Википедия трубная резьба: HTTP 429 – too many requests, слишком много запросов
alexxlab | 13.01.2023 | 0 | Разное
| СORTEM выпускает оборудование ( коробки, щиты, посты, шкафы, светильники и т.д. ) с конической резьбой NPT для американского рынка и с трубной конической Rc,R (ISO7/1) для европейского (в том числе российского) рынка, что позволяет значительно упростить монтаж оборудования (оказаться от контргайки и дополнительной уплотнительной прокладки у корпуса подключаемого устройства). Таблица выпускаемых типов резьб * Трубная коническая Rc, R ISO7/1 (по умолчанию)
* Если Ваш тип резьбы отсутствует в таблице, то нужно обратиться в наш офис в Санкт- Петербурге, и мы попробуем Вам помочь. ** ISO 965 — этот тип резьбы имеет второе название Metric и часто используется в европейском электрооборудовании. Некоторые диаметры резьб в изделиях ООО «КОРТЕМ-ГОРЭЛТЕХ» выбранысиз второго и третьего рядов метрической резьбы, например M32х1.5. По умолчанию Сortem выпускает оборудование с трубной конической резьбой Rc для РФ, что позволяет значительно упростить монтаж оборудования (отказаться от контргайки и дополнительной уплотнительной прокладки у корпуса подключаемого устройства). При этом вы получаете соединение c IP65/IP66. IP66 достигается специальным герметиком CRV-L, IP67/IP68 достигается специальным герметиком CRV-A. С 2008 года ООО «КОРТЕМ-ГОРЭЛТЕХ» в качестве второго основного типа резьбы для РФ принял ISO 965 Metric (метрическая). Код заказа I. Соединение с конической резьбой кабельного/трубного ввода и металлического корпуса устройств обеспечивает непрерывность цепи заземления, защиту от электромагнитных помех и сопротивление менее 0,1 Ом. Для кабельных/трубных вводов, установленных в неметаллические корпуса, непрерывность цепи заземления, защита от электромагнитных помех обеспечивается элементами A31 A32, A33, A34, A35. Резьба ISO 965 Metric (метрическая)*
Резьба PG*
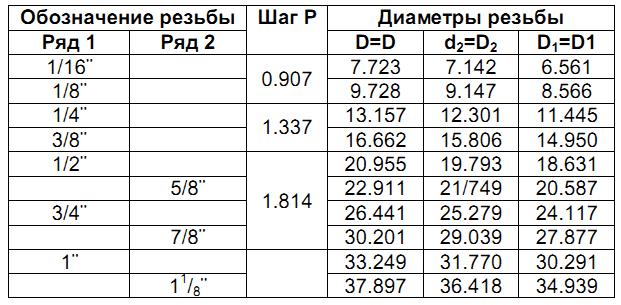
Соответствие резьбы Metric к Pg Резьба трубная цилиндрическая G ISO 228*
Резьба NPT ANSI/ASME B1.
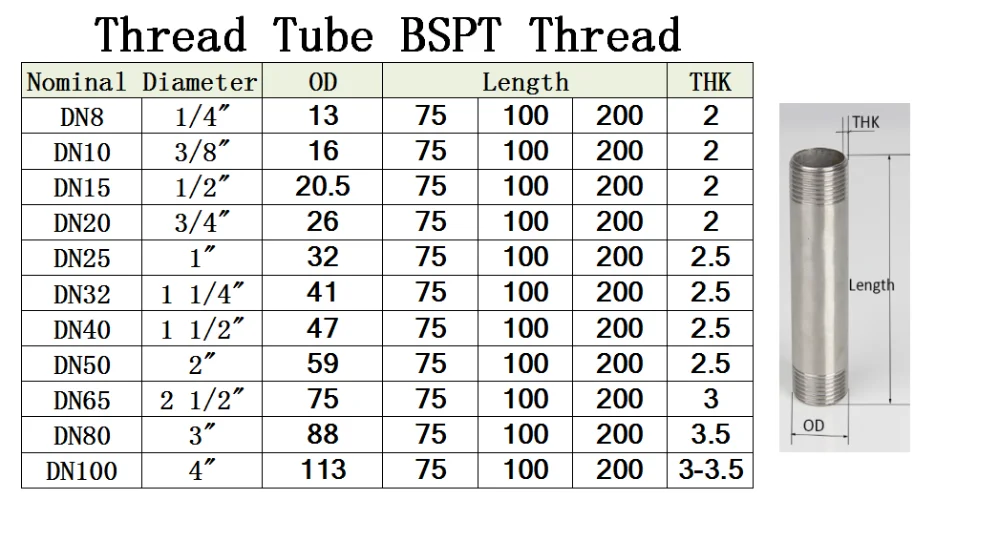
* в зависимости от партии изделий, наружные диаметры внешней резьбы могут колебаться в пределах допустимых значений. Трубная коническая Rc, R ISO 7/1 конусность 1:16
* в зависимости от партии изделий, наружные диаметры внешней резьбы могут колебаться в пределах допустимых значений.
