Выпрямить профильную трубу: Три способа выпрямить стальную профильную трубу
alexxlab | 28.08.1994 | 0 | Разное
углы изгиба до 90 градусов,
При монтаже систем водоснабжения и канализации из полиэтилена иногда возникает необходимость обогнуть препятствие, изменить направление прокладки трубопровода. Если под рукой нет подходящих фитингов, а также для удешевления работ возникает вопрос — как согнуть ПНД трубу и можно ли вообще проводить такую операцию. Это вполне возможно. Далее рассмотрим ряд способов как придать трубе нужный угол изгиба самостоятельно или в производственных условиях.
Особенности труб полиэтилена низкого давления
Трубы из полиэтилена низкого давления (ПНД или HDPE по международной классификации) все более вытесняют из применения в области строительства трубы металлические.
Угол изгиба
изгиб на 45 градусов
Чувствительность материала к нагреву, его эластичность и легкость позволяют создавать заготовки из труб ПНД для того, чтобы менять направление прокладываемого трубопровода, огибать препятствия.

При этом стоит учитывать, что угол изгиба не должен превышать 90о.
Стандартными считаются углы в 30, 45, 60, 90 градусов.
Температура плавления
При формовке трубных изделий из полиэтилена необходимо учитывать температурные характеристики материала. Его размягчение начинается при температуре от +80Со, а плавление происходит от +130Со до +137С о. Именно при такой температуре производятся трубы ПНД.
Расчет очень маленького диаметра при заданной длине
Для приблизительных расчетов радиуса изгиба понадобятся две жёсткие линейки 30 и 50-сантиметровой длины (их выбор зависит от величины изгиба). Порядок действий выглядит так:
- В первую очередь замеряется радиус сгиба уже сформованной трубы, который необходимо скопировать на исходную заготовку.
- При измерении крепкого загиба берется линейка на 30 см и прикладуют к концам выгнутой трубы, после этого замеряется расстояние между ней и серединой заготовки.
- При малом изгибе (большей длине трубы) эти же операции проделываются с линейкой на 50 см, как это показано на приведенном ниже фото.


Снятие данных для расчета
А – интервал (просвет), мм.
D – диаметр дуги, мм.
R – радиус, на который планируется загнуть трубу, мм.
Для понимания, что такое искомый параметр R необходимо смотреть на фото опубликовано ниже по тексту, где приведен образец уже загнутой заготовки.
Исходя из полученных при измерениях данных, дальше необходимо выбрать подходящий по величине показатель радиуса (диаметра) дуги, значения которых можно найти в именно подготовленных таблицах. Они расположены в источниках во всемирной сети (где взяты в учет разные варианты предварительных измерений).
Способы сгибания
ПНД является одновременно весьма прочным и пластичным материалом. Это позволяет нагревать заготовку до размягченного состояния, а затем согнуть трубу, придавая ей необходимый угол изгиба.
Производственные
Формовочный станок
Для этой цели используется специальное формовочное промышленное оборудование — высокоточные формовочные машины.
Получение определенного радиуса изгиба рассчитывается на основе соотношения поперечного сечения к наружному диаметру.
Осуществляется двумя методами:
- обкатка роликом вокруг шаблона с заданным радиусом изгиба без наполнителя;
- накручивание на гибочный шаблон с применением оправки, защищающей от повреждений, внутри.
Бытовые
При невозможности применения формовочных машин, что бы согнуть ПНД трубу используют менее точные методы, основанные на применении доступного оборудования, либо подручных средств для разогрева. Сгибание трубы также, как и при промышленном способе, производится путем формирования заданного угла по заранее изготовленному гибочному шаблону
Применение строительного фена
Безопасный и эффективный метод для выполнения работы в домашних условиях. Важно иметь фен достаточной мощности с точной регулировкой рабочей температуры.
Принцип действия:
- нагрев участка для изгиба,
- формирование (сгибание) заготовки по шаблону.

При низкой рабочей температуре или значительной отдаленности фена от поверхности материала размягчение полимера будет недостаточным, поэтому высок риск, что при сгибании стенка трубы деформируется или треснет.
Использование газовой горелки
По принципу действия метод является альтернативой применению электрофена. Но этот вариант значительно уступает предыдущему в плане безопасности: необходим опыт работы с таким оборудованием.
При близком расположении горелки к полиэтилену он может расплавиться, либо воспламениться.
Преимуществом является возможность использования в местах, где нет электропитания, а также меньшая стоимость покупки баллона в 200 мл для газовой горелки (по сравнению со строительным феном средней мощности).
