Винты самонарезающие с полукруглой головкой – 11650-80. .
alexxlab | 31.07.2020 | 0 | Разное
Винты самонарезающие с полукруглой головкой и заостренным концом ГОСТ 11650-80: технические характеристики
Близкие аналоги (ISO, DIN, EN ISO):
|
Стандарт |
Наименование |
Примечание |
DIN 7981 (ISO 7049) |
Шуруп (саморез) с полукруглой головкой и крестообразным шлицем |
ГОСТ 11650-80 (исполнение 2) соответствует DIN 7981 (ISO 7049), форма C (с заостренным концом). Существуют различия в параметрах. |
DIN 7971 (ISO 1481) |
Шуруп (саморез) с цилиндрической головкой и прямым шлицем |
ГОСТ 11650-80 (исполнение 1) соответствует DIN 7971 (ISO 1481), форма C (с заостренным концом). Существуют различия в параметрах. |
ГОСТ 11650-80 (общие параметры винтов):
|
Параметры винта |
Номинальный диаметр резьбы, d |
||||||
|
2,5 |
3 |
4 |
5 |
6 |
8 |
||
|
Шаг резьбы, P |
1,25 |
1,25 |
1,75 |
2 |
2,5 |
|
|
|
Диаметр головки, D |
4,5 |
5,5 |
7 |
8,5 |
10 |
13 |
|
|
Высота головки k |
1,7 |
2,1 |
2,8 |
3,5 |
4,2 |
5,6 |
|
|
Радиус сферы головки R1 |
2,4 |
2,9 |
3,6 |
4,4 |
5,1 |
|
|
|
R, минимум |
0,1 |
0,1 |
0,2 |
0,2 |
0,25 |
0,4 |
|
|
Исполнение 1 (прямой шлиц) |
Ширина шлица, n |
0,6 |
0,8 |
1 |
1,2 |
1,6 |
2 |
|
Глубина шлица t, максимум |
1,3 |
1,4 |
2 |
2,5 |
2,7 |
3,7 |
|
|
Исполнение 2 (крестообразный шлиц) |
Номер крестообразного шлица |
1 |
1 |
2 |
2 |
3 |
3 |
|
Диаметр крестообразного шлица m |
2,8 |
3,1 |
4,2 |
5 |
6,6 |
7,7 |
|
|
Глубина крестообразного шлица h, не более |
1,25 |
1,6 |
|
2,5 |
2,45 |
3,65 |
|
Все параметры в таблице указаны в мм.
|
Длина винта l, мм |
Теоретическая масса 1000 шт. винтов, кг. при номинальном диаметре резьбы d |
|||||
|
2,5 |
3 |
4 |
5 |
6 |
8 |
|
|
6 |
0,32 |
0,51 |
|
|
|
|
|
8 |
0,37 |
0,59 |
1,11 |
|
|
|
|
10 |
0,42 |
0,67 |
1,25 |
2,21 |
|
|
|
12 |
0,47 |
0,75 |
1,39 |
2,43 |
3,61 |
|
|
14 |
0,52 |
0,83 |
1,53 |
2,67 |
3,93 |
|
|
16 |
0,57 |
0,91 |
1,67 |
2,91 |
4,25 |
5,01 |
|
18 |
0,62 |
0,99 |
1,81 |
3,15 |
4,57 |
5,58 |
|
20 |
|
1,07 |
1,95 |
3,39 |
4,89 |
6,15 |
|
22 |
|
|
2,09 |
3,63 |
5,21 |
6,72 |
|
25 |
|
|
2,30 |
4,00 |
5,69 |
7,57 |
|
30 |
|
|
2,65 |
4,60 |
6,49 |
9,00 |
|
35 |
|
|
3,00 |
5,20 |
7,29 |
10,42 |
|
40 |
|
|
|
5,80 |
8,09 |
11,84 |
|
45 |
|
|
|
6,40 |
8,99 |
13,25 |
|
50 |
|
|
|
|
9,69 |
14,68 |
www.mtk-fortuna.ru
Винты самонарезающие с полукруглой головкой и заостренным концом для металла и пластмассы. Конструкция и размеры
ГОСТ 11650-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИНТЫ САМОНАРЕЗАЮЩИЕ
С ПОЛУКРУГЛОЙ ГОЛОВКОЙ
И ЗАОСТРЕННЫМ КОНЦОМ
ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ
Конструкция и размеры
Москва Стандартинформ 2007 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИНТЫ САМОНАРЕЗАЮЩИЕ С ПОЛУКРУГЛОЙ ГОЛОВКОЙ Конструкция и размеры Self-tapping round
head and sharpening end screws for metals and plastics. | ГОСТ Взамен |
Издание с Изменением № 1, утвержденным в апреле 1985 г. (ИУС 7-85).
