Выпрямитель сварочный вд 306с1: Выпрямитель сварочный ВД-306С1
alexxlab | 22.02.2023 | 0 | Разное
Сравнение аппаратов ВД-306С1 и ВД-306Ф
В этой статье мы рассмотрим два источника с одинаковой на первый взгляд аббревиатурой, но разными по сути и содержанию. Что это за источники, попробуем разобраться. Данные источники назвать одноклассниками достаточно сложно. Хотя у них и очень похожие названия, но последняя буква в их названии меняет всё.
ВД-306С1
Классический сварочный выпрямитель, схема и концепция которого хорошо себя зарекомендовала и не менялась уже много десятилетий и известна достаточно широкому кругу людей. Но для тех, кто с ними не знаком, их кратко опишем.
Схема источника являет собой мощный понижающий трансформатор с подвижным магнитопроводом для плавной регулировки тока, с пакетным переключателем первичных обмоток трансформатора для переключения первой и второй ступеней, и с выпрямительным мостом на выходе. Такой класс аппаратов настолько прост, что любой мало-мальски толковый электрик сможет его обслуживать даже в поле. Ниже приведём его сравнительные характеристики.
Ниже приведём его сравнительные характеристики.
| Номинальный сварочный ток, при ПН%,А | При 165А-100%При 315А- 60% |
| Регулирование тока | Плавно ступенчатое от 45-400А |
| Номинальная потребляемая мощность, кВА | |
| КПД % | 70 |
| Масса кг | 127 |
| Габаритные размеры(д-ш-в) мм | 705-610-640 |
По таблице видно, что это аппарат с достаточно серьёзными характеристиками и является источником промышленного класса. Снимать с него характеристики в принципе не имеет смысла, так как у источников этого типа показания очень сильно «плавают», и настраиваются они обычно на «глаз», или, как говорят сварщики, «настраиваем на ощущении». Так как на данных источниках отсутствует контроль тока (обратной связи), то и настроить их точно принципиально нельзя.
Так как на данных источниках отсутствует контроль тока (обратной связи), то и настроить их точно принципиально нельзя.
Данный аппарат получил очень широкое распространение во всех сферах производств, получил заслуженную любовь и уважение у многих поколений сварщиков, за свою простоту и не притязательность в эксплуатации. Многие годы в данную нишу не подходил не один другой источник, аналогов настолько мощных и недорогих не существовало, ни один источник не мог выполнить те задачи, с которыми справлялся ВД-306С1.
Но время идет, и данный аппарат начал морально устаревать. Он уже не отвечает современным требованиям, в особенности по весу и энергопотреблению (что особенно актуально в наше время, когда электроэнергия становится дорогим ресурсом). Однако многие производители до сих пор изготавливают данный вид источника, и аппараты в большом количестве продаются на нашем рынке.
Современной промышленности был необходим мощный, недорогой, лёгкий, удобный в эксплуатации источник с низким энергопотреблением. И он не заставил себя долго ждать.
И он не заставил себя долго ждать.
ВД-306Ф
На многих предприятиях уже успели его оценить, и начали переводитьсвой парк оборудования на данный аппарат.
Что бы было понятней, о чём мы говорим, приведём сравнительные характеристики.
| Номинальный сварочный ток, при ПН% | При 250А- 100%При 300А-60% |
| Пределы регулирования тока, А | 30-320 |
| Номинальная потребляемая мощность, кВА | 12 |
| КПД % | 92 |
| Масса кг | 17 |
| Габаритные размеры(д-ш-в) мм | 480-200-360 |
| Степень защиты | IP23 |
| Температурный диапазон | От -25С до +40С |
Схема источника выполнена на мощном импульсном блоке питания, работающем на частоте до 27000 Гц. Что, собственно, и уменьшило его вес со 127 кг до 17 кг. Сам инвертор выполнен на мощных транзисторах Combi IGBT в мощном корпусе ISOTOP SOT-227, которые установлены на большом радиаторе, что и даёт источнику столь большие показатели по П.Н. Аппарат показал очень хорошие результаты по стабилизации сварочного тока, отклонения составили не более 5% от установленного.
Что, собственно, и уменьшило его вес со 127 кг до 17 кг. Сам инвертор выполнен на мощных транзисторах Combi IGBT в мощном корпусе ISOTOP SOT-227, которые установлены на большом радиаторе, что и даёт источнику столь большие показатели по П.Н. Аппарат показал очень хорошие результаты по стабилизации сварочного тока, отклонения составили не более 5% от установленного.
Столь мощного и недорогого инверторного источника на рынке ранее представлено не было. Что особенно радует – разработка полностью отечественная, от НПП «Феб» (Санкт-Петербург), но (что не очень радует) выполнен в основном на импортных комплектующих. Но это не вина разработчика, а беда всей России. Ведь отечественная промышленность не выпускает подобную элементную базу.
