Холодная вулканизация резины – Вулканизация резины в домашних условиях
alexxlab | 05.05.2020 | 0 | Разное
Резина холодной вулканизации – Справочник химика 21
ВУЛКАНИЗАЦИЯ — технологический процесс превращения сырого каучука в резину при нагревании его с серой или другими реагентами, образующими химические связи между макромолекулами каучука. В. серой называется горячей В. В. с помощью хлорида серы 82012 называется холодной. [c.60]Весьма перспективная область применения кремнийорганических продуктов — эластомеры резины, каучуки, различные композиции. Особое внимание уделяется каучукам холодной вулканизации. [c.53]
Различают горячую и холодную вулканизацию. При горячей вулканизации формуют изделия из каучука, серы и других веществ (красители, наполнители) и нагревают. При холодной вулканизации изделия из каучука продолжительное время выдерживают в растворе серы в сероуглероде. Вулканизованный каучук называется резиной. Если содержание серы в нем составляет 25—ЗО Уо, то такой продукт вулканизации каучука называется эбонитом (ценный изоляционный материал).
Для повышения адгезии силиконовых резин холодной и горячей вулканизации к различным подложкам прибегают к нанесению [c.59]
Разрабатываются также композиции, применяемые в качестве герметиков и шпаклевок. Особо важное значение имеют герметики для уплотнения частей фюзеляжа самолета. Эти уникальные резины холодной вулканизации могут быть с удобством нанесены с помощью специального пистолета, автоматически дозирующего катализатор вулканизации в процессе нанесения пасты. [c.160]
Каучук в жаркое время года — вещество вязкое и липкое, в холодное время года — твердое, но хрупкое. Чтобы улучшить механические и химические свойства каучука, его превращают в резину, подвергая вулканизации. [c.209]
Наряду с кремнийорганическими резинами горячей вулканизации используются композиции холодного отверждения на основе низкомолекулярных полиорганосилоксанов. Про цесс отверждения происходит при комнатной температуре с помощью аминов, оловоорганических и других соединений [2, с. 83]. Однако такие резины имеют довольно низкие прочностные свойства [3, с. 141]. [c.46]
Для получения резины каучук нагревают с серой (горячая вулканизация) или обрабатывают раствором серы в сероуглероде (холодная вулканизация). При большом количестве серы (25—40%) получается эбонит. [c.301]
Авторы изучали химическую стойкость резин, полученных при холодной вулканизации герметиков У-ЗОМ и УТ-31, и антикоррозионные свойства соответствующих покрытий, нанесенных на углеродистую сталь. [c.133]
Вулканизация — превращение пластичного сырого каучука в эластичную резину — материал, обладающий лучшими физико-механическими и эксплуатационными свойствами, чем у каучука. При горячей вулканизации смесь каучука с серой и другими веществами (ускорителями, наполнителями, мяг-чителями и т. д.) подвергают нагреванию выше 100 °С. При взаимодействии серы с каучуком происходит образование сульфидных и полисульфидных связей между макромолекулами каучука с формированием пространственной структуры ( сшивание линейных макромолекул). Продукты вулканизации мягкие резины (содержат 5—10 % 5) и твердые резины (30—50 % 8). Для получения резины, пригодной для изготовления тонкостенных изделий, проводят холодную вулканизацию с помощью дихлорида дисеры ЗгСЬ.
В настоящее время в продаже имеются силиконовые резиновые смеси, вулканизуемые на холоду. Они состоят из полисилоксана и наполнителя. Катализатор в них вводится непосредственно перед применением. После введения катализатора такие смеси отверждаются в резиноподобные массы в промежуток времени от нескольких минут до нескольких часов. Композиции холодной вулканизации обычно мягче и менее прочны, чем силиконовые резины горячей вулканизации. Однако могут быть получены резины с прочностью при растяжении 42—50 кгс/см [c.59]
Применяются методы горячего крепления с использованием вулканизации и методы холодного крепления резины к металлам. При методах холодного крепления используется вулканизованная резина, которая крепится к поверхности металла с помощью клея. Крепление резины к металлу посредством вулканизации производится через промежуточный слой из эбонита, латуни или различных клеев. При всех способах крепления поверхность металла должна быть предварительно тщательно очищена от слоя окислов и следов жира и масел. [c.581]
Резина — один из наиболее распространенных материалов на основе высокомолекулярных соединений, используемых в народном хозяйстве. Ее получают вулканизацией резиновой смеси или каучука горячим или холодным способом. [c.288]
ЮТ растворителями, после отверждения практически не дают усадки. Жизнеспособность рабочих составов зависит от количества введенного катализатора и температуры смеси. При комнатной температуре и нормальной влажности воздуха вулканизация протекает за сутки, а иногда и в более короткие сроки. Но на практике герметизированным изделиям обычно дают ббльшую выдержки, поскольку наилучшие прочностные и упругоэластические свойства фторсилоксановых резин холодной вулканизации достигаются спустя 3—7 суток.
Необходимость разработки других силиконовых вспомогательных компонентов — адгезионных подслоев под полиорганосилоксановые резины холодной вулканизации — вызвана следующим. Обычные полиорганосилоксановые резины, обладая ярко выраженными антиадгезионными свойствами, могут адгезировать только к подложкам, обработанным специальными агентами. В ходе такой обработки адгезионные подслои, называемые также праймерами или промоторами адгезии, модифицируют поверхности, подготавливая их последующее химическое взаимодействие с силиконовыми резинами. Предполагается, что и сам процесс модифицирования поверхности протекает как химическое взаимодействие функциональных группы праймера с функциональными группами, находящимися на поверхности материала подложки. Таким образом, праймеры должны иметь два типа функциональных групп для взаимодействия с подложкой и резиной. На основе этих представлений разработан адгезионный подслой марки АПС [22], представляющий собой систему винилгидридциклосилоксанов, растворенных в винилтрис(метоксиэтокси)силане. Указанный подслой универсален и способствует сохранению адгезии герметиков и компаундов на основе полиорганосилоксановых резин в сложных эксплуатационных условиях [23]. [c.122]
Резины холодной вулканизации. В исходном состоянии кремннй-органические рези
www.chem21.info
Холодная вулканизация
Холодная вулканизация

Такой способ пришел в Россию из-за рубежа и стал известен как «холодная вулканизация». Производится в два этапа. Сначала выполняется косметический ремонт шины снаружи методом горячей вулканизации сырой резины. После и выполняется «холодная вулканизация» — внутри покрышки устанавливается пластырь с адгезивным слоем. «Холодная вулканизация» протекает медленно при температуре окружающей среды. По рекомендациям производителей после установки пластыря шина должна отстояться не менее 24 часов (это при температуре 20С. Если температура окружающей среды ниже, то время «холодной вулканизации» увеличивается до 72 часов. При «холодной вулканизации» любое отклонение от технологии (зачистка и обезжиривание ремонтируемой поверхности, грязные пластыри, некачественный клей, зашивание пореза и др.) становится причиной брака! Поэтому при ремонте шин таким способом необходимо соблюдать технологию, иметь специальный инструмент и квалифицированный персонал.
Рассмотрим этапы процесса “холодной вулканизации” более подробно на примере ремонта автомобильной камеры.
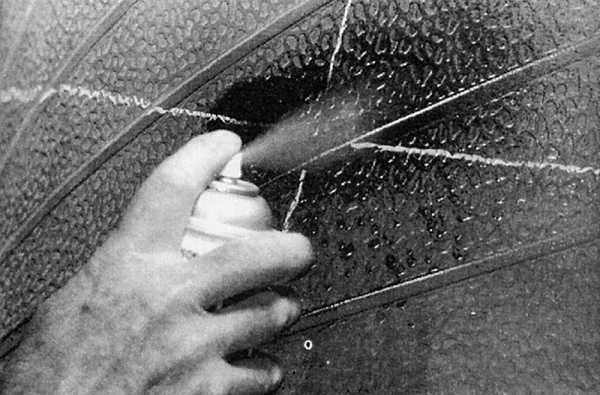
Обозначьте повреждение с помощью маркировочного воскового мелка
Если это порез, то его необходимо обязательно обработать, закруглив края пореза для предотвращения увеличения разрыва в дальнейшем.
Очистите ремонтируемую область с помощью обезжиривающей жидкости и ткани, не содержащей ворс.
