Вольтодобавка для сварки своими руками: Каталог радиолюбительских схем. “Вольтодобавка” в сварочном аппарате
alexxlab | 09.03.1970 | 0 | Разное
Каталог радиолюбительских схем. “Вольтодобавка” в сварочном аппарате
Каталог радиолюбительских схем. “Вольтодобавка” в сварочном аппарате“Вольтодобавка” в сварочном аппарате
Л. СТЕПАНОВ, г. Истра Московской обл.
Самодельные малогабаритные сварочные аппараты с переменным сварочным током и питанием от бытовой электросети просты в изготовлении и недороги, однако работать с ними трудно — устойчивость дуги недостаточна. Улучшить работу аппарата можно, если перевести его на постоянный сварочный ток [1].
Как показывает практика, при постоянном сварочном токе для горения дуги вполне достаточно напряжения 30…40 В. Но зажечь ее по-прежнему не просто. Для маломощного сварочного аппарата — это самый тяжелый режим, так как происходит замыкание вторичной обмотки на короткое время до момента отведения электрода от детали.
Облегчить процесс зажигания дуги можно повышением напряжения холостого хода сварочного аппарата. Однако повышение этого напряжения ограничено требованиями электробезопасности — оно не должно превышать 80 В согласно ГОСТ95-77Е [2].
Поэтому я поставил себе задачу разработать сварочный аппарат, у которого напряжение холостого хода повышено “вольтдобавкой”, а после зажигания дуги уменьшается до оптимальных 30…40 В. Схема такого аппарата показана на рис. 1.
Сварочный трансформатор Т1 с диодным выпрямителем VD1—VD4 дополнен еще одной обмоткой III, выпрямителем VD5—VD8, дросселем L1 и переключательным диодом VD9. Обмотка III намотана на отдельном каркасе и рас-
положена рядом с катушкой, содержащей сетевую и основную обмотки I и II соответственно.
Основная вторичная обмотка II рассчитана на напряжение 30…40 В и ток 100… 120 А. Она обеспечивает рабочий сварочный ток в дуге. Дополнительная вторичная обмотка III рассчитана на напряжение 12… 14 В при токе 10 А. Она формирует напряжение “вольтдобавки”.
До момента касания электродом свариваемых деталей напряжение на нем равно сумме значений выпрямленного напряжения обеих обмоток, поскольку переключательный диод VD9 оказывается закрытым выходным напряжением моста VD5—VD8, а оба моста — включенными последовательно. Напряжение на электроде равно 42…54 В.
Напряжение на электроде равно 42…54 В.
При касании электродом детали диод VD9 открывается, напряжение на нем уменьшается до 1,5 В, обеспечивая сварочный ток через зажженную дугу. Поскольку через диоды VD5—VD8 и дроссель L1 сварочный ток не протекает, для этого моста достаточно десятиам-перных диодов, а дроссель можно намотать на любом магнитопроводе сечением 10… 12 см2. Обмотку выполняют проводом ПЭВ-2 диаметром 1,6… 1,8 мм до заполнения окна. При сборке магнито-провода необходимо предусмотреть немагнитный зазор между его частями, вложив прокладку из прессшпана толщиной 0,5… 1 мм.
Вместо КД242Б можно использовать диоды Д305, Д214, КД213А, КД213В, КД2999А—КД2999В. Их надо установить на пластинчатые теплоотводы размерами 100x100x5 мм. Вместо ВК2-200 подойдут диоды Д161-250, Д161-320.
Эти диоды лучше всего смонтировать на теплоотводы заводского изготовления. Здесь могут быть полезны рекомендации, данные в [2].
Конструктивно устройство “вольтдобавки” может быть выполнено и в виде приставки к бытовому сварочному аппарату, переведенному на постоянный сварочный ток.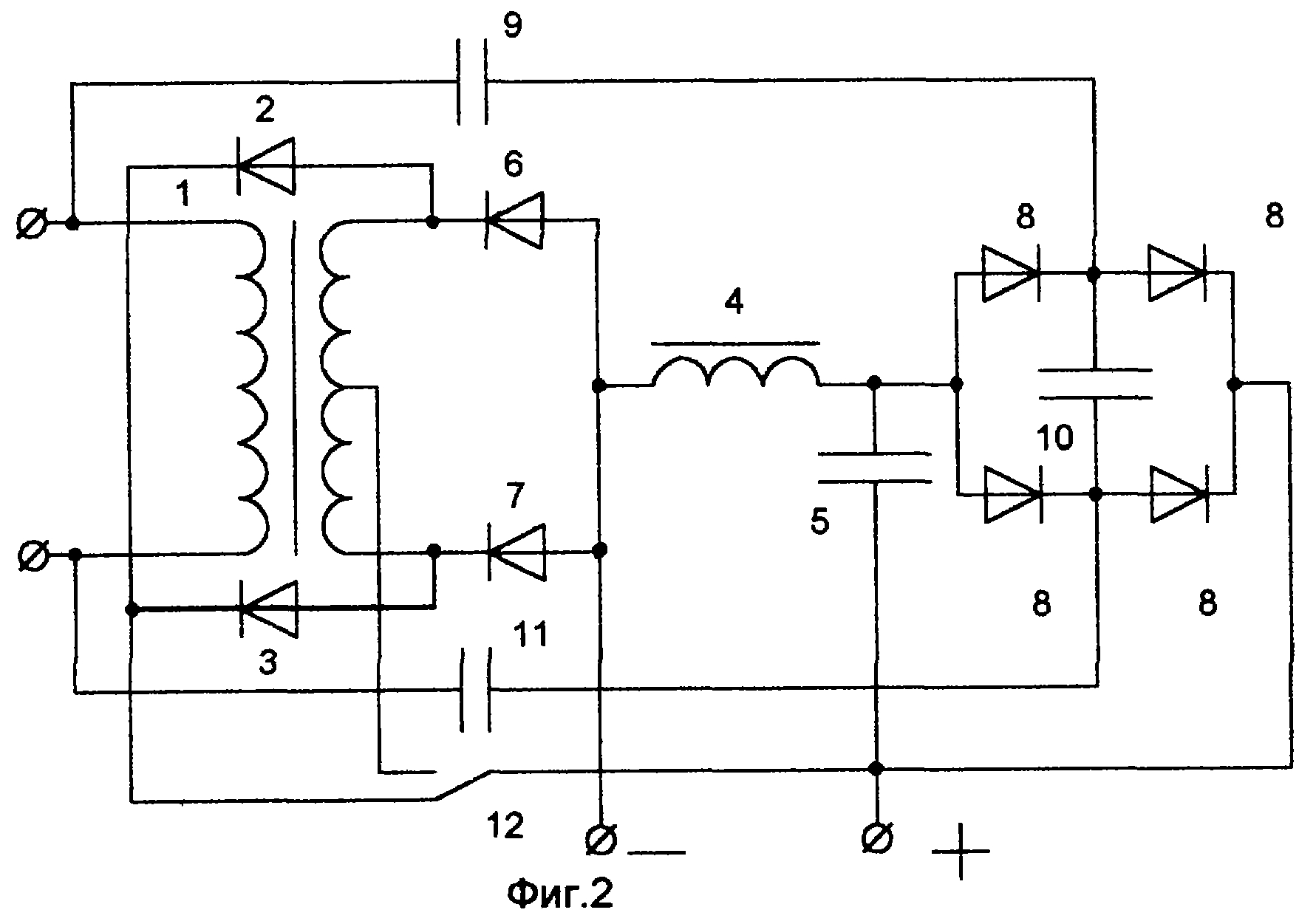 Схема такой приставки показана на рис. 2. Магнитопровод трансформатора Т1 и его сетевая обмотка — от сетевого трансформатора ТС-270, используемого в старых ламповых телевизорах цветного изображения. Вторичную обмотку на 12 В при токе до 15 А надо намотать самостоятельно. Целесообразно предусмотреть у этой обмотки выводы на 13, 14и 15Вс тем, чтобы приставку можно было использовать и для других целей, в частности для зарядки аккумуляторных батарей.
Схема такой приставки показана на рис. 2. Магнитопровод трансформатора Т1 и его сетевая обмотка — от сетевого трансформатора ТС-270, используемого в старых ламповых телевизорах цветного изображения. Вторичную обмотку на 12 В при токе до 15 А надо намотать самостоятельно. Целесообразно предусмотреть у этой обмотки выводы на 13, 14и 15Вс тем, чтобы приставку можно было использовать и для других целей, в частности для зарядки аккумуляторных батарей.
Переключательный диод VD5 входит в состав приставки. Дроссель L1 такой же, как указано выше.
Если немного изменить схему на рис. 2, можно уменьшить число необходимых диодов, а значит, и громоздких теплоотводов для них, как показано на рис. 3. Работа этого узла аналогична описанному выше, разница лишь в том, что роль переключательных выполняют два диода VD1, VD3 выпрямительного моста аппарата. Они открываются поочередно на половину периода сетевого напряжения, когда дуга еще не зажжена, и закрыты, когда дуга горит.
В заключение следует заметить, что при изготовлении сварочного аппарата целесообразно воспользоваться информацией, изложенной в [2].
ЛИТЕРАТУРА
1. Клабуков А., Бабинцев С. Доработка сварочного аппарата. — Радио, 2002, № 4, с. 42.
2. Володин В. Сварочный трансформатор: расчет и изготовление. — Радио, 2002, № 11, с. 35, 36; №12, с. 38, 39.
РАДИО № 6, 2004, с.40
Как сделать (намотать) дроссель для сварочного инвертора
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?
Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы.
 Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат. - Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод.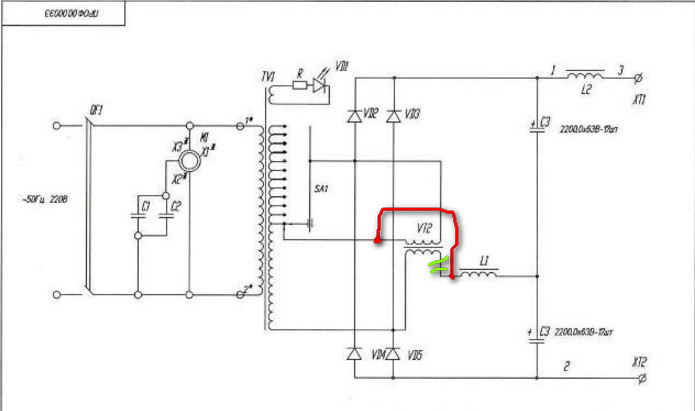 В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.

- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Поделись с друзьями
0
0
0
0
Сварочный аппарат с вольтодобавкой и плавной регулировкой тока
Вниманию читателей предлагается описание простого в изготовлении и надёжного в работе сварочного аппарата. Он позволяет выполнять сварку как постоянным, так и переменным током, причём в обоих случаях возможна его не только ступенчатая, но и плавная регулировка. Чтобы облегчить зажигание дуги, предусмотрена вольтодобавка.
Чтобы облегчить зажигание дуги, предусмотрена вольтодобавка.
Сегодня в продаже имеется огромное число разнообразных сварочных аппаратов. Портативные сварочные аппараты (так называемые инверторы) работают только на постоянном токе. Их дешёвые модели, предназначенные для непрофессионального применения, сравнительно небольшой мощности и недостаточно надёжны. Сварочные аппараты на низкочастотных трансформаторах большой мощности выпускают в основном для промышленного использования. Они имеют, как правило, большую мощность, значительные массу и габариты и сравнительно дороги. Кроме того, они допускают возможность длительной непрерывной работы. Сварочный ток в таких аппаратах регулируется плавно или ступенчато путём изменения индуктивности дополнительного дросселя или индуктивности рассеяния самого сварочного трансформатора. Большая масса и высокая цена делают покупку такого аппарата для личного (не профессионального) применения нецелесообразной.
Бывают в продаже и дешёвые маломощные сварочные аппараты на низкочастотных трансформаторах. Но в формировании нужной нагрузочной характеристики в них принимает участие активное сопротивление обмоток. Поэтому такие сварочные аппараты сильно нагреваются при работе.
Но в формировании нужной нагрузочной характеристики в них принимает участие активное сопротивление обмоток. Поэтому такие сварочные аппараты сильно нагреваются при работе.
