Характеристики инвертора сварочного – Сварочный инвертор – виды, характеристики, правила выбора
alexxlab | 30.09.2019 | 0 | Разное
Сварочный инвертор, вольт-амперная характеристика, дуга
Для того чтобы разобраться в работе сварочного инвертора затронем немного тему возникновения сварочной дуги. Рассмотрим вольт – амперную характеристику электрической дуги, возникающей при сварке (далее ВАХ).
Ниже показана вольт – амперная характеристика дуги в общем виде:

Как мы можем наблюдать из графика при малых токах, до 80 А, характеристика имеет падающий характер. Этим свойством необходимо пользоваться, потому что, если посмотреть на график, чем выше напряжение, прикладываемое к искровому промежутку, тем легче будет возникать электрическая дуга. Это значит, что дуга загорится от меньшего значения тока, чем на прямолинейном участке ВАХ. Как раз с целью облегчения зажигания дуги в сварочных инверторах применяют осцилляторы и прочие устройства, повышающие напряжения сварочных аппаратов. Для сварочных аппаратов инверторного типа стандартное напряжение колеблется, как правило, в промежутке от 70 В до 95 В и зависят от вольтдобавочной конструкции.
Приблизительный график ВАХ инвертора должен выглядеть примерно так:

Стабильный поджиг, а также поддерживание стабильного горение электрической дуги обеспечивает высокое напряжение холостого хода (ХХ). При обеспечении такой ВАХ легко поджигаются и хорошо горят электроды всех марок, также электроды для сварки цветных металлов, нержавейки и чугуна. Конечно выше показанная идеализированная ВАХ, но нужно стремится к получению именно такой характеристики. Мы рассмотрели участок только до 100 А, но главное на этом участке добиться значения ВАХ похожей на характеристику сварочной дуги, так как от этого зависит устойчивость дуги и качество сварочного шва. В итоге можно сформулировать первое требование к работе сварочного инвертора – это крутопадающая ВАХ. Если это условие не выполнено, то сварочный аппарат с достойными параметрами не получится.
Теперь рассмотрим участок от 80 А до 800 А. На этом участке дуга будет являться стабилизатором напряжения. Этот участок является наиболее подходящем для переноса расплавленного металла к свариваемому изделию. На данном участке напряжение дуги не зависит от тока, а зависит от ее длины.
Величину данного напряжения можно вычислить по формуле:
Где: UД – напряжение, В;
а – коэффициент, он постоянен и выражает сумму падений напряжений на катоде и аноде и не зависим от длины дуги, В;
b –напряжение среднее на единицу длины, В/мм;
L – длина дуги, мм;
Для стальных электродов коэффициенты а и b можно принять а=10 В, b=2 В/мм, соответственно напряжение для дуги длиной L=4 мм будет равно:
U=10+2*4=18 В
При атмосферном давлении и при сварке металлическим электродом будет гореть устойчиво при напряжении 18 – 28 В. Это и будет вторым требованием к нормальной работе сварочного инвертора. Итак, во всем рабочем диапазоне от 80 А до максимального значения тока, рабочее напряжение не должно уменьшатся менее 18 В, а чтоб поддержать гарантированно стабильную работу не ниже чем 22 – 24 В.
Рассмотрим третий участок кривой работы сварочного инвертора. Этот отрезок очень важен для обеспечения бесперебойной работы инвертора, ограничения тока КЗ, безопасной работы силовых ключей и так далее. В разных конструкциях преобразовательных устройств он может формироваться по разному. В инверторах с ШИМ модуляцией, ограничения тока силовой цепи реализовывают через обратную связь (ОС). В качестве датчика ОС применяют трансформатор тока. При достижении максимального тока импульс с трансформатора тока поступает на вход блока ограничения тока (БОТ), который выдает команду на прерывание импульсов силовых ключей.
