Виды сварочных швов: виды сварных соединений и классификация способов сварки
alexxlab | 28.02.2023 | 0 | Разное
Виды сварных швов приведены на рисунке ниже.
Виды сварных соединений
В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных соединений:
стыковые соединения;
угловые соединения;
тавровые соединения;
нахлесточные соединения;
торцовые соединения.
Стыковым соединением называется сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и размещенных на одной поверхности или в одной плоскости. Основные виды стыковых сварных соединений представлены на рисунке ниже.
Угловым
соединением называется сварное соединение двух
элементов, размещенных под углом и
сваренных в месте примыкания их краев.
Тавровым соединением называется такое сварное соединение, в котором торец одного элемента примыкает под углом и присоединен к боковой поверхности другого элемента.
Основные виды угловых и тавровых сварных соединений продемонстрированы на рисунке ниже.
Нахлесточным соединением называется сварное соединение параллельно размещенных и частично перекрывающихся элементов.
Торцовым соединением называется такое сварное соединение, в котором боковые поверхности элементов примыкают друг к другу
Сварные соединения и швы классифицируются по следующим основным признакам:
виду соединения; положению, в котором выполняется сварка;конфигурации и протяженности;применяемому виду сварки;способу удержания расплавленного металла шва;количеству наложения слоев;применяемому для сварки материалу;расположению свариваемых деталей относительно друг друга;действующему на шов усилию;объему наплавленного металла;форме свариваемой конструкции;форме подготовленных кромок под сварку
Источники питания для сварки
Классификация
источников питания для сварки.
трансформаторы (предназначены для сварки на переменном токе); выпрямители (предназначены для сварки на постоянном токе); инверторы (для сварки на постоянном токе – постоянный ток получают по инверторной схеме).
Требования к источникам питания для дуговой сварки
Важными параметрами процесса сварки являются вольтамперная характеристика сварочной дуги и внешняя характеристика источника питания. От их согласования во многом зависят устойчивость горения дуги и стабильность протекания процесса сварки.
На
рис.1 показаны вольтамперные характеристики
дуги, представляющие собой зависимость
между напряжением UД и током IД при различной длине дуги l(l2>l1). Вольтамперная характеристика дуги
нелинейная, поскольку в общем случае
электрический ток в газах не подчиняется
закону Ома (дуга является электрическим
разрядом в газе, и ее сопротивление не
равняется постоянной величине).
Вольтамперная характеристика дуги
нелинейная, поскольку в общем случае
электрический ток в газах не подчиняется
закону Ома (дуга является электрическим
разрядом в газе, и ее сопротивление не
равняется постоянной величине).
Рис.1 Вольтамперные характеристики дуги
При малых токах (примерно до 100А
) с его увеличением интенсивно возрастают степень ионизации и число заряженных частиц. Сопротивление столба дуги уменьшается, и для поддержания тока необходимо меньшее напряжение.При возрастании тока увеличение степени ионизации происходит медленнее, рост количества носителей заряда уменьшается, и напряжение дуги становится мало зависящим от тока.
При больших
плотностях тока степень ионизации
высокая, дуга не расширяется, так как
ограничена диаметром электрода, и ее
сопротивление становится постоянным.
На этом участке она подчиняется закону
Ома – ток и напряжение прямо пропорциональны.
Для каждого способа сварки наиболее характерен свой участок характеристики дуги. Например, при ручной сварке покрытыми электродами и неплавящимся электродом в среде аргона сила тока относительно невелика, а диаметр электрода значителен. Эти условия соответствуют подающему участку характеристики дуги.
При сварке под флюсом сила тока больше, чем при ручной сварке, поэтому характеристика переходит на пологий и частично на возрастающий участок. Сварка в углекислом газе характеризуется применением проволок малого диаметра, что пропорционально квадрату диаметра увеличивает плотность тока. Характеристика дуги становится возрастающей.