Многие делают сварочные трансформаторы самостоятельно. Для этого необходимы лишь подходящие магнитопровод и обмоточный провод. Но для выполнения высококачественной сварки самодельный аппарат должен обеспечивать возможность выбора рода тока (постоянный или переменный) и регулирования сварочного тока. Кроме того, для облегчения зажигания дуги при низком напряжении желательно иметь в аппарате вольтодобавку.
Ниже приводится описание простого и надёжного в работе сварочного аппарата с трансформатором на основе статора асинхронного трёхфазного электродвигателя и обеспечивающего выполнение перечисленных выше требований. Он имеет ряд существенных особенностей, которые значительно улучшают его характеристики и уменьшают трудоёмкость изготовления по сравнению с ранее описанными в радиолюбительской литературе и в Интернете.
Схема аппарата приведена на рис. 1. Сетевое напряжение через ступенчатый реостат, состоящий из проволочных резисторов R1-R4 и переключателя SA1, поступает на обмотку I сварочного трансформатора T2. Узел, состоящий из трансформатора тока T1, выпрямителя на диодах VD1, VD2 и измерительной головки PA1, измеряет ток, потребляемый от сети. Напряжение с обмотки II трансформатора T2 через переключатель SA2 и двухполупериодный выпрямитель на диодах vD5, VD7 и тринисто-рах VS1, VS2 подаётся в сварочную цепь.
Рис. 1
Выпрямитель совмещён с регулятором сварочного тока. При крайнем правом по схеме положении движков переменных резисторов R5 и R6 тринисторы VS1 и VS2 открываются при незначительно отличающемся от нуля мгновенном значении напряжении на обмотке II трансформатора T2. В этом случае угол отсечки тока близок к 180 град. и сварочный ток максимален. При перемещении движков этих резисторов влево напряжение открывания тринисторов VS1 и VS2 увеличивается, а угол отсечки тока уменьшается до 90 град. В результате сварочный ток уменьшается приблизительно в два раза по сравнению с максимальным. При дальнейшем увеличении сопротивления регулирующих резисторов тринисторы выпрямителя открываться перестают, поэтому выходное напряжение и ток становятся равными нулю.
В результате сварочный ток уменьшается приблизительно в два раза по сравнению с максимальным. При дальнейшем увеличении сопротивления регулирующих резисторов тринисторы выпрямителя открываться перестают, поэтому выходное напряжение и ток становятся равными нулю.
Транзистор VT1 служит усилителем управляющего тока. Его можно исключить из схемы, но тогда сопротивление резисторов R5 и R6 придётся уменьшить приблизительно в 30 раз. При этом на резисторах R5 и R6 в некоторых режимах станет рассеиваться мощность в несколько ватт. Найти переменные резисторы с достаточно большой допустимой мощностью рассеяния трудно, поэтому в регуляторе было решено применить высокоомные резисторы с транзисторным усилителем тока. Два переменных резистора, соединённых последовательно, позволили обеспечить плавную регулировку тока в большом интервале его изменения.
В некоторых сварочных аппаратах применяют тринисторные регуляторы тока, обеспечивающие плавное изменение угла отсечки в интервале от 0 до 180 град. , чему соответствует изменение тока от нуля до максимума. Тринисторами в таких регуляторах управляют, как правило, с помощью коротких импульсов. Но эти регуляторы сложнее и недостаточно стабильно работают на нагрузку с малым дифференциальным сопротивлением (сварочную дугу или заряжающуюся аккумуляторную батарею). Нестабильность проявляется в том, что при неизменном положении ручки регулятора выходной ток хаотично изменяется относительно заданного среднего значения. Регуляторы, в которых тринисторами управляют постоянным током, в этих условиях работают более стабильно. Кроме того, регулятор сварочного тока должен регулировать сварочный ток, но не амплитуду выходного напряжения сварочного аппарата. А при изменении угла отсечки от 90 до 0 град. амплитуда импульсов напряжения на выходе выпрямителя уменьшается, что нежелательно, так как ухудшаются условия зажигания дуги.
, чему соответствует изменение тока от нуля до максимума. Тринисторами в таких регуляторах управляют, как правило, с помощью коротких импульсов. Но эти регуляторы сложнее и недостаточно стабильно работают на нагрузку с малым дифференциальным сопротивлением (сварочную дугу или заряжающуюся аккумуляторную батарею). Нестабильность проявляется в том, что при неизменном положении ручки регулятора выходной ток хаотично изменяется относительно заданного среднего значения. Регуляторы, в которых тринисторами управляют постоянным током, в этих условиях работают более стабильно. Кроме того, регулятор сварочного тока должен регулировать сварочный ток, но не амплитуду выходного напряжения сварочного аппарата. А при изменении угла отсечки от 90 до 0 град. амплитуда импульсов напряжения на выходе выпрямителя уменьшается, что нежелательно, так как ухудшаются условия зажигания дуги.
Чтобы расширить пределы регулировки тока, не усложняя тринисторный регулятор, в аппарате предусмотрен мощный ступенчатый реостат на резисторах R1-R4. Такие реостаты нередко включают в цепь вторичной обмотки сварочного трансформатора. Но включение его последовательно с первичной обмоткой даёт несколько преимуществ. В частности, трансформатор в этом случае работает при меньшем напряжении, поэтому меньше нагревается. Кроме того, в этом случае проще подобрать высокоомный провод для изготовления резисторов реостата, а в качестве переключателя SA1 можно использовать типовой пакетный переключатель на ток до 30 А.
Такие реостаты нередко включают в цепь вторичной обмотки сварочного трансформатора. Но включение его последовательно с первичной обмоткой даёт несколько преимуществ. В частности, трансформатор в этом случае работает при меньшем напряжении, поэтому меньше нагревается. Кроме того, в этом случае проще подобрать высокоомный провод для изготовления резисторов реостата, а в качестве переключателя SA1 можно использовать типовой пакетный переключатель на ток до 30 А.
Цепь вольтодобавки представляет собой однополупериодный выпрямитель на диоде VD3, последовательно с которым в качестве ограничителя тока включена лампа накаливания EL1. В режиме холостого хода (когда сварочная дуга не горит) конденсатор C1 заряжается через диод VD3 до напряжения около 76 В при любом положении переключателя SA2. Поскольку сопротивление холодной нити накаливания лампы минимально, конденсатор C1 заряжается быстро. После зажигания дуги напряжение на конденсаторе C1 становится меньше. В этом режиме ток, протекающий через диод VD3, ограничен сопротивлением лампы EL1, которое растёт по мере разогрева нити, поэтому ток остаётся в допустимых для диода пределах и лишь незначительно увеличивает сварочный ток.
Вольтодобавка – очень полезное устройство. При её отсутствии и низком напряжении холостого хода на выходе сварочного аппарата дуга зажигается с трудом, что снижает производительность труда сварщика и сильно его утомляет. Повышение напряжения холостого хода без применения вольтодо-бавки резко уменьшает КПД сварочного аппарата и увеличивает нагрузку на электрическую сеть. Но во многих случаях узлы вольтодобавки слишком сложны, а в некоторых случаях недостаточно эффективны. Например, в [1] этот узел выполнен так, что при горении дуги через цепь вольтодобавки может протекать довольно большой ток, ограниченный только активным сопротивлением дросселя. Чтобы сохранить этот ток в допустимых пределах, напряжение вольтодобавки выбрано небольшим (10…12 В), что снижает её эффективность. Желательно, чтобы вольтодобавка повышала напряжение холостого хода до 80…90 В.
Кроме того, в устройстве, описанном в [1], выходной ток в момент зажигания дуги ограничен индуктивным сопротивлением дросселя, что дополнительно затрудняет её образование. Практика показывает, что дуга лучше всего зажигается в случае, когда на выходе сварочного выпрямителя установлен конденсатор. Немного хуже результат бывает, когда у выпрямителя нет вообще никакого сглаживающего фильтра. Но тяжелее всего дуга зажигается, если сглаживающий фильтр состоит только из дросселя или заканчивается дросселем.
Практика показывает, что дуга лучше всего зажигается в случае, когда на выходе сварочного выпрямителя установлен конденсатор. Немного хуже результат бывает, когда у выпрямителя нет вообще никакого сглаживающего фильтра. Но тяжелее всего дуга зажигается, если сглаживающий фильтр состоит только из дросселя или заканчивается дросселем.
Ёмкость конденсатора C1 должна быть такой, чтобы обеспечить быстрый переход искрового разряда в маломощную дугу. Практика показывает, что для этого достаточно его ёмкости в 3000 мкФ. Сгладить переменную составляющую сварочного тока такой конденсатор не может, да и необходимости в этом нет. При горении сварочной дуги напряжение на конденсаторе C1 пульсирует от нуля до амплитудного значения. Поэтому конденсатор C1 должен выдерживать пульсацию напряжения с такой амплитудой. При этом нужно иметь в виду, что допустимая амплитуда пульсаций напряжения на оксидных конденсаторах обычно не превышает 10…20 % их номинального рабочего напряжения.
Вопрос о том, какой сглаживающий фильтр лучше использовать в выпрямителе сварочного аппарата, является дискуссионным. Многие авторы статей, опубликованных в журналах и особенно в Интернете, считают, что в фильтре выпрямителя сварочного аппарата лучше применять дроссель. Например, бытует мнение, что его наличие предотвращает прилипание электрода к свариваемой детали. Но причина прилипания заключается обычно в недостаточной мощности источника сварочного тока (или в неумении выполнять сварку). При этом маломощная дуга немного расплавляет электрод и деталь, а для того чтобы создать мощную дугу, у источника не хватает мощности. В результате при случайном касании электродом свариваемой детали расплавленный металл электрода при соприкосновении с более холодной деталью кристаллизуется и электрод приваривается к детали.
Многие авторы статей, опубликованных в журналах и особенно в Интернете, считают, что в фильтре выпрямителя сварочного аппарата лучше применять дроссель. Например, бытует мнение, что его наличие предотвращает прилипание электрода к свариваемой детали. Но причина прилипания заключается обычно в недостаточной мощности источника сварочного тока (или в неумении выполнять сварку). При этом маломощная дуга немного расплавляет электрод и деталь, а для того чтобы создать мощную дугу, у источника не хватает мощности. В результате при случайном касании электродом свариваемой детали расплавленный металл электрода при соприкосновении с более холодной деталью кристаллизуется и электрод приваривается к детали.
Дроссель не может и облегчить зажигание дуги, потому что в режиме холостого хода он не запасает в себе энергии. В момент касания электродом детали ток начинает нарастать от нуля, дроссель начинает запасать энергию. В это время энергия источника идёт не на создание дугового разряда, а накапливается в магнитном поле дросселя.
В описаниях сварочных аппаратов, трансформаторы которых изготовлены на базе асинхронных электродвигателей, обычно рекомендуют удалять бандажные полосы, расположенные на внешней стороне пакета статорных пластин, и выступы на внутренней стороне этих пластин. При этом готовый трансформатор крепят в корпусе сварочного аппарата подобно маломощным трансформаторам с тороидальными магнитопроводами. Но сварочный трансформатор имеет большую массу, а при работе может сильно нагреваться. Вес трансформатора при таком креплении давит на изоляцию проводов обмотки, что может привести к её повреждению и межвитковым замыканиям. Эта проблема особенно сильно проявляется при недостаточно термостойкой изоляции проводов.
Удаление бандажных полос и выступов статорных пластин – очень трудоёмкая и не только бесполезная, но даже вредная операция. Однако считается, что бандажные полосы следует удалить, чтобы они не замыкали между собой статорные пластины. Удаление выступов вообще никак не обосновывают. Может быть, это делают, чтобы увеличить площадь окна магнитопровода или немного уменьшить расход провода.
Может быть, это делают, чтобы увеличить площадь окна магнитопровода или немного уменьшить расход провода.
Но дело в том, что размер окна магнитопровода, как правило, вполне достаточен, а экономия провода получается очень небольшой. Удаляют выступы пластин и бандаж обычно с помощью зубила и молотка. После такого удаления между пластинами образуется множество точек электрического контакта, которые могут создать в магнитопроводе пути для вихревых токов.
