниты, лазеры и микроволны.
Ковка или плавление металла с помощью пламени, а затем ковка двух частей вместе с помощью молота являются примерами низкотехнологичных процедур. Ниже перечислены четыре наиболее часто используемых процесса сварки.
Существуют и другие методы сварки, однако наиболее популярными являются следующие четыре:
- GMAW: сварка MIG
- SMAW: сварка электродами
- FCAW: дуговая сварка порошковой проволокой
- GTAW: сварка TIG
Вот некоторые общие типы сварочных процессов
Все они представляют собой процессы дуговой сварки, что означает, что электрическая цепь замыкается, когда электрод соединяется с рабочим объектом, опорой здания и электродом. Дуга создается щипком. Благодаря сотням уровней эта электрическая дуга идет, металл плавится и течет одновременно. В катоде используется заполняющая сталь, которая сплавляется и проникает в окружающую среду, закрывая зазор и образуя отдельную часть железа.
В катоде используется заполняющая сталь, которая сплавляется и проникает в окружающую среду, закрывая зазор и образуя отдельную часть железа.
Температура поверхности в тысячи градусов Цельсия влияет на связь химических веществ с воздухом и такими веществами, как масло или ржавчина. Пористость, хрупкость, коррозия и потенциальный отказ – все это вызвано азотом и кислородом.
Чтобы предотвратить брызги расплавленного шва из атмосферы и внешних загрязнителей, каждый процесс пропитывает область дуги инертными газами, которые не взаимодействуют с дополнительными химическими веществами. Готовые сварные швы значительно прочнее, надежнее и чище, потому что они не контактируют с воздухом во время сварки.
1. Сварка МИГ: Дуговая сварка металлическим газом (GMAW)
Защитный газ для сварки МИГ обеспечивается баллоном со сжатым реактивным газом. Искра создается и заполняется кабелем, который также плавится. Сварка МИГ – это простая технология сварки, которую могут освоить даже неопытные сварщики. Хотя технику иногда называют Дуговая сварка металлическим газом , (GMAW) .
Хотя технику иногда называют Дуговая сварка металлическим газом , (GMAW) .
Сварка металлов в среде инертного газа Аббревиатура MIG. В этом быстром методе заполняющая сталь потребляется через стержень, в то время как пары выпускаются над ней, чтобы защитить ее от атмосферы. Это означает, что он не подходит для использования на открытом воздухе. Тем не менее, это универсальный процесс, который будет использоваться для сварки различных видов железа с различной вязкостью.
Преимущества и недостатки
| Преимущества | ⮚ Отлично подходит для производственной сварки ⮚ Непрерывная подача проволоки подразумевает простоту обучения. ⮚ Превосходный термоконтроль ⮚ Чистые сварные швы ⮚ Легко понять |
| Недостатки | ⮚ Защитный газ может нагнетаться ветром. ⮚ Необходимо удалить все следы краски и коррозии. |

Как это работает
Сварка MIG — лучший подход, если вам нужно быстро сварить, вы новичок или вам нужно поддерживать низкую температуру. Защитный газ сочетает в себе степень сложности и предлагает превосходный температурный механизм и аккуратный сварной шов.
Использование
- Сварка MIG — другое название Сварка GMAW . В этом процессе электрод представляет собой электрически заряженный кабель, который постоянно втягивается в сварной шов из моторизованной катушки, но остается залитым защитными парами.
- Провод MIG Gun Welding объединяет энергию, имеет отверстие для катодного кабеля и газовый баллон для MIG Torch Context .
Двуокись углерода обычно используется в качестве защитного газа для MIG.
2. Сварка ВИГ: Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка ВИГ , также известная как Дуговая сварка вольфрамовым электродом и газовым электродом вольфрама (GTAW), является наиболее традиционной технологией сварки. Вольфрамовый электрод, используемый в этом процессе сварки, не является расходуемым. Это один из тех видов сварки, который требует соединения и сварки всего двух металлов, а не присадочного металла. Вы можете комбинировать присадочный металл, но вам нужно будет подавать его вручную. Сварка TIG требует использования газового баллона, чтобы обеспечить непрерывный поток газа, необходимый для надежной сварки. Это просто означает, что это обычно лучше делать в помещении, вдали от элементов. Сварка TIG, как правило, представляет собой точный тип сварки, при котором получаются красивые сварные швы, которые не требуют очистки, поскольку на них нет брызг. Эти качества делают его сложным видом сварки, который лучше доверить опытным сварщикам.
