Восстановление отверстий наплавкой: Восстановление отверстий наплавкой и расточкой
alexxlab | 31.01.1993 | 0 | Разное
Восстановление отверстий наплавкой и расточкой
30.05.2019
Продолжительная эксплуатация машин и механизмов приводит к износу посадочных мест подшипников, валов, втулок, пальцев – как и любые детали они со временем потребуют восстановления. Замена корпусов или крышек, в которых расположены отверстия, обходится слишком дорого и занимает продолжительное время. Повреждения приводят к тому, что техника и оборудование надолго выходят из строя. Компания производитель работ и заказчик несут значительные убытки в результате простоя.
Поэтому изготовители металлообрабатывающего оборудования разработали и представили на рынок специализированные мобильные комплексы для обновления геометрии радиальных проемов в металлических деталях. Это позволило отказаться от полного демонтажа изношенных деталей и ремонтировать, не снимая их с техники и оборудования.
Что такое восстановление отверстий
Под реставрацией посадочных мест вращающихся, опорных и фиксирующих элементов цилиндрической формы подразумевают исправление нарушений размеров радиальной геометрии путем:
- предварительной подготовки;
- проточки для устранения эллипсности;
- наплавки металла на поверхность;
- черновой и финишной механической обработки.


Для выполнения восстановительного комплекса работ применяют специализированное оборудование, совмещающее в себе применение современных сварочных технологий и возможность металлообработки с высокой точностью фрезерования. Процесс реставрационных мероприятий предусматривает возможность обработки одного отверстия или одновременно нескольких, расположенных на одной оси.
Реставрация посадочных мест позволяет значительно сэкономить время и деньги за счёт отказа от приобретения от приобретения нового оборудования или дорогих запасных частей. При этом мобильная конструкция наплавочного восстановительного оборудования позволяет производить работы как в стационарных, так и в полевых условиях.
В каких случаях применяется
Применение расточно-наплавочных комплексов необходимо для приведения в рабочее состояние дорожной и строительной техники, погрузчиков и подъемных кранов, прокатных станов, конвейеров, электродвигателей, металлообрабатывающих станков и другого оборудования. Современный инструмент для реставрации узлов с радиальными проемами позволяет выполнять:
Современный инструмент для реставрации узлов с радиальными проемами позволяет выполнять:
- наплавление металлического слоя;
- радиальную расточку отверстий в металле с точностью обработки 0,01 мм;
- снятие фасок и торцевание;
- проточку канавок для установки стопорных колец;
- сверление;
- нарезание резьбы.
Отремонтированные таким образом детали и компоненты приобретают не только первоначальные геометрические размеры в соединениях и сочленениях, но и механические свойства обновленных поверхностей: твердость, прочность, износостойкость и т.п.
Мобильная расточка и наплавка отверстий очень удобна для выполнения реставрационных работ в полевых условиях. Владельцу машин и механизмов не нужно решать вопрос демонтажа изношенного узла и транспортировки его в ремонтную мастерскую или на завод. Ремонтно-восстановительные мероприятия организуют и проводят на месте.
Такое оборудование широко используют:
- в судостроении и ремонте судов;
- при восстановлении энергетического и горнодобывающего оборудования;
- для ремонта дорожно-строительной техники;
- в тяжелой индустрии и сельском хозяйстве;
- для наплавки и расточки отверстий экскаватора;
- при обслуживании подвижного железнодорожного состава;
- для реставрации коммунального и лифтового оборудования;
- для ремонта подъемно-транспортных механизмов, землеройной и дорожной техники;
- на конвейерах и прокатных станах и на предприятиях тяжелой промышленности.

Специфика реставрируемых элементов такова, что они требуют предельно точно соблюдать все размеры и соотношения, учитывать особенности соединения, а также характер механического воздействия в работе детали, узла и всей системы в целом.
Станки для восстановления отверстий деталей с наплавкой и расточкой применяют для различных видов работ в труднодоступных местах. С их помощью:
- обеспечивают работоспособность оборудования и трубчатых деталей длиной до 4 метра;
- нарезают резьбу;
- приводят в норму диаметральные размеры;
- обрабатывают снаружи параллельные поверхности;
- производят шлифование и сверление.
Наплавка с последующей фрезерной обработкой признана на сегодняшний день лучшей технологией для возвращения работоспособности дорогостоящим узлам и механизмам. Поэтому приобретение специализированного станка при наличии нескольких единиц рабочей техники всегда экономически оправдано.
Этапы проведения работ
Наплавочный способ восстановления изношенных деталей включает 6 последовательных этапов:
- подготовка, осмотр и измерения;
- установка и центровка рабочего вала;
- первая расточка отверстий в металле для устранения эллипсности и других дефектов;
- нанесение металла на поверхность;
- окончательное фрезерование под номинальный размер;
- финишная обработка поверхности.
