Ворота кованые фото изготовление чертеж: Ворота Всем! – ворота кованые фото изготовление чертеж
alexxlab | 06.04.1986 | 0 | Разное
Своими руками чертежи кованых ворот фото и видео
Ворота с коваными элементами выглядят красиво и изысканно, каждый проходящий человек обязательно остановит свой взгляд на благородных формах и фигурах въезда на территорию частного подворья. Гости будут выражать восхищение, а мастер будет испытывать гордость за свою искусную работу.
Кованые конструкции стоят дорого, и не каждый хозяин может нанять специалистов для изготовления респектабельных и стильных ворот, поэтому некоторые стараются совместить приятное с полезным и сделать вход во двор своими руками, украсив калитку и ворота коваными изделиями.
Большинство современных мастерских используют при изготовлении ворот такие же готовые элементы, которые продаются в магазинах или на просторах интернета. За установку их на ворота способом сварки с владельца дома возьмут кругленькую сумму, а, постаравшись, этих расходов можно избежать, выполнив интересную работу своими руками.
Делать кованые калитки можно двумя способами:
- любительским – если кованые элементы приобретаются в магазине и привариваются к металлическим или деревянным створкам;
- профессиональным — если все кованые фигурки (пики, спирали, завитки) человек изготавливает своими руками.


- 1.1 Порядок работ
- 1.2 Покраска металлических кованых ворот
- 2.1 Как делать пики
- 2.2 Изготовление спирали
- 2.3 Изготовление изогнутых и круглых элементов
- 2.4 Установка кованых ворот
Как сделать кованые ворота своими руками любительским способом
Этот метод не требует специальной и серьезной подготовки. Мастер – любитель должен уметь варить сварочным аппаратом, зачищать места сварки, подготавливать металл под окраску и производить окончательную отделку поверхности. Для работы достаточно будет иметь инверторную сварку, и электроды. Из материалов понадобятся те, которые нужны будут для сварки конструкции ворот:
- труба диаметром до 100 мм для установки стоек;
- уголок, квадрат или труба диаметром 25– 40 мм для выполнения каркаса створок и обвязки с распорками;
- петли для навески створок
- если конструкция створки решетчатая, тогда требуется арматура диаметром 10 мм, можно ребристой поверхности;
- если створки глухие, то для заполнения используется профнастил или листы металла;
- выбранные кованые детали, приобретенные в магазине.
Для изготовления кованых калиток своими руками используют ранее составленный чертеж, по которому можно с уверенностью сделать порезку материала, сварить конструкцию и сделать раскладку декоративных элементов на площади створок. Эскиз для создания шедевра можно посмотреть на многочисленных фото или сделать эксклюзивный оригинальный вариант, если хозяин чувствует возможность осуществить какие-то свои замыслы.
Любые калитки могут быть глухими с расположенными на них декоративными фигурами. Большей привлекательностью с точки зрения дизайнерской мысли выглядят ворота из соединенного в определенном порядке прутка, который служит основанием для размещения кованых элементов при создании выбранного ансамбля. Предварительно нужно создать композицию на бумаге, чтобы не перегрузить поверхность ворот многочисленными, не стыкующимися между собой, мотивами.
Так, для тех мастеров, которые не обладают навыками кузнечного дела, самым простым будет применение готовых мотивов на плоскости стандартных ворот. Добавить немного ажурной вязи к безликим воротам из профлиста будет как раз впору, и ажурная калитка будет встречать гостей дома витиеватым коваными элементами. В магазинах кованых изделий покупают пики, кольца, завитки, цветы, спирали и многие другие великолепные произведения мастерства горячего искусства.
Добавить немного ажурной вязи к безликим воротам из профлиста будет как раз впору, и ажурная калитка будет встречать гостей дома витиеватым коваными элементами. В магазинах кованых изделий покупают пики, кольца, завитки, цветы, спирали и многие другие великолепные произведения мастерства горячего искусства.
Порядок работ
Для начала можно взять имеющиеся ворота или сварить новые. Старые створки нужно аккуратно снять с петель и очистить плоскость от наслоений и налипания металла, возможно, ржавчины. Эскиз рисунка переносится на поверхность ворот с увеличением масштаба и точным указанием мест расположения.
Прикрепление кованых деталей к поверхности делают точечной сваркой, после проведения процедуры с помощью «болгарки» с насаженным шлифовальным диском приводят в порядок поверхность швов, в идеале они не должны быть видны. После покраски подготовленные створки можно вешать на петли стоек.
Покраска металлических кованых ворот
После приварки декоративных украшений внимание уделяют технологии правильной покраски. Если сделать это спустя рукава, то уже через год появившаяся коррозия сведет на нет все усилия по приданию воротам респектабельного внешнего вида. Покраска делится на три этапа:
Если сделать это спустя рукава, то уже через год появившаяся коррозия сведет на нет все усилия по приданию воротам респектабельного внешнего вида. Покраска делится на три этапа:
- подготовительные работы;
- грунтовка поверхности деталей и полотна;
- окончательная окраска.
Подготовительные работы включают в себя шлифовку кованых элементов и мест сварки, чтобы они имели однородную поверхность. Если допущены пропуски в сварном шве, то требуется пройти проблемные места электродами еще раз, затем повторить шлифовку.
После шлифовки обрабатывают декоративные элементы
Окраску проводят согласно выбранной схеме, иногда в кованых воротах используют два или более цветов для придания большей эффективности ансамблю.
Как сделать своими руками кованые ворота профессиональным способом
Если попытаться изготовить кованые элементы своими руками, тогда для работы потребуются такие инструменты и приспособления:
горн или печь;
- наковальня для ковки;
- клещи для того чтобы брать раскаленные детали;
- молотки и молоты различных размеров;
- мощные зажимные тиски;
- станки и приспособления для гибочных работ и скручивания арматуры;
- пробои для выполнения отверстий;
- аппарат для сварки;
- углошлифовальная машина («болгарка»).
Важным условием является наличие открытого огня, печи или горна с высокой температурой. Начинать работу можно после того, как готовы все перечисленные инструменты.
Как делать пики
Процесс изготовления начинается с отрезания от листового металла квадратных или ромбовидных заготовок. Их подгоняют при помощи шлифовальной машины в нужный размер и придают требуемую форму. Пики должны быть объемными, это свойство им можно придать, подогрев на огне высокой температуры. Подогревают до появления на металле белого цвета. Берут клещами и переносят на наковальню, где при помощи большого молота заплескивают.
Пики должны быть объемными, это свойство им можно придать, подогрев на огне высокой температуры. Подогревают до появления на металле белого цвета. Берут клещами и переносят на наковальню, где при помощи большого молота заплескивают.
Желательно процесс остывания проводить в естественных условиях, а если изделие нуждается в закалке, то его опускают для резкого остывания в холодную воду. Чтобы придать пикам оригинальную форму, перед закаливанием делают по бокам простые или фигурные разрезы и выемки.
Изготовление спирали
Для крепления пик используют высоко стоящие металлические прутья. Но еще эффектнее будет вид у ворот, если пики будут находиться на элементе, имеющем спиральную форму. Его изготавливают из четырехгранной трубы (квадрата). Отрезают нужный по длине отрезок и один конец зажимают в тисках. Переносными тисками зажимают через расстояние то место, где будет виток.
Четырехгранник раскаляют в печи и начинают прокручивать тисками до образования одного полного оборота. Перекручивая необходимое количество раз, получают спиральный прут, на котором располагают пику. Чтобы число витков было одинаковым, нужно на каждом прутке считать количество оборотов. После перекручивания требуется рихтовать разогретую спираль на наковальне.
Перекручивая необходимое количество раз, получают спиральный прут, на котором располагают пику. Чтобы число витков было одинаковым, нужно на каждом прутке считать количество оборотов. После перекручивания требуется рихтовать разогретую спираль на наковальне.
Изготовление изогнутых и круглых элементов
Эти элементы наиболее часто применяют для декоративного украшения плоскости ворот в сочетании с коваными фигурами. Берут подходящий по размеру листовой металл толщиной не менее 3 мм, и на нем делается изображение будущей фигуры. Если планируемая фигура имеет изгиб больший, чем половина круга, тогда от трубы подходящего диаметра отрезают полное кольцо высотой такой, как будут другие элементы.
Чтобы сделать фигуру неполного диаметра, берут отрезок арматуры, который гнется на поверхности ворот после прихватывания точечной сваркой одного из концов при помощи четырехгранника вручную. Изгиб выполняется постепенно, постоянным простукиванием, чтобы не было резких перегибов арматуры. Такими оригинальными фигурами можно делать на поверхности ворот различные фигуры и картины, подбирая их в отдельные сочетания и орнаменты. Изогнутые элементы дают простор дизайнерской мысли.
Такими оригинальными фигурами можно делать на поверхности ворот различные фигуры и картины, подбирая их в отдельные сочетания и орнаменты. Изогнутые элементы дают простор дизайнерской мысли.
Изготавливая такие витиеватые элементы, следует помнить, что изначально кусок арматуры должен быть на целую третью часть больше, чем требуется для изделия. Выполнять изгибы нужно на горячем участке арматуры, для чего ее разогревают газовой горелкой или сваркой. Для всех закрепленных деталей действует общее правило, которое не предусматривает окончательное приваривание изогнутого элемента до полного изгиба всей фигуры. Только когда весь полученный элемент будет точно соответствовать нанесенному на поверхности ворот эскизу, тогда разрешается полностью приварить изготовленный образец к площади створки.
Установка кованых ворот
Вначале всегда устанавливают опорные столбы, на которые уже затем будут закреплены створки ворот. Если участок уже огорожен забором, то такие опоры уже, скорее всего, есть. Если ворота устанавливаются одновременно с ограждением, то установка столбов должна происходить по технологии, тем более что кованые изделия очень утяжеляют створки.
Если ворота устанавливаются одновременно с ограждением, то установка столбов должна происходить по технологии, тем более что кованые изделия очень утяжеляют створки.
Для начала следует определиться с шириной ворот и по краям установить опорные столбы. Для кованых ворот обычно делают бетонные или кирпичные конструкции, в которых внутри располагается металлическая труба диаметром около 100 мм. Для заглубления трубы в грунт делают яму от 1 до 1,5 м, на дне ее делают песчаную подсыпку толщиной 10 см, затем насыпают щебень слоем около 15 см. Эту подсыпку требуется тщательно утрамбовать. Если столб будет обкладываться кирпичом, то яму делают на 10 см больше полной ширины столба вместе с отделкой.
Металлический профиль для установки в качестве опоры в обязательном порядке очищают от ржавчины, обрабатывают антикоррозионными составами и грунтуют перед выставлением в монтажное положение.
Столб из металлической трубы устанавливают в вертикальное положение при помощи измерительных приборов и фиксируют распорками. После этого отверстие вокруг него заливают бетоном в уровень с проектной отметкой на земле. Бетон должен устояться около двух недель, затем можно приваривать петли и навешивать створки. Если предполагается сделать кирпичную обкладку столба, то выполняют кладку, выводя на боковую поверхность закладные детали, приваренные к металлическому столбу для крепления петель.
После этого отверстие вокруг него заливают бетоном в уровень с проектной отметкой на земле. Бетон должен устояться около двух недель, затем можно приваривать петли и навешивать створки. Если предполагается сделать кирпичную обкладку столба, то выполняют кладку, выводя на боковую поверхность закладные детали, приваренные к металлическому столбу для крепления петель.
Для кованых ворот иногда хватает две петли на створку, а для более тяжелых вариантов нужно навесить три петли и более. Самая нижняя петля должна располагаться на 40 см от края рамы створки. Ворота навешивают так, чтобы до поверхности земли или покрытия участка оставалось не менее 8– 10 см.
Изготовление металлических кованых ворот своими руками является творческим занятием и доставляет немало приятных работ после установки, если все друзья, знакомые будут восхищаться удачной композицией и респектабельным внешним видом.
схемы, чертежи, эскизы, нюансы выбора и монтажа + 135 фото в ландшафтном дизайне откатных и распашных ворот
Автор: Компания “ZaborSe”
В любой частной усадьбе или на дачном участке имеются ворота. Основная их функция – защищать дом и владения от нежеланных посетителей. Поэтому изгородь должна быть прочной.