Выберите подходящую заплату для ремонта повреждения на камере. Заплата должна перекрывать размеры повреждения на 15 мм со всех сторон.
Приложите заплату по центру повреждения и отметьте вокруг нее область на 15 мм больше для механической обработки камеры.
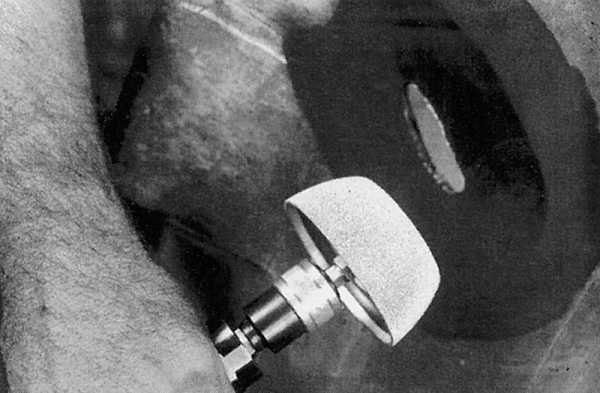
Обработайте ремонтируемую область механически. Это необходимо для удаления технологических неровностей и верхнего слоя поверхности камеры. Скорость вращения дрели при обработке не должна превышать 5000 об/мин. Используйте шлифовальную полусферу совместно с полиуретановой вставкой.
После механической обработки (шероховки камеры), нанесите на ткань обезжиривающую и очистите место повреждения, двигаясь от центра ремонтируемой области к краям. Повторите эту процедуру столько раз, сколько требуется для хорошей очистки ремонтируемой поверхности. Дайте обезжиривающей жидкости 3-4 минуты для того, чтобы полностью высохнуть.
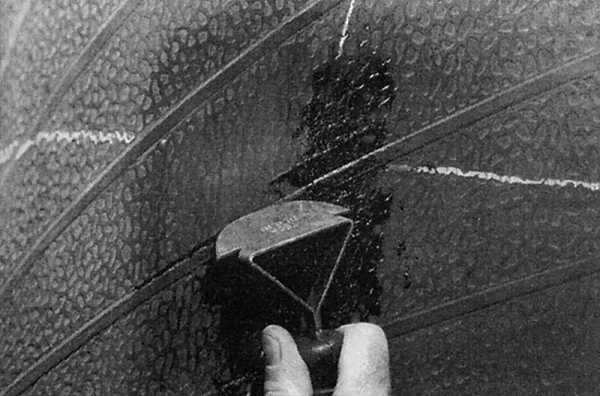
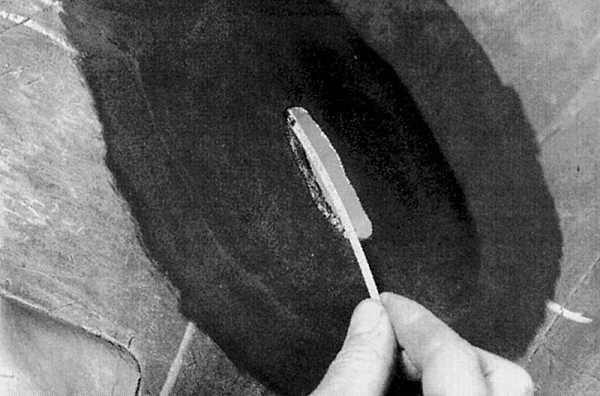
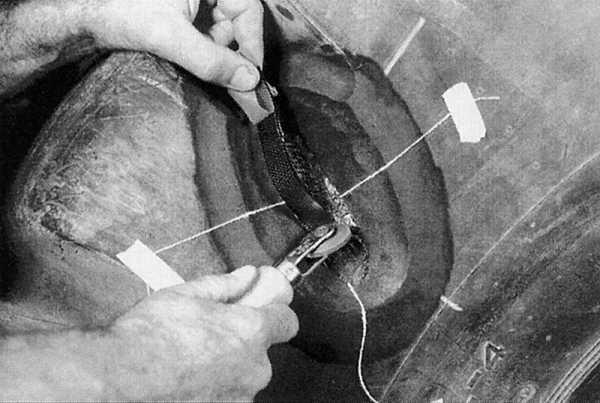
Нанесите тонкий слой клея от центра ремонтируемой области к краям. Не наносите дополнительный слой клея, так как это только увеличит время его высыхания. Дайте клею примерно 3-4 минуты для того, чтобы он полностью высох.
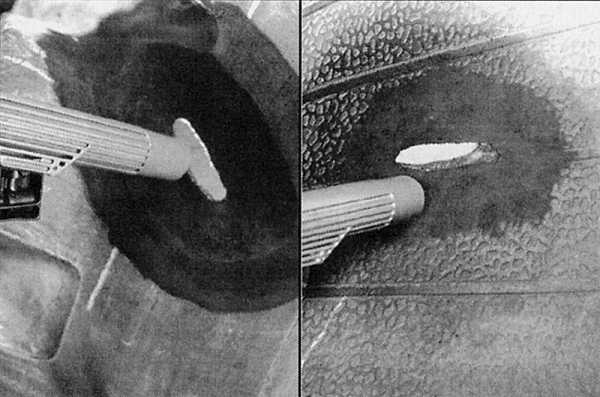
Расположите заплату по центру повреждения и прижмите ее большим пальцем к камере.
Тщательно прикатайте заплату с помощью раскатки от центра к краям.
Посыпьте отремонтированное место тальком. Он снижает трение камеры внутри покрышки, улучшает теплообмен, предотвращает слипание камеры с покрышкой.
Холодная вулканизация Такой способ пришел в Россию из-за рубежа и стал известен как «холодная вулканизация». Производится в два этапа. Сначала выполняется косметический ремонт шины снаружи методом горячей вулканизации сырой резины. После и выполняется «холодная вулканизация» – внутри покрышки устанавливается пластырь с адгезивным слоем. «Холодная вулканизация» протекает медленно при температуре окружающей…
Холодная вулканизация
Холодная вулканизация
2014-03-04
Леонид Шестаков
Полезна ли статья? – 85%
Рейтинг: 4.89 ( 6 гол.)blog.msvlad.com
Горячая и холодная вулканизация
Оглавление:
- Суть метода вулканизации
- Горячая вулканизация
- Холодная вулканизация
Горячая и холодная вулканизация
В 1844 году был запатентован метод вулканизации, который впоследствии открыл человечеству возможность изготовления самых разных изделий из резины. Одежда и обувь, бытовые и технические изделия, промышленное оборудование, — резина присутствует во множестве создаваемых человеком вещей. Одна из наиболее распространённых из них — автомобильные покрышки. Не зря в быту мы и называем их просто «резина»!
-
Суть метода вулканизации
Вулканизация — это процесс превращения каучука в резину. Слово «резина» происходит от латинского resina, что значит «смола».
Чтобы каучук стал резиной, необходимы т.н. вулканизирующие агенты, вещества, способствующие этому превращению. Ими могут быть различные вещества, чаще всего применяется сера. В зависимости от количества серы, резина может быть мягкой (1-3%), полутвёрдой и твёрдой (30% и более).
Метод вулканизации был открыт и запатентован американцем по имени Чарльз Нельсон Гудьир. Это имя хорошо известно всем автолюбителям: в честь него назван один из наиболее популярных брендов автомобильных покрышек, GOODYEAR.
Вулканизация применяется не только в производстве резины и изделий из неё, но также и в ремонте автомобильных покрышек. Это наиболее популярный и применимый способ восстановления шин после проколов, порезов, внутренних разрывов. Для ремонта покрышек применяется два способа вулканизации: горячая и холодная.
-
Горячая вулканизация
 Восстановление и ремонт автомобильных шин методом горячей вулканизации требует применения специального оборудования. Как и видно из названия, процесс вулканизации в этом случае происходит при воздействии высоких температур.
Восстановление и ремонт автомобильных шин методом горячей вулканизации требует применения специального оборудования. Как и видно из названия, процесс вулканизации в этом случае происходит при воздействии высоких температур.
Важным условием качественного ремонта покрышек является соблюдение всех технологических этапов процесса. Правильный подбор ремонтной смеси и пластырей («сырой резины»), соблюдение температурного режима во время ремонта, и других условий способны вернуть покрышке практически первоначальные технические характеристики. И, напротив, неверные действия могут испортить шину окончательно.