Магнитный поток в кольцевой части магнитопровода электродвигателя и трансформатора течёт параллельно бандажным полосам, не пересекая их, и не может создать в них вихревые токи. Разница только в том, что в статоре двигателя поток разделяется на две половины, текущие в диаметрально противоположных участках кольцевого магнитопровода в одну сторону, а в трансформаторе по кольцу течёт единый поток. Поэтому эффективное сечение одного и того же магнитопровода в трансформаторе получается приблизительно в два раза меньше, чем в двигателе, а средняя длина силовой линии – больше. В результате необходимое число витков обмотки трансформатора больше, чем обмотки двигателя на то же напряжение. Определять его лучше экспериментальным путём.
В результате необходимое число витков обмотки трансформатора больше, чем обмотки двигателя на то же напряжение. Определять его лучше экспериментальным путём.
Конструкция магнитопровода трансформатора предлагаемого сварочного аппарата изображена на рис. 2. Бандажные полосы и выступы статорных пластин оставлены на месте. Для того чтобы витки обмоток не проваливались между выступами статорных пластин, к торцам их пакета 5 крепят две кольцевые пластины 3. Между выступами статорных пластин расположены четыре шпильки 4, изолированные от статорных пластин (используются прокладки, которые применялись в электродвигателе для изоляции обмоток). Шпильки ввинчены в стойки 2 с внутренней резьбой, закреплённые на деревянном основании 1. Поэтому нагрузка от веса трансформатора передаётся на основание 1 только через стойки 2, а не через изоляцию проводов. Это позволяет повысить максимально допустимую рабочую температуру трансформатора без риска деформации изоляции проводов и замыканий.
Рис. 2
2
В верхней части магнитопровода на двух из четырёх стягивающих пакет шпильках 4 закреплены кронштейны 6 с ручкой 7 из немагнитного материала (например, алюминия). Желательно из такого же материала изготовить и кронштейны 6, и стойки 2, но большой необходимости в этом нет. Чтобы оставить больше места для размещения обмотки, можно использовать только три шпильки, расположив их (в виде сверху) в вершинах равностороннего треугольника, но тогда придётся изменить конструкцию ручки.
В качестве собственно магнитопровода применён статор асинхронного двигателя мощностью 7,5 кВт. Обмотка I состоит из 305 витков алюминиевого провода сечением 4 мм2 в тугоплавкой пластмассовой изоляции. Обмотка II намотана двумя сложенными вместе алюминиевыми проводами АПВ-10 сечением 10 мм2 каждый. Она содержит 77 витков. Отводы сделаны от 48, 58 и 69-го витков.
Для определения необходимого числа витков на магнитопровод была намотана пробная обмотка и измерена её индуктивность. Затем было рассчитано число витков обмотки I для получения индуктивного сопротивления 220 Ом на частоте 50 Гц. В результате ток холостого хода трансформатора получился около 1 А. Затем, исходя из необходимого коэффициента трансформации, было вычислено число витков обмотки II.
Затем было рассчитано число витков обмотки I для получения индуктивного сопротивления 220 Ом на частоте 50 Гц. В результате ток холостого хода трансформатора получился около 1 А. Затем, исходя из необходимого коэффициента трансформации, было вычислено число витков обмотки II.
Трансформатор тока T1 выполнен на магнитопроводе от выходного трансформатора кадровой развёртки ТВК-110. Его первичная обмотка – один виток монтажного провода сечением 2,5 мм2. Вторичная обмотка содержит 100 витков провода ПЭВ-2 диаметром 0,5 мм.
Если в качестве измерительной головки PA1 использовать стрелочный авометр на пределе измерения 0,5 А, то его стрелка будет полностью отклоняться при токе 100 А через обмотку I. Такой запас по току полного отклонения необходим вследствие того, что в процессе сварки измеряемый ток непрерывно и резко изменяется. В результате стрелка прибора с малым током полного отклонения часто бьётся об упоры, что приводит к быстрому выходу измерительного механизма из строя.
Узел измерения тока можно без проблем перенести в цепь обмотки II трансформатора T2. Но большой необходимости в этом нет. Коэффициент трансформации известен, и зная ток в обмотке I, значение сварочного тока всегда можно вычислить.
Резисторы R1-R4 реостата изготовлены из трёх сложенных вместе нихро-мовых проводов от электронагревательной спирали мощностью 2 кВт. Эти резисторы при работе сварочного аппарата могут сильно нагреваться, поэтому они установлены на термостойком основании из огнеупорного облегчённого кирпича с отверстиями, через которые и пропущены нихромовые провода. Чтобы сделать реостат более компактным, можно распилить кирпич на две части и использовать только одну половину.
Вместо реостата можно применить дроссель с несколькими отводами от обмотки. Но масса и габариты дросселя получаются значительно большими, чем у реостата, изготовленного из кирпича и нихромового провода. Целесообразность регулирования сварочного тока дросселем зависит от нескольких обстоятельств. Например, при выполнении большого объёма сварочных работ дроссель позволит уменьшить расход электроэнергии и, следовательно, её стоимость, так как рассеиваемая им активная мощность незначительна.
Если необходимо выполнять сварку переменным током, то сварочную цепь следует включить в разрыв провода в точке A (см. рис. 1). При этом выводы конденсатора C1 должны быть замкнуты перемычкой, способной без заметного нагревания выдержать сварочный ток. В этом случае регулятор тока работает как обычно, но вольтодобавка отсутствует.
Перед выполнением сварочных работ рабочий режим сварочного аппарата рекомендуется устанавливать в следующем порядке. Сначала в зависимости от необходимой мощности сварочной дуги переключателем SA2 установить необходимое выходное напряжение, а движки переменных резисторов R5 и R6 перевести в правое (по схеме) положение. Затем следует поставить в нужное положение переключатель SA1 и, не включая аппарат, соединить перемычкой выводы конденсатора C1. Включив аппарат в сеть, с помощью переменных резисторов R5 и R6 установить ток короткого замыкания на 30…50 % больше необходимого сварочного тока.
Режим короткого замыкания должен быть кратковременным, не более 2…3 с, после чего следует отключить аппарат от сети и удалить перемычку с выводов конденсатора C1. Теперь можно вновь включать аппарат и приступать к выполнению сварки. В дальнейшем переменными резисторами R5 и R6 при необходимости можно подрегулировать ток. Типовые режимы сварки различных деталей приводятся в специальной литературе.
Применённый в описанном сварочном аппарате тринисторный регулятор по стабильности выходного тока аналогичен описанному, например, в [2], но по схеме заметно проще. Это связано с тем, что в нём отсутствует дополнительный выпрямитель для питания цепи управляющего электрода тринистора. Но его можно ввести, построив сварочный аппарат по схеме, изображённой на рис. 3. Дополнительная обмотка III трансформатора T2 должна содержать 10 витков монтажного провода сечением 1,5 мм2 (для механической прочности). При этом выпрямленное напряжение на резисторе R5, сглаженное конденсатором C1, будет около 10 В. Ток управляющих электродов тринисторов станет не пульсирующим, а постоянным, зависящим от положения движка переменного резистора R5.
Рис. 3
Литература
1. Степанов Л. “Вольтодобавка” в сварочном аппарате. – Радио, 2004, № 6, с. 40.
2. Жеребцов И. П. Основы электроники. – Л.: Энергоатомиздат, 1985.
Автор: А. Сергеев, г. Сасово Рязанской обл.
Изготовление дросселя для сварочного аппарата своими руками
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Преимущества дросселя для сварочного аппарата
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. Это позволит получить равномерное горение сварки и, соответственно, равномерный качественный сварной шов. Сила тока при отсутствии дросселя всегда имеет максимальные показатели, из-за чего могут возникнуть неприятные моменты в процессе сварочных работ.
Схема изготовления сварочного дросселя.
Дроссель может быть установлен в обычный сварочный аппарат, работающий с электродами, и в полуавтомат. Полуавтомат, оснащенный дросселем, позволяет сделать более качественный и глубокий сварной шов с минимальным разбрызгиванием металла. Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Дроссель может быть установлен и на сварочный аппарат, оснащенный понижающим трансформатором. Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Как видно, эта деталь имеет большие преимущества. Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Вернуться к оглавлению
Материалы для самостоятельной сборки дросселя
Правильно подобрав материал, сварочный дроссель вполне можно собрать самостоятельно. Он представляет собой обычный сердечник с намотанным проводом. Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Схема источника питания инверторного сварочного аппарата.
Еще одним устройством, с которого можно снять дроссель, является старый уличный фонарь. Старую, пришедшую в негодность обмотку с этой детали нужно демонтировать, оставив только картонные прокладки для обеспечения зазора между основным элементом сердечника и замыкающим. В процессе намотки провода эти элементы следует установить на прежнее место.
Для изготовления дросселя подойдет любой магнитопроводящий сердечник с сечением 10 -15 см. Между его частями нужно сделать немагнитный участок, вставив изоляционную прокладку толщиной 0,5 -1 мм.
Для намотки дросселя применяется медный или алюминиевый провод.
Вернуться к оглавлению
Намотка и установка дросселя
Для намотки алюминиевого провода необходимо выбирать сечение 35-40 мм, для медного – достаточно 25 мм. Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Перед тем как намотать провод, следует произвести изоляцию ярма. Наматывая провод, не меняйте направление. Следующий слой намотки изолируется от предыдущего хлопчатобумажной тканью, стеклотканью или картоном для изоляции, выполняется нанесение изолирующей пропитки бакелитовым лаком. Выводы при намотке должны быть маркированы.
Ступенчатая регулировка тока сварочной дуги достигается включением на выходе нагрузочного омического сопротивления, представляющего собой спираль из нихрома, через равное количество витков которой делаются отводы с хорошими контактами, выдерживающими большие нагрузки. Воздушный промежуток в сердечнике дросселя не делается. Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Плавная регулировка тока достигается благодаря установке подвижных обмоток трансформатора.
Благодаря смене расстояния между первичной и вторичной обмотками трансформатора меняется величина магнитного потока и сопротивление во вторичной обмотке.
Особое внимание следует уделить настройке дросселя.
Настроить его можно так:
- добавив или отмотав количество витков провода;
- изменив в сердечнике размеры воздушного промежутка.
Правильно изготовленный и настроенный дроссель позволит вам работать с самодельным сварочным аппаратом не хуже, чем с дорогой импортной моделью.
Дроссель для сварки на инверторе или полуавтомате, сделанный своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Дроссель для полуавтомата с вольтодобавкой схема
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Общие ведомости
Так зачем же нам нужен дроссель на сварочном аппарате, возможно ми можем обойтись и без него?Да, конечно можете, но для эффективной и комфортной сварки он просто необходим.
Это маленький элемент, что подключают в цепь, и он обеспечивает стабильное, бесперебойное, плавное нагревание дуги.
На втором этапе он поддерживает это стабильное состояние, к тому же метал не разлетается во все стороны, что часто случается и, между прочем, может привести к сильным ожогам.
При эксплуатации шов выходит аккуратным, аппарат настраивается более точно и даже может сваривает трудные элементы, ну конечно так же много зависит и от профессионализма мастера, в руки которого попала сварка.
Принцип роботы легок, понятен каждому: дроссель пропускает ток через себя, сохраняя его от сварочного аппарата.
А потом этот сохраненный ток и восполняет, те самые скачки напряжения, что позволяет сварке работать стабильно. Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.
Покупка дросселя для сварочного аппарата в магазинах это совсем недешевое удовольствие, да, конечно вы можете поискать что-то более бюджетное, но будет ли оно хорошо работать.
Его можно сделать дома самостоятельно, для этого вам прийдется совсем немного логики, времени, недорогих материалов, что наверняка завалялись в гараже.
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.
Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Пример дросселя для сварочного аппарата собранный своими руками
И как же сделать наш шов аккуратным и главное прочным? Правильно, нам понадобиться хорошо отрегулировать ток.
