Вязальная проволока расход: Расход вязальной проволоки на арматуру 1 т
alexxlab | 10.12.1990 | 0 | Разное
Вязальная проволока для арматуры расход
Каркас из арматурных стержней, соединенных между собой сваркой или проволокой, служит силовой основой для железобетонных элементов. Каждый из этих способов стыкования имеет преимущества и недостатки. Сварка ослабляет арматуру, к тому же отрицательно влияет на способность противостоять силам пучения грунта. С помощью качественной вязальной проволоки создают устойчивые конструкции для фундаментов различного типа и других строительных элементов.
Приблизительное определение расхода вязальной проволоки при армировании
Требуемое количество проволоки зависит от размеров каркаса, диаметра и шага расположения продольных и поперечных арматурных стержней. Официальных норм расхода вязальной проволоки не существует. В каждом случае эта величина определяется приблизительно или более точно – расчетным путем. Без привязки к конкретному виду армирующей конструкции определить расход вязальной проволоки на 1 м3 бетона или 1 м2 площади невозможно.
Внимание! Общая рекомендация: проволоку закупают примерно в 1,5 раза больше количества, определенного теоретическим путем. Это связано с высокой вероятностью разрыва проволоки при завязывании узлов. Для изделий диаметром 1,2 мм запас следует сделать еще больше.
Способы приближенного вычисления требуемого количества продукции, определенные опытным путем:
- на 1 тонну арматуры расход вязальной проволоки составляет от 10 до 20 кг;
- на вязку одного узла затрачивается от 10 до 50 см изделия, конкретное количество зависит от диаметра арматуры и используемого для вязки инструмента.
Уточненное определение расхода проволоки на армирование
Для более точного определения требуемого количества этой продукции в каждом случае подсчитывают расход проволоки на один узел. Для этого учитывают диаметр арматурного стержня и количество мест обвязки. Например, в точке, где пересекаются два горизонтальных стержня с одним вертикальным, изготавливают два узла. Чем тоньше проволока, тем больше ее расход из-за необходимости делать несколько витков вокруг арматурных стержней.
Чем тоньше проволока, тем больше ее расход из-за необходимости делать несколько витков вокруг арматурных стержней.
Совет! Для соединения двух стержней с диаметром сечения 10 мм требуется отрезок проволоки примерно 25 см, трех – 50 см.
После определения расхода проволоки на один узел результат умножают на количество узлов. Для покупки требуемого количества проволоки желательно знать массу одного метра и метраж в 1 кг.
Арматурный каркас – обязательный элемент бетонного фундамента, сооружаемого по монолитной технологии. Для его изготовления используются стальные или полимерные композитные арматурные стержни. Наиболее популярным вариантом соединения стальной арматуры в единую конструкцию является сварка. Однако при строительстве на пучинистых грунтах создавать усиливающий каркас с помощью сварочного аппарата не рекомендуется. При сезонных подвижках грунта фундамент с жестко соединенной арматурой подвергается деформациям, которые снижают эксплуатационные характеристики. Более надежным вариантом в таких случаях является связывание арматуры с использованием вязальной проволоки.
Более надежным вариантом в таких случаях является связывание арматуры с использованием вязальной проволоки.
Общие характеристики вязальной проволоки
Металлоизделия производятся в соответствии с ГОСТом 3282-74 из пластичной низкоуглеродистой стали. Для придания требуемых эксплуатационных характеристик проволоку подвергают термической обработке – отжигу. Отжиг бывает двух видов:
- Светлый. Производится в защитной атмосфере инертных газов. Продукция после такой термообработки имеет чистую, светлую поверхность.
Механические характеристики метизов после светлого и темного отжига не различаются.
Использовать для связывания каркасов необожженные метизы не рекомендуется, так как они отличаются хрупкостью и при вязке узлов часто ломаются. Для продления эксплуатационного периода продукцию цинкуют, а дополнительно покрывают полимерным слоем.
Как определить норму расхода вязальной проволоки?
Количество вязальной проволоки, требуемое для выполнения конкретного объема работ, определяется, в зависимости от диаметра арматуры и количества узлов. При связывании двух арматурных прутьев требуется проволочный отрезок длиной примерно 25 см, трех – 50 см.
Упрощенный вариант расчета – умножение количества стыковочных узлов на 0,5 м. Точный расход материала на один узел определяют опытным путем. После расчета метража полученный результат рекомендуется увеличить в 1,5-2 раза. Запас необходим на случай порывов и утери проволочных отрезков.
Определить расход вязальной проволоки для 1 м2 арматурной сетки или 1 м3 без конкретной схемы армирования невозможно. Расход проволочного метиза на 1 тонну арматурных стержней составляет 10-20 кг.
Выбор диаметра
При определении оптимального диаметра следует учитывать следующие рекомендации:
- изделия диаметром 0,3-0,8 мм для вязки арматурных стержней не пригодны;
- 1,0-1,2 мм – продукция, наиболее популярная в частном домостроении;
- 1,8-2,0 – такие метизы используются для создания мощных армирующих конструкций.

В условиях высокой влажности и при воздействии других негативных атмосферных факторов используют оцинкованную продукцию значительного диаметра.
Способы определения требуемой массы проволоки
Для покупки металлопродукции необходимо перевести полученный метраж в килограммы. Для этого можно воспользоваться онлайн-калькулятором или таблицей.
Таблица массы 1 м вязальной проволоки различных диаметров
| Диаметр, мм | Масса 1 м, кг | Метраж 1 кг, м |
| 0,6 | 0,00222 | 450,45 |
| 0,8 | 0,00395 | 253,17 |
| 1,0 | 0,00617 | 162,0 |
| 1,2 | 0,00888 | 112,6 |
| 1,4 | 0,0121 | 82,6 |
| 1,6 | 0,0153 | 65,4 |
| 1,8 | 0,02 | 50,0 |
| 2,0 | 0,0247 | 40,5 |
Минимальная масса проволочной продукции в мотках и катушках, поступающих в продажу, должна соответствовать ГОСТу 3282-74
| Диаметр проволоки, мм | Минимальная масса проволоки в мотке или на катушке, кг | |
| Без покрытия | С цинковым покрытием | |
| До 0,2 | 1 | — |
| 0,2-0, 6 | 2 | 0,3 |
| 0,6-1,0 | 5 | 0,6 |
| 1,0-2,0 | 8 | 2,0 |
| 2,2-3,6 | 12 | 5,0 |
| 4,0-46,0 | 30 | 10,0 |
| 6,3-10,0 | 40 | — |
Максимальная масса метизов в мотке – 1500 кг.
Посчитать в зависимости от количества связываемой арматуры в тоннах:
Более точный расчёт проволоки, нужно точно знать количество пересечений арматуры:
Калькулятор расхода вязальной проволоки
На странице есть 2 калькулятора — один менее точный, но легко и быстро получите результат, другой (ниже) более точный, но для расчёта требуются дополнительные сведения.
Используйте эти калькуляторы вязальной проволоки для примерного расчёта необходимого её количества, в зависимости от связываемого количества арматуры.
При постройке фундамента, стен, перекрытий и прочих бетонных работ в сегодня применяется арматура, и для соединения арматурных стержней в местах их пересечения требуется фиксация, самым часто используемым методом соединения арматуры является вязка арматуры вязальной проволокой.
Вес проволоки зависит от её толщины. Для вязки арматуры в частном домостроении применяют проволоку 1,2-2мм, более толстую применять редко имеет смысл, т. к. держит узел она хорошо, а более толстая стоит дороже, и скручивать её гораздо сложнее.
к. держит узел она хорошо, а более толстая стоит дороже, и скручивать её гораздо сложнее.
Данный калькулятор позволяет быстро примерно оценить сколько необходимо купить проволоки в килограммах, ведь именно в кг. указана проволока у продавцов и отмерять метрами вероятнее всего ни кто не будет. Расчёт производится на основе нормы расхода в процентах от расхода арматуры проволоки диаметром 1,2мм как самую часто используемую.
Чтобы посчитать, сколько нужно вязальной проволоки более точно, нужно учесть все пересечения прутков, это не слишком сложно, особенно если армировка конструкции выполняется сетками с определённой ячейкой. В каждой точке, где пересекаются два горизонтальных прутка и один вертикальный есть два соединения вязальной проволоки в каждом ряду, т.е. пересечения в одном ряду не забудьте умножить на 2. Вязать сетку допускается в шахматном порядке т.е. через один стык, но два крайних ряда каждой стороны должны вязаться каждое пересечение.
Посчитав и указав количество пересечений в окошко калькулятора ниже — получите примерное количество проволоки в кг. , необходимое для выполнения армирования. Расчёт производится с учётом толщины вязальной проволоки, которую нужно выбрать из списка. Значение тем точнее, чем точнее вы сосчитаете количество пересечений, будьте внимательны.
, необходимое для выполнения армирования. Расчёт производится с учётом толщины вязальной проволоки, которую нужно выбрать из списка. Значение тем точнее, чем точнее вы сосчитаете количество пересечений, будьте внимательны.
Какая вязальная проволока для арматуры лучше
Товар относится к большой группе строительных материалов из низкоуглеродистой стали, где содержание углерода в сочетании со сталью не превышает 0,25%. Стальные заготовки в расплавленном виде подвергаются методу волочения, протягивая их через тонкое отверстие, прикладывая к нему высокое давление – так получается конечный продукт, называемый катанкой.
Чтобы сделать проводу прочной и придать ей основные свойства, металл нагревают до определенного температурного уровня и подвергают обработке под высоким давлением, после чего материал подвергается медленному процессу охлаждения. Этот метод называется отжигом – кристаллическая структура металла изменяется под давлением, а затем медленно восстанавливается, тем самым уменьшая процесс напряжения в структуре материала. Применение вязального стального материала более всего востребовано в строительной сфере. С помощью этого материала можно вязать стальные арматурные пруты, создавая из них каркасы, выполнять стяжку пола, межэтажных перекрытий.
Применение вязального стального материала более всего востребовано в строительной сфере. С помощью этого материала можно вязать стальные арматурные пруты, создавая из них каркасы, выполнять стяжку пола, межэтажных перекрытий.
Преимущества и недостатки
При сравнении технологии сварки с вязкой, отметим следующие плюсы соединения проволокой:
- простота работы с материалом – процесс вязки арматуры посилен каждому;
- выполнение армирования непосредственно в опалубке;
- удобная регулировка положения прутьев – при необходимости можно исправить геометрию каркаса, отвязав несколько элементов конструкции;
- отсутствие сварных соединений – при нагреве у металла уменьшаются начальные характеристики, он становится слабее, сварной шов более подвержен коррозии;
- доступная цена.