Первичная расточка необходима даже при отсутствии дефектов, поскольку толщина обновленного слоя не может быть менее 2 мм. Завершающая (финальная) – производится в случаях повышенных требований к качеству поверхности.
Перед тем как восстановить разбитое отверстие в металле, расточно-наплавочный станок закрепляют на корпусе детали при помощи сварки или другим доступным способом.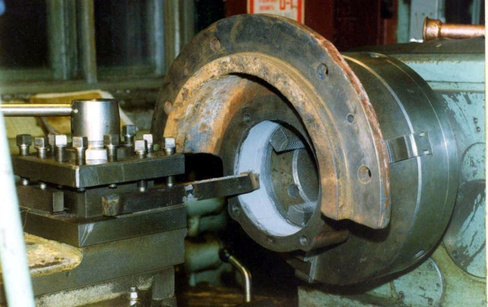 После выполнения центровки возможна простая проточка под калиброванный ремонтный размер или восстановление размеров в прежний номинал. В этом случае комплексная обработка предусматривает проработку всех технологических этапов, перечисленных выше.
После выполнения центровки возможна простая проточка под калиброванный ремонтный размер или восстановление размеров в прежний номинал. В этом случае комплексная обработка предусматривает проработку всех технологических этапов, перечисленных выше.
Важной технической особенностью мобильных расточно-наплавочных комплексов является возможность одновременной проработки двух и более мест, расположенных на одной оси. При этом диаметры обработки разных поверхностей могут быть различны.
Подготовка поверхности
На этапе подготовки к восстановлению деталей сваркой и наплавкой выполняют осмотр осмотр ремонтируемой детали, производят необходимые измерения, проверяют совпадение осей, определяют способ закрепления центровочного комплекта. В зависимости от типа и конструкции детали центровочный блок может быть зафиксирован с двух сторон, а для обработки нескольких разнесенных поверхностей, на крайних торцах.
Рабочий агрегат жестко закрепляют на корпусе детали с помощью электросварки или другим возможным способом. В результате вес обрабатывающего инструмента не будет влиять на точность выполнения операций.
В результате вес обрабатывающего инструмента не будет влиять на точность выполнения операций.
Установка и центровка вала
Особая конструкция центровочного комплекта позволяет установить любое положение борштанги, чтобы обеспечить необходимое направление оси места восстановления или точное осевое совпадение двух обрабатываемых диаметров. В этом случае центровка борштанги производится после выполнения комплекса измерений по менее изношенному узлу.
На предварительно отцентрированную борштангу закрепляют фиксирующие суппорты, которые при помощи сварки окончательно фиксируют станок в нужном положении. Для крепления станка допускается вместо сварки применять метизы соответствующих диаметров, а при малой толщине детали – зажимные элементы типа струбцин.
Фрезерование и устранение эллипсности
После окончательной фиксации станка центровочный комплект удаляют, и на борштангу устанавливают резец, с помощью которого будет производиться первая расточка. Она необходима для устранения эллипсности, которая возникает в результате износа при работе машин и механизмов. Кроме этого, проведенные ранее измерения могли показать нарушение соосности двух противоположных посадочных мест.
Она необходима для устранения эллипсности, которая возникает в результате износа при работе машин и механизмов. Кроме этого, проведенные ранее измерения могли показать нарушение соосности двух противоположных посадочных мест.
После первой фрезеровки поверхностей оба отверстия будут располагаться на одной оси, и геометрическая конфигурация станет точно радиальной, без эллипсоидных отклонений. Однако размер после завершения работы уже не будет соответствовать заводскому номиналу. В этом случае возможны два технических решения по восстановлению диаметра:
- повторное фрезерование под расчетный ремонтный размер с высокой точность обработки и горячая установка металлической гильзы;
- нанесение металла на поверхность и расточка под заводской номинал.
Работа мобильного расточно-наплавочного комплекса предусматривает второй вариант восстановления и ремонта отверстий. Это проще, быстрее и намного дешевле, чем изготовить и установить ремонтную гильзу.
Наплавка
Для наплавления слоя металла на радиальную поверхность используется электросварочный аппарат инверторного типа с автоматической подачей проволоки к месту обработки. В зависимости от марки сплава восстановление деталей вибродуговой наплавкой может осуществляться в обычных атмосферных условиях или защитной инертной среде. Обычно она представляет собой смесь из 80% аргона и 20% углекислого газа.
Расточная борштанга заменяется на наплавочную, к которой подключается сварочный инверторный аппарат и газовый баллон. При отсутствии готовой смеси аргона и углекислого газа подключаются 2 баллона через специальный редукторный смеситель.
Наплавка предусматривает нанесение одного или нескольких слоев металла и осуществляется в автоматическом режиме. Работа станка обеспечивает самостоятельное вращение сварочной насадки и ее продольное перемещение без участия оператора.
Физико-механические свойства наплавляемого слоя полностью соответствуют или даже превышают характеристики основного металла обрабатываемой детали. В зависимости от марки сварочной проволоки, силы тока и скорости прохождения твердость слоя находится в пределах 20-30 HRC.