Для этого существует несколько методов:
- Стабилизация, при которой мы увеличиваем и уменьшения расстояния между элементам и сварочным аппаратом. Это наиболее известны способ. То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
- Контроль тока на обмотке трансформатора. Это способ просто на просто игнорирует часть катушки, чем увеличивает напряжение, ведь путь, что преодолевает ток становиться меньше. Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
- Но также можно контролировать с помощью стальной пружины, к которой мы крепим клемма последовательно. Этот метод мог бы быть хорош, поскольку по не много настраивает ток, но есть нюанс. Этот способ крайне небезопасен, так как разжаренная пружина оказывается в ногах мастера, если вы цените свое здоровье и вам не хочется поджариться, это метод не для вас.
Такая катушка решит практически все ваши проблемы со стабилизацией напряжения. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
Главное, что небезопасная горячая пружина больше не будет лежать в ваших ногах, ведь безопасность должна быть на первое месте, тем более при такой не легкой работе, настройку произведет дроссель на сварочном аппарате, а мастер может об том не думать.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Использование дросселя
Сварочные трансформаторы лучшая база для создания дросселя домашних условиях. Это не раз доведено на практике.
Он без затруднений, но плавно нагревает нашу дугу, при любом токе, так что он подойдет для обычных дачников, так же для работы на заводах, концернах со скачками напряжением.
Так же вы можете брать дроссель для сварочного аппарата вместе с выпрямителем. Пара дроссель и выпрямитель умеет свойство поднимать электродвижущую силу самоиндукции.
Например, если мы говорим про полуавтоматы, то это пара может запалить дугу даже на большом промежутке от метала.
Как рассчитать сечение провода обмотки
Для расчета сечения и выбора подходящего провода в первую очередь необходимо определить предельную плотность тока. Ее величина зависит от материала проводника и временно́го режима работы полуавтомата, который определяется паспортным значением параметра ПН (ПВ) — продолжительности нагружения. Формула расчета плотности тока по величине ПН выглядит так:
Здесь Jп — плотность тока в А/мм² для заданной в процентах величины ПН, а J — при долговременных режимах.
Для медных проводников трансформаторов и дросселей J обычно принимают равной 3,5 А/мм².
При использовании алюминиевых проводов необходимо применять понижающий коэффициент 1,6 (см. таблицу).
Читать также: Ремонт микроволновки супра своими руками видео
| ПН (%) | Jп | ПН (%) | Jп | ПН (%) | Jп | |
| Медь | 20 | 7.8 | 40 | 5.5 | 60 | 4.5 |
| Алюминий | 4.9 | 3.5 | 2.8 |
Чтобы определить сечение провода (S) для намотки дросселя полуавтомата, необходимо паспортное значение максимального тока (I max) разделить на Jп. К примеру при I max=150 А и ПН=40% сечение медного провода будет равно 27 мм². Точный тип проводника (провода или шинки) выбирается по справочнику с округлением в большую сторону.
Вычисление количества витков производится по формуле с использованием габаритов сердечника, которые также определяются расчетным путем. Но народные умельцы всего этого, как правило, не делают, т. к. собирают дроссель для полуавтомата на основе имеющегося в наличии магнитопровода. Обычное количество витков у такого изделия при токе 150–200 А — несколько десятков (40÷60). В отличие от величины сечения ошибка здесь не очень критична. В худшем случае она может привести к тому, что качество сварки не улучшится.
Итог
Поздравляю, если вы освоили все наши советы, то вы наверняка сможете сделать дроссель для сварочного аппарата своими руками. Это было совсем не сложно, понадобилось немного усидчивости и технической смекалки.
Но на выходе вы получите качественный аппарат (конечно если все сделали правильно), конечно вы будете гордиться тем, что это сделано своими рукам ,и даже може научить этому кого-то из своих друзей или близких.
Расскажите о ток как вы делали ваш дроссель, какие при этом возникли проблемы, каков был результат, покажите статью друзьям. Всем мира и новых вершин!
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Читать также: Оксид цинка и медь
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка.
Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка.
Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа. Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22. Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться. Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Делаем дроссель для сварочного аппарата постоянного тока своими руками
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Содержание статьи
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.
Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
MIG: установка правильных параметров
Основные советы для начала работы со сваркой MIG, включая информацию о новом оборудовании и настройках.
Оптимальная производительность с вашим сварочным аппаратом MIG
Если вы не зарабатываете сваркой на жизнь, часто бывает трудно определить, настроен ли ваш сварочный аппарат MIG для оптимальной работы. Если вы задаетесь вопросами, например: «Правильно ли я использую напряжение?» или «у меня слишком много или слишком мало провода?» Тогда эта статья для вас! Мы коснемся основ правильной настройки сварочного аппарата, а затем посмотрим, что вам говорит сварной шов.
Оборудование
Хорошее оборудование облегчает сварку MIG, в то время как плохое оборудование может дорого обойтись в результате разочарования и качества сварки. Сварочные аппараты MIG, такие как Millermatic® 211 и Millermatic 141, идеально подходят для случайного сварщика. Если вам нужен аппарат с несколькими сварочными функциями, мы рекомендуем многопроцессорные сварочные аппараты, такие как Multimatic® 215 и Multimatic 220 AC / DC.
Некоторые сварочные аппараты включают усовершенствованные технологии, такие как технология Auto-Set ™, которая автоматически устанавливает оптимальные параметры в зависимости от толщины материала и диаметра проволоки.Это позволяет сосредоточиться на правильной технике.
Чтобы определить, какой сварочный аппарат лучше всего соответствует вашим потребностям, посмотрите, какой сварочный аппарат подходит для вашего дома или магазина, или загрузите это руководство.
Получение максимальной отдачи от машиныНезависимо от выбора машины прочтите руководство пользователя. Он содержит важную информацию о правильной эксплуатации и правилах безопасности. Большинство компаний предлагают свои руководства в Интернете.
Следующие основные рекомендации относятся к сварке стали методом MIG сплошной проволокой.Совместная конструкция, положение и другие факторы влияют на результаты и настройки. Когда будут достигнуты хорошие результаты, запишите параметры.
1. Толщина материала определяет силу тока . Ориентировочно для каждого 0,001 дюйма толщины материала требуется выходной ток 1 ампер: 0,125 дюйма = 125 ампер.
2. Выберите правильный размер провода в соответствии с силой тока . Поскольку вы не хотите менять проволоку, выберите одну из наиболее часто используемых толщин.
- 30-130 ампер:.023 дюймов
- 40-145 ампер: 0,030 дюйма
- 50-180 ампер: 0,035 дюйма
- 75-250 ампер: 0,045 дюйма
3. Установить напряжение . Напряжение определяет высоту и ширину борта. Если нет таблицы, руководства или технических характеристик для установки правильного напряжения, вы можете попробовать следующее: пока один человек сваривает металлолом, помощник снижает напряжение до тех пор, пока дуга не начнет врезаться в заготовку. Затем снова начните сварку и попросите помощника увеличить напряжение до тех пор, пока дуга не станет нестабильной и неровной.Напряжение посередине между этими двумя точками является хорошей отправной точкой.
Существует зависимость между напряжением дуги и длиной дуги. Короткая дуга снижает напряжение и образует узкую вязкую полоску. Более длинная дуга (большее напряжение) дает более плоский и широкий валик. Слишком большая длина дуги приводит к очень плоскому валику и возможности подрезания.
4. Установите скорость подачи проволоки . Скорость подачи проволоки контролирует силу тока, а также степень проплавления сварного шва. Слишком высокая скорость может привести к прогоранию.Если руководство или лист технических характеристик сварного шва недоступен, используйте множители в следующей таблице, чтобы найти хорошую отправную точку для скорости подачи проволоки. Например, для проволоки 0,030 дюйма умножьте ее на 2 дюйма на ампер, чтобы найти скорость подачи проволоки в дюймах в минуту (ipm).
Для проволоки размером | Умножить на | Пр.с использованием 1/8 дюйма (125 ампер) |
.023 дюйма | 3,5 дюйма на усилитель | 3,5 x 125 = 437,5 изобр. / Мин |
0,030 дюйма | 2 дюйма на усилитель | 2 x 125 = 250 изображений в минуту |
.035 дюймов | 1,6 дюйма на усилитель | 1,6 x 125 = 200 изображений в минуту |
0,045 дюйма | 1 дюйм на усилитель | 1 x 125 = 125 изображений в минуту |
Осмотр бус
Один из способов проверить параметры – это проверить сварной шов.Его внешний вид указывает на то, что нужно настроить.
Хороший сварной шов: Обратите внимание на хорошее проникновение в основной материал, плоский профиль валика, соответствующую ширину валика и хорошее соединение на носках сварного шва (кромки, где металл шва встречается с основным металлом).
Слишком высокое напряжение: Слишком высокое напряжение характеризуется плохим контролем дуги, непостоянным проваром и турбулентной сварочной ванной, которая не может постоянно проникать в основной материал.
Слишком низкое напряжение: Слишком низкое напряжение приводит к плохому зажиганию дуги, плохому контролю и проплавлению дуги.Это также приводит к чрезмерному разбрызгиванию, выпуклому профилю валика и плохому закреплению на носках сварного шва.
Слишком высокая скорость перемещения: Узкий выпуклый валик с недостаточной закрепкой на носках сварного шва, недостаточный проплав и непоследовательный валик сварного шва вызваны слишком быстрым движением.
Слишком низкая скорость хода: Слишком медленное движение приводит к слишком большому нагреву сварного шва, что приводит к чрезмерно широкому сварному шву и плохому проплавлению.На более тонком материале это также может вызвать прожог.
Слишком высокая скорость подачи проволоки / сила тока: Установка слишком высокой скорости подачи проволоки или силы тока (в зависимости от типа используемого аппарата) может вызвать плохое зажигание дуги и привести к слишком широкому сварному шву и прожогу , чрезмерное разбрызгивание и плохое проникновение.
Слишком низкая скорость подачи проволоки / сила тока: Узкий, часто выпуклый валик с плохой закрепкой на носках сварного шва указывает на недостаточную силу тока.
Отсутствие защитного газа: Отсутствие или недостаточное количество защитного газа легко определить по пористости и точечным отверстиям на поверхности и внутри сварного шва.
Что вызывает разбрызгивание при сварке и как его уменьшить?
0Последнее обновление: 4 мая 2021 г.
Приходилось ли вам когда-нибудь укладывать последнюю бусину на безупречный проект, только чтобы обнаружить крошечные металлические шарики, расплавленные вокруг сварного шва? Как насчет того, чтобы провести несколько минут под палящим душем из капель, похожих на лаву, оставляющих шипящие рубцы на вашей коже? Большинство из вас знают, о чем я говорю, но если вы свариваете и не знакомы с этим сейчас, вы скоро столкнетесь с этими слишком знакомыми сценами.
О чем я говорю? Это называется разбрызгиванием – это термин для обозначения капель расплавленного металла, которые выплескиваются из сварного шва на вашу работу или тело. Капли находятся в жидкой форме и прилипают практически ко всему, на что попадают. Если они упадут на ваш проект, они оставят неприятный беспорядок, который нужно убрать. Если они попадут на ваш комбинезон, они могут прожечь вашу кожу и впаять в вас ужасную дыру.
Брызги – это кошмар для многих сварщиков, и, хотя полностью избежать этого невозможно, можно значительно уменьшить их количество.Читая о каждой причине, используйте предлагаемые решения, чтобы уменьшить ее влияние и сделать сварку безболезненной.
Свариваемый металл
Качество свариваемого материала во многом определяет количество разбрызгивания. Это варьируется от состава металла до его покрытия, а также чистоты его поверхности.
Причина: металлический состав
Некоторые металлы не предназначены для сварки. К ним добавлены компоненты с разной прочностью, не считая свариваемости.Другие продаются как свариваемые металлы, но производятся как можно дешевле с дешевыми добавками, включенными в смесь для изготовления сердечника. Если вас беспокоят брызги, не используйте металл любого типа. Хотя недорогие материалы привлекательны, содержащиеся в них загрязнители и несвариваемые компоненты часто вызывают чрезмерное разбрызгивание при сварке.
Решение
Эти материалы не подходят для сварки. Найти новый металл для использования – единственный способ минимизировать разбрызгивание в этом случае.Если у вас есть все, что у вас есть, и вам нужно выполнить работу, следуйте разделу «Другие решения», чтобы уменьшить влияние брызг на ваш проект.