Виды сварочных швов – Бобёр.ру
аппарат сварочный
электроды
железные трубы
металл
перчатки
маска защитная
Опытный сварщик расскажет обо всех тонкостях работы с разными видами швов, а также покажет, какой из них применить в каждом конкретном случае.
В процессе сварки самое главное получить качественный и прочный шов. Швы бывают горизонтальные, вертикальные и потолочные
(для деталей, которые необходимо сваривать на большой высоте). По расположению детали швы бывают простые стыковые либо угловые (детали стыкуются под углом друг к другу).Горизонтальный стыковой шов
Такой шов выполнять проще всего: двигайте электрод как к себе, так и от себя. На прочности шва это не отражается, но есть небольшое различие в его аккуратности.
Уберите шлак со швов при помощи молотка.
Шов, сделанный к себе, получается неровным и прерывистым, хотя достаточно глубоким. Такой шов больше подходит для соединения толстостенных заготовок: уголков, швеллеров и толстостенных труб.
Шов, сделанный от себя, получается более широким и ровным, а при последующем шлифовании место шва будет выглядеть красиво. Такой шов удобен для выполнения стыковых соединений тонких металлов, например, профильных труб, когда возникает опасность их прожигания.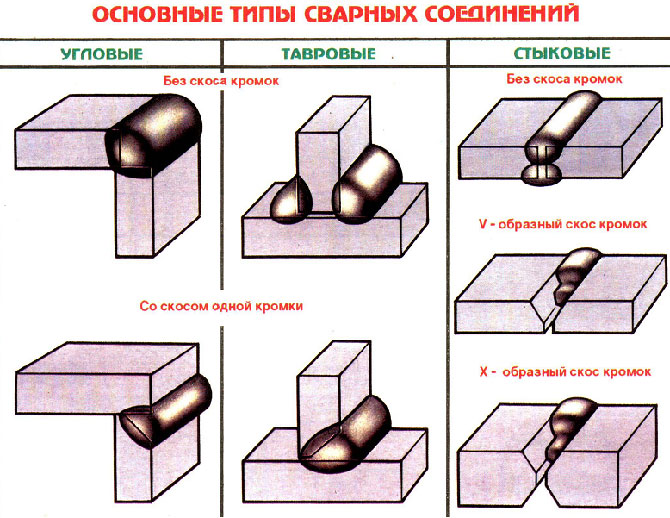
Угловой сварочный шов
При выполнении данного шва заготовки расположены под углом друг к другу. Обратите внимание, что электрод должен равномерно прогревать как нижнюю, так и верхнюю детали, иначе соединение будет непрочным. Если соблюдать это условие, шов получается прочный и аккуратный.
Вертикальный сварочный шов
Такой шов можно выполнять как снизу вверх, так и сверху вниз. На прочности это не отражается, но влияет на внешний вид швов.
При сварке снизу вверх металл из зоны расплава стекает вниз, образуя не очень красивые натёки. Такой шов удобно применять, когда заготовки подогнаны плохо (есть щель).
При сварке сверху вниз натёков не будет, а шов будет выглядеть более аккуратно.
Потолочный сварочный шов
Данный шов сложен в выполнении, поскольку во время сварки металл под действием силы тяжести будет падать вниз. Вот почему такой шов нужно выполнять прерывистыми движениями, стараясь равномерно прогревать обе заготовки.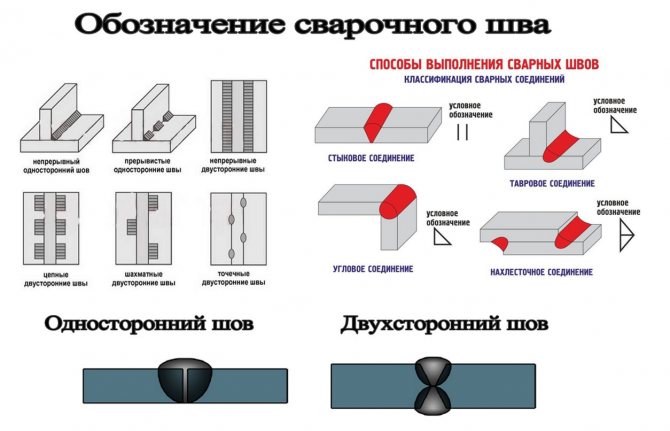 Этот шов сложен тем, что при его выполнении сварщик работает на возвышении, высоко подняв руки, и находится при этом под струями расплавленного металла и шлака. Поэтому при его выполнении тщательнее соблюдайте правила безопасности.