Вольфрамовый электрод, используемый в этом процессе сварки, не является расходуемым. Это один из тех видов сварки, который требует соединения и сварки всего двух металлов, а не присадочного металла. Вы можете комбинировать присадочный металл, но вам нужно будет подавать его вручную. Сварка TIG требует использования газового баллона, чтобы обеспечить непрерывный поток газа, необходимый для надежной сварки. Это просто означает, что это обычно лучше делать в помещении, вдали от элементов. Сварка TIG, как правило, представляет собой точный тип сварки, при котором получаются красивые сварные швы, которые не требуют очистки, поскольку на них нет брызг. Эти качества делают его сложным видом сварки, который лучше доверить опытным сварщикам.
Преимущества и недостатки
| Преимущества | ⮚ Сварка ВИГ на переменном токе используется для соединения алюминиевых и магниевых сплавов. ⮚ Сварка TIG на постоянном токе подходит для соединения нержавеющей стали, меди, латуни, стали и титана. ⮚ Высочайшая точность и функциональность ⮚ Возможность сваривания очень деликатных веществ ⮚ Грязи нет. |
| Недостатки | ⮚ Мастерство требует более высоких качеств и опыта. ⮚ Аппараты TIG дороже. |

Как это работает
Электрод является принципиальным отличием TIG от других методов. Электрод горелки представляет собой короткий вольфрамовый стержень с острой заточкой.
Отличие в том, что электрод не обгорел. Вместо этого оператор одной рукой вставляет длинный стержень присадочного металла в сварочную ванну, а другой управляет горелкой. Сварочная ванна разрушает этот металлический стержень. Электрод, как факел пламени, просто инициирует и поддерживает дугу, необходимую для плавления металла.
Компетентность оператора с горелкой, способность контролировать уровень нагрева и способность подачи присадочной проволоки с оптимальной скоростью — все это играет ключевую роль в результате. Соединение горелки TIG , , аналогично системе MIG , но без механизма подачи проволоки, подает инертный газ под давлением для насыщения зоны дуги. Сварка TIG обычно использует аргон в качестве защитного газа.
Соединение горелки TIG , , аналогично системе MIG , но без механизма подачи проволоки, подает инертный газ под давлением для насыщения зоны дуги. Сварка TIG обычно использует аргон в качестве защитного газа.
Применение
- Сварка ВИГ используется, когда требуются прочные и аккуратные сварные швы. Различные конструкции, сваренные методом TIG, закрываются после сборки, что затрудняет техническое обслуживание. Каркасы гоночных автомобилей, шкафы для электроники высокого класса, электрооборудование и конструкции самолетов — все это примеры. Другое применение TIG — это когда сварной шов постоянно заметен и требует особого визуального воздействия или Аттестация высоких технологий . Нестандартный кузов, дорогая садовая мебель и открытые рамы хот-родов — вот лишь несколько примеров.
3. Сварка электродуговой сваркой: Дуговая сварка защищенным металлом (SMAW)
Несмотря на то, что сварка была разработана в 1930-х годах, сейчас она постоянно обновляется и совершенствуется. Его популярность сохраняется благодаря простоте, удобству использования и невысокой стоимости. Однако из-за того, что он быстро разбрызгивается, он не обеспечивает самых чистых сварных швов. Обычно требуется чистка. Кроме того, присадочный металл выполняет функцию многоразового электрода» Палка ». Когда кончик стержня касается основного металла, электрод вплавляется в присадочный металл, создавая дугу, которая создает сварной шов. При нанесении флюса на палку образуется газовое облако , которое защищает металл от окисления. Газ конденсируется на металле по мере его охлаждения и затвердевания с образованием Шлака .
Его популярность сохраняется благодаря простоте, удобству использования и невысокой стоимости. Однако из-за того, что он быстро разбрызгивается, он не обеспечивает самых чистых сварных швов. Обычно требуется чистка. Кроме того, присадочный металл выполняет функцию многоразового электрода» Палка ». Когда кончик стержня касается основного металла, электрод вплавляется в присадочный металл, создавая дугу, которая создает сварной шов. При нанесении флюса на палку образуется газовое облако , которое защищает металл от окисления. Газ конденсируется на металле по мере его охлаждения и затвердевания с образованием Шлака .
Поскольку газ не используется, эту процедуру можно использовать на улице даже в неблагоприятных погодных условиях, таких как дождь и ветер. Идеально подходит для ремонта оборудования благодаря отличной очистке, покраске и Коррозионные свойства . Хотя это не рекомендуется для тонких металлов, сварка различных металлов проста благодаря наличию множества различных типов электродов, которые можно заменять. Сварка электродом должен научиться и требует продвинутых навыков.
Сварка электродом должен научиться и требует продвинутых навыков.