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. № 6110 дата введения установлена
01.01.82
Ограничение срока действия снято Постановлением Госстандарта СССР от 29.03.91 № 399
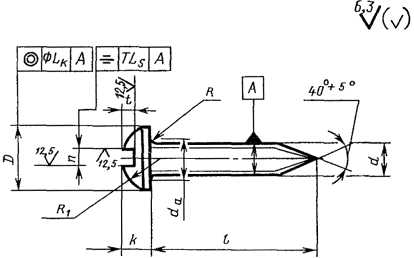
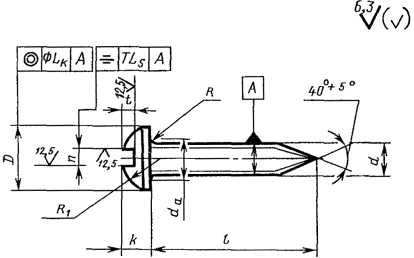
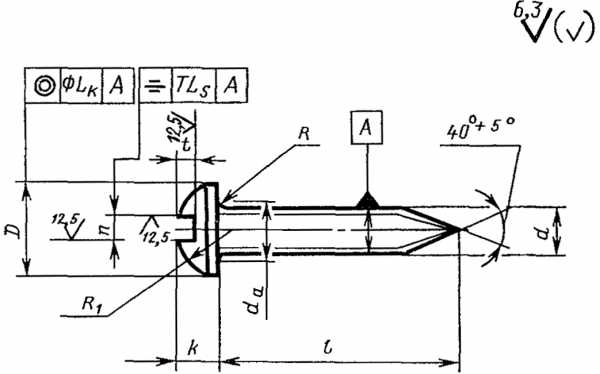
1. Настоящий стандарт распространяется на самонарезающие винты с полукруглой головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл. 1, 2.
Исполнение 1
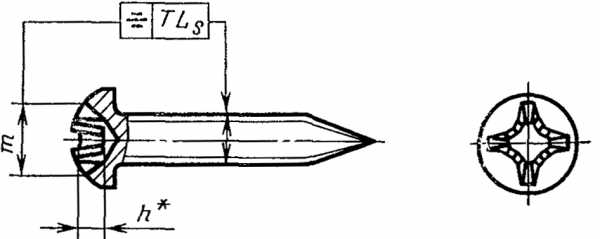
Исполнение 2
______________
* Размер для справок.
Таблица 1
Размеры, мм
Номинальный диаметр резьбы d | 2,5 | 3 | 4 | 5 | 6 | 8 | |
Шаг резьбы Р | 1,25 | 1,75 | 2,0 | 2,5 | 3,5 | ||
Диаметр головки D | Номин. | 4,5 | 5,5 | 7,0 | 8,5 | 10,0 | 13,0 |
Пред. откл. по js 15 | ± 0,24 | ± 0,29 | ± 0,35 | ||||
Высота головки К | Номин. | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 |
Пред. откл. по js 15 | ± 0,2 | ± 0,24 | |||||
Радиус сферы головки R1 » | 2,4 | 2,9 | 3,6 | 4,4 | 5,1 | 6,6 | |
Радиус под головкой | R, не менее | 0,10 | 0,20 | 0,25 | 0,40 | ||
da, не более | 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | |
Ширина шлица n | Номин. | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 |
Не менее | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | |
Не более | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | |
Глубина шлица t | Не менее | 0,9 | 1,0 | 1,6 | 2,1 | 2,3 | 3,3 |
Не более | 1,3 | 1,4 | 2,0 | 2,5 | 2,7 | 3,7 | |
Допуск соосности головки относительно стержня (2IТ14) | 0,60 | 0,72 | 0,86 | ||||
Допуск симметричности шлица относительно стержня в диаметральном выражении (2IТ14) | 0,50 | 0,60 | 0,72 | ||||
Номер крестообразного шлица | 1 | 2 | 3 | ||||
Диаметр крестообразного шлица m, не более | 2,8 | 3,1 | 4,2 | 5,0 | 6,6 | 7,7 | |
Глубина крестообразного шлица h | 1,25 | 1,60 | 1,75 | 2,50 | 2,45 | 3,65 | |
Глубина вхождения калибра в крестообразный шлиц | Не более | 1,4 | 1,7 | 2,0 | 2,8 | 3,0 | 4,2 |
Не менее | 1,1 | 1,4 | 1,5 | 2,3 | 2,5 | 3,7 | |
Недовод резьбы, не более | 0,8 | 1,0 | |||||
Примечание. Крестообразный шлиц – по ГОСТ 10753-86.
