Высота неровностей профиля по 10 точкам обозначается: Высота неровностей профиля по десяти точкам
alexxlab | 20.04.2023 | 0 | Разное
1.2. Высота неровностей профиля по 10 точкам Rz, мкм
Федеральное агентство по образованию
Уральский государственный технический университет-УПИ
имени первого Президента России Б.Н.Ельцина
А.М.Каузов
Выполнение чертежей деталей
Справочник
Научный редактор доц., канд.техн.наук Н.Х.Понетаева
УГТУ-УПИ
2008
УДК 744.4 : 621 (075.8)
ББК 30.11 я 73
К38
Рецензенты:
Каузов А.М.
К38. Выполнение чертежей деталей. Справочник /А.М.Каузов. Екатеринбург. УГТУ-УПИ, 2008, 16 с.: ил., табл.
ISBN
В справочнике приведены нормативные сведения, необходимые при выполнении рабочих чертежей деталей с чертежа общего вида изделия.
Учебное пособие
предназначено для студентов всех
специальностей и всех форм обучения,
изучающих инженерную графику.
Библиогр.: 7 назв. Рис. 9. Табл. 19
УДК 744.4 : 621 (075.8)
ББК 30.11 я 73
ISBN © УГТУ-УПИ, 2008
© Каузов А.М., 2008
Шероховатость поверхности
(по ГОСТ 2789-73)
Шероховатостью
поверхности по ГОСТ 2789-73 и ISO
P468
называют совокупность неровностей
поверхности с относительно малыми
шагами на базовой длине l.
Базовой
длиной l
называют длину базовой линии, используемой
для выделения неровностей, характеризующих
шероховатость поверхности и для
количественного определения ее
параметров. Числовые значения шероховатости
поверхности определяют от единой базы,
за которую принята средняя
линия профиля m.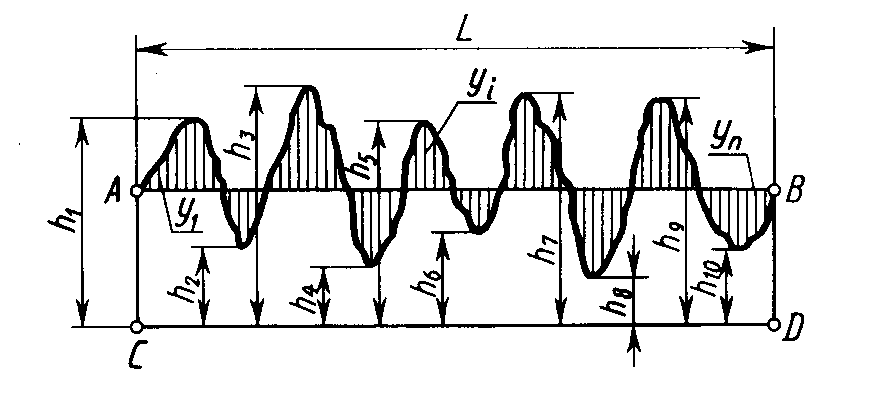
Количественно шероховатость поверхности устанавливают независимо от способа ее обработки. По системе М шероховатость поверхности можно оценивать одним или несколькими параметрами, однако наибольшее распространение в машиностроении получили: среднее арифметическое отклонение профиля Ra и высота неровностей профиля по десяти точкам Rz в пределах базовой длины. Единица измерения этих параметров – мкм (микрометр).
Параметр Ra является предпочтительным.
Числовые значения параметров шероховатости выбирают из табл. 1.1 и 1.2
Среднее арифметическое отклонение профиля Ra, мкм
100 80 63 50 40 32 25 20 16,0 12,5 | 10,0 8,0 6,3 5,0 4,0 3,2 2,5 2,0 1,6 1,25 | 1,0 0,8 0,63 0,5 0,4 0,32 0,25 0,2 0,16 0,125 | 0,1 0,080,063 0,05 0,04 0,032 0,025 0,02 0,016 0,012 | 0,01 0,08 – – – – – – – – |
– – – – – – – – 1600 1250 | 1000 800 630 500 400 320 250 200 160 125 | 100 80 63 50 40 32 25 20 16,0 12,5 | 10,0 8,0 6,3 5,0 4,0 3,2 2,5 2,0 1,6 1,25 | 1,0 0,80 0,63 0,5 0,4 0,320,25 0,2 0,16 0,125 | 0,1 0,08 0,063 0,05 0,04 0,032 0,025 – – – |
1. 3.Соответствие
между значениями параметров шероховатости
3.Соответствие
между значениями параметров шероховатости
(ГОСТ 2789-73)
Параметры шероховатости, мкм | Базовая длина l, мм | |
Ra | ||
80 40 20 | 320 160 80 | 8,0 |
10 5 | 40 20 | 2,5 |
2,5 1,25 | 10 6,3 | 0,8 |
0,63 0,32 0,16 0,08 0,04 | 3,2 1,6 0,8 0,4 0,2 | 0,25 |
0,02 0,01 | 0,1 0,05 | 0,08 |
1.