Обработка горячей водой
Наиболее простой, но малоэффективный способ при отсутствии фена или газовой горелки. В домашних условиях при помощи горячей воды достаточно тяжело равномерно прогреть толщину стенки, а также необходимую для сгиба площадь поверхности. В случае, если объем работ небольшой, а диаметр трубы не более 50 мм, вполне можно использовать обычный чайник.
В случае, если объем работ небольшой, а диаметр трубы не более 50 мм, вполне можно использовать обычный чайник.
Горячую воду можно заменить на сыпучие материалы, например соль или речной песок. Необходимо нагреть их до нужной температуры, например на сковороде или противне, засыпать в трубу и подождать нагрева изделия. После этого аккуратно согнуть и дать остыть.
Каким должен быть инструмент для нагрева?
Полиэтилен — материал капризный, для его изгиба лучше брать качественное оборудование, в противном случае есть риск быстрой замены трубы на новую. Поэтому при выборе нагревательного оборудования обратите внимание на следующее:
- обязательно должна быть отличная регулировка температуры, чтобы можно было контролировать уровень нагрева;в наличии должна быть регулировка потока воздуха;желательно наличие нескольких режимов. Если вы не уверены, на каком именно работать, то лучше всего опробуйте сначала на небольшом куске трубы, который потом можно будет выкинуть;должны быть в комплекте насадки для склеивания трубы.

Сгибание трубы руками невозможно, поэтому не пытайтесь это сделать таким образом, вы ее просто повредите и все.
Если у вас нет возможности приобрести нагревательное оборудование, то сначала продумайте, где и как должна пройти труба при монтаже, а при ее покупке просто попросите продавца выполнить такую услугу. Обычно никакой проблемы тут нет, стоимость такой гибки довольно низкая. Но если вы прокладываете трубы, например, на даче, то газовая горелка либо строительный фен будут вовсе не лишними в вашем хозяйстве, поэтому лучше сразу приобретите их, они понадобятся не только при гибке водопровода, но и при выполнении прочих работ.
Поделитесь полезной статьей:
Похожие статьи:Избранные статьи
Изгиб ПНД трубы в домашних условиях
Перед началом выполнения работ подготовьте:
- древесноволокнистую плиту (ДВП) или доску для самостоятельного изготовления гибочного шаблона;
- трубу, которую вы будете сгибать;
- доступный вам инструмент для нагревания заготовки (газовая горелка, строительный фен или емкость с горячей водой).

Правила безопасности
Работы в домашних условиях без соблюдения правил техники безопасности могут привести к ожогам различной тяжести и даже пожару.
- Выберите для работ место вдали от легко воспламеняющихся вещей.
- При работе с нагревательными приборами используйте защитную одежду и перчатки (рукавицы).
- Находитесь на достаточном для вашей безопасности расстоянии от открытого огня газовой горелки.
Этапы выполнения работ
- Проведите точный расчет радиуса изгиба заготовки из ПНД для трубопровода. Учтите, что углы сгибов не
Изгиб на 180 градусов на деревянном шаблонедолжны превышать 90 градусов во избежание деформации трубы во время работы.
- На основе расчета изготовьте из ДВП плиты шаблон с необходимым радиусом изгиба и формой.
- Отметьте область для нагревания. Если необходим изгиб трубы 90 градусов, рекомендуется прогревать участок, длина которого будет составлять шесть ее диаметров.
- На отмеченное место направьте тепловой поток от строительного фена или пламя газовой горелки. Для удобства работы можно закрепить нагревательный прибор на неподвижной опоре. При использовании на этом этапе для нагрева изделия горячей воды опустите участок трубы в емкость с жидкостью.
- Старайтесь плавно и медленно вращать заготовку вокруг своей оси — для равномерного прогрева участка для сгиба. Необходимая температура нагрева составляет от +80 до +120 градусов.
- Размягченную заготовку установите в заранее подготовленном гибочном шаблоне и медленно сгибайте под необходимым углом.
- Внимательно следите за тем, чтобы материал не начал твердеть, при необходимости проведите повторный нагрев.
- Согнутую трубу оставьте остывать на шаблоне.
- Приступать к монтажу заготовки возможно только после полного остывания изделия.
 Для удобства работы можно закрепить нагревательный прибор на неподвижной опоре. При использовании на этом этапе для нагрева изделия горячей воды опустите участок трубы в емкость с жидкостью.
