Характеристики станок сверлильный – Сверлильный станок характеристики
alexxlab | 20.05.2020 | 0 | Разное
Сверлильный станок характеристики
Вертикально-сверлильный станок 2Н135
Традиции выпуска качественного металлорежущего оборудования были заложены в СССР в послевоенный период. Очень часто конструкторам удавалось создать станки, которые длительный срок использовались производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические характеристики которого долгое время были эталоном.

Вертикально-сверлильный станок 2Н135
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Назначение, принцип действия, устройство станка 2Н135
Историческая справка
Вертикально-сверлильный станок модели 2Н135 негласно считается «рабочей лошадкой» всех механических участков машиностроительных производств. Устройство станка отличается максимальной простотой и надёжностью, а кинематическая схема действия коробки передач и коробки скоростей станка до сих пор не имеет себе равных.
Выпуск базовой модели 2135 начался в 1945 году на заводе города Стерлитамак. После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135.

Внешний вид станка 2Н135
Техническая характеристика сверлильного станка 2Н135
Расшифровка названия оборудования может быть произведена следующим образом. При расшифровке первая цифра условного обозначения указывает на группу металлорежущего оборудования – сверлильное, буква дальше свидетельствует о глубокой модернизации предшествовавших вариантов конструкции (исторически первым был вариант «А», вторым – «Б» и т.д.). Следующая после буквенного индекса цифра при расшифровке указывает на тип станка (1 – вертикальный), а две последних сообщают основные технические характеристики для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
Материалом для эталонной заготовки принимается сталь марки Сталь 45 в обычном состоянии после прокатки. Поэтому для деталей, изготовленных из других материалов с большей или меньшей прочностью, приведенная выше кинематическая характеристика может изменяться соответственно в меньшую или большую сторону. В расшифровке могут встречаться также дополнительные цифры и буквы, указывающие на модификацию основной модели. Все данные в нашем случае находятся в паспорте вертикально сверлильного станка 2Н135.
Конструкция вертикально сверлильного станка 2Н135 ясна из представленного рисунка. Изготовитель вправе вносить в модель некоторые дизайнерские, технические или иные изменения в конструкцию и чертёж, которые не должны ухудшать в станке 2Н135 технические возможности и габариты общего вида агрегата описываемой модели.
В комплект к поставляемому оборудованию обычно прилагается паспорт, инструкция по эксплуатации, также вкладывают кинематическую и электрическую схемы, ведомость и чертежи быстроизнашиваемых деталей. Ряд фирм производит и специальные исполнения – например, с поворотным столом, с ЧПУ, с коробкой пиноли под головку с несколькими шпинделями и пр. (обзор вариантов достаточно длинен).
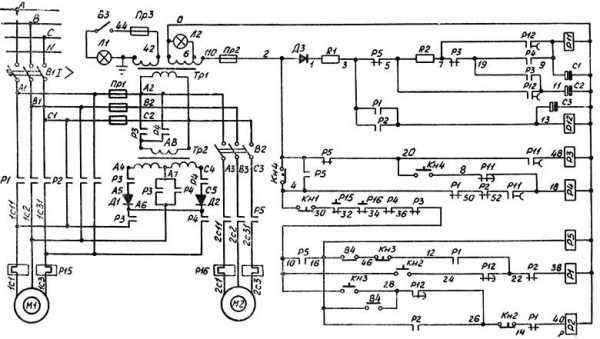
Электрическая схема 2Н135
Основное назначение агрегата – выполнять разнообразные сверлильные и зенковочные операции, однако на 2Н135 можно также нарезать резьбу, резать торцы, производить развёртывание, вертикальную запрессовку и даже использовать специальный инструмент для фрикционной осадки изделий, прочностные характеристики которых не превышают значений для стали 45.
Вертикально сверлильный станок 2Н135 состоит из следующих механизмов:
- Электродвигателя.
- Коробки скоростей.
- Плунжерного насоса.
- Коробки подач, которая может функционировать как в ручном, так и в автоматическом режиме.
- Большой опорной вертикальной колонны.
- Инструментальной головки со шпинделем.
- Регулируемого по высоте стола.
- Основания.
- Системы управления агрегатом.
- Гидросистемы охлаждения.
- Электрическое оборудование.
Расположение составных частей сверлильного станка 2Н135
Принцип действия
Кинематика агрегата определяет возможности изменения числа оборотов для шпинделя. Конструктивные решения и габариты коробок скоростей и подач позволяют реализовать различную производительность операций, настройку которых определяет материал изделия, подвергаемого мехобработке, и отверстие в заготовке. Кроме того этот процесс зависит от габаритов детали.
Расшифровка и описание не вносят ясность в некоторые эксплуатационные и кинематические показатели, которыми располагает оборудование, поэтому далее приводится технические характеристики станка (касается только базового исполнения):
- Возможный вертикальный вылет станины, м – 0,3.
- Эксплуатационный рабочий габарит между шпинделем и столом, мм – 30…750.
- Шпиндель: число оборотов, мин-1 – 31.5…1400;
- Наибольшее количество скоростей в коробке скоростей – 12.
- Максимальный сверлильный ход коробки подач, мм – 250.
- Электрический двигатель: работа/номинальный крутящий момент, Нм – 400.
- Наибольшее усилие, развиваемое коробкой подач, Н – 15000.
- Размеры рабочего стола, мм — 500×450, способ фиксации заготовок – Т-образные пазы, возможность продольной регулировки стола ± 150 мм.
- Точность устройства ручного управления для коробок: подачи, мм ± 0,05, скоростей, мм ± 0,05…0,8 (ручной отсчёт – по лимбу).
- Мощность приводного двигателя, кВт – 4.
- Габарит, м – 2,535×0,835×1,030.
- Вес, кг – 1200.
Полную информацию о любых станках можно почерпнуть из паспортов интересующих изделий. Паспорт содержит схему установки агрегата, и план фундамента под его основание. Габариты сверлильного станка 2Н135 говорят о том, что он может устанавливаться в небольших помещениях.
Скачать паспорт (инструкцию по эксплуатации) вертикально-сверлильного станка 2Н135
Эксплуатация механизма в рабочем режиме заключается в следующем. Деталь, подлежащую обработке, следует расположить и зафиксировать на координатном столе. Шпиндель с установленным сверлом (или иным инструментом согласно чертежу) при этом должен находиться в крайнем нижнем положении. Шпиндель можно зацентровать, используя устройство продольного перемещения стола.
Убедившись в соосности взаимного расположения шпинделя и торца заготовки и, выбрав подходящую скорость из кинематических возможностей в коробке скоростей, включают вертикальный двигатель главного привода. Когда кинематическая схема управления коробки подач настроена, осуществляют подачу инструм
i-perf.ru
Общая характеристика сверлильных станков
Современные сверлильные станки предназначены для сверления сквозных и глухих отверстий в сплошном материале и для финишной обработки отверстий, полученных в заготовке другим способом. Также сверлильные станки данного типа применяются для рассверливания отверстий, обеспечивающего высокую точность и шероховатость обрабатываемой поверхности в существующих в заготовке отверстий, нарезания внутренних резьб, вырезания дисков из листового материала и выполнения подобных операций сверлами, зенкерами, развертками, метчиками и другими инструментами, для зенкования торцовых поверхностей. Сверлильные станки позволяют производить данные технологические операции, предназначенные для образования в основании просверленного отверстия гнезд с плоским дном под головки винтов и болтов, для раскатывания отверстий специальными оправками.
Технологические возможности сверлильных станков не исчерпываются перечисленными работами. На сверлильных станках данного типа можно развальцовывать полые заклепки, обрабатывать многогранные отверстия, а также выполнять другие операции.
Существуют следующие типы универсальных сверлильных станков:
· настольно сверлильные станки (мини сверлильные станки настольные одношпиндельные, в т.ч. с ЧПУ)
· вертикально сверлильные станки (вертикальные, одношпиндельные, в т.ч. с ЧПУ)
· радиально сверлильные станки (радиальные, в т.ч. с ЧПУ)
· многошпиндельные сверлильные станки, в т.ч. с ЧПУ
· станки для глубокого сверления, в т.ч. с ЧПУ
Применяя специальные приспособления и инструменты, на сверлильных станках можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале («трепанирование»), притирать точные отверстия и т. д.
Сверлильные станки используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов, а также в ремонтных мастерских, обслуживающих транспорт, стройки, сельское хозяйство.
На станках сверлильной группы обработка отверстий производится сверлами, зенкерами, развертками, зенковками и другими инструментами, нарезание резьбы — метчиками.
Основные характеристики сверлильных станков — наибольший условный диаметр сверления в стали средней твердости, номер конуса шпинделя, вылет шпинделя, наименьшие и наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты.
В зависимости от области применения различают станки универсальные сверлильные и специальные и специальные сверлильные станки, предназначенные для обработки сверлением конкретных изделий, например, путем их оснащения многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы с помощью электрических, гидравлических и других устройств и механизмов.
Модели сверлильных станков обозначают буквами и цифрами. Первая цифра обозначает, к какой группе относится станок, вторая — к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Вертикально – сверлильный станок 2Н125
Вертикально-сверлильный станок модели 2Н125 предназначен для сверления, рассверливания, зенкерования и развертывания отверстий в различных деталях, а также для подрезки торцов (цекования) и нарезания резьбы машинными и гаечными метчиками в условиях индивидуального и серийного производства. На станке модели 2Н125 обрабатываются детали сравнительно небольших размеров и веса. Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощность привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и отводе метчика.
В конструкции вертикально-сверлильного станка модели 2Н125 предусмотрено автоматическое включение движения подачи после быстрого повода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления. Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
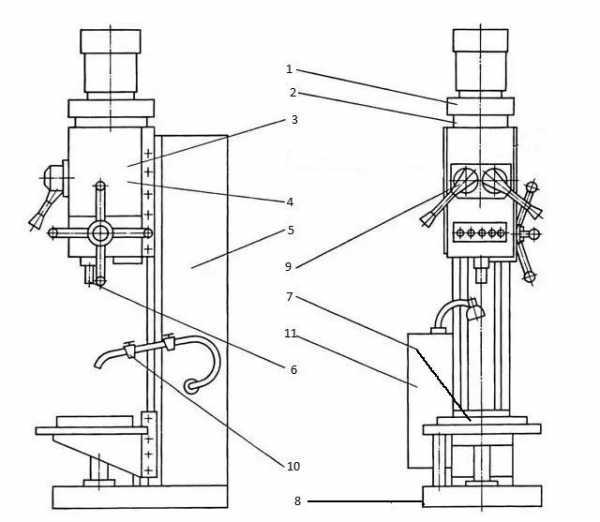
Основные части станка
1- привод; 2- коробка скоростей; 3- плунжерный масляный насос; 4- плунжерный масляный насос; 5- коробка подач; 6- колонна; 7- механизм управления скоростями и подачами; 8- электрошкаф; 10- шпиндель; 11- система охлаждения; 12- сверлильная головка; 13- стол; 14- основание.
Рисунок 5. Основные части станка 2Н125
Органы управления станка
1- кран включения охлаждения; 2,3- болты для регулировки клина стола и сверлильной головки; 4,5- винты зажима стола и сверлильной головки; 6- рукоятка ручного перемещения стола; 7- вводной выключатель; 8- сигнальная лампа “Станок включен”; 9- кнопка включения правого вращения шпинделя; 10- кнопка включения левого вращения шпинделя; 11- кнопка включения качательного движения шпинделя при переключении скоростей и подач; 12- рукоятка для переключения скоростей шпинделя;
13- кнопка “Стоп”; 6 14- рукоятка для переключения подачи; 15- кнопка включения ручной подачи; 16- штурвал для подъема и опускания шпинделя; 17- лимб для отсчета глубины обработки; 18- выключатель освещения; 19- выключатель насоса охлаждения; 20- кулачок для настройки глубины обработки; 21- кулачок для настройки глубины нарезаемой резьбы; 22- рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы; 23- рычаг отключения механической подачи при достижении заданной глубины обработки; 24- квадрат для ручного подъема и опускания сверлильной головки.
Рисунок 6. Органы управления станка
pdnr.ru
Вертикально-сверлильные станки одношпиндельные настольные, на колонне
Сверлильные станки с вертикальным расположением шпинделя называют вертикально-сверлильными станками.
Одношпиндельные вертикально-сверлильные станки подразделяются на:
- настольные
- на колонне.
Настольные вертикально-сверлильные станки являются самыми распространенными и применяются как в домашних мастерских, так и в цехах промышленных производств. У большинства таких станков шпиндель получает вращение через клиноременную передачу от электродвигателя. Частота вращения регулируется перекидыванием ремней на шкивах. Подача режущего инструмента осуществляется вручную за счет перемещения рукоятки. Максимальный диаметр сверления в стали составляет 16 мм.
 Вертикально-сверлильный станок с ременным приводом Proma
Вертикально-сверлильный станок с ременным приводом PromaВертикально-сверлильные станки на колонне способны обрабатывать отверстия от 18 до 75 мм: сверлить, нарезать резьбы, развертывать. Процесс работы выглядит как установка заготовки на столе, совмещение осей сверла и заготовки, ее закрепление и обработка. Если необходимо обработать два и более отверстий, данные операции повторяются. Невозможность перемещения шпинделя в радиальном направлении является недостатком, т.к. каждый раз приходится откреплять, устанавливать и закреплять деталь для обработки. Эти типы станков имеют коробку скоростей и механическую подачу.