Общие параметры конической резьбыСиликоновая смазка CRV-SiI НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Cиликоновая смазка серии CRV-Si сертифицирован для использования совместно с фитингами, коробками ExdIIB и кабельными вводами ООО «КОРТЕМ-ГОРЭЛТЕХ». Специальная силиконовая герметизирующая смазка не смывается водой и позволяет обеспечить защиту IP66. Характеристики Cиликоновая смазка поставляется в пластиковых банках.
| ||||||||||||||
 Обозначается буквой G. Это внутренняя и наружная параллельная резьба с длинным винтом и постоянным диаметром, предназначенная для достижения герметичного сопряжения элементов за счет сжатия уплотнительного материала (например, кольцевой прокладки или шайбы) между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга. Соединительные элементы трубопровода, как правило, комплектуются резиновыми уплотнительными кольцами;
Обозначается буквой G. Это внутренняя и наружная параллельная резьба с длинным винтом и постоянным диаметром, предназначенная для достижения герметичного сопряжения элементов за счет сжатия уплотнительного материала (например, кольцевой прокладки или шайбы) между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга. Соединительные элементы трубопровода, как правило, комплектуются резиновыми уплотнительными кольцами;
 org.
org. На всём участке такого изделия, на котором выполнена трубная резьба, её шаг не начинает меняться и обладает одним и тем же общим значением. Если такое требование не будет соблюдаться, то она станет нерабочей, к ней будет невозможно подобрать второй элемент создаваемой конструкции.
На всём участке такого изделия, на котором выполнена трубная резьба, её шаг не начинает меняться и обладает одним и тем же общим значением. Если такое требование не будет соблюдаться, то она станет нерабочей, к ней будет невозможно подобрать второй элемент создаваемой конструкции. При этом нужно иметь в виду и то, что по отношению к дюймовой вырезке применяются не общепринятый (2,54 см), а специальный трубный дюйм, который будет доходить до 3,324 см. Таким образом, в случае, к примеру, если её общий диаметр будет равняться ¾ дюйма, то в пересчёте на миллиметры он будет равняться значению 25.
При этом нужно иметь в виду и то, что по отношению к дюймовой вырезке применяются не общепринятый (2,54 см), а специальный трубный дюйм, который будет доходить до 3,324 см. Таким образом, в случае, к примеру, если её общий диаметр будет равняться ¾ дюйма, то в пересчёте на миллиметры он будет равняться значению 25.