Существуют технологические инструкции по ремонту шин методом горячей вулканизации, где чётко расписаны все этапы ремонта. Разумеется, отдавая покрышку для ремонта в шиномонтажную мастерскую, вы не можете знать, насколько точно тамошние работники соблюдают эти инструкции. В этом случае ориентиром для выбора могут стать отзывы предыдущих клиентов сервиса.
ВАЖНО: для ремонта автомобильных покрышек методом горячей вулканизации используются только термопластыри, имеющие индекс «t°» в обозначении, с чёрным адгезивным слоем.
Расскажем об основных этапах ремонта.
Перед началом ремонта шину следует просушить, а место повреждения очистить от грязи и обработать. Формируется так называемая воронка, которая впоследствии будет заполнена резиной.
ВАЖНО: обработанная поверхность шины ни в коем случае не должна быть гладкой. Шероховатая поверхность намного лучше поддаётся ремонту.
Пластырь подбирается в зависимости от места и вида повреждения, в соответствии со специальными таблицами. Перед установкой заплаты из пластыря место ремонта обрабатывается специальными терморастворами. Воронка аккуратно заполняется нагретыми полосками сырой резины, после чего на специальном оборудовании проводится собственно процесс вулканизации.
-
Холодная вулканизация
Холодная вулканизация не требует термического воздействия. Необходимые процессы в этом случае активируются не высокой температурой, а химическими веществами. Здесь также имеет большое значение соблюдение технологии ремонта, в частности, подготовки поверхности повреждённой покрышки.
ВАЖНО: качество ремонта зависит от тщательной предварительной подготовки поверхности.
Для неспециалиста ремонт покрышек методом холодной вулканизации будет выглядеть, как обычное склеивание. По сути, это так и есть. Специальный состав активирует бутиловый слой автомобильной шины, в результате чего место повреждения надёжно вулканизируется.
Выбор между горячей и холодной вулканизацией делается, исходя из особенностей повреждения покрышки. Каждый из методов имеет свои преимущества. Как, впрочем, и недостатки. Подробнее о них мы расскажем в наших следующих материалах.
radius15.ru
Технологическая инструкция по ремонту шин
Технологическая инструкция по ремонту шин методом холодной вулканизации

Технологическая инструкция по ремонту шин с помощью метода холодной вулканизации содержит полную информацию о том, как проводится данный ремонт.
Инструкция имеет введение, в которое входит:
- Маркировка шин;
- Ремонтные материалы;
- Данные о производстве шин, а также камер;
- Устройство автомобильных шин;
- Материалы, которые применяются при производстве шин.
Кроме того, инструкция по ремонту шин и камер включает:
- Ремонт камер;
- Ремонт шин жгутиками;
- Ремонт шин грибками;
- Ремонт с помощью универсального пластыря ПУ;
- Ремонт с применением Вулккомпаунда А+В
- Ремонт шин с помощью пластыря для холодной вулканизации
Прежде всего, рассмотрим устройство автомобильной шины.

Устройство автомобильной шины
Все типы автомобильных шин очень похожи по своей конструкции. Современные шины состоят и специальной резинокордовой оболочки, тороидальной камеры, а также ободной ленты.
В рабочем состоянии, под определенным давлением, камера наполняется воздухом. Есть и бескамерные шины, которые вместо камеры имеют специальный герметизирующий слой. Обычно, автомобильная шина работает в достаточно сложных условиях. А для этого она должна характеризироваться эластичностью, износостойкостью, и высокой прочностью. Кроме того, шины должны отлично сопротивляться износу протектора, и суметь выдержать очень сложные деформации.
Существуют шины разных типов, в которых материал и конструкция достаточно разные. Шины для легковых автомобилей очень отличаются от шин, которые предназначенные для шин грузовых машин. Такие шины имеют эластичный каркас, другой рисунок протектора, меньшую высоту и диаметры.Диагональные шины представлены в виде перекрещенных нитей корда, в результате чего они расположены под определенным углом. Благодаря такому направлению обеспечивается отличное распределение всех усилий при деформации покрышки и отличную прочность при амортизации.
Конструкция радиальных шин заключается в том, что нити корда расположены радиально по профилю шины от одного борта к другому, в результате чего каждый слой корда выполняет работу самостоятельно.
Конфигурация покрышки достаточно сложная, в ее состав входит несколько элементов. Основной частью является каркас, который воспринимает нагрузки, которые действуют на шину. Главной нагрузкой, которая может действовать на шину, есть вес автомобиля, а также вес пассажиров, или груза, который перевозится в машине. Этот элемент должен быть достаточно прочным, и эластичным.
Форма и число слоев корда определяются с помощью расчета, который делается с учетом давления воздуха, назначения шины и ее типа, а также нагрузки.
Воздушная полость в камерной шине создается герметизирующей камерой. В ней есть вентиль, с помощью которого происходит накачивание, удержание и стравливание воздуха.
В бескамерной шине воздушная полость создается покрышкой, а также ободом колеса. С помощью герметизирующего слоя резины, который нанесен на внутреннюю поверхность шины, достигается отличная герметизация.
Любая шина имеет специальное обозначение, которое показывает ее габариты. В большинстве случаев такие размеры указываются на боковой части шин, и обозначаются двумя параметрами.
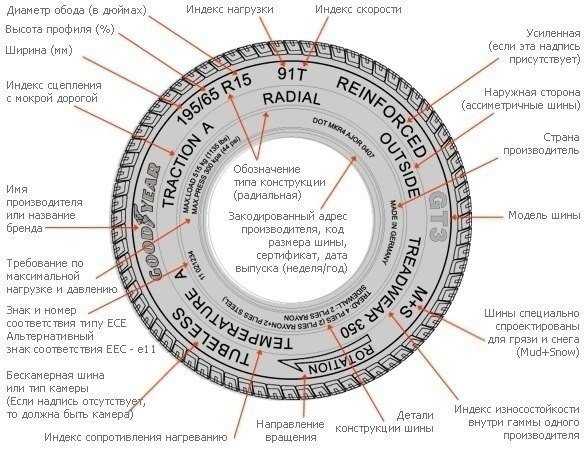
Маркировка автомобильной шины
Такими параметрами являются:
- Ширина профиля
- Ширина посадочного диаметра.
Если обозначать радиальные шины, то после второго числа ставится «R».
Следует заметить, что обычно на покрышке существует такая маркировка:
- Наименование изготовителя;
- Основные размеры шины и тип каркаса;
- Модель шины и порядковый номер;
- Заводской номер шины, который включает дату изготовления, порядковый номер шины, а также индекс изготовителя;
- Индекс грузоподъемности шин, который предназначенных для легковых автомобилей.
Для производства шин используются разные материалы. Бескамерные и камерные шины изготавливаются из резины, металлокорда, проволоки или кордовой технической ткани. В большинстве случаев шины изготавливаются из резины, в основу которой входит синтетический каучук. Камеры делают также из резины, а ободные ленты производят на основании регенерата автомобильных покрышек.
Производство камер и шин состоит из большого количества разных процессов. Изготовление шин является самым сложным из таких моментов. Прежде всего, подготавливается каучук, резиновые смеси, протекторы, крылья и другие детали, которые необходимы для сборки и формирования шины.
Ремонт шин с применением специальных пластырей для холодной вулканизации представляет собой достаточно сложный процесс.
При ремонте радиальных шин следует визуально их осмотреть. Если вы увидели некоторые повреждения в маркированной зоне, такая шина ремонту не подлежит. После осмотра, аккуратно вырежьте, с помощью ножа, поврежденную резину. После этого, с помощью кусачек, можно удалить поврежденную проволоку корда. При выполнении таких работ необходимо использовать защитные очки.Перед тем, как будете дальше работать с шиной, ее следует хорошо просушить в сушильной камере. Окончания всех трещин, которые существуют, следует сделать круглыми с помощью специальной заточенной трубки.

Повреждение автомобильной шины
С помощью отрезного диска обрежьте воронку повреждения, и только после этого обработайте резину шероховальным кольцом. Поверхность резины, которую вы обработали, не должна быть гладкой.