Вертикально-сверлильный станок на колонне Optimum
Характеристики
Основными характеристиками при подборе станка для работы являются:
- максимальный диаметр сверления в стали;
- вылет шпинделя;
- мощность;
- напряжение питания;
- диапазон частот вращения шпинделя;
- количество скоростей.
Обозначение
Оборудование советского производства обозначается согласно классификации ЭНИМС.
Первая цифра обозначает группу оборудования, вторая тип сверлильного станка, третья и четвертая – максимальный диаметр сверления. Буква в аббревиатуре говорит о проведенной модернизации. Например, 2М112 – станок относится к сверлильной группе, М – была проведена модернизация, 1 – вертикально-сверлильный станок, 12 – максимальный диаметр сверления в стали 12 мм.
Современные импортные станки не имеют стандарта маркировки. Каждый завод-изготовитель вводит свой стандарт маркировки и придерживается в своей линейке оборудования. Этот момент усложняет подбор, т.к. не всегда понятно из названия станков его характеристики.
Производители
На сегодняшний день можно встретить станки зарубежных производителей: Proma, Optimum, Jet, Triod, Knuth, Энкор. В линейке этих производителей присутствуют станки начиная от бытовых и заканчивая большими производственными сверлильными станками.
Станки марки Proma
Производство станков осуществляется на территории Китая, но бренд имеет чешские корни. Компания существует на российском рынке уже порядка 20 лет. На территорию РФ поставляется 23 модели вертикально-сверлильных станков и 1 модель радиально-сверлильных станков.
По характеристикам данный сегмент оборудования закрывает практически любые задачи бытовых мастерских, ремонтных цехов, производств. Ассортимент включает в себя станки с вертикальным расположением шпинделя с максимальным диаметром сверления от 6 до 50 мм, с ременным приводом и коробками скоростей, напряжением питания 220 и 380 В.
Станки марки Optimum
Optimum является немецким брендом. Часть станков изготавливается на территории Германии, другая часть – Китая. В ассортимент входят 36 сверлильных станков различных типов: настольные – с максимальным диаметром обработки 13 – 26 мм, колонные – от 20 до 50 мм. Некоторые модели обладают автоматической подачей и функцией резьбонарезания.
Важным конкурентным преимуществом компании является комплектование станков бесступенчатым приводом шпинделя – обороты шпинделя изменяются за счет электронного частотного регулирования (модели Vario) или механического клиноременного вариатора (модели DH Vario).
Механический клиноременный вариатор обеспечивает высокий крутящий момент на низких частотах вращения сверлильного узла, а также позволяет подобрать оптимальный режим работы – сбалансированность скорости резания и стойкости инструмента, тем самым повышая производительность обработки.
- Optimum RB6T
- Optimum B30BS Vario
- Optimum B23Pro Vario
Станки подразделяются на несколько серий:
- B – для дома и мелких мастерских;
- Pro – профессиональный — для производственных и ремонтных цехов;
- High – профессиональных станки для промышленного использования, обладающие высокой частотой вращения (4000 – 4800 мин-1) и предназначены для ответственных работ.
Остальные модели станков, не вошедшие в серии, специализированные, т.е. предназначены для обработки определенных видов материалов и определенных работ. Например, модели B30BS Vario и B30VGM Vario благодаря вариаторам предназначены для сверления и нарезания резьб в цветных материалах, композитах и пластиках.
Станки марки Jet
Компания Jet возникла в США в 1958 году, а в 1988 году произошло ее слияние со Швейцарской компанией Walter Meier AG.
В ассортименте насчитывается 16 вертикально-сверлильных станков (с ременным и редукторным приводом) и 6 радильно-сверлильных станков.
Технические возможности оборудования позволяют обрабатывать отверстия диаметром от 3 до 50 мм. В линейке также присутствует сверлильно-резьбонарезной станок MASCHTEC KST-340, позволяющий нарезать резьбы в стали до М12, в чугуне до М14.
Типы
Вертикально-сверлильные станки по компоновке подразделяются на несколько типов:
- ручные настольные – устанавливаются на столы, верстаки, подача осуществляется перемещением рукоятки в ручную;
- со шпиндельным узлом на колонне – устанавливаются на фундаментную подушку, имеют коробку скоростей, долговое время переналадки;
- с постоянными шпинделями;
- с переставными шпинделями.
- Настольные ручные станки
- Станки на колонне
- С постоянными шпинделями
- С переставными шпинделями
Сверлильный инструмент
Чтобы закрепить режущий инструмент (сверла, развертки, зенкера, метчики) используют специальные патроны и промежуточные приспособления, а если позволяют размеры инструмента, то устанавливают непосредственно в шпиндель.
Посадочные отверстия шпинделей станков стандартизированы. Как правило, они имеют коническую форму (конус Морзе).
Если конус хвостовика режущего инструмента имеет отличный конус от конуса шпинделя вертикально-сверлильного станка, то применяют переходные втулки. Например, сверло крепится во втулке, а втулка в посадочном гнезде шпинделя. При необходимости закрепить цилиндрическое сверло, то используют разрезные втулки: внутри они имеют цилиндрическое отверстие, снаружи – коническое.
Сверлильные патроны более универсальные, т.к. в них легче и быстрее закрепить режущий инструмент, а если они быстрозажимные, то это сокращает еще и время.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сверлильный станок 2сс1м характеристики
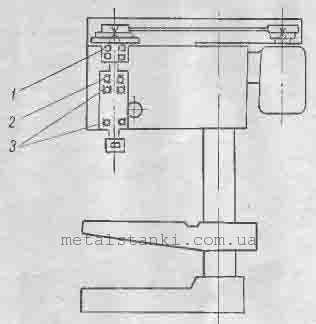
Настольно-сверлильный станок 2сс1,2сс1м
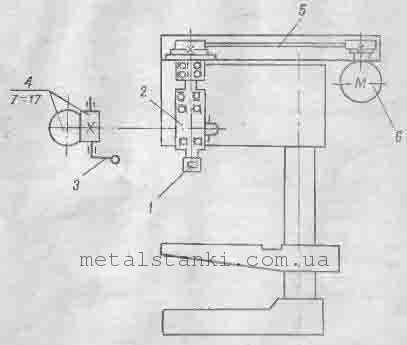
Крутящий момент на шпинделе 1 возникает от электродвигателя 6 и передается через клиноременную передачу 5. Частота вращения шпинделя регулируется при помощи перестановки приводного ремня на соответствующую ступень ступенчатого шкива.
Перемещение пиноли 2 осуществляется рукояткой 3 через реечную передачу 4.
Пуск станка осуществляется включением вилки Ш1 в сеть, напряжением 220 В и нажатием пусковой кнопки выключателя В 1.Во время нажатия кнопки выключателя В1, включается толчковый контакт, включающий пусковую обмотку ПО и рабочую обмотку РО электродвигателя.
После выключения кнопки выключателя В1, размыкается толчковый контакт, выключая пусковую обмотку ПО электродвигателя
Для избегания выхода из строя рабочей обмотки двигателя при произвольной остановке, следует нажать на стоповую кнопку переключателя.
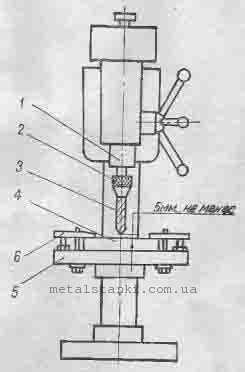
Шпиндель 1 с закрепленным в патроне 2 сверлом поднимите в крайнее верхнее положение.
При помощи подвижного стола 5 установите минимальный зазор (5 мм) между верхней поверхностью заготовки и концом режущего инструмента.
Заготовку закрепите на столе при помощи прихватов 6.
Сверление детали на заданную глубину осуществляется при помощи лимба, поворачивая против часовой стрелки, совместите деление “ноль” лимба с риской на станке. Цена деления лимба равна 1 мм подачи сверла.
| 1 | 205 | в траверсе под шкивом | 2 |
| 2 | 8102 | в пиноли | 1 |
| 3 | 202 | в пиноли | 2 |
| Наибольший диаметр сверления в стали,мм | 6 |
| Наибольший диаметр рассверливания,мм | 13 |
| Конус шпинделя | В16 |
| Наибольшее расстояние от торца шпинделя до поверхности стола,мм | 250 |
| Наибольшее перемещение пиноли,мм | 70 |
| Вылет шпинделя от колоны,мм | 150 |
| Размеры стола: | |
| длина | 200 |
| ширина | 200 |
| Количество ступеней частоты вращения | 3 |
| Габаритные размеры,мм: | |
| длина | 620 |
| ширина | 240 |
| высота | 700 |
| Масса станка,кг | 52,5 |
www.metalstanki.com.ua
Особенности эксплуатации сверлильного станка 2СС1М