Для удобства работы можно закрепить нагревательный прибор на неподвижной опоре. При использовании на этом этапе для нагрева изделия горячей воды опустите участок трубы в емкость с жидкостью.Гнем трубу с помощью формовочной машины
Для этого необходимо сначала подготовить оправу, которая будет защищать заготовку от повреждений. Она делается из плиты ДВП с учетом диаметра изгибаемой трубы.
Гнем трубу ПНД с помощью формовочной машины
Далее операции выполняются в следующей последовательности:
- Изготавливается силиконовая оболочка;
- В нее вставляется труба и закрепляется в заранее изготовленной оправе из ДВП;
- Вся конструкция фиксируется в формовочном агрегате;
- Нагревание полимерного изделия и выполнение изгиба;
- Охлаждение заготовки.

Очень важно чтобы поверхность оправы не имела никаких неровностей или других дефектов, для этого ее необходимо хорошо отшлифовать с применением наждачной бумаги.
Возможные ошибки
В случае нарушения технологии сгиба труб из полиэтилена результатом может стать испорченный материал, а также невозможность использования заготовок в монтаже трубопровода.
- При выполнении сгибания трубы без использования гибочного шаблона невозможно добиться точного угла готового изделия.
- Сгибание недостаточно прогретой до нужного диапазона температуры трубы ведет к высокому риску появления трещин на материале (минимальная температура, при которой ПНД становится пластичным + 80 градусов).
- В случае превышения нагрева свыше +130 градусов возможна деформация: это температура, при которой полиэтилен начинает плавление.
- При игнорировании равномерного вращения заготовки вокруг своей оси возможен излом стенки при ее сгибании (прогревается не весь участок, необходимый для сгиба).
- Снятие с формовочного шаблона не полностью остывшей заготовки приведёт к деформации изделия и изменению заданного угла сгиба, что сделает невозможной точную сборку трубопровода.

При самостоятельном выполнении работ по сгибанию труб из ПНД учитывайте характеристики материала и технологические особенности процесса формирования заготовки, соблюдайте технику безопасности. Это поможет вам сэкономить свое время и деньги.
Процесс гибки своими руками
Не всегда есть горячее солнце, горячая вода и песок, домашняя баня или сауна. В таком случае домашнему мастеру придет на выручку строительный фен. С его помощью можно согнуть короткую заготовку, можно выпрямить длинный кусок для наружного водопровода или загнуть его.
Необходимые инструменты и материалы
Для выполнения гибки Вам понадобятся:
- строительный фен;
- заготовка;
- рукавицы;
- оправка. Оправку выполняют из брусков, набитых на древесностружечную плиту, ОСП, ДВП (для маленьких диаметров).

Ход работ
- заготовку прогревают на участке, который будут сгибать, для равномерного нагрева нужно вращать заготовку;
- затем нужно плавно согнуть трубу , после уложить в каркас;
- дать остыть, выдержать несколько минут;
- затем снять и дать еще полежать не менее 15 минут.
ЧИТАТЬ ТАКЖЕ: Производство полипропиленовых труб: технология изготовления труб ПП и фитингов, оборудование, станок
Выравнивание забетонированного металлического столба
Выравнивание неправильно забетонированного столба, предназначенного для монтажа забора из металлического профиля. Как частично вытащить столб или сместить его в сторону.
В этой статье речь идет о забетонированных металлических заборных столбах из профильной трубы квадратного сечения. Глубина пробуренного в земле отверстия около 110 см.
Извлечение столба со смещением
Это пример из практики, когда столб из профильной трубы был установлен ниже заданного уровня со смещением в сторону и забетонирован. Недостатки были обнаружены на следующий день, когда бетон уже схватился.
Недостатки были обнаружены на следующий день, когда бетон уже схватился.
К выравниванию приступили через три дня, чтобы бетонный блок приобрел достаточную прочность и крепко сцепился со столбом. Попытка приподнять одним домкратом, без дополнительной подготовки, ни к чему не привела.
После этого, мотобуром было проделано отверстие рядом с бетонным цилиндром со стороны, в которую необходимо сместить столб. Отверстие пробурено на глубину залегания бетонного блока и немного ниже.
Перед бурением, с противоположной стороны бетонного цилиндра, ломом пробили отверстие, чтобы впоследствии сместить столб по горизонтали.
Далее, с помощью садового совка и штыковой лопаты бетонный блок очистили от земли и глины так, что края нового отверстия соединились с краями отверстия, в которое был залит бетон. Грунт периодически извлекался мотобуром.
Когда бетонный блок очистили с одной стороны от земли, под лаги, приваренные к профильному столбу, установили два домкрата. В этот раз частичный подъем удался без проблем.