 4.Шероховатость поверхности в зависимости от видов обработки
4.Шероховатость поверхности в зависимости от видов обработки1.4.1. Шероховатость поверхности отливок
Вид литья | Металлы | Параметры шероховатости поверхности отливок, мкм |
В песчаные формы | Черные металлы Цветные металлы | Ra 80…Ra 40 Ra 80…Ra 20 |
В кокиль | Черные металлы Цветные металлы | Ra 80…Ra 10 Ra 40…Ra 5 |
По выплавляемым моделям | Черные металлы Цветные металлы | Ra 20…Ra 5 Ra 20…Ra 2.5 |
Литье в оболочковые формы | Черные металлы Цветные металлы | Ra 40…Ra 10 Ra 20…Ra 5 |
Под давлением | Алюминиевые сплавы Медные сплавы | Ra
10…Ra 2. |
 5
51.4.2. Шероховатость поверхности при механической обработке
Обрабатываемые поверхности | Методы обработки | Параметры шероховатости Ra, мкм | |||||||||||||||||||
80 | 40 | 20 | 10 | 5 | 2,5 | 1,25 | 0,63 | 0,32 | 0,16 | 0,08 | |||||||||||
Наружные цилиндрические | Обтачивание | Черновое | + | + | + | + | |||||||||||||||
Чистовое | + | + | + | + | + | ||||||||||||||||
Тонкое | + | + | + | ||||||||||||||||||
Шлифование | Черновое | + | + | ||||||||||||||||||
Чистовое | + | + | |||||||||||||||||||
Тонкое | + | + | |||||||||||||||||||
Отделка абразивным полотном | + | + | + | + | |||||||||||||||||
Внутренние цилиндрические | Растачивание | Черновое | + | + | + | + | |||||||||||||||
Чистовое | + | + | + | + | |||||||||||||||||
Тонкое | + | + | + | ||||||||||||||||||
Сверление | + | + | + | ||||||||||||||||||
