Вм 127м схема: ВМ127 Станок консольно-фрезерный вертикальный. Паспорт, схемы, характеристики, описание
alexxlab | 26.05.2023 | 0 | Разное
Станок специализированный фрезерный консольный ВМ127
- Подробности
- Категория: Фрезерные станки
Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими. радиусными и другими фрезами. Масса детали с приспособлением — до 300 кг.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Техническая характеристика и жесткость станка позволяют полностью использовать возможности быстрорежущего и твердосплавпого инструмента.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
Станок предназначен для выполнения фрезерных работ в условиях индивидуального и серийного производства.
Скачать документацию
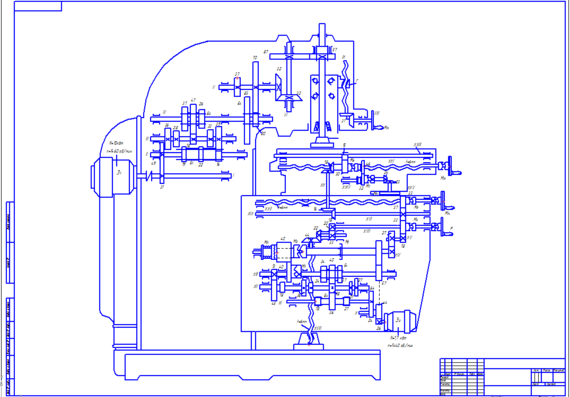
Кинематическая схема
Привод главного движения
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
График чисел оборотов шпинделя станка, поясняющий структуру механизма главного движения, приведен на рис. 9.
Привод подач
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещении.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
График, поясняющий структуру механизма подач станка, приведен на рис. 10. Вертикальные подачи в 3 раза меньше продольных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к пен четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки 1.
через отверстие отвертыванием винта 2 расконтрагаевается гайка 1;
стальным стержнем гайка 1 застопоривается.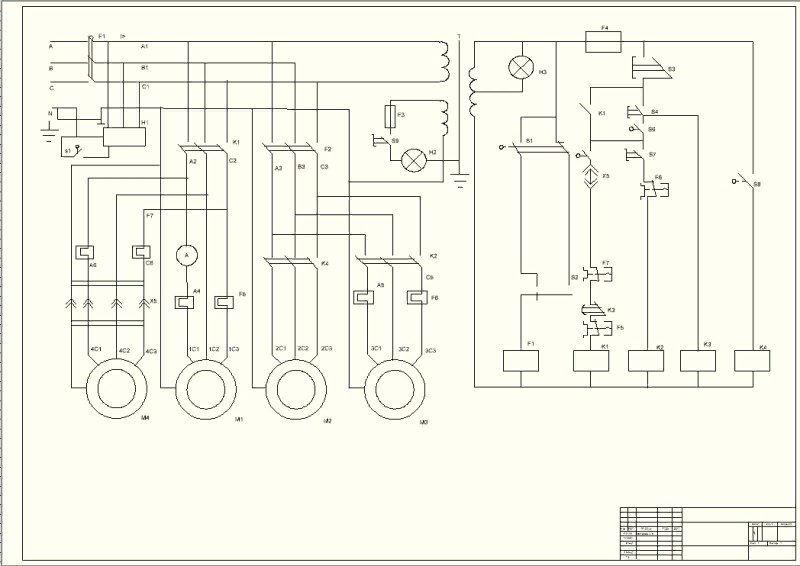 По воротом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника!
По воротом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника!
щупом замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 6 подшлифовываются на необходимую величину’
полукольца устанавливаются на место и закрепляются:
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов.
Величину нагрева подшипников характеризуют измерением электротермометром температуры внутренней поверхности конического отверстия.
Избыточная температура поверхности инструментального конуса не должна превышать 55°С.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка механизма перемещения гильзы—шприцеванием.

Коробка скоростей
Коробка скоростей смонтировала непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 13), приводимого в действие эксцентриком. Производительность насоса; около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределтеля, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет
выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 16). передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 8 (рис. 15) перемещает в осевом направлении главный, валик с диском переключения 7.
Диск переключения можно поворачивать указатели скоростей 9 через конические шестерни 14 и 16. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 17 и 19.
Рейки попарно зацепляются с зубчатым колесом 18 .На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 6 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 13, заскакивающим в паз звездочки 10.
Рукоятка 5 (см. рис. 16) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин. и диска с вилками в положение скорости 81,5 об/мин. Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Коробка подач
Коробка подач обеспечивает получение рабочих подач н быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 8.

При перегрузке механизма подач шарики, находящееся в контакте с отверстиями кулачковой втулки 17, сжимают пружины и выходят из контакта. При этом зубчатое колесо 2 проскальзывает относительно кулачковой втулки 17 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 6, которое сидит на хвостовике корпуса фрикциона 10 и имеет, таким образом, постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 8. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 9 и упорным подшипником.
При нажатии кулачковой муфты 15 на торец втулки 14 и далее на гайку 5 диски 11 и 12 сжимаются н передают быстрое вращение выходному валу 7 и зубчатому колесу 9.
При регулировании предохранительной муфты снимается крышка 19 (рис. 18) и вывертывается пробка 20.

Коробка переключения подач
Коробка переключения подач (рис. 19) входит в узел коробки подач. Принцип ее работы д логичен работе коробки переключения скоростей.