К минусам можно отнести лишь шаткость связанного каркаса, но если, дополнить армирующую конструкцию раскосами, она станет жёстче.
Общие характеристики
Производство вязальной проволоки регламентируется ГОСТ 3282-74
В ГОСТе указана классификация проволоки по следующим признакам:
- по типу обработки: термически обработанные и термически необработанные;
- по типу поверхности: без покрытия или с покрытием. Мелованная проволока, в свою очередь, делится на оцинкованную 1-го класса и оцинкованную 2-го класса;
- по точности изготовления: повышенной точности и нормальной точности;
- по временному разрывному сопротивлению: I-группа и II-группа;
Диаметр: без покрытия – от 0,16 до 10 мм, с покрытием – от 0,2 до 6 мм.
Производство
Исходя из типа термической закалки, изделие подразделяют на необработанную и ту, которая прошла специальный цикл высокотемпературного отжига. Термообработанная пряжа в своей номенклатурной маркировке имеет обозначение в виде буквы «О». Отожженная остается мягкой, с серебристым блеском, но, несмотря на ее пластичность, обладает довольно высокой устойчивостью к механическим и разрывным нагрузкам.
Отожженная остается мягкой, с серебристым блеском, но, несмотря на ее пластичность, обладает довольно высокой устойчивостью к механическим и разрывным нагрузкам.
Отжиг у вязальной проводки делится на 2 варианта – светлый и темный.
- Светлый вариант отжига стальной катанки производится в специальных печах с колоколообразным внутренним устройством, в которых вместо кислорода используется смесь защитных газов, предотвращающая образование оксидной пленки на металле. Поэтому на выходе такой провод получается ярким и блестящим, но и стоит дороже темного аналога.
- Темный отжиг стальной катанки осуществляется под действием молекул кислорода, в результате чего на металле образуются оксидные пленки и шлаки, которые создают темную окраску материала. Накипь на проволоке не влияет на ее физико-химические свойства, но при работе с таким материалом руки сильно пачкаются, поэтому цена проволоки ниже. При работе с черным проводом надевайте только защитные перчатки.

При изготовлении защитных покрытий существует несколько видов цинкования:
- Гальваническое.. Образует более тонкий поверхностный слой.
- Горячее. Образует толстый и прочный защитный слой. Но существенный недостаток этого метода – плохая экологичность.
- Холодное. Его производят с использованием специальных защитных составов с высоким содержанием цинка – 96%.
Классификация вязальной проволоки
В зависимости от наличия или отсутствия защитного покрытия катанка для вязания делится на:
- Проволока из низкоуглеродистой стали. Его преимущество – невысокая цена, но при этом меньшая долговечность. Этот провод подходит для одноразового использования.
- Оцинкованная проволока более устойчива к влаге и имеет более длительный срок службы. Этот провод подходит для использования на открытом воздухе.
Как вязать?
Прежде всего, выбирать проволоку следует исходя из диаметра самой арматуры.
Чем толще арматура, тем больший диаметр используем. На примере наиболее популярных размеров арматуры (8-12 мм) можно сказать, что в основном используется проволока 1,2 или 1,4 мм.
Прочность узла важна не только при эксплуатации, но и при бетонировании. При заливке бетононасосом давление давит на перекрытие арматуры, и чтобы бруски не разошлись, соединение должно быть очень прочным. Количество узлов с перекрытиями арматуры определяется исходя из схемы армирования. Количество узлов нужно умножить на 0,5 и вы получите примерный метраж.
Специалисты говорят, что лучше сразу покупать материала вдвое больше, чем вы получили в расчете. Потому что при вязании проволока часто неправильно затягивается или рвется.
Вязальная проволока – как выбрать, крючок для проволоки, расход, как вязать арматуру и чем заменить?
В строительстве монолитных и других сооружений используются самые разные материалы, в том числе и вязальная проволока. Кроме того, она может пригодиться скульпторам на этапе создания основы для каркаса будущей композиции. Там, где нельзя использовать сварку или крепежные метизы, без нее просто не обойтись.
Кроме того, она может пригодиться скульпторам на этапе создания основы для каркаса будущей композиции. Там, где нельзя использовать сварку или крепежные метизы, без нее просто не обойтись.
Что такое вязальная проволока?
Речь идет об изделии, получаемом из катанки – заготовки из низкоуглеродистой стали. Вязальная проволока – это надежный и эластичный крепежный элемент, легко гнущийся и фиксирующийся в нужном положении. Поставляется в больших мотках и используется при сборке фундаментных каркасов, перекрытий, стяжке полов. В отличие от сварки, которая ухудшает качество металла в зоне нагрева, соединение арматуры проволокой лишено этого недостатка. Оно устойчиво к деформации и изгибающим нагрузкам, не поддается коррозии, что положительно сказывается на прочности.
Где используется вязальная проволока?
Основная область применения – это строительство, предусматривающее соединение металлических изделий в долговечный и износостойкий каркас, но проволока для вязки арматуры используется и в других сферах:
- Производство стальных канатов.

- Изготовление кладочных сеток, колючей проволоки, рабицы.
- Монтаж и упаковка товара.
- Фиксация груза при транспортировке.
Особенности и преимущества применения металлопроката
Основным назначением вязальной проволоки является вязка арматуры. Материал данного типа активно используется в индивидуальном и промышленном строительстве. С его помощью осуществляется сборка каркасов, армирование ЖБК, а также соединение смежных арматурных прутков в месте их пересечения. Наиболее востребована продукция данного типа в сфере производства различных ЖБ-изделий и в монолитном строительстве.
У метода соединения арматуры с использованием проволоки есть масса преимуществ по сравнению с технологией сварки. Прежде всего, удается избавиться от слабых мест, которыми являются сварные швы. Именно они больше всего подвержены коррозии.
Необходимо отметить, что при эксплуатации железобетонных элементов влага проникает через микропоры в бетон, способствуя развитию на сварочных швах коррозионных процессов, приводящих к потере первоначальных характеристик. Также в пользу данного способа соединения арматуры выступает эластичность, приобретаемая каркасом, что повышает прочность и делает ЖБК устойчивыми к деформационным нагрузкам.
Также в пользу данного способа соединения арматуры выступает эластичность, приобретаемая каркасом, что повышает прочность и делает ЖБК устойчивыми к деформационным нагрузкам.
Характеристики вязальной проволоки
Данный материал изготавливается с диаметром поперечного сечения от 0,5 до 6 мм. Вязальная нержавеющая проволока может иметь оцинкованное покрытие. Тогда ее толщина увеличивается до 10 мм. Для повышения показателей прочности и эластичности изделие подвергают термической обработке. При выборе материала, не прошедшего обжиг, необходимо учитывать величину сопротивления на разрыв (Н/мм²) и площадь сечения:
- 10 мм
– 390-690; - 8 мм
– 390-780; - 4,5–5 мм
– 390-830; - 3,2–4,5 мм
– 440-930; - 2,5–3,2 мм
– 540-1080; - 1–2,5 мм
– 590-1270; - менее 1 мм
– 690-1370.
Виды вязальной проволоки
Данный материал различается по:
- Наличию или отсутствию защитного покрытия
. Вязальная проволока оцинкованная выдерживается в ваннах с расплавленным цинком, благодаря чему становится меньше подвержена коррозии, что очень важно при эксплуатации в местах, где оказывает влияние агрессивная внешняя среда.
Вязальная проволока оцинкованная выдерживается в ваннах с расплавленным цинком, благодаря чему становится меньше подвержена коррозии, что очень важно при эксплуатации в местах, где оказывает влияние агрессивная внешняя среда. - Термической обработке
. Бывает жгут необработанный и прошедший отжиг. Проволока вязальная отожженная маркируется литерой «О». Повышенная температура изменяет саму структуру материала, снижая внутреннее напряжение стали и тем самым повышая эластичность и механическую прочность. При этом отжиг может быть темным и светлым. Первый наделяет материал окалиной. - Классу прочности
. Он определяется типом используемых при изготовлении сплавов. Вязальная проволока В-1 производится из низкоуглеродистой стали, а вот в высокопрочном аналоге В-2 увеличено число легирующих компонентов. Обычный жгут применяют для соединения не напрягаемых каркасов, а вот прочным вяжут напрягаемую арматуру.
Данный материал можно приобрести в мотке или в катушке. Первый весит от 15 до 250 кг и состоит из одного отрезка проволоки. Вторая имеет массу от 500 до 1500 кг. Отрезков в ней не более трех. В последнее время большой популярностью пользуется проволока стальная вязальная с кольцами. Такой строительный материал имеет вид бобины, состоящей из 1–5 тыс. отрезов 8, 10, 12 или 14 см длиной. Концы каждого венчают кольца, которые облегчают работу монтажников и значительно ускоряют ее.
Первый весит от 15 до 250 кг и состоит из одного отрезка проволоки. Вторая имеет массу от 500 до 1500 кг. Отрезков в ней не более трех. В последнее время большой популярностью пользуется проволока стальная вязальная с кольцами. Такой строительный материал имеет вид бобины, состоящей из 1–5 тыс. отрезов 8, 10, 12 или 14 см длиной. Концы каждого венчают кольца, которые облегчают работу монтажников и значительно ускоряют ее.
Расчет расхода металлопроката и классификация
В положениях СНиП указано, что при создании каркаса на 1 соединение должно приходиться не менее 300 мм проволоки либо же 4 кг на тонну арматурного проката. Чтобы узнать, сколько понадобится материала, следует подсчитать количество мест стыковки.
Всю проволоку для вязки арматуры можно подразделить на группы. При этом учитываются следующие параметры:
- наличие защитного слоя;
- обработка готовых изделий под воздействием высоких температур;
- класс прочности.
Как правило, защитным покрытием у материала выступает оцинковка. Такой слой наносят по методу горячего цинкования путем погружения в ванны, наполненные цинком. При этом необходимо учитывать, что оцинкованная проволока для вязки арматуры подразделяется на 2 класса. Отличие заключается в толщине защитного слоя. Если на маркировке есть отметка 2Ц, это говорит о том, что у материала защитный слой значительно толще, чем у проволоки, относящейся к классу 1Ц.
Такой слой наносят по методу горячего цинкования путем погружения в ванны, наполненные цинком. При этом необходимо учитывать, что оцинкованная проволока для вязки арматуры подразделяется на 2 класса. Отличие заключается в толщине защитного слоя. Если на маркировке есть отметка 2Ц, это говорит о том, что у материала защитный слой значительно толще, чем у проволоки, относящейся к классу 1Ц.