Со сверлением и фрезерованием небольшой партии заготовок успешно справится настольно-сверлильный станок 2СС1М. Агрегат выполняет сверлильную операцию в стальной заготовке, фрезерование неметаллов и точение древесины.
Рассчитан агрегат на бытовое использование и работы в единичном производстве.
Станок комплектуется токарным трехкулачковым патроном и прихватом с крепежным комплектом.
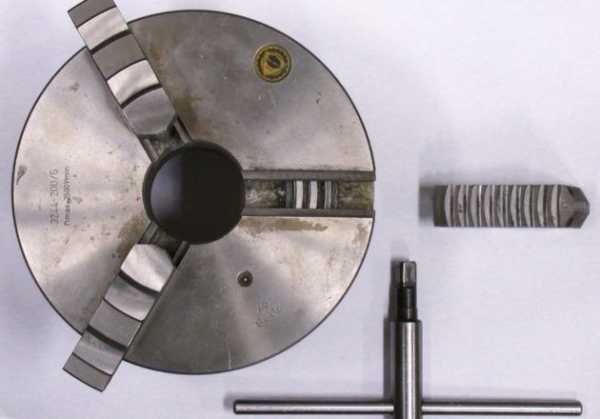
Токарный трехкулачковый патрон
Как опция прилагается приспособление, позволяющее вести токарную обработку.
Основные технические характеристики станка
Характеристики агрегата вполне стандартные:
| № п/п | Наименование параметра | Значение |
| 1 | Максимальный диаметр сверления в стали, мм | 6 |
| 2 | Максимальный размер рассверливания, мм | 13 |
| 3 | Предельное расстояние от зеркала стола до торца шпинделя, мм | 250 |
| 4 | Разметка отдаленности от основания до торца шпинделя, мм | 370 |
| 5 | Величина поворота рабочего стола, град | 360 |
| 6 | Максимальный сдвиг пиноли, мм | 70 |
| 7 | Вылет шпинделя от стойки, мм | 150 |
| 8 | Размер стола, Длина × Ширина, мм | 200×200 |
| 9 | Размер основания, Длина × Ширина, мм | 200×200 |
| 10 | Конус в шпинделе | Морзе В16 |
| 11 | Максимальный диаметр деревянной заготовки для токарной обработки, мм | 70 |
| 12 | Число ступеней оборотов шпинделя | 3 |
| 13 | Частота вращения в соответствии с диаметром сверления, об/мин | |
| до 5 мм | 1,6 тыс. | |
| от 5 до 7,5 мм | 1 тыс. | |
| от 7,5 до 13 мм | 600 | |
| 14 | Габарит станка, Длина × Ширина × Высота, мм | 620×240×700 |
| 15 | Вес оборудования, кг | 52,5 |
Описание устройства
Сверлильный станок 2СС1М представляет собой вертикальную конструкцию для настольной установки с массивным основанием в виде плиты.