Фрезерование под номинал
После наплавки металла и его полного остывания наплавочную штангу снимают и на ее место снова устанавливают фрезеровальный инструмент. Механические способы восстановления отверстий предусматривают проточку поверхности за два раза. Сначала выполняется черновая проточка для максимального приближения к номинальному размеру с обязательным плюсовым допуском. При этом величина допуска не превышает 0,5 мм, обычно 0,2-0,3 мм.
Первая обработка не обеспечивает высокой точности, поскольку производится с другой целью. Во время фрезерования под номинал устраняют весь поверхностный сварочный шлак и грубые неровности после наложения слоев. В результате геометрия отверстия приобретает ровную поверхность, максимально приближенную к номинальному размеру.
Финишная обработка поверхности
На следующем этапе работ выполняют чистовое фрезерование с обеспечением точности в пределах 0,01 мм. Для этого снижают скорость прохождения резца и постоянно контролируют проточки с помощью выносных цифровых индикаторов.
Окончанием работ является проведение контрольных замеров, определяющих качество работы, демонтаж станка с корпуса и механическая зачистка следов сварки, которая применялась для фиксации суппортов. Расточно-наплавочная технология предусматривает возможность немедленной сборки отреставрированного узла и начало работы механизма.
Необходимое оборудование
Самые мощные мобильные комплексы оборудования позволяют реставрировать радиальные элементы диаметром от 25 мм до 1,5-2,0 метра при длине обработанной поверхности до 4-х и более метров.
Одним из известных торговых брендов для восстановления и ремонта отверстий наплавкой являются американские расточные комплексы Climax. Их конструкция допускает точную обработку диаметров от 35 до 2030 мм с точностью и скоростью стационарного станка. Движение рабочих органов осуществляется при помощи электрического и гидравлического привода. Управление оборудованием полностью автоматизировано. Наличие специальных запатентованных кронштейнов позволяет отказаться от применения сварки для фиксации на корпусе реставрируемого узла или детали. Однако стоимость таких комплексов предусматривает их приобретение только в случае большого парка ремонтируемой и обслуживаемой техники.
Их конструкция допускает точную обработку диаметров от 35 до 2030 мм с точностью и скоростью стационарного станка. Движение рабочих органов осуществляется при помощи электрического и гидравлического привода. Управление оборудованием полностью автоматизировано. Наличие специальных запатентованных кронштейнов позволяет отказаться от применения сварки для фиксации на корпусе реставрируемого узла или детали. Однако стоимость таких комплексов предусматривает их приобретение только в случае большого парка ремонтируемой и обслуживаемой техники.
Более доступное по цене оборудование для восстановления отверстий это станки модельного ряда WS, выпускаемые европейской компанией Sir Meccanica. Модели WS компактны и предусматривают мобильное применение. В качестве режущего инструмента используются стандартные токарные резцы из быстрорежущей стали. Электропривод отличается низким уровнем энергопотребления.
Одними из лучших моделей от отечественных производителей по стоимости и по качеству можно назвать станки серии «Пионер». Это оборудование для мобильной расточки и наплавки отверстий является мощным устройством, позволяет эффективно решать большинство задач, связанных с ремонтом техники и механизмов. Вкладывая относительно небольшие средства в приобретение этого оборудования, вы сможете обеспечить высокое качество ремонтных работ для своей техники и организовать выездные услуги для других компаний.
Это оборудование для мобильной расточки и наплавки отверстий является мощным устройством, позволяет эффективно решать большинство задач, связанных с ремонтом техники и механизмов. Вкладывая относительно небольшие средства в приобретение этого оборудования, вы сможете обеспечить высокое качество ремонтных работ для своей техники и организовать выездные услуги для других компаний.
По желанию заказчика специалисты компании «Сармат» изготовят борштанги любых необходимых размеров и внесут другие конструктивные изменения для выполнения конкретно поставленных задач.
Восстановление изношенных отверстий в металле методом расточка-наплавка
Подробно о восстановлении изношенных цилиндрических отверстий большого диаметра.
Время чтения статьи – 7 минут
В процессе эксплуатации машин и механизмов происходит износ технологических отверстий, играющих роль посадочных мест для движущихся и неподвижных высоконагруженных частей. Разнашивание со временем доходит до биений, смещения оси вращения и прочих последствий, существенно влияющих на работу, эксплуатационные характеристики и дальнейший износ, вплоть до полного выхода из строя. Это чревато дорогостоящим ремонтом и полной поломкой до полной непригодности к ремонту.
Разнашивание со временем доходит до биений, смещения оси вращения и прочих последствий, существенно влияющих на работу, эксплуатационные характеристики и дальнейший износ, вплоть до полного выхода из строя. Это чревато дорогостоящим ремонтом и полной поломкой до полной непригодности к ремонту.