Также существует разделение материала на необработанный и прошедший отжиг (обозначается буквой О). Метод термической обработки подразумевает нагрев материала до определенной температуры и последующее охлаждение, благодаря чему происходит изменение кристаллической структуры и снижение внутреннего напряжения стального сплава. Это положительно сказывается на эластичности и механической прочности. В зависимости от класса прочности металлоизделия классифицируются на группы В-1 (обычная) и В-2 (высокой прочности), которые отличаются друг от друга маркой применяемых при производстве сплавов. В случае с В-1 используется низкоуглеродистая сталь, а с В-2 — сталь с повышенным содержанием легирующих компонентов. Проволока B-2 задействуется в операциях по соединению напрягаемой арматуры. Что касается класса В-1, то его предназначением является сборка каркасов из ненапрягаемого арматурного проката.
Проволока B-2 задействуется в операциях по соединению напрягаемой арматуры. Что касается класса В-1, то его предназначением является сборка каркасов из ненапрягаемого арматурного проката.
Выбор вязальной проволоки
Критерии выбора жгута следующие:
- Технология строительства
. Там, где строго не оговаривается применение сварки, для связывания элементов арматуры используют вязальную проволоку. - Условия эксплуатации
. Если материал будет испытывать влияние агрессивной среды, то лучше выбирать оцинкованную разновидность. - Диаметр арматуры
. Проволока для вязального пистолета должна быть тем толще, чем массивнее элементы конструкции, подвергающиеся сцеплению. - Стоимость
. Оцинкованный материал стоит дороже обычного. Еще одна его альтернатива – проволока из медно-никелевого сплава, но ее применение оправдано только в элитном строительстве.
Толщина вязальной проволоки
Это очень важный параметр, от которого зависит прочность и надежность всего здания. Самые востребованные размеры арматуры сегодня – 8-12 мм. Для ее вязки используется проволока диаметром 1,2-1,4 мм. Если при этом будет применяться материал меньшего сечения велик риск его разрыва. Черная вязальная проволока с диаметром от 1,6 мм и выше не позволит затянуть узел так, чтобы он не разошелся и оставался прочным.
Самые востребованные размеры арматуры сегодня – 8-12 мм. Для ее вязки используется проволока диаметром 1,2-1,4 мм. Если при этом будет применяться материал меньшего сечения велик риск его разрыва. Черная вязальная проволока с диаметром от 1,6 мм и выше не позволит затянуть узел так, чтобы он не разошелся и оставался прочным.
Как выполняются мероприятия по созданию каркасов
Чтобы конструкция получилось максимально прочной и надежной, важно не только определить какая нужна проволока для вязки арматуры, но и изучить процесс непосредственной сборки армокаркаса. Если применяется арматура 10-14 мм, потребуется проволока 1.2-1.4 мм. В случае плохой эластичности проволочных металлоизделий, бухту рекомендуется поместить в костер и выдержать около получаса, а затем оставить для охлаждения естественным путем. При проведении работ используется специальный крючок для вязки.
Обращаем ваше внимание на то, что приобрести вязальную проволоку и востребованные на строительном рынке виды арматуры вы можете в нашей компании. В наличии большие объемы продукции.
В наличии большие объемы продукции.
Крючок для вязальной проволоки
Монтажники не работают с материалом голыми руками, у них имеется специальный инструмент для вязальной проволоки. Он тоже бывает разным:
- Крючок
. В продаже можно найти самые разные варианты этого приспособления, начиная от самого простого и заканчивая полуавтоматическими аналогами. - Пистолет
. Это современный инструмент, позволяющий полностью автоматизировать процесс вязки. Одно нажатие кнопки и соединение выполнено. Однако, не каждый строитель может себе позволить его покупку.
Вязка арматуры
Крючок для вязки арматуры
Ручной крючок можно сделать из любой проволоки или сварочного электрода 3-4 мм толщины. Чтобы ручка была удобной на неё можно надеть кусок шланга. Ещё его можно сделать из мастерка, у которого отломалась лопатка. Его конец подгибается и затачивается. Подойдёт для этого и ручка от малярного валика. У купленного в магазине крючка для вязки – крючок свободно вращается в ручке.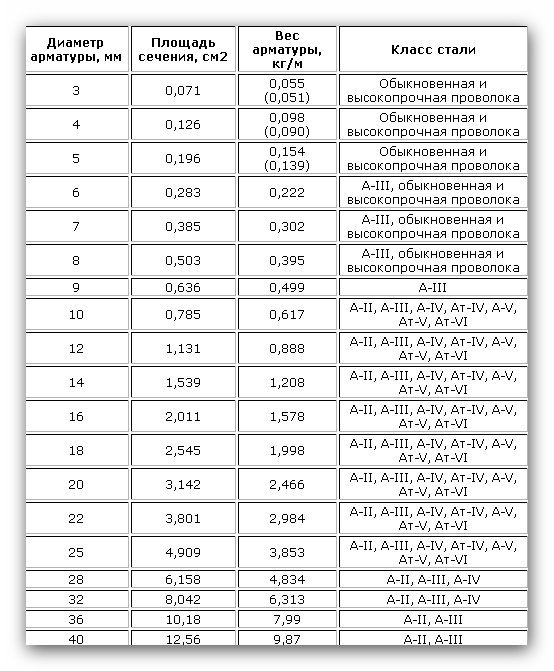
Ещё для вязки арматуры можно использовать шуруповёрт зажав в его патроне насадку в виде крючка который можно сделать самому из гвоздя, шестигранника 4 мм. или другого подобного материала. Закрепив насадку нужно опытным путём, на глаз определить скорость вращения шуруповёрта, чтобы он туго закручивал проволоку и при этом не рвал её.
Проволока
В качестве вязальной проволоки применяется низкоуглеродистая отожженная сталь, чтобы проволока была мягкая на изгиб. Проволока бывает разного цвета — черная без покрытия, оцинкованная или белая. Если проволока плохо гнётся её нужно подержать 30 мин в костре, а затем охладить на воздухе.
Как правило для вязки арматуры диаметром 10-14 мм применяется проволока1,2-1,4 мм. Если взять тонкую проволоку, то её придётся складывать в два раза, потому что он слабовата, а более толстую трудно крутить.
Иногда для ускорения работы необходимо померить длину окружности мотка проволоки. В некоторых случаях её можно сразу разрезать и получить много готовых отрезков.
Как вязать
Берётся арматура и кладётся друг на друга крестом. Затем проволока длиной 30-40 см. складывается пополам.
Вариант первый – для вязки плиты или для горизонтального слоя арматуры. На расстоянии одной трети от петли проволока загибается вокруг пальца. Потом её подсовывают под арматуру, а в петлю нужно вставить крючок. Свободный кусок проволоки, огибая арматуру, натягивается и заводится на ложе крючка, который крутиться и захватывает при этом конец проволоки. При этом руки не отпускают проволоку до тех пор, пока крючок не захватит крепко проволоку, потом она отпускается. Количество оборотов определяется опытным путём. После закручивания проволоки крючок вынимается, а свободные концы проволоки можно обрезать.
Второй вариант применяется для вертикального слоя арматуры, в этом способе арматура фиксируется, лучше, чем в первом варианте.
В этом варианте проволока складывается пополам, но прутки обвязываются по-другому как на фото. Затем пальцами проволока плотно прижимается к прутку, а концы проволоки загибаются на себя, вставляется крючок в петлю и проволока закручивается. Крючок вынимается, концы проволоки загибаются.
Крючок вынимается, концы проволоки загибаются.
Вязка при помощи шуруповёрта
Всё производится, так как рассказано выше, но при этом используется шуруповёрт. Поэтому нужно немного освоиться с инструментом и вязка арматуры будет лёгкой.
Фиксаторы защитного слоя
Во время вязки арматуры для плиты в качестве подставок под арматуру можно использовать нарезанные трубы ПВХ диаметром 40-50 мм. Их нарезают как колбасу на дольки, требуемой высоты. Паяльником в них можно сделать выемки для арматуры.
Размещено участником форума «Дом и Дача» amarrak Редактор: Адамов Роман
Чем заменить вязальную проволоку?
Данный материал специально предназначен для соединения элементов металлоконструкции, поэтому лучше не экспериментировать, тем более, что от этого зависит надежность и долговечность всей постройки в целом. Пластиковая проволока для арматуры просто не выдержит напора струи при заливке бетона и разойдется. Некоторые умельцы применяют в качестве жгута автопокрышки с металлокордом, предварительно сожженные на костре.
Отчет об анализе и прогнозе рынка трикотажных тканей в США на 2019–2025 годы — ResearchAndMarkets.com предложение.
В 2018 году выручка рынка трикотажных тканей США выросла на 2,6% и достигла $2 млрд благодаря ускоренному росту импорта. Этот показатель отражает общую выручку производителей и импортеров (без учета затрат на логистику, затрат на розничный маркетинг и наценок розничных продавцов, которые будут включены в конечную потребительскую цену).
Тем не менее, за рассматриваемый период потребление трикотажа по-прежнему демонстрирует относительно стабильную тенденцию. Темпы роста были наиболее выраженными в 2014 году, увеличившись на 19% по сравнению с прошлым годом. В том же году рынок трикотажных тканей достиг своего пика в 2,3 миллиарда долларов. С 2015 по 2018 год рост рынка трикотажных тканей оставался на несколько более низком уровне.
Производство трикотажа в США
Производство трикотажа в США в 2018 году составило 144 тыс. тонн, что на 2,4% больше, чем в предыдущем году. В целом производство трикотажа продолжает демонстрировать резкий спад. Максимальный объем производства трикотажа за рассматриваемый период достиг 206 тыс. тонн в 2013 году; однако с 2014 по 2018 год производство было несколько ниже.
В стоимостном выражении производство трикотажа в 2018 году составило 1,2 миллиарда долларов.
Экспорт из США
В 2018 году ок. 9,3 тыс. тонн трикотажа экспортировано из США; снизился на -5,9% по сравнению с предыдущим годом. В целом экспорт трикотажа продолжает демонстрировать резкий спад. Темпы роста были наиболее заметными в 2018 году, когда экспорт сократился на -5,9% в годовом исчислении. За рассматриваемый период экспорт трикотажных тканей достиг максимума в 42 тыс. тонн в 2013 году; однако с 2014 по 2018 год экспорт был несколько ниже.