Зенкерование | Черновое | + | + | + | |||||||||||||||||
Чистовое | + | + | + | + | |||||||||||||||||
Развертывание | Нормальное | + | + | ||||||||||||||||||
Точное | + | + | |||||||||||||||||||
Тонкое | + | + | |||||||||||||||||||
Внутренне шлифование | Черновое | + | + | ||||||||||||||||||
Чистовое | + | + | + | ||||||||||||||||||
Плоскости | Строгание | Черновое | + | + | + | + | |||||||||||||||
Чистовое | + | + | + | + | + | ||||||||||||||||
Тонкое | + | + | |||||||||||||||||||
Фрезерование цилиндром | Черновое | + | + | + | + | ||||||||||||||||
Чистовое | + | + | + | ||||||||||||||||||
Тонкое | + | + | + | ||||||||||||||||||
Торцовое фрезерование | Черновое | + | + | + | + | ||||||||||||||||
Чистовое | + | + | + | ||||||||||||||||||
Тонкое | + | + | |||||||||||||||||||
Плоское шлифование | Черновое | + | + | ||||||||||||||||||
Чистовое | + | ||||||||||||||||||||
Наибольшая высота – неровность – профиль
Cтраница 1
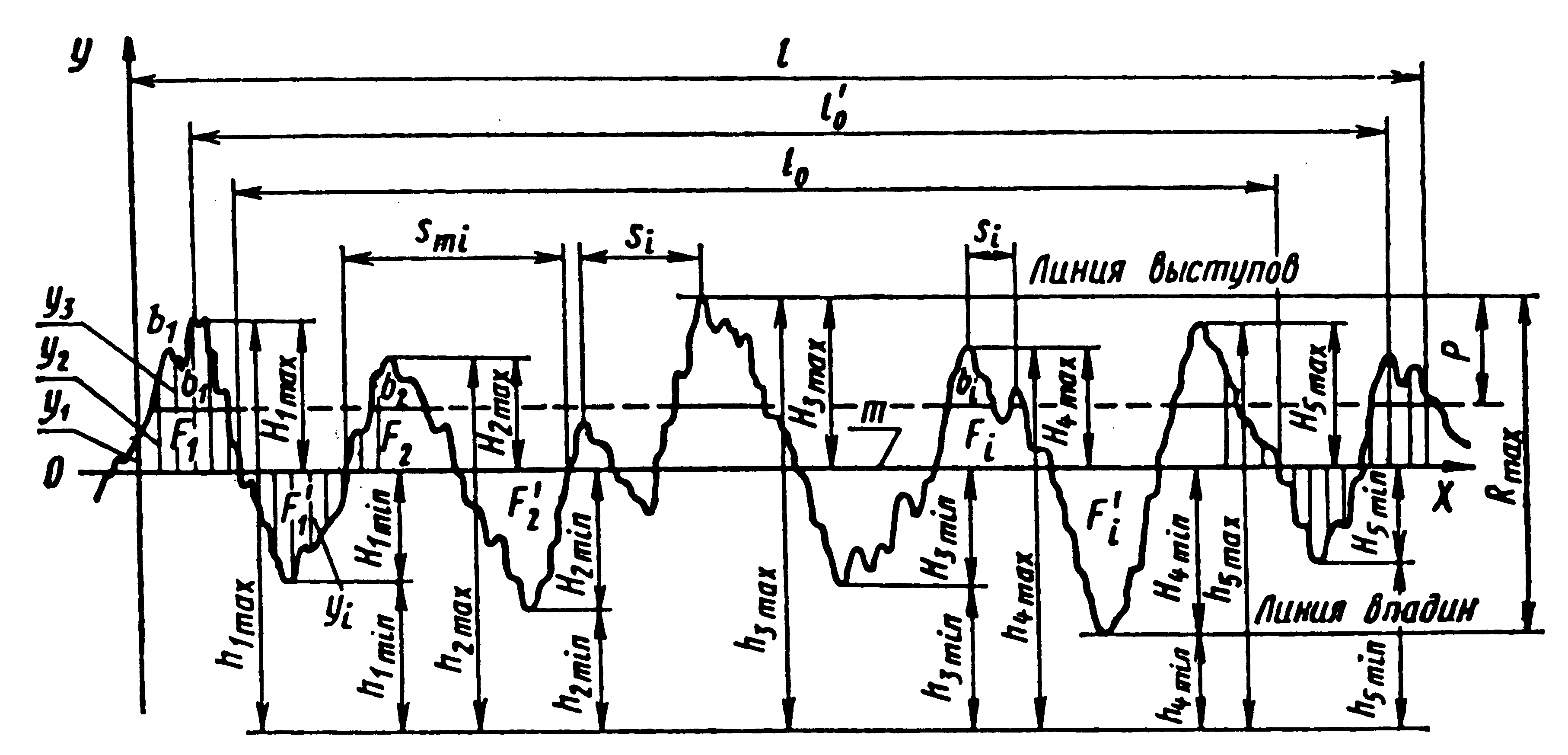
Наибольшая высота неровностей профиля Rrnax, представляет собой расстояние между линиями выступов и впадин в пределах базовой длины. Средний шаг местных выступов профиля 5 определяют по отрезкам средней линии между проекциями на нее наивысших точек соседних местных выступов профиля.
[1]
Средний шаг местных выступов профиля 5 определяют по отрезкам средней линии между проекциями на нее наивысших точек соседних местных выступов профиля.