На осциллограмме это будет выглядеть как уменьшение скважности импульсов (длительность импульса в открытом состоянии уменьшится), что приведет к уменьшению напряжения, но ток будет расти. Крутизна такого участка будет зависеть от быстроты реакции контроллера на изменения в нагрузке. Для резонансных инверторов этот участок ВАХ имеет более пологий наклон. Это зависит от добротности L – C цепочки – чем она выше, тем более крутой угол наклона кривой. Поэтому при правильной настройке сварочного аппарата можно обойтись без токовой ОС. Как видим резонансные преобразователи не боятся режима КЗ. И это будет третье требование к сварочным инверторам.
Также нужно обратить внимание на такие виды защит как:
- Безопасность сварщика. Он не должен попасть под опасное для жизни напряжение;
- Защита от длительного КЗ и перегрева силовых частей инвертора;
- Защиту от попадания влаги и пыли в устройство;
- Система стабилизации горения дуги и поджига;
elenergi.ru
Как выбрать сварочный инвертор – Статьи о сварке
Сегодня выполнить какие-то сварочные работы вполне сможет и неподготовленный человек. А поможет ему в этом новое поколение сварочных аппаратов, так называемые инверторы. Как только, по ошибке, их не называют: “сварочный инвектор”, “сварочный инжектор”, “сварочный конвертор” и даже “сварочный инвептор” но правильное название – сварочный ИНВЕРТОР.Аппараты эти отличаются. от привычных нам тяжелых трансформаторов. многими показателями. Это и небольшой вес (всего несколько килограммов), и сравнительно небольшой размер, и удобство в работе, и масса других полезных функций и дополнений. На рынке сейчас представлено просто огромное количество моделей, поэтому осуществить правильный выбор довольно сложно. В статье мы расскажем, как выбрать сварочный инвертор для своих нужд.
Для чего обычному человеку, не имеющему опыта работы со сваркой, может потребоваться сварочный аппарат? Он может быть востребован практически везде. Если у вас есть дача или вы живете в частном доме, то часто приходится резать или соединять металлические уголки, арматуру, прочие детали. С помощью инвертора сделать это можно легко и быстро, даже без соответствующего опыта.
Принцип работы сварочного инвертора.
Любой сварочный аппарат-инвертор, отзывы о котором можно найти на множестве интернет-ресурсов, представляет собой сложное электронное устройство, питающееся от напряжения 220 В. Переменный ток идет на выпрямитель, откуда выходит постоянный ток, а затем сглаживается фильтром. Теперь инвертор преобразует его в высокочастотный переменный ток. Далее по цепочке, происходит выпрямление высокочастотного тока, то есть, преобразование его опять в постоянный ток. Ток сглаживается фильтром и поступает на электрод. За процессы преобразования тока отвечает главное электронное устройство инвертора – блок IGBT.
Сварка сварочным инвертором производится легче, чем обычной сваркой, а высокая частота тока позволяет использовать трансформатор небольшого размера. Отсюда и легкость всего устройства. Например, для обеспечения аппарата сварочным током 150-160 ампер достаточно веса трансформатора 250 грамм. Можно сделать небольшое сравнение. Для того чтобы получить такой ток в обычном сварочном аппарате, ему необходим трансформатор весом около 20 кг.
Какой выбрать сварочный инвертор?
Об этом необходимо задуматься еще до покупки. Выбор сварочного инвертора зависит от того, как часто вы планируете его использовать. Для домашних нужд вполне будет достаточно и недорогой модели, стоимостью около 120-140 долларов и сварочным током 150-180 ампер, а для профессиональной деятельности обратите внимание на более дорогие агрегаты обеспечивающие токи до 250 ампер. При выборе устройства следует учитывать некоторые основные и дополнительные характеристики инвертора, о которых мы поговорим ниже.
Процент нагрузки (ПН).
Одна из важнейших характеристик сварочных инверторов и означает она следующее – какой процент времени, из 5 минутного цикла, сварочный аппарат способен держать дугу при заданном токе. Для России лучше брать за основу именно 5-и минутный цикл. Разберем все это на примере конкретного аппарата.
Цифры подчеркнутые синим это процент нагрузки, зеленым это заданный ток. Для примера возьмем столбик где написано 5% и 130А.5% – это ПН, ну а 130А – это 130 ампер.