В то же время изящные кованые ворота – признак достатка и благосостояния хозяев. Каждому домовладельцу непременно хочется заполучить такое изделие, которое было бы единственным на всю округу, и являлось несомненной гордостью главы дома.
Виды кованных ворот
Стили кованных ворот
Готовые варианты кованных ворот
Проектирование кованых ворот
Сборка кованых ворот (пошаговая инструкция)
Инструменты и материалы
Холодная ковка
Горячая ковка
Изготовление кованных ворот своими руками
Фото красивых кованых ворот
Виды кованных ворот
Многообразие образцов кованых створок настолько велико, что практически каждый человек с различными предпочтениями найдет свой идеал. Сооружения изготавливают подъемными, откатными и традиционными распашными.
Сооружения изготавливают подъемными, откатными и традиционными распашными.
Открывать их можно вручную, или используя автоматику. Ограждения условно разделяют на открытые, закрытые и составные.
Каждый вариант обладает своими преимуществами – открытые обладают ветроустойчивостью, закрытые – загораживают обзор, комбинированные стильно смотрятся.
Наибольшим спросом пользуются следующие конструкции:
- распашные. Створки открываются внутрь или наружу. Такое расположение делает возможным изготовление полотен любой неординарной формы. Петли мощные, но при большом весе створки монтируются на ролики;
- откатные ворота. Очень удобная модель, не занимающая много места. Створки легко скользят по направляющим, не задевают проезжающий транспорт, не ограничены в длине. Модель оборудована механизмами остановки и легко автоматизируется;
- со встроенной калиткой. Это серьезная конструкция, требующая специальных навыков и умений в расчете прочности и художественной совместимости двух массивных деталей;
- из профлиста.
 Современная обработка полимерными составами делает стальные листы защищенными от негативного влияния окружающей среды, придает привлекательный вид. В комбинации с коваными элементами конструкция выглядит вполне презентабельно;
Современная обработка полимерными составами делает стальные листы защищенными от негативного влияния окружающей среды, придает привлекательный вид. В комбинации с коваными элементами конструкция выглядит вполне презентабельно; - модель с поликарбонатом. Сочетание металла с полимерным материалом выглядит очень эффектно. Прозрачный, чуть затененный фон поликарбоната придает воздушность, а кованые детали – изящность и солидность. Толщина полимера должна быть не менее 7 мм для длительной эксплуатации;
- эксклюзивные. Выполняются по индивидуальным заказам, учитывается пожелание домовладельцев. В орнамент кованого рисунка могут быть вплетены вензеля, гербы и другие фигуры, являющиеся отличительными знаками хозяев необычного изделия.
Стили кованных ворот
Технику исполнения и модели кованых элементов ворот подбирают, основываясь на вариантах архитектурных стилей приусадебного участка и дома.
Наибольшим спросом пользуются следующие направления:
- Ренессанс.
 Красивые, четкие симметричные рисунки и объемные спиралевидные элементы, декоративные узоры в большом количестве;
Красивые, четкие симметричные рисунки и объемные спиралевидные элементы, декоративные узоры в большом количестве; - Византийский. Характеризуется наличием сложного орнамента с различными переплетами, растительными узорами, элементами правильной геометрии;
- Русский. В кованых элементах прослеживаются персонажи народных сказок, фигурки зверей, древнеславянские мотивы;
- Готика. Великолепные остроконечные арки, горгульи и другие чудные звери в обрамлении узоров из листьев винограда, роз, клевера;
- Модерн. Благородные формы без обильного количества элементов, все просто, современно, минимально, стильно.
Готовые варианты кованных ворот
Работа над коваными воротами значительно упростится, если использовать готовые детали, которые изготавливаются по шаблону некоторыми художниками. Самыми популярными являются стрелы, цветы, вензеля, скругленные спиралевидные рисунки, витые трубы, листья, грозди винограда.
Обширный ассортимент готовых изделий позволяет мастерам созидать удивительные экземпляры, добавляя авторские оригинальные элементы.

Проектирование кованых ворот
Прежде чем приступить к работе, необходимо оценить место установки ограды, определиться с видом механизма открывания, оценить сочетание будущего произведения с внешним интерьером усадьбы.
На небольшой площади оформление ворот желательно сделать достаточно скромным и деликатным.
- Чертеж будущего изделия разрабатывают самостоятельно или находят на необозримых просторах сети Интернет.
- Отталкиваться следует от того, что есть в наличии: купленные готовые детали или изготовленные самостоятельно.
- Чем лучше будет продумана схема будущей конструкции, тем необыкновенно красивым будет ее воплощение.
При этом нужно понимать, что много декора может перегрузить изделие.
Сборка кованых ворот (пошаговая инструкция)
Цена готового продукта очень даже приличная, поэтому далеко не все могут позволить себе такие траты. И если есть необходимый инструмент, масса идей, немного желания, то можно изготовить кованые створки самостоятельно, используя готовые фрагменты.
Инструменты и материалы
Создавая декоративное кованое изделие из металла, необходимо понимать, что вес его будет значительным, поэтому выбирать каркас, опорные столбы, а также петли надо с хорошим запасом прочности.
Для каркаса подойдет профилированная труба или уголок. Опоры тоже изготавливают из профтрубы.
Для ковки изделий понадобятся:
- Металлический верстак;
- Сварочный аппарат;
- Набор инструментов по работе с металлом;
- Болгарка.
Для выполнения створок методом холодной ковки потребуется специнструмент: гибочные станки, тиски, лекальные тисы.
Холодная ковка
Это процесс получения изогнутых деталей из металлических заготовок на специализированном оборудовании в условиях домашней мастерской. На промышленных станках операция протекает намного легче.
Технология придания стальному прутку заданной формы не требует нагревания. Чтобы сохранить фигурку, деталь опрессовывают или сваривают.
Горячая ковка
В процессе формирования декоративных узоров происходит сильный разогрев металла до пластичного состояния. Профессионалы, используя специальное оборудование, мастерят удивительные элементы.
Работа эта очень тяжелая, требующая знаний и навыков использования специального инструмента.
Изготовление кованных ворот своими руками
Материалы, инструменты и комплектующие подобраны, оборудование в рабочем состоянии, пришло время приступить к работе.
Для этого нужно:
- Нарезать профильную трубу сечением 20х40 мм по нужным габаритам, сформировать раму каркаса, расположить декоративные элементы.
- Проконтролировать всю конструкцию и сварить каркас.
- Подготовить штакетник для ворот, приложить его к раме и приварить.
- Установить на верхнюю часть изделия оставшийся декор.
- Протереть получившуюся конструкцию и покрасить антикоррозийной краской по металлу.

- Установить створки на металлические столбы при помощи петель.
Фото красивых кованых ворот
Кованые ворота своими руками
Ворота стали символом начала и конца, а их сакральный смысл стараются поддерживать обычные ворота, которые открывают вход в наши владения для посторонних. И те же самые посторонние могут почти безошибочно судить о нас по воротам. Пусть ворота и недорогие, но если они ухожены и в опрятном виде, значит, и в доме все аккуратно. Обойдемся без символики, а постараемся узнать, как сделать хорошие ворота своими руками.
Содержание:
- Кованые ворота, практично и изысканно
- Что нужно для постройки кованых ворот
- Кованые элементы для ворот
- Покраска кованых ворот и калиток
Кованые ворота, практично и изысканно
Не стоит спорить о том, какие ворота лучше, потому что по сравнению с ковкой проигрывают все возможные виды материалов. Как в плане прочности, которая необходима воротам, ограждению, так и в плане внешнего вида. С коваными воротами не сравнится ничто. Они совершенно справедливо считаются самыми изысканными и самыми прочными, вместе с тем и самыми дорогими. Искусство ковки всегда ценилось, благодаря тому, что кованые элементы были прочными, но при наличии таланта у кузнеца, могли выглядеть воздушно и легко, сохраняя при этом прочность металлической конструкции.
Как в плане прочности, которая необходима воротам, ограждению, так и в плане внешнего вида. С коваными воротами не сравнится ничто. Они совершенно справедливо считаются самыми изысканными и самыми прочными, вместе с тем и самыми дорогими. Искусство ковки всегда ценилось, благодаря тому, что кованые элементы были прочными, но при наличии таланта у кузнеца, могли выглядеть воздушно и легко, сохраняя при этом прочность металлической конструкции.
Можно заказать шаблонную кованую конструкцию ворот, но, как правило, за шаблонные деньги мастер сделает шаблонные ворота, элементы которых можно купить в строительном магазине. Если же мастер будет делать ворота по индивидуальному проекту, то это обойдется в немаленькую сумму. Не боги горшки обжигают, поэтому если мы чувствыуем в себе силу и желание сделать кованые ворота своими руками, скорее к делу. Только первым делом, нарисуем эскиз и выберем нужный инструмент.
Что нужно для постройки кованых ворот
В основном нужно большое желание, а остальное приложится с опытом. При постройке кованых ворот можно пойти двумя путями:
При постройке кованых ворот можно пойти двумя путями:
- строить ворота из кованых элементов, включая силовой каркас;
- строить силовой каркас из прокатного металла, а сверху украсить готовыми декоративными элементами.
Оба этих пути позволят сделать прочные ворота, только в первом случае мы будем иметь действительно эксклюзивные ворота, а во втором, прочные металлические ворота, украшенные стандартной типовой ковкой. Естественно, что уровень владения инструментом и умения работать с металлом должен быть разный, поэтому мы вправе решать, по какому пути идти при желании построить кованые ворота своими руками.
Словом, для реализации полностью индивидуального изделия нам понадобится серьезный набор инструментов и оборудования:
- Верстак с мощными тисками.
- Маленькие тиски для правки.
- Инвертор для электросварки.
- Газовая сварка.
- Профильная катанная труба и листовая жесть.
Для изготовления металлических ворот с коваными готовыми элементами пригодится только сварочный аппарат, пачка электродов, профильная труба и мало-мальски внятный чертеж или эскиз, срисованный у соседа или по картинке.
Кованые элементы для ворот
Неважно, своими силами мы будем выполнять элементы ковки, или будем покупать готовые, но они нужны в любом случае. Кованые ворота только тогда будут выглядеть достойно, если нам удастся создать иллюзию ажурности и ручной работы, а для этого необходимы элементы любого уровня сложности. Несколько примеров можно найти у нас на страничках, но самые простые можно выполнить и без кузнечного горна и особенных кузнецких навыков.
Достаточно купить несколько сложных элементов, несколько простых и расположить их так, чтобы создавалась иллюзия ажурности и конструкция не выглядела бы массивно. Перестараться с декоративными элементами довольно сложно, но и слишком маленькое количество ковки не сможет скрыть трубчатый каркас. Полностью скрывать его совсем необязательно, все же, частоту размещения декора на воротах и калитке нужно стараться приближать к максимальной и ориентироваться на эскиз.
Отлично выглядят ворота из простого профнастила с элементами ковки.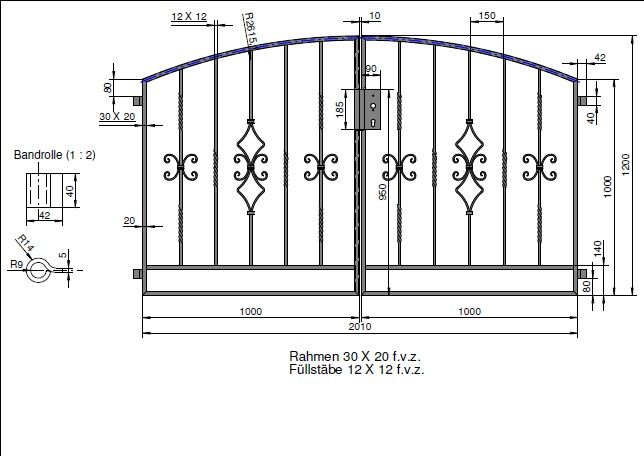 Если удачно разместить декоративные элементы на листе и на конструкции, то вензеля и узоры скроют простой профилированный жестяной лист, вместе с тем, оставив функциональность и прочность конструкции.
Если удачно разместить декоративные элементы на листе и на конструкции, то вензеля и узоры скроют простой профилированный жестяной лист, вместе с тем, оставив функциональность и прочность конструкции.