 Стандарт предусматривает размеры резьбы от 1/16″ до 24″ для труб по стандартам ANSI/ASME B36.10M, BS 1600, BS EN 10255 и ISO 65. Условное обозначение: равило используются символы «MNPT» для наружной резьбы и «FNPT» для внутренней , числовое значение номинального диаметра резьбы в дюймах (inch). Например, внутренняя резьба с номинальным диаметром 1/4″ — обозначается как: FNPT 1/4″. Подробнее о резьбе, шаге резьбы и других параметрах смотрите на сайте
Стандарт предусматривает размеры резьбы от 1/16″ до 24″ для труб по стандартам ANSI/ASME B36.10M, BS 1600, BS EN 10255 и ISO 65. Условное обозначение: равило используются символы «MNPT» для наружной резьбы и «FNPT» для внутренней , числовое значение номинального диаметра резьбы в дюймах (inch). Например, внутренняя резьба с номинальным диаметром 1/4″ — обозначается как: FNPT 1/4″. Подробнее о резьбе, шаге резьбы и других параметрах смотрите на сайте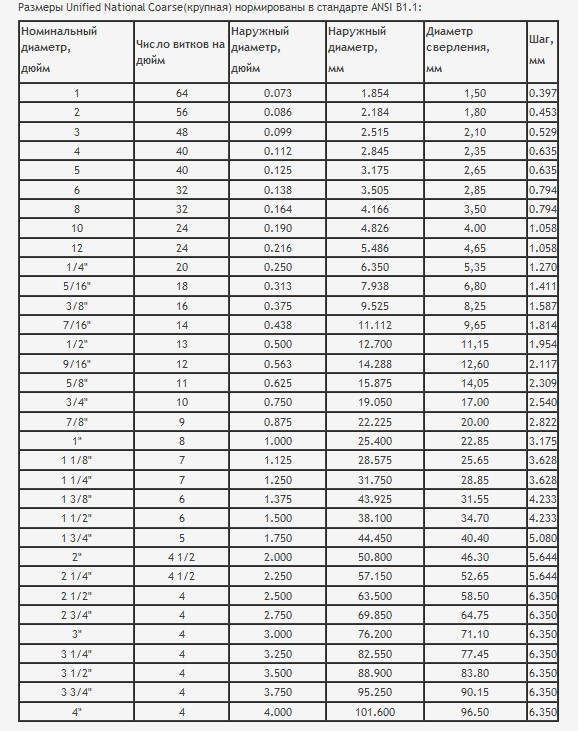 20.1
20.1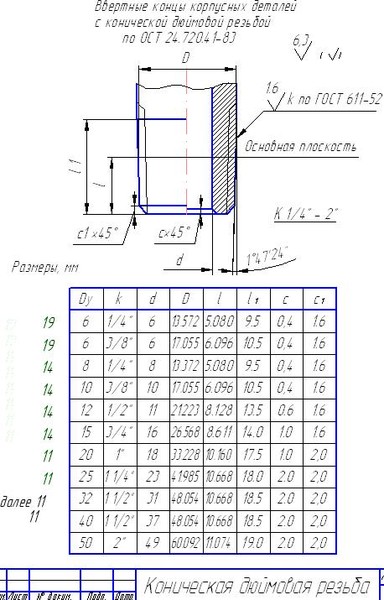
 20.1*
20.1*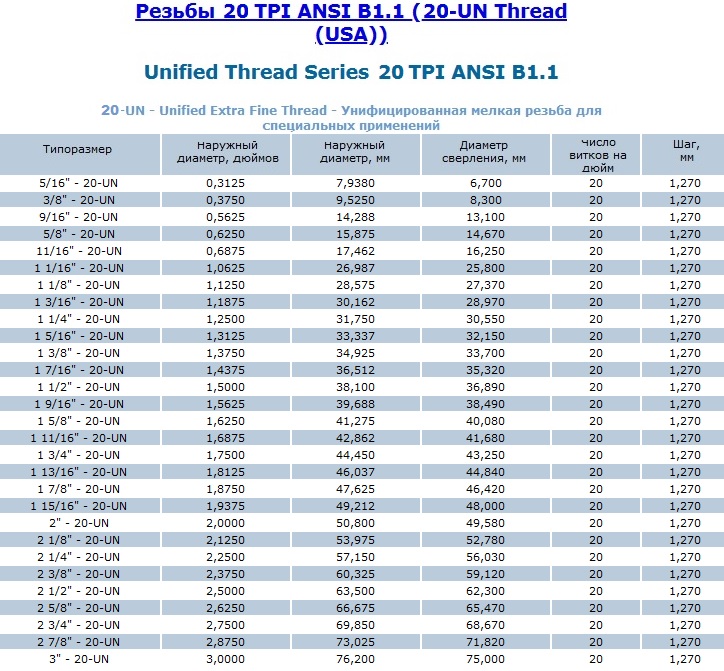
Резьба R 5/8
Poison13
Подскажите хочу заказать на насос Аскор переходник с резьбы R 5/8 на G 1/8.Но никак немогу найти точных параметров резьбы R 5/8 сколько ниток на дюйм ы какой внешний диаметр по вершинам резьбы. Также интерисует вопрос чертижа етого переходника или приблизительные его размеры.
Кайнын
Poison13
Подскажите хочу заказать на насос Аскор переходник с резьбы R 5/8 на G 1/8.Но никак немогу найти точных параметров резьбы R 5/8 сколько ниток на дюйм ы какой внешний диаметр по вершинам резьбы. Также интерисует вопрос чертижа етого переходника или приблизительные его размеры.