Считаем – цикл 100% = 5 минут = 300 секунд.
300/100=3*5=15секунд.
Все эти расчеты означают, что при установленном токе 130 ампер (примерно электрод тройка) варить можно всего 15 секунд, а 4 минуты 45 секунд нервно курить, ожидая пока инвертор остынет.
Только так и никак иначе!
А вот при токе 45 ампер (примерно электрод 1.6мм).
300/100=3*60=180секунд
Можно варить 3 минуты и 2 минуты уже спокойно подождать пока остынет инвертор.
Вывод – перед покупкой определитесь какими электродами будете варить, если тройкой это 120 ампер, выбирайте аппарат который при токе 120 ампер обеспечит процент нагрузки не ниже 60%.
Регулировка сварочного тока.
Все инверторы оснащаются регулятором, способным изменять силу сварочного тока. Однако диапазон таких изменений может быть различным. Изменять ток бывает необходимо в различных ситуациях. Например, если сварка производится электродом толщиной 2 мм, то ток можно уменьшить, иначе электрод быстро раскалится докрасна и согнется. А вот для сварки толстыми электродами силу тока можно увеличить. Если этого не сделать, то будет наблюдаться эффект “залипания”, когда электрод прилипает к свариваемой детали. Для бытовых нужд, а также для периодической работы вполне достаточно тока 150-180 А.
Защита от перепадов напряжения в сети.
Практически все аппараты хорошо выдерживают перепады сетевого напряжения. Бытовые приборы имеют показатель колебаний напряжения в пределах 10-15 %. Более дорогие модификации способны устойчиво противостоять скачкам напряжения до 25 %. Выбор сварочного инвертора лишь частично зависит от этого параметра, так как обычно в сети не бывает слишком маленького напряжения. Однако для гаражных, садовых и дачных участков, где проблемы с сетью явление довольно частое, на этот параметр следует обратить внимание.
Защита от влаги и пыли.
Каждый инвертор имеет присвоенный ему класс защиты. Наиболее распространенный класс – IP21. Он обеспечивает защиту от дождя, идущего сверху вниз, а также защищает аппарат от крупных частиц мусора и пыли. Более совершенная защита обеспечивается классом – IP23. Это уже косой дождь и более мелкая пыль.
Совет: никогда не работайте вблизи включенного инвертора болгаркой и тем более не работайте инвертором рядом со шлифовальным станком. Металлическая пыль является злейшим врагом инвертора. Попадание такой пыли на печатную плату устройства может привести к замыканию дорожек и сгоранию инвертора.
Более подробно о классах защиты: IP (степень защиты оболочки)
Защита от перегрева.
Качественные аппараты оснащены защитой, которая отключает аппарат при его перегреве. Если, например, долгое время работать сваркой на максимальном токе, то возможно возникновение подобного перегрева. Особенно летом, при высокой температуре воздуха. Более простые модели такой функции не имеют. Но этот параметр не является критически важным, ведь работать непрерывно практически не получается. Поэтому перегреть инвертор достаточно трудно но можно – не забывайте об этом.
Ремонтопригодность.
Очень важно покупать такой инвертор, который можно будет отремонтировать после окончания срока гарантии. Дешевые китайские модели не обладают такой возможностью. Наиболее дорогая деталь аппарата, блок IGBT, в случае сгорания какой-то небольшой детальки, уже невозможно отремонтировать в таких устройствах.
Функция антизалипания.
Функция “Arc Force” дает возможность увеличивать силу сварного тока при ее максимальном сближении с деталью. Следовательно, электрод не будет прилипать к детали. Если электрод все же прилип (что бывает при малом сварочном токе), то функция “Anti-Stick” автоматически снижает ток, в результате чего электрод охлаждается.
Возможность сваривания других металлов.
Дорогие сварочные инверторы способны варить не только сталь, но и чугун, и нержавеющую сталь. Также они могут работать в среде инертных газов (аргонная сварка). Но и стоимость их будет значительно выше. Как выбрать сварочный инвертор со всеми этими функциями? Достаточно взглянуть в паспорт изделия, где имеются подробные сведения обо всех возможных режимах работы устройства.