Устройство сверлильного станка
В опору плиты входит:
- Цилиндрическая стойка – на ней находится подвижный рабочий стол и траверса.
- Для фиксации стола предусмотрен механизм зажима с ручкой.
- Над рабочей зоной стола расположен пиноль, закрепленный в траверсе.
- Пиноль имеет возможность перемещения в вертикальной плоскости по реечной передаче. Пиноль опускается вращением рукоятки ручной подачи.
- В противоположной части траверсы станка 2СС1М установлен электродвигатель.
- Трехступенчатый шкив электродвигателя и пиноли соединяет ременная передача.
Регулировка оборотов вращения осуществляется за счет смещения клинового ремня на нужную ступень шкива. Сверху ременная передача закрыта защитным кожухом. На боковой стороне траверсы расположена кнопочная станция управления.
Подготовка станка к работе
Специалисту необходимо знать регламент по эксплуатации агрегата:
- За отверстия в основании станок закрепляется на верстаке или рабочем столе.
- В шпинделе с патроном зажимается сверло необходимого диаметра.
- Рукояткой пиноль отводится в крайнее верхнее положение.
- Обрабатываемая деталь устанавливается на столе и закрепляется прихватами или с помощью другой оснастки.
- Перемещением стола нужно установить зазор не менее 5 мм между верхней плоскостью детали и вершиной инструмента.
Перемещение инструмента при обработке контролируется по линейке лимба. Цена деления отсчетного устройства 1 мм, отметка соответствует величине перемещения инструмента на деталь. Перед началом обработки следует соединить нуль лимба с отметкой на станке, вращением лимба против часовой стрелки.
Принцип работы электрической схемы
Питание станка 2СС1М происходит от сети напряжением 220 В. Род тока – переменный, однофазный, а частота тока 50 Гц.
После подключения к сети при полной готовности к работе следует нажать пусковую кнопку на панели управления. После подачи электричества срабатывает толчковый контакт включения пусковой обмотки, запускается рабочая обмотка электромотора.
В момент выключения кнопки размыкаются клеммы на контакторе, пусковой контур электродвигателя отключается.
Останов оборудования осуществляет стоповая красная кнопка. Она также необходима в аварийной ситуации и при непринужденном останове двигателя. Кнопка предотвращает поломку привода станка и травматизм станочника.
В сверлильном станке 2СС1М установлен электродвигатель с номинальной мощностью 0,18 кВт.

Электродвигатель с мощностью 0,18 кВт
Частота вращения вала двигателя
i-perf.ru
Станок вертикально сверлильный 2с132 технические характеристики
Главная » Станок » Станок вертикально сверлильный 2с132 технические характеристикиКонструкция и характеристики вертикально-сверлильного станка 2С132
Вертикально-сверлильный станок 2С132, который массово выпускался Стерлитамакским станкостроительным заводом вплоть до 2014 года, является популярной моделью оборудования, используемого для оснащения серийных, мелкосерийных и единичных производств. Станок данной модели предназначен преимущественно для обработки деталей из конструкционных материалов быстрорежущими и твердосплавными инструментами.

Внешний вид вертикально-сверлильного станка 2С132
Сферы применения станка модели 2С132
Вертикально-сверлильный станок модели 2С132, эксплуатация которого допускается в диапазоне температур от +1 до +35 градусов Цельсия, может эффективно использоваться не только для сверления отверстий, но и для выполнения целого перечня других технологических операций:
- рассверливания и растачивания отверстий;
- развертывания;
- зенкерования;
- нарезания внутренней резьбы;
- подрезки торцов.

Основные органы управления станком находятся на передней панели
По специальному заказу производитель станка выпускал модели 2С132, которые могут работать в более широком температурном диапазоне – от –10 до +45 градусов Цельсия. В руководстве по эксплуатации рассматриваемого вертикально-сверлильного станка запрещено воздействие на оборудование локальных источников высокой температуры, так как от этого могут серьезно пострадать его электрическая схема и отдельные элементы.
Конструкция станка 2С132 отличается достаточно высокой сложностью, поэтому к работе на таком оборудовании допускаются только специалисты, прошедшие специальную подготовку, которая ранее (на момент выпуска модели) осуществлялась и в рамках предприятия-производителя.
Конструктивные особенности оборудования
Об основных технических особенностях вертикально-сверлильного станка 2С132 говорит его маркировка. Цифра 2, стоящая в самом ее начале, указывает на то, что станок относится к оборудованию сверлильной группы, литера С – это модификация станка, по цифрам 132 можно понять, что на станке сверлят отверстия диаметром до 32 мм.

Станок 1С132 — вид сбоку
На основе станка 2С132 специалисты конструкторского бюро завода-производителя создали несколько модификаций. 2С132ЛНесущая колонна этого вертикально-сверлильного станка имеет круглое сечение.
2С132КДанное устройство оснащено крестовым столом плавающего типа.
2С132ЦВ этом вертикально-сверлильном станке реализованы элементы автоматизированного управления. Осуществляется такое управление за счет предварительной настройки аппарата при помощи специальных кулачков и кнопок.
2С132ПФ2ИЭто вертикально-сверлильный станок координатного типа, оснащенный плавающим крестовым столом и управляемый при помощи системы ЧПУ.
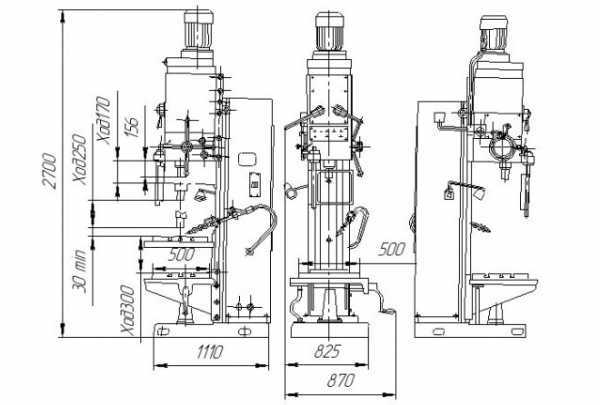
Установочные и присоединительные размеры станка
Рассмотрим устройство станка 2С132.
- Детали корпуса, выполненные из чугуна, обеспечивают конструкции оборудования высокую жесткость.
- Для хранения и подачи смазывающе-охлаждающей жидкости предусмотрен специальный бак, встроенный в основание станка.
- Элементы электрического оснащения компактно располагаются в колонне станка.
- Характеристики рабочего стола позволяют располагать его на любой высоте.
- Кинематическая схема оборудована узлом, позволяющим контролировать глубину выполняемого сверления.
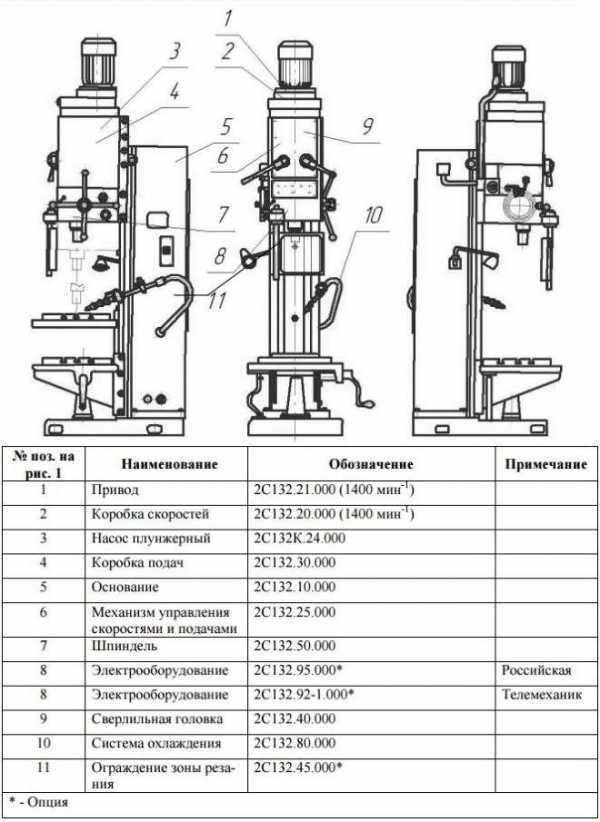
Расположение составных частей станка
Технические характеристики вертикально-сверлильного станка 2С132 определяются его конструкцией, которая состоит из:
- системы, обеспечивающей хранение и подачу охлаждающей жидкости в зону обработки;
- рабочей головки, в которой фиксируется режущий инструмент;
- шпиндельного узла;
- механизма, за счет которого обеспечивается управление рабочими подачами и скоростями вращения шпиндельного узла;
- плиты, служащей основанием оборудования;
- рабочего стола, на котором фиксируется деталь в процессе выполнения обработки;
- коробки подач;
- насоса плунжерного типа;
- коробки, обеспечивающей регулировку скоростей вращения шпиндельного узла;
- главного привода;
- элементов, составляющих электрическую схему.
Параметры шпинделя (1) и подъемного стола (2)
Несущей частью вертикально-сверлильного станка, по направляющим которой перемещаются рабочий стол и сверлильная головка, является колонна. Конструктивно данный элемент представляет собой пустотелую чугунную отливку. Для эффективной фиксации оснастки на поверхности рабочего стола станка имеется три Т-образных паза.
В нижней части колонны станка – на плите-основании – смонтирован электронасос, используемый для подачи СОЖ, а в ее верхней части установлен шкаф, в котором располагается электрооборудование установки.