Таблица 2
мм
Длина винта l | Номинальный диаметр резьбы d | ||||||
Номин. | Пред. откл. по js 17 | 2,5 | 3 | 4 | 5 | 6 | 8 |
6 | ± 0,75 |
|
| – | – | – | – |
8 |
|
|
| – | – | – | |
10 |
|
|
|
| – | – | |
12 | ± 0,90 |
|
|
|
|
| – |
14 |
|
|
|
|
| – | |
16 |
|
|
|
|
|
| |
(18) |
|
| Стандартные длины |
| |||
20 | ± 1,05 | – |
|
|
|
|
|
(22) | – | – |
|
|
|
| |
25 | – | – |
|
|
|
| |
30 | – | – |
|
|
|
| |
35 | ± 1,25 | – | – |
|
|
|
|
40 | – | – | – |
|
|
| |
45 | – | – | – |
|
|
| |
50 | – | – | – | – |
|
| |
Примечание. Длины l, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения:
винта в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5´30.01. ГОСТ 11650-80
То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5´30.01.016 ГОСТ 11650-80
(Измененная редакция, Изм. № 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка – по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в справочном приложении 1.
5. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ
1
Справочное
Теоретическая масса самонарезающих винтов
Длина винта l, мм | Номинальный диаметр резьбы d, мм | |||||
2,5 | 3 | 4 | 5 | 6 | 8 | |
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг » | ||||||
6 | 0,32 | 0,51 | – | – | – | – |
8 | 0,37 | 0,59 | 1,11 | – | – | – |
10 | 0,42 | 0,67 | 1,25 | 2,21 | – | – |
12 | 0,47 | 0,75 | 1,39 | 2,43 | 3,61 | – |
14 | 0,52 | 0,83 | 1,53 | 2,67 | 3,93 | – |
16 | 0,57 | 0,91 | 1,67 | 2,91 | 4,25 | 5,01 |
18 | 0,62 | 0,99 | 1,81 | 3,15 | 4,57 | 5,58 |
20 | – | 1,07 | 1,95 | 3,39 | 4,89 | 6,15 |
22 | – | – | 2,09 | 3,63 | 5,21 | 6,72 |
25 | – | – | 2,30 | 4,00 | 5,69 | 7,57 |
30 | – | – | 2,65 | 4,60 | 6,49 | 9,00 |
35 | – | – | 3,00 | 5,20 | 7,29 | 10,42 |
40 | – | – | – | 5,80 | 8,09 | 11,84 |
45 | – | – | – | 6,40 | 8,99 | 13,25 |
50 | – | – | – | – | 9,69 | 14,68 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).
standartgost.ru
ГОСТ 11650-80 Винты самонарезающие с полукруглой головкой и заостренным концом для металла и пластмассы. Конструкция и размеры
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ВИНТЫ САМОНАРЕЗАЮЩИЕ
С ПОЛУКРУГЛОЙ ГОЛОВКОЙ И ЗАОСТРЕННЫМ КОНЦОМ
ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ
ГОСТ 11650-80*
Государственный комитет СССР по стандартам
МОСКВА – 1986
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ВИНТЫ САМОНАРЕЗАЮЩИЕ С ПОЛУКРУГЛОЙ Конструкция и размеры Self-tapping round
head and sharpening end |
ГОСТ
Взамен
|
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. № 6110 срок введения установлен
с 01.01.82
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на самонарезающие винты с полукруглой головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл. 1, 2.
Исполнение 1
Исполнение 2
______________
* Размер для справок.
