Вырубка металла штампом: Штампы для вырубки металла в России
alexxlab | 06.05.2023 | 0 | Разное
45.81.00.00 Штамп для вырубки
Штамп предназначен для вырубки деталей П-образной формы из стальной ленты.
Вырубку деталей производят двумя основными частями штампа — матрицей и пуансоном. Лист металла кладут на матрицу 2 с отверстием, форма и размеры которого соответствуют форме и размерам вырубаемой детали. Вырубка производится пуансоном 4, закрепленным в пуансонодержателе 5.
Сечение нижнего конца пуансона также имеет форму и размеры вырубаемой детали.
Нижняя плата 1 штампа закреплена на столе пресса. Верхняя плита 7 соединена при помощи хвостовика 8 с ползуном пресса.
Для направления верхней плиты 7 относительно нижней служат две колонки 14. Нижняя часть каждой колонки запрессована в нижнюю плиту 1, а верхняя может свободно перемещаться во втулке 13, запрессованной в верхнюю плиту 7.
Вырубка должна происходить таким образом, чтобы отход материала был бы минимальным. Соответствующий раскрой материала обеспечивается специальными упорами.
В начале вырубки ленту вставляют в отверстие съемника 3, предварительно нажав на упор 10.
После вырубки деталь через отверстие матрицы падает вниз. Съем листа с пуансона производится съемником 3 при движении пуансона вверх.
Сортировка: По умолчаниюНазвание (А – Я)Название (Я – А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А – Я)Модель (Я – А)
Показать: 15255075100
И00.81.00.08 – Хвостовик – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.81.00.08 – Хвостовик – чертеж.cdw..
$1.00
И00.81.00.09 – Пружина
Чертеж и модель детали.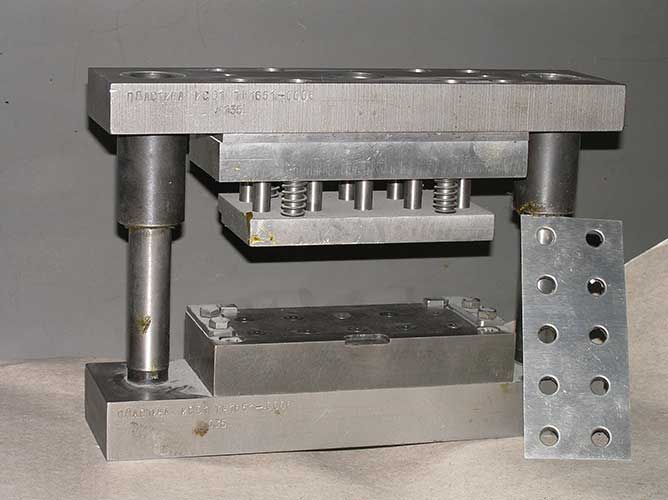 Версия программы Компас 16.Файл чертежа:И00.81.00.09 – Пружина.cdwФайл модел..
Версия программы Компас 16.Файл чертежа:И00.81.00.09 – Пружина.cdwФайл модел..
$2.00
И00.81.00.09 – Пружина – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.81.00.09 – Пружина – чертеж.cdw..
$1.00
И00.81.00.10 – Упор
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.81.00.10 – Упор.cdwФайл модели:И..
$2.00
И00.81.00.10 – Упор – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.81.00.10 – Упор – чертеж.cdw..
$1.00
И00.81.00.11 – Винт установочный
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.81.00.11 – Винт установочный.cdw..
$2.00
И00.
 81.00.11 – Винт установочный – чертеж
81.00.11 – Винт установочный – чертежВ архиве находится файл чертежа. Версия программы Компас 16.И00.81.00.11 – Винт установочный – черте..
$1.00
И45.81.00.00 – Штамп для вырубки
Модель сборки. Спецификация. Модели деталей. Чертежи. Версия программы Компас 16.Файл сборки:И45.81…
$24.00
И45.81.00.00 – Штамп для вырубки – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И45.81.00.00 – Штамп для вырубки – черте..
$6.00
Показано с 16 по 25 из 25 (всего 2 страниц)
Листовая штамповка
Штамповка – способ обработки металлов давлением, при котором течение металла ограничено поверхностями полостей и выступов штампа. Верхняя и нижняя части штампа образуют замкнутую полость по форме изготовляемой детали – штамповки. В зависимости от формы заготовки, оборудования и технологических приемов различают объемную штамповку и листовую штамповку.

Штамповка осуществлялась на молотах простого действия, а обрезка и прошивка на винтовых прессах. В начале XX века появились горизонтально-ковочные машины, что расширило область использования горячей штамповки. Бурное развитие индустрии в годы первых пятилеток способствовало развитию штамповочного производства.