Причина: металлическое покрытие
Хотя правильный тип материала имеет решающее значение для обеспечения минимального разбрызгивания, иногда в рамках проекта требуется специальное покрытие, чтобы покрыть металл перед сваркой. Сюда входят гальванические покрытия, любое металлическое покрытие, такое как цинк (электроклапан), хром, краска, резина и все остальное, что покрывает металлическую поверхность.
В основном, чем чище свариваемый материал, тем чище будет сварной шов, что приведет к меньшему разбрызгиванию. Некоторые покрытия, такие как предварительно загрунтованная сталь, имеющиеся в продаже, были разработаны без загрязнений сварных швов, что означает, что они не добавят проблем с разбрызгиванием, но большинство из них усложнят вашу жизнь, если их не тронуть.
Решение:
Отшлифуйте шерсть в том месте, где будете сваривать. Слой будет плавиться при сварке, но его шлифовка перед сваркой обеспечит чистую поверхность для работы с гораздо меньшим разбрызгиванием.Обязательно отшлифуйте по крайней мере ¾ дюйма вокруг места сварки. Сильный жар поглотит все, что находится рядом с ним, и приведет к излишнему разбрызгиванию, даже если оно не находится непосредственно в сварном шве.
Причина: грязный металл
Точно так же, как компоненты внутри металла и покрытия, покрывающие поверхность, вызывают проблемы при сварке, грязь является значительным фактором разбрызгивания. Будь то масло, смазка, линии маркера или немного пыли, он не будет хорошо сливаться с вашим сварным швом, вызывая проблемы с разбрызгиванием.
Решение
Очистите перед сваркой.Сварка – это простой процесс, который должен приводить к минимальному разбрызгиванию, если все подготовительные работы выполнены в первую очередь, а очистка является важным аспектом этого процесса. Это не займет много времени. Быстро протрите тряпкой перед включением нагрева, чтобы обеспечить гладкую сварку и свести к минимуму разбрызгивание.
Сварной наполнитель
Качественный материал позволяет создавать качественные сварные швы, а качественные сварные швы имеют минимальное разбрызгивание. Если вы купите правильный металл, но не качественную присадочную проволоку или пруток, вы вернетесь к исходной точке с проблемами разбрызгивания.
Причина: низкосортный наполнитель
Вы получаете то, за что платите, и если вы хотите избавиться от брызг, стоит выбрать качественный присадочный металл. Независимо от сварочной дисциплины, расходные материалы, которые вы используете, должны иметь правильный состав для получения чистых сварных швов. Как и в случае с основным металлом, компаниям дешевле создавать присадочные материалы, добавляя компоненты, не связанные со сваркой. Они по-прежнему служат своей цели, будучи свариваемыми и добавляя заливку вашему сварному шву, но дополнительные брызги – типичный результат компромисса.
Решение
Изучите качество наполнителей, которые вы планируете использовать, перед покупкой. Не покупайте просто самое дешевое, чтобы сэкономить, или даже самое дорогое, чтобы получить лучшее. Изучите различные типы и убедитесь, что вы покупаете качественный продукт, чтобы на нем было меньше брызг.
Причина: загрязненный наполнитель
Сварщики оставляют свои расходные материалы без крышек. Они загрязняются маслом, грязью и пылью и могут начать ржаветь из-за бездействия.Грязь и ржавчина, попадающие непосредственно в сварной шов, вызывают излишки брызг.
Решение
Следите за своими расходными материалами, накрыв их, когда они не используются. Присадочные стержни из нержавеющей стали не так важны, потому что они не ржавеют, но если они не используются, обязательно протрите их перед сваркой. Однако стальная пыль может вызвать ржавление нержавеющих стержней и загрязнение сварных швов. Если вы шлифуете сталь, держите нержавеющие стержни подальше.
Несмотря на то, что большинство сварочных катушек MIG покрыты, проволока всегда должна быть в пакете, когда не используется, если только она не используется часто или крышка катушки не закрыта.Влага может накапливаться на змеевике, если его слишком долго оставлять без покрытия, что приводит к образованию ржавчины.
СтержниSMAW (дуговая сварка) менее важны, поскольку флюс на стержне имеет уникальный способ удаления загрязняющих веществ, таких как воздух и другие загрязнения, из сварных швов. С другой стороны, влажные или маслянистые стержни будут производить гораздо больше брызг, поэтому все равно стоит хранить их в сумке или контейнере.
Настройки сварщика
Если вы купите качественную сталь с лучшими расходными материалами для нее, очистите все безупречно и погрузитесь в сварной шов, предполагая, что все будет хорошо, вы все равно можете получить ужасные брызги.В зависимости от качества используемых материалов, если настройки сварочного аппарата неправильные, у вас возникнет та же проблема.
Настройки MIG
Распространенной причиной брызг при сварке MIG является чрезмерная скорость или неравномерность подачи проволоки. При попадании присадочной проволоки в сварочную ванну происходит разбрызгивание. Сплошная проволока плавится с большой скоростью из-за сильного нагрева. По мере плавления присадочная проволока превращается в жидкую форму, образуя лужу. Если проволока нагреется до того, как коснется стали, она плавно расплавится в лужу с минимальным разбрызгиванием.Когда слишком холодно, проволока ударяется о бассейн, а затем тает и разбрызгивает его, вызывая хлопок и брызги разлетающихся брызг.
Настройки сварочного аппарата должны быть достаточно горячими, чтобы проволока расплавилась, прежде чем она попадет в бассейн со здоровой скоростью. Если он слишком горячий, проволока расплавится слишком далеко от бассейна, что приведет к разбрызгиванию огромного пространства между лужей и жидким металлом, движущимся к бассейну. Он также может образовывать липкий наконечник сопла, когда рядом с ним плавится проволока. Накапливаются остатки, вызывающие нестабильную скорость подачи из-за прилипания проволоки.Это приводит к дальнейшему разбрызгиванию. Обратите внимание, что теплота сварного шва определяется увеличением или уменьшением силы тока и напряжения сварных швов.
Изображение предоставлено: Prowelder87, Викимедиа
Настройки SMAW
Тот же принцип применяется к сварке SMAW. Ваше тепло должно соответствовать размеру стержней и толщине металла. Если сварка слишком холодная, сварной шов не будет гладкой. Он будет проходить между сваркой и прилипанием, вызывая чрезмерное разбрызгивание, некрасивый сварной шов и общее разочарование в процессе.
Если ваша сварка слишком горячая, вы можете создать однородный сварной шов, но вы должны двигаться намного быстрее, чтобы избежать прожога или образования подрезов. Избыточная скорость увеличивает разбрызгивание брызг. Поддержание постоянного нагрева, идеально подходящего для толщины листа и стержней, обеспечит самый чистый сварной шов.
Изображение предоставлено: Мгшулер, Викимедиа
Решение:
Чтобы убедиться, что ваш сварщик не способствует возникновению проблем с разбрызгиванием, потренируйтесь на чистом металлоломе, чтобы отрегулировать настройки сварочного аппарата MIG и SMAW, пока вы их не улучшите.Полезно знать, какие настройки рекомендуют сварщик и расходные материалы для вашего проекта (их можно найти на сварочном аппарате или на упаковке расходных материалов), но не полагайтесь на это, если брызги все еще остаются. В сварке переменные реальности означают, что ваши собственные методы проб и ошибок часто оказываются лучшим вариантом, когда что-то идет не так.
Техника сварщика
Когда я начал работать в мастерской, мой начальник настроил сварщика на идеальные настройки для работы. Я тщательно подготовил все свои детали к сварке и безупречно очистил их.Тем не менее, когда я уверенно взялся за проект, сварной шов выплюнул на меня, вызвав беспорядок по всей раме. У меня было все в порядке, кроме знания правильной техники сварки. Урок, который я усвоил, заключался в том, что нельзя забывать фундаментальный принцип правильной техники сварки: вы должны все хорошо подготовить, но изучение правильных методов не менее важно.
Техника MIG
Если вы стреляете по металлу горелкой MIG под углом 20 ° или более, не ожидайте, что он не разбрызгивается.Правильный угол не только меняет проплавление и форму сварного шва, но и играет важную роль в том, сколько брызг вы производите. Угол поворота полезен, но чем круче угол больше 15 °, тем больше у вас будет брызг.
Как уже упоминалось, постоянная скорость подачи проволоки сводит к минимуму разбрызгивание. Точно так же постоянная скорость движения и устойчивая рука обеспечивают чистый сварной шов. Чем более последовательны вы будете применять технику сварки, тем меньше будет разбрызгивания. Найдите правильный угол, скорость и линию, а затем придерживайтесь ее.
Убедитесь, что используемая техника соответствует типу сварного шва и материала. Один из примеров – толкание или вытягивание сварочной ванны. Когда сварной шов требуется высокое и постоянное тепловложение, лучше всего протянуть сварной шов (путешествуя с горелкой под углом от направления движения). Если сварной шов требует большего рассеивания тепла, а не локального тепловложения, толкание (под углом к направлению вашего движения) – лучший способ. Использование неправильной техники, соответствующей требованиям вашего сварного шва, приведет к излишнему разбрызгиванию.
Техника SMAW
В отличие от сварки MIG, существует меньше методов SMAW, которые определяют результаты разбрызгивания, но, например, при вытягивании разбрызгивается больше, чем при нажатии. Когда вы можете толкать, то толкайте, но помните, что не следует просто придерживаться одной техники, потому что она обычно создает меньше брызг. Правильный метод сварки также имеет решающее значение при сварке SMAW для уменьшения разбрызгивания.
Убедитесь, что ваша скорость движения правильная, и двигайтесь достаточно быстро, чтобы сварной шов был чистым, но помните, что чем больше скорость, тем больше брызг.Найдите правильную скорость сварки и постоянно придерживайтесь ее для достижения наилучших результатов.
Сварочный газ
Газ – еще один важный элемент в борьбе с разбрызгиванием. Тип газа, который вы используете, может иметь огромное влияние на чистоту сварного шва, что повлияет на количество производимых вами брызг. Существуют различные газы, которые можно использовать для защиты сварки MIG, но аргон и Co2 являются наиболее распространенными и лучшими для использования.
Чистый Co2
Чистый Co2 – менее дорогой газ для покупки.Он хорошо защищает и способствует глубокому проникновению, но известен тем, что производит гораздо больше брызг, чем аргон.
Чистый аргон
Чистый аргон в основном используется для сварки алюминия методом MIG (сплав с минимальным разбрызгиванием), а также для сварки нержавеющей стали методом TIG. Он не обеспечивает качественных сварных швов MIG для стали и будет иметь эффект, аналогичный чистому Co2 с плохим разбрызгиванием.
Смесь аргона и Co2
Для различных видов сварки MIG лучше всего подходят различные смеси, в том числе 95% аргона, от 5% Co2 до 80% аргона, 20% Co2, с некоторыми промежуточными комбинациями.Чем толще сталь, тем выше процентное содержание Co2. Если вы выберете правильную смесь для вашей толщины, это позволит добиться максимально гладкого шва с наименьшим количеством брызг.
Другие решения
Хотя следование приведенным выше решениям для минимизации разбрызгивания при сварке приведет к значительным результатам, обычно некоторое разбрызгивание все же будет. Для чего бы ни был проект, брызги выглядят некрасиво и их необходимо удалить.
В отличие от алюминия, брызги при сварке стали и нержавеющей стали сложно удалить.Эти три последних решения не остановят разбрызгивание, но они не позволят им испортить вашу работу или напрасно тратить ваше время.
Защита от брызг
Этот полезный продукт представляет собой спрей на масляной основе, который наносится на область сварки. Его можно приваривать без ущерба для качества сварного шва. Это предотвращает прилипание брызг к металлу, оставляя в основном свободные шарики на вашем проекте. Большинство из них можно либо смахнуть, либо легко отколоть. Вы оцените полезный продукт, но он не идеален.Некоторые брызги могут растаять на заготовке.
Лента сварочная
Эта лента – не обычная пластиковая лента. Обычно он изготавливается из алюминия и наносится везде, где вы хотите избежать брызг, но его нельзя использовать непосредственно там, где вы свариваете, как спрей для защиты от брызг. Это дорогой вариант, но для критически важных частей проекта, таких как обработанная поверхность или любая деталь, которую нельзя повредить, это идеальный вариант. Он может быть дорогим в зависимости от того, где вы его покупаете, но он не даст брызгам растаять в тех местах, где вы его нанесете.