Для предотвращения, смещения диска 21 в oceвом направлении валик 29 запирается во включенном положении шариком .24 и втулкой 28. Попадая в кольцевую проточку валика 27, шарики освобождают от фиксации валик 29 при нажиме на кнопку
Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме этого, в нижней части платика консоли имеется отверстие (сверление в нагнетательную полость насоса смазки), через которое смазка поступает к маслораспределителю коробки подач.

От маслораспределитедя , отводятся две трубки: га глазок контроля работы насоса и для смазки подшипников. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач стайка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода» электродвигатель подач. В узел «консоль» входит также механизм включения поперечных и вертикальных подач.
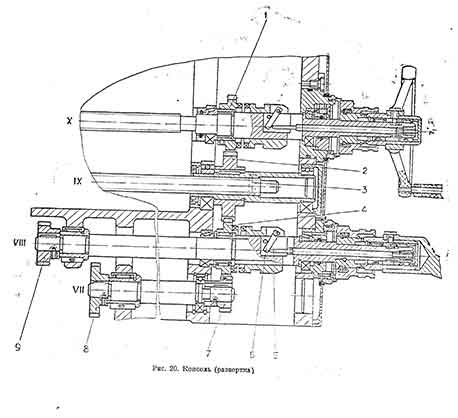
Зубчатое колесо 8 (рис. 20) получает движение от колеса 9 (см. рис. 17) и передает его на зубчатые ‘колеса 7, 4, 2 и 1 (см. рис. 20). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 14 (рис. 21).
21).
Зацепление конической пары 10 и 15 отрегулировано компенсаторами 12 и 13 и зафиксировано винтом, входящим в засверловку пальца 11.
Втулка 16 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2 (см. рис. 20), смонтированное па гильзе, через шпонку и шлицы постоянно вращает шлицевой вал IX цепи продольного хода.
Винт поперечной подачи X получает вращение через зубчатое колесо 2 п свободно сидящее на валу колесо 1 при включенной кулачковой муфте поперечного хода.
Для демонтажа валов VII и VIII необходимо снять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 8 и 9.
Демонтаж салазок можно произвести после демонтажа шлицевого вала IX.
При демонтаже салазок необходимо также демонтировать кронштейн поперечного хода или винт поперечной подачи.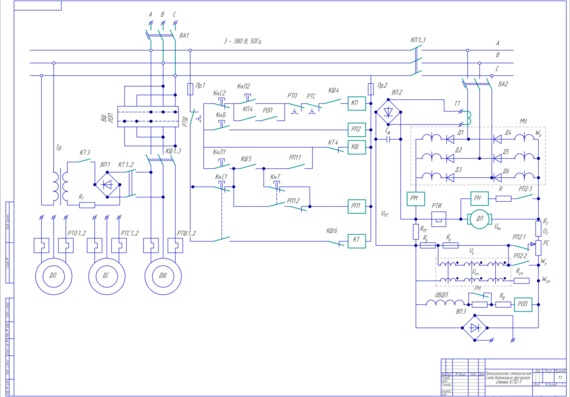
Механизм включения вертикальной и поперечной подач
Механизм включения вертикальной и поперечной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.При движении рукоятки вправо пли влево, вверх или вниз связанный с ней барабан 32 (рис. 23) совершает соответствующие движения и своими скосами Управляет через рычажную систему включением кулачковых муфт, а через штифты — конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.Тяга 33 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, па который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировка» предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 6 и штифт 5 (см. рис. 20).
При включении кулачковой муфты рукояткой по-. дачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 30 (см. рпс. 23) н подвернуть винт 31. После проверки люфта необходимо тщательно законтрить гайку 30.
Система смазки консоли включает в себя плунжерный насос (рис. 24), золотниковый распределитель (рис. 25), маслораспределитель и отходящие от пего трубки, подающие масло к подшипникам, зубчатым колесам, винтам поперечного и вертикального перемещений. Плунжерный насос смазки консоли, коробки подач, механизмов узла «стол-салазки» засасывает масло через сетку фильтра из масляной ванны и подает его по трубке К золотниковому распределителю.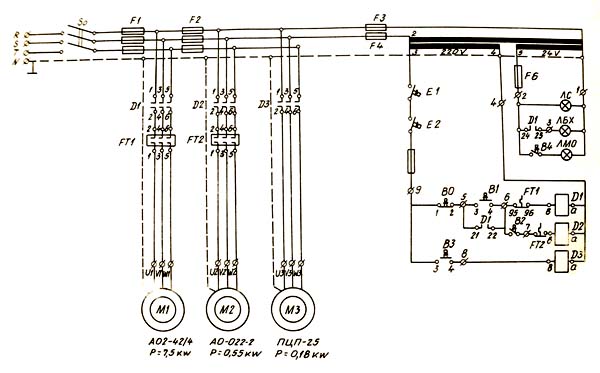
От золотникового распределителя отводятся труо-кп для смазки вертикальных направляющих консоли, па штуцер гибкого шланга смазки узла «стол-салазки» и к маслораспределителю консоли. Производительность насоса около 1 л/мин.
Стол и салазки
Стол и салазки (рис. 26) обеспечивают про-дольные и поперечные перемещения стола.
Ходовой винт 1 получает вращение через скользящую шпонку гильзы 9, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 45 (рис 30) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 45 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20).
рис. 20).
Таким образом, маховичок 24 (рис. 30) блокируется при механических подачах.
Гайки 2 и 3 ходового винта (рис. 26) расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцом в правую при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 11 (рис. 27) п, вращая валик 10, произвести подтягивание гайки 2 (рис. 26). Выбор люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно затянуть контргайку 11 (см. рис. 27), зафиксировать валик 10 в установленном положении.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кг.
Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кг.
Зазор в направлениях стола и салазок выбирается клиньями. Регулирование клина 12 стола (рис. 28) производится при ослабленных гайках 13 п 15 подтягиванием винта 14 отверткой.
После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Зазор в направляющих салазок регулируется клипом 17 при помощи впита 10. Степень регулирования проверяется перемещением салазок вручную.
Зажим салазок на направляющих консоли обеспечивается планкой 8 (см. рис. 26).
Электрическая схема
Электросхема позволяет производить работу на станке в следующих режимах: «Управление от рукояток», «Автоматическое управление» продольными перемещениями стола» «Круглый стол».
Подключение станка к сети и отключение осуществляется вводным выключателем S 1. Выбор режима работы производится переключателем S 6. Работа станка в наладочном режиме при не вращающемся шпинделе обеспечивается установкой реверсивного переключателя S 2 в среднее пулевое положение.
ВНИМАНИЕ!
ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЮЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ.
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя шпинделя кнопкой а электродвигателя подачи — конечным выключателем импульса S 14. При нажатии кнопки S 9 включаются К4 и К’1. Н. О. контакты К1 включают реле КЗ, которое за счет своего н. о. контакта становятся на самопитание, а н. з. контактом разрывает цепь питания К4.
– При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов S17; S19; S15;S16;S20 Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи S 17; S 19, для вертикальной и поперечной подач— S5; S6. Включение и отключение вращения шпинделя осуществляется соответственно кнопками «Пуск», S 10, S 11, «Стоп» 7. S8. Кнопкой «Стоп» одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи.
Включение и отключение вращения шпинделя осуществляется соответственно кнопками «Пуск», S 10, S 11, «Стоп» 7. S8. Кнопкой «Стоп» одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии S 12 кнопки «Быстро», включающей пускателем КЗ электромагнит быстрого хода V1.
Торможение электродвигателя шпинделя — электродинамическое и осуществляется пускателем К2, создающим цепь постоянного тока от выпрямителя VI в обмотку статора. Реле напряжения К1 служит для защиты диодов от пробоя. Напряжение обмотки Т1 равно 36 В при напряжении сети 220 В и , 65 В при напряжении сети 380 В.
При работе на одной из подач возможность случайного включения другой подачи взаимоисключается, блокировка осуществляется конечными выключателями S 15-S19.
При автоматическом управлении переключатель S 6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл».
При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель S 20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи (см. рис. 34) и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем S 18 Конечный выключатель S 20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы. Работа электросхемы в этом режиме объясняется Диаграммой и происходит следующим образом: при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 41 —17 конечного выключателя S 18 должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка За на звездочку 2 (положение 2 па диаграмме), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 3б па рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положение 3 и 4 на диаграмме). При переходе рукоятки 1 через положение 0 питание пускателя Ко осуществляется через контакты 33—43 конечного выключателя S 18. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 па диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Стол продолжает движение на подаче. При воздействии кулачков 1а и 3б па рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положение 3 и 4 на диаграмме). При переходе рукоятки 1 через положение 0 питание пускателя Ко осуществляется через контакты 33—43 конечного выключателя S 18. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 па диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Работа электросхемы на других циклах происходит аналогично.
Скачать документацию
Фрезерный станок ВМ127: технические характеристики, паспорт
Универсальный консольно-фрезерный станок ВМ127 считается профессиональным оборудованием с уникальными техническими параметрами. Его до сих пор используют несмотря на то, что он выпущен еще в прошлом столетии.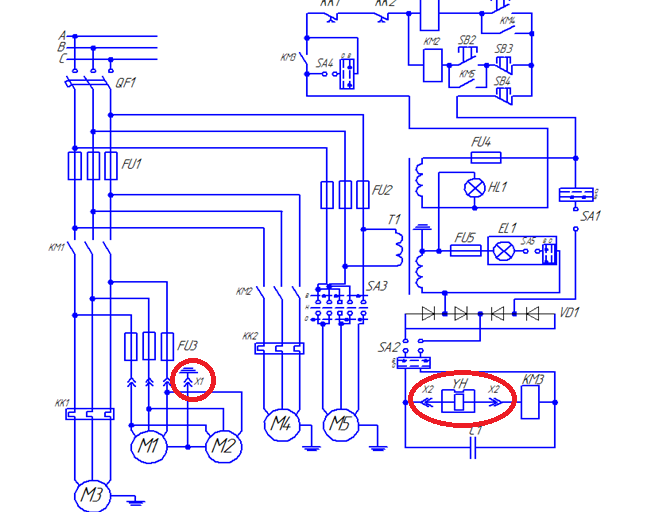
Содержание:
- 1 Сведения о производителе
- 2 Назначение вертикального-фрезерного ВМ127
- 3 Технические характеристики
- 4 Общий вид
- 5 Расположение составных частей
- 6 Перечень и расположение органов управления, паспорт
- 7 Электрическое оборудование
- 8 Электрическая схема
- 8.1 Силовая часть
- 8.2 Управляющая часть
- 8.3 Система питания
- 9 Кинематическая схема
- 10 Работа составных частей электрооборудования
- 10.1 Зажим инструмента
- 10.2 Включение шпинделя
- 10.3 Выключение и торможение шпинделя
- 10.4 Включение насоса охлаждения
- 10.5 Аварийное выключение
- 10.6 Импульсное включение
- 10.7 Электропривод подач
- 10.8 Регулировка цепи торможения шпинделя
Сведения о производителе
Производитель – Воткинский машиностроительный завод. Сам завод основан в 1759 году, а производство станков рассматриваемой серии осуществлялся с 1956 года. Затем агрегат ВМ127 стал аналогом и прародителем многих более современных моделей.