Перспективы дальнейшего развития горячей объемной штамповки (ГОШ) определяются расширением применения штампов для горячей малоотходной штамповки и конструированием мощного оборудования для холодной штамповки, а также внедрением новых процессов деформации металлов с использованием явлений сверх пластичности, применением гидростатических методов и др.
Основные технологические процессы листовой штамповки: вырубка- пробивка, гибка, формовка, вытяжка реализуются в инструментальных штампах.
Штамп состоит из подвижной и неподвижной частей. Верхняя часть – подвижная – крепится к ползуну пресса, нижняя закрепляется неподвижно на рабочем столе пресса (рис. 1).
Вытяжкой в листовой штамповке называют процесс перевоплощения плоской или полой листовой заготовки в открытую сверху полую деталь, осуществляемый с помощью листовых штампов. Вытяжку из тонколистового металла в большинстве случаев производят в холодном состоянии. Вытяжку из толстолистового металла, а также из низко пластичных металлов осуществляют при нагреве заготовки.
Вытяжкой изготовляют детали автомобилей, тракторов, самолетов, детали электрических машин и аппаратов, детали типа днищ баков и кислородных баллонов, корпуса и детали приборов, часовых механизмов, предметов домашнего потребления.
Полые детали, получаемые методами вытяжки, по степени сложности формы можно разделить на три основные группы:
Осесимметричные детали могут быть цилиндрические, ступенчатые, конические или с какой-либо криволинейной образующей. Детали могут быть с фланцем или без фланца, с плоским (см. рис. 2, а) или с фасонным дном (см. рис. 2, б).
Детали могут быть с фланцем или без фланца, с плоским (см. рис. 2, а) или с фасонным дном (см. рис. 2, б).
Детали коробчатой формы могут иметь квадратные, прямоугольные или криволинейные боковые стенки с фланцем или без фланца. При этом дно может быть плоское (см. рис. 2, б) или фасонное (см. рис. 2, в).
Все детали, не относящиеся к первым двум группам, относятся к деталям сложной формы. Примером могут служить дверца, крыло или другая деталь внешней обшивки автомобиля.
В первом случае вытяжка происходит без заранее обусловленной толщины материала стенок изделия. Во втором случае процесс вытяжки идет за счет изменения толщины листа.
По характеру напряженно-деформированного состояния заготовки различают три базовых способа вытяжки (рис. 3):
Основная деформация протекает вне прижима при значительном утонении материала. Глубина вытяжки обычно находится в пределах h = (0,2-0,6)d.
Рис. 3. Технологические схемы вытяжки:
а – вытяжка цилиндрических деталей, б – вытяжка сферических и сложной формы деталей,
в – вытяжка эластично-жидкостной матрицей; 1 – пуансон, 2 – матрица, 3 – прижим, 4 – заготовка
Вытяжка цилиндрических, коробчатых и сферических деталей эластично-жидкостной матрицей на пуансон (рис.
h = (1,5-1,75)d, что недостижимо при первых двух способах вытяжки.
Вытяжку листовых металлов в условиях крупносерийного и массового производства обычно производят в жестких инструментальных штампах на кривошипных прессах двойного и тройного действия, кривошипных прессах простого действия с пневматическим или гидропневматическим устройством, гидравлических прессах, эксцентриковых прессах, а также на листоштамповочных молотах. В условиях мелкосерийного и опытного производства часто применяют штамповку эластичными средами, гидроударную, электрогидро- импульсную и магнитно-импульсную штамповку.
Разделительные операции
Резка-вырубка листового металла представляет собой процесс отделения одной части материала от другой по замкнутому или незамкнутому контуру при помощи штампов. В зависимости от назначения и характера выполняемой работы операции группы резки разделяют на следующие.
В зависимости от назначения и характера выполняемой работы операции группы резки разделяют на следующие.
Вырубка – полное отделение металла по замкнутому контуру, при котором отделяемая часть заготовки является изделием (рис. 4,а).
Пробивка – операция, имеющая цель получить в вырубленной детали или листе отверстие путем отделения при помощи пробивного штампа части материала по замкнутому контуру (рис. 4, б). Отличие вырубки от пробивки заключается в том, что при вырубке часть материала, проталкиваемая пуансоном в матрицу, является деталью, а при пробивке проталкиваемый через матрицу материал является отходом, а на матрице остается изделие.
Надрезка – операция, при которой происходит частичное отделение материала по незамкнутому контуру без удаления остатков (рис. 4,в).