Современное металлообрабатывающее оборудование позволяет восстанавливать осевые отверстия, полностью регенерировать прочность посадочного места вне зависимости от первичной толщины металла, марки стального сплава и прочих характеристик. Большинство подобных операций производится непосредственно на месте. Это обусловлено слишком сложной операцией демонтажа детали, а также невозможность сохранения первичной целостности сопряженных элементов или необходимости комплексной настройки после установки.
Общее описание восстановления отверстий
Регенерация посадочных мест цилиндрических вращающихся или фиксированных деталей является процедурой восстановления первичной толщины металла с дальнейшей формовкой осевой геометрии с соответствующей степенью точности. Операция состоит из следующих основных операций:
Операция состоит из следующих основных операций:
- Предварительная подготовка. Она включает срез искореженного металла, а также первичное обследование на предмет внутренних дефектов, включающих усталостные трещины и межкристаллитную коррозию сплавов.
- Выполнение проточек для устранения эллипсовидного сечения отверстия. Если делать наплавку прямо на него, то создаётся неравномерность напряжений. Это со временем вызывает разрушение.
- Наплавка металла на поверхности. Важно обеспечение полноценного сцепления и взаимного сплавления. Подобное восстановление не уступает по прочности цельнолитым новым аналогам.
- Механическая обработка наплавленного фрагмента. Положение оси отверстия заново вымеряется в соответствии с технической документацией на деталь.
Выполнение реставрационного комплекса работ можно полностью выполнить при помощи узкоспециализированного оборудования, такого как итальянские станки TrePower. Они полностью заменяют целый комплекс технических средств, выполняя поставленные задачи значительно быстрее. В отдельных случаях может понадобиться обработка нескольких отверстий одновременно, что продиктовано соосностью их взаимного расположения.
Они полностью заменяют целый комплекс технических средств, выполняя поставленные задачи значительно быстрее. В отдельных случаях может понадобиться обработка нескольких отверстий одновременно, что продиктовано соосностью их взаимного расположения.
Реставрация призвана обеспечить значительную экономию по сравнению с покупкой новой детали. Передвижное оборудование позволяет выполнять операции в любых условиях.
Прибрести оборудование для восстановления отверстий “TrePower” можно на на нашем сайте сайте, mrt-tp.ru. Компания ООО “Мобильные расточные технологии”, является единственным и официальным дилером компании ТреПауер в России и странах СНГ. Подробнее о нас.
Сфера и особенности применения
Расточно-наплавочные станки позволяют привести в работоспособное состояние любую тяжелую технику, наладить работу конвейера и производственной линии. Современные станки дают возможность осуществлять следующие технологические операции в полном объёме:
- Послойное наплавление металла без внутренних дефектов, включающих раковины, трещины, и пузырьки.

- Расточка осевых отверстий с высокой степенью точности, вплоть до 0.01 мм. При некоторых условиях задачи дополнительная доводка не требуется. Получаемая шероховатость поверхности Ra не более 3,2 мкм
- Съём фасок и торцов, сверление, нарезка резьбы. Все операции, свойственные обычному токарному станку.
- Проточка канавок для установки шпонок и прочих стопорных элементов.
Данный ремонт позволяет восстановить геометрические параметры и взаимное расположение. При этом недопустима потеря эксплуатационных характеристик, включающих твердость, упругость, прочность, износостойкость, фрикционные показатели и т.д.
Мобильные системы с расточно-наплавочным комплексом позволяют выполнять восстановление в полевых условиях. Когда идут активные работы, простой техники чреват большими финансовыми потерями. Нет необходимости снимать деталь, везти её на завод, ждать очередь, а затем получать обратно, устанавливать и собирать механизм на её базе.
Это оборудование позволяет решать прикладные задачи в следующих сферах промышленности:
- Судостроение и портовое оборудование, ремонтно-восстановительные работы в доках и на такелаже, швартовочных механизмах и контейнерах.
- Подобные поломки часто происходят на горнодобывающем, горно-обогатительном, шахтерском оборудовании.
- Дорожно-строительная техника, включая спецтехнику. Это различные проушины, отверстия подвижных крановых шкивов, маховиков, посадочные отверстия под валы.
- В железнодорожном хозяйстве имеется огромное количество разнашиваемых отверстий в металле большой толщины.
- Основной причиной списывания лифтов является разнашивание металла. Их вполне возможно восстановить прямо в шахте.
- Любые конвейеры, подъёмные и транспортные механизмы, транспортёрная лента, прокатные станы, и прочие протяженные механические системы.
При выполнении технологических операций наплавки и расточки наибольшее внимание уделяется соблюдению геометрических параметров и взаимного положения отверстия относительно остальных элементов силовой конструкции или кинематической схемы. Приобретение подобного станка в любой сфере, где проблема встречается достаточно часто, экономически целесообразно, как и подготовка собственного квалифицированного штата.
Приобретение подобного станка в любой сфере, где проблема встречается достаточно часто, экономически целесообразно, как и подготовка собственного квалифицированного штата.