вопрос – а где применятеся резьба R5\8 дюйма?
что это за переходник ты делаешь, для чего?
Poison13
В теле насоса отверствие с резьбой R 5/8(написано на пластмасовой заглушке)туда вкручивается резервуар от штеера(насколько я знаю). Резьба R 5/8 также идёт на пейнтбольных балонах. Всё что я по ней смог найти ето только то что ето трубная коническая резьба. Етот переходник нужен для того чтобы вкрутить туда шланг от хилла покуда насос был куплен без шланга.
Резьба R 5/8 также идёт на пейнтбольных балонах. Всё что я по ней смог найти ето только то что ето трубная коническая резьба. Етот переходник нужен для того чтобы вкрутить туда шланг от хилла покуда насос был куплен без шланга.
Storag
Для токаря этой информации достаточно.
Poison13
Ксожалению етого ему недостаточно, ещё нужен розмер по вершине резьбы и сколько ниток на дюйм (самоеглавное).Пробовали сделать резьбу 22*1,5 вкручевается всего на 4 нитки и дальше никак.
Vasily_A
у меня станок дюймовые резьбы не режет, купил плашку, все ок…
а так 22.4-22.7 по вершинам (по разным источникам)
hoakinn
У пейнтбольных баллонов в горловине 5/8 UNF, а на выходе редуктора G1/2
Poison13
http://rostfrei.ru/edelstahl.nsf/pages/inchscrews http://www.rasxodka.ru/articles/novice/standard_screw http://www.ladspb.ru/spravochnik/thread_unf/
Вроде понял 22,184 внешний, внутрений 20,262,шаг резьбы в мм 1,814, ниток на дюйм 14.
peterson
Poison13
Подскажите хочу заказать на насос Аскор переходник с резьбы R 5/8 на G 1/8.Но никак немогу найти точных параметров резьбы R 5/8 сколько ниток на дюйм ы какой внешний диаметр по вершинам резьбы. Также интерисует вопрос чертижа етого переходника или приблизительные его размеры.
Не это интересует? Только это не переходник а шланг…
Кайнын
Poison13
Вроде понял 22,184 внешний, внутрений 20,262,шаг резьбы в мм 1,814, ниток на дюйм 14.
🙂
а угол при вершине какой?
на это тебе и намекал.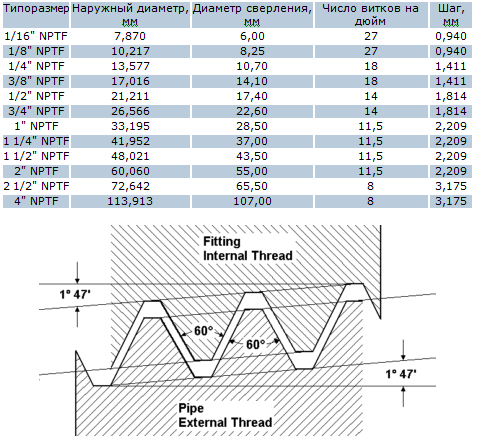
Walter 53
posted 10-11-2008 18:44У пейнтбольных баллонов в горловине 5/8 UNF, а на выходе редуктора G1/2
5/8 -18UNF .Наружный диаметр 15,8 ,шаг 18 ниток на дюйм или 1,41 мм.
Poison13
В том то и проблема что угла я незнаю ето раз ,да и резьба там должна быть не мение 22мм покуда рание выточеный переходник с резьбой 22*1,5 вкручивался всего на четыре нитки. peterson ето какраз то что нада где можна купить?.
Poison13
Из того что я нашёл следует что дюймовая резьба имеет угол 55.,а у метрической 60..
Кайнын
Poison13
Из того что я нашёл следует что дюймовая резьба имеет угол 55.,а у метрической 60..
 .
.уже лучше.
но это не совсем так.
как правило, 55 – у трубной, 60 у метрической, а у дюймовой может быть и 60, и 55.
а теперь выясни, какая резьба на твоем насосе – действительно R5/8, как ты пишешь, или G5/8.
а заодно (чисто из любопытства) спроси у петерсона, какая у него резьба на станции и совпадает ли она с той, которую ты назвал в первом посте(заметь, я не сказал “которая тебе нужна”).