Разрезка – разделение плоских, гнутых или полых заготовок на две или несколько деталей, например, при штамповке несимметричных деталей. В этом случае сначала штампуют симметричную деталь, а потом разделяют на две детали (рис. 4,г).
4,г).
Обрезка – полное отделение неровного края или лишнего металла по наружному контуру плоских, гнутых или вытянутых изделий (рис. 4,д).
Зачистка – небольшая обрезка заранее предусмотренного припуска на плоских заготовках с целью получения точных размеров и формы, точных кромок и гладкой перпендикулярной поверхности среза (рис. 4, е). Если зачистка производится одновременно с вырубкой или пробивкой, то такая операция называется чистовой вырубкой или пробивкой.
Просечка – отделение листовых неметаллических материалов по замкнутому контуру при помощи просечных – ножевых штампов. Операция производится стальными трубчатыми пуансонами без применения стальной матрицы. Роль матрицы играют пластины из неметаллических материалов (рис. 4,ж).
Перечисленные операции в целях увеличения производительности можно объединить либо по принципу последовательной штамповки, когда деталь получается из полосы отдельными пуансонами за несколько ходов пресса, либо по принципу совмещенной штамповки, когда деталь получается за один ход пресса и за одну установку заготовки в штампе. В первом случае объединенные операции называются последовательной вырубкой, а во втором случае – совмещенной вырубкой.
В первом случае объединенные операции называются последовательной вырубкой, а во втором случае – совмещенной вырубкой.
Рис. 4. Схемы операций резки:
а – вырубка; б – пробивка; в – надрезка; г – разрезка; д – обрезка; е – зачистка;
ж – просечка: 1 – выталкиватель, 2 – просечной пуансон, 3 – вырезаемый материал, 4 – подкладная пластина
Усилие резания при вырубке-пробивке
Процесс разделения листового материала состоит из трех последовательных стадий: упругой, пластической и скалывания. На срезанной кромке листа четко выделяются две зоны: узкая блестящая полоска, соответствующая, пластической стадии, и более широкая матовая зона, соответствующая зоне скалывания. Последовательность процесса вырубки показана на рис. 5.
В первой стадии происходит упругий изгиб металла с некоторым выдавливанием его в отверстие матрицы. Вдавливание вырубного пуансона происходит не по всей торцевой поверхности, а лишь по пояску шириной b. Такое же вдавливание наблюдается и со стороны матрицы.
В результате локализованного вдавливания пуансона и матрицы возникает круговой изгибающий момент, условно представленный на рис. 5, I, II равнодействующими нормальных напряжений. Под действием кругового изгибающего момента заготовка получает пространственный изгиб, при котором с наружной стороны заготовки возникает растяжение, а с внутренней стороны сжатие. Сжатие хорошо для пластического течения металла, а растяжение способствует возникновению трещин в зоне реза. К концу второй стадии напряжения вблизи режущих кромок достигают максимальной величины, соответствующей напряжению среза материала.
В третьей стадии вырубки у режущих кромок матрицы образуются скалывающие трещины (рис. 5, III). После дальнейшего погружения пуансона, скалывающие трещины возникают и у режущих кромок пуансона (рис. 5, IV, V). Скалывающие трещины распространяются на внутренние слои металла и вызывают отделение вырезаемой детали.
Рис. 5. Последовательность процесса вырубки
Классификация инструментальных штампов
По технологическому признаку штампы листовой штамповки делятся на штампы простого, совмещенного и последовательного действия.
В штампе простого действия производят одну штамповочную операцию за один ход ползуна пресса в пределах одного шага подачи заготовки. Например, штамп вырубки круга в полосе (рис. 6).
Рис. 6. Вырубной штамп простого действия
В штампе совмещенного действия выполняется несколько операций одновременно за один ход ползуна пресса в пределах одного шага подачи (рис. 7).
Рис. 7. Штамп последовательного действия
По назначению штампы подразделяются на специальные, специализированные и универсальные. Штамп, предназначенный для изготовления конкретной детали, называется специальным. Этот штамп специально предназначен для изготовления конкретной детали. Сколько разнообразных деталей, столько и специальных штампов. Штамп, предназначенный (специализирующийся) для выполнения конкретной операции (детали разные) является специализированным. Например, это штамп для выполнения одной и той же операции гибки, но детали, изготавливаемые на нем, могут отличаться длиной, разной высотой полок и т. д.
д.
Универсальный штамп путем его переналадки или замены отдельных частей может реализовать разные операции, изготавливать различные детали.