Подробнее о сферах применения станков TrePower вы можете почитать здесь.
Основные этапы расточно-наплавочных операций
Это классический перечень основной последовательности. В зависимости от поставленных технических условий возможны отклонения от данного списка:
- Подготовительный этап. Выполняется предварительное исследование при помощи измерительных устройств. Специалисты подбирают метод крепления суппортов, обеспечивающий минимальную вибрацию. Обычно фиксация выполняется с двух сторон детали либо на одном из торцов. Очень важна жесткость крепления. Масса станка не должна снижать точность исполнения.
- Центровка вала. Для этого применяется специализированный комплект, точно определяющий положение расточной штанги в пространстве. Задаётся так называемая ось восстановления, она может не совпадать с реальной линией.
 Отстройка может выполняться по эталонной детали без износа либо чертежам с альбомными размерами. Штанга устанавливается в суппорты, а затем к одному из суппортов жестко в требуемой пространственной позиции фиксируется силовой агрегат.
Отстройка может выполняться по эталонной детали без износа либо чертежам с альбомными размерами. Штанга устанавливается в суппорты, а затем к одному из суппортов жестко в требуемой пространственной позиции фиксируется силовой агрегат. - Устранение эллипса. На штангу крепится резцедержатель с режущей твердосплавной пластиной, обеспечивающий черновую расточку. Отверстие растачивается до полного исправления геометрической формы.
- Наплавка. Для её осуществления используется технология сварки плавящимся металлическим электродом (проволокой) в среде инертного газа, производимая через инверторный сварочный полуавтомат. Расточная штанга сменяется на наплавочный вал с горелкой, через которые происходит непрерывная подача наплавочной проволоки. Станок самостоятельно перемещает сварочную головку, выполняя равномерное наплавление. Всё это обычно происходит в автоматическом режиме.
- Чистовая расточка и дополнительная точная обработка отверстия это завершающие этапы. Подгонка может выполняться до сотых долей миллиметра.
 Допустимо нанесение специальных покрытий, препятствующих взаимному отторжению разнородных сплавов или обеспечивающих химическую защиту от образования окислов.
Допустимо нанесение специальных покрытий, препятствующих взаимному отторжению разнородных сплавов или обеспечивающих химическую защиту от образования окислов.
Вместо заключения
Расточно-наплавочные станки TrePower являются лучшими по соотношению стоимости и качества. Они гарантируют высокую степень точности и отсутствие скрытых дефектов. Их сравнительно небольшие размеры позволяют мобильное и стационарное использование в условиях ограниченного пространства.
Станки для восстановления отверстий от Итальянской компании ТреПуер имеют ряд преимуществ перед конкурентами. Подробнее ознакомиться можно по этой ссылке.
Высокое качество кинематики и электрических элементов обеспечивают длительную эксплуатацию. Они просты в ежедневной эксплуатации и обслуживании, обладают отличным КПД и энергопотреблением, а также суммарными экономическими показателями. Их применение возможно как в рамках отдельного предприятия в собственном арсенале техники, так и в качестве инструмента для оказания услуг.
Как заделать дыру в бетонной поверхности
Отправьте эту страницу по электронной почте своим родным и друзьям.
Поля со звездочкой (*) обязательны для заполнения. Смотрите нашу конфиденциальность политика Спасибо.
Ваше письмо отправлено.
Нажмите кнопку Закрыть, чтобы продолжить.
Страна*КанадаСША
Хотите, чтобы мы присылали вам новости и специальные предложения Behr по электронной почте?* Выберите один*ДаНет
Введите адреса электронной почты получателей, разделенные запятыми.*
По желанию добавьте личное сообщение.
О лаках для внутренних работ
Получите желаемый внешний вид и необходимую защиту для любой комнаты в вашем доме.
Плоский блеск имеет антибликовое покрытие, которое хорошо подкрашивает и скрывает мелкие дефекты поверхности.
Применений:
Районы с низкой проходимостью; внутренние стены и потолки
Площади:
Потолки
Прочность:
Средне-низкая
Матовый блеск имеет матовое, отражающее покрытие, которое прочно, легко чистится, хорошо подкрашивается, а также скрывает мелкие дефекты поверхности.
Области применения:
Зоны с низкой проходимостью; внутренние стены
Площади:
Семейные комнаты, гостиные, детские, ванные комнаты, столовые, потолки
Долговечность:
Средняя
ЯИЧНАЯ ЭМАЛЬ
Блеск эмали яичной скорлупы имеет мягкий, бархатистый вид, устойчивый к грязи и грязи, а также к плесени.
Применение:
Помещения с умеренной проходимостью
Помещения:
Семейные комнаты, гостиные, спальни, детские, прихожие, столовые
Прочность:
Средняя
SATIN000 Матовая эмалированная поверхность имеет жемчужную отделку, которую легко чистить.