Затем агрегат ВМ127 стал аналогом и прародителем многих более современных моделей.
Назначение вертикального-фрезерного ВМ127
Данный станок выполняет все функции стандартного фрезерного оборудования и успешно работает с заготовками массой до 450 кг. Заготовки могут быть из чугуна, стали, цветных металлов. При работе с агрегатом допустимо использование торцевых, концевых, цилиндрических, радиусных фрез.
Оборудование делает пазы, фрезерует углы, рамки, зубчатые колеса и прочие заготовки сложной конфигурации. Успешно применяется в мелкосерийном производстве, поскольку прост в обслуживании и в переналадке инструмента. Читайте также: фрезерный станок 675П, технические характеристики, особенности.
Технические характеристики
Станок имеет уникальные параметры, позволяющие проводить сложные процедуры:
- полный габариты рабочего стола 1600х400 мм;
- перемещение вдоль по наибольшим параметрам – 1010 мм;
- поперек – 32 см;
- в вертикальном направлении – 42 см;
- расстояние от шпиндельной головки до поверхности стола – 30–500 мм;
- наибольшее значение частоты оборотов шпинделя – 1600 об/мин;
- расстояние от оси шпинделя до вертикальных направляющих станины – 62 см;
- шпиндельная головка имеет 18 скоростей;
- наибольшее движение пиноли шпинделя – 80 мм.

Станок снабжен механизмом торможения шпиндельной головки, а также муфтой от перегрузок.
Общий вид
Расположение составных частей
Сам агрегат сконструирован из нескольких базовых узлов:
- Станина. Основа всей конструкции, расположена вертикально с поворотной головкой.
- Инструментальный стол с наличием салазок и органов ручного управления станком.
- Рабочая консоль с элементом подачи.
Сюда же относится и скоростная коробка, система электрооборудования. Поворотная головка центрируется в кольцевой выточке, к которой крепится четырьмя болтами. Шпиндель – двухопорный вал, который смонтирован в выдвигаемой гильзе.
Перечень и расположение органов управления, паспорт
Наиболее важные органы управления находятся спереди агрегата, а также на боковой панели от поворотной головки и непосредственно на боковинах основания.
Для регулировки подач имеются ручки, расположенные непосредственно перед мастером немного ниже поверхности стола. Здесь расположены:
Здесь расположены:
- маховик, перемещающий инструментальный стол;
- рукоятка передвижения стола по вертикали;
- рычаг для выключения перемещения вдоль;
- переключатель управляющего режима.
Помимо этого, в управляющую систему оборудованием входит:
- кнопка «Пуск»;
- дублирующая кнопка остановки шпиндельной головки;
- зажимы стола;
- рукоятки ручного перемещения;
- маховик для выдвижения гильзы шпинделя.
Сбоку станины расположен грибок-переключатель подач, а также кнопки пуска и остановки всех основных узлов.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт вертикально-фрезерного станка ВМ127.
Электрическое оборудование
Станок оборудован трем группами электрики: силовая, управляющая и модуль питания.
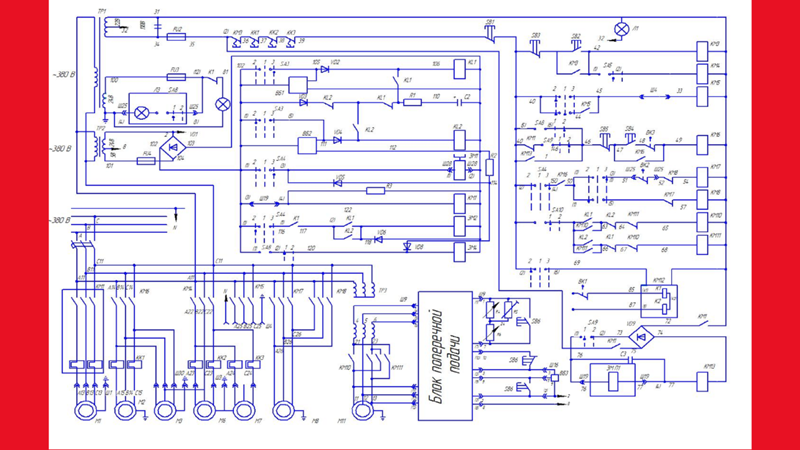
Электрическая схема
Силовая часть
Это питающие цепи как главного, так и дополнительного движков, которые установлены на оборудовании.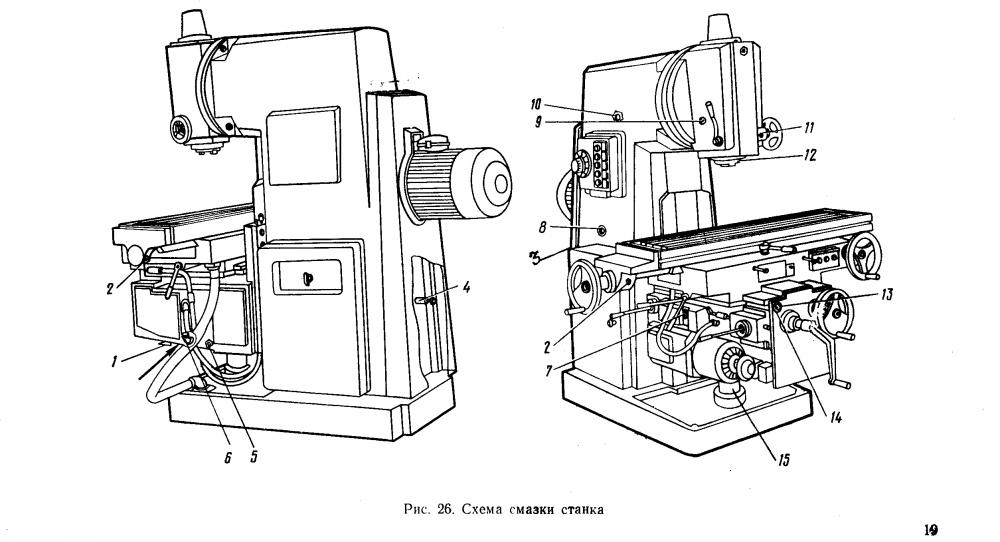 Силовая часть состоит из:
Силовая часть состоит из:
- предохраняющих вставок;
- контакторных пускателей;
- тепловых реле;
- компонентов реверса.