Poison13
На заглушке у етого насоса чётко написано R5/8 .
ALex_IZA
Эммм – конус сам проверяй!
Размеры по диаметрам (вершинам), шагам итд найдешь в госте.
http://ru.wikipedia.org/wiki/%D0%A0%D0%B5%D0%B7%D1%8C%D0%B1%D0%B0#.D0.A2.D1.80.D1.83.D0.B1.D0.BD.D0.B0.D1.8F_.D0.BA.D0.BE.D0.BD.D0.B8.D1.87.D0.B5.D1.81.D0.BA.D0.B0.D1.8F_.D1.80.D0 .B5.D0.B7.D1.8C.D0.B1.D0.B0.2C_R
Трубная коническая резьба, R
Основная статья: Резьба трубная коническая, R
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3?34’48” 😛. Угол профиля при вершине 55?, теоретическая высота профиля Н=0,960491Р.
Угол профиля при вершине 55?, теоретическая высота профиля Н=0,960491Р.
Стандарты: ГОСТ 6211-81 — Основные нормы взаимозаменяемости. Резьба трубная коническая. ISO R7, DIN 2999, BS 21 , JIS B 0203.
Условное обозначение: буква R для наружной резьбы и Rc для внутренней, числовое значение номинального диаметра резьбы в дюймах (inch), буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4″ – обозначается как: R1 1/4″.
denis177
http://airgun.org.ru/forum/viewtopic.php?f=5&t=26217
Переходник, 500р.
Poison13
http://airgun.org.ru/forum/viewtopic.php?f=5&t=26217 Не то пальто здесь мама R5/8 а мне нужно чтобы бил папа R5/8.
Продукты и решения Restek для хроматографии
Быстрые обучающие видео
Что вы делаете с новой колонкой ЖХ?
Оптимизация инъекций без разделения
Почему так много колонок C18?
Подготовка нового эталонного стандарта к использованию
Кондиционирование колонки ГХ
Кондиционирование колонки ЖХ
Что такое КВЕЧЕРС?
Как хранить справочные стандарты
Просмотрите нашу полную видеотекуРекомендуемые продукты Restek для хроматографии
Четкое определение полулетучих веществ с помощью прочных и надежных колонок Rxi-SVOCms
Повысьте эффективность лаборатории с помощью нашего комплекта CRM для канадских пестицидов
Рестек Бифенил: Лучшая селективность, чем C18
Повысьте безопасность и производительность лаборатории с помощью обновленных стандартов Restek
Возрождение ILSP: более быстрый подход к многоостаточным пестицидам в пищевых продуктах
Ускорьте разработку калибровочной кривой с помощью наших CRM PFAS
Упростите техническое обслуживание и устранение неполадок ГХ
Ускорьте анализ пестицидов с помощью комплекта колонок для ГХ низкого давления (LPGC)
Улучшите анализ примесей линейных альфа-олефинов (LAO) с помощью колонок Rxi-LAO
Скорость, надежность и мощь HILIC и RP в одной колонке
Упростите анализ QuEChERS с помощью наших простых в использовании продуктов Q-sep
Сократите расходы на лабораторию с помощью наших долговечных электродов ESI
Просмотрите наш полный каталогУскорьте и упростите разработку методов ЖХ с помощью Restek’s
Pro EZ Онлайн-инструменты для ЖХ
Наше бесплатное Pro EZ для моделирования хроматограмм ЖХ и программного обеспечения для перевода методов упрощает разработку и оптимизацию новых методов ЖХ или перевод существующих те быстро и точно.
Ускорьте разработку методов ГХ с помощью Restek’s
E Z Онлайн-инструменты для ГХPro EZ Средство моделирования хроматограмм для ГХ и EZ идеальное решение для преобразования и калькулятора метода ГХ ваша лаборатория. Разрабатывайте методы прямо у себя на столе, оптимизируйте существующие методы без догадок и повышайте производительность.
Учить большеХромаБЛОГография
Актуальные и своевременные идеи от ведущих хроматографов
Устранение неполадок с колонками для ГХ – методологический подход – часть 1
Когда дело доходит до устранения неполадок колонок ГХ, часто лучше использовать методологический подход, если вы точно не знаете, что вызвало проблему.