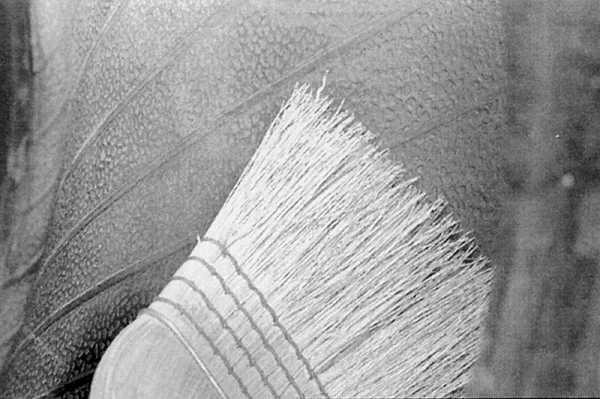
Во время процесса обработки резины она не должна подгореть. Затем поверхность места, где было повреждение, следует обработать проволочной щеткой снаружи, а также внутри шины.
С помощью пылесоса удалите всю пыль и резиновую крошку. Никогда в таком случае не применяйте очистку, которая осуществляется с помощью масла или влаги.
Теперь замерьте точный размер вашего повреждения, выберите специальный пластырь, и отметьте его номер на шине с помощью мела.
Далее тщательно перемешиваем Термораствор, и наносим его на поверхность воронки шины. Дайте шине просохнуть на протяжении одного часа. Чтобы проверить высыхание можно пальцем попробовать тыльную сторону, в результате чего не должно быть прилипания. После того, как первый слой станет сухим, можно уверенно наносить второй слой раствора, который высохнет на протяжении 15 минут.
Чтобы заполнить воронку повреждения следует нарезать полосок сырой резины, ширина которых должна составлять 10-15 минут, после этого на специальной плите нагрейте их. Для ускорения такого процесса можно использовать экструдер.
Заполните воронки разогретой резиной, и закройте воронку накладками из сырой резины, после чего прикатайте их с помощью зубчатого ролика. Все неровности следует обрезать с помощью ножа, но уровень сырой резины должен быть больше, чем общий уровень поверхности.

Ремонт шины
С помощью специальных линий можно гарантировать расположение нагревателя вулканизатора по центру места, которое вы ремонтируете.
Теперь обрабатываем поверхность воронки Термораствором и накрываем ее термостойкой фольгой снаружи, а также внутри шины.
После этого начинаем вулканизацию, которая состоит из:
- 20 минут, чтобы нагреть нагреватель;
- 40 минут для полного прогрева подушки, которая выравнивает давление;
- 4 минуты для работы над каждым мм. толщины.
Перед тем, как вы начнете устанавливать пластырь, тщательно проверьте качество резины в месте ремонта. Для этого снимите слой наваренной резины, и в том случае, если вы увидели много воздушных пузырей, необходимо сделать вулканизацию еще раз.
Для установки пластыря следует сделать вспомогательные линии, которые помогут установить пластырь по центру места ремонта. Установите пластырь на внутреннюю сторону шины в месте ремонта таким образом, чтобы специальные линии на шине, а также на пластыре полностью совпадали.
Обработайте шину внутри с помощью металлической щетки и поставьте ее таким образом, чтобы то место, которое вы ремонтировали, оказалось сбоку. Шина должна сохнуть на протяжении 15 минут.
Ремонт диагональных шин тоже имеет свои характеристики.
Прежде всего, следует вырезать дефекты в месте ремонта в форме воронки таким образом, чтобы все слои корда были удалены. После этого просушите шину с помощью сушильной камеры.
Обработайте все повреждения очистителем Ликвид Баффер, и избавьтесь от загрязнений. Теперь округлите трещины специальной заточенной трубкой. Поверхность обязательно должна быть шероховатой. Вулканизацию необходимо проводить с помощью вулканизатора «Минимастер».
После того, как шина полностью остынет, можно начинать установку пластыря.
Читайте также: 5 лучших производителей автомобильных щеток стеклоочистителей по мнению проекта REMONTO5.RU
Автор:Равиль Салихов
КОММЕНТАРИИ: (0)
www.remonto5.ru
| 1 |
| Тщательно осмотрите покрышку при хорошем освещении изнутри и снаружи, чтобы определить, подлежит ли покрышка ремонту. Если в покрышках есть вода, то нужно высушить ее в течение 24 часов. Покрышка не подлежит ремонту при следующих условиях:
|
| 2 |
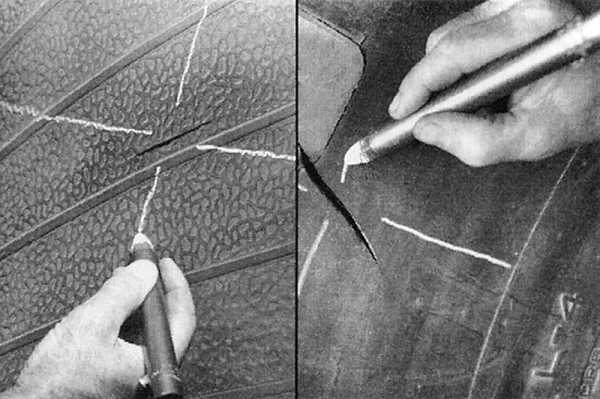
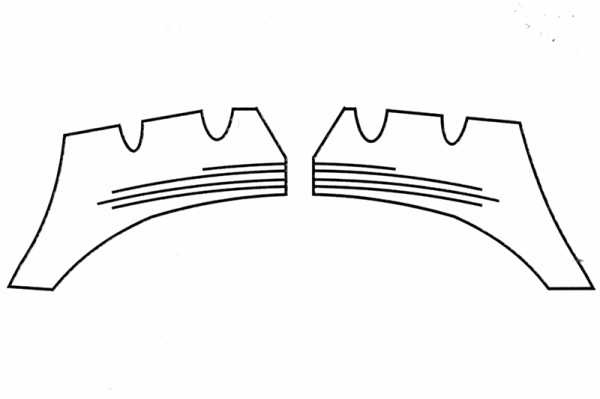
| При осмотре найдите и отметьте все повреждения изнутри и снаружи покрышки с помощью маркировочного воскового мелка № 951 длинными линиями, пересекающимися под прямым углом. Это поможет потом отцентрировать по ним вулканизатор и заплату. |
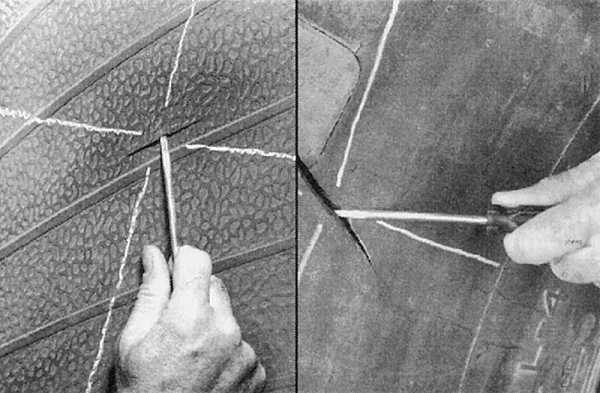
| 3 |
| После осмотра покрышки проверьте повреждение изнутри и снаружи шилом № 910 или 915 для определения расслоения слоев корда и длины повреждения. |
| 4 |
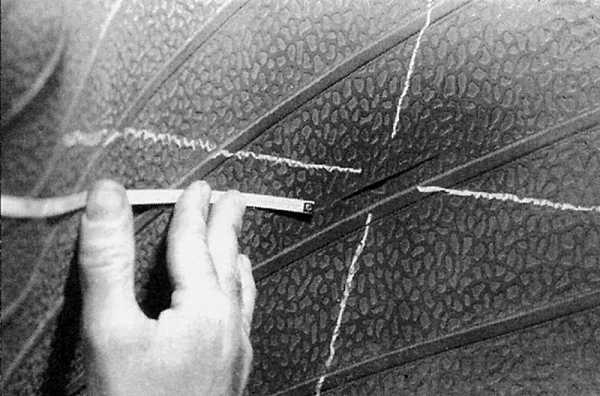
| При ремонте повреждения в боковой поверхности измерьте расстояние от края борта по контуру покрышки до края повреждения. |
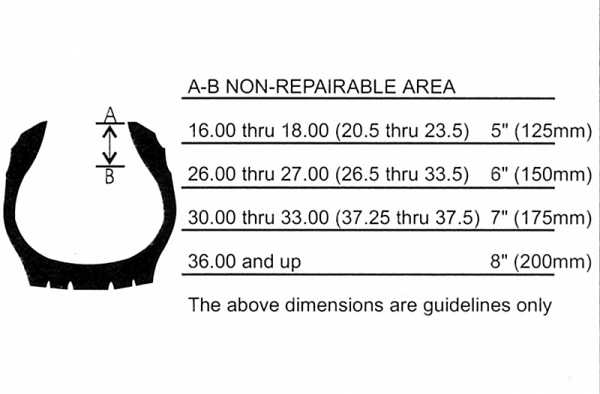
| 5 |
| По таблице посмотрите размер неремонтируемой зоны покрышки и, используя измерения из предыдущего пункта, определите, находится ли повреждение в пределах этой зоны. |