Силовая часть обеспечивает нормальную работу всех приводов, а также в целом функционирование станка.
Управляющая часть
Эту часть представляют коммутирующие элементы со слаботочными контактами. В область управления дополнительно входят и элементы защиты.
Система питания
Питающие цепи агрегата выполняют определенные функции:
- преобразуют напряжение переменного тока в постоянный потенциал, который нужен для подпитки реле;
- трансформирует исходное напряжение в 220 Вт в необходимо для питания осветительных конструкций.
В модуль питания входит диодный мост, выключатели, предохраняющие компоненты и трансформатор понижения.
Кинематическая схема
Работа составных частей электрооборудования
Следует рассмотреть работу составных частей с вышеозначенным электрооборудованием в различных режимах.
Зажим инструмента
Чтобы эффективно зажать необходимый инструмент используется переключатель, который расположен на боковом пульте. Его переводят в положение «Зажим», при этом начинает функционировать пускатель, который подает питание на двигатель с функцией зажима.
Включение шпинделя
Для запуска необходимо нажать соответствующую кнопку, вслед за которой включается пускатель. Затем начинает работать и реле. Через контакторы пускателя напряжение трех фаз приходится на движок.
Выключение и торможение шпинделя
Для начала нажимается соответствующая кнопка, после чего снимается с элементов напряжение. Через некоторое время срабатывает пускатель, который включает процесс торможения шпиндельной головки. В результате через несколько секунд происходит ее полная остановка.
Включение насоса охлаждения
Для этого в конструкции имеется переключатель. Через контакты этого элемента органов управления напряжение попадает на двигатель.
Аварийное выключение
В аварийных ситуациях существует кнопка, которая отключает цепь питания в 110 Вт. Затем эта кнопка при помощи пружины возвращается на место и станок можно снова включить.
Импульсное включение
Для этого в конструкции предусмотрен импульсный вариант пуска электромотора при помощи специальной кнопки.
Электропривод подач
Для этой операции есть рукоятка с тремя установленными позициями. В управляющие комбинации входят и переключатели, которые используются для контроля над движением вдоль.
Регулировка цепи торможения шпинделя
Чтобы отрегулировать цепь торможения шпиндельной головки, следует:
- Включить работу шпиндельного узла.
- Затем остановить его спустя время.
- Параллельно включить секундомер и затормозить его в момент, когда щелкнет пускатель.
- Если задержка больше 1 сек., необходимо повернуть регулирующий элемент по часовой стрелке.

Затем заново проверяются параметры задержки торможения. Фрезерный станок ВМ127 успешно используется на мелкосерийном производстве. Это надежное и простое в обращении оборудование с уникальными свойствами, которые позволяют обрабатывать детали из нескольких видов материала, выполняя стандартные фрезеровочные работы.
#1258 (Не удалось установить FreeBSD 7.0RC2) — Oracle VM VirtualBox
Открыто 15 лет назад
Последнее изменение 9 лет назад
Не удалось установить FreeBSD 7.0RC2
| iooi | Владелец: | ||
|---|---|---|---|
| Компонент: | другой | Версия: | Виртуальная коробка 2. 0.2 0.2 |
| Ключевые слова: | FreeBSD 7.0 | Копия: | |
| Тип гостя: | BSD | Тип хоста: | другой |
VirtualBox-OSX-1.5.51-R27946-beta3 в Mac OS X 10.4.11 не удается установить FreeBSD 7.0RC2 при копировании файлов с компакт-диска на виртуальный жесткий диск (независимо от того, имеет ли виртуальный жесткий диск растущий или фиксированный размер).