Этот шов сложен тем, что при его выполнении сварщик работает на возвышении, высоко подняв руки, и находится при этом под струями расплавленного металла и шлака. Поэтому при его выполнении тщательнее соблюдайте правила безопасности.
Читайте по теме:
- Сварка плавящимся электродом
- Как заварить зазор в профильной трубе
- Как избежать термической деформации заготовки во время сварочных работ
Основные типы сварных швов, используемые при сварке
, в то время как есть много типов сварных шв.
0 Внутренний сварной шов0006 | Сварные детали
Связанные материалы: Руководство по типам и деталям сварных соединений
Типы сварных швов
Сварной валик
Рисунок 13 — Пример сварного валика.
Большинство из нас начинают с изучения основного сварного шва . Также известный как валик , это простой однопроходный тип сварки основного металла (рис. 13) .
Сделайте узкую стрингерную бусину , практически не используя движения из стороны в сторону. Вы создаете более широкое переплетите бусину с большим движением из стороны в сторону.
Угловые швы
Рисунок 17 — Типы угловых швов.Используется для соединения двух поверхностей приблизительно под прямым углом (90 градусов). Угловой сварной шов образует треугольник, если смотреть в поперечном сечении. Нахлесточные, тавровые и угловые соединения представляют собой угловые сварные швы (Рисунок 17) .
Реклама
Сварные швы с разделкой кромок
Рисунок 14 — Стандартные типы сварных швов с разделкой кромок различной толщины. Сварные швы с разделкой кромок (рис. 14) , выполненные в пазу между двумя элементами заготовки, подходят для многих стыковых соединений различной толщины.
14) , выполненные в пазу между двумя элементами заготовки, подходят для многих стыковых соединений различной толщины.
Многопроходная сварка
Если для заполнения канавки требуется два или более валиков, это многопроходная сварка. Многопроходные слои (Рисунок 15) обычно изготавливаются вручную с использованием узких стрингеров.
Рисунок 15 — Пример многопроходных слоев.При выполнении этого типа сварки 9Последовательность наращивания 0006 определяет порядок укладки каждого валика (фиг. 16) .
Рисунок 16 — Пример последовательности слоев сварки.Для контроля воздействия аккумулированного тепла на металлические материалы в инструкциях по многопроходной сварке может быть указана межпроходная температура . Это минимальная или максимальная температура, которую должен достичь наплавленный металл перед началом следующего прохода.
Наплавка шва
Рисунок 18 — Пример наплавки шва.
Наплавочный шов добавляет присадочный материал к основе из основного металла для получения желаемых свойств или размеров (Рисунок 18) .
Наплавка, или износостойкая наплавка , представляет собой разновидность наплавки для нанесения материала на деталь с целью уменьшения износа или потери материала в результате истирания, ударов, эрозии, истирания и кавитации.
Этот тип сварного шва состоит из одного или нескольких стрингеров или плетеных валиков.
Наплавочный шов — это экономичный метод продления срока службы машин, инструментов и оборудования, который особенно полезен в строительной отрасли.
Пробковая сварка и пазовая сварка
Рисунок 19 — Примеры пробочной и щелевой сварки. Сварка, выполненная через отверстия в одном элементе соединения внахлестку, является сваркой пробкой. Когда отверстия имеют удлиненную форму, это называется шовным швом (рис. 19) .
В зависимости от работы отверстия могут быть полностью или не полностью заполнены наполнителем. Часто этот тип сварки прикрепляет пластины с лицевой закалкой к более мягкому материалу подложки или устанавливает металлические вкладыши внутри резервуаров.