Таблица 1
Размеры в мм
|
Номинальный диаметр резьбы d |
2,5 |
3 |
4 |
5 |
6 |
8 |
|
|
Шаг резьбы Р |
1,25 |
1,75 |
2,0 |
2,5 |
3,5 |
||
|
Диаметр головки D |
Номин. |
4,5 |
5,5 |
7,0 |
8,5 |
10,0 |
13,0 |
|
Пред. откл. по js 15 |
± 0,24 |
± 0,29 |
± 0,35 |
||||
|
Высота головки К |
Номин. |
1,7 |
2,1 |
2,8 |
3,5 |
4,2 |
5,6 |
|
Пред. откл. по js 15 |
± 0,2 |
± 0,24 |
|||||
|
Радиус сферы головки R1 » |
2,4 |
2,9 |
3,6 |
4,4 |
5,1 |
6,6 |
|
|
Радиус под головкой |
R , не менее |
0,10 |
0,20 |
0,25 |
0,40 |
||
|
da , не более |
3,1 |
3,6 |
4,7 |
5,7 |
6,8 |
9,2 |
|
|
Ширина шлица n |
Номин. |
0,6 |
0,8 |
1,0 |
1,2 |
1,6 |
2,0 |
|
Не менее |
0,66 |
0,86 |
1,06 |
1,26 |
1,66 |
2,06 |
|
|
Не более |
0,80 |
1,00 |
1,20 |
1,51 |
1,91 |
2,31 |
|
|
Глубина шлица t |
Не менее |
0,9 |
1,0 |
1,6 |
2,1 |
2,3 |
3,3 |
|
Не более |
1,3 |
1,4 |
2,0 |
2,5 |
2,7 |
3,7 |
|
|
Допуск соосности головки относительно стержня (2 I Т14) |
0,60 |
0,72 |
0,86 |
||||
|
Допуск симметричности шлица относительно стержня в диаметральном выражении (2 I Т14) |
0,50 |
0,60 |
0,72 |
||||
|
Номер крестообразного шлица |
1 |
2 |
3 |
||||
|
Диаметр крестообразного шлица m , не более |
2,8 |
3,1 |
4,2 |
5,0 |
6,6 |
7,7 |
|
|
Глубина крестообразного шлица h |
1,25 |
1,60 |
1,75 |
2,50 |
2,45 |
3,65 |
|
|
Глубина вхождения калибра в крестообразный шлиц |
Не более |
1,4 |
1,7 |
2,0 |
2,8 |
3,0 |
4,2 |
|
Не менее |
1,1 |
1,4 |
1,5 |
2,3 |
2,5 |
3,7 |
|
|
Недовод резьбы, не более |
0,8 |
1,0 |
|||||
Примечание . Крестообразный шлиц – по ГОСТ 10753-80.
Таблица 2
мм
|
Длина винта l |
Номинальный диаметр резьбы d |
||||||
|
Номин. |
Пред. откл. по js 17 |
2,5 |
3 |
4 |
5 |
6 |
8 |
|
6 |
± 0,75 |
– |
– |
– |
– |
||
|
8 |
– |
– |
– |
||||
|
10 |
– |
– |
|||||
|
12 |
± 0,90 |
– |
|||||
|
14 |
– |
||||||
|
16 |
|||||||
|
(18) |
Стандартные длины |
||||||
|
20 |
± 1,05 |
– |
|||||
|
(22) |
– |
– |
|||||
|
25 |
– |
– |
|||||
|
30 |
– |
– |
|||||
|
35 |
± 1,25 |
– |
– |
||||
|
40 |
– |
– |
– |
||||
|
45 |
– |
– |
– |
||||
|
50 |
– |
– |
– |
– |
|||
Примечание . Длины l , заключенные в скобки, применять не рекомендуется.
Пример условного обозначения :
винта в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5 ´ 30.01. ГОСТ 11650-80
То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5 ´ 30.01.016 ГОСТ 11650-80
(Измененная редакция, Изм. № 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка - по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в справочном приложении 1.
5. (Исключен, Изм. № 1).
Справочное
|
Длина винта l, мм |
Номинальный диаметр резьбы d, мм |
|||||
|
2,5 |
3 |
4 |
5 |
6 |
8 |
|
|
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг » |
||||||
|
6 |
0,32 |
0,51 |
– |
– |
– |
– |
|
8 |
0,37 |
0,59 |
1,11 |
– |
– |
– |
|
10 |
0,42 |
0,67 |
1,25 |
2,21 |
– |
– |
|
12 |
0,47 |
0,75 |
1,39 |
2,43 |
3,61 |
– |
|
14 |
0,52 |
0,83 |
1,53 |
2,67 |
3,93 |
– |
|
16 |
0,57 |
0,91 |
1,67 |
2,91 |
4,25 |
5,01 |
|
18 |
0,62 |
0,99 |
1,81 |
3,15 |
4,57 |
5,58 |
|
20 |
– |
1,07 |
1,95 |
3,39 |
4,89 |
6,15 |
|
22 |
– |
– |
2,09 |
3,63 |
5,21 |
6,72 |
|
25 |
– |
– |
2,30 |
4,00 |
5,69 |
7,57 |
|
30 |
– |
– |
2,65 |
4,60 |
6,49 |
9,00 |
|
35 |
– |
– |
3,00 |
5,20 |
7,29 |
10,42 |
|
40 |
– |
– |
– |
5,80 |
8,09 |
11,84 |
|
45 |
– |
– |
– |
6,40 |
8,99 |
13,25 |
|
50 |
– |
– |
– |
– |
9,69 |
14,68 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).