Электромонтажный щиток станка
Главный электродвигатель вертикально-сверлильного станка 2С132 передает вращение входному валу коробки скоростей, позволяющей регулировать частоту вращения шпиндельного узла. При помощи перемещения подвижных блоков, которыми оснащена такая коробка, шпиндельному узлу может сообщаться от 12 до 15 режимов вращения. Передача крутящего момента происходит при помощи шлицевого соединения, а коробка подач приводится в действие посредством зубчатой передачи.
За перемещение шпиндельного узла в вертикальном направлении отвечает коробка подач, при помощи которой можно регулировать параметры такого движения по 9 ступеням. Вращение передается посредством муфты, а от нее – на червячный механизм коробки подач.
Кинематическая схема станка
За точное и плавное вращение передней бабки отвечают два подшипника, смонтированные в пиноли оборудования, а за ее вертикальное перемещение – реечная передача. Режущий инструмент устанавливается в шпиндельном узле в специальное посадочное отверстие (конус Морзе), а выбивается из него при помощи при помощи специального приспособления, расположенного на шпиндельной головке. Действует такое приспособление следующим образом: при вращении управляющего штурвала передняя бабка, которая контактирует с обоймой приспособления, поднимается, и происходит выбивка инструмента.
Конструкция плавающего стола
Характеристики плавающего стола, которым оснащено оборудование, позволяют не только надежно фиксировать обрабатываемые детали, но и удобно располагать их по отношению к режущему инструменту. Данный механизм вертикально-сверлильного станка 2С132 состоит из следующих элементов:
- несущей поверхности;
- салазок-направляющих;
- основания.

Так выглядит накладной плавающий стол для станка 2С132 и его модификаций
Плавное и точное перемещение рабочего стола в продольном и поперечном направлениях обеспечивается за счет игольчатых подшипников, установленных в узлах салазок. Для того чтобы обработка дета
i-perf.ru
Универсальный вертикально сверлильный станок
СодержаниеВ данной статье будет рассмотрен один из самых популярных вертикально-сверлильных станков для мелкосерийного промышленного использования – 2А135, руководство по эксплуатации, кинематическая схема и узлы. Данный агрегат широко востребован в самых разных сферах промышленности и бытового использования уже свыше 40 лет.
Бирка завода-производителя
Мы познакомимся с техническими характеристиками данного устройства, рассмотрим его паспорт, руководство по эксплуатации, кинематическая схема и узлы, изучим особенности конструкции, а также определим, какими сильными и слабыми сторонами обладает эта модель.
Технические характеристики модели
Технические характеристики, узлы и кинематическая схема модели 2А135, спроектированной и выпущенной на рынок советскими инженерами около сорока лет тому назад, несмотря на моральное устаревание модели в целом, актуальны и поныне. Вертикально сверлильный агрегат 2А135, безусловно, не обладает тем же удобством эксплуатации и количеством разнообразных функций, что и качественные современные сверлильные станки.
Однако функций, которыми оборудовано устройство, вполне достаточно для выполнения основных видов работ не только в бытово-гаражном, но и при промышленном использовании, а сверлит данная модель, благодаря своей мощности, ничуть не хуже, чем большая часть современных аналогов.
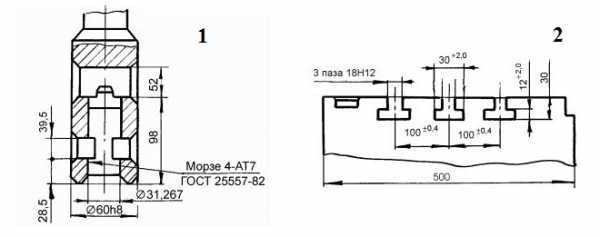
Схема хода шпинделя модели 2А135 составляет 225 миллиметров, при этом, салазки шпинделя, как свидетельствует технический паспорт или руководство по эксплуатации, могут регулироваться в пределах 200 мм. За один полный оборот штурвала шпиндель перемещается на 122,46 миллиметра. Максимально возможное изменение положения сверлильной головки равно 130 миллиметрам.
Сам шпиндель выполнен по стандарту Морзе 4, что дает возможность использовать сверла с конусообразным хвостовиком.
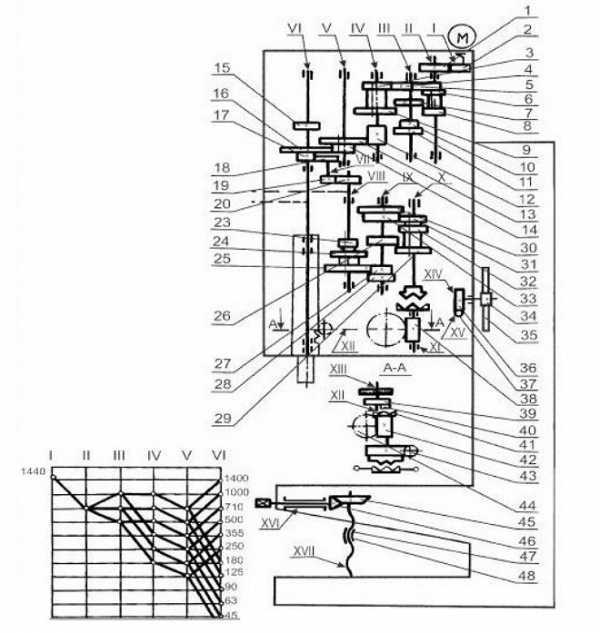
Схема и руководство по эксплуатации показывают, что данный вертикально сверлильный станок с чпу, как и вертикально сверлильный станок 2с132, оборудован электромотором мощностью 4,5 кВатт, который способен обеспечить момент кручения в 400 кг/м. Количество оборотов в минуту, в зависимости от выбранной скорости, варьируется в пределах от 68 до 1100. Всего по паспорту у модели 2А135 девять скоростей вращения шпинделя
Из электрооборудования модели 2А135 можно выделить систему автоматической подачи охлаждающей жидкости, для которой используется схема насоса типа Х14-22М (в разное время устанавливались отличающиеся друг от друга насосы, смотрите паспорт вашего устройства или руководство).

Станок 2А135 производства Стерлитамакского завода после капремонта
Основные функциональные характеристики модели 2А135 следующие:
- максимальный диаметр сверления стали толщиною 45 мм, соответствующей стандарту ГОСТ 1050-75 – 35 мм;
- максимальное расстояние от опорной плиты до торцевого края шпинделя составляет 1130 мм, минимальное – 705 мм;
- максимальное расстояние от рабочего стола до торца шпинделя – 750 мм, минимальное – 0 мм;
- вылет шпинделя установленного в вертикальном положении по отношению к несущей колонне, как указывает паспорт, составляет 300 мм.
Касаемо механических характеристик модели 2А135, то руководство показывает: максимальное усилие подачи составляет 1600 килограмм, число рабочих подач – 11, на один оборот шпинделя на вертикальную подачу приходится 0,115-1,6 мм.
Габаритные характеристики модели 2А135:
- размеры: высота – 250 см, длина – 124 см, ширина – 81 см;
- вес агрегата в сборе – 1300 килограмм;
- размеры рабочей поверхности – 450×500 миллиметров.
На несущей колонне рабочий стол может двигаться на 325 мм. Сам стол оборудован тремя пазами Т-образной формы, на которые могут монтироваться тиски, и другие конструкции для фиксации заготовки.
Стоит отметить, что у моделей разного года выпуска, а также у аналогичных станков, прямо скопированных, либо сделанных на основе 2А135 или 2Н 2118, могут отличаться технические характеристики и схема работы. По этому, чтобы точно знать, какими характеристиками обладает ваше устройство, ищите на просторах интернета технический паспорт или руководство, соответствующее году выпуска вашего станка.