В стоимостном выражении экспорт трикотажа в 2018 году составил 93 млн долларов. В целом экспорт трикотажа продолжает резко снижаться. Темпы роста были наиболее выраженными в 2018 году, когда экспорт сократился на -5,6% г/г. Экспорт достиг пика в 276 миллионов долларов в 2013 году; однако с 2014 по 2018 год экспорту не удалось восстановить свои темпы.
Импорт в США
В 2018 году ок. 108 тыс. тонн трикотажа было импортировано в США; увеличился на 9,1% по сравнению с предыдущим годом. Однако за рассматриваемый период импорт трикотажных тканей по-прежнему несколько снижался. Наиболее заметные темпы роста были зафиксированы в 2014 году, когда импорт увеличился на 14% в годовом исчислении. За рассматриваемый период импорт трикотажных тканей достиг пикового значения в 130 тыс. тонн в 2016 году; однако с 2017 по 2018 год импорту не удалось восстановить свою динамику.
В стоимостном выражении импорт трикотажных тканей в 2018 году составил 501 млн долларов США (оценки IndexBox). Однако в целом импорт трикотажных тканей по-прежнему демонстрирует умеренный вычет. Темпы роста были наиболее выраженными в 2014 году, увеличившись на 11% по сравнению с прошлым годом. Импорт достиг пика в 647 миллионов долларов в 2015 году; однако с 2016 по 2018 год импорту не удалось восстановить свою динамику.
Однако в целом импорт трикотажных тканей по-прежнему демонстрирует умеренный вычет. Темпы роста были наиболее выраженными в 2014 году, увеличившись на 11% по сравнению с прошлым годом. Импорт достиг пика в 647 миллионов долларов в 2015 году; однако с 2016 по 2018 год импорту не удалось восстановить свою динамику.
Ключевые темы:
1. Введение
1.1 Описание отчета
1.2 Методология исследования и платформа искусственного интеллекта
1.3 Решения на основе данных для вашего бизнеса
1.4 Глоссарий и специальные термины
2. Резюме
2.1 Основные выводы
2.2 Тенденции рынка
3. Обзор рынка
3.1 Размер рынка
3.2 Структура рынка
3.3 Торговый баланс
3.4 Потребление на душу населения
3.5 Прогноз рынка до 2025 г.
4. Самые перспективные продукты
4. 1 Лучшие продукты для диверсификации вашего бизнеса
1 Лучшие продукты для диверсификации вашего бизнеса
4.2 Самые продаваемые продукты по всему миру
4.3 Самый потребляемый продукт в мире
4.4 Самый продаваемый продукт
4.5 Самый прибыльный продукт для экспорта
5. Наиболее перспективные страны-поставщики
5.1 Лучшие страны для получения вашего продукта
5.2 Ведущие страны-производители
5.3 Ведущие страны-экспортеры
5.4 Страны-экспортеры с низкими издержками
6. Наиболее перспективные зарубежные рынки
6.1 Лучшие зарубежные рынки для экспорта вашего продукта
6.2 Рынки с наибольшим потреблением
6.3 Ненасыщенные рынки
6.4 Основные рынки импорта
6.5 Наиболее прибыльные рынки
7. Производство
7.1 Объем производства и стоимость
8. Импорт
8.1 Импорт с 2007 по 2017 год
8.2 Импорт по странам
8. 3 Импортные цены по странам
3 Импортные цены по странам
9. Экспорт
9.1 Экспорт с 2007 по 2017 год
9.2 Экспорт по странам
9.3 Экспортные цены по странам
10. Профили основных производителей
- Адель Вязаные
- Альбахелс
- Шарберт
- Клевер Вязаные
- Домашняя мода Содружества
- Фаб Индастриз Корп.
- Фишер Текстиль
- Геринг Трико Корпорейшн
- Гилфорд Миллс
- Хэмптон Индастриз
- Хорнвуд
- Производство Джиф-Пак
- Кружевная компания Lastics
- Производственная компания McComb Mill
- МакМюррей Ткани
- Корпорация Метритек
- Мокаро Индастриз
- Могиканские мельницы
- Ребтекс
- Сас Текстиль
- Сини Корп.
- Сомерсет Индастриз
- ССМ Индастриз
- Корпорация Тененблатт
- Вестчестерское кружево и текстиль
Для получения дополнительной информации об этом отчете посетите https://www. researchandmarkets.com/r/hfxs29.
researchandmarkets.com/r/hfxs29.
История, производство и применение
СОДЕРЖАНИЕ
- История проволоки
- Нержавеющая сталь: история и производство
- Производство проволоки из нержавеющей стали
- Проволочная сетка из нержавеющей стали
- Проволока из нержавеющей стали для домашнего использования
- Проволока из нержавеющей стали для внутренней отделки
- Проволока из нержавеющей стали в пищевой промышленности
- Проволока из нержавеющей стали в автомобилях
- Проволока из нержавеющей стали в аэрокосмической промышленности
- Проволока из нержавеющей стали в медицинских целях
1 -ИСТОРИЯ ПРОВОЛОКИ
Проволока является одним из родовых видов металлургической продукции, наряду с плитами, листами, прутками, трубами. В энциклопедиях металлическая проволока обычно определяется как «одна жила или стержень из металла, обычно цилиндрической формы». История изготовления проволоки уходит корнями в глубокую древность.
Первое известное письмо, относящееся к проволоке, появляется в Библии (Исх.39:3): «И выковали золото в тонкие пластины и разрезали на проволоку…) Однако археологические находки датируют искусство изготовления проволоки восходит к гораздо более ранним временам, вероятно, к 4000 г. до н.э.: в гробнице египетского фараона, правившего около 2750 г. до н.э., было найдено ожерелье с золотой проволокой, а также есть украшения и украшения из проволоки, сделанные ассирийцами в 1700-х годах до н.э.
Производство проволоки долгое время ограничивалось изготовлением ювелирных изделий и подобных декоративных изделий с использованием «мягких» материалов, таких как золото или бронза. В последние годы до нашей эры начали появляться утилитарные применения, о чем свидетельствуют три бронзовых провода, скрученных в кабель, найденный в Помпеях. На протяжении многих веков проволоку изготавливали путем ковки ковких металлов, золота и бронзы, в тонкие листы. Затем с помощью молотков и напильников тонкие полоски превратились в короткие круглые кусочки, которые в конечном итоге можно было спаять в более длинные проволоки. Однако есть свидетельства того, что даже в античном Египте некоторая проволока действительно протягивалась через конические отверстия, грубые предшественники «штампов».
Современное производство проволоки путем волочения через штампы можно проследить до периода с 300 по 700 год нашей эры. Изготовление проволоки методом волочения через штампы стало распространенным в 12—14 веках во Франции, Англии и Германии: в те времена проволоку волочили вручную. Немецкие производители проволоки начали использовать гидроэнергию для замены ручного управления в средние века. Кроме того, немецкие производители в районе Дюссельдорфа примерно в 1650 году обнаружили преимущество использования смазочных материалов (например, несвежего пива!) для волочения твердой стали.
Таким образом, основной метод изготовления проволоки, т. е. протягивание мягкого металла через твердую, несжимаемую матрицу, оставался неизменным на протяжении столетий. Очевидно, что современное промышленное производство проволоки для повышения производительности и качества разработало ряд сложных технологий, относящихся к:
– Качество катанки (материал, поступающий из стана горячей прокатки) и специальные покрытия
– Смазки для волочения (мыло на основе Na или Ca –типа соединений)
– Алмазные (масляная вытяжка) или твердосплавные штампы (сухая вытяжка) повышения высоких технологий
– Очень производительные высокоавтоматизированные волочильные машины с несколькими отверстиями
– Непрерывные процессы, сочетающие очистку, отжиг, нанесение покрытия и проклейку дрессировки
Приведенное выше описание, очевидно, относится только к “металлической проволоке”, а не к все более важной стеклянной проволоке. в отрасли «волоконная оптика».
2 – НЕРЖАВЕЮЩАЯ СТАЛЬ: история и производство
Нержавеющая сталь (также известная как «inox» или «rostfrei») сейчас очень распространена в жизни 21-го века. Тем не менее, этот материал является наиболее современным типом сталей: в основном его изобретение относится только к началу 20-го века, когда было обнаружено, что определенное количество хрома в качестве легирующего элемента (минимум около 11%) добавляется к обычной стали, изготовленной он блестящий и очень устойчивый к потускнению и ржавчине. Это свойство сопротивления ржавчине переводится в «коррозионную стойкость», которая отличает нержавеющую сталь от всех других сталей. Хотя настоящее «открытие» нержавеющей стали произошло в 19
– 1821: француз Бертье обнаружил, что железо, легированное хромом, обладает кислотостойкостью
– 1872: английские инженеры Wood & Clark подали заявку на патент на 30% хрома железный сплав
В настоящее время общепризнано, что реальная заслуга в открытии принадлежит обоим:
Французу Леону Гийе, опубликовавшему в 1904 г.06 подробное исследование сплава железо-никель-хром с основной металлургической структурой нержавеющей стали серии 300. Эти выводы были дополнены французом Портевином, опубликовавшим в 1909 году исследования сплава, близкого к современной нержавеющей стали 430
. первая промышленная отливка из нержавеющей стали в 1912 году. Бердли назвал новый материал «нержавеющей сталью». Вскоре после этого производитель Эрнест Стюарт придумал название «нержавеющая сталь».
Позже У. Хэтфилд, преемник Х. Брирли в компании Thomas Firth, запатентовал аустенитную нержавеющую сталь с содержанием 18% хрома и 8% никеля, которая стала наиболее широко используемой нержавеющей сталью, известной как марка 304. Параллельно с этим Société d «Electrométallurgie d’Ugine» заслуживает похвалы за металлургические исследования и промышленное производство ферритных марок, таких как 430, с 17% хрома и без никеля. Кроме того, немецкие металлурги из Исследовательского института Круппа должны быть отмечены за их работу в 19 веке.с 15 по 1930 год.
Крупное развитие промышленного производства нержавеющей стали произошло совсем недавно: оно продемонстрировало впечатляющий рост с 2 миллионов тонн в 1950 году до 48 миллионов тонн в 2017 году, при этом ключевую роль в этом развитии сыграли 3 современных металлургических процесса:
- Последовательные разработки электрометаллургии с начала 1900-х годов
- Аргонно-кислородный (AOD) рафинирующий конвертер, позволяющий достичь низкого содержания углерода
- С конца 1970-е годы, широкое распространение технологии непрерывного литья заготовок
3 – ПРОИЗВОДСТВО ПРОВОЛОКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
Как и любой другой тип стальной проволоки, проволока из нержавеющей стали является признанным и широко используемым основным металлургическим продуктом. Изготовленный из современной специальной стали, «открытой» в 1910-х годах, он также производится с помощью «процесса волочения», восходящего к античности и широко развитого в Европе в 12-16 веках. Процесс волочения проволоки прост по идее: поперечное сечение проволоки уменьшается за счет ее протягивания через один или несколько волочильных штампов, обычно изготовленных из карбида вольфрама или поликристаллического алмаза (в случае тонкой проволоки из нержавеющей стали). .