[1]
Наибольшей высотой неровностей профиля Лтах называют расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины. [2]
| Параметры шероховатости поверхности. [3] |
Для более подробной характеристики шероховатости поверхности используют дополнительные параметры: Rmax – наибольшую высоту неровностей профиля, представляющую собой расстояние между линиями выступов и впадин; Sm – средний шаг неровностей профиля и S – средний шаг неровностей по вершинам. [4]
В некоторых случаях для оценки шероховатости используют дополнительные параметры: Кта, – наибольшую высоту неровностей профиля; Sm – средний шаг неровностей профиля; S – средний шаг неровностей по вершинам.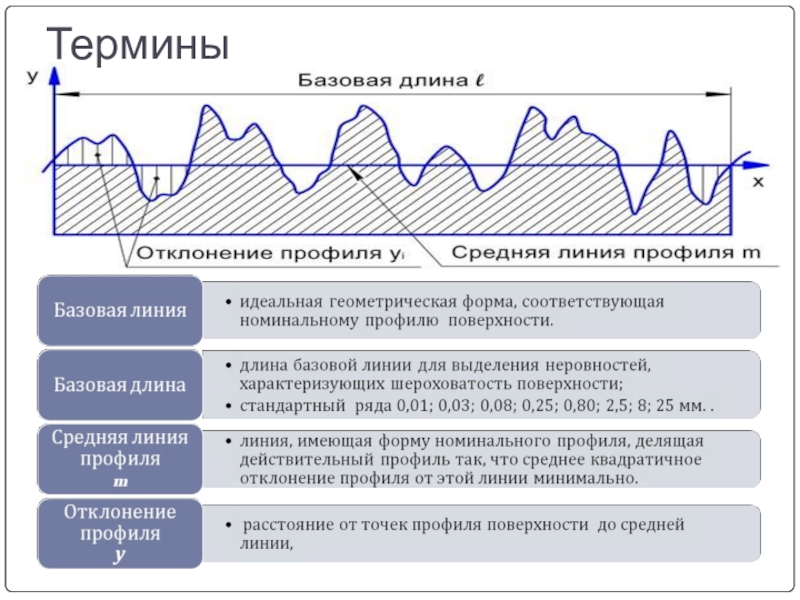 [5]
[5]
Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины представляет собой наибольшую высоту Rmax неровностей профиля. [6]
Профилометры служат для характеристики чистоты поверхности одним из числовых параметров: средней квадратической, среднеарифметической или наибольшей высотой неровностей профиля. [7]
| Обозначение допусков. [8] |
ГОСТ 2789 – 73 устанавливает следующие параметры шероховатости поверхностей: Ru-среднее арифметическое отклонение профиля; Rz – высота неровностей профиля по десяти точкам; Rmax – наибольшая высота неровностей профиля; tp – относительная опорная длина профиля, где р – числовое значение уровня сечения профиля. [9]
| Действительный профиль ( профиллограмма поверхности. [10] |
Количественно шероховатость поверхности оценивается средним арифметическим отклонением профиля Ra, средним квадрата – ческим отклонением профиля Rg, высотой неровностей профиля по десяти точкам Rz, наибольшей высотой неровности профиля тах, средним шагом неровностей Sm, средним шагом неровностей по вершинам S, относительной опорной длиной профиля tp и радиусами закругления р, выступов и впадин неровностей.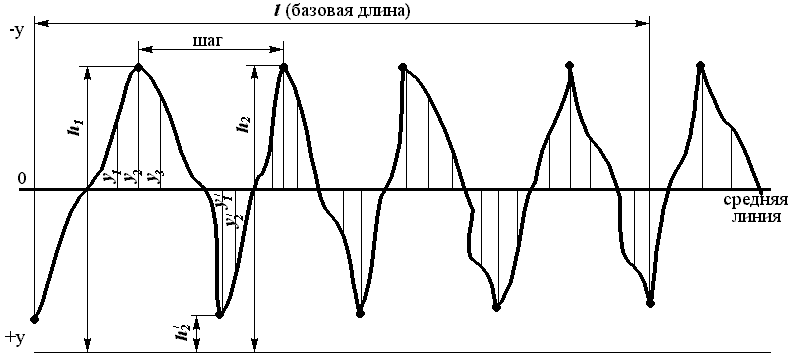 [11]
[11]
В соответствии с ГОСТ 2789 – 73 основными параметрами для оценки шероховатости поверхностей являются: Ra – среднее арифметическое отклонение профиля на базовой длине /; Rmax – наибольшая высота неровностей профиля; Rz – высота неровностей профиля по десяти точкам; S – средний шаг неровностей по вершинам. Шероховатость поверхностей сопряженных деталей влияет на выбор