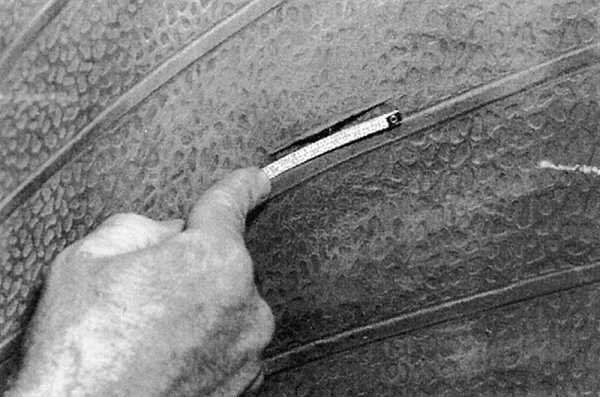
| 6 |
| Измерьте длину повреждения и посмотрите на таблицу выбора заплат TOR, чтобы определить, подлежит ли покрышка ремонту. Рекомендуется, чтобы размер повреждения на диагональных покрышках внедорожной техники не превышал 1/3 поперечного сечения покрышки в любом направлении. |
| 7 |
| Очистите область изнутри покрышки вокруг повреждения на ширину 100 мм во всех направлениях чистящей жидкостью № 704E в виде аэрозоля из атомайзера №975. Помещение при этом должно хорошо проветриваться. |
| 8 |
| Пока чистящая жидкость еще не высохла, удалите грязь скребком№ 933. Повторите этот процесс 2-3 раза. |
| 9 |
| Чистой тряпкой, смоченной чистящей жидкостью, очистите область на расстоянии 75 мм по периметру повреждения снаружи покрышки. |
| 10 |
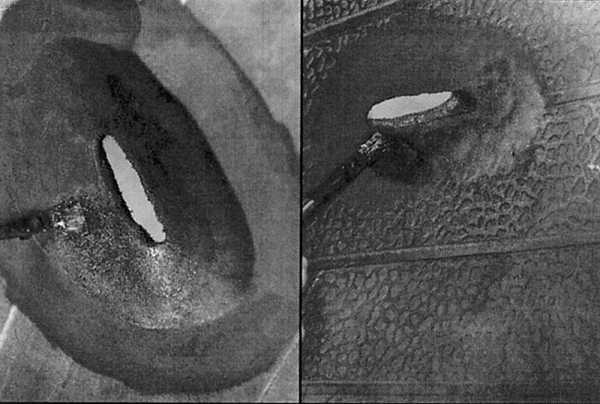
| Наружная резина должна удаляться примерно под углом 45° для повреждений в боковой поверхности и под углом 60° для повреждений в зоне протектора и плечевой области. Слои корда удаляются под углом 90°, чтобы повреждение было как можно меньше. |
| 11 |
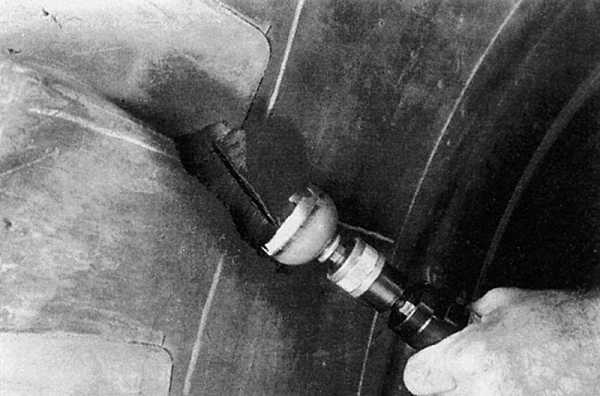
| Удалите резину в месте повреждения с внешней стороны покрышки колпачковыми обрезателями, установленными нанизкооборотной пневмодрели (максимальная скорость вращения 4000 об/мин). Внимание! Старайтесь не повредить при этом стальные нити корда. Всегда надевайте защитные очки. |
| 12 |
| Удалите все поврежденные нити корда специальным гибким ножом №940. Корд должен удаляться под углом 90°. Закруглите края повреждения во избежание дальнейшего его увеличения. |
| 13 | | Проверьте повреждение по периметру, чтобы определить, что все поврежденные нити корда удалены. |
| 14 | | Для удаления неровностей обработайте края поврежденияшерохователем типа “карандаш” c крупным зерном SSG 330, установленным на низкооборотной дрели S1036, а затем таким же шерохователем с мелким зерном SSG 170 – для получения необходимой текстуры резины между слоями корда. |
| 15 | | Используя крупнозернистый шероховальный круг нанизкооборотной дрели, удалите всю подгоревшую резину и неровности и постарайтесь, чтобы угол скоса повреждения был 45°, если оно на боковой поверхности шины, а на повреждениях в плечевой области и в области протектора 60°. |
| 16 | | Для получения более гладкой поверхности нужно обрабатывать повреждение среднезернистым шероховальным кругом нанизкооборотной дрели. Если Вы используете крупнозернистый круг в пункте 15, то пункт 16 можно не выполнять. |
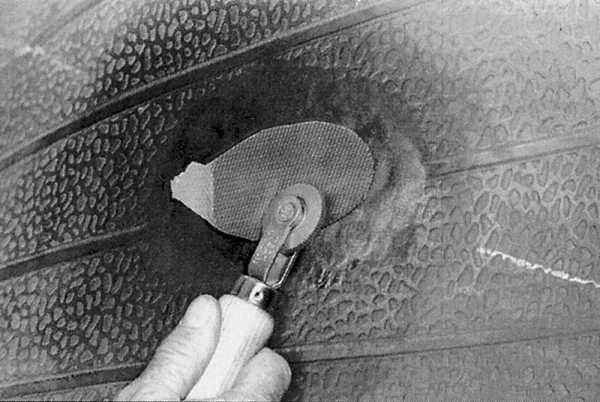
| 17 | | Используя шероховальную полусферу на низкооборотной дрели, обработайте область по периметру вокруг повреждения на ширину примерно 50 мм с внешней стороны покрышки. Этот процесс снимает легкое окисление и готовит поверхность повреждения для вулканизации сырой резины. Все глубокие порезы или глубокое окисление должны быть ликвидированы перед их заполнением сырой резиной. |
| 18 | | Перед шерохованием повреждения с внутренней стороны удалите грязь щеткой. |
| 19 | | Если Вы используете вулканизатор, обработайте область по периметру вокруг повреждения на ширину 50 мм изнутри покрышки мелкозернистой полусферой. Если Вы используете вулканизационную камеру, переходите к пункту 60 для подготовки повреждения изнутри к вулканизации. |
| 20 | | Измерьте максимальную глубину повреждения для расчета времени вулканизации до заполнения повреждения сырой резиной и запишите значение глубины на покрышке снаружи. |
| 21 | | Измерьте максимальную длину повреждения корда, чтобы определить размер заплаты. |
| 22 | | Определите число слоев корда на покрышке, затем по таблице выбора заплат TOR выберите заплату. |
| 23 | | Пылесосом S999 удалите частицы резины вокруг повреждения изнутри и снаружи покрышки. |
| 24 | | Очистите область вокруг повреждения снаружи покрышки чистой тряпкой, смоченной чистящей жидкостью ТЕСН. Дайте ей высохнуть в течение 3-5 минут. |
| 25 | | Очистите область вокруг повреждения изнутри покрышки чистой тряпкой, смоченной чистящей жидкостью ТЕСН. Дайте ему высохнуть в течение 3-5 минут или более при высокой влажности. Удваивайте время высыхания, если корд обнажен. |
| 26 | | Нанесите тонкий, ровный слой клея для горячей вулканизацииTEMVULK на область вокруг повреждения изнутри и снаружи покрышки. Дайте клею высохнуть в течение 15 минут и удвойте время высыхания при высокой влажности, если корд обнажен. |