Вы можете использовать другие ленты или другие материалы по более низкой цене. Имейте в виду, что большинство материалов плавятся, сгорают или даже загораются от брызг кипящей воды. Алюминиевая лента не пропускает брызг.
Долото / молоток для разбрызгивания
Когда вы применили все решения для получения идеального сварного шва, а на заготовке все еще остались пятна брызг, лучшим решением будет долото / молоток для разбрызгивания. Благодаря пружине в рукоятке и насадке для холодного зубила молоток с разбрызгиванием легко снесет все, что осталось на вашей работе.Это быстро, легко и оставляет мало доказательств наличия брызг.
Шлифовальный станок
Лучший друг сварщика с крыльчатым колесом – еще одно последнее средство. Он не счищает остатки, как молоток с разбрызгиванием, но стачивает их до чистой поверхности. Если вам необходимо выполнить чистовую шлифовку на проекте, можно быстрее забыть о молотке с разбрызгиванием и пощекотать пораженную поверхность, пока вы уже шлифуете другие области.
СВЯЗАННЫЕ РУКОВОДСТВА: 5 идей подарков для сварщиков
Последние мысли
При всех проблемах, связанных со сваркой, разбрызгивание является одной из самых серьезных проблем.Примените все шесть наборов решений к своему следующему сварочному проекту, и вы обязательно почувствуете разницу.
Оставляйте свои комментарии и любые советы ниже. Мы были бы рады получить известия от вас.
Изображение заголовка предоставлено: летчик Дженна К. Колдуэлл, база ВВС США МакКоннелл
В чем разница между сваркой на переменном и постоянном токе?
Что такое сварка постоянным током?
Постоянный ток – это электрический ток постоянной полярности, протекающий в одном направлении.Этот ток может быть положительным или отрицательным. При сварке постоянным током, поскольку магнитное поле и ток дуги постоянны, образуются стабильные дуги.
Преимущества
Преимущества сварки постоянным током:
- Более плавная сварка, чем у AC
- Более стабильная дуга
- Меньше брызг
- Негатив постоянного тока обеспечивает более высокую скорость наплавки при сварке тонких листов.
- Позитив постоянного тока обеспечивает большее проникновение в металл шва
Недостатки
Недостатками сварки постоянным током являются:
- Сварка постоянным током не может решить проблемы, связанные с продувкой дуги
- Оборудование дороже, так как токи постоянного тока требуют внутреннего трансформатора для переключения тока
Приложения
Сваркапостоянным током идеально подходит для соединения более тонких металлов, а также используется в большинстве случаев сварки штангой, включая сварку TIG сталей.Этот вид сварки также подходит для потолочных и вертикальных работ.
Что такое сварка на переменном токе?
Переменный ток – это электрический ток, который меняет направление много раз в секунду. Ток с частотой 60 Гц будет менять полярность 120 раз в секунду. При сварке на переменном токе, поскольку магнитное поле и ток быстро меняют направление, нет чистого отклонения дуги.
Преимущества
Преимущества сварки на переменном токе:
- Переменный ток между положительной и отрицательной полярностью обеспечивает более устойчивую дугу при сварке магнитных деталей
- Устраняет проблемы с дугой
- Обеспечивает эффективную сварку алюминия
- Сварочные аппараты переменного тока дешевле аппаратов постоянного тока
Недостатки
Недостатками сварки переменным током являются:
- Больше брызг
- Качество сварки не такое гладкое, как при сварке постоянным током
- Менее надежен и поэтому более сложен в обращении, чем сварка постоянным током
Приложения
При переключении на положительный ток переменного тока он также помогает удалять оксид с поверхности металла – следовательно, он подходит для сварки алюминия.
Сваркапеременным током также широко используется в судостроении, особенно для сварных швов, поскольку она позволяет устанавливать ток выше, чем при сварке постоянным током. Сварка на переменном токе также обеспечивает быстрое заполнение и используется для сварки толстых листов вниз.
Одно из основных применений сварки на переменном токе – это намагничивание материалов. Это делает его полезным для ремонта техники.
Как TWI может помочь?
TWI была в авангарде разработки процессов дуговой сварки и, как таковая, предлагает ряд сопутствующих услуг.Достижения включают в себя изобретение процесса сварки MIG с двумя проволоками (используемого для увеличения скорости сварки и скорости наплавки металла или для придания формы сварному шву) и технологии управления транзисторами, которые проложили путь для TWI к разработке импульсной сварки TIG, сварки MIG с коротким замыканием и импульсной сварки. MIG процессы.
Наша команда, состоящая из более чем 20 профессионалов в области сварки, включая высококвалифицированных международных инженеров-сварщиков, может предоставить квалифицированные консультации по любому вопросу, связанному с соединением материалов.
Напишите нам на contactus @ twi.co.uk, чтобы узнать больше.
Основы газовой дуговой сварки металлов: сварочный ток и сварочное напряжение
Введение
Газовая дуговая сварка (GMAW) – это сварочный процесс, который коммерчески доступен уже около 60 лет. Основная операция процесса GMAW происходит, когда электрическая дуга устанавливается и поддерживается между основным материалом и проволочным электродом с непрерывной подачей. Расплавленная сварочная ванна защищена от атмосферных условий оболочкой защитного газа, который непрерывно обтекает как присадочный металл проволоки, подаваемый в сварочную ванну, так и саму сварочную ванну.
Тепло электрической дуги служит для локального плавления основного металла, а также для плавления присадочного металла проволоки, подаваемого в сварной шов. В процессе GMAW участвуют две стороны:
1. Скорость горения: Относится к скорости в дюймах в минуту (дюйм / мин) или метрах в минуту (м / мин), при которой присадочный металл проволоки плавится или потребляется тепловой энергией сварочной дуги. Основными параметрами, регулирующими тепловую энергию дуги, являются сварочный ток, сварочное напряжение и состав защитного газа.
2. Скорость подачи: это просто относится к скорости, опять же в дюймах / мин или м / мин, с которой присадочный металл проволоки подается в сварной шов.
Для стабильной сварочной дуги скорость горения и скорость подачи должны быть равны друг другу. Например, если скорость горения выше скорости подачи, присадочный металл проволоки расплавится до контактного наконечника и вызовет проблемы. За исключением переноса металла короткого замыкания, если скорость подачи выше скорости горения, присадочный металл проволоки будет попадать в расплавленную сварочную ванну, что опять же вызывает проблемы.
Существует четыре основных параметра процесса GMAW, которые влияют как на профиль проплавления в основной материал, так и на профиль сварного шва над основным материалом для данного сварного шва:
1. Сварочный ток
2. Сварочное напряжение
3. Расстояние от контакта до рабочего места
4. Скорость перемещения
Приведенная ниже информация описывает самые основные эффекты, которые переменные сварочного тока и сварочного напряжения оказывают на профиль проплавления в основном материале и профиль сварного шва, который находится над основным материалом.В качестве основного материала для следующих сварных швов используется холоднокатаный пруток 1018 бар, а в качестве защитного газа используется 90% аргона – 10% CO2.
GMAW с источником питания постоянного напряжения
В процессе GMAW обычно используется источник питания постоянного напряжения (GMAW-CV), который обеспечивает относительно постоянное выходное сварочное напряжение в диапазоне сварочных токов. Для GMAW-CV сварщик выбирает скорость подачи проволоки (WFS) на механизме подачи проволоки и соответствующее напряжение на источнике сварочного тока.Таким образом, внутренняя схема источника питания обеспечивает соответствующее количество сварочного тока, необходимого для поддержания стабильной дуги. Переменные процесса GMAW, такие как ток и скорость подачи проволоки, взаимосвязаны, поэтому одна из них не может быть независимо отрегулирована, не влияя на другую, путем изменения настройки переключателя WFS на самом источнике питания.
Сварочный ток
Переменная сварочного тока в первую очередь регулирует количество наплавленного металла шва во время сварки.Как обсуждалось ранее, переменные процесса WFS и ток напрямую связаны, так что одно увеличение связано с другим, и наоборот. Сварные швы 1-5 демонстрируют эту взаимосвязь (рис. 1 и 2). При сохранении всех остальных переменных постоянными WFS постепенно увеличивался от сварного шва 1 до сварного шва 5, что, соответственно, увеличивало сварочный ток. Помните, что сварщик устанавливает WFS, а не текущий уровень источника питания GMAW-CV, поэтому основной способ регулировки тока – регулировка WFS. В таблице 1 показаны данные сварки этих швов.
Сварочный ток также влияет на профиль проплавления. Удерживая все остальные переменные постоянными, по мере увеличения сварочного тока шов будет проникать в основной материал. Это увеличение проплавления видно в сварных швах 1-5, рис. 1. Движущая сила, лежащая в основе пальцеобразного проплавления сварных швов 3-5, заключается в том, что режим переноса металла в сварочной дуге был режимом переноса металла распылением. Этот режим переноса металла обычно переходит от шарового режима к режиму распыления при сварочном токе свыше примерно 190 ампер для определенных комбинаций металла и защитного газа.
Рисунок 1. Поперечное сечение сварных швов 1-5. Красный контур лучше отображает профиль проникновения.
Рисунок 2: Вид сверху сварных швов 1-5
Таблица 1: Параметры сварочного тока
Сварочное напряжение
Сварочное напряжение в первую очередь регулирует длину дуги, которая представляет собой расстояние между расплавленной сварочной ванной и присадочным металлом проволоки в точке плавления внутри дуги.По мере увеличения напряжения сварной валик будет больше расплющиваться и иметь увеличивающееся отношение ширины к глубине. Сварные швы 7-11 на Рисунке 4 показывают это расширение сварных швов при увеличении напряжения. В таблице 2 приведены данные для этих сварных швов.
Обратите внимание, что проплавление сварных швов 7–9 оставалось относительно постоянным. Несмотря на изменение напряжения, сварочный ток не изменился, поэтому проплавление шва существенно не изменилось. Сварные швы 10 и 11 показали увеличение проплавления в виде пальца, а также увеличение сварочного тока.По мере того, как длина дуги увеличивается пропорционально увеличению напряжения, удлинение электрода, расстояние от контактного наконечника до точки, где сварочная проволока плавится в дуге, соответственно уменьшается, Рис. 3.
Рисунок 3: Диаграмма удлинения электродов и длины дуги
По мере уменьшения удлинения электрода уменьшается и сопротивление сварочному току, протекающему через эту часть проволоки. По закону Ома и при постоянном напряжении сварочный ток может увеличиваться.Ток действительно был увеличен, и его было достаточно, чтобы изменить режим переноса с шарового на распыленный, о чем свидетельствует увеличение проникновения пальца. Этот феномен будет более подробно объяснен в следующем блоге, в котором будет рассмотрено влияние переменных расстояния контакта и рабочего расстояния (CTWD).
Рис. 4. Поперечное сечение сварного шва 7-11. Красный контур лучше отображает профиль проникновения.
Рисунок 5: Вид сварных швов сверху 7-11
Таблица 2: Данные сварочного напряжения
В следующий раз мы рассмотрим переменные расстояния между контактом и рабочей поверхностью (CTWD) и скорость перемещения и посмотрим, как они влияют на профиль сварного шва и проникновение основного материала.
С любыми вопросами об основных принципах работы GMAW обращайтесь к Нику Капустке по адресу [email protected].
Как решить распространенные проблемы ультразвуковой сварки
Ультразвуковая сварка – широко признанный и принятый процесс соединения термопластичных материалов. Он предлагает множество преимуществ, включая надежность и повторяемость процесса, меньшее потребление энергии по сравнению с другими методами соединения, экономию материалов (поскольку нет необходимости в расходных материалах, таких как клей или механические крепежные детали), а также экономию рабочей силы.