Еще документы скачать бесплатно
www.gosthelp.ru
ГОСТ 11650-80 Винты самонарезающие с полукруглой головкой и заостренным концом для металла и пластмассы. Конструкция и размеры
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ВИНТЫ САМОНАРЕЗАЮЩИЕ
С ПОЛУКРУГЛОЙ ГОЛОВКОЙ И ЗАОСТРЕННЫМ КОНЦОМ
ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ
ГОСТ 11650-80*
Государственный комитет СССР по стандартам
МОСКВА – 1986
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ВИНТЫ САМОНАРЕЗАЮЩИЕ С ПОЛУКРУГЛОЙ Конструкция и размеры Self-tapping round
head and sharpening end |
ГОСТ
Взамен
|
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. № 6110 срок введения установлен
с 01.01.82
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на самонарезающие винты с полукруглой головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл. 1, 2.
Исполнение 1
Исполнение 2
______________
* Размер для справок.
Таблица 1
Размеры в мм
|
Номинальный диаметр резьбы d |
2,5 |
3 |
4 |
5 |
6 |
8 |
|
|
Шаг резьбы Р |
1,25 |
1,75 |
2,0 |
2,5 |
3,5 |
||
|
Диаметр головки D |
Номин. |
4,5 |
5,5 |
7,0 |
8,5 |
10,0 |
13,0 |
|
Пред. откл. по js 15 |
± 0,24 |
± 0,29 |
± 0,35 |
||||
|
Высота головки К |
Номин. |
1,7 |
2,1 |
2,8 |
3,5 |
4,2 |
5,6 |
|
Пред. откл. по js 15 |
± 0,2 |
± 0,24 |
|||||
|
Радиус сферы головки R1 » |
2,4 |
2,9 |
3,6 |
4,4 |
5,1 |
6,6 |
|
|
Радиус под головкой |
R , не менее |
0,10 |
0,20 |
0,25 |
0,40 |
||
|
da , не более |
3,1 |
3,6 |
4,7 |
5,7 |
6,8 |
9,2 |
|
|
Ширина шлица n |
Номин. |
0,6 |
0,8 |
1,0 |
1,2 |
1,6 |
2,0 |
|
Не менее |
0,66 |
0,86 |
1,06 |
1,26 |
1,66 |
2,06 |
|
|
Не более |
0,80 |
1,00 |
1,20 |
1,51 |
1,91 |
2,31 |
|
|
Глубина шлица t |
Не менее |
0,9 |
1,0 |
1,6 |
2,1 |
2,3 |
3,3 |
|
Не более |
1,3 |
1,4 |
2,0 |
2,5 |
2,7 |
3,7 |
|
|
Допуск соосности головки относительно стержня (2 I Т14) |
0,60 |
0,72 |
0,86 |
||||
|
Допуск симметричности шлица относительно стержня в диаметральном выражении (2 I Т14) |
0,50 |
0,60 |
0,72 |
||||
|
Номер крестообразного шлица |
1 |
2 |
3 |
||||
|
Диаметр крестообразного шлица m , не более |
2,8 |
3,1 |
4,2 |
5,0 |
6,6 |
7,7 |
|
|
Глубина крестообразного шлица h |
1,25 |
1,60 |
1,75 |
2,50 |
2,45 |
3,65 |
|
|
Глубина вхождения калибра в крестообразный шлиц |
Не более |
1,4 |
1,7 |
2,0 |
2,8 |
3,0 |
4,2 |
|
Не менее |
1,1 |
1,4 |
1,5 |
2,3 |
2,5 |
3,7 |
|
|
Недовод резьбы, не более |
0,8 |
1,0 |
|||||
Примечание . Крестообразный шлиц – по ГОСТ 10753-80.
Таблица 2
мм
|
Длина винта l |
Номинальный диаметр резьбы d |
||||||
|
Номин. |
Пред. откл. по js 17 |
2,5 |
3 |
4 |
5 |
6 |
8 |
|
6 |
± 0,75 |
– |
– |
– |
– |
||
|
8 |
– |
– |
– |
||||
|
10 |
– |
– |
|||||
|
12 |
± 0,90 |
– |
|||||
|
14 |
– |
||||||
|
16 |
|||||||
|
(18) |
Стандартные длины |
||||||
|
20 |
± 1,05 |
– |
|||||
|
(22) |
– |
– |
|||||
|
25 |
– |
– |
|||||
|
30 |
– |
– |
|||||
|
35 |
± 1,25 |
– |
– |
||||
|
40 |
– |
– |
– |
||||
|
45 |
– |
– |
– |
||||
|
50 |
– |
– |
– |
– |
|||
Примечание . Длины l , заключенные в скобки, применять не рекомендуется.