Реклама
Сварка сопротивлением
Когда температура плавления создается в соединении за счет сопротивления протеканию электрического тока через заготовку, это сварка сопротивлением .
Рисунок 20 — Пример процесса контактной сварки.Это происходит при пропускании электрического тока через два или более листа металла, зажатых между медными электродами. Как только температура достигает точки плавления, приложенное давление сваривает детали вместе (Рисунок 20) .
Рисунок 21 — Примеры контактной точечной и шовной сварки. Одним из распространенных вариантов является контактная точечная сварка (RSW), при которой вдоль соединения (рис.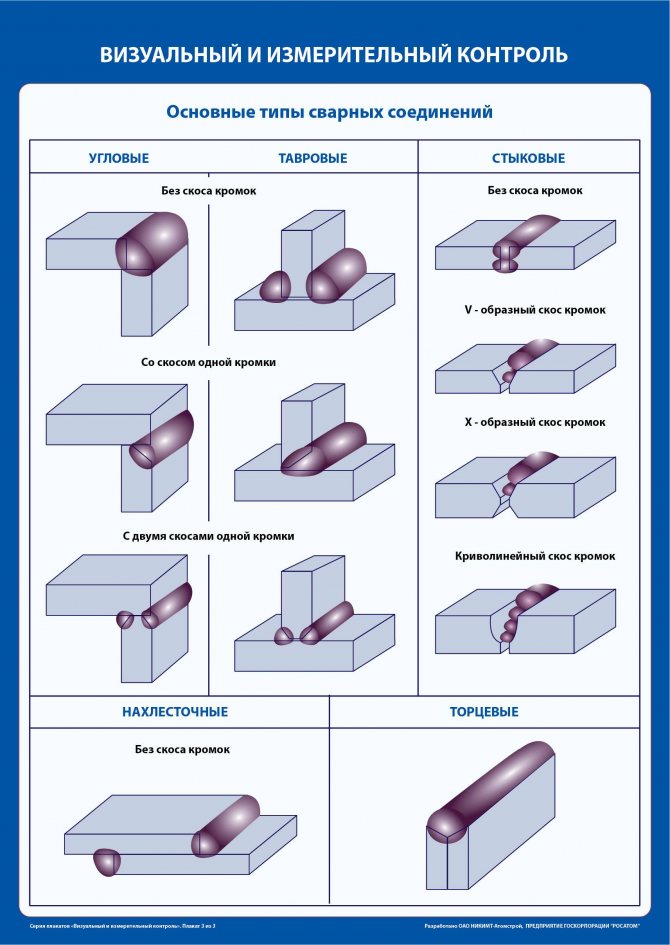 21) выполняется ряд точечных сварных швов.
21) выполняется ряд точечных сварных швов.
Другой тип, шовная сварка сопротивлением (RSEW), используемый в коммерческом производстве, предполагает выполнение ряда плотных сварных швов при подаче материалов через электродные диски.
Рисунок 22 — Примеры точечной и прихваточной сварки.Точечная сварка
На соединениях внахлест тонкого листового металла дуговые сварщики могут выполнять точечную сварку (Рисунок 22) . Короткая дуга на одной поверхности прожигает другую, сплавляя части вместе.
Не такой аккуратный, как RSW, потому что этот тип сварки оставляет на поверхности металла небольшой самородок.
Прихваточный шов
Прихваточный шов — это слабый временный шов, используемый для удержания металла на месте до его сварки (Рисунок 22). Размер зависит от толщины металла, но прихваточные швы должны быть небольшими и равномерными, чтобы свести к минимуму их влияние на окончательный шов.
Вот хорошее видео, показывающее распространенные сварные швы:
Реклама
Детали сварных швов
Некоторые термины для описания сварного шва могут применяться к нескольким узлам соединения, в то время как другие уникальны.
Торец — открытая поверхность основного металла, на которой выполнен сварной шов.