Необходимая комплектация инвертора.
Покупая сварочный аппарат, убедитесь в наличии необходимых принадлежностей, без которых работа будет невозможной. Обычно любой агрегат комплектуется следующими компонентами:
• два толстых изолированных провода, которые надежно соединяются с устройством. Один провод имеет держатель для электрода, а второй – зажим для закрепления на свариваемой детали;
• щиток с темным стеклом. Лучше всего, совместно с покупкой аппарата, приобрести маску сварщика. В ней вам будет удобнее работать, нежели удерживать одной рукой щиток, а второй – держатель с электродом. Рекомендуется приобрести современную маску типа “Хамелеон”, в которой стекло автоматически затемняется в зависимости от количества света, поступающего на стекло;
• комплект электродов обычно покупается отдельно от сварочного аппарата;
• приобретите также перчатки, в которых будете работать.
Вывод.
Мы разобрались, как выбрать сварочный инвертор для дома. Можно считать, что необходимые знания вами получены. Осталось только применить их на практике. В целом можно считать, что сварочный инвертор является полезным и функциональным устройством, использование которого способно принести немалую выгоду любому человеку.
invertor48.ru
Характеристики сварочных инверторов | Электросварка
Характеристики сварочных инверторов
Общие характеристики инверторов
Основными характеристиками сварочных инверторов являются следующие:
- Сила тока. Она измеряется в Амперах и выставляется на электронном табло или по нарисованной шкале путем поворота регулятора. Величина влияет на максимальную и минимальную толщину свариваемого металла, и возможность использовать электроды с большим диаметром.
- Время работы. Эту характеристику называют цикл. Он обозначается в процентах. От него зависит сколько по времени можно использовать аппарат в течение дня на максимальной нагрузке, чтобы он работал корректно и не сгорел.
- Холостой ход. Когда дуга не горит, устройство повышает напряжение до определенного показателя V, чтобы обеспечить быстрое возбуждение электрической дуги при следующем розжиге.
- Напряжение сети. Обозначается в V и показывает минимальный порог при котором аппарат сможет варить.
- Частота тока. В зависимости от страны выпуска встречаются модели для разных колебаний Гц в сети.
- Класс защиты корпуса и внутренних элементов от проникновения пыли и влаги. Обозначается буквами IP и цифрами, значение которых указывает уровень защищенности от определенных факторов.
Кроме перечисленных выше основных показателей, существует множество дополнительных функций (горячий старт, форсаж), облегчающих работу начинающему сварщику. Но наличие каждой из них увеличивает стоимость агрегатов.
На что обратить внимание при покупке сварочного инвертора
Один из самых важных параметров — это сила тока. Причем здесь важен как минимальный, так и максимальный порог. Например, нужно поставить прихватки на миллиметровом железе кузова автомобиля. Те аппараты, у которых минимальное значение ампер не опускается ниже 40 А, не позволят сделать это. Потребуется установка дополнительного сопротивления. В случае выбора максимального показателя стоит учесть с каким металлом придется работать чаще. Для труб 1,5-2 мм толщиной достаточно модели в 160-200 А. В случает необходимости выполнения сварки на пластинах 5-10 мм лучше приобрести модель с показателем в 300 А.
Второй важный момент в выборе инвертора — это продолжительность работы. Если им планируется выполнять лишь периодическую сварку навесов дверей, забора или бака, то достаточно значения 50-60%. Для постоянной занятости в гараже (выпуск металлоконструкций, теплиц, ремонт кузовов) потребуется показатель в 80-100%.
И еще одна важная характеристика — это потребляемое напряжение. Если сеть часто «падает», то нормально работать сваркой не получится. Швы будут поверхностными и непрочными. Поэтому аппараты со значением 220-230 V подойдут только для мест со стабильной величиной напряжения. Во всех других ситуациях стоит выбрать модель с характеристиками 140-250 V.