Основные детали штампов
Штамп представляет собой сложную конструкцию, состоящую из большого количества деталей, которые можно разбить на две основных группы: детали технологического и детали конструкторского назначения.
Детали штампа технологического назначения непосредственно участвуют в выполнении технологической операции, находятся во взаимодействии с деформируемым металлом заготовки.
Детали штампа конструктивного назначения служат для монтажа, крепления элементов штампа, передачи рабочего давления на детали технологического назначения.
Плиты штампов – детали конструктивного назначения
Верхние и нижние плиты штампа являются основанием, на которых монтируются все остальные детали штампа. Основные требования к плитам – достаточная прочность, обеспечивающих лишь незначительные упругие их деформации в процессе работы.
Применяемые в штампах плиты могут быть стандартными и индивидуальными, изготавливаемыми предприятиями изготовителями штампов.
Стандартные плиты заказываются на специализирующихся на изготовлении этой продукции предприятиях, они могут использоваться как заготовки плит, то есть храниться окончательно необработанными.
Плиты изготавливаются из малоуглеродистой стали ст.3, чугуна или стального литья 40Л.
Плиты, весом более 16 кг, оснащаются средствами захвата для транспортировки: отверстиями под рым-болты, приливами, выступами.
Направляющие элементы
Направляющие элементы служат для обеспечения высокоточного совпадения технологических деталей верхней половины штампа с технологическими деталями нижней половины штампа (рис. 8). Направляющие элементы – колонки и втулки (рис. 9).
Рис. 8. Совпадение осей верхних (ОО) и нижних (О’O’)
Рис. 9. Направляющие детали: колонка-втулка
Втулки запрессовываются в верхнюю плиту штампа, а колонки в нижнюю.
Верхняя часть штампа относительно нижней перемещается по направляющим элементам колонкам со втулками.
Колонки и втулки выполняются из конструкционной стали 20 с цементацией на глубину 0,5…0,8 мм и закалкой до HRC 59…63, трущиеся поверхности полируются до Ra 0,12. Во втулке изготавливают канавки под консистентную смазку.
При штамповке на эксцентриковых прессах втулки обеспечивают постоянный контакт с колонками при перемещении верхней плиты при рабочем ходе ползуна пресса.
При штамповке на кривошипных и гидравлических прессах допускается выход колонок и втулок из зацепления при перемещении верхней плиты при рабочем ходе ползуна пресса.
Основное требование к направляющим элементам – обеспечение высокой износостойкости от 500 тысяч до 10 миллионов циклов.
Штамповочный блок
Штамповочный блок – это комплект верхней и нижней плит, связанных между собой направляющими элементами. В блок входит хвостовик, служащий для соединения верхней плиты с ползуном пресса. Блоки могут быть с двумя, тремя или четырьмя колонками с различным их расположением (рис. 10).
Схема расположения колонок (а) обеспечивает свободный доступ заготовки в рабочую зону штампа. Однако в этом случае из-за смещения центра давления относительно колонок создается перекос плиты, ведущий к преждевременному износу рабочих частей штампа (рис. 11). Такую схему размещения колонок можно рекомендовать при небольших усилиях штамповки.
Однако в этом случае из-за смещения центра давления относительно колонок создается перекос плиты, ведущий к преждевременному износу рабочих частей штампа (рис. 11). Такую схему размещения колонок можно рекомендовать при небольших усилиях штамповки.
Схема (б) лишена такого недостатка, но ограничивает доступ заготовки в рабочую зону.
Схема (в) используется при штамповке крупногабаритных деталей.
Рис. 10. Штамповочный блок
Рис. 11. Возникновение момента, приводящего к перекосу плиты и преждевременному износу рабочих частей штампа
Пуансоны
Пуансоны предназначены для непосредственного деформирования заготовки при выполнении соответствующей технологической операции. Они подразделяются на: пробивные, гибочные, вытяжные.
Основные требования, предъявляемые к пуансонам: простота конструкции, технологичность изготовления, прочность и стойкость.
Пуансоны представляют собой отдельный элемент штампа. По своему профилю соответствуют профилю детали. По длине, как правило, выполняются одинакового сечения. К плите пуансоны крепятся с помощью пуансонодержателя. Он центрируется с плитой двумя штифтами и закрепляется винтами с внутренним шестигранником. Пуансон центрируется с пуансонодержателем за счёт его размещения в нем по неподвижной посадке. Для закрепления в пуансонодержателе опорная поверхность пуансона расклепывается или пуансон снабжается буртиком (рис. 12).