23 ноября 2022
Alan Sensue
Устранение неполадок с колонками для ГХ – методологический подход – часть 2
В этом посте я даю ссылки на видеоролики и литературу Restek, которые помогут вам устранить определенные проблемы, когда вы пытаетесь устранить проблемы с хроматографией….
23 ноября 2022 г.
Alan Sensue
Что делать, если ваша упакованная/микроупакованная колонка больше не доступна
Вот типичный сценарий: клиент попросил вас проанализировать его пробы с помощью метода, в котором вместо капиллярной колонки используется насадочная колонка. Когда вы исследуете компанию…
22 ноября 2022
Alan Sensue
Защита капиллярной колонки для ГХ от матрицы
Если ваша хроматография быстро ухудшается после ввода образцов (или стандартов), содержащих матрицу, следующие рекомендации могут помочь увеличить количество вводов до. ..
..
21 ноября 2022 г.
Alan Sensue
Перейти на ChromaBLOGrapyКалендарь событий
Будь то виртуально или лично, мы с нетерпением ждем встречи с вами, чтобы поделиться нашими последними инновациями и ответить на любые ваши вопросы о продуктах и услугах Restek!
Посмотреть все событияДобро пожаловать на Restek.com!
Мы определили ваше местонахождение как:
Или выберите свое местоположение ниже:
Извините! Мы не можем определить ваше местоположение. Пожалуйста, выберите свое местоположение ниже.
Сообщить о проблеме
Унифицированный стандарт резьбы — Википедия, бесплатная энциклопедия
10-32 проектирование, проектирование, эт крепеж, фурнитура, империал, импорт @l-3, резьба, unc Мои теги:
Из Википедии, бесплатная энциклопедия
Перейти к: навигация, поиск
Унифицированный стандарт резьбы ( UTS ) определяет стандартную форму и серию резьбы, а также допуски, допуски и обозначения для резьбы, обычно используемой в США и Канаде. Он имеет тот же профиль 60 °, что и метрическая резьба ISO, используемая в остальном мире, но характерные размеры каждой резьбы UTS (внешний диаметр и шаг) были выбраны в виде дюймовых долей, а не круглых миллиметров. значение. В настоящее время UTS контролируется ASME/ANSI в США.
Он имеет тот же профиль 60 °, что и метрическая резьба ISO, используемая в остальном мире, но характерные размеры каждой резьбы UTS (внешний диаметр и шаг) были выбраны в виде дюймовых долей, а не круглых миллиметров. значение. В настоящее время UTS контролируется ASME/ANSI в США.
Содержимое
|
[править] Происхождение
- См. раздел «История стандартизации» статьи о винтовой резьбе.
[править] Базовый профиль
Базовый профиль всех резьб UTS такой же, как у всех метрических винтовых резьб ISO, только часто используемые значения для D maj и P различаются между двумя стандартами.
Каждая резьба в серии характеризуется большим диаметром D , большим и шагом P . Резьба UTS состоит из симметричной V-образной резьбы. В плоскости оси резьбы боковые стороны V имеют угол 60° друг к другу. Самая внешняя 1/8 и самая внутренняя 1/4 высоты H V-образной формы отрезаются от профиля.