Дополнительные характеристики
Начинающему сварщику стоит обратить внимание на наличие функции «форсаж дуги». Поскольку проблемой большинства новичков является неумение варить тонкий металл и прилипание электрода, данная функция позволит решить обе проблемы. Чтобы не дать «приклеиться» торцу электрода на малых значениях силы тока, аппарат сам будет добавлять немного ампер в нужный момент.
Большинству новичков стоит задуматься и о холостом ходе аппарата, который может быть от 40 до 90V. Это показатель V в момент отсутствия дуги. Чем выше его значение, тем легче будет запалить электрод.
Ещё по теме:
Что скрывают производители сварочных инверторов
Характеристики сварочных инверторов
Сварочный аппарат для дома и дачи
Отзывы о сварочных инверторах
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
www.elektrosvarka-blog.ru
Особенности сварочных инверторов — Меандр — занимательная электроника
В настоящее время на рынке в большом количестве представлены инверторные сварочные инверторы, которые позволяют совершить качественный скачок в электросварке. Можно вспомнить проста неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Можно вспомнить проста неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы — это современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от питающей сети частотой 50 Гц поступает на выпрямитель. Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов в переменный, но уже высокой частоты 20…50 кГц. Затем переменное напряжение высокой частоты понижается до 70…90 В, а сила тока соответственно повышается до необходимых для сварки 100…200 А. Высокая частота преобразования является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Рис. 1
Устройство сварочного инвертора показано на рис.1, на котором обозначено:
УК — устройство контроля температуры, отключающее инвертор при перегреве;
В — сетевой выпрямитель;
Ф — фильтр;
ТП — транзисторный преобразователь напряжения;
ВВ — выходной выпрямитель;
ВИП — контролер входного напряжения, отключающий инвертор при слишком высоком или слишком низком напряжении в питающей сети;
УУ — устройство управления.
Упрощенная схема силовой части сварочного инвертора показана на рис.2. Как видно из рис.2, силовая часть включает в себя мостовой инвертор, работающий на высокочастотный трансформатор Т1, напряжение с которого выпрямляется диодами VD5 и VD6.
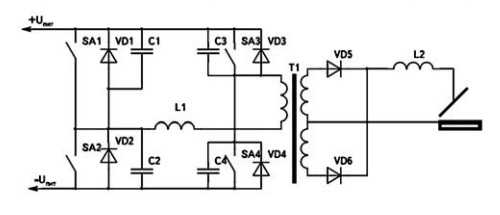
Рис. 2
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не преобразованием напряжения низкой частоты 50 Гц, как это происходит в традиционных сварочных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160 А, достаточно трансформатора, масса которого 250 г, а в обычных сварочных аппаратах для этого необходим трансформатор с медной обмоткой и массой более 18 кг.
Преимущества сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того, возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргон с дуговой сварки неплавящимся электродом. Помимо этого в каждом инверторе есть функции:
- «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока;
- «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью;
- «Arc Force» — для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Технические преимущества:
- Высокий КПД — 85…95%.
- Высокий коэффициент мощности — 0,99.
- Минимальный расход дефицитных электротехнических материалов.
- Широкий диапазон регулирования параметров режима — от нескольких ампер до сотен и тысяч. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами диаметром 1,6 или 2 мм. Дуга на малых токах «шепчет», брызгчет — не сварка, а одно удовольствие.
- Плавная регулировка сварочного режима в широком диапазоне токов и напряжений.
- Минимальные потери электрической энергии в сварочных кабелях и соединительных элементах.
- Небольшие габариты и масса, удобство переноски и доставки источника к месту сварки.
- Высокий уровень элекгробезопасности за счет использования двойной изоляции.
Технологические преимущества:
- Сварка покрытыми электродами любых марок на постоянном и переменном токе.
- Универсальность внешней статической характеристики, обеспечивающей ручную дуговую сварку покрытым электродом, неплавящимся в среде аргона, механизированную плавящимся электродом в защитных газах.
- Стабильность зажигания дуги за счет высокого Uxx.
- Возможность сварки короткой дугой, уменьшающей энергопотери и улучшающей качество сварного соединения благодаря уменьшению зоны термического влияния.