К плите пуансоны крепятся с помощью пуансонодержателя. Он центрируется с плитой двумя штифтами и закрепляется винтами с внутренним шестигранником. Пуансон центрируется с пуансонодержателем за счёт его размещения в нем по неподвижной посадке. Для закрепления в пуансонодержателе опорная поверхность пуансона расклепывается или пуансон снабжается буртиком (рис. 12).
Рис. 12. Схема центрирования и крепления пуансона
Пуансон изготавливается из термоупрочняемых высокопрочных инструментальных сталей, например, 40Х, Х12Ф1, У8А, У10А, а также из чугуна. При небольшой опорной площади пуансона развиваемых высоких контактных напряжений, может произойти смятие плиты под пуансоном. Для предотвращения этого явления между пуансоном и плитой размещают подкладную плитку (Сталь 45 ГОСТ1050-88; 40…45 HRC), роль которой – увеличить опорную площадь и снизить давление на плиту (рис. 13).
Рис. 13. Конструктивное оформление пакета: плита, плитка, пуансон, пуансонодержатель
Использование длинномерных пуансонов малого сечения может привести к потере продольной устойчивости и поломке, что требует применения дополнительного конструктивного элемента – направляющей втулки.
Рис. 14. Вариант конструктивного решения крепления пуансона с направляющими втулками
Матрицы
Исполнение и крепление матриц к нижней плите штампа аналогично пуансонам.
Для крупных деталей и деталей сложной формы пуансоны и матрицы делают секционными с запрессовкой отдельных секций в обоймы матрице держателя или пуансонодержателя. Секции пригоняются между собой без зазора и крепятся к обойме винтами с внутренним шестигранником и штифтами.
Удаляющие детали штампа
При выполнении технологических операций: пробивки, вырубки, вытяжки, гибки и заготовка или готовая деталь стремятся остаться на пуансоне или в матрице. Причиной тому могут быть напряжения разгрузки, трение, особенности конструкции детали. Для освобождения пуансона, матрицы снятия с них заготовки или детали применяются различные удаляющие элементы: съемники и выталкиватели.
Съемники могут быть мягкими (подвижными) и жёсткими (неподвижными). Жёсткий съемник выполнен в виде плиты, жестко соединенной с матрицей (рис. 15).
15).
Рис. 15. Схема конструктивного оформления штампа с жёстким съемником
Мягкие съемники, выталкиватели приводятся в движение либо различными рода пружинами штампа, либо с помощью дополнительных элементов (толкатели), соединенных со специальными устройствами прессов.
Фиксирующие детали штампа
Для установки точного положения полосы или заготовки в штампе перед выполнением технологической операции применяют упоры, фиксаторы, ловители и различного рода прижимы.
Упоры могут быть стационарные, неподвижные и утапливаемы во время рабочего хода. Упор обеспечивает шаг подачи полосы (рис. 16).
Рис. 16. Подвижный и неподвижный упоры
Ловитель обеспечивает точное, чем упоры положение заготовки в штампе, то есть устраняет погрешности при шаге подачи. Ловители используются как правило в штампах последовательного действия, когда окончательное положение заготовки осуществляется ловителем по отверстию, пробитому на предыдущем шаге (рис. 17).
Кроме обеспечения заданного шага подачи, полоса или заготовка должны быть ещё и строго ориентированы в плоскости. Для достижения этой цели в конструкции штампа кроме фиксаторов применяются ещё направляющие планки и прижима (рис. 18).
Для достижения этой цели в конструкции штампа кроме фиксаторов применяются ещё направляющие планки и прижима (рис. 18).
На отдельные элементы штампа существуют ГОСТы, определяющие их конструктивное исполнение, геометрические размеры.
При проектировании конкретных штампов используются приведенные элементы штампа.
Рис. 17. Штамп с ловителем для более точного расположения заготовки
Рис. 18. Прижимы, используемые в штампах для строгой ориентации заготовки
Виды брака при листовой штамповке
Причинами брака при листовой штамповке могут являться:
- дефекты исходного материала;
- недостаточная технологичность детали;
- несовершенство конструкций штампов или их неправильная эксплуатация;
- неправильно разработанный технологический процесс;
- отступление от технологического процесса;
- нарушение правил транспортировки и хранения полуфабрикатов или деталей.
Некачественный первоначальный материал ведет к появлению таких дефектов, как разрыв или разрушение штампуемых деталей при формоизменяющих операциях (рис. 19). Причины появления дефекта на деталях:
19). Причины появления дефекта на деталях:
- низкая пластичность материала;
- отклонение по структуре и зернистости;
- неодинаковые механические свойства металла в разных местах внутренние дефекты (трещины, расслоения).