Носок — место примыкания поверхности сварного шва к основному металлу.
Корень — точки, в которых тыльная сторона шва пересекает поверхности основного металла.
Полка — участок шва от носка до корня, если смотреть на треугольное сечение углового шва.
Горловина — расстояние от корня до точки на лицевой стороне шва по линии, перпендикулярной лицевой стороне шва.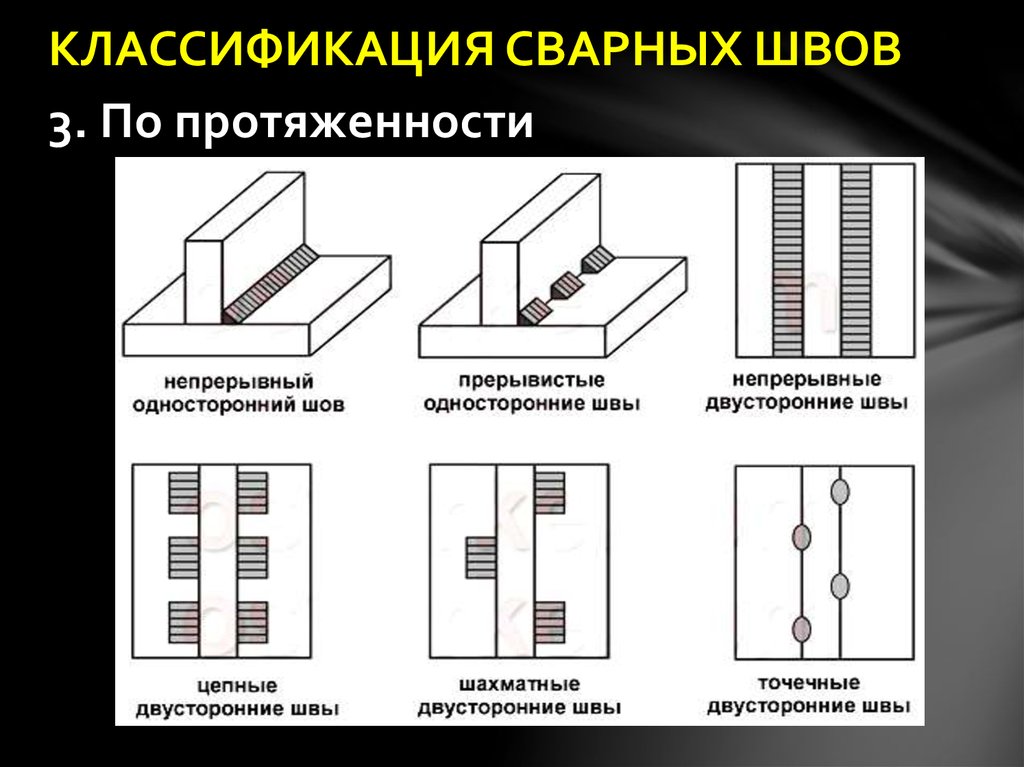 Теоретически лицо образует прямую линию между пальцами ног.
Теоретически лицо образует прямую линию между пальцами ног.
ПРИМЕЧАНИЕ. Термины «угол» и «горловина» применяются только к угловым сварным швам.
Рисунок 23 — Части разделочного сварного шва.Детали разделочного сварного шва
- Корневое отверстие : Разделение между элементами, которые должны быть соединены в корне соединения.
- Корневая поверхность : Поверхность канавки рядом с корнем соединения.
- Поверхность канавки : Поверхность элемента, включенная в канавку.
- Угол скоса : Угол, образованный между подготовленной кромкой элемента и плоскостью, перпендикулярной поверхности элемента.
- Угол паза : Общий угол паза между соединяемыми деталями.
- Размер сварного шва : Проплавление шва (глубина скоса плюс проплавление корня, если указано). Размер сварного шва с разделкой кромок и его эффективное сечение одинаковы.

- Толщина листа : Толщина свариваемого листа.