Покраска кованых ворот и калиток
Когда сварочные работы окончены, ворота выглядят, мягко говоря, так себе. Потому что и калитка, и ворота имеют в конструкции разные по фактуре и по цвету поверхности. Только качественная покраска сможет выделить ковку, а профнастил или жесть скрыть. Все зависит от того эскиза, который мы выбрали или придумали, но стараться нужно спрятать за однотонной покраской плоские элементы, а декор, благодаря рельефу и ажурности, будет выглядеть изящно и не станет тянуть конструкцию к земле, какой бы тяжелой она бы ни была.
При покраске нужно придерживаться обычных правил нанесения краски на металлическую поверхность, а это предполагает:
- тщательную зачистку и обработку швов от сварки;
- зачистку поверхности от ржавчины, если она есть;
- нанесение антикоррозионного покрытия;
- грунтование;
- покраска.

Краску можно наносить и кистью, но эффективнее будет использовать распылитель, потому что поверхность у кованых ворот и калиток довольно сложная. Покраске стоит уделить особое внимание, так как после первого же схода снега на воротах могут проступить ржавые потеки. Грунтовка должна быть качественной, а краску желательно использовать пентафталевую. Она мало пригодна для внутренних работ, но для улицы подходит отлично, поскольку имеет хорошую эластичность, сохраняет гибкость слоя длительное время и при соблюдении технологии покраски может выдержать несколько сезонов без восстановления.
Таким способом можно построить бюджетные кованые ворота, даже не имея кузнечных навыков. Пускай ворота не будут такими шикарными, но по фотографиям, которые мы подобрали, можно убедиться в том, что и ковка может быть экономной, практичной и недорогой.
Читайте также: Еврозаборы – фото и цены
фото и советы по монтажу
Только на первый взгляд, кажется невозможным изготовить кованые ворота своими руками. Ажурные, изящные красивые конструкции традиционно считаются воплощением тонкого изысканного вкуса, подлинного мастерства и немалых профессиональных навыков.
Ажурные, изящные красивые конструкции традиционно считаются воплощением тонкого изысканного вкуса, подлинного мастерства и немалых профессиональных навыков.
Спешу успокоить, для изготовления кованых ворот своими руками вовсе не обязательно быть кузнечных дел мастером. Достаточно самому поработать дизайнером, дать волю фантазии и набросать эскиз будущих ворот со всеми коваными элементами: завитками, листьями, копьями, цветами, шарами, полусферами. Все эти элементы методом штамповки изготавливаются в промышленных масштабах и имеются в свободной продаже.
Глядя на эскиз, вы подсчитываете количество необходимых элементов, включая прутки, уголки и листовой металл, и поспешите на базу строительных материалов, чтобы приобрести их. Вам не придется даже заказывать грузовое такси для доставки элементов кованых ворот – они поместятся в багажнике легковой автомашины.
Существует множество вариантов кованых ворот не только по орнаменту, но и по виду материалов, из которых они изготавливаются.
Кованые ворота бывают:
- Металлическими. Полностью выполнены из прутьев, уголков и декоративных элементов различной конфигурации. Считаются самой дорогой конструкцией
- Комбинированными. В свою очередь, такие ворота подразделяются на деревянные, поликарбонатные и металлопрофильные, украшенные кованым декором. Комбинированные ворота отличаются своей индивидуальностью. На их изготовление вы затратите меньше времени и денег.
Содержание статьи
- Пошаговая инструкция для изготовления кованых ворот
- Монтаж откатных ворот
- Примеры распашных ворот
- Советы мастеру по изготовлению ворот и калитки из кованых элементов
Пошаговая инструкция для изготовления кованых ворот
- Изготавливаем эскиз, наносим на него все размеры будущих ворот. В своей дизайнерской работе вы можете руководствоваться многочисленными каталогами кованых ворот, калиток, которые есть в интернете в свободном доступе.
 Если вы еще не очень опытный сварщик, советуем выбрать более простой дизайн-проект, без излишних завитушек и шариков. Можете попробовать свои силы, изготовив комбинированный забор с элементами кованого декора, разно уровневыми пиками.
Если вы еще не очень опытный сварщик, советуем выбрать более простой дизайн-проект, без излишних завитушек и шариков. Можете попробовать свои силы, изготовив комбинированный забор с элементами кованого декора, разно уровневыми пиками. - Сборка деталей. На ровной горизонтальной поверхности собираем все детали, сверяясь с эскизом. Добиваемся, чтобы получился ровный рисунок.
- Сварка кованых элементов. Самый ответственный момент, который потребует большого терпения и скрупулезной работы. Сварные швы должны получиться тонкими, едва заметными.
- Обработка швов. Следует тщательно зачистить места сварки, убрать окалину. Загрунтовать металл специальным составом, окрасить раму ворот с коваными элементами в выбранный цвет.
- Устанавливаем распашные ворота. Для этого полученную ажурную решетку аккуратно привариваем к каркасу ворот.
Монтаж откатных ворот
Все чаще владельцы частных домов прибегают к установке более удобных откатных ворот, полностью автоматизированных. Оригинальным украшением станут кованые вставки в секцию, выполненную из других материалов. Полотно также можно изготовить полностью из кованых деталей, сделав откатные ворота необыкновенно легкими. Это позволит в качестве электропривода использовать менее мощный механизм, что сократит ваши затраты на автоматику. Немаловажно и то, что снижается нагрузка на подвижный механизм, увеличивается срок его эксплуатации.
Оригинальным украшением станут кованые вставки в секцию, выполненную из других материалов. Полотно также можно изготовить полностью из кованых деталей, сделав откатные ворота необыкновенно легкими. Это позволит в качестве электропривода использовать менее мощный механизм, что сократит ваши затраты на автоматику. Немаловажно и то, что снижается нагрузка на подвижный механизм, увеличивается срок его эксплуатации.
Вы можете изготовить полотно откатных ворот из профилированного листа и нескольких кованых элементов декора, если по каким-то причинам не хотите открывать участок для посторонних глаз. На металлическую раму с помощью саморезов крепите профилированный лист, потом к нему аккуратно присоединяют кованые элементы при помощи сварочного аппарата с тонкими электродами.
До начала работы сделайте простейший эскиз вставочных деталей с указанием точных размеров. В этом случае калитка может быть выполнена в том же стиле.
Не менее интересный вариант — откатные ворота из монолитного поликарбоната с коваными элементами. Монолитный поликарбонат прочнее сотового – комбинированные ворота из него и декоративных кованых элементов простоят в неизменном виде гораздо дольше, чем конструкция из профлиста.
Монолитный поликарбонат прочнее сотового – комбинированные ворота из него и декоративных кованых элементов простоят в неизменном виде гораздо дольше, чем конструкция из профлиста.
Важно учесть нюансы крепления: лист поликарбоната крепится на металлическую раму будущих ворот с изнаночной стороны, элементы же ковки должны быть с лицевой стороны ворот. Очень легкая конструкция ворот, дополненная калиткой с таким же рисунком, закроет от любопытных глаз ваш участок и украсит его.
Необходимо лишь подобрать красивые ручки, фигурные петли и замок для калитки. Стильно смотрятся кованые элементы, покрытые патиной, и бронзовые ручки.
Не надо считать, что подобные ворота легко разрушить – они лишь кажутся хрупкими. На самом деле, ворота из монолитного карбоната и кованых элементов способны простоять без ремонта до 50 лет.
Профессионалы советуют начинать сварку с объемных деталей, и лишь затем переходить к работе с мелкими элементами. Так у вас и опыта добавится, и уверенности в себе.
После того, как вы сварили полотно откатных ворот, покрасили его, начинайте монтировать готовую секцию в проем с помощью сварки.
До начала монтажа следует
- Приобрести все комплектующие для откатных ворот, электропривод
- Подготовить специальный, глубокий и прочный, фундамент под основу.
Монтируются кованые откатные ворота по общепринятому стандарту. Схема установки прикладывается к комплектующим воротам. Надо помнить, что секция откатных ворот должна быть больше проема на полтора – два метра. К примеру, для проезда автомобиля шириной 4 метра используется откатная секция шириной 6 метров.
Примеры распашных ворот
Воздушные и элегантные кованные распашные ворота на кирпичных столбах.
Уникальные по своему изяществу и красоте кованные ворота с калиткой.
Распашные ворота и калитка на кирпичных столбах. Рама из профиля оригинальной конструкции с кованными вставками и поликарбонатом.
Советы мастеру по изготовлению ворот и калитки из кованых элементов
- При подготовке эскиза наносите на него размеры всех деталей
- После проведения сварочных работ с особой тщательностью зачистите швы, освободите металл от окалины и ржавчины.
 Обезжирьте поверхность, загрунтуйте ее специальным составом для металла. Только после качественной подготовки приступайте к окраске декоративных деталей.
Обезжирьте поверхность, загрунтуйте ее специальным составом для металла. Только после качественной подготовки приступайте к окраске декоративных деталей. - Рисунок на калитке должен в точности повторять декор въездных ворот – они должны быть выполнены в едином стиле.
Ваши ворота готовы. Вы можете не только гордиться плодами своей работы, на которую заглядываются прохожие, но и самостоятельно подсчитать экономическую выгоду сборки кованых ворот своими руками.
Вы можете поделиться статьёй с друзьями:Установка кованых ворот – схемы, чертежи, подготовка и порядок работ
Комментариев 0 Ворота
Установка кованых ворот своими руками, чертежи, схемы, эскизы, конструкция, этапы работы, нюансы и подробности все чаще интересуют хозяев загородных домов. Несмотря на то, что основной функцией ворот является защита территории прилегающей к частному домовладению, они способны сделать ограждение привлекательным, оригинальным и даже уникальным.
Конечно, деревянные резные створки привлекают внимание и дополняют созданный ландшафтный дизайн, но кованые конструкции отличаются прочностью, надежностью, длительным сроком использования и устойчивостью к различного рода негативным факторам и повреждениям. Именно эти качества делают их столь популярными и востребованными.
Образец кованых конструкцийКованые распашные металлические ворота
Кованые конструкции – украшение заграждений, изготовленных из металла. Несмотря на огромное количество моделей современных устройств, обеспечивающих беспрепятственный въезд на территорию приусадебного участка, именно распашная конструкция пользуется повышенным спросом и заслуженным доверием владельцев частных домов, расположенных в черте города или за ее пределами.
Распашные воротаИменно распашные конструкции устанавливают в большинстве случаев. Такие устройства могут быть:
- Полностью прозрачными, сделанными из отдельных прутьев, изогнутых в виде замысловатого узора.

- Частично или полностью глухими, не позволяющими посторонним видеть то, что находится за ажурным заграждением.
Ажурный рисунок украсит прозрачные ворота и те, на внутренней стороне которых нашиты листы железа (оцинкованной стали)
Достоинства и недостатки
Чтобы добиться поставленной цели мастера создают конструкции двумя способами:
- холодной ковки;
- горячей.
Основными преимуществами кованых створок для ворот являются высокий уровень прочности и устойчивость к механическим повреждениям. В ходе работы специалисты с особой точностью проводят расчеты, уровня нагрузки на опорную конструкцию. Важно и то, что такие изделия:
- универсальны;
- эксклюзивны;
- могут иметь любую форму;
- совместимы со всеми строительными материалами, которые были использованы при возведении ограды.
Изделия могут иметь неопределенную форму, быть овальными, с волнистым или фигурным краем, подчеркивая статус и степень благосостояния владельца.
Однако есть и определенные недостатки, заставляющие задуматься о степени необходимости проведения работ, связанных с монтажом и установкой ажурных ворот. В числе их:
- Большой вес.
- Необходимость тщательной подготовки и качественной установки опор, которым предстоит выдержать значительный вес.
Несмотря на все существующие сложности, установка ворот привлекает многих домовладельцев благодаря возможности создавать различные композиции, украшать въезд на территорию не только простыми рисунками, но и сложным орнаментом, оснащать конструкцию автоматикой, устанавливать видеонаблюдение и домофонную систему.