Пример условного обозначения :
винта в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5 ´ 30.01. ГОСТ 11650-80
То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5 ´ 30.01.016 ГОСТ 11650-80
(Измененная редакция, Изм. № 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка - по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в справочном приложении 1.
5. (Исключен, Изм. № 1).
Справочное
|
Длина винта l, мм |
Номинальный диаметр резьбы d, мм |
|||||
|
2,5 |
3 |
4 |
5 |
6 |
8 |
|
|
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг » |
||||||
|
6 |
0,32 |
0,51 |
– |
– |
– |
– |
|
8 |
0,37 |
0,59 |
1,11 |
– |
– |
– |
|
10 |
0,42 |
0,67 |
1,25 |
2,21 |
– |
– |
|
12 |
0,47 |
0,75 |
1,39 |
2,43 |
3,61 |
– |
|
14 |
0,52 |
0,83 |
1,53 |
2,67 |
3,93 |
– |
|
16 |
0,57 |
0,91 |
1,67 |
2,91 |
4,25 |
5,01 |
|
18 |
0,62 |
0,99 |
1,81 |
3,15 |
4,57 |
5,58 |
|
20 |
– |
1,07 |
1,95 |
3,39 |
4,89 |
6,15 |
|
22 |
– |
– |
2,09 |
3,63 |
5,21 |
6,72 |
|
25 |
– |
– |
2,30 |
4,00 |
5,69 |
7,57 |
|
30 |
– |
– |
2,65 |
4,60 |
6,49 |
9,00 |
|
35 |
– |
– |
3,00 |
5,20 |
7,29 |
10,42 |
|
40 |
– |
– |
– |
5,80 |
8,09 |
11,84 |
|
45 |
– |
– |
– |
6,40 |
8,99 |
13,25 |
|
50 |
– |
– |
– |
– |
9,69 |
14,68 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).
Похожие документы
znaytovar.ru
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК “Трансстрой”СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
ГОСТ 11650-80 ВИНТЫ САМОНАРЕЗАЮЩИЕ С ПОЛУКРУГЛОЙ ГОЛОВКОЙ И ЗАОСТРЕННЫМ КОНЦОМ
ВИНТЫ САМОНАРЕЗАЮЩИЕ
С ПОЛУКРУГЛОЙ ГОЛОВКОЙ И ЗАОСТРЕННЫМ КОНЦОМ
ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ
ГОСТ 11650-80*
Государственный комитет СССР по стандартам
МОСКВА – 1986
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ВИНТЫ САМОНАРЕЗАЮЩИЕ С ПОЛУКРУГЛОЙ ГОЛОВКОЙ И ЗАОСТРЕННЫМ КОНЦОМ ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ Конструкция и размеры Self-tapping round head and sharpening end screws for metals and plastics. Construction and dimensions |
ГОСТ 11650-80*Взамен ГОСТ 10621-63, ГОСТ 11650-65, в части винтов с заостренным концом |
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. № 6110 срок введения установлен
с 01.01.82
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на самонарезающие винты с полукруглой головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл. 1, 2.
Исполнение 1

Исполнение 2
______________
* Размер для справок.
Таблица 1
Размеры в мм
| Номинальный диаметр резьбы d | 2,5 | 3 | 4 | 5 | 6 | 8 | |
|---|---|---|---|---|---|---|---|
| Шаг резьбы Р | 1,25 | 1,75 | 2,0 | 2,5 | 3,5 | ||
| Диаметр головки D | Номин. | 4,5 | 5,5 | 7,0 | 8,5 | 10,0 | 13,0 |
| Пред. откл. по js15 | ± 0,24 | ± 0,29 | ± 0,35 | ||||
| Высота головки К | Номин. | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 |
| Пред. откл. по js15 | ± 0,2 | ± 0,24 | |||||
| Радиус сферы головки R1≈ | 2,4 | 2,9 | 3,6 | 4,4 | 5,1 | 6,6 | |
| Радиус под головкой | R, не менее | 0,10 | 0,20 | 0,25 | 0,40 | ||
| da, не более | 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | |
| Ширина шлица n | Номин. | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 |
| Не менее | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | |
| Не более | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | |
| Глубина шлица t | Не менее | 0,9 | 1,0 | 1,6 | 2,1 | 2,3 | 3,3 |
| Не более | 1,3 | 1,4 | 2,0 | 2,5 | 2,7 | 3,7 | |
| Допуск соосности головки относительно стержня (2IТ14) | 0,60 | 0,72 | 0,86 | ||||
| Допуск симметричности шлица относительно стержня в диаметральном выражении (2IТ14) | 0,50 | 0,60 | 0,72 | ||||
| Номер крестообразного шлица | 1 | 2 | 3 | ||||
| Диаметр крестообразного шлица m, не более | 2,8 | 3,1 | 4,2 | 5,0 | 6,6 | 7,7 | |
| Глубина крестообразного шлица h | 1,25 | 1,60 | 1,75 | 2,50 | 2,45 | 3,65 | |
| Глубина вхождения калибра в крестообразный шлиц | Не более | 1,4 | 1,7 | 2,0 | 2,8 | 3,0 | 4,2 |
| Не менее | 1,1 | 1,4 | 1,5 | 2,3 | 2,5 | 3,7 | |
| Недовод резьбы, не более | 0,8 | 1,0 | |||||
Примечание. Крестообразный шлиц – по ГОСТ 10753-80.