Сырьем/проволкой для волочения проволоки из нержавеющей стали является «катанка» из нержавеющей стали, произведенная на современных станах горячей прокатки из заготовки, выпущенной по технологии «Электропечь + конвертер AOD + непрерывная разливка». Катанка бывает размеров от 5,5 до 30 мм, из которых преобладает размер 5,5 мм (0,218 дюйма); катанку отжигают + травят или просто травят, если катанку контролируют-охлаждают.
Для проводов диаметром > 0,8 мм процесс волочения называется «сухое волочение». В этом случае катанка подвергается предварительному фосфатному покрытию, которое обеспечивает подходящую основу для смазочных материалов для волочения проволоки, обычно мыл, содержащих Na или Ca. Затем проволока из нержавеющей стали протягивается через ряд коробок с фильерами, содержащими смазку в виде порошка + фильеру из карбида вольфрама, часто на так называемых многоканальных или многофильерных машинах (до 12 в некоторых из самых современных машин). . В зависимости от размера отделки и сорта может потребоваться выполнение промежуточных операций по очистке на линии с последующим отжигом на линии в восстановительной атмосфере N2/h3 и, в конечном итоге, повторным нанесением покрытия для чистовой вытяжки. В зависимости от диапазона предела прочности на растяжение и заданного состояния поверхности могут быть выполнены окончательный отжиг и световая вытяжка. Кроме того, волочение отдельных блоков иногда используется со смазкой в качестве смазки для получения блестящей поверхности.
Для производства тонкой проволоки из нержавеющей стали, обычно < 0,80 мм, процесс совершенно другой и известен как «мокрое волочение». Питающая проволока представляет собой так называемую «перетянутую проволоку» размером менее 1,2 мм и полностью отожженную. Процесс волочения выполняется с помощью ряда алмазных штампов (до 30 на некоторых машинах), полностью погруженных в смазку масляного типа. Этот деликатный процесс для мягкой проволоки сопровождается очисткой на линии, отжигом в атмосфере N2/h3 и прецизионной намоткой на специальные натяжные устройства, адаптированные к различным типам катушек. Таким образом, сверхтонкая проволока из нержавеющей стали диаметром примерно до 0,010 мм производится несколькими узкоспециализированными производителями проволоки из нержавеющей стали.
4 – ПРОВОДНАЯ СЕТЬ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
Проволочная сетка из нержавеющей стали является одним из наиболее распространенных видов использования проволоки из нержавеющей стали. С годами терминология в отрасли изменилась в отношении трех следующих терминов: «проволочная сетка», «проволочная ткань» и «проволочная ткань». На современном рынке эти три формулировки используются взаимозаменяемо и относятся к одному и тому же продукту, причем «проволочная сетка» или даже «сетка» являются наиболее распространенными с точки зрения покупки и использования. Сетки из проволоки из нержавеющей стали могут быть ткаными, вязаными, сварными в зависимости от области применения и размера проволоки. Плетеная нержавеющая сталь является наиболее распространенной сеткой. Изделия из тканой проволоки охватывают широкий спектр моделей плетения в зависимости от конечного конечного использования. Основные узоры:
- Полотняное переплетение, при котором каждая основа проходит над и под последовательными уточными проволоками, что обеспечивает максимальную стабильность ткачества и, следовательно, более точное раскрытие ячеек
- «Голландское» плетение, похожее на полотняное плетение, с более толстыми и расположенными ближе друг к другу проволоками основы: этот тип сетки используется в промышленных фильтрах и сепарационных аппаратах
- Саржа голландского переплетения: сочетание саржи и голландского переплетения для более прочной проволочной ткани, идеально подходящей для тонкой фильтрации
- Плетение после опрессовки проволоки, для экранирования в шахтах, строительстве и т.
 п.…
п.…
Таким образом, плетеная сетка из нержавеющей стали охватывает широкий диапазон размеров проволоки от 0,04 мм для тончайшей тканой «сетки» до 3–4 мм для промышленных сеток. Конечное использование охватывает очень широкий спектр от разделения, калибровки, конвейеров, очень разнообразных типов фильтрации, ограждений, отсевов, внутренней/внешней архитектурной отделки и т. д.…
Вязаная проволочная сетка из нержавеющей стали — еще один очень распространенный тип сетки, очевидно, в основном с более тонким сечением проволоки. Петлевая структура придает трикотажной сетке пружинистость или двумерную гибкость, позволяя сжимать или сжимать ее для изменения характеристик для конкретных применений, например, используя высокие механические демпфирующие свойства такой сетки. Трикотажная сетка из нержавеющей стали может быть переработана в сжатую, складчатую или подушечную форму, чтобы обеспечить прохождение жидкости или газа. Трикотажная сетка из нержавеющей проволоки широко используется в автозапчастях и инженерных приложениях, таких как фильтры, глушители, сетка для одеяла каталитических нейтрализаторов. Другой большой областью является область туманоуловителей и техники сепарации.
Другой большой областью является область туманоуловителей и техники сепарации.
Конечно, проволочные сетки из нержавеющей стали всех типов извлекают выгоду из коррозионной стойкости нержавеющей стали. Основные марки – аустенитные 304/304L и 316/316L в зависимости от коррозионной специфики применения; также иногда ферритный 430 (демистеры, украшение).
5 – ПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ БЫТОВОГО ИСПОЛЬЗОВАНИЯ
Нержавеющая сталь в настоящее время является наиболее часто используемым материалом для бытовых приборов и посуды из-за ее «совместимости с пищевыми продуктами» и, в более общем плане, ее устойчивости к различным типам коррозии. Оставляя в стороне важный сегмент внутренней отделки, проволока из нержавеющей стали находит свое место в очень широком спектре бытовых применений, либо в виде выпрямленных отрезков, формованных или фасонных деталей, либо в виде проволочной сетки. Мы разделим здесь использование домохозяйств следующим образом:
Кухонная утварь и кухонная утварь :
Существует много кухонной утвари, в которой используется проволока из нержавеющей стали на различных этапах приготовления пищи в домашних условиях. Примечательно:
Примечательно:
– проволочные венчики, проволочные миксеры, проволочные толкатели из формованной, сборной проволоки
– сита большие и малые, с ручками из проволочной сетки и одинарной проволоки
– масло, сыр, ломтерезки для торта
Приготовление и хранение :
В этой широко определенной категории в большинстве случаев используется однопроволочное или грубое переплетение.
– корзины для жарки, изготовленные из формованной и электрополированной проволоки или проволочной сетки
– крышки для защиты от брызг для сковород из плотной проволочной сетки
– решетки для духовок и барбекю и связанные с ними плетеные сетки
– стеллажи для хранения, холодильника или сита , иногда с сетчатой проволокой
Электроприборы :
Проволока из нержавеющей стали присутствует в каждом современном электроприборе в самых разных областях применения.
Просто упомянем несколько хорошо известных или иногда упускаемых из виду применений:
– сварочная проволока для формованных нержавеющих листов в посудомоечных, стиральных и сушильных машинах
– проволочные фильтры в посудомоечных машинах
– пружинная проволока в переключателях «вкл/выкл»
Прочее прочее бытовое использование :
– высококлассные ванные комнаты: держатели для мыла, гибкие металлические шланги из тонкой плетеной проволоки
– пружины в большом количестве систем аэрозольного распыления используется при чистке с отбеливателем,…
– пружины в косметических или роскошных распылителях: лак для волос, парфюмерия/ароматы
В связи с очень разнообразным бытовым использованием встречаются самые разные марки нержавеющей стали: аустенитные марки 304, иногда 316 являются наиболее используемыми, но в значительной части простой посуды используется феррит марки 430 (венчики для миксера, сетчатые фильтры и т. д.), тем более что разница в стоимости с никельсодержащими марками. Пружинные проволоки для аэрозольного распыления иногда требуют высокой коррозионной стойкости, что требует использования супернержавеющих марок, таких как 9.04L
д.), тем более что разница в стоимости с никельсодержащими марками. Пружинные проволоки для аэрозольного распыления иногда требуют высокой коррозионной стойкости, что требует использования супернержавеющих марок, таких как 9.04L
6 – ПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ОТДЕЛКЕ ВНУТРЕННИХ ОТДЕЛОК
Использование нержавеющей стали в отделке интерьеров — относительно недавнее явление, вполне согласующееся с современностью этого материала и его широкомасштабным увеличением производства более чем на 5% в год. с 1950-х гг. Неудивительно, что проволока из нержавеющей стали нашла широкий спектр таких применений благодаря своей хорошей формуемости, а также ее способности превращаться в сетку (путем плетения, вязания, обжима) и в форму проволочного каната/кабеля путем скручивания. Многочисленные области применения нержавеющей проволоки в отделке помещений обычно подразделяются на следующие сегменты:
– Общая отделка интерьеров зданий: эти применения охватывают внутреннюю отделку офисных зданий, торговых центров, музеев, театров и т. д. Они являются естественным компонентом декоративного использования нержавеющей стали в общей архитектуре. Таким образом, проволока из нержавеющей стали используется в качестве проволочных тросов, соединяющих стойки на лестницах, в дополнение к поручням, изготовленным из нержавеющих труб, в балюстрадах аналогичного типа: такие применения сочетают в себе декоративные и структурные функции. Проволоку из нержавеющей стали в самых разных сетках можно найти в качестве металлической ткани и драпировки для отделки облицовки стен. Кольцевые сетчатые шторы с одиночной проволокой или тросами часто используются в торговых центрах в качестве разделителей. Современные дизайнеры могут предложить и реализовать очень элегантные комбинации труб из нержавеющей стали, тросов и дерева в лестницах для интерьеров зданий.
д. Они являются естественным компонентом декоративного использования нержавеющей стали в общей архитектуре. Таким образом, проволока из нержавеющей стали используется в качестве проволочных тросов, соединяющих стойки на лестницах, в дополнение к поручням, изготовленным из нержавеющих труб, в балюстрадах аналогичного типа: такие применения сочетают в себе декоративные и структурные функции. Проволоку из нержавеющей стали в самых разных сетках можно найти в качестве металлической ткани и драпировки для отделки облицовки стен. Кольцевые сетчатые шторы с одиночной проволокой или тросами часто используются в торговых центрах в качестве разделителей. Современные дизайнеры могут предложить и реализовать очень элегантные комбинации труб из нержавеющей стали, тросов и дерева в лестницах для интерьеров зданий.