- Качественное формирование шва во всех пространственных положениях.
- Минимальное разбрызгивание при сварке.
- Возможность исключить магнитное дутье при сварке на постоянном токе.
- Сварка трудносвариваемых сталей и сплавов. Микропроцессорное управление сварочного инвертора обеспечивает устойчивую обратную связь тока и напряжения на дуге с выходными параметрами аппарата. При зажигании дуги аппарат генерирует дополнительный импульс тока (так называемый, «горячий старт»), а при коротком замыкании сварочный ток сразу отключается, то есть «приморозить» электрод здесь практически невозможно.
Возможность сварки сложных металлоконструкций сварщиками невысокой квалификации.
Недостатки сварочных инверторов
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2-3 раза больше, чем у трансформаторов). Если опыт сварщика достаточно высок или не требуется особого качества работ, то при покупке сварочного аппарата можно обойтись и меньшими деньгами.
Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.
Так, при температуре ниже минус 15°С эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие комплектующие использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
Хранение сварочного инвертора в гараже также нежелательно (резкие перепады температур приводят к появлению конденсата на платах, что может повредить отдельные узлы). Проблема эксплуатации сварочных инверторов при температурах ниже нуля, к сожалению, очень слабо освещена производителями.
Ремонт традиционных сварочных аппаратов обычно дешевле. При выходе их строя «сердца» инвертора (модуля IGBT) придется отдать от 1/3 до половины стоимости самого аппарата. Поломка происходит в случаях резкой перегрузки, например, когда сварщик пытается как можно быстрее разрезать очень толстый и прочный металл (например, рельсу), а также при больших скачках напряжения в питающей сети. В подобных случаях защита аппарата (тепловое реле) просто не успевает сработать.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 м, но к этому нужно просто привыкнуть.
После зажигании дуги напряжение от инвертора делится между проводами и дугой. Чем длиннее провод, тем больше его сопротивление, а чем больше его сопротивление, тем больше будет падение напряжения на них, а не на дуге. То есть получится, что инвертор «не тянет», и дуга зажигается и туг же гаснет.
Можно увеличивать сечение провода, уменьшая, тем самым, сопротивление, но в конечном итоге вы все равно упретесь в размеры клемм подсоединения к инвертору, и тогда начнут гореть они. Производители оптимизируют все размеры и толщину стандартных проводов, так что «стандартные» сварочные провода со стандартными клеммами и оптимальным сопротивлением как раз и будут до 2,5 м длины.
Чем выше напряжение, тем меньше потерь при передаче одинаковой мощности по проводам того же сечения. Для передачи электрической энергии от розетки 230 В к инвертору с одинаковыми потерями потребуется гораздо меньший по толщине (и соответственно цене) провод, чем для более низкого напряжения на его выходе к дуге. Но тут также не стоит использовать провод меньшей толщины, чем подвод к розетке — все-таки сварочные аппараты, особенно в момент зажигания дуги, — это одна из самых больших нагрузок для бытовой проводки.
Передняя панель сварочного инвертора показана на рис.3.

Рис. 3
Сварочные инверторы — качество и удобство сварочных работ
Дуговая сварка — ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема — это поджигание дуги
У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать». Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток задается по шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15°С, и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов разработаны для работы с короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать заданный ток, и к тому же он постоянный.
Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля веды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, что сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
На что обращать внимание при выборе сварочного инвертора
Защита от скачков напряжения
Практически все сварочные аппараты инверторного типа имеют встроенную защиту от скачков напряжения. Оптимальный уровень защиты — допустимо отклонение напряжения на ±20…25%. Т.е. при скачках напряжения в сети в диапазоне от 170 В до 270 В ваш аппарат будет защищен. Как правило, указанную защиту имеют дорогие модели для промышленного использования. У аппаратов для бытового применения этот показатель обычно составляет 10…15%.