Я использовал ftp://ftp.freebsd.org/pub/FreeBSD/releases/i386/ISO-IMAGES/7.0/7.0-RELEASE-i386-disc1.iso, проверил суммы MD5 (правильно) и настроил VirtualBox для использования этого ISO образ в виде компакт-диска для типа ОС FreeBSD VM
После загрузки виртуальной машины я выбираю следующие параметры:
Экран: выбран вариант: ================================================== =====================
Добро пожаловать во FreeBSD: загрузите FreeBSD [по умолчанию]
Выбор страны: Германия
Раскладка системной консоли: Немецкий ISO
FreeBSD/i386 7. 0 RC2 sysinstall Главное меню: Стандартный
схема разбиения: Все
Установить диспетчер загрузки: стандартный (без диспетчера загрузки)
создавать разделы BSD: автоматические настройки по умолчанию
Выберите дистрибутив: X-Developer
Коллекция портов: да
Выберите установочный носитель: CD/DVD
0 RC2 sysinstall Главное меню: Стандартный
схема разбиения: Все
Установить диспетчер загрузки: стандартный (без диспетчера загрузки)
создавать разделы BSD: автоматические настройки по умолчанию
Выберите дистрибутив: X-Developer
Коллекция портов: да
Выберите установочный носитель: CD/DVD
Однако установка всегда завершается сбоем через некоторое время, в основном, когда светодиод виртуального HD горит красным в течение довольно долгого времени. Смотрите прикрепленные скриншоты
Вложения
- Незадолго до ошибки записи в файле transfer.png (22,1 КБ) – добавлено iooi 15 лет назад.
- Ошибка записи в файле transfer.png (21,6 КБ) – добавлено iooi 15 лет назад.
- После сбоя записи в файле transfer.png (24,2 КБ) – добавлено iooi 15 лет назад.
- VBox.log
(44,0 КБ) –
добавлено iooi 15 лет назад.
- VBox.log.1 (43,5 КБ) – добавлено iooi 15 лет назад.
- VBox.log.2 (37,5 КБ) – добавлено iooi 15 лет назад.
- VBox.log.3 (36,0 КБ) – добавлено iooi 15 лет назад.
- FreeBSD 7.0RC2 на VirtualBox 1.6.0 Mac.png (18,1 КБ) – добавлено iooi 15 лет назад.
- Все еще происходит с VirtualBox 1.6.0
- FreeBSD 7.0.xml (3,1 КБ) – добавлено iooi 15 лет назад.
- файл конфигурации для рассматриваемой виртуальной машины
- VirtualBox VM.analysis.txt (16,5 КБ) – добавлено iooi 15 лет назад.
- Анализ зависшей ВМ
- краш.
 журнал
(23,5 КБ) –
добавлено iooi 15 лет назад.
журнал
(23,5 КБ) –
добавлено iooi 15 лет назад. - аварийный журнал попытки выключения зависшей ВМ
- Рисунок 11.png (29,7 КБ) – добавлено iooi 15 лет назад.
- Скриншот зависшей ВМ
- Изображение 19.png (40,6 КБ) – добавлено iooi 15 лет назад.
- сбой установки FreeBSD 7.0 с VirtualBox 2.0.0
- VBox.2.log (35,0 КБ) – добавлено iooi 15 лет назад.
- новый лог-файл на сегодняшний день
- VBox.log.2.1 (45,3 КБ) – добавлено iooi 15 лет назад.
- новый лог-файл на сегодняшний день
- VBox.
 log.2.2
(47,5 КБ) –
добавлено iooi 15 лет назад.
log.2.2
(47,5 КБ) –
добавлено iooi 15 лет назад. - новый лог-файл на сегодняшний день
- VBox.log.2.3 (43,5 КБ) – добавлено iooi 15 лет назад.
- новый лог-файл на сегодняшний день
- VBox.3.log (46,3 КБ) – добавлено iooi 15 лет назад.
- см. строку 683: 00:32:50.165 PIIX3 ATA: время выполнения команды ATA 0xca составило 13 секунд.
- Изображение 6.png (22,1 КБ) – добавлено iooi 15 лет назад.
- наличие ошибки в VirtualBox 2.0.2
- VBox.4.log (38,9 КБ) – добавил iooi 14 лет назад.
- Лог VirtualBox версии 2.
 1.0
1.0 - VBox.log.3.1 (43,1 КБ) – добавил iooi 14 лет назад.
- второй журнал VirtualBox версии 2.1.0
- VirtualBox_3.2.10_FreeBSD_bug.png (58,7 КБ) – добавил iooi 12 лет назад.
- Ошибка все еще существует для VirtualBox 3.2.10.
- VirtualBox-3.2.10_FreeBSD-8.1_bug_1.png (53,1 КБ) – добавил iooi 12 лет назад.
- FreeBSD 8.1 еще хуже, установка вообще не начинается (возможна только настройка)
История изменений
Изменено 15 лет назад iooi
- насадка Незадолго до ошибки записи в файле transfer.png добавлен
Изменено 15 лет назад iooi
- насадка Ошибка записи при передаче.
 png добавлен
png добавлен
Изменено 15 лет назад iooi
- насадка После сбоя записи в файле transfer.png добавлен
комментарий:1 Изменено 15 лет назад пользователем sandervl73
- приоритет изменен с блокировщик на мажор
- Резюме изменен с VirtualBox-osx-1.5.51-r27946-beta3 в Mac OS X 10.4.11 не удалось установить FreeBSD 7.0RC2 на Не удалось установить FreeBSD 7.0RC2
Изменено 15 лет назад iooi
- насадка VBox.log добавлен
Изменено 15 лет назад iooi
- насадка VBox.
 log.1 добавлен
log.1 добавлен
Изменено 15 лет назад iooi
- насадка VBox.log.2 добавлен
Изменено 15 лет назад iooi
- насадка VBox.log.3 добавлен
Изменено 15 лет назад iooi
- насадка FreeBSD 7.0RC2 на VirtualBox 1.6.0 Mac.png добавлен
комментарий: 2 Изменено 15 лет назад iooi
комментарий: 3 Изменено 15 лет назад iooi
Изменено 15 лет назад iooi
- насадка FreeBSD 7.