– Рестораны и высококлассные магазины: там проволока из нержавеющей стали также пользуется спросом как по чисто декоративным, так и по функциональным причинам, чтобы соответствовать имиджу нержавеющей стали, блестящему и чистому. Таким образом, проволочные сетки из нержавеющей стали можно найти в качестве: функциональных перегородок, сеток для драпировки штор и проволочных сеток для декоративных целей. Кроме того, некоторые кресла для отдыха и барные стулья «модного» дизайна могут элегантно сочетать проволочную сетку из нержавеющей стали и подушки.
Таким образом, проволочные сетки из нержавеющей стали можно найти в качестве: функциональных перегородок, сеток для драпировки штор и проволочных сеток для декоративных целей. Кроме того, некоторые кресла для отдыха и барные стулья «модного» дизайна могут элегантно сочетать проволочную сетку из нержавеющей стали и подушки.
– Предметы интерьера и отделка дома: сочетая функциональность и красоту, проволочная сетка из нержавеющей стали недавно использовалась при реконструкции большого роскошного жилого комплекса в Чикаго: элегантные стеновые панели придавали характерный декор, скрывая при этом механическое оборудование и сложные системы управления домом. Нержавеющая сталь как современный законодатель моды часто сочетается со стеклом в столовой и мебели для гостиной, такой как обеденный стол и стулья, журнальные столики, барные стулья, подставки для ламп с переплетенной проволокой, люстры современного дизайна и т. д. Проволока из нержавеющей стали также широко используется используется для художественных работ либо в отдельно стоящих конструкциях, либо в обрамлении с бархатным фоном для подвешивания на стене. Наконец, проволочная сетка из нержавеющей стали используется в перегородках, а также в драпировках в ванных комнатах.
Наконец, проволочная сетка из нержавеющей стали используется в перегородках, а также в драпировках в ванных комнатах.
Ввиду низкого уровня коррозионной стойкости, необходимого для внутренней отделки, в основном используются марки нержавеющей стали аустенитной 304 с ее элегантным серым блеском, а также ферритной 430, где необходим яркий и блестящий внешний вид.
7 – ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ПИЩЕВОЙ ПРОМЫШЛЕННОСТИ
Проволока из нержавеющей стали, как один из основных продуктов из нержавеющей стали, находит многочисленные применения в пищевой промышленности. Действительно, нержавеющая сталь уже давно зарекомендовала себя как предпочтительный материал почти для всего оборудования для пищевой промышленности и хранения. Какие свойства делают нержавеющие стали столь подходящими? Прежде всего, именно их коррозионная стойкость делает их идеальными для контакта с пищевыми продуктами, при условии, что используются надлежащие сорта ввиду возможного агрессивного содержания некоторых пищевых продуктов, в основном присутствия соли. Если включить домашнее приготовление пищи, по оценкам, на пищевую промышленность приходится около 50 % всего использования проволоки из нержавеющей стали.
Если включить домашнее приготовление пищи, по оценкам, на пищевую промышленность приходится около 50 % всего использования проволоки из нержавеющей стали.
«Промышленная» пищевая промышленность : эта широкая сфера применения простирается от первичной обработки сельскохозяйственных культур до бурно развивающихся областей производства мяса, молочных продуктов, сыра и приготовленных пищевых продуктов, будь то корма для животных или продукты питания, подвергшиеся более или менее интенсивной переработке. продукты для потребления человеком. На входе проволочные сетки используются для просеивания сельскохозяйственных сырьевых продуктов от зерна до овощей и фруктов, где калибровка является обязательной, а более тонкие проволочные сетки используются для фильтрации первичных соков, таких как оливковое масло, фруктовые соки. В дальнейшем корзины, лотки, стеллажи из нержавеющей проволоки используются во многих случаях при переработке мяса и сыра, а также крюки, изготовленные из формованной проволоки из нержавеющей стали. Кроме того, плетеные, гофрированные или прямые и обрезанные проволоки используются во многих системах конвейерных лент, используемых для обработки и транспортировки пищевых продуктов. Очевидно, что выбор марки является обязательным с преобладанием аустенитных марок 304, 316 (при наличии солевых смесей или рассола и т. д.), а иногда и 314 (жаропрочная марка). Кабельные лотки, изготовленные из корзин из нержавеющей проволоки, также широко используются во всей «пищевой цепочке» промышленной обработки.
Кроме того, плетеные, гофрированные или прямые и обрезанные проволоки используются во многих системах конвейерных лент, используемых для обработки и транспортировки пищевых продуктов. Очевидно, что выбор марки является обязательным с преобладанием аустенитных марок 304, 316 (при наличии солевых смесей или рассола и т. д.), а иногда и 314 (жаропрочная марка). Кабельные лотки, изготовленные из корзин из нержавеющей проволоки, также широко используются во всей «пищевой цепочке» промышленной обработки.
«Профессиональная» пищевая промышленность : хотя граница между промышленной и профессиональной не четкая, «профессиональная» соответствует предприятиям пищевой промышленности, непосредственно контактирующим с конечными потребителями, таким как пекарни, мясные лавки, магазины деликатесов, рыбные рынки, рестораны ( обычный, фаст-фуд) Как и следовало ожидать, здесь найдутся те же виды использования, что и в промышленном, но в меньших масштабах и с другим ассортиментом продукции: например, преобладание стеллажей для демонстрации покупателям и холодильного хранения, профилированная проволока в миксеры среднего размера, решетки для духовок, проволочные корзины для сит, а также особые изделия, такие как формованная проволока для тележек для транспортировки. называется качеством «EPQ».Кроме того, винодельни обычно используют сетку из нержавеющей проволоки для фильтрации на протяжении всего процесса виноделия.
называется качеством «EPQ».Кроме того, винодельни обычно используют сетку из нержавеющей проволоки для фильтрации на протяжении всего процесса виноделия.
Таким образом, пищевая промышленность является ключевой областью использования проволоки или сетки из нержавеющей стали. Помимо основного аспекта устойчивости к коррозии и хорошо зарекомендовавшей себя «совместимости с пищевыми продуктами», проволока из аустенитной нержавеющей стали также обладает уникальными механическими свойствами: легкое формирование и высокая прочность, вызванная деформацией.
8 – ПРОВОД ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ АВТОМОБИЛЕЙ
Нержавеющая сталь, современный материал с привлекательным сочетанием механических свойств и коррозионной стойкости, нашел широкое применение в автомобильной промышленности, как и следовало ожидать в несмотря на то, что его стоимость выше, чем у обычных сталей. Проволока из нержавеющей стали используется в самых разных областях, в частности, в следующих:
— Автомобильные крепежные детали : крепежные детали – это общее название ряда деталей, используемых для соединения или крепления на месте нескольких компонентов транспортного средства: сюда входят болты, гайки, шайбы и заклепки, обычно холоднокатаные из катанки из нержавеющей стали или тянутая проволока. Существует большое разнообразие марок, используемых в автомобильных крепежах, как правило, в соответствии с ASTM A193. Наиболее распространены 302HQ, 304L, 316L, 410, 409Cb. Также 17-4 (марка 630) для удерживающих систем и тормозов. Следует отметить широкое использование высокотемпературной «супернержавеющей стали» A286 (марка 660) для предохранительных болтов выпускного коллектора: именно этот сорт широко используется в аэрокосмической промышленности. Также 409Cb болты в выхлопной линии.
Существует большое разнообразие марок, используемых в автомобильных крепежах, как правило, в соответствии с ASTM A193. Наиболее распространены 302HQ, 304L, 316L, 410, 409Cb. Также 17-4 (марка 630) для удерживающих систем и тормозов. Следует отметить широкое использование высокотемпературной «супернержавеющей стали» A286 (марка 660) для предохранительных болтов выпускного коллектора: именно этот сорт широко используется в аэрокосмической промышленности. Также 409Cb болты в выхлопной линии.
— Выхлопная труба : разработка использования нержавеющей стали в автомобильных выхлопных системах началась в США и Германии в 1980-х годах с каталитических нейтрализаторов, затем распространилась во всех автомобильных отраслях, а также во всех компонентах выхлопной трубопровод от коллекторов до выхлопных труб. Преобладающей маркой для оболочки труб и конвертеров является низкосортная 409 Ti; это привело к широкому использованию сварочной проволоки марки 409Cb для компонентов выхлопной линии, а также к использованию проволоки марки 409Cb. Проволока большого размера Cb для подвесов выхлопных систем. В некоторых выхлопных линиях используется феррит марки 439 и, следовательно, сварочная проволока марки 439 Cb. Имеются и другие важные применения, такие как:
Проволока большого размера Cb для подвесов выхлопных систем. В некоторых выхлопных линиях используется феррит марки 439 и, следовательно, сварочная проволока марки 439 Cb. Имеются и другие важные применения, такие как:
— вязаная сетка в прокладках выхлопных труб, опорных матах, набивке глушителя
— «стальная шерсть глушителя»: очищенная от тянутой проволоки ферритного класса 434
— Разное другие автомобильные применения , а именно:
— Системы безопасности подушек безопасности: прокладки из тонкой вязаной проволоки используются в качестве фильтров для предотвращения повреждения подушки безопасности остатками взрывчатого патрона
— тонкая оплетка из нержавеющей проволоки для усиления/защиты топливных или тормозных шлангов
— различные тросы из нержавеющей стали, используемые для самых разных рабочих функций
— плоская проволока из нержавеющей стали для стеклоочистителей
стальная проволока действительно является широко используемым материалом, необходимым для безопасности, долговечности и производительности автомобиля.