Вся электронная начинка надёжно отделена вверху от силовой части. Такое построение источника даёт надёжную эксплуатацию в суровых условиях:
аппарат не боится ни грязи, ни пыли, ни даже дождя. В источнике установлена система снижения напряжения на выходе, что при сегодняшних требованиях
техники безопасности неотъемлемая часть промышленного аппарата. Источник
Источник
оснащён системой климат-контроля (вентилятор охлаждения включается по необходимости, а не работает постоянно), имеет контроль входного напряжения,
очень прост в настройке, имеет возможность подключения выносного пульта регулировки сварочного тока, непритязателен к условиям эксплуатации.
Выбирать, какой источник подходит для решения ваших задач – проверенный годами или инновационная новинка, но тоже успевшая себя хорошо зарекомендовать, – только вам. Но все же основные «плюсы» и «минусы» хотелось бы подчеркнуть.
Андрей Лузин
| Преимущества | Недостатки | |
| ВД-306С1 | Прост и надежен Ремонтопригоден Привычен многим сварщикам | Тяжел Неудобен и не точен в настройке режимов Низкий КПД |
| ВД-306Ф | Энергоэфективен Малый вес Точность настроек Высокий уровень защит | Для ремонта требуется высококвалифицированный персонал |
Выпрямители универсальные, специальные, многопостовые
Выпрямитель сварочный ВД-306Д предназначен для ручной дуговой сварки на постоянном токе покрытыми электродами (режим ММА) изделий из малоуглеродистых, углеродистых, низколегированных и коррозионостойких сталей
Подробнее.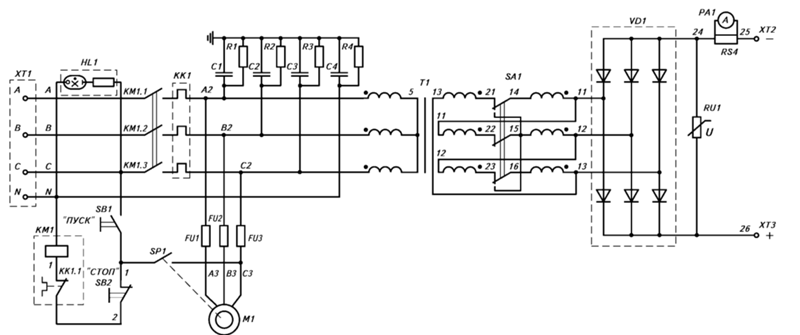 ..
..
Аппарат электросварочный специальный является однопостовым сварочным выпрямителем с механическим (шунтовым) регулированием сварочного тока.
Подробнее…
Выпрямитель многопостовой сварочный ВДМ-1201К предназначен для комплектации сварочных постов ручной дуговой сварки покрытыми электродами изделий из углеродистых и легированных сталей на постоянном токе.
Подробнее…
Выпрямитель сварочный многопостовой типа ВДМ-560 предназначен для комплектации сварочных постов ручной дуговой сварки покрытыми электродами изделий из углеродистых и легированных сталей на постоянном токе.
Подробнее…
Выпрямитель многопостовой сварочный ВДМ-6301К предназначен для комплектации сварочных постов ручной дуговой сварки покрытыми электродами изделий из углеродистых и легированных сталей на постоянном токе.
Подробнее…
Выпрямитель ВДМ-2х313 предназначен для 2-постовой ручной дуговой сварки покрытыми электродами изделий из стали на постоянном токе.
Подробнее…
Cварочный выпрямитель ВДУ 1201К (КИУ-1201) универсальный предназначен для автоматической и полуавтоматической сварки в среде защитных газов и под флюсом, а также для ручной дуговой сварки штучными электродами всех типов. Выпрямитель имеет отличные сварочные свойства: стабильное горение дуги
Подробнее…
Сварочный выпрямитель ВД-306М1 предназначен для ручной дуговой сварки малоуглеродистых, низколегированных и коррозионностойких сталей. Выпрямитель ВД-306М1 обеспечивает сварку на постоянном и переменном токе.
Подробнее. ..
..
Сварочный выпрямитель предназначен для полуавтоматической дуговой сварки в среде защитных газов. Ступенчатое переключение сварочного напряжения позволяет перекрывать широкий диапазон сварочных токов без применения сложных электронных устройств
Подробнее…
Сварочный выпрямитель ВД-306С1 предназначен для ручной дуговой сварки малоуглеродистых, низколегированных и коррозионностойких сталей. ВД-306С1 обеспечивают сварку на постоянном токе.
Подробнее…
Сварочный выпрямитель предназначен для полуавтоматической дуговой сварки в среде защитных газов. Ступенчатое переключение сварочного напряжения позволяет перекрывать щирокий диапазон сварочных токов без применения сложных электронных устройств
Подробнее…
Выпрямитель сварочный ВД-506Д предназначен для ручной дуговой сварки на постоянном токе покрытыми электродами (режим ММА) изделий из малоуглеродистых, углеродистых, низколегированных и коррозионостойких сталей, а так же для аргонодуговой сварки неплавящимся электродом (режим ТИГ) при комплектации блоком БУСП-ТИГ.