Наличие площадки текучести в кривой упрочнения деформируемого металла может привести к потере устойчивости при вытяжке. В связи с этим на поверхности детали могут появляться полосы скольжения или шероховатости. Для устранения данного дефекта металл перед вытяжкой дрессируют. Дрессировкой является прокат металла в холодном состоянии с малым обжатием (до 5%).
Рис. 19. Разрыв металла в местах гибки
Благодаря этой операции устраняется площадка текучести на кривой упрочнения металла.
Брак также может возникать, когда выбранный металл по толщине, механическим свойствам и другим показателям не соответствует разработанному технологическому процессу.
Если использовать металл повышенной толщины, это приведет к поломке штампа или пресса. Поэтому службам входного контроля необходимо тщательно проверять толщину, механические свойства, структуру, а если необходимо, то и химический состав металлов, поступающих в производство.
Поэтому службам входного контроля необходимо тщательно проверять толщину, механические свойства, структуру, а если необходимо, то и химический состав металлов, поступающих в производство.
Неправильно спроектированная оснастка или положение в ней заготовки, а также неправильная форма и размеры рабочих частей штампа, недостаточное или чрезмерное усилие прижима, малая жесткость конструкции штампа – все это может повлиять на появление брака при штамповке. Разностенность, складки, задиры, надрывы, недоштамповка и т.д., все это является браком из-за вышеперечисленных факторов (рис. 20). Для предупреждения брака по этим причинам конструкция штампа должна быть внимательно проверена в чертежах, а изготовленный штамп следует тщательно испытать, отрегулировать и наладить.
Рис. 20. Надрыв металла при вытяжке из-за сильного прижима заготовки
Причинами брака также могут быть неправильная или неточная установка штампа, износ и поломка рабочих частей, ослабление или неправильная регулировка пружин. Поэтому при установке на пресс штампа его состояние тщательно проверяют: осматривают, протирают, смазывают направляющие устройства. При необходимости, режущие части пуансонов и матриц затачивают, заполировывают дефекты на гибочных, вытяжных и других пуансонах и матрицах, регулируют пружины.
Поэтому при установке на пресс штампа его состояние тщательно проверяют: осматривают, протирают, смазывают направляющие устройства. При необходимости, режущие части пуансонов и матриц затачивают, заполировывают дефекты на гибочных, вытяжных и других пуансонах и матрицах, регулируют пружины.
Часто причиной получения брака является отступление от технологии производства, т.е. неправильная последовательность операций или пропуске отдельных операций (рис. 21).
Рис. 21. Деталь с пропущенной операцией калибровки
Одной из причин брака является неправильная фиксация и установка заготовки или детали в штамп, т.е. небрежность в работе, поэтому необходимо строго соблюдать технологию изготовления изделий рабочими и мастерами (рис. 22).
Рис. 22. Последствия неправильной установки детали в штамп
Часто в производстве бракуют детали с такими дефектами, как коробления, вмятины, царапины, забоины и т.д. Такие дефекты возникают при небрежной транспортировке и работе или неправильных условиях хранения деталей (рис. 23).
23).
Рис. 23. Царапины на корпусе
Контроль качества штампованных деталей необходимо проводить вовремя и после завершения изготовления. Данный контроль предусматривает в себе: внешний осмотр (трещины, царапины, задиры, разрывы и т.д.) и измерение деталей согласно чертежам и межоперационным эскизам. Как контролировать, чем и после каких операций, указывается в технологическом процессе. Обычно проводится выборочный контроль от 5 до 10% продукции, однако бывает и 100%. За помощью в разработке комплекта конструкторской документации и чертежей на прессовое оборудование (матрица и пуансон) вы можете обращаться сюда.
Поделиться статьёй:
Процесс штамповки металла | Minifaber
Что такое пробивка металла и как происходит этот процесс? Узнайте больше о процессе штамповки металла Minifaber и металлах, с которыми мы можем работать.
Minifaber – компания по штамповке металла, которая выполняет работы как в больших, так и в малых количествах, от консалтинга и проектирования до операций по штамповке . Благодаря нашему опыту, мы можем удовлетворить потребности клиентов в получении готовой продукции и полуфабрикатов.
Благодаря нашему опыту, мы можем удовлетворить потребности клиентов в получении готовой продукции и полуфабрикатов.
Вот темы, которые вы найдете на этой странице:
- Что такое штамповка металла?
- Как происходит процесс?
- Машины для штамповки металла
- Какие металлы можно обрабатывать?
- Minifaber, ваш партнер по штамповке металла
Что такое штамповка металла?