их посадок, герметичность и себестоимость изготовления. Поэтому в каждом конкретном случае параметры и характеристики шероховатости следует выбирать в соответствии с назначением этих деталей. Состояние поверхности после обработки оказывает большое влияние ка эксплуатационные свойства деталей. Возникающие при механической обработке трещины и задиры с возможными остаточными напряжениями способствуют развитию усталостных трещин и коррозии, снижают контактную и объемную прочность деталей. [12]
Этот стандарт устанавливает следующие параметры для оценки шероховатости поверхности: Ra – среднее арифметическое отклонение профиля; Rz – высота неровностей профиля по десяти точкам; Rmax – наибольшая высота неровности профиля; S – средний шаг неровностей по вершинам; Sm – средний шаг неровностей профиля по средней линии; tp – относительная опорная длина профиля. [13]
[13]
По интерферограммам поверхностей трения стали У10А при давлении 0 7 – 7 0 МПа и скорости скольжения 3 11 м / с было определено, что с увеличением давления до 1 4 МПа наибольшая высота неровностей профиля ( Rmax) увеличивается до 1 1 мкм. При дальнейшем повышении давления максимальная высота шероховатости уменьшается до 0 82 мкм. [14]
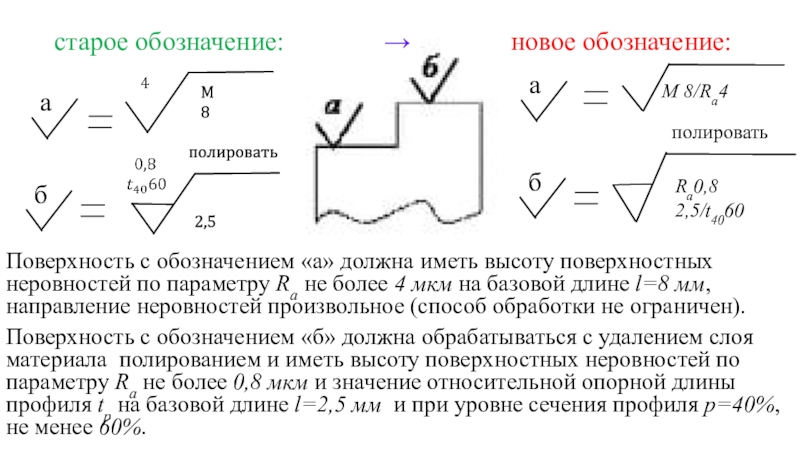
На посадочные поверхности валов и отверстий зубчатых и червячных колес при передаче момента посадкой с натягом кроме параметра Ra задают параметр / для которого принимают / 50 % и / 7 60 % от наибольшей высоты неровностей профиля. [15]
Страницы: 1 2
404 – Страница не найдена
Перейти к основному содержанию Значок/ЗакрытьПоиск
- Ступенчатые экзамены
- Шаг 1
- Шаг 1 Содержание экзамена
- Шаг 2 СК
- Шаг 2 Содержание экзамена CK
- Шаг 3
- Шаг 3 Содержание экзамена
- Информация о дне экзамена
- Личные вещи
- Допуск к тесту
- Перерыв
- Запуск и завершение теста
- Безопасность экзамена
- Нестандартное поведение
- Процесс расследования
- Тестовые условия
- Методические рекомендации
- Формы
- Дополнительное время перерыва для кормления грудью / грудного вскармливания
- Исключения для личных вещей (PIE)
- Пересмотр
- Шаг 1
- Подготовьтесь к экзамену
- Шаг 1 Материалы
- Описание содержания и спецификации
- Интерактивный опыт тестирования
- Примеры тестовых вопросов
- Форматы тестовых вопросов
- Шаг 2.