Если наконечник домкрата узкий, между ним и лагой следует положить отрезок доски, иначе наконечник промнет лагу. Проверено экспериментально.
Осталось сместить столб по горизонтали. С помощью лома и заранее пробитого отверстия в земле сделать это оказалось не трудно. Чтобы столб зафиксировать, в качестве распорки установили полено.
После полного выравнивания столба по вертикали и горизонтали подбили глину, насколько возможно, под бетонный цилиндр и засыпали яму грунтом, периодически утрамбовывая.
И наконец, проверив окончательно положение столба, залили через его верхнее отверстие около 3 литров цементного раствора.
Как частично вытащить столб
- Пробурите с противоположных сторон бетонного цилиндра по одному отверстию наполовину глубины залегания бетона и пролейте их водой.
- Установите под лаги два домкрата и, по очереди приподнимая их, вытащите столб на нужную высоту.
- Засыпьте отверстия грунтом, периодически утрамбовывая, и еще раз проверьте высоту профильного столба.
- Залейте через верхнее отверстие столба около 3 литров цементного раствора.

Если приподнять столб на втором этапе не получится, пробурите боковые отверстия глубже и (или) зачистите от грунта промежутки между отверстиями и бетонным блоком.
Как сместить столб с сторону
- С противоположной стороны от направления смещения столба продолбите ломом отверстие на половину глубины бетонного цилиндра или немного глубже.
- Пробурите рядом с бетонным блоком со стороны, в которую необходимо сместить столб, отверстие на глубину залегания бетона и немного глубже.
- Очистите с помощью совка и (или) узкой штыковой лопаты бетон от грунта, чтобы края нового отверстия соединились с краями старого, периодически извлекая землю мотобуром.
- Ломом, через заранее выдолбленное отверстие, сместите бетонный блок на нужное расстояние.
- Засыпьте отверстие грунтом, периодически утрамбовывая.
- Залейте через верхнее отверстие столба около 3 литров цементного раствора.

Если на четвертом этапе сдвинуть бетонный цилиндр не получается, пролейте грунт, примыкающий к бетону, водой, в том числе и через отверстие, проделанное ломом. Удлините лом куском железной трубы.
Раствор для заливки через профильную трубу должен быть достаточно текучим и приготовленным в пропорции цемента и песка 1:3 по объему.
Другие статьи:
Регулировка карбюратора бензокосы, триммера
Смазка вала и редуктора бензокосы, триммера
Неисправности бензокосы (триммера)
Регулировка клапанов бензокосы, триммера
Регулировка клапанов дизельного мотоблока
Тяжелый дизельный мотоблок (запуск, хранение)
Мотобур Maxcut MC 55 – бурение отверстий под столбы
Интернет-магазин АгроСемФонд – семена, посадочный материал и другие товары для сада и огорода почтой из Нижнего Новгорода.
Роторные выпрямители для трубки и трубы
Введение в машины для выпрямления 6 и 10 и 10 рулонов
- 25 сентября 2009 г.
- Статья
Несмотря на большие успехи в производственных процессах и различные технологические разработки, произошедшие за десятилетия, большинство методов производства труб и труб позволяют производить трубы, которые не являются ни круглыми, ни прямыми. Ротационные правильные машины были разработаны для уменьшения овальности и улучшения прямолинейности.
Сначала эти машины проектировались с различными конфигурациями валков; со временем шестивалковая машина стала стандартом для современной правки труб. Этот тип машины имеет три пары вертикально противоположных валков, и все валки являются приводными. Более поздней разработкой является 10-валковая машина. В то время как шестивалковые машины по-прежнему используются на современных производственных предприятиях, 10-валковые машины имеют больше возможностей и необходимы для приложений с высокими требованиями.
Понимание правил правки, принципов работы машин и различий между шестивалковыми и 10-валковыми машинами — это первые шаги в производстве труб, достаточно прямых для последующих операций.
Вращающиеся машины для правки труб
Вращающиеся машины для правки труб называются роторными, потому что труба вращается при прохождении через машину. Ролики захватывают трубу и вращают ее, пропуская через машину, пока не будет выпрямлена вся длина. Проходя через машину, труба подвергается двум определенным силам правки: правке давлением и правке изгиба (или смещения).