Так выглядит вертикальный сверлильный станок 2А135 в производственном цеху
к меню ↑
Конструкционные особенности
Основными элементами конструкции сверлильного станка 2А135 являются:
- рабочий стол;
- опорная плита;
- несущая станина;
- электрический силовой агрегат;
- блок подачи;
- шпиндель;
- рукоять для регулировки положения рабочего стола на станине;
- рукоять для ручной подачи шпинделя;
- блок скоростей.
Блок регулировки скоростей модели 2А135, как и 2Н 2118 представляет собою чугунную коробку, в которой расположен редуктор шпинделя шестеренчатого типа, и механизм переключения скоростей.
Передача крутящего момента от электрического привода на редуктор осуществляется посредством клиноременной передачи.
Редуктор и двигатель располагаются в вертикальном положении по отношению друг к другу. Редуктор закреплен на двигающемся кронштейне, что позволяет посредством изменения расположения редуктора внутри корпуса задавать требуемое натяжении ремней.
Опорная подставка, выполненная из чугуна, по совместительству является резервуаром для хранения охлаждающей жидкости, которая подается на рабочий элемент станка. Поверх опорной плиты установлен электрический насос Х14-22М, который соединяется с резервуаром и местом подачи охлаждающей жидкости гибкими трубками.
Трубки оборудованы краником, позволяющим регулировать количество подающейся к сверлу жидкости.
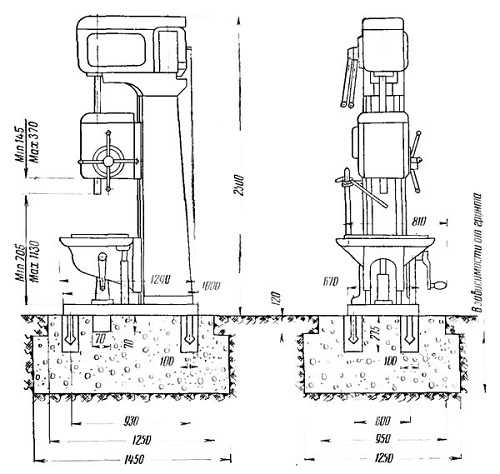
Габариты сверлильного станка 2А135
Для того чтобы система водяного охлаждения функционировала в нормальном режиме, оператору станка требуется раз в месяц (или чаще, смотрите паспорт и инструкцию к устройству вашего года выпуска) выполнять очистку отстойника от отфильтрованных механических загрязнений.
Шпиндель соединяется с коробкой передач посредством двойной шестерни, расположенной на верхней части его оси. Механизм передачи крутящего момента привода оборудован динамической системой отключения, которая выполняет отключение механической подачи при возникновении перегрузок при непредвиденном блокировании сверла.
Такая система способствует значительному увеличению безопасности работы и уменьшает износ оборудования.
к меню ↑
Сильные и слабые стороны модели 2А135
Очевидно, что устройство, обладающие плохими эксплуатационными свойствами, недостаточной выносливостью, либо сомнительным качеством, не было бы столь востребованным спустя сорок лет после своего появления.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Вертикальный сверлильный станок 2А135, как и 2Н 2118 прошел проверку временем, он с успехом используется в цехах заводов, производственных предприятиях и в мастерских народных умельцев уже на протяжении не одного десятка лет.
Более того, есть все основания полагать, что он будет использоваться ещё столько же, в то время как большая часть современных сверлильных агрегатов подлежат замене спустя 5-6 лет эксплуатации, как например настольный станок с ЧПУ.
Также стоит отметить, что ни одному из всех производимых аналогов данной модели, таких как Ка-232 украинского производства, РК032 производства Болгарии, либо белорусского 2Т150, не удалось добиться тех же эксплуатационных характеристик, которые смогли придать своему детищу инженеры Стерлитамакского завода сверлильного оборудования.
К неоспоримым преимуществам модели 2А135 можно отнести следующие факторы:
- Долговечность и простота обслуживания.
Предельная простота конструкции, в совокупности с высочайшим качеством используемых материалов, обеспечивают максимальный рабочий ресурс данной модели. То, что в СССР не было привычки экономить на промышленном оборудовании, отлично видно по станку 2А135.
Даже если в конструкции сверлильного станка что-то выйдет из строя, то вследствие дешевизны и доступности любых комплектующих, ремонт агрегата не составит никаких проблем. Проектировался же 2А135 так, чтобы ломаться как реже, и не доставлять излишних хлопот во время эксплуатации, с чем он, по сути, отлично справляется.
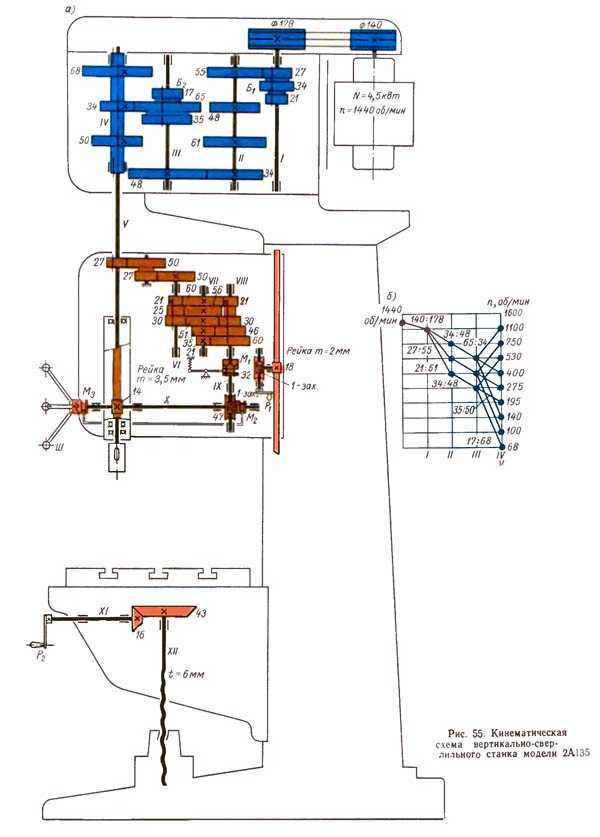
Кинематическая схема станка 2А135
- Цена.
Схожие по техническим характеристикам и функциональности с 2А135 современные сверлильные станки или настольный станок с ЧПУ, стоят в несколько раз больше. При этом сложно сказать, что советский агрегат сильно отличается от современного оборудования по своему основному назначению – сверлит он не менее эффективно.
Мощности мотора и количества режимов работы более чем хватает для обработки любого металла. При этом, даже сейчас есть возможность приобрести модели, которым по 15-20 лет в отличном состоянии, имеющие паспорт и всю сопутствующую документацию.
- Простота работы.
2А135 – это один из базовых станков, на которых проходит обучения всех операторов промышленных сверлильных агрегатов.
Производитель подтверждает, что основным недостатком данной модели, в сравнении с современными аналогами, является моральное устаревание в плане эргономичности и удобства работы. Данное устройство не оборудовано сложной электроникой, лазерами и другими маркетинговыми примочками, 2А135 просто сверлит, и делает это очень хорошо.
к меню ↑
Функциональное назначение и особенности выполнения разных видов работ
Вертикальный сверлильный станок 2а135, как указывает паспорт агрегата, является многофункциональной конструкцией, на которой можно выполнять такие виды работ: зенкерование, сверление, цекование, зенкование, нарезание резьбы, и развертывание.
В зависимости от требований, выдвигаемых к точности сверления, данный процесс может выполняться как по обычной карандашной разметке, так и с применением кондуктора.
к меню ↑
Рассверливание
Рассверливание на станке 2А135 – это обработка предварительно просверленных сквозных отверстий в металлических, либо деревянных заготовках, с целью увеличения их диаметра. Рассверливание выполняется посредством последовательной замены рабочих сверл на сверла большего диаметра до тех пор, пока не будет получено отверстие требуемых размеров.

Бережно эксплуатируемый 2А135 может находится в отличном состоянии и спустя 40 лет с момента производства
Важным требованием к технологии выполнения рассверливания на 2А135 (также на универсальный сверлильный станок 2а112 или настольный 2н106п) является необходимость использования первого сверла диаметром больше, чем размер перемычки на втором сверле. В таком случае уменьшается осевая сила сопротивления.
В случае если сверла подобраны не правильно, и перемычка второго сверла полностью не погружается в просверленное отверстие, резко возрастает осевое сопротивление, так как перемычка выдавливает металл, а не врезается в него.
к меню ↑
Зенкерование
Производитель заявляет, что зенкерованию на станке 2А135 подлежат кованные, литые, или штампованные детали, детали, обладающие внутренними отверстиями цилиндрической, либо конической формы.
Зенкерование – это увеличение диаметра сквозных отверстий в объемных деталях, которое способствует улучшению качества их формы – зенкерование дает возможность уменьшить конусность, овальность, и улучшить разбивку металлической заготовки.
Зенкера, использующиеся для данного процесса, по своей форме похожи на классические спиральные сверла, использующиеся на 2А135 для сверления, однако они оборудованы большим количеством режущих кромок и увеличенным числом спиральных контуров. Паспорт станка указывает, зенкера какого диаметра можно использовать.
к меню ↑
Развертывание
Развертывание на сверлильном станке модели 2А135 это процесс, который выполняется после сверления в деталях, к которым выдвигаются повышенные требования к точности и фактуре внутренней поверхности отверстий, как например на универсальный сверлильный станок 2н118, настольный 2н106п или 2г125 станок вертикально сверлильный.
Развертывание дает возможность получить предельно точные размеры и идеально гладкие, без какой-либо шероховатости, стенки просверленного отверстия.
Развертки для 2А135 (как и на настольный станок 2с132, 2н106п или вертикально сверлильный станок 2т140) выполняются в виде конических, либо цилиндрических конструкций, оборудованных от 6 до 12 рабочими зубьями. Основные элементы развертки – хвостовик, шейка, и рабочая часть из твердосплавного металла.