Но, как и в случае с любым другим процессом, существуют ситуации, когда очевидные проблемы с этой технологией могут прервать производственный процесс. Ключом к решению и предотвращению этих проблем является понимание их вероятного происхождения. Процессоры, успешно применяющие ультразвуковую сварку, обычно имеют две основные характеристики: у них есть хорошо задокументированный и валидированный процесс сварки; и этот процесс поддерживается и поддерживается резидентом, хорошо обученным «чемпионом». Если один или оба этих важных фактора отсутствуют, вы, скорее всего, очень скоро обратитесь за помощью.Даже когда оба присутствуют, возможно, вам понадобится помощь или техническая помощь хотя бы время от времени.
КАК РАБОТАЕТ ПРОЦЕСС
Прежде чем исследовать общие причины проблем ультразвуковой сварки, давайте разберемся с самим циклом сварки. При ультразвуковой сварке высокочастотные колебания воздействуют на поверхности двух деталей с помощью вибрирующего инструмента, обычно называемого «рогом» или «сонотродом». Сварка происходит в результате теплоты трения, возникающей на границе раздела между деталями.Ультразвуковые колебания создаются рядом компонентов – источником питания, преобразователем, усилителем и звуковым сигналом – которые передают механическую вибрацию деталям.
Как показано на рис. 1, источник питания принимает стандартное линейное напряжение и преобразует его в рабочую частоту. В следующем примере мы будем использовать обычную частоту ультразвуковой сварки 20 кГц, хотя сварка может выполняться в диапазоне от 15 до 60 кГц для удовлетворения особых потребностей. В процессе работы источник питания передает электрическую энергию заданной частоты через ВЧ-кабель к преобразователю.В преобразователе используется пьезокерамика для преобразования электрической энергии в механические колебания на рабочей частоте источника питания. Эта механическая вибрация увеличивается или уменьшается в зависимости от конфигурации усилителя и рупора. Правильная амплитуда механической вибрации определяется прикладным инженером и основывается на термопластических материалах, используемых в деталях.
Свариваемые детали подвергаются механической нагрузке, как правило, с помощью пневматического привода, удерживающего усилитель и звуковой сигнал.Под этой нагрузкой механические колебания передаются на границу раздела между поверхностями материала, которая фокусирует колебания для создания межмолекулярного и поверхностного трения. Это трение вызывает нагревание и последующее плавление, которое затвердевает в сварную связку.
Основными компонентами ультразвуковой системы являются источник питания, привод и блок (см. Рис. 2). Источник питания принимает линейное напряжение от 120 до 240 В и преобразует его в высоковольтный высокочастотный сигнал.Он также содержит программирование, необходимое для управления приводом и пакетом для достижения желаемого результата сварки. Привод с пневматическим или электрическим сервоприводом, доступный как автономный настольный блок или интегрированный в автоматизированную систему, перемещает ультразвуковой инструмент к соединяемым деталям. Он прилагает необходимое усилие к материалам, чтобы создать условия для сварки.
Ультразвуковой комплект завершает систему. Он передает энергию вибрации за счет прямого контакта с деталями на поверхность уплотнения / соединения.Пакет обычно состоит из трех элементов: преобразователя или преобразователя (описанного выше), который содержит пьезоэлектрические керамические кристаллы, которые колеблются с частотой подаваемого сигнала источника питания. Когда эти кристаллы колеблются, они физически расширяются и сжимаются, создавая измеримое механическое движение (называемое размахом амплитуды) на выходной стороне преобразователя.
Вторая секция, усилитель, с прикрепленным кольцом в средней части, выполняет две функции: она действует как точка крепления пакета в приводе, а также служит для усиления или уменьшения выходного движения, создаваемого преобразователем.
Третий и последний компонент стопки – это рог (сонотрод), который будет контактировать с соединяемыми частями. Рупор будет спроектирован так, чтобы соответствовать профилю жестких частей, которые должны быть соединены, или может иметь уплотнительный профиль, добавленный к его контактной поверхности при применении пленки / текстиля. Для каждого случая применения рупор спроектирован для объединения с другими компонентами пакета для достижения оптимального уровня выходной амплитуды, что позволяет проводить ультразвуковую сварку с максимальной эффективностью.
ТИПОВЫЕ ЗАДЕРЖКИ
Проблемы обычно возникают в одной из четырех областей:
1. Оборудование : оборудование для ультразвуковой сварки или различные сварочные компоненты не подходят для данной области применения.
2. Параметры процесса : Используемые параметры не подходят для соединяемых деталей.
3. Материалы : Изменения вносятся в тип, состав или физико-механические характеристики материалов, используемых в деталях.
4. Конструкция детали : Некоторые детали геометрии детали не подходят для повторяемой или успешной сварки.
Следует также отметить, что иногда проблема, выявленная в одной области, может выявить слабость или недостаток в другой области.
Начнем с оборудования. Легко и обычно логично думать, что оборудование и подходы, обеспечивающие успешную сварку в одном приложении, будут делать это в другом. Но это не всегда верно. В мире наиболее широко используются аппараты для ультразвуковой сварки с частотой 20 кГц; Благодаря своей универсальности эти сварочные аппараты могут обеспечивать выходную мощность большой мощности (до 6000 Вт) и большой амплитуды, а также работать с инструментами самых разных размеров.Для контрактного производителя, который производит детали с ультразвуковой сваркой, оборудование с частотой 20 кГц может быть отличным вложением, поскольку оно открывает перспективы для будущего использования во многих областях.
Однако в некоторых случаях – особенно с небольшими и хрупкими деталями – возможности большой мощности и большой амплитуды оборудования с частотой 20 кГц могут оказаться слишком «агрессивными» для определенных сборок, что может привести к повреждению. Одно из возможных решений – уменьшить входную амплитуду, но это не сработает, если приложенная амплитуда ниже рекомендуемого уровня для свариваемого полимера.
Еще одно средство защиты – это посмотреть на оборудование, которое работает на более высокой частоте, возможно, 30 или 40 кГц, при условии, что инструменты, необходимые для приложения, доступны для использования на этой частоте. Более высокочастотное оборудование производит более низкую амплитуду на выходе, но компенсирует резонанс на более высокой частоте. Таким образом, высокочастотные сварочные аппараты считаются «более щадящими» в применении ультразвуковой энергии к деталям. Электронные сборки, особенно с чувствительными таймерами / генераторами и другими компонентами, расположенными на печатных платах, выиграли от этого подхода.Аналогичным образом, детали, которые страдают от «диафрагмирования» или «масляного консервирования» из-за чрезмерного перемещения одной из сопрягаемых частей, часто выиграют от перехода на высокочастотное оборудование.
Еще один потенциальный фактор – неисправности оборудования. Это редко происходит без предупреждения. Одним из очевидных примеров является изменение или увеличение шума, производимого во время работы сварочного аппарата. Опытные операторы и обслуживающий персонал часто настроены на такие тонкие гармонические колебания и всегда должны сообщать об этих изменениях руководителю.Принятие во внимание «скрипящего колеса» раньше, чем позже, вполне может позволить выявить и решить проблему до того, как производство пострадает.
Аналогичным образом, новое ультразвуковое оборудование позволяет пользователям выполнять интерактивные диагностические проверки функций, которые при правильной интерпретации и использовании в сочетании с другими предупреждающими знаками, такими как шум, могут предупредить пользователя о тревожных тенденциях, прежде чем они станут серьезными проблемами. Источники питания с помощью усовершенствованных протоколов связи могут получать такие данные, как «результаты графика сварного шва» и «сканирование рупора», которые можно сравнивать с базовыми данными, полученными, когда оборудование было новым, недавно обслуживалось или работало на должном уровне.
С помощью этой информации опытные пользователи могут сосредоточить свои усилия на устранении неполадок и определить, требуются ли дополнительные действия или дальнейший мониторинг. После выявления проблемной области замена подозрительных компонентов на заведомо исправные – это один из способов точно определить сварочное оборудование, требующее ремонта или корректирующих действий. Примеры полезных диагностических данных:
• График сварных швов . Это может помочь выявить различия между хорошими и подозрительными частями.Данные, отображаемые на графике сварного шва, как показано на рис. 3, включают амплитуду, потребляемый ток, мощность, частоту и фазу. Изменения амплитуды, фазы, частоты и тока могут указывать на проблему с источником питания или стеком. Несоответствие в потребляемой мощности может указывать на изменение процесса (например, в давлении сварного шва), изменение геометрии детали (допуски, особенно в области соединения, возможно, изменились) или проблему с компонентами пакета (рупор или преобразователь начинают выходить из строя) .
• Диагностический скан звукового сигнала .Это определяет, потребляет ли рупор больше энергии (отображается как увеличение мощности, необходимой для работы в воздухе). Повышенное энергопотребление может указывать на образование трещины в роге. Такие трещины иногда бывают внутренними и поэтому не всегда видны невооруженным глазом.
• Случайные данные . Данные, которые кажутся хаотичными по сравнению с известными хорошими данными, могут указывать на неисправность преобразователя, звукового сигнала или радиочастотного кабеля, как показано на рис. 4.
ПАРАМЕТРЫ ПРОЦЕССА И МАТЕРИАЛЫ
Тщательный контроль и документирование параметров процесса – еще одна область, которую нельзя упускать из виду.Производители медицинских и автомобильных компонентов знают об этом и соблюдают строгие процедуры, часто требуемые регулирующими органами, такими как FDA, которые приводят к высокой степени успеха при использовании ультразвуковой сварки.
К сожалению, переработчики других продуктов, таких как игрушки или одноразовые изделия, часто работают в соответствии с гораздо менее строгими требованиями и осуществляют гораздо более слабый контроль процесса. В подобных ситуациях операторы могут постоянно корректировать настройки в ответ на изменение деталей или условий производства.Хотя такой подход может привести к удовлетворительному производству, любые возникающие проблемы труднее диагностировать, особенно удаленно, когда параметры процесса часто меняются. Например, было ли последнее изменение параметра вызвано проблемой оборудования или изменением состава или качества детали?
Обычно, когда в таком приложении требуется помощь, инженер по ультразвуковой сварке, задав несколько основных вопросов, касающихся деталей (материал, конструкция соединения, требования к испытаниям и текущая настройка машины), может направить заказчика к правильному решению. .Этот подход особенно полезен, если поиск и устранение неисправностей может выполняться непосредственно на станке с использованием серийных деталей. Обзор процесса поиска и устранения неисправностей / настройки параметров показан на рис. 5.
Проблемы, связанные с материалами, являются частым источником несоответствий или проблем в производстве. Как отмечается в следующих примерах, даже незначительные отклонения в материалах могут существенно повлиять на качество сварки или производства:
• Замена полимеров . Поскольку цены колеблются, переработчики часто хотят переключаться между аналогичными полимерами по экономическим причинам.Однако перед внесением каких-либо изменений целесообразно проконсультироваться со специалистом по ультразвуковой сварке.
Одним из примеров распространенного, но потенциально проблемного изменения является переход от легко свариваемого аморфного материала, такого как АБС, к гораздо более сложному для сварки полукристаллическому полимеру, например полипропилену. Для успешной сварки ABS требуется меньшая мощность ультразвукового пакета (30–70 микрон при 20 кГц), чем для полипропилена (90–120 микрон). Если это изменение приводит к тому, что детали не обладают той прочностью, которая была раньше, или сварка занимает больше времени, или если сварные швы вызывают повреждение чувствительных поверхностей / компонентов сборки, проблема может заключаться в отсутствии выхода ультразвукового пакета.Проверка компонентов пакета, в частности рупора и усилителя, необходима для определения того, позволят ли усовершенствования любого компонента
приложению эффективно сваривать новый полимер и вернуть приложение к «нормальному» диапазону успеха.
• Высокое содержание доизмельчения . Повторно измельченные термопласты, хотя и могут плавиться и подвергаться многократному преобразованию, претерпевают некоторое ухудшение своих физических свойств с каждым последующим плавлением. Совокупный эффект слишком большого количества переточенного материала может привести к отказу деталей в соответствии со спецификациями.По этой причине Брэнсон рекомендует использовать не более 10% переточки в деталях, подлежащих ультразвуковой сварке. В конкретных приложениях, требующих соблюдения строгих критериев испытаний и приемки, производители должны тщательно рассмотреть возможность периодического анализа производственных материалов, чтобы постоянно проверять качество материалов, используемых для изготовления готовых деталей.