Штамповка металла представляет собой процесс штамповки формы на поверхности путем давления или удара с помощью стального штампа. В процессе штамповки металла материал удаляется с куска листового металла путем приложения достаточно большой силы резания . Металлы, которые можно штамповать, разные: сталь, железо, медь и алюминий. Каждый имеет свою собственную твердость и нуждается в соответствующем давлении, чтобы выполнять удары без недостатков.
Как происходит процесс штамповки металла?
Процесс начинается с резки и пробивки листового металла толщиной до 25-30 мм для создания прецизионных металлических деталей. Давление пуансона на листовой металл сначала приводит к пластической деформации материала, а затем, , когда приложенное напряжение превышает прочность материала на сдвиг , происходит разрыв волокнистой структуры (что типично для листового металла) материала, что приводит к физическому разделению детали внутри инструмента.
Давление пуансона на листовой металл сначала приводит к пластической деформации материала, а затем, , когда приложенное напряжение превышает прочность материала на сдвиг , происходит разрыв волокнистой структуры (что типично для листового металла) материала, что приводит к физическому разделению детали внутри инструмента.
Каковы основные этапы процесса?
- Операцию холодной штамповки металлов осуществляют с помощью штампов, установленных на прессах . В частности, она осуществляется пуансоном, который, соединенный через пластину с ползуном пресса, проникает в матрицу, разрезая листовой металл по форме как пуансона, так и матрицы (контуры пуансона и отверстия в матрице). матрицы представляют собой режущие части, которые будут управлять вырубкой).
- Перфорированный предмет попадает под матрицу (и подхватывается оттуда), благодаря тому, что матрица имеет участок, расширяющийся сверху вниз.
- При опускании пуансон проникает в лист, вызывая деформацию его волокнистой структуры , и лист начинает проникать в матрицу.
 Таким образом, листовой металл деформируется со скруглением кромок штамповки в верхних зонах контакта с пуансоном и в нижних зонах контакта с матрицей.
Таким образом, листовой металл деформируется со скруглением кромок штамповки в верхних зонах контакта с пуансоном и в нижних зонах контакта с матрицей.
- Когда достигается напряжение разрушения материала при сдвиге, образуется поверхность разрушения, которая отделяет перфорированный объект от остального листового металла . Затем пуансон продолжает проталкивать штампованную деталь внутрь матрицы до тех пор, пока она не выпадет наружу.
Для обеспечить правильное позиционирование листового металла над штампом , имеется система направляющих для листового металла, а в случае тонких листов также используется прижим для листового металла, чтобы предотвратить сам лист из-за напряжение, вызванное пуансоном, от изгиба и деформации при штамповке, вызывающее изготовление деформированных деталей.
Вы ищете партнера, специализирующегося на штамповке металлов? Свяжитесь с нашими экспертами!
Машины для штамповки металла
Для процесса штамповки металла Minifaber использует автоматические машины модели TruMatic (штамповочные прессы) TRUMPF. В станке TruMatic 7000 особенно выгодным образом объединены преимущества штамповки и лазерной резки. Этот комбинированный станок высокого класса отвечает самым строгим требованиям в отношении качества деталей, производительности и гибкости. С активной матрицей получаются детали без царапин и используется максимальная гибкость при формовании.
В станке TruMatic 7000 особенно выгодным образом объединены преимущества штамповки и лазерной резки. Этот комбинированный станок высокого класса отвечает самым строгим требованиям в отношении качества деталей, производительности и гибкости. С активной матрицей получаются детали без царапин и используется максимальная гибкость при формовании.
Наши штамповочные станки для металла позволяют нам производить маленькие и большие листы для малых и больших производственных нужд. С числовым программным управлением (ЧПУ) штамповочные станки могут резать и формовать сложные металлические детали простым, быстрым и безопасным способом. Процесс штамповки управляется цифровым управлением 24 часа без остановок и полностью управляется нашим техническим отделом.
Какие металлы можно обрабатывать?
Minifaber может выполнять перфорацию листового металла на различных металлах, каждый из которых имеет свои особенности: сталь, железо, алюминий и медь. В связи с тем, что волокна металла в месте разреза не режут, а изгибаются, а в силу упругости материала и изгибающих напряжений, сопровождающих касательные напряжения, придаваемые пуансоном, пробивка не приводит к точный срез кромок заготовки или отверстия, но с более или менее выраженной заусенцевостью в зависимости от времени заточки инструмента и типа металла и его кристаллической структуры.