Подготовительные работы, проектирование
Прежде чем приступить к началу работ по сооружению входных ворот из кованого металла или и с элементами ковки следует уделить повышенное внимание работе над проектом, подготовке площадки, опорной конструкции.
Зная как сделать ажурные створки, качественно закрепить их на столбах, подчеркнуть особенности рисунка, выделив детали с помощью листов железа или металлопрофиля, можно создать уникальную композицию.
Работой над проектом занимаются сотрудники специальных организаций, учитывающие не только пожелания заказчиков, но и такие важные факторы как:
- Особенности грунта в месте установки.
- Уровень прочности.
- Степень оригинальности готового изделия.
Первым делом заказчику предоставляют дизайн проект и эскиз будущей конструкции. После согласования деталей приступают к работе над чертежом. Сделать его точным и правильным можно, используя не только необходимые размеры, но и конструктивные особенности ворот, форму (конфигурацию) ограждаемого участка и особенности места в котором расположен дом.
Схема, которую следует предоставить мастеру, может быть составлена и самостоятельно, но лучше использовать готовый чертеж, если над его созданием работали квалифицированные специалисты.
В таком случае схеме должны быть указаны:
- Каркас. Он обеспечит жесткость создаваемого устройства.
- Установочные компоненты.
 Речь идет о столбах, погруженных в почву на определенную, зависящую от веса ворот и состава грунта, глубину.
Речь идет о столбах, погруженных в почву на определенную, зависящую от веса ворот и состава грунта, глубину. - Металлические детали.
- Калитка.
- Навесы, обеспечивающие связку створок дверей и установочного профиля.
- Замки и запоры.
- Автоматика, системы видеонаблюдения и аудиосвязи.
- Элементы узора или орнамента, выполненные из кованых деталей.
Грамотно построенный чертеж содержит достоверную информацию не только о размерах отдельных компонентов. На нем можно видеть конфигурацию створок, расположение ребер жесткости, расстояние между декоративными деталями, места фиксации запирающих устройств, трассу кабелей автоматических систем.
Какой материал выбрать
Выбор материала основан на знании тонкостей предстоящей обработки. От качества используемого материала зависит конечный результат, поэтому важно заранее знать, с чем придется совмещать кованые элементы. Это может быть дерево или металлопрофиль. Каркас ворот будет надежным и прочным, если для его изготовления взята профильная труба сечением 50х50 мм или стальной уголок.
Если отдельные элементы создаются с помощью станков, на которых можно гнуть металлические пруты, стараясь придать им неповторимые формы, то в качестве основы подойдет арматура из легированной стали. После изготовления составляющих орнамента с помощью сварочного аппарата, придется позаботиться о качественной обработке всех швов и соединений.
Порядок расчёта потребности в материалах
Прежде чем приступить к расчетам, необходимо изучить представленный специалистами чертеж и эскиз будущих ворот. На них должны быть отмечены все детали, касающиеся:
- Количества декоративных элементов.
- Из параметров.
- Формы и толщины.
Формула, которой пользуются при выполнении расчетов, довольно проста. Потребуется замерить высоту и ширину створок в зависимости от параметров опорных столбов, учесть необходимость обеспечения зазора между нижней планкой рамы ворот и почвой:
- От каркаса до асфальта расстояние должно быть не меньше 50 мм.

- До почвы с травянистым или открытым грунтом – не менее 10-12 см.
Далее при поведении вычислений принимают во внимание количество одинаковых составляющих (по форме, длине, толщине), число пик, колец, завитков. Высчитывают длину прута, необходимого для создания каждого отдельного компонента, выясняют сколько таких частей может быть сделано из одного прута и исходя из полученных данных, определяют число прутов, которые понадобятся мастеру для выполнения заказа.
Инструменты и оборудование для изготовления ворот
Какой именно инструмент понадобится для работы при изготовлении кованых ворот, зависит от качества металла и способа придания ему определенной формы. Некоторые элементы декора можно согнуть на станке, а другие придется сваривать с помощью сварочного аппарата, после чего обрабатывать стыки и швы. Помимо станков и сварки мастеру следует позаботиться о подготовке:
- Болгарки.
- Электродов.
- Тисков.
- Дрели и сверел различного диаметра.

- Дисков на болгарку для шлифовки и нарезки металла.
- Молотка.
- Лопаты.
- Рулетки и уголка.
- Краскопульта.
Если планируется (в соответствии с эскизом) устанавливать заклепки, значит нужно приготовить клепатель и расходный материал.
Пошаговая инструкция по изготовлению ворот
В соответствии с ней в первую очередь нужно подготовить трубы для опорных столбов, а если они уже установлены, то заняться подготовкой профильной трубы или стального уголка, которые послужат материалом для сборки каркаса.
С заготовок, нарезанных в строгом соответствии с размерами, указанными на чертеже, удаляют все существующие загрязнения, ржавчину, масляные пятна. Для этого понадобится растворитель, наждачная бумага, шлифовочные диски и болгарка. Сначала трубы чистят шлифмашинкой или металлической щеткой, потом удаляют пыль и только после этого приступают к процессу обезжиривания бензином или специальным раствором.
Установка столбов
Опора для кованых ворот способна выдержать значительную нагрузку, поэтому ее столбы вкапывают в грунт на глубину не менее 1-1,5 м. в подготовленную лунку насыпают немного песка, щебня, устанавливают столб (добиваются правильного положения, выставляя его по уровню), заливают в яму бетонный раствор. К дальнейшим работам можно приступать после того как бетон наберет прочность (значит с момента установки пойдет около 3 суток). В это время можно заняться созданием каркаса для дверей.
в подготовленную лунку насыпают немного песка, щебня, устанавливают столб (добиваются правильного положения, выставляя его по уровню), заливают в яму бетонный раствор. К дальнейшим работам можно приступать после того как бетон наберет прочность (значит с момента установки пойдет около 3 суток). В это время можно заняться созданием каркаса для дверей.
Изготовление створок
Материалом для качественной раки послужит металлопрофильная труба с квадратным с сечением «квадрат» со стороной 5 см или стальной уголок. Отрезав составляющие нужной длины, их сваривают между собой, контролируя величину угла примыкания (она составляет строго 900). Теперь приваривают ребра, обеспечивающие жесткость конструкции. В их роли выступают перемычки, зафиксированные поперек рамки или по ее диагонали.
Установка створок
Прежде чем навесит створки на столбы опоры необходимо отметить точки крепления, учитывая величину зазора (расстояние от земли 5-12 см). Теперь можно приварить часть петли («папу») к столбам. На рамке расстояние до точки фиксации отмеряют без добавления величины зазора.
На рамке расстояние до точки фиксации отмеряют без добавления величины зазора.
Отделочные работы
Отделка ворот – грунтовка и покраска металлических поверхностей. Для этого специальный состав наносится с помощью краскопульта так, чтобы не оставалось так называемых непрокрасов. После полного высыхания (спустя 24-72 ч) можно приступать к декоративной покраске, выделяя нужным цветом (чаще всего бронзой) отдельные элементы орнамента.
Узоры на ворота создают из одного гнутого прута или из нескольких отдельных частей, собранных в оригинальное украшение. Все они должны выделяться на общем фоне и потому их красят контрастной краской. Что касается кованых калиток, то их украшение должно полностью соответствовать общему стилю оформления ограждения и служить продолжением рисунка, созданного на воротах. Это нужно для того, чтобы дополнительный вход и его маленькая дверца (калитка) не выделялись и не бросались в глаза.
Одна или две створки будут раскрываться перед хозяином дома и его гостями зависит от предпочтений домовладельца и особенностей созданного дизайна. Ворота с элементами ковки и двумя створками способны снизить нагрузку на опору, не меняя общего восприятия и не снижая уровня внешней привлекательности сооружения. Для этого делают металлический каркас створок и оформляют его с помощью отдельных элементов, сделанных в виде кованых завитков, цветов, лепестков или других фигур.
Проголосовали более 347 раз, средняя оценка 4.8
Как сделать кованые ворота самостоятельно — sdelayzabor.ru
Содержание
- 1 Виды кованых ворот
- 2 Способы изготовления кованых ограждений
- 3 Изготовление кованых ворот своими руками
- 3.1 Подготовка инструментов и материалов
- 3.
 2 Разработка документации
2 Разработка документации - 3.3 Монтаж опорных столбов
- 3.4 Изготовление каркаса ворот
- 3.5 Заполнение каркаса элементами ковки
- 3.6 Монтаж створок
- 3.7 Покраска ограждения
- 4 Запоры и фурнитура
Среди множества разновидностей ворот, которыми гордятся их владельцы, створки с коваными элементами — самые красивые и изысканные. Кованые ворота, состоящие из множества декоративных элементов — позволяют создавать уникальные композиции из металла. Сегодня приобрести кованую конструкцию или заказать ее изготовление у мастера обойдется недешево.
Кованые створки ворот темного цветаГораздо выгоднее изготовить кованые ворота своими руками. Тем более, что в продаже имеются готовые наборы кованых изделий. Они свариваются в единую конструкцию, образуя оригинальные узоры. Чтобы работа была более продуктивной, используются схема или чертежи. Так производятся не только ворота, но и калитки, и даже железные заборы.
Примерные образцы кованных элементов, для изготовления забора от одной из фирмВиды кованых ворот
Все ограждения, произведенные ковкой, подразделяются на 2 категории:
- Полностью металлические калитки или ворота.
 Они состоят только из декоративных элементов, уголков и прутков. В состав такой конструкции входят только профильные металлические изделия, а также элементы, изготовленные ковкой. Это наиболее дорогой вид ограждения.
Они состоят только из декоративных элементов, уголков и прутков. В состав такой конструкции входят только профильные металлические изделия, а также элементы, изготовленные ковкой. Это наиболее дорогой вид ограждения.
- Комбинированные ворота или калитки. Основой для них служат профнастил, дерево, поликарбонат и другие материалы. А железные декоративные включения лишь дополняют ансамбль, придавая ему индивидуальность. Такие ограждения не менее красивые, но не такие дорогие.
Способы изготовления кованых ограждений
Кованые ворота можно самостоятельно сделать двумя способами:
- Профессиональный способ. Все элементы, используемые для изготовления ворот, мастер изготавливает собственноручно, используя кузнечные навыки и инструменты. Это весьма дорогой способ изготовления.
- Любительский способ. Используются наборы декоративных элементов (шары, пики, колечки, завитушки, спирали и прочие зигзаги).
 Купив готовые наборы, можно делать заборы, калитки или кованые ворота своими руками. От мастера требуется лишь сформировать из них единый узор. Потребуются навыки сварщика и шлифовальщика.
Купив готовые наборы, можно делать заборы, калитки или кованые ворота своими руками. От мастера требуется лишь сформировать из них единый узор. Потребуются навыки сварщика и шлифовальщика.
Изготовление кованых ворот своими руками
Чтобы сделать красивые железные ограждения, необходимо следовать определенной очередности действий. Всю работу можно условно разделить на несколько этапов.
Подготовка инструментов и материалов
Для работы могут потребоваться:
- Сварочный инвертор с набором электродов.
- Шлифовальная машина.
- Материалы для каркаса ворот и забора.
- Кованые железные элементы.
- Материал для глухого заполнения конструкции (если используется).
- Опорные столбы.
- Материалы для бетонирования столбов.
Разработка документации
Первым делом составляются чертежи будущей конструкции. На них должны указываться габариты и форма створок. Форма может быть классической, в виде прямоугольника, либо иметь какую-то особую верхнюю линию. Схема также содержит расположение ребер жесткости, расстояния между ними и прочими элементами, расположение декоративных вставок. Если к воротам вплотную подходит забор, то указывается тип крепления ворот на ограждении. Часто в конструкциях предусматриваются железные калитки, вынесенные отдельно от основных створок. Калитки могут быть прозрачными или глухими.
Схема также содержит расположение ребер жесткости, расстояния между ними и прочими элементами, расположение декоративных вставок. Если к воротам вплотную подходит забор, то указывается тип крепления ворот на ограждении. Часто в конструкциях предусматриваются железные калитки, вынесенные отдельно от основных створок. Калитки могут быть прозрачными или глухими.