 0.xml добавлен
0.xml добавлен
комментарий:4 Изменено 15 лет назад Фрэнком
комментарий: 5 Изменено 15 лет назад iooi
Изменено 15 лет назад iooi
- насадка VirtualBox VM.analysis.txt добавлен
Изменено 15 лет назад iooi
- насадка краш.журнал добавлен
Изменено 15 лет назад iooi
- насадка Изображение 11.png добавлен
комментарий: 6 Изменено 15 лет назад Фрэнком
- Гостевой тип изменен с другие на BSD
комментарий:7 Изменено 15 лет назад Фрэнком
- Версия изменен с VirtualBox Mac OS Beta 3 на VirtualBox 1.
 6.2
6.2
комментарий:8 Изменено 15 лет назад iooi
Изменено 15 лет назад iooi
- насадка Изображение 19.png добавлен
Изменено 15 лет назад iooi
- насадка VBox.2.log добавлен
Изменено 15 лет назад iooi
- насадка VBox.log.2.1 добавлен
Изменено 15 лет назад iooi
- насадка VBox.log.2.2 добавлен
Изменено 15 лет назад iooi
- насадка VBox.
 log.2.3 добавлен
log.2.3 добавлен
Изменено 15 лет назад iooi
- насадка VBox.3.log добавлен
комментарий:9 Изменено 15 лет назад iooi
Изменено 15 лет назад iooi
- насадка Изображение 6.png добавлен
комментарий: 10 Изменено 15 лет назад Фрэнком
- Версия изменен с VirtualBox 1.6.2 на VirtualBox 2.0.2
Изменено 14 лет назад пользователем iooi
- насадка VBox.
 4.log добавлен
4.log добавлен
Изменено 14 лет назад пользователем iooi
- насадка VBox.log.3.1 добавлен
комментарий: 11 Изменено 14 лет назад пользователем iooi
комментарий: 12 Изменено 14 лет назад пользователем iooi
комментарий: 13 Изменено 13 лет назад пользователем drc
Изменено 12 лет назад пользователем iooi
- насадка VirtualBox_3.2.10_FreeBSD_bug.png добавлен
Изменено 12 лет назад пользователем iooi
- насадка VirtualBox-3.
 2.10_FreeBSD-8.1_bug_1.png добавлен
2.10_FreeBSD-8.1_bug_1.png добавлен
комментарий: 14 Изменено 12 лет назад пользователем iooi
комментарий: 15 Изменено 9 лет назад Фрэнком
- Статус изменен с новый на закрытый
- Резолюция установлен на устаревший
- Описание модифицированный (разн.)
Примечание: См. TracTickets за помощь в использовании Билеты.
Michelin X® MULTI™ Z / D (17,5–19,5) Грузовая шина
MICHELIN X MULTI Z/D (17,5–19,5)- Универсальность
- Всесезонная мобильность
Закрыть
Региональный транспорт
Перевозки на дальние расстояния
Городской транспорт
Закрыть
Жесткая тележка
Автобус
Трейлер
Безопасность, мобильность и устойчивость на дороге для вашего легкого грузовика
- Потенциал пробега и надежность
- Надежное обращение
- Мобильность в любое время года
Закрыть
Региональный транспорт
Перевозки на дальние расстояния
Городской транспорт
Закрыть
Жесткая тележка
Автобус
Прицеп
- Возможность восстановления (Подробнее)
- Восстанавливаемый (Подробнее)
Загрузка… размеры для этого продукта
Техническая информация
Фоновая картинка жесткий грузовик в городе Шина
Un camion harde – livraison sur le dernier kilomètre
Фоновая картинка жесткий грузовик в городе Шина
Un camion harde – livraison sur le dernier kilomètre
Ассортимент шин MICHELIN X® MULTI™ адаптирован для крупногабаритных грузовых автомобилей до 19 тонн (жесткие/легкие грузовики) для ваших городских перевозок и доставки посылок .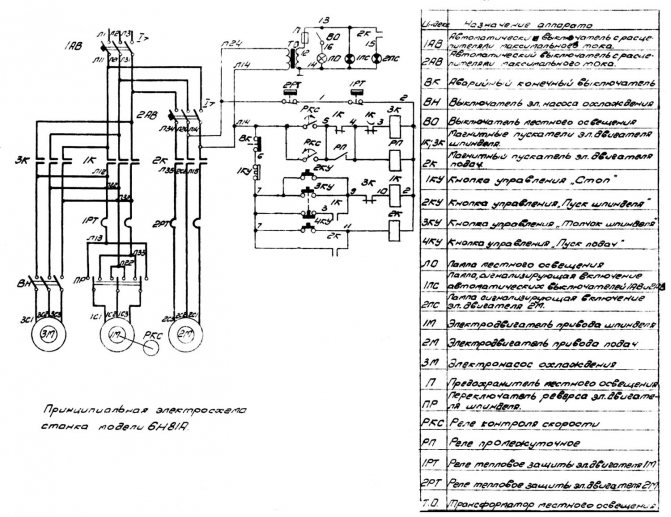
Шины доступны для жестких дисков 4×2 или 6×2, а также для небольших автобусов, размером 17,5 или 19.5-дюймовые диски.
Предлагается шириной от 205 до 285, в частности, 215/75 R17,5, 265/70 R19,5 и 285/70 R19,5.