- Выпрямление давлением. Каждую пару валков можно отрегулировать так, чтобы зазор между ними был немного меньше внешнего диаметра трубы. Когда трубка проходит через этот ограниченный зазор, она подвергается давлению, которое, если оно достаточное, вызывает деформацию стенок трубки сверх их предела упругости, тем самым вызывая некоторое выпрямление трубки. Если эта способность сжимать трубку используется правильно, трубка будет «закругляться», удаляя часть или всю ее овальность (см. 9).0030 Рисунок 1 ).
- Изгиб или смещение, выпрямление. Можно отрегулировать одну или несколько пар валков, чтобы труба проходила через машину по криволинейной траектории. Сгибание трубки таким образом является основным выпрямляющим действием.
Величину изгиба необходимо тщательно контролировать, чтобы он имел достаточную силу, чтобы превысить предел упругости трубы для достижения прямолинейности, но не настолько, чтобы вызвать чрезмерное деформационное упрочнение.
Гиперболические ролики — что это такое и как они работают
В правильных машинах используются специально разработанные ролики из закаленной стали с тщательной контурной обработкой. Большинство валков изготавливается из инструментальной стали с высоким содержанием хрома и углерода, которая подвергается сквозной закалке до значений, обычно от 58 до 64 по шкале Роквелла C.
Профиль вала не является радиусом трубы. Профиль гиперболический; контактный ролик касается трубы всего в трех точках (см. , рис. 2, ). Форма валка позволяет использовать трубы нескольких диаметров, что достигается за счет регулировки зазора и угла валка.
Важно всегда хранить комплекты роликов соответствующего диаметра и ежемесячно проверять степень износа.
Простая процедура заключается в измерении и контроле диаметра рулона в центре профиля. Когда разница в диаметре достигает рекомендованного OEM максимального отклонения, валки следует перепрофилировать, чтобы вернуть их к стандарту. Валки часто можно перепрофилировать до тех пор, пока диаметр в центре не уменьшится примерно до 80 процентов от первоначального размера.Ролики с изношенными профилями маркируют трубу и не выравнивают ее полностью. Износ на одной стороне профиля указывает на то, что ролики не были правильно выровнены в машине при их установке. После того, как профиль изнашивается не по центру, ролик оставляет на трубе следы и изнашивается быстрее.
Больше валков, больше изгибающих моментов
Основное различие между шестивалковой и 10-валковой машиной заключается в количестве изгибающих моментов. Шестивалковая машина имеет один; 10-валковая машина имеет два (см. Рисунок 3 ).
Для трубы из низкоуглеродистой стали диаметром 0,541 дюйма.
Внешний диаметр, 0,118 дюйма. толщина стенки, отклонение прямолинейности 0,048 дюйма на фут и отклонение овальности 0,0002 дюйма, шестивалковая машина может улучшить прямолинейность до 0,0018 дюйма на фут и овальность до 0,0000 дюйма. Однако 10-валковая машина может улучшить прямолинейность до 0,0006 дюйма (см. Потребность в такой строгой прямолинейности является побочным продуктом других технологических разработок. Начиная с конца 1980-х многие пользователи труб из углеродистой стали начали устанавливать автоматические станки для резки труб. Большие объемы производства привели к использованию автоматических загрузчиков труб и устройств подачи. Из-за задействованных скоростей большая часть этого оборудования не может успешно загружать или подавать трубу, если она не является чрезвычайно прямой. Трубка, которая не соответствует строгим требованиям к прямолинейности, может стать причиной неправильной подачи или замятия трубки.
Рис.
1. Процесс правки не только выпрямляет трубу; если валки установлены правильно, это может уменьшить или устранить овальность.Дополнительные изгибающие моменты расширяют возможности станка:
- Оператор может приложить большой изгибающий момент к первой паре отклоняющих валков и линейно уменьшить момент. В таком случае последняя пара валков обеспечивает завершающее действие.
- Большее количество пластических циклических изгибов позволяет выпрямлять сильно изогнутые трубы.
- Обеспечивают более эффективное выпрямление переднего и заднего концов трубы.
- Некоторые материалы, такие как медная труба, могут быть настолько эффективно выпрямлены, что в трубе не остается остаточных напряжений; последующий отжиг не изменяет прямолинейность трубы.
- Они обеспечивают более низкие допуски на прямолинейность и овальность без увеличения деформационного упрочнения.
Автоматизированные системы установки валков
Установка валков на шестивалковой машине — сложная задача; на 10-валковой машине это существенно сложнее.
Оператор должен отрегулировать угол всех 10 валков, зазор между каждой парой валков и величину изгиба по крайней мере на двух нижних валках.Сложность настройки 10-валковых машин привела к разработке компьютерных систем настройки в конце 1980-х годов. Хотя многие 10-валковые машины были установлены в 1970-х и 1919 гг.80-х годов, только когда примерно в 1989 году были введены компьютерные системы настройки станков, их стало легче быстро настроить для производства.