Монтаж опорных столбов
Современные кованые ворота обладают значительным весом, поэтому опорные столбы должны выдерживать значительный вес, не подвергаясь рискам перекоса. В качестве опор можно использовать металлические трубы, которые впоследствии обкладываются кирпичом. Установка опор производится в таком порядке:
- Размечаются места опорных столбов.
- Выкапываются ямы не менее 70 см глубиной (обязательно ниже глубины промерзания).
- На дне ям обустраиваются подушки из щебня.
- В ямы вставляются металлические трубы.
- Производится бетонирование опор.

- К трубам привариваются крепления для створок.
- Трубы обкладываются кирпичом или декоративными наборными блоками.
Изготовление каркаса ворот
Работы по изготовлению каркаса должны производиться на ровной поверхности во избежание перекосов готовой конструкции.
- Размеченные и отрезанные каркасные элементы прихватываются точечной сваркой.
- Производится проверка каркаса на перекос.
- Все швы провариваются сварочным инвертором.
- При помощи болгарки каркас очищается от наплывов.
- Если применяются глухие железные листы, то они вставляются внутрь каркаса, и крепятся сварными соединениями.
- По такому же принципу изготавливается каркас калитки, если ее наличие предусмотрено.
Заполнение каркаса элементами ковки
Подразумевается, что кованые ворота будут заполняться уже готовыми декоративными элементами. Согласно схеме, все железные элементы привариваются на лицевой стороне каркаса. Важно обеспечить симметричность элементов на обеих створках. Сварочный инвертор позволяет быстро и легко выполнить такую работу. После приваривания всех элементов производится их шлифовка при помощи болгарки. Для этого лучше использовать специальный шлифовальный круг. Места, до которых болгарка добраться не сможет, шлифуются вручную, при помощи наждачной бумаги.
Сварочный инвертор позволяет быстро и легко выполнить такую работу. После приваривания всех элементов производится их шлифовка при помощи болгарки. Для этого лучше использовать специальный шлифовальный круг. Места, до которых болгарка добраться не сможет, шлифуются вручную, при помощи наждачной бумаги.
Затем к створкам привариваются петли. Они должны соответствовать петлям, расположенным на опорных столбах.
Монтаж створок
Вначале на торцы створок привариваются две нижние петли в одном направлении. Производится навешивание створок. Верхнюю петлю следует крепить в обратном направлении, на уже висящей конструкции. Делается это с той целью, чтобы створки нельзя было бы снять злоумышленникам. Проверяется работа створок. Если где-то имеются заедания, либо створки находятся не на одном уровне, проблемы устраняются. Монтаж створок закончен.
Покраска ограждения
Покраска является очень важным этапом при изготовлении любых металлических изделий. Кованые ворота быстро потеряют свой благородный вид, если не будет проведена их покраска. Тем самым железные изделия будут защищены от коррозии. Однако выполнять данную операцию следует правильно:
Тем самым железные изделия будут защищены от коррозии. Однако выполнять данную операцию следует правильно:
- Металл зачищается шлифовальной машиной.
- Производится грунтовка изделия. Для этого используется специальная краска, содержащая в своем составе антикоррозионные присадки.
- Выполняется покраска ворот и калитки. Краска используется только качественная, способная прослужить несколько лет. Таким же цветом обычно окрашивается и забор.
- После того, как краска высохнет, конструкцию можно эксплуатировать.
Совет: покраска фигурных изделий должна выполняться только кистью или при помощи пульверизатора, так как валик не способен добраться до всех труднодоступных мест. Также можно использовать баллончики с краской, которые продаются в строительных магазинах.
На выходе получаются красивые ворота, которые украшают собой весь участок.
Запоры и фурнитура
Когда произведена покраска конструкции, на ворота привариваются петли для запоров или более сложные элементы. Устанавливаются ручки, замки доводчики и прочая фурнитура. Если изготавливаются автоматические кованые ворота, к ним подключается привод, проводится подключение электрокабеля, устанавливаются датчики. Управление автоматическими створками располагается на заборе, рядом с воротами. Если забор также кованый, то производится монтаж отдельного пульта управления рядом с забором.
Устанавливаются ручки, замки доводчики и прочая фурнитура. Если изготавливаются автоматические кованые ворота, к ним подключается привод, проводится подключение электрокабеля, устанавливаются датчики. Управление автоматическими створками располагается на заборе, рядом с воротами. Если забор также кованый, то производится монтаж отдельного пульта управления рядом с забором.
Ворота из кованого железа ручной ковки
Ваш выбор надежной функциональной фурнитуры, рассчитанной на долгий срок службы
Выбор петли #1: Сверхмощные штифтовые петли: Эти петли отделаны в соответствии с вашей декоративной фурнитурой. В отличие от большинства производителей производственных или нестандартных дверей, мы предлагаем только высокопрочные петли, которые выдержат испытание временем.
Петля Вариант № 2: Самозакрывающиеся петли с регулировкой натяжения: Эти петли можно регулировать в диапазоне от 0 до 10 в зависимости от скорости, с которой вы хотите, чтобы ваша дверь закрывалась автоматически. Вы также можете не устанавливать натяжение самозакрывания. Эти петли закончены, чтобы соответствовать вашей декоративной фурнитуре. В отличие от большинства производителей производственных или нестандартных дверей, мы предлагаем только высокопрочные петли, которые выдержат испытание временем.
Вы также можете не устанавливать натяжение самозакрывания. Эти петли закончены, чтобы соответствовать вашей декоративной фурнитуре. В отличие от большинства производителей производственных или нестандартных дверей, мы предлагаем только высокопрочные петли, которые выдержат испытание временем.
Петля Вариант № 3: Петли для межкомнатных дверей: Эти петли обработаны так, чтобы соответствовать вашей декоративной фурнитуре. В отличие от большинства производителей производственных или нестандартных дверей, мы предлагаем только высокопрочные петли, которые выдержат испытание временем.
Обязательный элемент – роликовая дверная защелка с регулировкой натяжения: Это гарантирует, что ваша дверь не откроется в ветреную погоду, даже если замок не установлен. Давление ролика на запорную пластину можно отрегулировать, чтобы сопротивление нажиму и натяжению соответствовало вашему личному выбору. В зависимости от размера дверного блока может потребоваться более одной из этих защелок. Этот тип защелки устраняет необходимость в ограничителях, ручках и нажимных приспособлениях для большого пальца, которые обычно требуют ранней замены из-за отказа механизма использования.
Этот тип защелки устраняет необходимость в ограничителях, ручках и нажимных приспособлениях для большого пальца, которые обычно требуют ранней замены из-за отказа механизма использования.
Вариант замка №1: Сверхмощный ригель: Этот специальный замок с ригелем предназначен для наших дверей толщиной от 3 до 7 дюймов. Это высокопрочная вольфрамовая сталь, которую практически невозможно взломать, что обеспечивает наилучшую доступную безопасность. Вы можете заказать одинарный цилиндр (внутри поворотной ручки) или двойной цилиндр (ключ с обеих сторон). Этот замок также подходит для большинства коммерческих применений.
Вариант замка № 2: Врезной замок – сверхпрочный: Этот специальный врезной замок для тяжелых условий эксплуатации изготовлен одним из ведущих мировых производителей замков специально для наших сверхтолстых дверей из цельного дерева. Для этого типа замка требуется большой врезной карман, чтобы стальной механизм замка мог поместиться внутри края двери. Кроме того, монтажные пластины и стопорный болт больше, чем у стандартного засова. Этот тип замка обеспечивает дополнительную прочность и безопасность. Это высокопрочная вольфрамовая сталь, которую практически невозможно взломать, что обеспечивает наилучшую доступную безопасность. Вы можете заказать одинарный цилиндр (внутри поворотной ручки) или двойной цилиндр (ключ с обеих сторон).
Кроме того, монтажные пластины и стопорный болт больше, чем у стандартного засова. Этот тип замка обеспечивает дополнительную прочность и безопасность. Это высокопрочная вольфрамовая сталь, которую практически невозможно взломать, что обеспечивает наилучшую доступную безопасность. Вы можете заказать одинарный цилиндр (внутри поворотной ручки) или двойной цилиндр (ключ с обеих сторон).
Подметальная щетка Вариант №1: Самоуплотняющаяся механическая поддверная щетка: Эта подметальная щетка устанавливается в нижней части нашей двери толщиной 3-7 дюймов, она автоматически поднимается и опускается при открытии и закрытии двери, что обеспечивает идеальную герметизацию. к твоему порогу каждый раз. Этот размах включает в себя регулируемый поворот давления, который вы можете отрегулировать, чтобы каждый раз обеспечивать точное уплотнение. Дополнительным преимуществом является то, что этот тип щетки втягивается в нижнюю часть двери, когда она открывается, чтобы очистить ваш внутренний ковер или пол.
Подметание Вариант № 2: Установка на лицевой стороне Перетаскивание подметания: Этот подметальный механизм устанавливается на лицевой стороне двери и требует дополнительных усилий для открывания и закрывания двери. По нашему опыту, этот тип зачистки не обеспечивает идеальное уплотнение с течением времени.
Выбор порога: регулируемый сверхпрочный порог с защитой от раздавливания: Этот регулируемый седловидный порог обеспечивает идеальное уплотнение, когда вы закрываете дверь, защищая от непогоды и существ. Доступны пороговые значения, совместимые с ADA, и коммерческие пороги.
Для двустворчатых дверей требуются скользящие замки для стационарных дверей: Стационарная дверь должна быть заперта, чтобы подвижная дверь могла защелкиваться и запираться. Прочность этих скользящих замков важна для вашей безопасности. Большинство врезных штифтов типа «листовка» слабы и требуют очень небольшого усилия, чтобы сломаться. Решением являются цельные стальные скользящие болты или откидные планки, монтируемые на поверхности.
Скользящий болт Вариант № 1: Декоративные стационарные сдвижные болты для поверхностного монтажа: стационарные сдвижные болты из кованой стали ручной работы для крепления вашей стационарной двери искусно изготовлены в соответствии с вашими ручками или дизайном. Этот вариант является наиболее безопасным.
Врезной штифт Вариант №2: Врезные штифты для скрытого монтажа: Эти штифты вбиваются в стационарную дверь, чтобы удерживать ее в фиксированном положении. По нашему опыту, этот тип штифта представляет собой слабое место в двустворчатых дверях и не является самым безопасным.
Все конструкции дверей и ворот SAF превосходят коммерческие и ураганные требования.
Важные факты о дверях: Важные детали, которые вы должны знать перед покупкой дверей и окон.
Дополнительные сведения о дверях / информация по установке: Важная информация о том, что вы можете ожидать при заказе на дверной фабрике в Скоттсдейле, а также инструкции по установке.
Наша гарантия: мы даем гарантию на каждый предмет «навсегда». Без вопросов, благодаря более чем девяти десятилетиям высокого мастерства.
Цены
Специальные скидки
Наша гарантия цены: почему вы можете приобрести изделия ручной работы по ценам производителя.
ArtFactory.com продолжает Американское движение искусств и ремесел 21-го века, точно так же, как Уильям Моррис и Джон Раскин (основатели мебельного движения «Искусства и ремесла» в Англии около 1800 г.) вдохновили Гюстава Стикли (основателя Американское движение искусств и ремесел) в Америке примерно в 1900 году. Фрэнку Лойду Райту, Чарльзу и Генри Грину (вдохновленным архитекторам лучших коттеджей, таких как Gamble House в Пасадене, Калифорния) приписывают повышение стандарта качества до самого высокого уровня в свое время. Все эти великие мастера также вдохновляли братьев Марбелья в начале 20-го века (основатели SAF около 1913).
Любое творческое предприятие всегда строится на фундаменте, заложенном его предшественниками. Творческие люди также зависят от фундамента, заложенного теми, кто был до них. H. J. Nick, художник и прямой потомок братьев Марбелья, и ArtFactory.com построили на этом фундаменте и подняли планку качества еще выше. Таким образом, устанавливается новый стандарт и предлагается лучшая в своем роде мебель ручной работы, которую можно найти в любой точке мира в 21 веке.
Наше наследие: братья из Марбельи приезжают в Америку.
Смотрите наш блог Подробнее об истории ArtFactory.com и американском мебельном движении 21 века.
Клапан Ворот для трубопроводов (API 600, 602, 603)
- Автор: Projectmaterials
- Опубликовано: 20 сентября 2017 г.