Применение:
Все внутренние поверхности; помещения с умеренной и высокой проходимостью
Помещения:
Семейные комнаты, гостиные, спальни, детские, прихожие, кухни, ванные комнаты, двери, окна, отделка, шкафы, ставни, внутренняя мебель
Долговечность:
Средняя -Высокая
ПОЛУМАТОВАЯ ЭМАЛЬ
Полуглянцевый эмалевый блеск гладкий и сияющий, устойчивый к плесени, влаге и износу.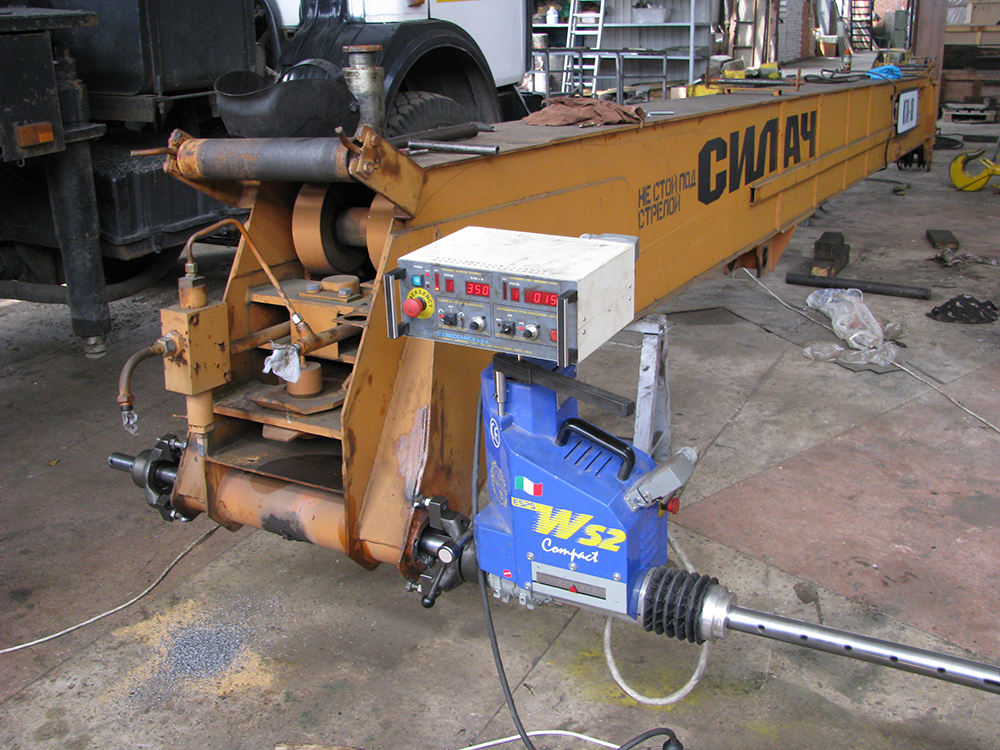
Применение:
Шкафы и отделка; помещения с высокой проходимостью, повышенной влажностью
Помещения:
Детские комнаты, прихожие, кухни, ванные комнаты, двери, окна, отделка, шкафы, ставни
Прочность:
Высокая
ЭМАЛЬ ГЛЯНЦЕВАЯ
Глянцевая эмаль Hi-Gloss обеспечивает блестящий, блестящий внешний вид и прочную поверхность, похожую на стекло, которая позволяет начисто стирать грязь и копоть.
Применений:
Поверхности для интенсивного использования
Помещения:
Кухни, ванные комнаты, двери, окна, отделка, шкафы, ставни, внутренняя мебель
Долговечность:
Высокая
О краске для наружных работ
Создайте правильную привлекательность бордюра с помощью долговременных усилий по покраске кузова.
Плоский блеск не бликует, его легко наносить и подкрашивать. Это сведет к минимуму появление мелких дефектов поверхности.
Области применения:
Деревянные и виниловые стены и сайдинг; кирпичная и другая кладка; ограждения
Прочность:
Средняя-низкая
САТИНОВАЯ ЭМАЛЬ
Блеск атласной эмали создает жемчужное покрытие, прочное и грязеотталкивающее. Он также будет противостоять влаге, выцветанию и пятнам.
Применение:
Практически все наружные поверхности
Долговечность:
Средняя-высокая
ПОЛУМАТОВАЯ ЭМАЛЬ
Полуглянцевая эмалированная поверхность гладкая и сияющая, а поверхность прочная и долговечная. Он разработан, чтобы выдерживать износ, а также устойчив к влаге, выцветанию и пятнам.
Области применения:
Двери, отделка и ставни; Наружная мебель
Прочность:
Высокая
ГЛЯНЦЕВАЯ ЭМАЛЬ
Эмалевый блеск Hi-Gloss имеет блестящий, блестящий внешний вид и прочную, подобную стеклу поверхность, которая позволяет начисто стирать грязь и копоть.