Таблица 2
мм
| Длина винта l | Номинальный диаметр резьбы d | ||||||
|---|---|---|---|---|---|---|---|
| Номин. | Пред. откл. по js17 | 2,5 | 3 | 4 | 5 | 6 | 8 |
| 6 | ± 0,75 | – | – | – | – | ||
| 8 | – | – | – | ||||
| 10 | – | – | |||||
| 12 | ± 0,90 | – | |||||
| 14 | – | ||||||
| 16 | |||||||
| (18) | Стандартные длины | ||||||
| 20 | ± 1,05 | – | |||||
| (22) | – | – | |||||
| 25 | – | – | |||||
| 30 | – | – | |||||
| 35 | ± 1,25 | – | – | ||||
| 40 | – | – | – | ||||
| 45 | – | – | – | ||||
| 50 | – | – | – | – | |||
Примечание. Длиныl, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения:
винта в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5×30.01. ГОСТ 11650-80То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированнымВинт 2-5×30.01.016 ГОСТ 11650-80(Измененная редакция, Изм. № 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка – по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в справочном приложении 1.
5.(Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Справочное
Теоретическая масса самонарезающих винтов
| Длина винта l, мм | Номинальный диаметр резьбы d, мм | |||||
|---|---|---|---|---|---|---|
| 2,5 | 3 | 4 | 5 | 6 | 8 | |
| Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг ≈ | ||||||
| 6 | 0,32 | 0,51 | – | – | – | – |
| 8 | 0,37 | 0,59 | 1,11 | – | – | – |
| 10 | 0,42 | 0,67 | 1,25 | 2,21 | – | – |
| 12 | 0,47 | 0,75 | 1,39 | 2,43 | 3,61 | – |
| 14 | 0,52 | 0,83 | 1,53 | 2,67 | 3,93 | – |
| 16 | 0,57 | 0,91 | 1,67 | 2,91 | 4,25 | 5,01 |
| 18 | 0,62 | 0,99 | 1,81 | 3,15 | 4,57 | 5,58 |
| 20 | – | 1,07 | 1,95 | 3,39 | 4,89 | 6,15 |
| 22 | – | – | 2,09 | 3,63 | 5,21 | 6,72 |
| 25 | – | – | 2,30 | 4,00 | 5,69 | 7,57 |
| 30 | – | – | 2,65 | 4,60 | 6,49 | 9,00 |
| 35 | – | – | 3,00 | 5,20 | 7,29 | 10,42 |
| 40 | – | – | – | 5,80 | 8,09 | 11,84 |
| 45 | – | – | – | 6,40 | 8,99 | 13,25 |
| 50 | – | – | – | – | 9,69 | 14,68 |
ПРИЛОЖЕНИЕ 2.(Исключено, Изм. № 1).
Соответствует DIN 7971, ISO 1481.
Дата публикации: 04.06.2010 06:12:40
Назад в раздел
traiv-komplekt.ru
ГОСТ 11650-80. Винты самонарезающие — Gvozdoder
Государственный стандарт Союза ССР
Винты самонарезающие с полукруглой головкой и заостренным концом для металла и пластмассы.
ГОСТ 11650-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МОСКВА — 1986
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ВИНТЫ САМОНАРЕЗАЮЩИЕ С ПОЛУКРУГЛОЙ ГОЛОВКОЙ И ЗАОСТРЕННЫМ КОНЦОМ ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫКонструкция и размеры Self-tapping round head and sharpening end | ГОСТ 11650-80*Взамен ГОСТ 10621-63, ГОСТ 11650-65, в части винтов с заостренным концом |
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. № 6110 срок введения установлен
с 01.01.82
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на самонарезающие винты с полукруглой головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл. 1, 2.
Исполнение 1
Исполнение 2
______________
* Размер для справок.