 Материалы CK
Материалы CK- Описание содержания и спецификации
- Интерактивный опыт тестирования
- Примеры тестовых вопросов
- Форматы тестовых вопросов
- Шаг 3. Материалы
- Описание содержания и спецификации
- Интерактивный опыт тестирования
- Примеры тестовых вопросов
- Форматы тестовых вопросов
- Вопросы с несколькими вариантами ответов
- Компьютерное моделирование случаев
- Шаг 1 Материалы
- Результаты и стенограммы
- Результаты экзаменов и оценка
- Оценка перепроверки
- Стенограммы
- Общие вопросы
- Общий
- Отмена и перенос
- Практические материалы
- Биометрическая система регистрации
- Шаг 1
- Шаг 2 СК
- Шаг 3
- Результаты
- Тестовые условия
- Отчет о результатах
- Ограничение попыток
5 способов обнаружения выбросов/аномалий, которые должен знать каждый специалист по данным (код Python) | Уилл Бадр
Обнаружение аномалий имеет решающее значение для любого бизнеса либо путем выявления ошибок, либо путем принятия упреждающих мер.
 В этой статье обсуждаются 5 различных способов выявления этих аномалий. Фото Уилла Майерса на Unsplash
В этой статье обсуждаются 5 различных способов выявления этих аномалий. Фото Уилла Майерса на UnsplashВ статистике выбросы — это точки данных, которые не принадлежат определенной совокупности. Это ненормальное наблюдение, лежащее далеко от других ценностей. Выброс — это наблюдение, которое расходится с хорошо структурированными данными.
Например, вы можете ясно увидеть выброс в этом списке: [20,24,22,19,29,18, 4300 ,30,18]
набор чисел, и он одномерный, но когда у вас есть тысячи наблюдений или многомерных измерений, вам потребуются более умные способы обнаружения этих значений. Об этом пойдет речь в этой статье.
Обнаружение выбросов или аномалий — одна из основных проблем интеллектуального анализа данных. Возникающее расширение и продолжающийся рост данных, а также распространение устройств IoT заставляют нас переосмыслить подход к аномалиям и варианты использования, которые можно построить, изучая эти аномалии.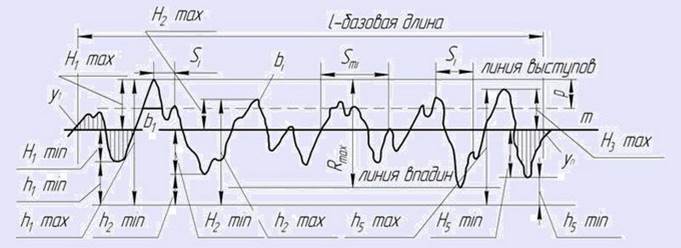
Теперь у нас есть смарт-часы и браслеты, которые определяют сердцебиение каждые несколько минут. Обнаружение аномалий в данных сердцебиения может помочь в прогнозировании сердечных заболеваний. Аномалии в схемах движения могут помочь в прогнозировании аварий. Его также можно использовать для выявления узких мест в сетевой инфраструктуре и трафика между серверами. Следовательно, варианты использования и решения, основанные на обнаружении аномалий, безграничны.
Еще одна причина, по которой нам необходимо выявлять аномалии, заключается в том, что при подготовке наборов данных для моделей машинного обучения очень важно обнаружить все выбросы и либо избавиться от них, либо проанализировать их, чтобы понять, почему они были там изначально.
Теперь давайте рассмотрим 5 распространенных способов обнаружения аномалий, начиная с самого простого.
В статистике. Если распределение данных приблизительно нормальное, то около 68% значений данных находятся в пределах одного стандартного отклонения от среднего и около 95% находятся в пределах двух стандартных отклонений, а около 99,7% лежат в пределах трех стандартных отклонений
Следовательно, если у вас есть какая-либо точка данных, превышающая стандартное отклонение более чем в 3 раза, то эти точки, скорее всего, будут аномальными или выбросами. .
.
Давайте посмотрим код.
Вывод этого кода представляет собой список значений выше 80 и ниже -40. Обратите внимание, что набор данных, который я передаю, является одномерным набором данных. Теперь давайте рассмотрим более продвинутые методы для многомерных наборов данных.
Блочные диаграммы представляют собой графическое изображение числовых данных через их квантили. Это очень простой, но эффективный способ визуализации выбросов. Думайте о нижних и верхних усах как о границах распределения данных. Любые точки данных, которые отображаются выше или ниже усов, могут считаться выбросами или аномальными. Вот код для построения блочной диаграммы:
Приведенный выше код отображает график ниже. Как видите, он считает выбросом все, что выше 75 или ниже ~ -35. Результаты очень близки к методу 1 выше.