Применение:
Поверхности с высокой нагрузкой
Долговечность:
Высокая
- ИНТЕРЬЕРНАЯ КРАСКА
- ЭКСТЕРЬЕР КРАСКА
- ДРЕВЕСИНА ПЯТНО
- ПОЛ ПОКРЫТИЯ
КАКАЯ СИСТЕМА ИЗМЕРЕНИЯ ДЕЛАЕТ ТЫ РАБОТАЕШЬ?
НАСКОЛЬКО БОЛЬШАЯ ВАША КОМНАТА?
Длина (футы)
Ширина (футы)
СКОЛЬКО ДВЕРЕЙ И ОКОН?
Двери
Окна
ДОПОЛНИТЕЛЬНО (ВЫБЕРИТЕ ВСЕ ЭТО ПОДАТЬ ЗАЯВЛЕНИЕ)
НАСКОЛЬКО БОЛЬШОЙ ВАШ ДОМ?
кв. ФТ.
ФТ.
Вакансии
Двери
гаражные ворота
Окна
Ставни
ДОПОЛНИТЕЛЬНО
НАСКОЛЬКО БОЛЬШ ВАШ ПРОЕКТ МОРИЛКИ?
Приблизительная площадь в футах Введите примерный размер вашего проекта ниже
Длина (футы)
Ширина (футы)
НАСКОЛЬКО КРУПЕН ВАШ ПРОЕКТ ПО ПОКРЫТИЯМ?
Приблизительная площадь в футах
Введите примерный размер вашего проекта ниже
Длина (футы)
Ширина (футы)
Как заделать дыры в металле | Заплаты для ремонта металла
Листовой металл — один из самых универсальных материалов в производстве, используемый в бесчисленных областях и отраслях. Хотя листовой металл используется в производстве из-за его гибкости, он также может быть подвержен повреждениям в условиях высокого износа.
Хотя листовой металл используется в производстве из-за его гибкости, он также может быть подвержен повреждениям в условиях высокого износа.
Повреждения в результате несчастных случаев, слабые места или даже плохое техническое обслуживание в течение многих лет могут привести к образованию отверстий в листовом металле. Ржавчина является особенно распространенной причиной появления отверстий в листовом металле. Какой бы ни была причина повреждения, у вас есть множество вариантов самостоятельного ремонта металлической дыры, чтобы быстро залатать материал.
Сварка
Первый способ заполнения отверстий в металле – сварка. Если вы хотите отремонтировать дыру в металлической двери или отремонтировать дыру в баке из нержавеющей стали, то сварка — самый прочный и долговечный вариант. В процессе сварки вы наносите новый слой металла на существующий листовой металл, чтобы повысить его долговечность, фактически делая его толще и прочнее, чем он был изначально.
Существует особый способ выполнения сварочного ремонта металла в зависимости от типа металла и его применения, например, заделка отверстий в кузове автомобиля. Опытные сварщики знают, какой метод сварки следует применить, чтобы сделать место ремонта достаточно прочным, чтобы предотвратить появление трещин в будущем. Нанимая опытного сварщика для ремонта отверстий в металле, обязательно спросите о методе, который он использует, например, дуга MIG (металл в среде инертного газа) или TIG (вольфрам в среде инертного газа).
Опытные сварщики знают, какой метод сварки следует применить, чтобы сделать место ремонта достаточно прочным, чтобы предотвратить появление трещин в будущем. Нанимая опытного сварщика для ремонта отверстий в металле, обязательно спросите о методе, который он использует, например, дуга MIG (металл в среде инертного газа) или TIG (вольфрам в среде инертного газа).
Эпоксидная смола или клейкая лента
Эпоксидная смола и клейкая лента являются двумя распространенными вариантами ремонта отверстий без сварки. Эти самостоятельные подходы эффективны при ремонте небольшого отверстия, а не значительного разрыва. Специальные эпоксидные смолы и ленты предназначены для ремонта стали и металла. Когда вы заделываете дыру эпоксидной смолой, иногда это может быть постоянным решением, в зависимости от степени повреждения и качества работы по исправлению. Обязательно нанесите слой грунтовки на исправленную область после того, как вы закончите, чтобы запечатать эпоксидную смолу и предотвратить повторное образование отверстия.
Клейкая лента или алюминиевая лента — это простое и быстрое решение, особенно при повреждении кузова автомобиля. Его также можно закрасить, чтобы замаскировать ремонтные работы. Однако использование скотча для заделки отверстий в кузове автомобиля или любого другого металла следует рассматривать только как временное решение.