• Содержание наполнителя . Часто наполнители необходимы для обеспечения прочности и долговечности деталей. Однако различные типы и процентное содержание наполнителей в деталях могут повлиять на успех процессов соединения пластмасс.Брэнсон рекомендует, чтобы содержание наполнителя не превышало 30%. Соединение деталей, содержащих более высокий процент наполнителя, особенно длинных волокон, иногда приводит к накоплению наполнителей в сварном шве, что может снизить прочность сварного шва.
Еще одна проблема – абразивные наполнители. Некоторые наполнители, которые придают дополнительную прочность или ударную вязкость, включая карбонат кальция, диоксид кремния и тальк, также могут быть абразивными для контактных поверхностей инструмента. Продолжительное воздействие абразивных деталей на поверхности инструмента может вызвать износ, который может привести к косметическому повреждению деталей и недостаточной передаче энергии на соединяемые детали.
Рекомендуется переход на титановые рожки с износостойкими поверхностями (например, карбид или нитрид титана). Для крепления рекомендуется сталь или закаленная нержавеющая сталь.
НАСТРОЙКА ДЕТАЛЕЙ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Правильное решение всего остального – оборудования, материалов и процесса – не будет иметь большого значения, если детали, которые вы пытаетесь сварить, не будут правильно спроектированы. Но вместо того, чтобы пытаться здесь рассматривать все детали хорошей конструкции детали, давайте сосредоточимся на некоторых основных причинах неправильной конструкции детали:
• Отсутствие четко определенных целей проекта или приложения .Многие прикладные проекты испытывают трудности, когда есть «движущаяся цель» для тестирования и принятия. Например, потребуется ли приложению испытание на падение? Испытание под давлением? И если да, то при каких значениях? Эти значения необходимы для эффективного проектирования уплотнительного шва. Как правило, критерии приемки требуют заблаговременного рассмотрения и принятия решений, чтобы проект продолжался гладко.
• Непонимание лучших типов соединений для конкретных приложений .Неоптимальные конструкции соединений часто возникают, когда главный проектировщик, который может иметь лишь ограниченное представление о процессах соединения пластмасс, продвигает проект вперед только для того, чтобы обнаружить, что было принято неправильное решение и что характеристики соединения и сварного шва детали не были должным образом считается.
Часто такие выводы делаются только после того, как уже сделаны значительные инвестиции (завершение изготовления пресс-формы, изготовление деталей и первоначальные испытания сварных швов). Опять же, ключевые аспекты, связанные с деталями и сварными швами (контроль за оплавлением сварного шва и тип уплотнения – герметичный, структурный или и то, и другое) должны быть определены на ранней стадии проекта.Сотрудничество с инженером по ультразвуковой сварке на начальных этапах проекта может помочь определить ключевые критерии детали, лучше обучить проектировщиков и помочь минимизировать или, по крайней мере, выявить возможные риски.
• Износ пресс-формы, обычно вызываемый использованием абразивных полимеров или наполнителей, может со временем привести к деталям, которые существенно отличаются по размерам от ранее утвержденных деталей. В результате основные элементы соединения, такие как направляющие энергии или соединения с натягом на сдвиг, больше не соответствуют спецификациям.Профили деталей могут больше не входить в набор инструментов. Результаты сварки могут становиться все более и более противоречивыми. К средствам устранения этой проблемы относятся переделка существующей формы или изготовление новой формы.
В конечном счете, проблемы с деталями, сваренными ультразвуком, могут возникать из многих источников. Вызов местного представителя оборудования для ультразвуковой сварки, как только возникнет подозрение на проблему, может дать рекомендации по диагностике и устранению неполадок, часто с помощью телефонных звонков или электронной почты, которые могут помочь вам выявить, минимизировать или решить потенциальные производственные проблемы.Чтобы уменьшить потребность в устранении неполадок, следуйте этим рекомендациям:
• Сотрудничайте на ранних этапах разработки проекта (или вносите изменения в конструкцию, если предполагаются существенные изменения материала, формы или функциональности) со специалистами по прикладной инженерии поставщика оборудования для ультразвуковой сварки.
• Всегда имейте запас запасных компонентов производственного качества, особенно для критически важных приложений, где перебои в производстве могут вызвать серьезные операционные или финансовые проблемы.Запасные части для производства являются жизненно важным помощником в устранении проблем с соединением и, в случае нехватки поставок, могут поддерживать производство в рабочем состоянии с минимальным временем простоя.
• Воспользуйтесь возможностями обучения, которые позволят вам освоить технологию соединения пластмасс, которую вы используете. Брэнсон, например, предлагает семинары в различных корпоративных точках и на объектах клиентов, обеспечивая практическое обучение и техническую помощь, необходимую для того, чтобы ваш «чемпион» в ультразвуковом процессе был хорошо информирован о новейших технологиях и был готов обучать и обслуживать технологии по мере необходимости в вашем средство.Инженеры-конструкторы, инженеры по качеству, персонал по техническому обслуживанию оборудования, а также производственный / производственный персонал могут извлечь выгоду из времени, потраченного на учебные занятия.
ОБ АВТОРЕ : Дэвид Дальстранд является сыном Эмерсона. региональный технический координатор / инженер по развитию текстиля для Branson Ultrasonics Corp., Данбери, штат Коннектикут. Он обладает знаниями в области приложений и разработкой инструментов для ультразвуковых, вибрационных, орбитальных, термических и лазерных технологий соединения, используемых при сборке жестких термопластов, синтетических тканей и фильмы.Обращаться: (770) 962-2111, доб.17; [email protected]; emerson.com.
Часто задаваемые вопросы по технике безопасности при сварке – поражение электрическим током
Опасности поражения электрическим током
В: При каких обстоятельствах вы можете получить удар электрическим током?
A: Вы получите поражение электрическим током при прикосновении к двум металлическим предметам, между которыми есть напряжение.
Q: При каком напряжении вы можете получить травму от удара электрическим током?
A: 120 вольт – это обычное напряжение, которое есть в каждом доме в Соединенных Штатах.50 вольт или меньше может быть достаточно, чтобы ранить или убить в зависимости от условий.
В: Что более опасно: переменный (переменный ток) или постоянный (постоянный) ток?
A: Как правило, переменный ток (AC) более опасен, чем постоянный ток (DC).
Q: Какие напряжения используются в процессе дуговой сварки?
A: Дуговая сварка включает в себя напряжение разомкнутой цепи (когда не сварка), которое обычно составляет от 20 вольт до 100 вольт.
В: Какие напряжения обычно встречаются внутри корпуса аппарата для дуговой сварки?
A: Напряжение внутри сварочного оборудования обычно намного выше: от 120 до 575 вольт и более.
Первичный удар электрическим током
В: Почему удар первичным напряжением более опасен, чем вторичный ток?
A: Удар первичного напряжения – от 115 до 600 вольт – очень опасен, потому что это напряжение намного больше, чем вторичное (или сварочное) напряжение сварщика.
В: Когда вы можете получить удар током первичного напряжения?
A: Вы можете получить удар от первичного (входного) напряжения, если: прикоснетесь к проводу или другому электрически «горячему» компоненту внутри сварочного аппарата, когда вы держите свое тело или руку на корпусе сварочного аппарата или другом заземленном металле с возможностью сварщик “о.«
Q: Что нужно сделать, чтобы отключить электропитание внутри корпуса сварочного аппарата?
A: Чтобы выключить питание внутри сварочного аппарата, необходимо отсоединить входной шнур питания или выключить выключатель питания.
В: Зачем заземлять корпус аппарата для дуговой сварки?
A: Корпус должен быть заземлен, чтобы при возникновении проблемы внутри сварочного аппарата перегорел предохранитель, отключив питание и сообщив о необходимости ремонта.
Q: Как определить провод заземления во входном силовом кабеле?
A: Заземляющий провод входного питания имеет зеленую изоляцию или может вообще не иметь изоляции.
В: В чем разница между рабочим кабелем и заземляющим проводом?
A: Зеленый заземляющий провод, используемый для подключения сварочного аппарата к заземлению, отличается от рабочего кабеля (иногда называемого «сварочным заземляющим кабелем»), который является частью цепи дуговой сварки и пропускает только сварочный ток. Рабочий кабель не заземляет корпус сварщика.
Вторичный электрический шок
В: Что должно произойти, чтобы вы получили электрический шок вторичного напряжения?
A: Удар электрическим током вторичного напряжения происходит, когда вы касаетесь части сварочной цепи или цепи электрода – возможно, оголенного участка на кабеле электрода, в то время как другая часть вашего тела касается металла, на который вы свариваете (работа ).Чтобы получить электрический ток, ваше тело должно одновременно касаться обеих сторон сварочного контура, электрода и заготовки (или сварочного заземления) при включенной сварочной мощности.
В: Когда напряжение на электроде самое высокое?
A: напряжение на электроде наиболее высокое, когда вы не ведете сварку (напряжение холостого хода).
Методы безопасного труда
Q: Когда стержневой электрод «электрически горячий»?
A: Штекерный электрод всегда «электрически горячий», когда сварочный аппарат включен.
В: Как защитить себя от поражения электрическим током при сварке?
A: Изолируйте свое тело от металла, который вы свариваете. Не кладите тело, руки или ноги на заготовку (свариваемый металл), особенно если ваша одежда мокрая или обнажена голая кожа (а этого не должно быть, если вы одеты правильно). Используйте фанеру, резиновые коврики или другой сухой утеплитель, чтобы стоять или лежать на нем. При сварке надевайте сухие перчатки в хорошем состоянии. Не прикасайтесь к электроду или металлическим частям электрододержателя кожей или влажной одеждой.
Электрически опасные зоны
В: При каких условиях дуговая сварка является электрически опасной?
A: Ситуация может быть электрически опасной, если сварка должна выполняться в электрически опасных условиях (во влажных местах или в мокрой одежде, на металлических конструкциях, таких как полы, решетки или строительные леса, в стесненных положениях, например сидя, на коленях или лежа. , или если существует высокий риск неизбежного или случайного контакта с обрабатываемой деталью или землей).
Q: Какой тип сварочного оборудования лучше всего подходит для дуговой сварки в электрически опасных условиях?
A: Полуавтоматический сварочный аппарат постоянного напряжения постоянного тока, ручной сварочный аппарат постоянного тока или сварочный аппарат переменного тока с пониженным контролем напряжения.
В: Что делать, если вы получили удар электрическим током?
A: Если вы при каких-либо обстоятельствах столкнулись с поражением электрическим током, воспринимайте это как предупреждение. Прежде чем продолжить сварку, проверьте свое оборудование, рабочие привычки и рабочую зону, чтобы увидеть, что не так.Немедленно обратитесь к врачу.
В: Что делать, если вы считаете, что с вашим сварщиком что-то не так?
A: Если вы считаете, что что-то не так, отключите сварочное устройство от источника питания и сообщите о проблеме своему руководителю или квалифицированному электрику. Не используйте сварочный аппарат снова, пока он не будет проверен.
Подробная ошибка IIS 8.5 – 404.11
Ошибка HTTP 404.11 – не найдено
Модуль фильтрации запросов настроен на отклонение запроса, содержащего двойную escape-последовательность.
Наиболее вероятные причины:
- Запрос содержал двойную escape-последовательность, а фильтрация запросов настроена на веб-сервере, чтобы отклонять двойные escape-последовательности.
Что можно попробовать:
- Проверьте параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping в файле applicationhost.config или web.confg.
Подробная информация об ошибке:
| Модуль | RequestFilteringModule |
|---|---|
| Уведомление | BeginRequest |
| Обработчик | StaticFile |
| Код ошибки | 0x00000000 |
| Запрошенный URL | http: // www.esab.ca:80/literature/plasma%20equipment/mechanized%20components/accessories/m3%20smart%20voltage%20height%20control_0558011505_03nov11.pdf |
|---|---|
| Physical Path | C: \ inetpub \ www 20оборудование \ механизировано% 20компоненты \ аксессуары \ м3% 20smart% 20voltage% 20height% 20control_0558011505_03nov11.pdf |
| Метод входа в систему | Еще не определено |
| Пользователь входа в систему | Еще не определено |