Шаг P — это расстояние, на которое перемещается винт при повороте на 360°. Это связано с цифрой TPI (количество зубьев на дюйм или витков на дюйм):
Высота H и шаг P связаны углом 60° через
В наружную (наружную) резьбу (например, на болт), наружный диаметр D maj и меньший диаметр D min определяют максимальный размер резьбы. Это означает, что наружная резьба должна заканчиваться плоско на D maj , но может быть закруглена ниже малого диаметра D min . И наоборот, во внутренней (внутренней) резьбе (например, в гайке) наружный и наружный диаметры составляют минимальных размеров , поэтому профиль резьбы должен заканчиваться плоско на D мин , но может быть закруглен за пределы Д май .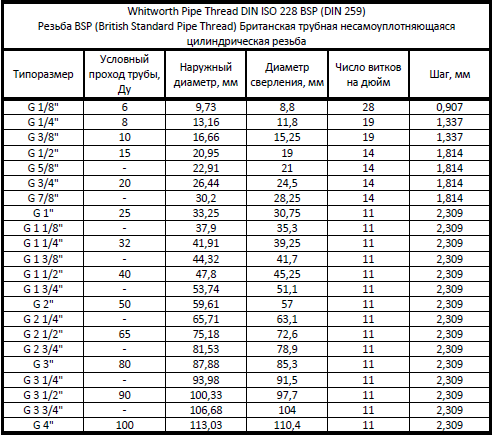
Второстепенный диаметр D min
[править] Обозначение
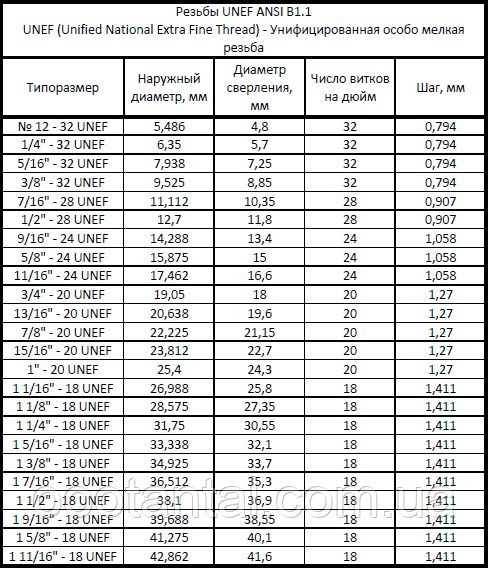
Стандартное обозначение резьбы UTS представляет собой число, указывающее номинальный (наибольший) диаметр резьбы, за которым следует шаг, измеряемый в витках на дюйм. Для диаметров менее ¼ дюйма диаметр указывается целым числом, определенным в стандарте, для всех других диаметров дается цифра в дюймах.
За этой парой номеров могут следовать буквы UNC, UNF или UNEF, если комбинация диаметр-шаг относится к серии «грубая», «мелкая» или «сверхмелкая», а также может сопровождаться классом допуска.
Пример:
- 6-32 UNC 2B (наибольший диаметр: 0,1380 дюйма, шаг: 32 tpi)
[править] Предпочтительные размеры
| основной диаметр [дюйм] | витков на дюйм | основной диаметр [мм] | сверло для метчика размер | ||||
|---|---|---|---|---|---|---|---|
| грубый UNC | штраф UNF | сверхтонкий UNEF | грубый UNC | штраф UNF | сверхтонкий UNEF | ||
| #0 = 0,0600 | – | 80 | 1,5240 | 3/64 дюйма | |||
| #1 = 0,0730 | 64 | 72 | 1,8542 | #53 | #53 | ||
| #2 = 0,0860 | 56 | 64 | 2. 1844 1844 | #50 | #50 | ||
| #3 = 0,0990 | 48 | 56 | 2,5146 | #47 | #45 | ||
| #4 = 0,1120 | 40 | 48 | 2,8448 | #43 | #42 | ||
| #5 = 0,1250 | 40 | 44 | 3.1750 | #38 | #37 | ||
| #6 = 0,1380 | 32 | 40 | 3,5052 | #36 | #33 | ||
| #8 = 0,1640 | 32 | 36 | 4.1656 | № 29 | #29 | ||
| #10 = 0,1900 | 24 | 32 | 4,8260 | #25 | #21 | ||
| #12 = 0,2160 | 24 | 28 | 32 | 5.4864 | #16 | #14 | |
| 1/4 | 20 | 28 | 32 | 6. 3500 3500 | #7 | #3 | |
| 5/16 | 18 | 24 | 32 | 7,9375 | Ф | я | |
| 3/8 | 16 | 24 | 32 | 9,5250 | 5/16 в | В | |
| 7/16 | 14 | 20 | 28 | 11.1125 | У | 25/64 в | |
| 1/2 | 13 | 20 | 28 | 12.7000 | 27/64 в | 29/64 в | |
| 16 сентября | 12 | 18 | 24 | 14.2875 | 31/64 в | 33/64 в | |
| 5/8 | 11 | 18 | 24 | 15.8750 | 17/32 в | 37/64 в | |
| 3/4 | 10 | 16 | 20 | 19.0500 | 21/32 в | 16. 11 в 11 в | |
| 7/8 | 9 | 14 | 20 | 22.2250 | 49/64 в | 13/16 в | |
| 1 | 8 | 12 | 20 | 25.4000 | 7/8 в | 59/64 в | |
Формула для числовых размеров винтов: Диаметр = Размер винта # × 0,013 дюйма + 0,060 дюйма
Пример: # 10 × 0,013 дюйма + 0,060 дюйма = диаметр 0,190 дюйма
Иногда используются «специальные» профили резьбы (UNS), например, 0,619 дюймовый (15,723 мм) большой диаметр с 20 зубьями на дюйм. Это обеспечивает более прочную посадку наружной и внутренней резьбы при сборке. Это может быть конструктивным соображением в аэрокосмической, оборонной и автомобильной промышленности.