Коробка скоростей сверлильного станка 2А135
Чтобы создать в обрабатываемой металлической заготовки коническое отверстие, изначально в ней нужно просверлить обычное цилиндрическое отверстие требуемого диаметра, после чего отверстие обрабатывается коническим зенкером ступенчатого типа. Далее в ход идет развертка конической формы.
На втором этапе рекомендуется использовать модели разверток, оборудованные стружкоразделительными канавками, так как они лучше подходят для грубой обработки металла. По завершению грубого развертывания, на напольный вертикально сверлильный станок 2А135 устанавливается развертка конической формы с гладкими режущими кромками, и выполняется чистовое развертывание.
к меню ↑
Зенкование
Зенкование – это, по сути, внутреннее нарезание резьбы в предварительно просверленных цилиндрических отверстиях под винты и шурупы. В зависимости от требуемой формы отверстия могут использоваться как цилиндрические, так и конические зенковки.
Как правило, зенковки для твердого металла оборудованы 4 – 8 торцовыми зубьями, что гарантирует достаточно высокую продуктивность обработки заготовок.
Все зенковки цилиндрической формы для модели 2А135 снабжены специальными круглыми направляющими головками, благодаря которым обеспечивается ровная ось углубление зенковки в отверстие, и гарантируется точность внутренней резьбы.
к меню ↑
Устройство коробки скоростей станка 2А135 (видео)
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru
2Н118 – вертикально-сверлильный станок: технические характеристики
Вертикально-сверлильный станок 2Н118 не предназначен для применения на предприятиях со средне- и крупносерийным производством. Это оборудование производитель рекомендует для оснащения экспериментальных и ремонтно-механических цехов, в которых продукция изготавливается мелкими и единичными сериями.

Внешний вид вертикально-сверлильного станка 2Н118
Особенности станка модели 2Н118
Станок 2Н118 благодаря своим техническим характеристикам позволяет выполнять такие технологические операции, как:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы;
- подрезка торцов деталей (с применением специального инструмента).
Используя вертикально-сверлильный станок данной модели, в металле формируют отверстия, диаметр которых доходит до 18 мм. При этом развивается крутящий момент до 880 Нм, а максимальная величина рабочей подачи составляет 560 кгс.
При выполнении обработки на данном станке можно выбрать различные параметры подач и скоростей вращения шпиндельного узла, что позволяет использовать такое оборудование наиболее эффективно и с максимальной производительностью.
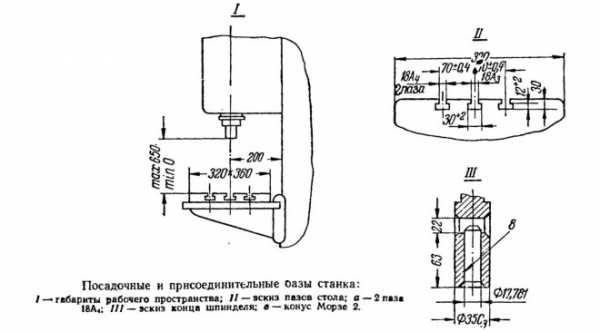
Габариты рабочего пространства и посадочные базы станка
Первый вертикально-сверлильный станок модели 2Н118 был выпущен еще в 60-х годах прошлого века. Производством данного агрегата занимался Молодечненский станкостроительный комбинат, который и по сей день является предприятием, выпускающим эффективное и надежное металлорежущее оборудование.
Позднее на Гомельском и Молодечненском станкостроительных заводах выпускался аналог вертикально-сверлильного станка 2Н118 – 2Т118. Кроме данной модели, специалистами Молодечненского станкостроительного завода был разработан еще ряд модификаций станка 2Н118:
- 2Н118К – вертикально-сверлильный станок координатного типа;
- 2А118 – сверлильный станок с вертикальной компоновкой, оснащенный одношпиндельной рабочей головкой;
- 2Н118Ф2 – станок c программной системой управления.

Вертикально-сверлильный станок 2Н118-1 1987 года выпуска
Среди технических характеристик вертикально-сверлильного станка рассматриваемой модели (все они описаны в паспорте на оборудование) необходимо выделить следующие.
- Габариты рабочего стола, на поверхности которого выполнены три Т-образных паза, составляют 320х360 мм.
- Величина перемещения рабочего стола, которое приходится на один оборот рукоятки-маховика, составляет 2,4 мм.
- Величина максимального перемещения рабочего стола по вертикальной оси – 350 мм.
- Масса аппарата – 450 кг.
- Максимальное расстояние от торца шпиндельного узла до поверхности рабочего стола – 650 мм.
- Расстояние от направляющих колонны до оси шпидельного узла (вылет станка) – 200 мм.
- Шпиндельная головка может перемещаться на величину до 300 мм.
- Ход гильзы шпиндельного узла составляет 150 мм.
- За один оборот маховика шпиндельная головка перемещается на 4,4 мм.
- Частота вращения шпиндельного узла находится в интервале 180–2800 об/мин.
- Скорость вращения шпиндельного узла может регулироваться по 9 ступеням.
- Шпиндельный узел выполнен с конусом Морзе 2.
- Вал электродвигателя главного движения (тип АОЛ2-22-4С2), мощность которого составляет 1,5 кВт, может вращаться с максимальной скоростью 1420 об/мин.
- За подачу СОЖ отвечает электрический насос ПА-22.
- Максимальная сила подачи, на которую рассчитана конструкция вертикально-сверлильного станка 2Н118, составляет 560 кгс.
- Вертикальные рабочие подачи, совершаемые за один оборот шпиндельного узла, находятся в интервале 0,1–0,56 мм.
- Параметры рабочих подач станка могут регулироваться по 6 ступеням.
- Габариты вертикально-сверлильного станка (ДШВ) – 870х590х2080 мм.
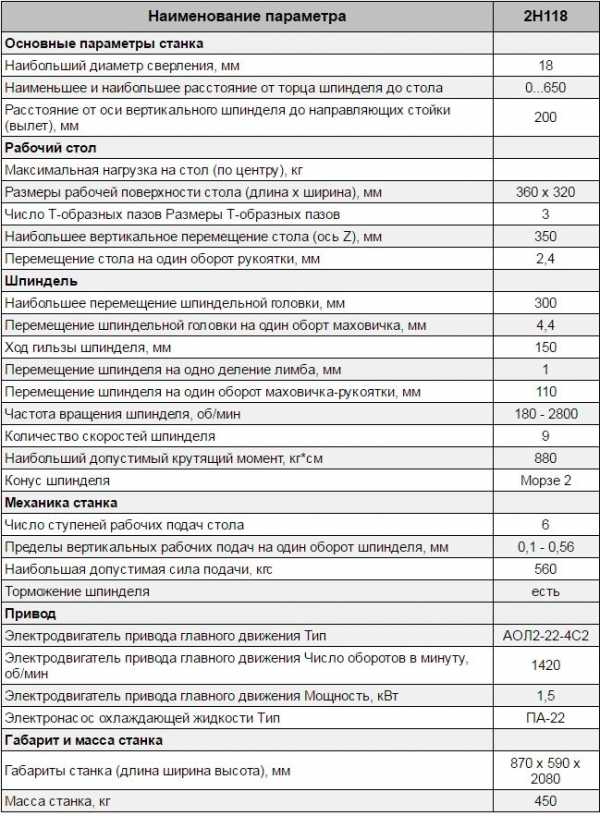
Характеристики станка в формате таблицы
Кинематическая схема и конструкция оборудования
Несущим элементом вертикально-сверлильного станка данной модели, оснащенного одношпиндельной головкой, служит массивная колонна коробчатой формы, установленная на плиту-основание. В верхней части колонны смонтирована передняя бабка устройства, которая может перемещаться по ее направляющим. На передней бабке находится главный электродвигатель вертикально-сверлильного станка, а на ее нижней части – шпиндельный узел с рабочей головкой, в которой фиксируется режущий инструмент.

Шпиндельная головка станка – вид спереди
Во внутренней части шпиндельной бабки располагается коробка скоростей, отвечающая за регулировку частоты вращения сверлильной головки, а также обеспечивающая перемещение последней в вертикальном направлении коробка подач. За подъем и опускание рабочей головки станка отвечает реечный механизм, имеющийся в кинематической схеме передней бабки, а органом, при помощи которого этот механизм задействуется, является специальный штурвал.
Деталь перед началом обработки закрепляется на поверхности рабочего стола, который также имеет возможность перемещения по направляющим колонны. Высоту его расположения, которую выбирают в зависимости от габаритов обрабатываемой детали, изменяют при помощи вращающейся рукоятки, расположенной на передней стороне узла.