Ассортимент шин MICHELIN X® MULTI™ адаптирован для крупногабаритных грузовых автомобилей до 19 тонн (жесткие/легкие грузовики) для ваших городских перевозок и доставки посылок .
Шины доступны для жестких дисков 4×2 или 6×2, а также для небольших автобусов с дисками 17,5 или 19,5 дюймов.
Предлагается шириной от 205 до 285, в частности 215/75 R17,5, 265/70 R19.5 и 285/70 R19.5.
ПОЧЕМУ ВЫБРАТЬ ЭТУ ШИНУ?
Logo picto saves small Tire
УДОВЛЕТВОРИТЕ СРОКИ
СНИЖИТЕ ВАШИ РАСХОДЫ
Вы сократите время простоя вашего автомобиля , так как вы оптимизируете свои расходы, проезжая дольше (1) с теми же шинами: их срок службы вверх на 2–6 месяцев дольше (2), чем у их предшественника MICHELIN XDE 2.
ES Logo picto безопасность малая шина
ЕЗДИТЕ СО СПОКОЙСТВИЕМ
В ПОЛНОЙ БЕЗОПАСНОСТИ
Если вам нужно объехать препятствие в последнюю минуту или срочно затормозить во время дождя, линейка MICHELIN X® MULTI™ в размерах 17,5 и 19,5 прошла тщательные испытания. Доказательство можно увидеть в наших видео ниже.
Логотип всесезонная малая шина
ВЕДИТЕ СВОИ БИЗНЕСЫ
КРУГЛЫЙ ГОД
Максимально используйте свое время и снизьте расходы, сохранив свои шины независимо от погодных условий. Весь ассортимент MICHELIN X® MULTI™ в размерах 17,5 и 19.5 имеет маркировку 3PMSF , обеспечивающую оптимальное сцепление в условиях снега.
Конфиденциальность файлов cookie
Чтобы посмотреть это видео, вам необходимо принять некоторые файлы cookie с платформы Youtube. Просто нажмите на кнопку ниже, чтобы открыть модуль cookie.
Принять куки ютуба
MICHELIN – Gamme Petit Poids Lourd – Prêt à affronter toutes les climatiques – FR/EN
Ваша мобильность сохраняется даже в снегу
Вы работаете 365/7, и ваши клиенты ожидают получить свою доставку независимо от погодных условий. Шины MICHELIN X® MULTI™ — это настоящие всесезонные шины (маркировка 3PMSF), чтобы оставаться активными круглый год.
Конфиденциальность файлов cookie
Чтобы посмотреть это видео, вам необходимо принять некоторые файлы cookie с платформы Youtube. Просто нажмите на кнопку ниже, чтобы открыть модуль cookie.
Принять куки ютуба
MICHELIN – Gamme Petit Poids Lourd – Prêt à afffronter la Jungle urbaine – FR/EN
Маневренность без компромиссов для вашей безопасности
Особенно в городских районах, вы никогда не знаете, что может произойти перед вашим грузовиком: шины MICHELIN X® MULTI™ 17,5–19,5 помогут вам подготовиться к любым ситуациям.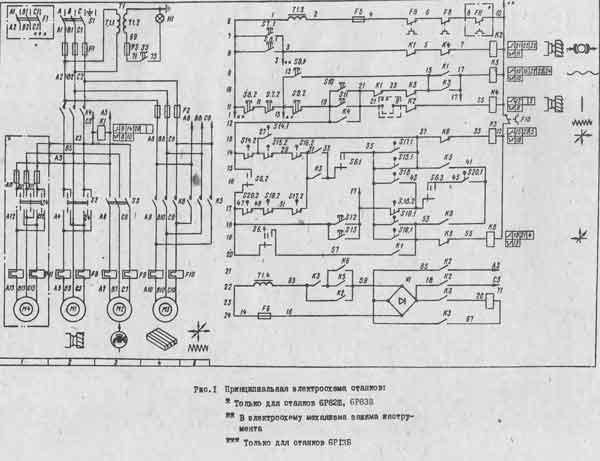 Вы сохраните контроль для большей безопасности.
Вы сохраните контроль для большей безопасности.
Конфиденциальность файлов cookie
Чтобы посмотреть это видео, вам необходимо принять некоторые файлы cookie с платформы Youtube. Просто нажмите на кнопку ниже, чтобы открыть модуль cookie.
Принять куки ютуба
MICHELIN – Gamme Petit Poids Lourd – Prêt à freiner court en toutescies – FR/EN
Безопасность при торможении даже при ношении
Вы знаете, что в городе или других городских районах счетчик может иметь значение. Хотя новая шина безопасна, что делать, если она изношена? Узнайте, как линейка MICHELIN X® MULTI ™ позволяет вам оставаться в безопасности: испытание на торможение на мокрой дороге с шинами, на 2/3 изношенными, под бдительным надзором независимой организации TÜV.
Маркировка
Этикетка
- КЛАСС ТОПЛИВНОЙ ЭФФЕКТИВНОСТИ Д
- КЛАСС ВЛАЖНОГО СЦЕПЛЕНИЯ Б
- ВНЕШНИЙ КЛАСС ШУМА ПРИ КАЧЕНИИ 70 дБ
Технические характеристики
| Продукт | MICHELIN X MULTI Z (17,5–19,5 дюймов) — 205/75R17,5 |
|---|---|
| Позиция | Z – Многопозиционный |
| М+С | Да |
| 3PMSF | Да |
| RFID | Да |
| Общий диаметр | 755 мм |
| Общая ширина | 210 мм |
| Рекомендуемые диски | 6. |