Преимущества и недостатки
| Преимущества | ⮚ Простой в использовании ⮚ Доступный ⮚ Не подвержен загрязнению ⮚ Практически любой металл можно сваривать. |
| Недостатки | ⮚ С тонким железом может быть трудно иметь дело. ⮚ Выдает большое количество температур. ⮚ Это поднимает длинный вопрос. |
Как это работает
Сварка электродом имеют длинные кабели с держателем электрода на одном конце и прочным зажимом на другом. У них тоже есть источник силы. Электрод изготовлен из металла и выглядит как Толстая проволока . Они бывают разных металлов и сплавов.
Диаметр сварочного стержня варьируется. Он определяется толщиной металла. Флюс представляет собой материал, который плотно наносится на сварочные стержни, а затем сгорает в дуге, образуя газ, защищающий сварочную ванну .
Флюс представляет собой материал, который плотно наносится на сварочные стержни, а затем сгорает в дуге, образуя газ, защищающий сварочную ванну .
Шлак , тонкое хрупкое покрытие, образующееся при остывании металла, должно быть отколото и счищено щеткой.
Использование
Сварка по возможности выполняется палкой. Когда доступ к сварному шву затруднен или когда на сварном соединении присутствуют ржавчина, масло или другие загрязнения, рекомендуется дуговая сварка электродом. Он хорошо справляется с лезвием, расплавленным железом, алюминием, нержавеющей сталью и шероховатыми поверхностями на Сельскохозяйственные инструменты.
4. Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки связан со сваркой MIG. Существующие сварочные аппараты MIG обычно также FCAW Welders . Как и при сварке MIG, кабель, который обеспечивает как электрод, так и присадочную сталь, проходит через вашу трубку. В этот момент дела начинают расходиться. Флюсовая сердцевина в проволоке FCAW Wire создает барьер для пара поперек сварного шва. В результате нет необходимости во внешнем газоснабжении. FCAW – это Высокотемпературная сварка процесс, который лучше всего работает с более толстыми и тяжелыми металлами. Именно поэтому он широко используется при ремонте тяжелой техники. Это продуктивный процесс с низким уровнем отходов. Это также дешево, потому что не требуется внешний газ. Тем не менее, некоторое количество оставшегося шлака необходимо будет соскоблить, чтобы получить красивый завершенный сварной шов.
В этот момент дела начинают расходиться. Флюсовая сердцевина в проволоке FCAW Wire создает барьер для пара поперек сварного шва. В результате нет необходимости во внешнем газоснабжении. FCAW – это Высокотемпературная сварка процесс, который лучше всего работает с более толстыми и тяжелыми металлами. Именно поэтому он широко используется при ремонте тяжелой техники. Это продуктивный процесс с низким уровнем отходов. Это также дешево, потому что не требуется внешний газ. Тем не менее, некоторое количество оставшегося шлака необходимо будет соскоблить, чтобы получить красивый завершенный сварной шов.
Преимущества и недостатки
| Преимущества | ⮚ Вероятно, это самый простой для понимания процесс. ⮚ Эффективен против грязи, краски и ржавых материалов. ⮚ Можно использовать в ветреную погоду. ⮚ Толстая сталь легко обрабатывается. |
| Недостатки | ⮚ Шлак необходимо удалить. ⮚ Много брызг |
Как это работает
В процессе FCAW используется полая проволока, пропитанная флюсом, аналогично процессу стержня, в котором используется электрод, покрытый флюсом.
FCAW, как и MIG, вставляет катушку с проволокой. Сварочный электрод Сварщики с электродом меняют электрод каждый раз, когда заканчивается катушка с проволокой, что позволяет сваривать быстрее.
- FAWS-G и FAWS-S
Сварка под флюсом подразделяется на две категории.
- FCAW-S
«S» означает « Self-Shielded ». Это очень часто используемая технология с флюсовым сердечником из-за ее низкой стоимости, простоты использования и высокой эффективности.
- FCAW-G
Буква «G» означает использование внешнего защитного газа в дополнение к традиционной порошковой проволоке и также называется сваркой проволокой с двойным экраном. По сравнению с процедурами FCAW-S и MIG этот подход обеспечивает более плавную и простую дугу управления .
По сравнению с процедурами FCAW-S и MIG этот подход обеспечивает более плавную и простую дугу управления .
Применение
Сварка с флюсовым сердечником чаще всего используется любителями, малыми предприятиями и производственными цехами благодаря превосходному проникновению, точному управлению температурой и простоте в обращении при меньших затратах, чем сварка MIG.
Заключение Теперь вы должны иметь общее представление о различных процедурах сварки. Различные формы требуют покупки дорогостоящего специализированного оборудования, которое будет выполняться машиной. Другие могут быть сделаны дома любителем по низкой цене. Если вы хотите купить сварочный аппарат, прочитайте одну из наших рекомендаций по оценке лучших сварочных аппаратов для домашнего использования. Существуют и другие методы сварки, но эти четыре являются наиболее распространенными. Не раздумывая, задавайте вопросы знакомым сварщикам.