9 – ПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ АЭРОКОСМИЧЕСКИХ ПРИМЕНЕНИЙ
Неудивительно, что нержавеющая сталь, современный материал с привлекательным сочетанием механических свойств и коррозионной стойкости, действительно найдет широкое применение в аэрокосмической и аэрокосмической областях. Нержавеющая сталь в форме проволоки по понятным причинам находится на переднем крае этих применений, учитывая соображения экономии веса, несмотря на растущую конкуренцию со стороны более дорогих титановых сплавов. Таким образом, проволока из нержавеющей стали, проволочный трос и проволочная сетка используются во многих критических частях самолетов и, в первую очередь, в местах крепления (с помощью холодной высадки) и авиационных тросов, а именно:
— Аэрокосмические крепежные детали : крепежные изделия – это общее название для широкого круга деталей, используемых для соединения нескольких компонентов, таких как стрингеры, фланцы, обшивки, нервюры, ребра жесткости в планере самолета и в основном в двигателе. Такие крепежные изделия из катанки или волоченной проволоки изготавливаются методом холодной высадки на винты, болты, шайбы, гайки и заклепки. Ввиду строгости применения, катанку или проволоку часто «строгают», чтобы свести к минимуму появление поверхностных трещин. Хотя используются обычные марки, такие как 302HQ и 316L, в аэрокосмической отрасли преобладают специальные марки, в первую очередь A286 – марка 660 / ASTM A453. Этот высококачественный аустенитный сплав Ni/25-Cr/15 упрочняется старением и сочетает в себе хорошую коррозионную стойкость с превосходным сопротивлением ползучести до 700°C. Поэтому он широко используется, особенно для компонентов реактивных двигателей. Другой набор марок дисперсионного твердения 13-8Mo и 15-7Mo нашел широкое применение в качестве стержней вытяжных заклепок (технология Allfast).
Такие крепежные изделия из катанки или волоченной проволоки изготавливаются методом холодной высадки на винты, болты, шайбы, гайки и заклепки. Ввиду строгости применения, катанку или проволоку часто «строгают», чтобы свести к минимуму появление поверхностных трещин. Хотя используются обычные марки, такие как 302HQ и 316L, в аэрокосмической отрасли преобладают специальные марки, в первую очередь A286 – марка 660 / ASTM A453. Этот высококачественный аустенитный сплав Ni/25-Cr/15 упрочняется старением и сочетает в себе хорошую коррозионную стойкость с превосходным сопротивлением ползучести до 700°C. Поэтому он широко используется, особенно для компонентов реактивных двигателей. Другой набор марок дисперсионного твердения 13-8Mo и 15-7Mo нашел широкое применение в качестве стержней вытяжных заклепок (технология Allfast).
— Кабели для самолетов : кабели для самолетов, очевидно, имеют первостепенное значение для безопасного обеспечения основных функций управления в самолетах закрылками, шасси, а также регулируемой спинкой пассажирских сидений и т. д. Обратите внимание также на другие применения. такие как вертолетные подъемники для грузовых грузов или спасательных работ. Эти тросы изготовлены из проволочных канатов, скрученных из проволоки 304 и, предпочтительно, 316.
д. Обратите внимание также на другие применения. такие как вертолетные подъемники для грузовых грузов или спасательных работ. Эти тросы изготовлены из проволочных канатов, скрученных из проволоки 304 и, предпочтительно, 316.
— Разное применение : особое применение, имеющее особое значение для безопасности авиационных агрегатов, – это «проволока предохранителя». Эта проволока представляет собой физическое фиксирующее устройство, которое удерживает гайки, болты или другие крепежные детали на месте для противодействия силам, возникающим из-за вибрации. Проволока для предохранительной блокировки часто представляет собой отожженную проволоку из нержавеющей стали 316 размером от 0,5 до 1 мм, упакованную в небольшие канистры. Также более традиционное использование нержавеющей проволоки: пружины для переключателей, гибкие металлические шланги, что подчеркивает широкое использование нержавеющей проволоки в аэрокосмической промышленности.
10 – ПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В МЕДИЦИНСКОМ ПРИМЕНЕНИИ
Проволока из нержавеющей стали все чаще используется в медицинских целях, которые зависят от привлекательного сочетания коррозионной стойкости, долговечности и механических свойств. Основными областями применения являются, прежде всего, все более сложные области «медицинских устройств», используемых в диагностике, исследованиях и инновационных хирургических методах, таких как лапароскопия, и более традиционные области имплантатов, а также различные хирургические детали. Проволока из нержавеющей стали может быть в различных представления (круглая, плоская или фасонная проволока) и формы (сетка, оплетка, выпрямленные отрезки, тросы). относятся к сортам 630 (17-4 PH) и 440C. Размеры проволоки в основном меньшего размера.
Основными областями применения являются, прежде всего, все более сложные области «медицинских устройств», используемых в диагностике, исследованиях и инновационных хирургических методах, таких как лапароскопия, и более традиционные области имплантатов, а также различные хирургические детали. Проволока из нержавеющей стали может быть в различных представления (круглая, плоская или фасонная проволока) и формы (сетка, оплетка, выпрямленные отрезки, тросы). относятся к сортам 630 (17-4 PH) и 440C. Размеры проволоки в основном меньшего размера.
Ниже приводится краткий обзор ключевых современных применений в медицине:
— Сосудистая терапия : постоянное совершенствование медицины позволяет проводить минимально инвазивные вмешательства через артерии и вены. Проволоки из нержавеющей стали используются во внутриартериальных стентах, катетерах для ангиопластики, проводниках и диагностических катетерах, зажимах для аневризм и т. д. Нержавеющие проволоки можно найти в фиксации переломов, спинальных устройствах, гвоздях, костных штифтах и винтах, серкляжных тросах, шовной проволоке.
— Эндоскопические медицинские устройства : эта быстрорастущая область нацелена на эффективность и комфорт при минимально инвазивных процедурах. Пряди и кабели из тонкой проволоки из нержавеющей стали используются для: биопсии, удаления желчных камней, поддержки колоноскопии, извлечения инородных тел из дыхательных путей, лапароскопической хирургии…
— Ортодонтия : в этой конкретной области применения часто используются проволока из нержавеющей стали для арочной дуги, саморазводящиеся скобы, пружины. Здесь работают как эстетические, так и механические свойства нержавеющей стали. В родственной области «имплантационной стоматологии» также используется проволока из нержавеющей стали.
– Хирургическое и разнообразное применение : Проволока из нержавеющей стали часто используется для послеоперационных скоб, шовной проволоки и игл, стилетов. Еще одной важной областью использования пружинной проволоки из нержавеющей стали являются пружинные механизмы шприцев, медицинских или самоинъекционных систем при сахарном диабете, аллергических реакциях.
Проволока из нержавеющей стали, таким образом, является важным элементом во все более диверсифицированной и быстрорастущей области медицины, в хирургии, имплантатах и сложных устройствах.
Объем мирового рынка вязальных машин по приложениям, типам, конечным пользователям и регионам (Северная Америка, Латинская Америка, Европа, Азиатско-Тихоокеанский регион, Ближний Восток и Африка), прогноз до 2026 года
В отчете о рынке вязальных машин представлены цифры и данные. полезно для стартапов, заинтересованных сторон, инвесторов и ключевых игроков рынка, чтобы получить полезное понимание и видение рынка и реализовать необходимые стратегии на их основе.
Global Рынок вязальных машин Отчет об исследованиях за 2022 год включает в себя описание бизнеса со структурой производственной цепочки, приложениями и важными идеями. Кроме того, он предоставляет подробную информацию о глобальном рынке, включая основные регионы, методы их улучшения, целенаправленное исследование сцены и модели продвижения. Соблюдаются современные планы и подходы, а также анализируются структуры и процедуры сборки затрат. В отчете о размере рынка Вязальные машины также упоминаются валовая производительность, доход, стоимость, стоимость, рыночные показатели, а также торговые утилиты или импорт.
Соблюдаются современные планы и подходы, а также анализируются структуры и процедуры сборки затрат. В отчете о размере рынка Вязальные машины также упоминаются валовая производительность, доход, стоимость, стоимость, рыночные показатели, а также торговые утилиты или импорт.
Получите образец отчета в формате PDF по адресу: https://www.businessgrowthreports.com/enquiry/request-sample/18144478
О рынке вязальных машин:
Доход рынка вязальных машин составил миллион долларов США в 2016 г., вырос до миллиона долларов США в 2020 году и достигнет миллиона долларов США в 2026 году со среднегодовым темпом роста в течение 2020–2026 годов.
Глобальная стратегия развития рынка вязальных машин до и после COVID-19, по анализу корпоративной стратегии, ландшафту, типу, применению и ведущим 20 странам охватывает и анализирует потенциал мировой индустрии вязальных машин, предоставляя статистическую информацию о динамике рынка, росте факторы, основные проблемы, анализ PEST и стратегия выхода на рынок Анализ, возможности и прогнозы. Самым важным моментом отчета является предоставление компаниям отрасли стратегического анализа воздействия COVID-19.. В то же время в этом отчете проанализирован рынок ведущих 20 стран и представлен рыночный потенциал этих стран.
Самым важным моментом отчета является предоставление компаниям отрасли стратегического анализа воздействия COVID-19.. В то же время в этом отчете проанализирован рынок ведущих 20 стран и представлен рыночный потенциал этих стран.
Анализируются тенденции мирового рынка вязальных машин, каналы развития и каналы сбыта. Наконец, оценивается осуществимость новых инвестиционных проектов и предлагаются общие выводы исследования. Прогноз рынка Вязальные машины по регионам, типам и приложениям, с продажами и доходами с 2022 по 2026 год. Наконец, в этом отчете описывается ситуация на рынке и перспективы его роста в ближайшие годы. сравнение его с соответствующими продуктами из разных отраслей, которые уже были коммерциализированы, детализирует потенциал для различных приложений, обсуждает последние инновационные продукты и дает обзор потенциальных региональных долей рынка.
Получить образец отчета о рынке вязальных машин в формате PDF за 2022 год
Глобальная конкуренция на рынке вязальные машины со стороны ведущих производителей, с производством, ценой, доходом (стоимостью) и долей рынка для каждого производителя; ТОП-ИГРОКИ в том числе:
- Unitex
- Ханг Син
- Фукухама
- Хорошо сделанный
- Санда
- Майер и Си
- Веллтекс
- Фукухара
- Кеум Йонг
- Хунцзи
- Хенджи
- Машина Байюань
- Джин Лонг
- Террот
- Орицио
- Пайлунг
- Сенхер
- Сантони
- Уэллснит
- Тайфан
- Таю
- Лиски
- Сантек
Сегментация рынка
Мировой рынок вязальных машин сегментируется по типу, применению и региональному спросу. В отчете представлена подробная сегментация рынка Вязальные машины по типу и применению, а также описательная структура тенденций сегментов и подсегментов. Он также предоставляет размер рынка и оценивает прогноз на период с 2016 по 2026 год в отношении основных регионов.
В отчете представлена подробная сегментация рынка Вязальные машины по типу и применению, а также описательная структура тенденций сегментов и подсегментов. Он также предоставляет размер рынка и оценивает прогноз на период с 2016 по 2026 год в отношении основных регионов.