| 27 | | Отрежьте кусок сырой резины толщиной 3 мм и размером примерно на 25 мм больше размера повреждения и положите его на повреждение изнутри покрышки. Он будет использоваться как платформа. |
| 28 | | Тщательно прикатайте эту платформу раскаткой № 936 от центра к краям. |
| 29 | | Нарежьте достаточное количество полос сырой резины для заполнения повреждения и положите их на поддон, нагретый до температуры 50-55°С. Нагрев сырой резины сокращает возможность сохранения воздуха в ней. |
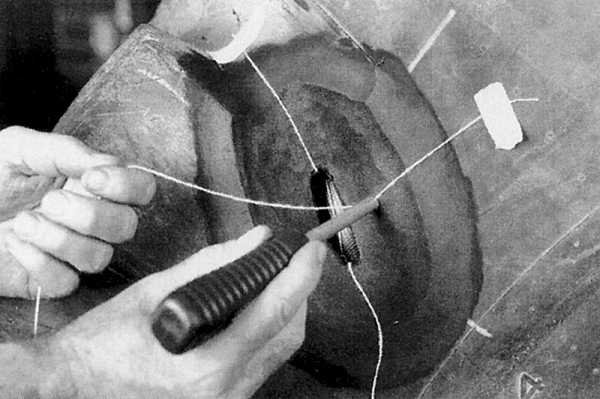
| 30 | | Перед заполнением повреждения сырой резиной положите на него крест-накрест тонкие х/б нити, как показано на рисунке. Они должны заканчиваться на расстоянии 50 мм от краёв повреждения. Эти вентиляционные нити позволяют лишнему воздуху выходить из резины при вулканизации. |
| 31 | | Начинайте заполнять повреждение полосами предварительно нагретой сырой резины толщиной 3 мм, уплотняя их специальной трамбовкой, чтобы воздух не скапливался в резине. |
| 32 | | Заполняйте до того момента, когда можно использовать раскатку, прокатайте сырую резину так, чтобы повреждение было заполнено до уровня 3-6 мм над поверхностью покрышки. При подготовке повреждения в плечевой области или в зоне протектора нужно сделать перемычку в канавке протектора, чтобы резина не вытекала при вулканизации. Перемычки можно делать из частиц резины, остающихся при шероховке, из алюминиевой фольги или алебастра. |
| 33 | | Снимите с платформы сырой резины, уложенной в пункте 27, защитное полиэтиленовое покрытие. |
| 34 | | Для расчета времени вулканизации имейте ввиду, что для вулканизации каждых 3 мм сырой резины при температуре 149°С требуется 10 минут. Также прибавляйте рекомендуемое производителем время нагрева вулканизатора, если он холодный. Пример: толщина платформы – 3 мм, глубина повреждения – 35 мм, превышение уровня заполнения сырой резиной над поверхностью покрышки – 6 мм. Итого – 44 мм. Время вулканизации – 15×10=150 минут. |
| 35 |  | Перед включением вулканизатора убедитесь, что внутренняя и наружная пластины должным образом прижимаются к покрышке. |
| 36 |  | Используя указательные линии, установите вулканизатор по центру повреждения. Затяните его в соответствии с рекомендациями производителя. |
| 37 | Подайте давление на вулканизатор и установите на таймере время вулканизации. Не оставляйте включенный вулканизатор без внимания. | |
| 38 | По окончании вулканизации снимите вулканизатор и дайте покрышке остыть до комнатной температуры. | |
| 39 |  | Используя указательные линии, положите заплату на середину повреждения изнутри покрышки и обведите ее по периметру на расстоянии 25 мм. Это будет указателем для последующей механической обработки. |
| 40 |  | Очистите обведенную область изнутри покрышки чистящей жидкостью в виде аэрозоля из атомайзера. |
| 41 | 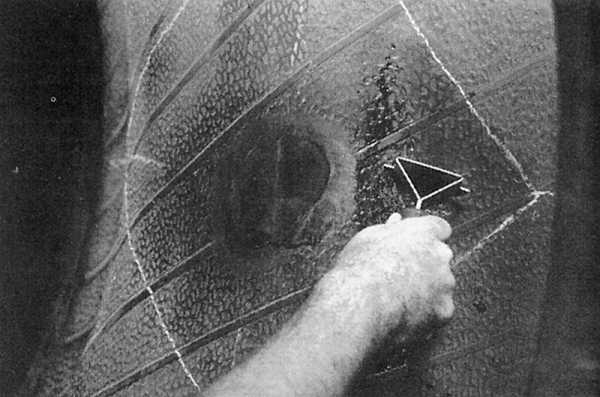 | Пока чистящая жидкость еще не высохла, снимите грязь и верхний слой резины скребком. Повторите это 2-3 раза. |
| 42 |  | Удаление серого бутилового верхнего слоя резины изнутри покрышки рекомендуется на покрышках с числом слоев корда больше 20 для увеличения адгезии. На рисунке показано, как отмечать область для снятия. Далее в пунктах 64 и 65 подробно описано, как отмечать разные области вокруг заплаты для обработки. |
| 43 |  | Используя крупнозернистую шероховальную полусферу нанизкооборотной дрели, снимите верхний слой резины в пределах меньшей (внутренней) области вокруг заплаты, отмеченной на покрышке. При этом полусфера всегда должна быть направлена в сторону снимаемой поверхности. Обрабатывайте до тех пор, пока слегка не появится слой резины с кордом. Вы заметите его появление по изменению цвета. |
| 44 |  | Далее обработайте появившийся слой резины среднезернистой или мелкозернистой шероховальной полусферой на низкооборотной дрели до получения ровной текстуры. Далее сформируйте скос по направлению к первоначальному контуру заплаты. Затем слегка обработайте поверхность покрышки за пределами заплаты. |
| 45 |  | Металлической щеткой на низкооборотной дрели удалите все остатки резины с отмеченной области. |
| 46 | 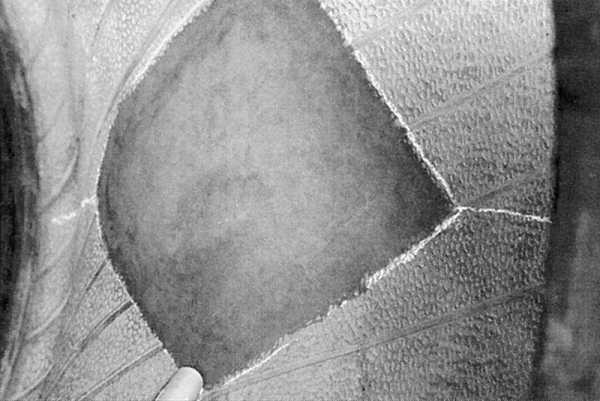 | Вакуумным пылесосом удалите все частицы резины с обработанной области. |