Анатомия блочной диаграммы:
Концепция I межквартильный диапазон ( IQR ) используется для построения блочной диаграммы. IQR — это понятие в статистике, которое используется для измерения статистической дисперсии и изменчивости данных путем деления набора данных на квартили.
IQR — это понятие в статистике, которое используется для измерения статистической дисперсии и изменчивости данных путем деления набора данных на квартили.
Проще говоря, любой набор данных или любой набор наблюдений делится на четыре определенных интервала на основе значений данных и того, как они соотносятся со всем набором данных. Квартиль — это то, что делит данные на три точки и четыре интервала.
Межквартильный диапазон (IQR) важен, поскольку он используется для определения выбросов. Это разница между третьим квартилем и первым квартилем (IQR = Q3 -Q1). Выбросы в этом случае определяются как наблюдения, которые ниже (Q1 – 1,5x IQR) или нижние усы ящичковой диаграммы или выше (Q3 + 1,5x IQR) или верхние усы ящичковой диаграммы .
Источник: Википедия DBScan — это алгоритм кластеризации, который использует кластеризацию данных в группы. Он также используется в качестве метода обнаружения аномалий на основе плотности с одномерными или многомерными данными. Другие алгоритмы кластеризации, такие как k-means и иерархическая кластеризация, также могут использоваться для обнаружения выбросов. В этом случае я покажу вам пример использования DBScan, но прежде чем мы начнем, давайте рассмотрим некоторые важные концепции. В DBScan есть три важных концепции:
Другие алгоритмы кластеризации, такие как k-means и иерархическая кластеризация, также могут использоваться для обнаружения выбросов. В этом случае я покажу вам пример использования DBScan, но прежде чем мы начнем, давайте рассмотрим некоторые важные концепции. В DBScan есть три важных концепции:
- Основные точки: Чтобы понять концепцию основных точек, нам нужно посетить некоторые гиперпараметры, используемые для определения задания DBScan. Первый гиперпараметр (HP) равен min_samples. Это просто минимальное количество точек ядра, необходимое для формирования кластера . второй по важности HP это eps. eps — это максимальное расстояние между двумя образцами, при котором они считаются принадлежащими одному кластеру.
- Пограничные точки находятся в том же кластере, что и основные точки, но намного дальше от центра кластера.
 com/questions/34394641/dbscan-clustering-what-happens-when-border-point-of-one-cluster-is-considered
com/questions/34394641/dbscan-clustering-what-happens-when-border-point-of-one-cluster-is-considered- Все остальное называется Noise Points , — это точки данных, которые не принадлежат ни одному кластеру. Они могут быть аномальными или неаномальными и требуют дальнейшего изучения. Теперь давайте посмотрим на код.
Вывод приведенного выше кода: 94. Это общее количество зашумленных точек. SKLearn помечает зашумленные точки как (-1). Недостатком этого метода является то, что чем выше размерность, тем менее точным он становится. Вам также необходимо сделать несколько предположений, таких как оценка правильного значения для eps w , что может быть сложной задачей.
Изолирующий лес — это алгоритм обучения без учителя, принадлежащий к семейству ансамблевых деревьев решений. Этот подход отличается от всех предыдущих методов. Все предыдущие пытались найти нормальную область данных, а затем идентифицировали все, что находится за пределами этой определенной области, как выброс или аномальное.
Этот метод работает иначе. Он явно изолирует аномалии вместо профилирования и построения нормальных точек и областей, присваивая оценку каждой точке данных. Он использует тот факт, что аномалии являются точками данных меньшинства и что их значения атрибутов сильно отличаются от значений обычных экземпляров. Этот алгоритм отлично работает с наборами данных очень большой размерности и оказался очень эффективным способом обнаружения аномалий. Поскольку в этой статье основное внимание уделяется реализации, а не ноу-хау, я не буду вдаваться в подробности того, как работает алгоритм. Тем не менее, полная информация о том, как это работает, описана в этой статье.
Теперь давайте рассмотрим код:
Этот код будет выводить прогнозы для каждой точки данных в массиве. Если результат равен -1, это означает, что эта конкретная точка данных является выбросом. Если результат равен 1, это означает, что точка данных не является выбросом.