Эти системы хранят все необходимые данные для настройки машины для конкретной пробирки; переключение часто занимает меньше минуты. В дополнение к более быстрой переналадке, системы обеспечивают стабильные настройки, которые позволяют получать трубы стабильного качества. В старых ручных системах качество продукции менялось в зависимости от навыков операторов, но в компьютеризированных системах степень прямолинейности и овальности одинакова от одного оператора к другому.
Компьютеризированные системы также обеспечивают мелкосерийное производство с большим количеством изменений размеров в смену.
Справочник трубной и трубной промышленности TubeNet
Валки для трубоправильных машин
Рой Пейдж, Turner Machine CompanyОпределенное черное искусство и тайна окружают трубо- и трубо-правильные станки.
Как и в любом другом оборудовании, различные компоненты и системы соединяются вместе, образуя рабочую машину для правки труб, однако сердцевиной машины для правки труб является набор рабочих роликов, специально сконструированных для того, чтобы машина могла выпрямлять трубы различных диаметров.
Когда новый правильный станок вводится в эксплуатацию, в первый период эксплуатации только что обученный персонал, занимающийся эксплуатацией и обслуживанием, хорошо разбирается в использовании и уходе за машиной. Но время идет, спады и хорошие времена приходят и уходят, но хорошо сконструированная правильная машина переживает все это, давая 2, 3 или даже 4 десятилетия полезной жизни. На протяжении всего срока службы будет происходить много кадровых изменений, а также будут меняться методы эксплуатации, обычно в худшую сторону, пока заказчик не пожалуется на плохую прямолинейность трубы, следы от парикмахерской палки вдоль трубы или серьезные механические дефекты в материале трубы.
Если машина находится в удовлетворительном механическом состоянии, а системы привода валков работают правильно, большинство проблем можно устранить, убедившись, что валки находятся в хорошем состоянии, правильно выровнены в машине, а затем правильно настроены хорошо обученным оператором.
Рулонный профиль“Мы просто отправляем их в наш местный магазин, и они перетачивают их радиусом”. Этот комментарий можно услышать часто. Тот факт, что профиль должен представлять собой точную гиперболическую кривую, со временем утерян.
Так какой же правильный профиль валков во вращающейся машине для правки труб?
Профиль валка можно считать правильным, если:
- Угловое положение валка может быть установлено таким образом, чтобы весь диапазон диаметров труб, обрабатываемых машиной, мог быть вложен в валок для обеспечения 100% линейного контакта по профилю валка; а также,
- Когда «шаг витков» наибольшей трубы меньше длины профиля валка не менее чем в 1,1 раза
Первый пункт будет понятен, но для пункта 2 может потребоваться объяснение.
“Расстояние шага прокрутки” представляет собой величину прямого линейного движения, которое трубка совершает, в течение которого она совершает один оборот. На фотографиях показано простое средство проведения теста для определения шага спирали для трубы определенного диаметра, который в показанном случае превышает возможности машины.
Профиль валка представляет собой гиперболическую кривую, сгенерированную компьютером.
Для создания правильного профиля необходимо использовать точные данные рулона OEM. Крайне важно, чтобы в математическом уравнении, генерирующем профиль, вводились правильные значения среднего угла и диаметра крена. Без данных OEM невозможно создать правильный профиль.Если местная мастерская перепрофилирует или изготавливает новые валки, используя простой радиус для профиля вала, труба будет соприкасаться с валком только в трех местах, как показано на рисунке.
Этот переход от гиперболической кривой к плечу в последние годы претерпел значительные изменения. Теперь, используя сгенерированные компьютером профили, возможен «мягкий» переход с идеально совмещенными двойными касательными радиусами.
Этот «мягкий» переход уменьшает маркировку трубы при использовании максимального контакта трубы с профилем.
Выравнивание рулона на правильном станкеПредположим, что производитель труб только что приобрел новый комплект роликов или получил уже имеющийся комплект после перепрофилирования. Профили были сгенерированы с использованием правильных данных OEM, и отдел технического обслуживания повторно собрал их в машине.
Следующий важный шаг, который часто упускают из виду. Выровняйте валки с помощью контрольной планки.
Для правильного выпрямления валки должны быть почти идеально выровнены.
Для выравнивания валков используется прочная стальная шлифованная «калибровочная планка». Большинство машин имеют средства регулировки поперечного положения валков.