Регулируемый по высоте рабочий стол станка
Элементы, входящие в кинематическую схему рассматриваемого вертикально-сверлильного станка, функционируют следующим образом.
- Коробка скоростей за счет наличия в ее конструкции нескольких валов и ряда зубчатых передач позволяет регулировать скорость вращения сверлильной головки по 9 ступеням. Выходной вал коробки скоростей, который соединяется со шпиндельным узлом станка при помощи шлицевого соединения, выполнен в форме полой гильзы. При помощи реверсирования приводного электродвигателя можно изменять направление вращения рабочей головки оборудования, что необходимо в том случае, если в обрабатываемой детали нарезается внутренняя резьба.
- Подача шпинделя в вертикальном направлении, как уже говорилось выше, осуществляется за счет рейки, смонтированной в пиноли оборудования, и входящего с ней в зацепление зубчатого колеса, установленного в шпиндельной бабке. Коробка подач станка, в которой есть несколько зубчатых передач, позволяет регулировать вертикальное перемещение шпиндельного узла по 6 ступеням.
- И коробка скоростей, и коробка подач установлены в шпиндельной бабке вертикально-сверлильного станка, которая также может вертикально перемещаться по направляющим колонны. За это перемещение, осуществляемое за счет реечного и червячного соединения, отвечает соответствующая рукоятка.
- Вертикальное перемещение рабочего стола, запускаемое вращением соответствующей рукоятки, обеспечивают коническая и винтовая пары, которыми оснащена кинематическая схема данного конструктивного элемента станка.
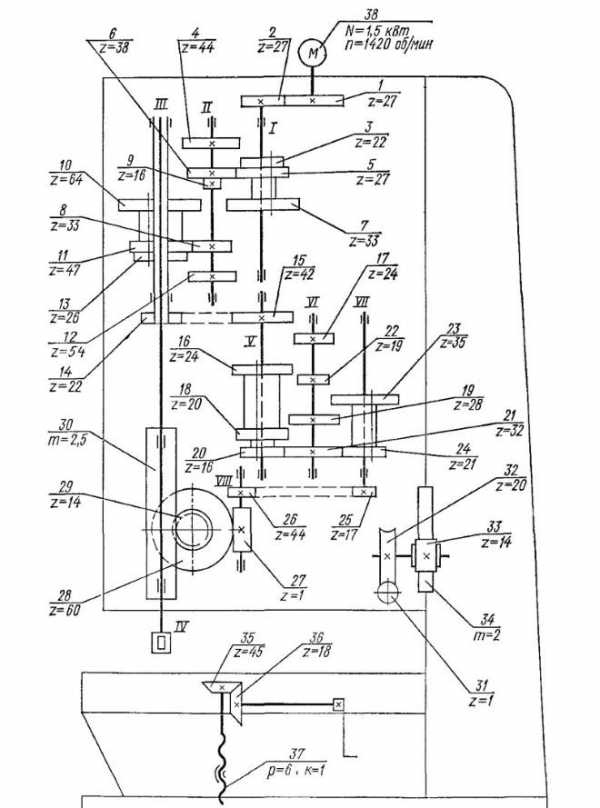
Схема кинематическая вертикально-сверлильного станка 2Н118
К элементам, посредством которых осуществляется управление работой вертикально-сверлильного станка данной модели, относятся:
- вводный выключатель автоматического типа;
- выключатель освещения рабочей зоны;
- выключатель для запуска и остановки насоса, подающего охлаждающую жидкость;
- рукоятка, отвечающая за управление механизмом подач;
- кнопка, посредством которой включается механизм подачи;
- рукоятка, обеспечивающая выбор параметров подач;
- кнопочная станция, на которой смонтированы кнопки «Влево», «Вправо», «Стоп»;
- рукоятка, отвечающая за выбор требуемой скорости вращения сверлильной головки;
- рукоятка, обеспечивающая зажим сверлильной головки;
- болты, при помощи которых регулируется клин сверлильной головки;
- болты, предназначенные для регулировки клина рабочего стола;
- рукоятка, при помощи которой выполняют зажим рабочего стола;
- рукоятка, отвечающая за подъем рабочего стола по направляющим колонны;
- квадратный концевик валика, посредством которого приводится в действие механизм подъема сверлильной головки;
- кулачки, при помощи которых выполняется настройка циклов работы оборудования;
- отверстие (3/4 дюйма), в котором располагаются электрические контакты для подключения оборудования к питающей сети.
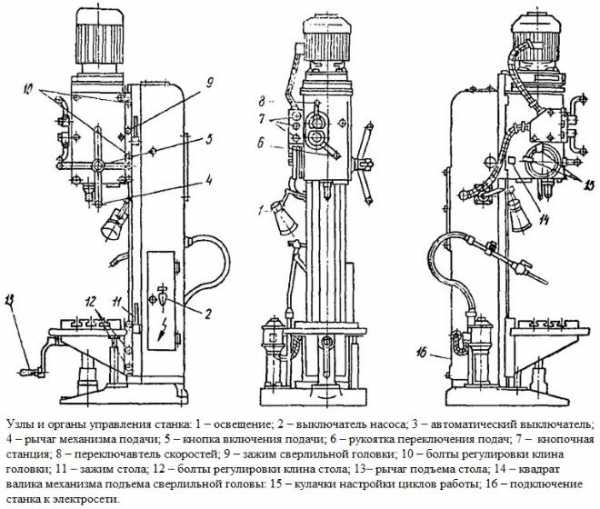
Специфика узлов и органов управления станка
Элементы электрической схемы устройства
Электрическая схема вертикально-сверлильного станка рассматриваемой модели включает в себя следующие элементы:
- электродвигатель, который обеспечивает вращение сверлильной головки;
- электрический насос, отвечающий за подачу в зону обработки охлаждающей жидкости;
- пусковая аппаратура и элементы автоматики;
- электрический выпрямитель селенового типа;
- понижающий трансформатор, от которого питается селеновый выпрямитель;
- элементы, входящие в систему местного освещения.
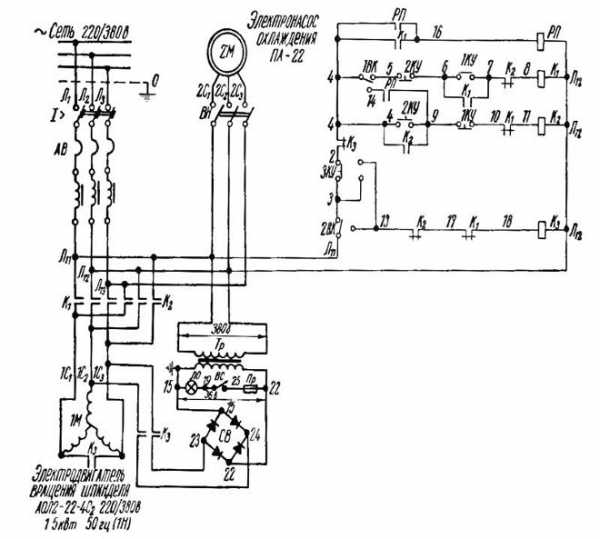
Принципиальная электрическая схема станка
На вертикально-сверлильном станке данной модели применена система динамического торможения, которая функционирует следующим образом: постоянный ток, формируемый при помощи селенового выпрямителя, через контакты тормозного пускателя подается на три фазы обмотки статора главного электродвигателя. Для обеспечения эффективного торможения вала электродвигателя в момент подачи на его статор постоянного тока одна из его обмоток закорачивается в двух фазах. Торможение вала электродвигателя происходит в тот момент, когда на панели станка нажимается соответствующая кнопка.
Электрическая схема вертикально-сверлильного станка работает по следующему принципу. При нажатии на панели управления кнопки «Вправо» (основной режим работы), запускается первый пускатель, который одними из своих контактов самоблокируется, а через другие подает питание на промежуточное реле. Электрический ток через промежуточное реле, которое встает на самопитание, может подаваться и на второй пускатель, запускающий вращение вала электродвигателя в обратном направлении.

В электрощите станка располагаются элементы защиты и автоматики, а также электросхема динамического торможения шпинделя
Включение второго пускателя, одни из контактов которого также самоблокируются, происходит после нажатия кнопки «Влево» на панели управления оборудования. В какую бы сторону ни вращался вал электродвигателя, при нажатии кнопки «Стоп» от питания отключается соответствующий пускатель и запускается пускатель торможения, отвечающий за подачу постоянного тока на обмотку статора электродвигателя.
Характеристики данного вертикально-сверлильного станка предусматривают наличие в его схеме автоматического выключателя, защищающего электрический двигатель от перегрузок и коротких замыканий. Предусмотрена в станке и нулевая защита, которая возможна благодаря использованию в его схеме катушки магнитных пускателей.
Для обеспечения безаварийной работы и безопасности оператора необходимо позаботиться о качественном заземлении вертикально-сверлильного станка, которое должно быть выполнено в соответствии со всеми общепринятыми требованиями, относящимся к производственному оборудованию.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org