Вентиляция
Пыль — это главный враг сварочного инвертора. В основном пыль всасывается вентилятором охлаждения, без которого обойтись никак нельзя. Естественно, производители придумывают различные способы вентиляции с целью уменьшения попадания пыли на наиболее чувствительные узлы. Одним из таких методов является туннельная вентиляция, когда радиатор располагается вдоль всего корпуса, а основные узлы находятся внутри радиатора. Но это уж для очень грязных производств. В большинстве случае платить за супервентиляцию не стоит. Лучше всего просто снять корпус, после чего убрать пыль продувкой и мягкой кистью. Это самый надежный способ. Всем, у кого есть собственный настольный компьютер (у них похожая проблема), такая процедура должна быть знакома.
Наличие запасных частей
Поинтересуйтесь на сервисе наличием печатных плат (их отказ — это наиболее частая и дорогая поломка) на интересующий вас аппарат. Если платы только под заказ, то это хороший признак, так как запчасть редко запрашивается. Если сервис на вопрос о запчастях затрудняется сказать что-либо вразумительное: когда она может быть, цена, откуда завозится и т.п., то от покупки лучше воздержаться.
Возможные неисправности сварочных инверторов и способы их устранения приведены в таблице.
| Неисправность | Причина неисправности | Методы устранения |
| Нестабильное горение дуги или сильное разбрызгивание металла при сварке | Неправильно подобран сварочный ток. Сила тока должна соответствовать рекомендуемым значениям, указанным на пачке электродов или 25-40 А на 1 мм диаметра электрода | Установите силу тока соответствующую диаметру электрода |
| Постоянное прилипание электрода, при правильном выборе силы сварочного тока | Низкое напряжение питающей сети, напряжение должно соответствовать 220 В ±15% | Приобрести стабилизатор напряжения мощностью не менее 3 кВт |
| Не зажаты кабельные вставки в панельных гнездах | Зажмите их поворотом по часовой стрелке | |
| Сечение провода питающей сети менее 2,5 мм2 | Используйте провод сечением не менее 2,5 мм2 | |
| Подгорание контактов в соединениях питающей сети | Устраните причину подгорания контактов | |
| Чрезмерно длинный удлинитель — более 40 м | В данном случае лучше применять провод сечением не менее 4 мм2. | |
| Сварки нет, хотя сварочный инвертор включен, индикатор сети горит | Нет контакта или плохой контакт зажима «массы» и детали | Восстановите контакт |
| Обрыв сварочных кабелей | Восстановите целостность сварочных кабелей. | |
| Отключение напряжения при сварке | Автоматический выключатель питающей сети неисправен или не соответствует номиналу по току (менее 25 А) | Поменяйте автоматический выключатель |
| Загорается индикатор перегрева при сварке | Превышен параметр «продолжительности нагрузки». Индикатор перегрева включается при нагреве свыше 80°С | Прекратите сварку и дайте аппарату остыть до отключения индикатора |
Температурный диапазон эксплуатации инвертора
С температурой, которая выше нуля, все более-менее просто: чем выше окружающая температура, тем быстрее сработает защита аппарата. К тому же предельно допустимая для инвертора температура окружающей среды в +40°С — это достаточно редкое явления в наших широтах.
А вот работа при низких температурах — это скользкая тема. Внутренности инвертора — это различные микроконтроллеры, транзисторы, конденсаторы и т.д. Каждый элемент имеет свой рабочий диапазон температур, разумеется, что чем шире диапазон, тем он дороже. А вот при каких температурах все будет работать в сборе — это может и должен сказать сам производитель. К сожалению, подобную информацию часто трудно найти. Либо ее нет совсем, либо производитель делает ссылку на соответствие определенным стандартам.
В Европе это стандарт EN 60974-1 «Arc welding equipment. Part 1: Welding power sources». Аналогичный российский — ГОСТ P МЭК 60974-1-2004. Указанные стандарты предполагают температуру эксплуатации при ручной дуговой сварке от -40°С до +40°С. Однако если производитель в паспорте ссылается на указанный стандарт, то еще не факт, что ваш инвертор запуститься при -15°С и ниже. Желательно заглянуть в каталог и на сайт производителя. В Европе каталог считается очень весомым документом (вспомните большие штрафы за недобросовестную рекламу).