Если валки не выровнены должным образом, будет невозможно получить правильный линейный контакт с профилями валков. Плохое выравнивание также приведет к быстрому износу роликов.
Приводное оборудованиеПравильные машины были построены с различными методами привода валков. Некоторые машины имеют отдельный приводной двигатель для каждого валка, тогда как большинство современных машин обычно используют 2 приводных двигателя, один двигатель для верхнего набора валков и один для нижних валков.
Независимо от способа привода валков важно, чтобы все валки вращались с одинаковой скоростью в пределах от 1 до 2 об/мин при максимальной скорости машины. Кроме того, производители обычно встраивают электронную систему распределения нагрузки, чтобы гарантировать, что мощность, необходимая для выпрямления, распределяется поровну между приводными двигателями.
При каждой замене валков следует проверять скорость вращения валков и нагрузку двигателя.
Если валки не вращаются с одинаковой скоростью, под нагрузкой прямолинейность трубы будет плохой, валки будут быстро изнашиваться, а при высоких нагрузках при выпрямлении двигатели могут разрядиться и заглохнуть.
Роликовый износВажно, чтобы рулоны всегда были в комплекте.
Величина износа валков должна проверяться ежемесячно и регистрироваться. Проще всего измерить и контролировать диаметр валика по центру профиля. Когда разница в диаметре достигает рекомендуемого OEM максимального отклонения, валки следует перепрофилировать, чтобы вернуть их к стандарту.
Большинство валков изготавливаются из инструментальной стали с высоким содержанием хрома и углерода, которая подвергается сквозной закалке до значений, обычно от 58 до 64 по шкале Роквелла.
Рулоны часто можно перепрофилировать до тех пор, пока диаметр в центре не уменьшится примерно до 80% от исходного размера.
Фотография маленького валика типична для аномального износа, который имеет место, когда валки неправильно выровнены в машине.
Этот конкретный ролик изношен на правой стороне профиля, что свидетельствует о том, что труба выходила за пределы центра.
Специальные ролики для правкиДля нестандартных операций правки, когда поверхность трубы не должна изменяться во время операции правки, были разработаны специальные ролики, не оставляющие следов.


 Сгибание трубки таким образом является основным выпрямляющим действием.
Сгибание трубки таким образом является основным выпрямляющим действием.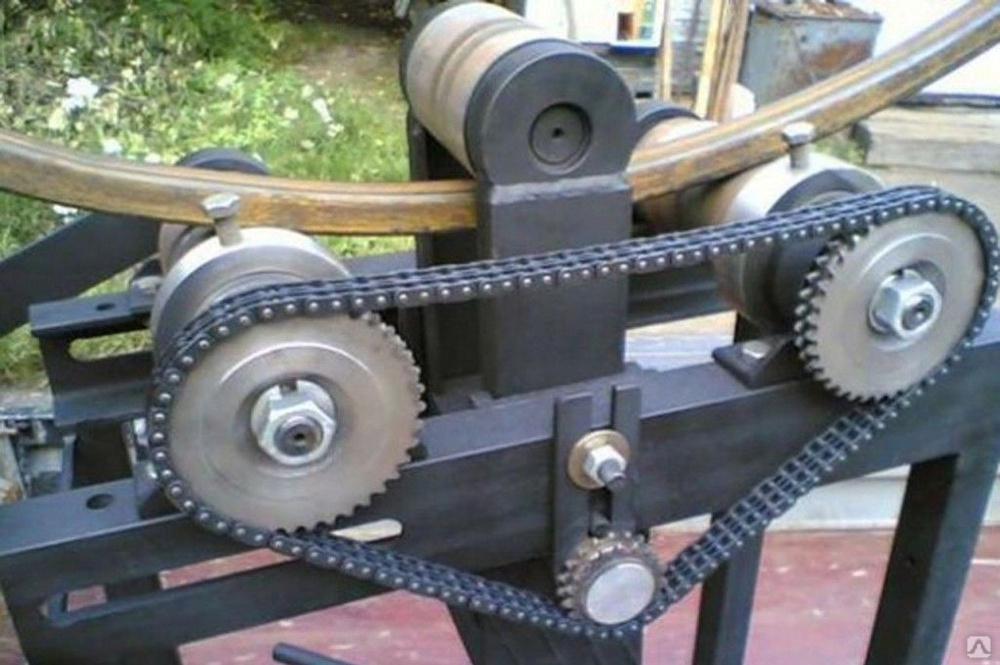 Простая процедура заключается в измерении и контроле диаметра рулона в центре профиля. Когда разница в диаметре достигает рекомендованного OEM максимального отклонения, валки следует перепрофилировать, чтобы вернуть их к стандарту. Валки часто можно перепрофилировать до тех пор, пока диаметр в центре не уменьшится примерно до 80 процентов от первоначального размера.