- 3 Комментарии
Share на Share on Share on Share on Share on Share on Share on AppAp
Поделиться на linkedin
Поделиться на facebook
Поделиться на Twitter
Поделиться по электронной почте
Содержание
Что такое задвижка? Это запорное устройство для открытия и закрытия потока жидкости, транспортируемой по системе трубопроводов (или трубопроводу). Задвижка представляет собой двунаправленный клапан, поскольку жидкость может течь в любом направлении. Установка этого типа клапана создает небольшой перепад давления в трубопроводе, более низкий, чем у шаровых клапанов. Задвижки имеют кованые корпуса для размеров отверстия менее 2 дюймов (API 602/BS 5352) и литые корпуса для больших размеров (API 600, API 603, API 6D).
Задвижка представляет собой двунаправленный клапан, поскольку жидкость может течь в любом направлении. Установка этого типа клапана создает небольшой перепад давления в трубопроводе, более низкий, чем у шаровых клапанов. Задвижки имеют кованые корпуса для размеров отверстия менее 2 дюймов (API 602/BS 5352) и литые корпуса для больших размеров (API 600, API 603, API 6D).
ОПРЕДЕЛЕНИЕ
Задвижки представляют собой двухпозиционные клапаны для открытия и закрытия потока жидкости в трубопроводе. Клапан открывается и/или закрывается вертикальным перемещением диска на седле клапана.
Основные преимущества этого типа клапана:
- Простота обслуживания и разборки
- Оптимальны в качестве запорной арматуры
- Двунаправленный
- Низкая стоимость
- Может использоваться с жидкостями и вязкими шламами0112
- Доступен в больших размерах
- По своей природе пожаробезопасен (при использовании с металлическим листом)
Недостатки:
- Медленное время открытия и закрытия
- Ограничения низкого давления
- Эрозия седла и диска
- Плохие характеристики дросселирования
- Сложно ремонтировать
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Наиболее важные технические характеристики задвижек, используемых в трубопроводных системах:
- API 600: клапаны из литого углерода и сплава
- API 603: клапаны из нержавеющей стали
- API 602/BS 5352: кованые клапаны
- API 6D: плоские и проходные клапаны для трубопроводов
- ASME ANSI B16.
 34: номинальное давление
34: номинальное давление - ASME ANSI B16.10: монтажная длина
- ASME ANSI B16.5: фланцевые концы
- ASME ANSI B16.25: концы под приварку встык
- ASME ANSI B16.47: фланцевые концы для отверстий размером более 24 дюймов
- API-598: проверка клапанов
ТИПЫ ЗАДВИЖОК
ИЗ ЛИТОЙ СТАЛИ
Это наиболее распространенный тип, на который распространяются спецификации API 600 (углеродистая и легированная сталь) и API 603 (нержавеющая сталь и более высокие сорта). Задвижки из литой стали доступны в размерах от 2 до 80 дюймов.
КОВАНАЯ СТАЛЬ
Клапаны из кованой стали используются для трубопроводов малого диаметра, обычно менее 2 дюймов в диаметре. Спецификации API 602 и BS 5352 охватывают этот тип задвижек.
API 6D ДЛЯ ТРУБОПРОВОДОВ (СКВОЗНОЙ)
Это задвижки для трубопроводов, которые доступны в двух основных исполнениях: плита и расширяющаяся задвижка.
ГЕРМЕТИЧНОЕ УПЛОТНЕНИЕ
Задвижки с самоуплотняющимся уплотнением используются для работы с высоким давлением. Наиболее распространенными типами клапанов для высокого давления являются клапан с гибким клином и клапан с параллельным золотником. Как правило, они доступны с литыми или коваными корпусами, размерами от 2 до 24 дюймов и номинальным давлением от 600# до 4500#, с концами под сварку враструб или встык для обеспечения плотных фланцевых соединений (но также возможны фланцевые соединения).
НОЖЕВОЙ ТИП
Ножевые задвижки были первоначально внедрены в целлюлозно-бумажной промышленности, где стандартные запорные клапаны не могли должным образом работать из-за характера жидкостей, транспортируемых в процессе производства бумаги.
Ножевые клапаны никогда не должны использоваться в качестве модулирующих клапанов (для регулирования потока), поскольку жидкость, протекающая через частично закрытый клапан, будет вызывать вибрацию и разрушать как диск, так и седло.
Поэтому ножевые задвижки следует использовать полностью закрытыми или открытыми, как и задвижки любого другого типа (рекомендуются шаровые задвижки для регулирования потока).
Наконец, для защиты клапана от воздействия гидравлического удара ножевые клапаны имеют очень низкую скорость открытия и закрытия.
A Ножевые задвижки могут быть изготовлены из материалов от ковкого чугуна до нержавеющей стали и иметь размеры от 2 до 24 дюймов (как правило, с литыми корпусами) с характеристиками низкого давления (< 300 фунтов).
Существует много различных вариантов шиберных задвижек, например, с мягким седлом (упругого типа, с седлом из эластомера) и с металлическим седлом (седло и диск создают уплотнение металл-металл), шиберным затвором и с крышкой типы.
Шиберная ножевая задвижка с металлическим седлом
Шиберная ножевая задвижка с мягким седлом.
Ножевая задвижка с металлическим седлом (слева) и эластичная задвижка с мягким седлом (справа).
Различия со стандартной конструкцией:
- Стандартный клапан доступен с фланцевыми, стыковыми и раструбными соединениями (в основном ножевые соединения с проушинами или бесфланцевыми соединениями)
- Стандартный клапан имеет набор V-образных колец, которые вал, прикрепленный к воротам.
 Ножевые клапаны имеют вместо области сальника уплотнение вокруг затвора
Ножевые клапаны имеют вместо области сальника уплотнение вокруг затвора - Шиберные задвижки двунаправленные, в то время как ножевые задвижки, как правило, однонаправленные
- Ножевые задвижки имеют меньший профиль, чем задвижки ANSI, которые являются более громоздкими и изысканными
- Ножевые задвижки легче и дешевле, чем API и ASME типы
ЗАДВИЖКА и ШАРОВЫЕ/ШАРОВЫЕ КЛАПАНЫ
VS. ШАРОВОЙ КЛАПАН
В чем разница между задвижкой и шаровым краном?
Задвижки шаровые и задвижки выполняют одну и ту же функцию, т.е. могут открывать и закрывать поток жидкости трубопровода. Однако между этими двумя типами клапанов есть несколько различий:
- Шаровые краны имеют шток и шар, который поворачивается горизонтально, перекрывая проход жидкости. Вместо этого задвижки закрывают проход совместным действием клина (который представляет собой прямоугольную или круглую «задвижку») и седла.
- Шаровые краны подходят для применений, требующих герметичного закрытия без перепада давления (вместо этого задвижки создают небольшой перепад давления).

- Задвижки относятся к семейству «запорных», краны шаровые к семейству «четвертьоборотных» клапанов
- Шаровые краны имеют очень герметичные уплотнения и намного меньше подвержены утечкам, чем задвижки
- Шаровые краны имеют более длительный срок службы и меньшую частоту отказов, чем задвижки
- Шаровые краны проще в использовании, чем задвижки, но, как правило, дороже
ВС. ЗАПОРНЫЙ КЛАПАН
В чем разница между задвижкой и запорным клапаном?
Задвижка не может использоваться для модуляции и регулирования потока жидкости, , так как ее высокая скорость может повредить клин и седла в случае частичного открытия или закрытия клапана, и их нельзя использовать для быстрого открытия и закрыть операции либо.
Дросселирование и регулирование жидкости, а также повторные операции открытия/закрытия должны выполняться с использованием шаровых клапанов вместо задвижек.
СХЕМА ЗАДВИЖКИ
На схеме задвижки показан стандартный сборочный чертеж задвижки. Возможны различные варианты конструкции в зависимости от конфигурации деталей задвижки:
Возможны различные варианты конструкции в зависимости от конфигурации деталей задвижки:
- материал корпуса конструкция: кованый или литой и т. д.
- торцевое соединение: задвижки доступны с несколькими конструкциями концов задвижек (под приварку враструб и с резьбой для кованых задвижек и под сварку встык для задвижек с литым корпусом)
- клинового типа (сплошной/гибкий/разрезной/параллельный шибер): см. подробности ниже в этой статье
- тип штока (поднимающийся/неподнимающийся): см. подробности ниже
- производственная норма: задвижки API и EN имеют несколько различную конструкцию
- тип управления затвором: ручной, шестеренчатый или пневматический/гидравлический/электрический привод
- и т. д.
Схема задвижки, показывающая основные части задвижки для трубопровода
ТИПЫ КЛИНОВ
На изображении ниже показано, как клин задвижки открывает и закрывает поток жидкости за счет вертикального движения ( который может быть ручным или приводиться в действие приводом).
Клин располагается между двумя параллельными (или косыми) седлами, перпендикулярными потоку. Жидкость течет горизонтально через задвижки и не подвержена перепадам давления. Клинья могут быть разных видов:
- « сплошной клин » (в данном случае клин изготовлен из цельного куска стали)
- « гибкий клин » (в этом случае диск имеет прорези по периметру для повышения способности клапана для корректировки изменения угла между седлами)
- ” разъемный клин ” (двухкомпонентный строительный диск для обеспечения самовыравнивания клина на седлах)
- ” параллельно-скользящий клин ”
ТИПЫ ШТОКА
Задвижка может иметь поднимающийся шток (в этом случае шток поднимается над маховиком, если клапан открыт) или не поднимающийся шток (шток не перемещается над клапаном, когда он открыт). открыт).
OS&Y VS. IS&Y DESIGN
Очень часто можно увидеть термин «OS&Y», связанный с задвижками.
Этот термин означает, что когда рукоятка задвижки поворачивается для открытия или закрытия клапана, она непосредственно поднимает и опускает диск, взаимодействуя со штоком клапана.
В «задвижке OS&Y» шток самого клапана поднимается и опускается вне корпуса клапана хорошо заметным образом, в то время как рукоятка остается в фиксированном положении.
Когда шток поднимается, диск внутри корпуса клапана поднимается с седла, позволяя жидкости течь через клапан (клапан в открытом положении).
Таким образом, с задвижкой OS&Y фактическое положение клапана (закрытое или открытое) всегда очевидно для операторов.
В отличие от этого, положение клапана не сразу видно для «задвижек IS&Y» (внутри винта и бугеля), так как шток клапана не поднимается и не опускается снаружи клапана при вращении рукоятки.
МАТЕРИАЛЫ ЗАДВИЖКИ
КОРПУС
Корпус задвижки ниже 2 дюймов обычно изготавливается из кованой стали (наиболее распространенными классами материала корпуса являются ASTM A105 для работы при высоких температурах, ASTM A350 для работы при низких температурах). службы и ASTM A182 F304/F316 для коррозионной среды).
службы и ASTM A182 F304/F316 для коррозионной среды).
Корпуса задвижек с проходным сечением свыше 2 дюймов вместо этого изготавливаются из литой стали (основные марки литья: ASTM A216 WCB для работы при высоких температурах, ASTM A351 для низкотемпературных условий и ASTM A351 CF8 и CF8M – то есть задвижки из нержавеющей стали 304 и 316).
ЗАТВОР
Съемные и заменяемые части клапана вместе определяются как «затвор» (для задвижки: седло, диск, заднее седло и шток).