Алгоритм Random Cut Forest (RCF) — это неконтролируемый алгоритм Amazon для обнаружения аномалий.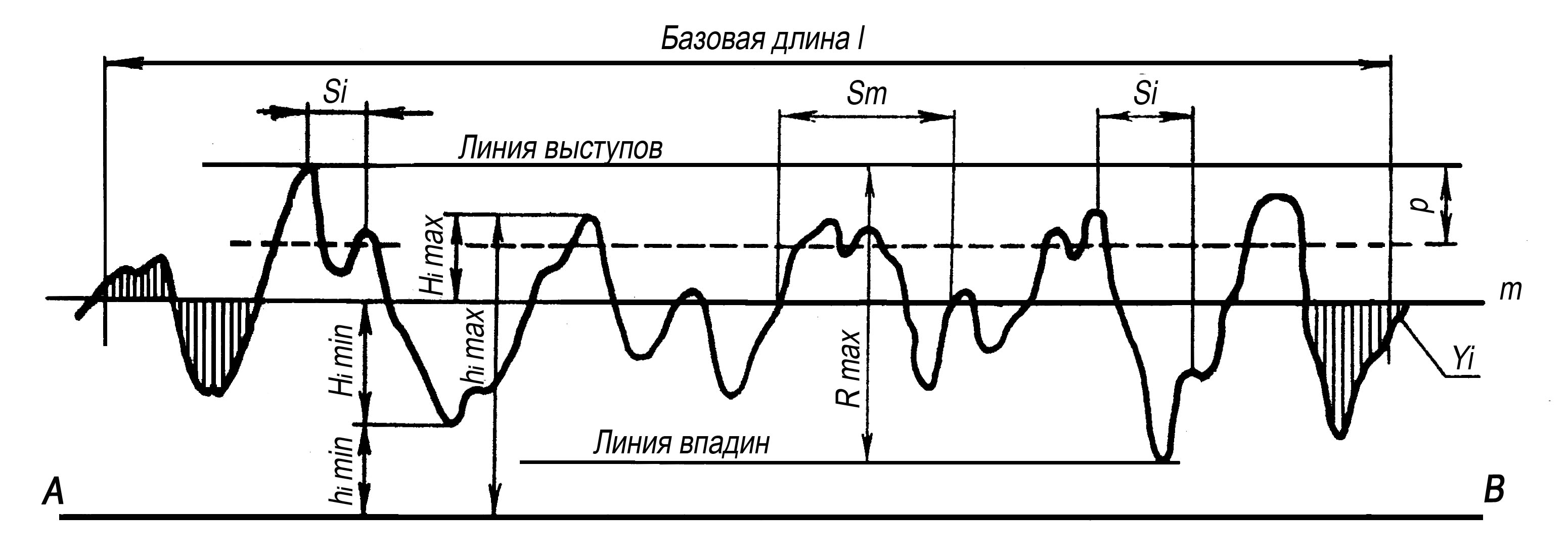 Он также работает, связывая оценку аномалии. Низкие значения баллов указывают на то, что точка данных считается «нормальной». Высокие значения указывают на наличие аномалии в данных. Определения «низкий» и «высокий» зависят от приложения, но обычная практика предполагает, что баллы, превышающие три стандартных отклонения от среднего балла, считаются аномальными. Подробности алгоритма можно найти в этой статье.
Он также работает, связывая оценку аномалии. Низкие значения баллов указывают на то, что точка данных считается «нормальной». Высокие значения указывают на наличие аномалии в данных. Определения «низкий» и «высокий» зависят от приложения, но обычная практика предполагает, что баллы, превышающие три стандартных отклонения от среднего балла, считаются аномальными. Подробности алгоритма можно найти в этой статье.
Самое замечательное в этом алгоритме то, что он работает с данными очень большой размерности. Он также может работать с потоковыми данными в реальном времени (встроенными в AWS Kinesis Analytics), а также с автономными данными.
Я объясняю концепцию более подробно в видео ниже:
В документе показаны некоторые тесты производительности по сравнению с Isolation Forest. Вот результаты из статьи, которые показывают, что RCF намного точнее и быстрее, чем Isolation Forests.
Полный пример кода можно найти здесь:
awslabs/amazon-sagemaker-examples
Примеры блокнотов, демонстрирующих применение машинного и глубокого обучения в Amazon SageMaker …
github.