Части углового сварного шва
Рисунок 24 — Части углового сварного шва .- Фактический шов углового сварного шва : Кратчайшее расстояние от корня углового шва до его поверхности.
- Нога углового сварного шва : Расстояние от корня стыка до края углового шва.
- Корень сварного шва : Точки, в которых задняя часть сварного шва пересекает поверхности основного металла.
- Носок сварного шва : Соединение между поверхностью сварного шва и основным металлом.
- Поверхность сварного шва : Открытая поверхность сварного шва на свариваемой стороне.
- Глубина плавления : Расстояние, на которое плавление проникает в основной металл или предыдущий проход от поверхности, расплавленной во время сварки.
- Размер сварных швов : Длина стороны галтели.

При определении размера разделки (рис. 23) необходимо учитывать глубину разделки, раскрытие корня и угол разделки.
Размер углового шва (рисунок 24) – длина катетов сварного шва. Предположим, что стороны равны, если не указано иное.
Существует множество стилей и типов сварочных калибров для подготовки материала к сварке и проверки завершенного сварного шва. Вот пример комплекта сварочного манометра.
Рисунок 25 — Примеры терминологии зоныв сварном шве.
Сварщики используют еще несколько терминов для описания участков сварного шва.
Зона термического влияния (ЗТВ) (рис. 25) — это часть основного металла, которая не расплавилась, но изменилась из-за теплоты сварки. Зона термического влияния находится между наплавленным металлом и неповрежденным основным металлом. Физический состав или механические свойства этой зоны отличаются после сварки.
Плавка описывает сплавление основного металла и/или присадочного металла.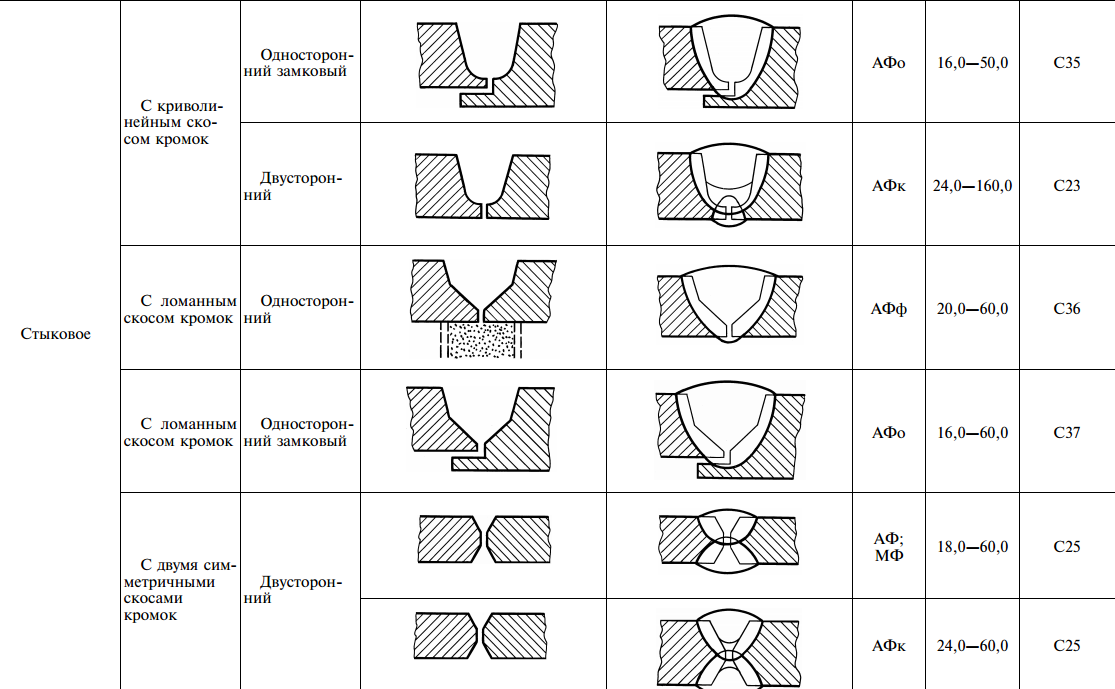 зона сплавления — это область основного металла, которая расплавилась во время сварки (рисунок 25) .