Наиболее важные типы вязальных машин, рассматриваемые в этом отчете:
- Кругловязальная машина
- Плоская вязальная машина
Наиболее широко используемые последующие области рынка вязальных машин, рассматриваемые в этом отчете:
- Для медицинского применения
- Для пищевой промышленности
- Другие
Спросите или поделитесь своими вопросами, если таковые имеются, перед покупкой Этот отчет: – https://www.businessgrowthreports.com/enquiry/pre-order-enquiry/18144478
Помимо информации о классификации сегментов, документ отражает полное понимание позиционирования конкурентов, глобальных, местных и региональных изменений, финансовых перспективы, соблюдение нормативных требований, а также предложения цепочки поставок. Глобальное отраслевое исследование Knitting Machines дает обзор отрасли, такой же фундаментальный, как структура отраслевой цепочки и приложений. Исследование посвящено сценарию предложения и будущим возможностям роста в течение прогнозируемого периода глобального сектора вязальных машин.
Глобальное отраслевое исследование Knitting Machines дает обзор отрасли, такой же фундаментальный, как структура отраслевой цепочки и приложений. Исследование посвящено сценарию предложения и будущим возможностям роста в течение прогнозируемого периода глобального сектора вязальных машин.
Отчет о ключевых преимуществах для участников рынка вязальных машин:
- Анализ рынка предлагает обширную качественную информацию о регионах, демонстрирующих благоприятный рост, и информацию о нишевых сегментах.
- Анализ рынка предлагает долю рынка, соотношение спроса и предложения, анализ цепочки поставок и детали импорта/экспорта.
- В отчете представлен обширный анализ текущих и развивающихся рыночных тенденций и возможностей на мировом рынке.
- Всесторонний анализ позволяет собрать важную информацию о факторах, которые будут стимулировать или препятствовать росту рынка.
- Обширный анализ отрасли проводится путем наблюдения за ведущими конкурентами с учетом позиционирования ключевого продукта на рынке.
 Исследование рынка вязальных машин
Исследование рынка вязальных машин - предлагает подробный качественный и количественный анализ будущих оценок и текущих тенденций и помогает оценить существующие рыночные возможности.
Какова тема отчета?
Это исследование рынка охватывает глобальный и региональный рынок с углубленным анализом общих перспектив роста на рынке. Кроме того, он проливает свет на всеобъемлющую конкурентную среду мирового рынка. Кроме того, в отчете представлен обзор ведущих компаний, включающий их успешные маркетинговые стратегии, вклад в рынок и последние события как в историческом, так и в настоящем контексте.
Какая динамика рынка влияет на бизнес?
В отчете содержится подробная оценка рынка с выделением информации о различных аспектах, включая движущие силы, ограничения, возможности и угрозы. Эта информация может помочь заинтересованным сторонам принять соответствующие решения перед инвестированием.
Есть 27 глав для полного отображения рынка вязальных машин. Этот отчет включал анализ обзора рынка, характеристик рынка, отраслевой цепочки, конкурентной среды, исторических и будущих данных по типам, приложениям и регионам.
Этот отчет включал анализ обзора рынка, характеристик рынка, отраслевой цепочки, конкурентной среды, исторических и будущих данных по типам, приложениям и регионам.
Глава 1 является основой всего отчета. В этой главе мы определяем концепцию рынка и объем рынка Вязальные машины, включая классификацию продуктов, области применения и всю область, охваченную отчетом.
Глава 2 является основной идеей всего отчета. В этой главе мы подробно расскажем о наших методах исследования и источниках данных.
Глава 3 посвящена анализу текущей конкурентной ситуации на рынке Вязальные машины и предоставляет основную информацию, рыночные данные, представление продуктов и т. д. от ведущих компаний отрасли. В то же время в Главе 3 содержится выделенный анализ — Стратегии для компании по преодолению последствий COVID-19..
Глава 4 предоставляет данные о разбивке по различным типам продуктов, а также рыночные прогнозы.
Различные области применения имеют разные перспективы использования и развития продуктов. Таким образом, Глава 5 предоставляет данные подразделения различных областей применения и рыночные прогнозы.
Глава 6 включает подробные данные по основным регионам мира, включая подробные данные по основным регионам мира. Северная Америка, Азиатско-Тихоокеанский регион, Европа, Южная Америка, Ближний Восток и Африка.
Главы 7-26 посвящены региональному рынку. Мы выбрали 20 самых репрезентативных стран из 197 стран мира и провели подробный анализ и обзор развития рынка этих стран.
Глава 27 посвящена качественному анализу рынка, анализу движущих факторов рынка, ограничениям развития рынка, анализу PEST, отраслевым тенденциям в условиях COVID-19, анализу стратегии выхода на рынок и т. д. однопользовательская лицензия) – https://www.businessgrowthreports.com/purchase/18144478
Годы, рассматриваемые для данного отчета:
- Исторические годы: 2016-2020
- Базовый год: 2020
- Расчетный год: 2022
- Прогнозный период: 2022-2026
Подробное оглавление отчета о мировом рынке вязальных машин за 2022–2026 гг. – Профессиональный анализ производства и потребления (влияние COVID-19) 91.1. Цели исследования
– Профессиональный анализ производства и потребления (влияние COVID-19) 91.1. Цели исследования
Применение вязальных машин
1.5 Рыночный обменный курс
2 Метод исследования и логика
2.1 Методология
2.2 Источник данных исследования
3 Анализ рыночной конкуренции
3.1 Профиль компании 1 Анализ эффективности рынка
3.1.1 Профиль компании 1 Основная информация
3.1.2 Анализ продуктов и услуг
3.1.3 Стратегии компании по борьбе с воздействием COVID-19
3.1.4 Профиль компании 1 Продажи, стоимость, цена, валовая прибыль 2016-2022
3.2 Профиль компании 2 Анализ эффективности рынка
3.2.1 Профиль компании 2 Основная информация
3.2.2 Анализ продуктов и услуг
3.2.3 Стратегии компании по борьбе с воздействием COVID-19
3.2.4 Профиль компании 2 Продажи, стоимость, цена, валовая прибыль, 2016-2022
3. 3 Профиль компании 3 Анализ эффективности рынка
3 Профиль компании 3 Анализ эффективности рынка
3.3.1 Компания Профиль 3 Основная информация
3.3.2 Анализ продуктов и услуг
3.3.3 Стратегии компании по борьбе с воздействием COVID-19
3.3.4 Профиль компании 3 Продажи, стоимость, цена, валовая прибыль 2016-2022
3.4 Профиль компании 4 Анализ эффективности рынка
3.4.1 Профиль компании 4 Основная информация
3.4.2 Анализ продуктов и услуг
3.4.3 Стратегии компании по борьбе с воздействием COVID-19
3.4.4 Профиль компании 4 Продажи, стоимость, цена, валовая прибыль 2016- 2022
………………………………
4 Сегменты рынка по типам, исторические данные и прогнозы рынка
4.1 Мировое производство вязальных машин и стоимость по типам Тип 2016-2022
4.1.2 Глобальная стоимость вязальных машин по типам 2016-2022
4.2 Производство, стоимость и темпы роста мирового рынка вязальных машин по типам в 2016-2022 гг. Производство, стоимость и темпы роста
4. 2.4 Производство, стоимость и темпы роста на других рынках
2.4 Производство, стоимость и темпы роста на других рынках
4.3 Мировое производство вязальных машин и прогноз стоимости по типам
4.3.1 Глобальный прогноз производства вязальных машин по типам на 2022-2026 гг.
4.3.2 Глобальные вязальные машины Прогноз рыночной стоимости по типам на 2022-2026 гг.
4.4 Мировое производство вязальных машин, стоимость и темпы роста по типам, прогноз на 2022–2026 годы
5 Сегменты рынка по приложениям, исторические данные и прогнозы рынка
5.1 Мировое потребление и стоимость вязальных машин по приложениям
5.1.1 Глобальное вязание Потребление машин по приложениям 2016-2022
5.1.2 Глобальная рыночная стоимость Вязальные машины по приложениям 2016-2022
5.2 Потребление, стоимость и темпы роста мирового рынка Вязальные машины по приложениям 2016-2022
5.2.1 Приложение 1 Рыночное потребление, стоимость и темпы роста
5.2.2 Приложение 2 Рыночное потребление, стоимость и темпы роста
5. 2.3 Прочее рыночное производство, стоимость и темпы роста
2.3 Прочее рыночное производство, стоимость и темпы роста
5.3 Мировое потребление вязальных машин и прогноз стоимости по приложениям
5.3.1 Прогноз мирового потребления Вязальные машины по приложениям на 2022-2026 годы
5.3.2 Прогноз стоимости мирового рынка Вязальные машины по приложениям на 2022-2026 годы
5.4 Мировое потребление, стоимость и темпы роста рынка Вязальные машины по приложениям Прогноз на 2022-2026 годы
6 Глобальные вязаные машины по региону, исторические данные и рыночные прогнозы
7 Анализ размера рынка в Юна -2026
…………………………………
27 Анализ динамики рынка и предложения по развитию
27.1 Движущие силы рынка
27.2 Ограничения развития рынка
27.3 Анализ PEST
27.3.1 Политические факторы
27.3.2 Экономические факторы
27.3.3 Социальные факторы
27.3.4 Технологические факторы
27.4 Отраслевые тенденции в условиях COVID-19
27. 4.1 Оценка риска COVID-19
4.1 Оценка риска COVID-19
27.4.2 Оценка общего Влияние COVID-19 на отрасль
27.4.3 Рыночный сценарий до COVID-19 и после COVID-19
Продолжение……………….
Просмотрите полное содержание по адресу – https://www.businessgrowthreports.com/TOC/18144478#TOC
О нас:
Отчеты о росте бизнеса являются надежным источником для получения отчетов о рынке, которые предоставят вам руководство, необходимое для вашего бизнеса. Рынок быстро меняется в связи с продолжающимся расширением отрасли. Прогресс в технологии предоставил сегодняшним предприятиям многогранные преимущества, приводящие к ежедневным экономическим сдвигам. Таким образом, для компании очень важно понимать закономерности движения рынка, чтобы лучше разрабатывать стратегию. Эффективная стратегия предлагает компаниям фору в планировании и преимущество перед конкурентами.
Свяжитесь с нами:
Отчеты о росте бизнеса
Телефон: US (+1) 424 253 0807
Великобритания (+44) 203 239 8187
Электронная почта: [электронное письмо защищено]
Веб -сайт: 0.