| 47 | 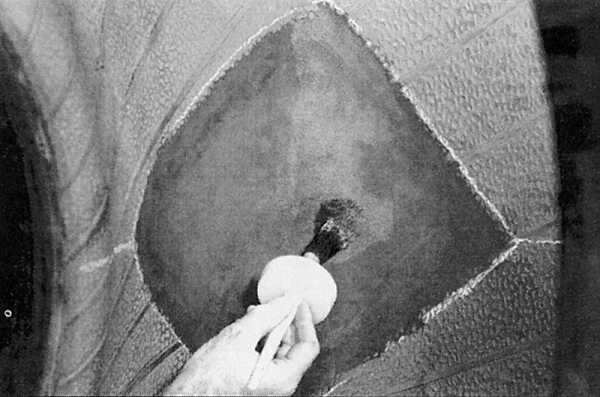 | Нанесите на всю очищенную область слой клея для холодной вулканизации CHEMICAL VULCANIZING FLUID и дайте ему высохнуть в течение 3-5 минут. Если виден обнаженный корд, нанесите второй слой клея и снова дайте ему высохнуть. |
| 48 |  | Разорвите перфорацию на защитном синем полиэтиленовом покрытии заплаты и снимите его. Не касайтесь серого слоя резины во избежание его загрязнения. |
| 49 |  | Нанесите слой того же клея на заднюю поверхность заплаты и дайте ему высохнуть. Это нужно для увеличения адгезии заплаты к покрышке. |
| 50 | 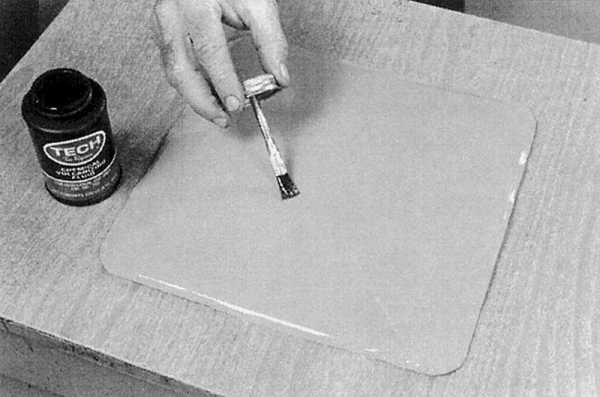 | После высыхания клея снова приложите синее полиэтиленовое покрытие к краям заплаты. Оставьте открытым участок серого слоя заплаты шириной 75-100 мм посередине. |
| 51 |  | Положите заплату по центру повреждения так, чтобы стрелка на заплате, указывающая на борт, действительно была направлена в сторону борта. Используйте для этого ранее отмеченные линии. |
| 52 |  | Используя пневмомолоток S990 прижмите заплату к поверхности покрышки от центра к краям. |
| 53 | По мере применения пневмомолотка снимайте полиэтиленовое покрытие, но сразу не более, чем по 50 мм во избежание сохранения воздуха под заплатой. | |
| 54 | 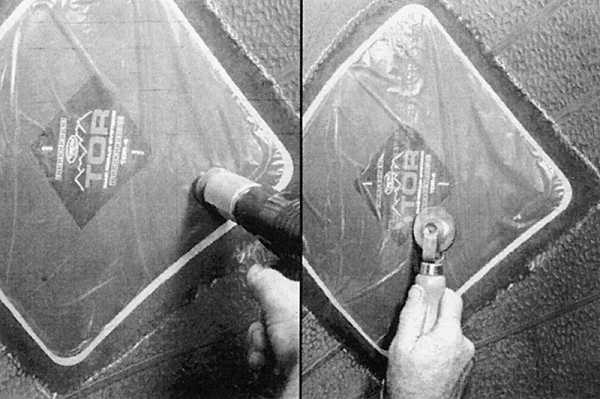 | После снятия каждых 50 мм покрытия обрабатывайте их пневмомолотком S990 и раскаткой № 936 и так далее до края заплаты. |
| 55 |  | Снимите защитное прозрачное полиэтиленовое покрытие сверху заплаты. Проверьте, нет ли воздушных мешков под заплатой. Если они есть, снова прокатайте эти места раскаткой. |
| 56 | 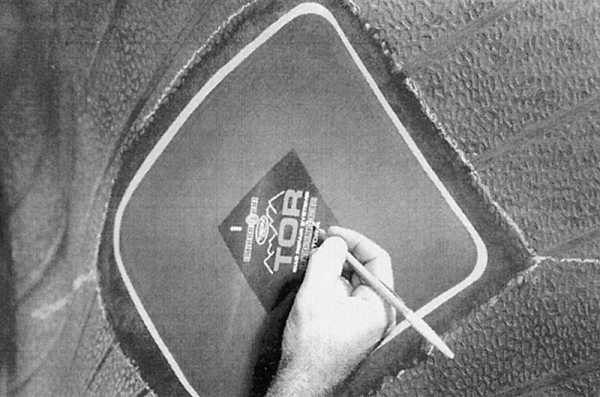 | Запишите дату установки заплаты. |
| 57 |  | При ремонте бескамерной покрышки нанесите герметик заплат № 738 на края заплаты и по периметру вокруг заплаты. |
| 58 |  | Механически обработайте область вокруг заплаты с наружной стороны покрышки шероховальной полусферой до получения ровной поверхности на одном уровне с первоначальной поверхностью покрышки. Это позволит отремонтированной области иметь такую же гибкость, как и вся покрышка. |
| 59 |  | Для увеличения адгезии рекомендуем монтировать покрышку на обод и накачать ее до 50 P.S.I. Через 24 часа покрышка готова к эксплуатации. |
| 60 |  | Если Вы используете вулканизационную камеру, измерьте максимальную глубину повреждения, чтобы рассчитать время вулканизации. Расчет времени вулканизации не может быть закончен, пока повреждение не будет заполнено. |
| 61 |  | Измерьте максимальную длину зоны повреждения корда, чтобы определить размер повреждения. Определите число слоев корда в покрышке и выберите заплату по таблице Tech T.O.R. |
| 62 | 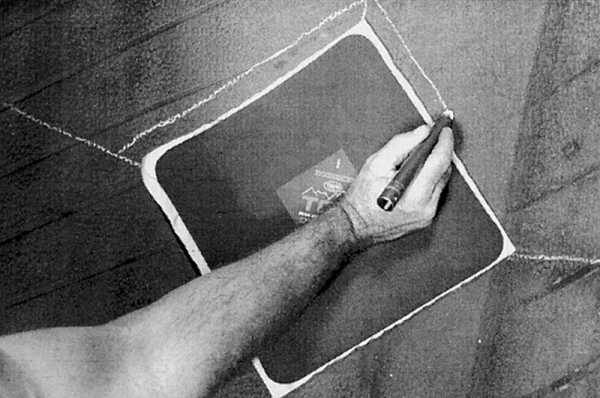 | Положите ранее определенную заплату T.O.R. на повреждение и обведите ее по периметру на расстоянии примерно 25 мм от края заплаты. Эта линия является указателем для обезжиривания и шерохования. |
| 63 | 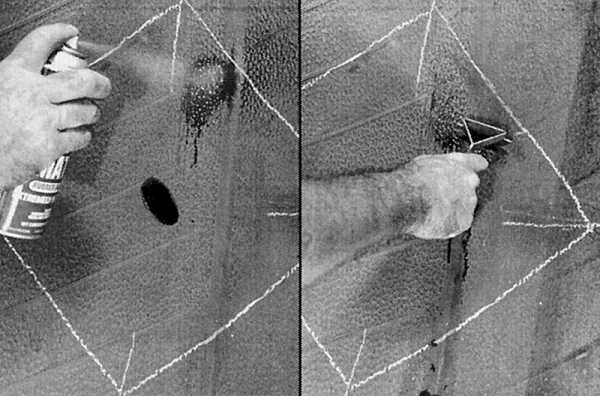 | Нанесите очиститель № 704E (Rub-O-Matic) с помощью аэрозольного распылителя № 975 на отмеченную область покрышки. Пока она еще не высохла, снимите верхний слой грязи скребком. Повторите эту операцию 2-3 раза. |
| 64 |  | Снятие серого бутилового слоя резины изнутри рекомендуется на покрышках с количеством слоев корда больше 20. На рисунке приведена диаграмма, на которой показано, как обвести область для удаления внутреннего слоя резины. |
| 65 |  | Положите заплату на повреждение и обведите заплату по периметру. Снимите заплату и проведите линию внутри на расстоянии 25 мм от контура заплаты. |
| 66 |  | Крупнозернистой полусферой на низкооборотной дрели снимите верхний слой резины в пределах самой маленькой отмеченной области. Полусфера всегда должна быть направлена на снимаемую область. Обрабатывайте до тех пор, пока слегка не появится каландровый слой резины. Вы сможете определить это по изменению цвета. |
| 67 |  | Среднезернистой или мелкозернистой полусферой на низкооборотной дрели обработайте каландровый слой резины до получения ровной текстуры. Затем сформируйте наклон по направлению к первоначальному контуру заплаты. После этого слегка обработайте поверхность покрышки изнутри за пределами контура заплаты. |
| 68 |  | Очистите область вокруг повреждения изнутри и снаружи покрышки проволочной щеткой на низкооборотной дрели. |
| 69 |  | Обработайте область вокруг повреждения изнутри и снаружи покрышки сжатым воздухом для удаления частиц резины. Не используйте для этого линию подачи воздуха, так как в ней есть масло и вода, которые могут загрязнить обработанную область. |