зона сплавления — это область основного металла, которая расплавилась во время сварки (рисунок 25) .
Поскольку нагрев при сварке влияет на структурные свойства основного металла, для качественного сварного шва необходимо контролировать нагрев.
Положения для сварки пластин
Рисунок 26 — Примеры позиций для сварки пластин.Американское общество сварщиков (AWS) разделяет сварку листов на четыре основных положения: (1) плоская, (2) горизонтальная, (3) вертикальная и (4) потолочная.
Вы можете идентифицировать сварной шов по номеру, показывающему положение сварки, за которым следует буква «G» для сварного шва с разделкой кромок или «F» для углового шва (Рисунок 26) . Например, сварной шов с разделкой кромок — это сварной шов «3G».
Типы сварных швов | Гражданское строительство X
Основными типами сварных швов, используемых для конструкционной стали, являются угловые, пазовые, пробковые и щелевые. Чаще всего используется угловой шов. При легких нагрузках он наиболее экономичен, т. к. требуется небольшая подготовка материала. Для тяжелых нагрузок наиболее эффективными являются сварные швы с разделкой кромок, поскольку можно легко получить полную прочность основного металла. Использование пробочных и щелевых сварных швов обычно ограничивается особыми условиями, когда угловые швы или сварные швы с пазами нецелесообразны.
Чаще всего используется угловой шов. При легких нагрузках он наиболее экономичен, т. к. требуется небольшая подготовка материала. Для тяжелых нагрузок наиболее эффективными являются сварные швы с разделкой кромок, поскольку можно легко получить полную прочность основного металла. Использование пробочных и щелевых сварных швов обычно ограничивается особыми условиями, когда угловые швы или сварные швы с пазами нецелесообразны.
Прихваточные сварные швы могут использоваться для сборки или транспортировки. Никакой несущей способности в окончательной конструкции им не придается. В некоторых случаях эти сварные швы должны быть удалены после окончательной сборки или монтажа.
Угловые швы имеют общую форму равнобедренного прямоугольного треугольника (рис.
 5.12). Размер сварного шва определяется длиной ноги. Прочность определяется толщиной шва, кратчайшим расстоянием от корня (пересечения ветвей) до поверхности шва. Если две стороны неравны, номинальный размер сварного шва определяется более короткой стороной. Если сварные швы вогнутые, то проход соответственно уменьшается, как и прочность.
5.12). Размер сварного шва определяется длиной ноги. Прочность определяется толщиной шва, кратчайшим расстоянием от корня (пересечения ветвей) до поверхности шва. Если две стороны неравны, номинальный размер сварного шва определяется более короткой стороной. Если сварные швы вогнутые, то проход соответственно уменьшается, как и прочность. Угловой шов используется для соединения двух поверхностей примерно под прямым углом друг к другу. Соединения могут быть внахлест (рис. 5.13), тавровыми или угловыми (рис. 5.14). Угловые сварные швы также могут использоваться со сварными швами с разделкой кромок для усиления угловых соединений. В тавровом соединении с наклоном угол наплавки может варьироваться до 30° от перпендикуляра, а один угол соединяемой кромки может быть приподнят до 3–16 дюймов. Если расстояние больше 1–16 дюймов. „16 дюймов, сварной участок должен быть увеличен на величину корневого отверстия.
Разделочные сварные швы выполняются в разделке между кромками двух соединяемых деталей.

Стандартные виды разделочных швов именуются в соответствии с формой свариваемых кромок: квадратная, одинарная V, двойная V, одинарная скошенная, двойная скошенная, одинарная U, двойная U, одинарная J и двойная J (рис. 5.15). ). Кромки могут быть сформированы газовой резкой, дуговой строжкой или строганием кромок. Однако в зависимости от используемого процесса сварки материал толщиной до 5×8 дюймов можно сваривать разделочной сваркой с прямоугольными кромками.