[править] Измерение
включает перечень характеристик винтовой резьбы, которые должны быть проверены для установления приемлемости размеров резьбы на резьбовом изделии, и калибр(ы), которые должны использоваться при проверке этих характеристик.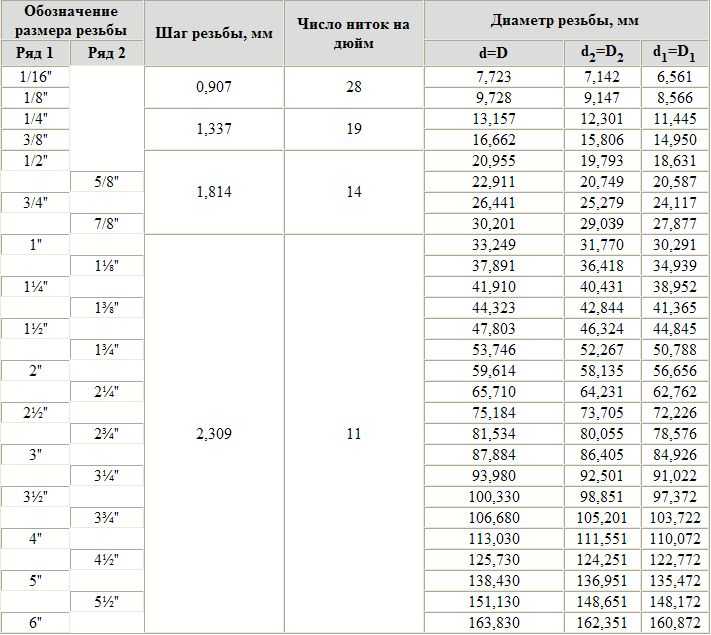 0062
0062
В настоящее время этот калибр UTS контролируется:
- ASME/ANSI B1.2-1983 Калибры и калибры для унифицированной дюймовой резьбы
- ASME/ANSI B1.3M-1992 Системы измерения резьбы Допустимые размеры Дюймовая метрическая резьба
Эти стандарты содержат основные спецификации и размеры калибров, используемых для унифицированной дюймовой резьбы (форма резьбы UN, UNR, UNJ) на изделиях с внешней и внутренней резьбой. Он также охватывает спецификации и размеры резьбовых калибров и измерительного оборудования. Также описаны основное назначение и использование каждого датчика. Он также устанавливает критерии приемки винтовой резьбы при использовании калибровочной системы.
[править] Классы точности
Существует система классификации для простоты изготовления и взаимозаменяемости готовых резьбовых изделий. Большинство (но, конечно, не все) резьбовых изделий изготавливаются в соответствии со стандартом классификации, называемым Унифицированной стандартной серией винтовой резьбы. Эта система аналогична посадкам, используемым для собранных деталей.
Эта система аналогична посадкам, используемым для собранных деталей.
Классы 1А, 2А, 3А относятся к наружной резьбе; Классы 1В, 2В, 3В относятся к внутренней резьбе.
Резьба класса 1 представляет собой неплотно прилегающую резьбу, предназначенную для облегчения сборки или использования в грязной среде.
Наиболее распространены резьбы класса 2. Они спроектированы так, чтобы максимально увеличить прочность с учетом типичных возможностей механического цеха и практики использования станков.
Резьба класса 3 используется для более жестких допусков.
Класс резьбы относится к допустимому диапазону среднего диаметра для любой данной резьбы. Диаметр шага обозначен как Dp на рисунке выше. Существует несколько методов, которые используются для измерения делительного диаметра. Наиболее распространенный метод, используемый в производстве, – это манометр Go-NoGo.
[править] Ссылки
- ASME/ANSI B1.1 – 2003 Унифицированная дюймовая резьба, форма резьбы UN и UNR
- ASME/ANSI B1.