Простая процедура заключается в измерении и контроле диаметра рулона в центре профиля. Когда разница в диаметре достигает рекомендованного OEM максимального отклонения, валки следует перепрофилировать, чтобы вернуть их к стандарту. Валки часто можно перепрофилировать до тех пор, пока диаметр в центре не уменьшится примерно до 80 процентов от первоначального размера. Внешний диаметр, 0,118 дюйма. толщина стенки, отклонение прямолинейности 0,048 дюйма на фут и отклонение овальности 0,0002 дюйма, шестивалковая машина может улучшить прямолинейность до 0,0018 дюйма на фут и овальность до 0,0000 дюйма. Однако 10-валковая машина может улучшить прямолинейность до 0,0006 дюйма (см.
Внешний диаметр, 0,118 дюйма. толщина стенки, отклонение прямолинейности 0,048 дюйма на фут и отклонение овальности 0,0002 дюйма, шестивалковая машина может улучшить прямолинейность до 0,0018 дюйма на фут и овальность до 0,0000 дюйма. Однако 10-валковая машина может улучшить прямолинейность до 0,0006 дюйма (см. 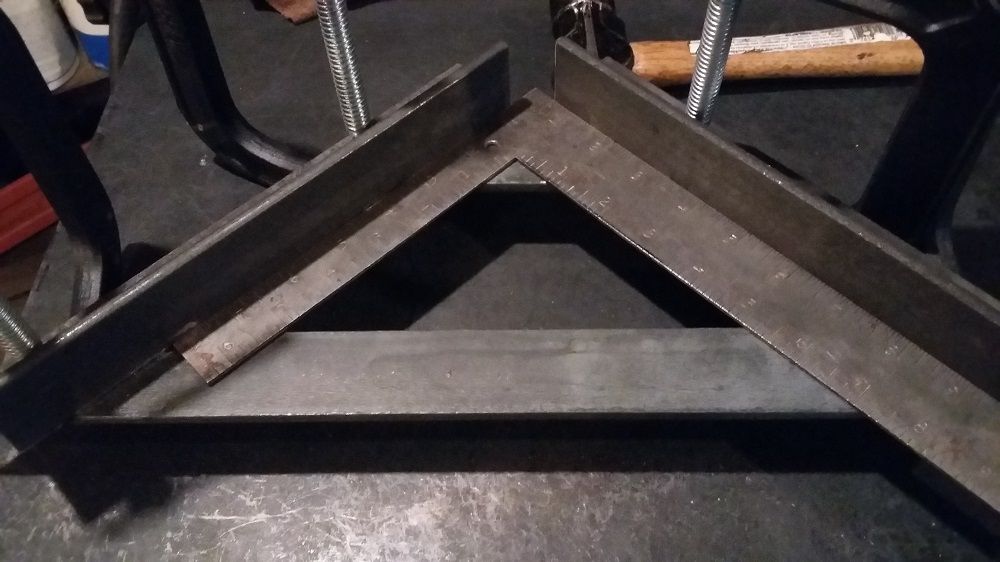 1. Процесс правки не только выпрямляет трубу; если валки установлены правильно, это может уменьшить или устранить овальность.
1. Процесс правки не только выпрямляет трубу; если валки установлены правильно, это может уменьшить или устранить овальность. Оператор должен отрегулировать угол всех 10 валков, зазор между каждой парой валков и величину изгиба по крайней мере на двух нижних валках.
Оператор должен отрегулировать угол всех 10 валков, зазор между каждой парой валков и величину изгиба по крайней мере на двух нижних валках.


 Для создания правильного профиля необходимо использовать точные данные рулона OEM. Крайне важно, чтобы в математическом уравнении, генерирующем профиль, вводились правильные значения среднего угла и диаметра крена. Без данных OEM невозможно создать правильный профиль.
Для создания правильного профиля необходимо использовать точные данные рулона OEM. Крайне важно, чтобы в математическом уравнении, генерирующем профиль, вводились правильные значения среднего угла и диаметра крена. Без данных OEM невозможно создать правильный профиль. Этот «мягкий» переход уменьшает маркировку трубы при использовании максимального контакта трубы с профилем.
Этот «мягкий» переход уменьшает маркировку трубы при использовании максимального контакта трубы с профилем.