Сварные швы должны проходить по всей ширине соединяемых деталей. Запрещаются прерывистые разделочные швы и стыковые соединения, сваренные не полностью по всему поперечному сечению.
Сварные швы с разделкой кромок также классифицируются как сварные швы с полным и частичным проплавлением.
При сварке с полным проплавлением материал шва и основной металл сплавляются по всей глубине соединения.
 Этот тип сварки выполняется привариванием с обеих сторон соединения или с одной стороны к опорному стержню или подкладочному шву. Когда соединение выполнено сваркой с обеих сторон, корень первого прохода зачищается или выдалбливается до прочного металла перед сваркой на противоположной стороне или выполняется обратный проход. Размер горловины сварного шва с разделкой кромок с полным проплавлением для расчета напряжений равен полной толщине более тонкой части 9.0084, за исключением усиления сварного шва.
Этот тип сварки выполняется привариванием с обеих сторон соединения или с одной стороны к опорному стержню или подкладочному шву. Когда соединение выполнено сваркой с обеих сторон, корень первого прохода зачищается или выдалбливается до прочного металла перед сваркой на противоположной стороне или выполняется обратный проход. Размер горловины сварного шва с разделкой кромок с полным проплавлением для расчета напряжений равен полной толщине более тонкой части 9.0084, за исключением усиления сварного шва. Сварные швы с частичным проплавлением обычно используются, когда передаваемые усилия малы.
Кромки могут быть профилированы не на всю толщину стыка, а глубина шва может быть меньше толщины стыка (рис. 5.15). Но даже если кромки полностью сформированы, сварные швы с разделкой кромок, выполненные с одной стороны без подкладочной полосы или выполненные с обеих сторон без обратной выемки, считаются сварными швами с частичным проплавлением. Они часто используются для соединений в строительных колоннах, несущих только осевые нагрузки.

Пробковые и щелевые сварные швы используются для передачи сдвига в соединениях внахлестку и для предотвращения коробления деталей внахлестку. В зданиях их также можно использовать для соединения компонентов сборных элементов.
(Однако сварка пробкой или прорезью не допускается для стали A514.) Сварные швы выполняются с контактирующими внахлестку частями путем наплавки металла шва в круглые или прорезные отверстия в одной части.
Отверстия могут быть частично или полностью заполнены, в зависимости от их глубины. Грузоподъемность полностью приваренной пробки или паза равна произведению площади отверстия на допустимое напряжение.
Если внешний вид не является основным фактором, предпочтительным является угловой сварной шов в отверстиях или пазах.
Экономия в выборе. При выборе сварного шва проектировщики должны учитывать не только тип соединения, но и тип сварного шва, для которого требуется минимальное количество металла.
 Это позволит сэкономить и материал, и время.
Это позволит сэкономить и материал, и время. В то время как прочность углового шва зависит от размера, объем металла зависит от квадрата размера. Например, угловой сварной шов диаметром 1×2 дюйма содержит в четыре раза больше металла на дюйм длины, чем сварной шов размером 1×4 дюйма, но только в два раза прочнее. Как правило, меньший, но более длинный угловой шов стоит меньше, чем больший, но более короткий шов той же мощности.
Кроме того, небольшие сварные швы могут быть наплавлены за один проход. Большие сварные швы требуют нескольких проходов. Они занимают больше времени, поглощают больше металла сварного шва и стоят дороже. В качестве руководства по выбору сварных швов в таблице 5.12 указано количество проходов, необходимое для некоторых часто используемых типов сварных швов. Сварные швы
с разделкой кромок под двойную V-образную кромку и с двойной фаской содержат примерно в два раза меньше металла, чем сварные швы
с разделкой кромок под одиночную V-образную кромку и с одной фаской, соответственно (за вычетом влияния корневого промежутка).