В принципе, широко известно, что электроника не «любит» температур ниже 0°С. У инвертора при предельно низких температурах обычно загорается лампочка «перегрузка», и аппарат не запустится. Гораздо хуже, если аппарат все- таки заработает и нагреется, в результате чего, после его выключения, внутри образуется конденсат, что может быть опасным для некоторых узлов. Если в паспорте вашего аппарата четко не указан температурный диапазон эксплуатации, то лучше воздержитесь от сварки на морозе.
Бытовой сварочный инвертор
При покупке не стоит опасаться термина «бытовой». Понятия бытовой, профессиональный и промышленный инструмент пока не являются терминами юридически и технически унифицированными (да и вряд ли такое возможно). В то же время, брэндовые производители при классификации своей продукции придерживаются примерно следующих правил: под термином «бытовой» понимают обычно непрерывную работу оборудования (инструмента) на протяжении 15…30 мин с дальнейшим перерывом примерно до одного часа. Профессиональный инструмент предполагает эксплуатацию с 8-часовым циклом, а промышленный (industrial) можно эксплуатировать в 3 смены с небольшими технологическими перерывами. Прочие технические характеристики бытового и профессионального инструмента практически одинаковы. Т.е. вы одинаково качественно сможете проварить шов как бытовым, так и промышленным аппаратами. Но длина шва за единицу времени работы бытового инвертора будет меньшей. В то же время вполне логично, что бытовой инструмент большой мощности и (или) для каких-либо специальных задач не выпускается, только профессиональный.
Рекламные уловки
Некоторые торговцы пытаются акцентировать внимание покупателя на стандартных функциях инвертора: Hot start (горячий старт), Anti-Slicking (антиприпипание при выключении, эффект примерзания) и Arc-Force (форсаж дуги — антиприлипание при сварке). Названные функции тесно связаны с инверторной технологией. Более того, инвертор, в частности, для того и изобретался. Поэтому «выпячивание» подобных плюсов носит сугубо рекламный характер (если не сказать хуже).
У инверторной технологии есть еще ряд других возможностей, которые не всегда используются. Например, возможность её использования для зарядки аккумулятора. К сожалению, её предоставляют не все производители, хотя технически это несложно и недорого, а для стран СНГ было бы очень актуально.
Запас по мощности
Все данные по производительности сварочных аппаратов приводятся из расчета 220…230 В в питающей сети. И даже если ваш аппарат рассчитан на работу в диапазоне 170…270 В — производительность его при 170 В будет значительно ниже, чем при 230 В. То есть некий запас по мощности очень даже пригодится. При нынешнем состоянии электроэнергетики, чтобы без проблем варить электродом 3 мм, надо брать аппарат с возможностью сварки до 4 мм.
Не всегда высокая цена соответствует хорошему качеству. Поскольку работающий сварочный инвертор можно собрать дома или в гараже, то цена сварочного аппарата сильно зависит от серийности производства. Обычно, чем крупнее производитель, тем более интересную цену он может предложить. Но всегда есть исключения. Поэтому для выбора действительно достойного сварочного аппарата лучше обратить внимание на другие косвенные признаки: наличие сервиса, каталогов, сайта, инструкций на языке страны покупки, четкость инструкции и т.п. Сертификат — это последний документ куда надо смотреть (в 90% случаев производителем все равно будет Китай, даже если написано что-либо иное). Особенно это касается российских торговых марок. Почти все российские торговые марки, присутствующие на Украине, — это таким образом «замаскированная» китайская продукция.
В зависимости от того, где будет работать сварочный аппарат, нужно покупать бытовой или профессиональный инвертор. Разница между ними в продолжительности времени работы, как это уже указывалось ранее. Есть также промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. Поэтому при низком сетевом напряжении лучше купить инвертор на 200 А.
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские Selco и Helvi, французский Gysmi, корейский Power Man, немецкий Fubag, также есть российский инверторный сварочный аппарат «Торус».
Автор: Петр Николаенко, г. Днепропетровск
Источник: Электрик №5/2016
Возможно, вам это будет интересно:
meandr.org