Спецификация API 600 предвидит ряд стандартных комбинаций отделений, как показано ниже
| TRIM # | Основой материал | Материал для сиденья | Материал | Backs для сиденья | Материал | Backs Seats | Материал | Backs Backs Seats | для материала | Backs Backs Set | . | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 410 | 410 | 410 | 410 | 410 | |||||||
| 2 | 304 | 304 | 304 | 304 | 304 | |||||||
| 3 | F310 | 310 | 310 | 310 | 310 | |||||||
| 4 | Hard 410 | Hard 410 | 410 | 410 | 410 | |||||||
| 5 | Hardfaced | Stellite | Stellite | 410 | 410 | |||||||
| 5A | Hardfaced | Ni-Cr | Ni-Cr | 410 | 410 | |||||||
| 6 | 410 and Cu-Ni | Cu-Ni | Cu-Ni | 410 | 410 | |||||||
| 7 | 410 and Hard 410 | Hard 410 | Hard 410 | 410 | 410 | |||||||
| 8 | 410 and Hardfaced | Stellite | 410 | 410 | 410 | |||||||
| 8A | 410 and Hardfaced | Ni-Cr | 410 | 410 | 410 | |||||||
| 9 | Monel | Monel | Monel | Monel | Monel | |||||||
| 10 | 316 | 316 | 316 | 316 | 316 | |||||||
| 11 | Monel | Stellite | Monel | Monel | Monel | |||||||
| 12 | 316 and Hardfaced | Stellite | 316 | 316 | 316 | |||||||
| 13 | Alloy 20 | Alloy 20 | Alloy 20 | Alloy 20 | Alloy 20 | |||||||
| 14 | Alloy 20 and Hardfaced | Stellite | Alloy 20 | Alloy 20 | Alloy 20 | |||||||
| 15 | 304 and Hardfaced | Stellite | Stellite | 304 | 304 | |||||||
| 16 | 316 and Hardfaced | Stellite | Stellite | 316 | 316 | |||||||
| 17 | 347 and Наплавленный | Стеллит | Стеллит | 347 | 347 | |||||||
| 18 | Сплав 20 и наплавленный стеллит | Стеллит0406Alloy 20 | Alloy 20 |
MATERIAL SELECTION
| TRIM | RECOMMENDED SERVICE |
|---|---|
| 13% Cr, Type 410 Stainless Steel | For oil and oil vapors and general services with термообработанные седла и клинья. |
| 13% Cr, тип 410 плюс наплавка | Универсальный трим для общего применения, требующий длительного срока службы до 1100°F (593°C).* |
| Нержавеющая сталь типа 316 | Для жидкостей и газов, вызывающих коррозию по отношению к нержавеющей стали 410, до 1000°F (537°C).* |
| Сплав 20 | С до 320°С). |
| КДЕС | Трим из стали 316 или 410 со специальной обработкой в сочетании с болтами B7M и гайками 2HM для соответствия требованиям NACE MR-01-75. |
| Полный стеллит | Трим с твердым покрытием, подходит для абразивных и тяжелых условий эксплуатации при температуре до 1200°F (650°C). |
РАЗМЕРЫ ЗАДВИЖКИ
В таблицах указаны размеры и масса задвижек API 600 (крышка на болтах / подъемный шток)
КЛАСС 150
0005
| Sizes | L | L1 (BW) | H (Open) | W | |||||
|---|---|---|---|---|---|---|---|---|---|
| 2″ | 7 (180) | 8-1/2 (216) | 14- 1/2 (368) | 8 (200) | |||||
| 2-1/2″ | 7-1/2 (190) | 9-1/2 (241) | 17 (432) 8 (200) | ||||||
| 3″ | 8 (200) | 11-1/8 (283) | 18 (457) | 8-7/8 (216)000387 | 4″ | 9 (230) | 12 (305) | 22 (559) | 11 (279) |
| 5″ | 10 (254) | 15 (381) | 26 ( 660) | 12-3/4 (325) | |||||
| 6″ | 10-1/2 (266) | 15-7/8 (403) | 30 (4062) | ||||||
| 8″ | 11-1/2 (290) | 16-1/2 (420) | 38-1/2 (978) | 14 (3566000388 10 ″ | 13 (330) | 18 (457) | 46 (1168) | 18 (457) | |
| 12 ″ | 1401) | ||||||||
12. /4 (1403) /4 (1403) | 20 (508) | ||||||||
| 14 ″ | 15 (381) | 22 (559) | 60 (1524). ″ | 16 (407) | 24 (610) | 74-7/8 (1902) | 24 (610) | ||
| 18″ | 17 (432) | 26 (660). 2223) | 28 (711) | ||||||
| 24 ″ | 20 (508) | 32 (813) | 105 (2667). 24 (610) | 38 (965) | 130 (3302) | 43 (1092) | |||
| 36″ | 28 (711) | 44 (1118) | 162 (4115) | 51 (1295) | |||||
| GEAR OPERATOR RECOMMENDED FOR SIZE 10″ AND ABOVE | |||||||||
CLASS 300
Dimensions in inches (millimeters)
| SIZES | L/L1 | H (OPEN) | W | ||||
|---|---|---|---|---|---|---|---|
| 2″ | 8-1/2 (216) | 16 (407) | 7-7/8 (200) | ||||
| 2-1/2″ | 9-1/2 (241) | 17-3/8 (442) | 7-7/8 (200) | ||||
| 3″ | 11-1/8 (283) | 19-3/4 (501) | 8-74 /8 (225) | ||||
| 4″ | 12 (305) | 23-3/8 (594) | 9-7/8 (251) | ||||
| 5″ | 15 (381) | 23-3/4 (603) | 12-1/2 (318) | ||||
| 6″ | 15-7/8 (403) | 32-1/8 (8516) | 6 4 ) | ||||
| 8″ | 16-1/2 (420) | 41 (1041) | 15-3/4 (400) | ||||
| 10 ″ | 18 (457) | 48-3/8 (1229) | 17-3/3/45. 3/45. 3/3/45. 3-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/3/4 (129) 3/45. 3/3/45. 3-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/45-3/3/4 (129) | 1905 17-3/3/4 (129) | 1905 17-3/3/4 (1229) | 7-3/3/4 (1229) | 17-3. |
| 12 ″ | 19-3/4 (501) | 57 (1448) | 20 (508) | ||||
| 14 ″ | 30 (762) | 14 ″ | 30 (762) | 14.4.8888888888 гг. 22 (559) | |||
| 16″ | 33 (838) | 69 (1753) | 25 (635) | ||||
| 80-1/2 (2045) | 28 (711) | ||||||
| 20 ″ | 39 (991) | 91 (2311) | 35-1/2 (2311). 24″ | 45 (1143) | 120-1/2 (3061) | 43 (1092) | |
| GEAR OPERATOR RECOMMENDED FOR SIZE 8″ AND ABOVE | |||||||
CLASS 600
Dimensions in inches ( мм)
| РАЗМЕРЫ | L/L1 | H (ОТКРЫТЫЙ) | W | |||||
|---|---|---|---|---|---|---|---|---|
| 2 ″ | 11-1/2 (290) | 16-1/2 (420) | 7-7/8 (200) | |||||
| 888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888тельно | 13 (330) | 18 (457) | 8-7/8 (225) | |||||
| 3″ | 14 (356) | 6 4/90 21-1/9 (5-1) | ||||||
| (251) | ||||||||
| 4″ | 17 (432) | 25 (635) | 14 (356) | |||||
| 5″ | 20 (508) | 30-1/2 (775) | 15-3/4 (400) | |||||
| 6″ | 22 (559) | 33-5/8 (854) | 17-3/4 (451) | |||||
| 8″ | 26 (660) | 42-3/8 (1076) | 20 (508) | |||||
| 10″ | 31 (787) | 49 (1245) | 25 (635) | |||||
| 12″ | 33 (838) | 68-1/2 (1740) | 27 (686) | |||||
| 14″ | 35 (889) | 3 ( | 0406 | 31-1/2 (800) | ||||
| 16 ″ | 39 (991) | 74 (1880) | 35-1/2 (902) | 35-1/2 (902) | 35-1/2 (902) | 35-1/2 (902)01 | 35-1/2 (902)06 | 35-1/2 (902) | 84-1/4 (2140) | 43 (1092) |
| 20 ″ | 47 (1194) | 93-1/2 (2375) | 5 4 | 4447 449047 44 593-1/2 (2375) | 5 93-1/2 (2375). | 55 (1397) | 110 (2794) | 51 (1295) |
| РЕДУКТОР РЕКОМЕНДУЕТСЯ ДЛЯ РАЗМЕРА 8″ И БОЛЬШЕ | ||||||||
CLASS 900
Dimensions in inches (millimeters)
| SIZES | L/L1 | H (OPEN) | W | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2″ | 14-1/2 (368 ) | 26 (660) | 10-1/4 (260) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 ″ | 15 (381) | 26-3/8 (670) | 26-3/8 (670) | 905 11-1/24405 26-3/8 (670) 905 11-1/24405 26-3/8 (670)901- 2405/2/8 (670) | 26-3/8 (670) | 26-3/8 (670) | 26-3/8 (670) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4″ | 18 (457) | 30 (762) | 14 (356) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6″ | 24 (610) | 40-3/4 (1035) | 20 (508) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8″ | 29 (737) | 51 (1295) | 24 (610) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 ″ | 33 (838) | 61 (1549) | 27 (686) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
12. | 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12. 1/2 (800) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14″ | 40-1/2 (1029) | 77 (1956) | 35-1/2 (902) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 ″ | 44-1/2 (1130) | 82-3/4 (2102) | 43 (1092) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| . 1500 Dimensions in inches (millimeters)
КЛАСС 2500Размеры в дюймах (миллиметрах)
Разместите запрос предложений · Получите предложения · Закройте сделки Разместите запрос предложений, получите предложения ПОЛУЧИТЕ ПРЕДЛОЖЕНИЕ
Поделиться на linkedin Поделиться на facebook Поделиться на Twitter Поделиться на WhatsApp Поделиться на телеграмме Поделиться на электронной почте Swing Gate Systems | MFR Manufacturing Corp
Информация
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 11389
11389 0117
0117 Панели ограждения из проволочной сетки.
Панели ограждения из проволочной сетки.  При тех же условиях через 1000 часов панели показали подрезку менее 3/16 дюйма.
При тех же условиях через 1000 часов панели показали подрезку менее 3/16 дюйма.  Погружение в воду: 100 часов.
Погружение в воду: 100 часов. 
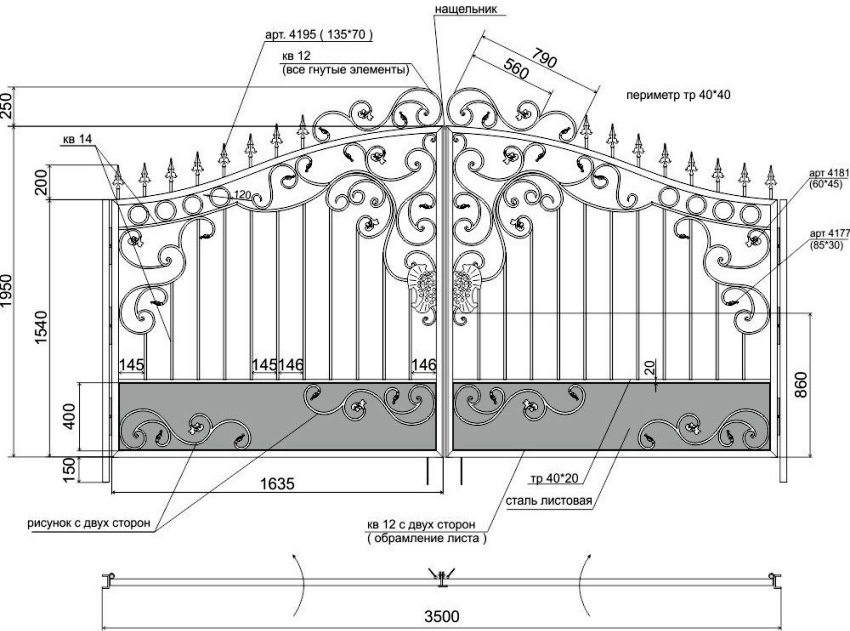

 etsy.com/shop/ForgedCommodities?ref=seller-platform-mcnav§ion_id=21407466
etsy.com/shop/ForgedCommodities?ref=seller-platform-mcnav§ion_id=21407466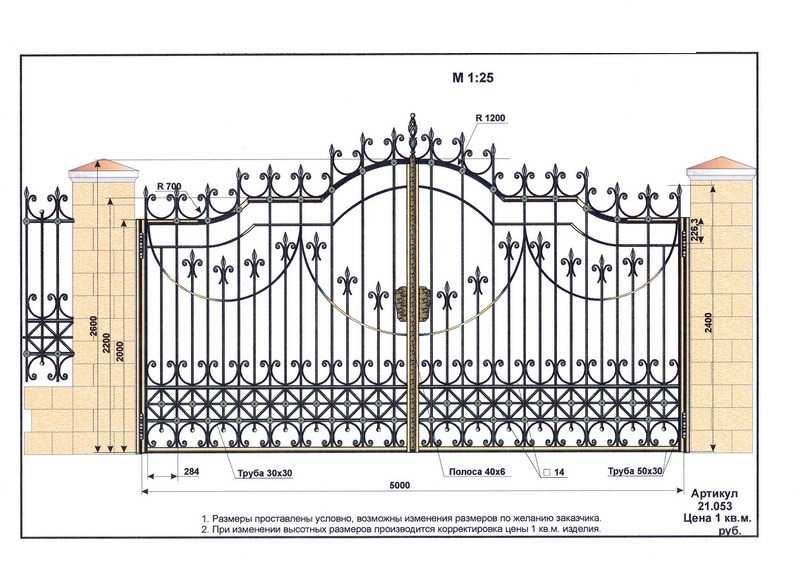 Индивидуальные дверные ручки и дверные ручки, созданные руками украинских мастеров в соответствии с вековыми традициями кузнечного дела. Дизайнерские дверные ручки, молотки и нестандартные ручки «Dream» от «Forged Commodities» — мы отправляем по всему миру.