В связи с тем, что волокна металла в месте разреза не режут, а изгибаются, а в силу упругости материала и изгибающих напряжений, сопровождающих касательные напряжения, придаваемые пуансоном, пробивка не приводит к точный срез кромок заготовки или отверстия, но с более или менее выраженной заусенцевостью в зависимости от времени заточки инструмента и типа металла и его кристаллической структуры.
Штамповка металла из стали и нержавеющей стали
Minifaber может применять процесс штамповки металла для стали и нержавеющей стали. Из-за твердости этих материалов штамповка должна производиться с приложением достаточного усилия на протяжении всего процесса, не достигая предела прочности.
Процесс штамповки железа
Железо также является твердым металлом, который требует достаточной прочности для штамповки, что ограничивает размазывание.
Штамповка алюминиевого металла
В отличие от железа и стали, алюминий является более пластичным металлом. Это означает, что процесс штамповки металла должен быть тщательно запрограммирован и проверен.
Это означает, что процесс штамповки металла должен быть тщательно запрограммирован и проверен.
Штамповка медного металла
Штамповка меди должна учитывать разрывное напряжение материала, при превышении которого происходит разделение деталей. Также крайне важно использовать специальные блоки для предотвращения нежелательной деформации обрабатываемой меди, предотвращения образования острых краев или неровностей.
Minifaber, ваш партнер по штамповке металла
В Minifaber мы всегда готовы оценить любой запрос от клиентов, заинтересованных в развитии потенциально важного бизнеса с нами, предоставив им наш опыт в штамповке и штамповке металла. В основном мы обращаемся к структурированным компаниям среднего и крупного размера, работающим как на североамериканском, так и на международном рынках.
Вам необходимо штамповать и формовать листовой металл в крупном или мелком производстве? Связаться с нами!
Разница между штамповкой металла и резкой металла
11 мая 2021 г. 11:00
11:00
В производстве любого металла существует множество различных способов достижения желаемого результата. Понимание того, как работают эти различные процессы, их различные приложения и необходимые инструменты, имеет первостепенное значение, если ваш следующий проект будет успешным.
Двумя процессами, в которых легко запутаться, являются штамповка и резка. Некоторые люди даже думают, что это одно и то же.
Чтобы прояснить некоторую путаницу, давайте подробнее рассмотрим каждый процесс в отдельности.
С высоты 30 000 футов пробивать металл на самом деле не намного больше, чем брать лист металла и пробивать в нем отверстия. Хотя в какой-то степени это, безусловно, верно, процесс и его понимание гораздо сложнее.
В процессе пробивки специально разработанные револьверные головки пробивного пресса ударяют по металлическому листу либо в матрицу, либо через нее, создавая отверстия. Эти отверстия часто используются для крепления. Фасонные детали, называемые заготовками, также используются в практических или декоративных целях.
Фасонные детали, называемые заготовками, также используются в практических или декоративных целях.
Существует множество различных штамповочных прессов, каждый из которых служит определенной цели. Рассмотрим два самых распространенных.
Ручные пробивные прессыРучные штамповочные прессы чаще всего используются в легких металлоконструкциях. Эти устройства просты в эксплуатации и могут быть установлены на верстаке. Они также поставляются со сменными наборами штампов, позволяющими настроить пуансоны в соответствии с вашим конкретным проектом.
Прессы с ручным приводом идеально подходят для жилых или развлекательных декоративных мероприятий. Они также значительно дешевле, чем промышленные прессы.
Пробивные прессы с ЧПУПробивные прессы с ЧПУ управляются машиной.
Процесс начинается с того, что контроллер ЧПУ перемещает стол по осям X и Y в заданное положение. Затем инициируется последовательность штамповки. После завершения последовательности лишние куски (заготовки) выбрасываются через матрицу и собираются в контейнер для отходов.
Затем инициируется последовательность штамповки. После завершения последовательности лишние куски (заготовки) выбрасываются через матрицу и собираются в контейнер для отходов.
с ЧПУ выгодны своей способностью создавать точные пуансоны и скоростью, с которой они могут работать. Для производства высокого уровня один цикл часто занимает всего несколько миллисекунд.
Если вы хотите, чтобы Meta Fab процитировала ваш следующий металлический проект, отправьте запрос здесь!
В отличие от перфорации, при которой металл проникает насквозь, резка срезает лишний материал с листового металла.
Этот процесс включает в себя использование инструментов, таких как ножницы, для резки металла с предельной точностью. Для начала между двумя лезвиями помещается кусок листового металла. После закрепления с помощью квадратного рычага инструмента верхнее лезвие прорезает металл, вдавливая его в нижнее лезвие. В результате получается чистый и точный срез.