Таблица 1
Размеры в мм
| Номинальный диаметр резьбы d | 2,5 | 3 | 4 | 5 | 6 | 8 | |
| Шаг резьбы Р | 1,25 | 1,75 | 2,0 | 2,5 | 3,5 | ||
| Диаметр головки D | Номин. | 4,5 | 5,5 | 7,0 | 8,5 | 10,0 | 13,0 |
| Пред. откл. по js15 | ± 0,24 | ± 0,29 | ± 0,35 | ||||
| Высота головки К | Номин. | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 |
| Пред. откл. по js15 | ± 0,2 | ± 0,24 | |||||
| Радиус сферы головки R1 » | 2,4 | 2,9 | 3,6 | 4,4 | 5,1 | 6,6 | |
| Радиус под головкой | R, не менее | 0,10 | 0,20 | 0,25 | 0,40 | ||
| da, не более | 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | |
| Ширина шлица n | Номин. | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 |
| Не менее | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | |
| Не более | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | |
| Глубина шлица t | Не менее | 0,9 | 1,0 | 1,6 | 2,1 | 2,3 | 3,3 |
| Не более | 1,3 | 1,4 | 2,0 | 2,5 | 2,7 | 3,7 | |
| Допуск соосности головки относительно стержня (2IТ14) | 0,60 | 0,72 | 0,86 | ||||
| Допуск симметричности шлица относительно стержня в диаметральном выражении (2IТ14) | 0,50 | 0,60 | 0,72 | ||||
| Номер крестообразного шлица | 1 | 2 | 3 | ||||
| Диаметр крестообразного шлица m, не более | 2,8 | 3,1 | 4,2 | 5,0 | 6,6 | 7,7 | |
| Глубина крестообразного шлица h | 1,25 | 1,60 | 1,75 | 2,50 | 2,45 | 3,65 | |
| Глубина вхождения калибра в крестообразный шлиц | Не более | 1,4 | 1,7 | 2,0 | 2,8 | 3,0 | 4,2 |
| Не менее | 1,1 | 1,4 | 1,5 | 2,3 | 2,5 | 3,7 | |
| Недовод резьбы, не более | 0,8 | 1,0 | |||||
Примечание. Крестообразный шлиц — по ГОСТ 10753-80.
Таблица 2
мм
| Длина винта l | Номинальный диаметр резьбы d | ||||||
| Номин. | Пред. откл. по js 17 | 2,5 | 3 | 4 | 5 | 6 | 8 |
| 6 | ± 0,75 | — | — | — | — | ||
| 8 | — | — | — | ||||
| 10 | — | — | |||||
| 12 | ± 0,90 | — | |||||
| 14 | — | ||||||
| 16 | |||||||
| (18) | Стандартные длины | ||||||
| 20 | ± 1,05 | — | |||||
| (22) | — | — | |||||
| 25 | — | — | |||||
| 30 | — | — | |||||
| 35 | ± 1,25 | — | — | ||||
| 40 | — | — | — | ||||
| 45 | — | — | — | ||||
| 50 | — | — | — | — | |||
Примечание. Длины l, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения:
винта в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5´30.01. ГОСТ 11650-80
То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5´30.01.016 ГОСТ 11650-80
(Измененная редакция, Изм. № 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка — по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в справочном приложении 1.
5. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Справочное
Теоретическая масса самонарезающих винтов
| Длина винта l, мм | Номинальный диаметр резьбы d, мм | |||||
| 2,5 | 3 | 4 | 5 | 6 | 8 | |
| Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг » | ||||||
| 6 | 0,32 | 0,51 | — | — | — | — |
| 8 | 0,37 | 0,59 | 1,11 | — | — | — |
| 10 | 0,42 | 0,67 | 1,25 | 2,21 | — | — |
| 12 | 0,47 | 0,75 | 1,39 | 2,43 | 3,61 | — |
| 14 | 0,52 | 0,83 | 1,53 | 2,67 | 3,93 | — |
| 16 | 0,57 | 0,91 | 1,67 | 2,91 | 4,25 | 5,01 |
| 18 | 0,62 | 0,99 | 1,81 | 3,15 | 4,57 | 5,58 |
| 20 | — | 1,07 | 1,95 | 3,39 | 4,89 | 6,15 |
| 22 | — | — | 2,09 | 3,63 | 5,21 | 6,72 |
| 25 | — | — | 2,30 | 4,00 | 5,69 | 7,57 |
| 30 | — | — | 2,65 | 4,60 | 6,49 | 9,00 |
| 35 | — | — | 3,00 | 5,20 | 7,29 | 10,42 |
| 40 | — | — | — | 5,80 | 8,09 | 11,84 |
| 45 | — | — | — | 6,40 | 8,99 | 13,25 |
| 50 | — | — | — | — | 9,69 | 14,68 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).
gvozdoder.com