Использование УФ-ремонтной заплаты для устранения небольших отверстий или ржавчины
Для более надежного и постоянного ремонта отверстий в металле без сварки попробуйте УФ-заплатку. Для небольших отверстий или ржавчины ремонтные заплатки с УФ-излучением — это почти мгновенное исправление, которое может быстро вернуть вас к работе. УФ-заплаты для ремонта работают, накладывая заплату на отверстие или ржавый участок и ожидая, пока ультрафиолетовые лучи солнечного света активируют заплату, затвердевая в течение нескольких минут после первоначального воздействия. Если вы работаете в темном месте без доступа солнечного света, УФ-ремонтные пластыри можно активировать и вылечить с помощью УФ-излучения лампы. 9№ 0011
9№ 0011
Ремонтные УФ-заплаты представляют собой гибкий, похожий на ткань материал, который идеально прилегает к любой поверхности. В качестве промышленного клея УФ-ремонтные заплаты образуют прочную связь с металлической поверхностью, обеспечивая длительный ремонт отверстий без сварки. УФ-заплаты для ремонта также водонепроницаемы, а это значит, что вам не придется беспокоиться о протечках или дополнительной ржавчине. Металлические ремонтные заплатки также устойчивы к коррозии или маслам и не изнашиваются при постоянном воздействии ультрафиолетового излучения. Нанесение УФ-заплаты для ремонта — это быстрый процесс, на нанесение, шлифовку и покраску от начала до конца уходит менее часа.
Применение заплат для мгновенного ремонта
УФ-заплаты для мгновенного ремонта представляют собой универсальное решение для мгновенного ремонта металла. Совместимые с сотнями различных продуктов и поверхностей, существует бесконечное множество областей применения патчей для мгновенного ремонта. Ремонтируете ли вы что-то по дому, ремонтируете кузов автомобиля или заделываете дыры в промышленном или сельскохозяйственном оборудовании, ремонтные заплатки с УФ-излучением подойдут для вашей ситуации.
Ремонтируете ли вы что-то по дому, ремонтируете кузов автомобиля или заделываете дыры в промышленном или сельскохозяйственном оборудовании, ремонтные заплатки с УФ-излучением подойдут для вашей ситуации.
Если вам интересно, как заделать отверстия в металле, рассмотрите следующие области применения заплат для ремонта металла:
1. Автомобилестроение
Если вам нужно отремонтировать кузов автомобиля, вы можете подумать, что единственный способ получить постоянную прочную заплату — это заварить отверстие. Мгновенные ремонтные заплатки, активируемые УФ-светом, являются экономичной и удобной альтернативой заделке отверстий в кузове автомобиля.
УФ ремонтные заплатки быстро восстанавливают проржавевшие бамперы или топливные баки, а также заделывают отверстия в крыльях, глушителях или радиаторах. Формула клея работает на металлических или стеклопластиковых телах и может применяться как внутри, так и снаружи. Ремонтные УФ-заплаты также отлично подходят для автомобилей для отдыха, мотоциклов и прицепов.
2. Промышленные
Промышленные условия суровые и жесткие, что приводит к износу даже на самых твердых поверхностях. Если в резервуарах, трубах или металлических воздуховодах образовались дыры, ремонтная заплатка с УФ-излучением может обеспечить высококачественный ремонт за короткий промежуток времени.
Для небольших отверстий или пятен ржавчины в оборудовании HVAC применение УФ-ремонтной заплаты может обеспечить высококачественное и долговечное решение без необходимости сварки.
3. Сельское хозяйство
Внезапное повреждение сельскохозяйственного оборудования приводит к дорогостоящим сбоям в бизнесе. Если в вашем оборудовании для обработки зерна образовалась дыра, очень важно как можно быстрее ее устранить. Ремонтные заплаты с УФ-активацией являются важным запасом, который необходимо иметь под рукой во время любой сельскохозяйственной операции.
Замена зерновых бункеров и сельскохозяйственного оборудования стоит дорого. Сохраните свои инвестиции, выполнив экономичный и постоянный ремонт с помощью УФ-пластырей. Мгновенные ремонтные заплаты помогают быстро залатать дыры в зерновых бункерах, элеваторах и другом оборудовании для обработки зерна, возвращая вас в рабочее состояние с ограниченным временем простоя.
Мгновенные ремонтные заплаты помогают быстро залатать дыры в зерновых бункерах, элеваторах и другом оборудовании для обработки зерна, возвращая вас в рабочее состояние с ограниченным временем простоя.
4. Вокруг дома
Домовладельцы знают, что текущий уход за домом и двором необходим для предотвращения дорогостоящего ущерба и сохранения стоимости дома. Чтобы оставаться в курсе дел, держите под рукой патчи для мгновенного ремонта, чтобы выполнять текущее техническое обслуживание дома. УФ-ремонтные заплатки могут работать на поврежденных гаражных или навесных дверях, а также на металлическом сайдинге или желобах.
Вы также можете использовать УФ-заплаты для ремонта вашего хобби или спортивного инвентаря, такого как каноэ, байдарки, снег и доски для серфинга. С помощью УФ-заплаты вы также можете восстановить поврежденное оборудование для бассейна или садовые шланги.
Попробуйте УФ-заплату Patchworx для ремонта металла
Ремонт отверстий в металлических поверхностях не должен быть дорогостоящим или трудоемким.