Индивидуальные дверные ручки и дверные ручки, созданные руками украинских мастеров в соответствии с вековыми традициями кузнечного дела. Дизайнерские дверные ручки, молотки и нестандартные ручки «Dream» от «Forged Commodities» — мы отправляем по всему миру.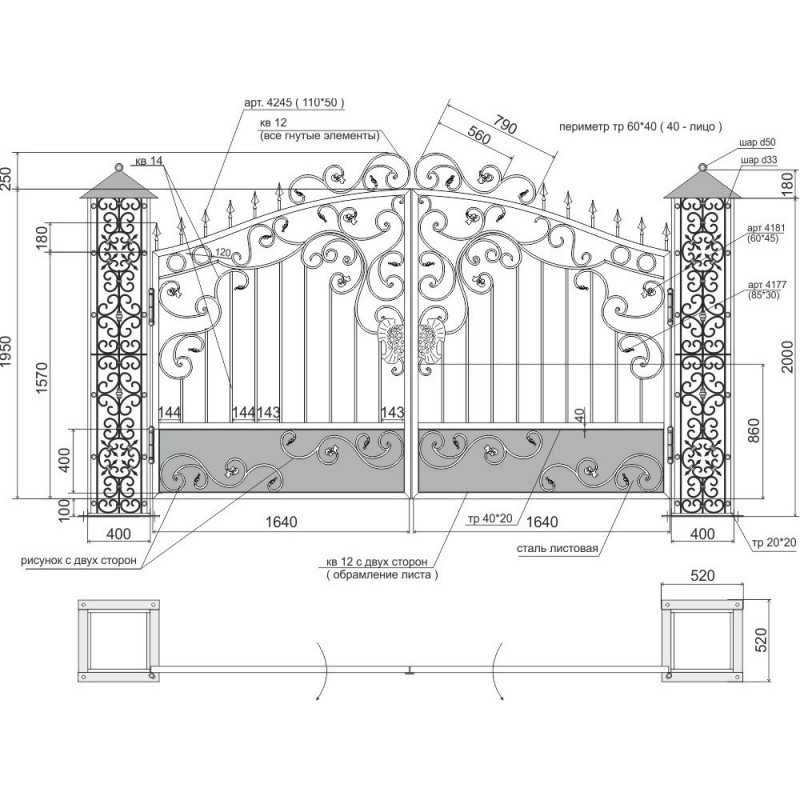
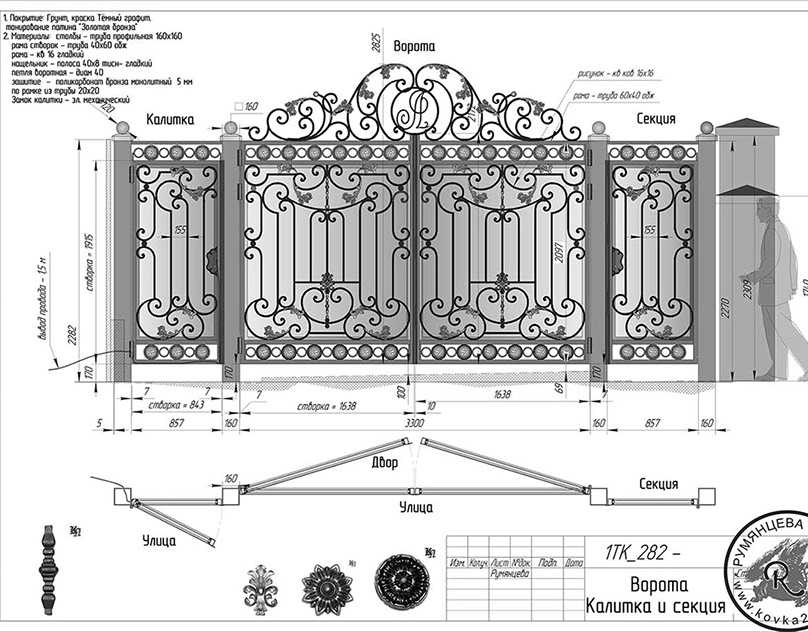 Кузница использует топливо и воздух, чтобы нагреть металл и сделать его ковким. Горны бывают разных размеров и конструкций, и они могут использовать уголь, пропан или другие виды топлива для процесса нагрева.
Кузница использует топливо и воздух, чтобы нагреть металл и сделать его ковким. Горны бывают разных размеров и конструкций, и они могут использовать уголь, пропан или другие виды топлива для процесса нагрева.
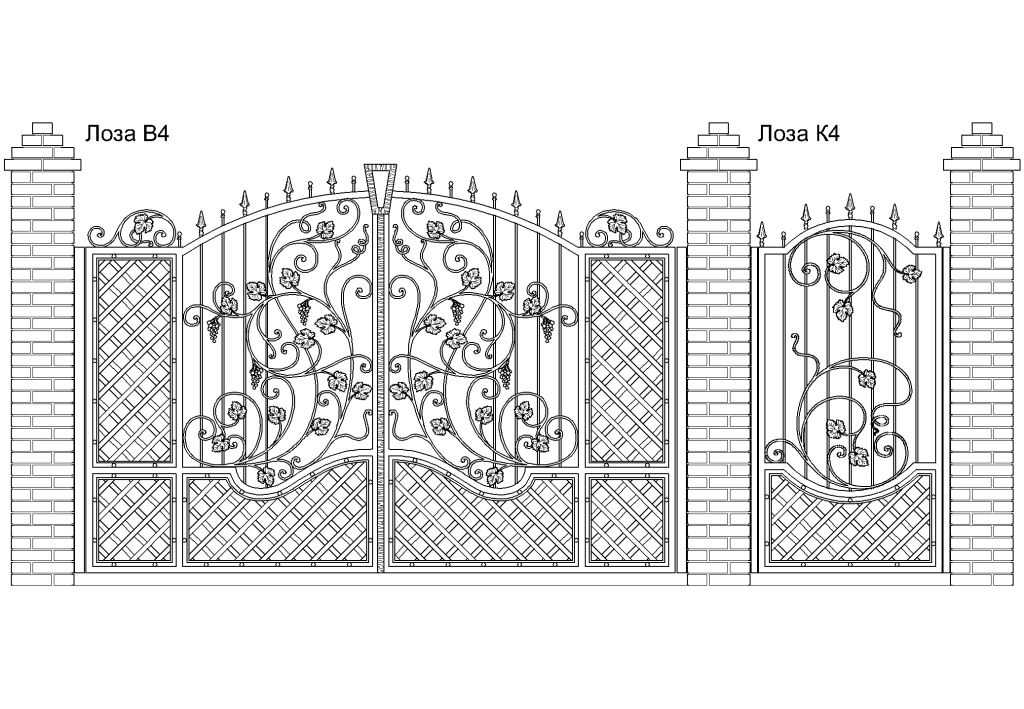
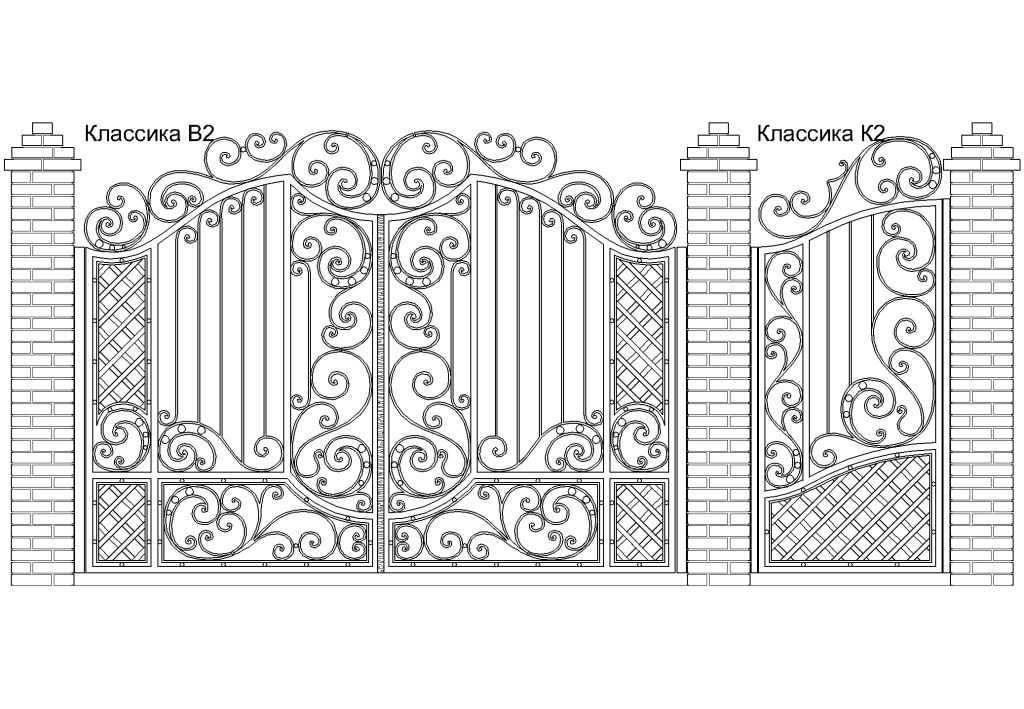
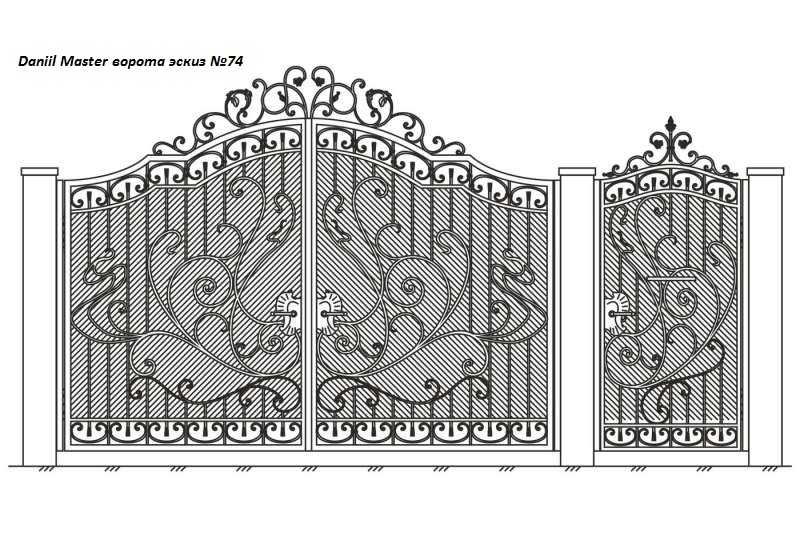 Это можно сделать, используя собственный вес или край наковальни, а также небольшие удары молотка по концу, предназначенному для выдавливания. Постепенно вы начнете видеть, как она обретает форму.
Это можно сделать, используя собственный вес или край наковальни, а также небольшие удары молотка по концу, предназначенному для выдавливания. Постепенно вы начнете видеть, как она обретает форму.