| 70 | 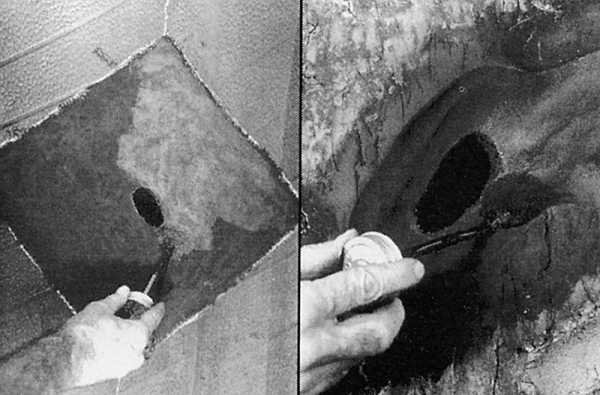 | Нанесите ровный слой клея для горячей вулканизацииTEMVULK вокруг повреждения с наружной и внутренней стороны покрышки и дайте ему высохнуть в течение 15 минут или более во влажных условиях. Удваивайте время высыхания при нанесении клея на поврежденный корд. Если Вы используете клей для холодной вулканизации CHEMICAL VULCANIZING FLUID, дайте ему высохнуть в течение 3-5 минут. На поврежденный корд нужно наносить 2 слоя клея. |
| 71 | 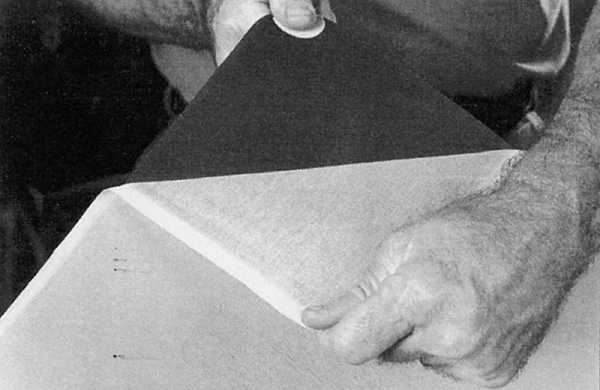 | Снимите защитное покрытие с заплаты, не касаясь серого слоя во избежание его загрязнения. |
| 72 | 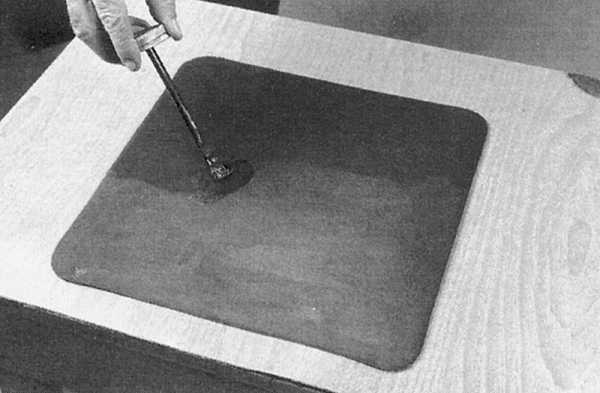 | Нанесите клей для горячей вулканизации на заднюю сторону заплаты и дайте ему высохнуть в течение 15 минут или более при повышенной влажности. После высыхания клея снова наложите защитное покрытие на заплату. |
| 73 |  | Положите заплату на сырую резину толщиной 1,5 мм или 3 мм и прокатайте раскаткой от центра к краям. После прокатывания отрежьте сырую резину на расстоянии примерно 6 мм от края заплаты. |
| 74 | 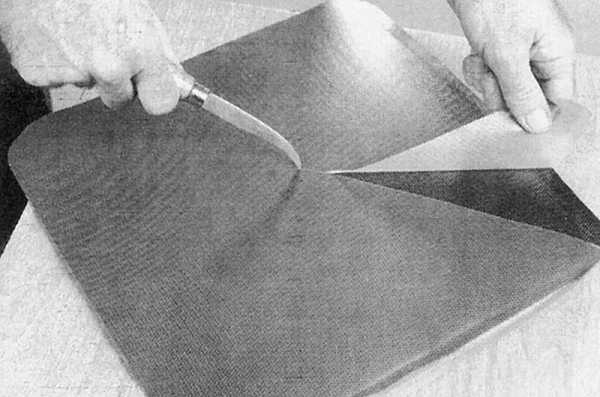 | Слегка согните заплату и разрежьте защитное покрытие в направлении, противоположном стрелке, указывающей на борт. Снимите защитное покрытие, чтобы обнажить 75-100 мм сырой резины. |
| 75 |  | Установите заплату по центру повреждения так, чтобы стрелка, указывающая на борт, действительно была направлена к борту покрышки. Для этого используйте указательные линии. |
| 76 |  | Используя пневмомолоток, прижмите заплату к месту ремонта, а затем прикатайте ее раскаткой, двигаясь от центра к краям. |
| 77 | Снимайте сразу примерно 50 мм защитного синего покрытия и прокатывайте заплату, пока вся заплата не будет прикатана полностью. Если Вы используете ремонт без вулканизации, снимите белое защитное покрытие. Примечание: если покрышка должна вулканизироваться в вулканизационной камере, положите на внешний край заплаты и на зону обработки за пределами заплаты полосу сырой резины толщиной 1,5 мм и шириной 50-75 мм в зависимости от размера заплаты. | |
| 78 | Запишите дату ремонта на борте покрышки. | |
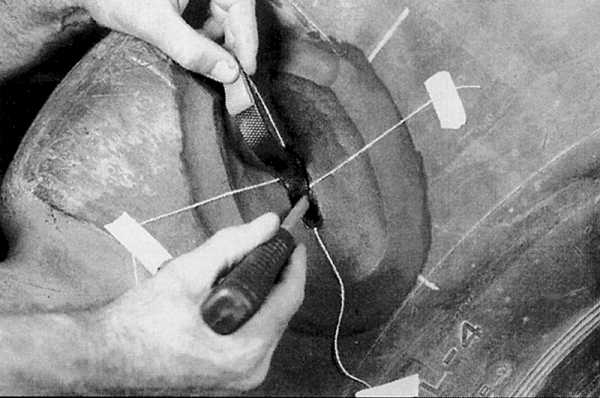
| 79 | Перед заполнением повреждения положите в него хлопковые тонкие нити на расстоянии примерно 40 мм друг от друга. Они должны выходить за пределы повреждения на 50 мм как показано на рисунке. Эти нити необходимы для снижения давления и выхода воздуха из зоны корда покрышки. | |
| 80 | Уложите в повреждение полосы резины толщиной 3 мм, предварительно нагретые до температуры 120-130°С, и уплотните их с помощью трамбовки. | |
| 81 | Закончите процесс заполнения сырой резиной толщиной 6 мм ираскаткой. Сырая резина должна выступать над поверхностью покрышки на 3-6 мм, чтобы на нее оказывалось равномерное давление. | |
| 82 | Время вулканизации зависит от глубины повреждения, толщины заплаты и возвышения слоя сырой резины над поверхностью покрышки. Время вулканизации сырой резины толщиной 3 мм при температуре 149°С составляет 10 минут. Пример расчета: толщина заплаты – 6 мм, глубина повреждения – 50 мм, превышение сырой резины над поверхностью покрышки – 6 мм. Итого – 62 мм. Значит, 20 x 10 = 200 минут. | |
| 83 | При ремонте повреждений в области протектора и в плечевой области необходимо поставить перемычку в канавке протектора, чтобы остановить поток резины во время вулканизации. Покрышка готова к вулканизации. | |
| 84 | После вулканизации дайте покрышке остыть до комнатной температуры перед механической обработкой ее снаружи. Осмотрите заплату, чтобы убедиться в том, что вулканизация прошла нормально, воздух не остался в резине. | |
| 85 | Отрежьте всю лишнюю и недовулканизированную резину снаружи покрышки. | |
| 86 | Обработайте место ремонта покрышки снаружи до поверхности покрышки шероховкой на низкооборотной дрели, следя за тем, чтобы она вращалась от центра к краям. | |
| 87 | Нанесите герметик № 738 на края заплаты для воздухонепроницаемости. | |
| 88 | Покрышка готова к эксплуатации. |
















www.auto-viko.ru
Сложные технологии в ремонте и вулканизации шин
Сложные технологии в ремонте и вулканизации шин
Сложные технологии в ремонте и вулканизации шин
Ремонт бескамерных шин выделен в отдельный вид ремонта совсем неслучайно. Вне всякого сомнения, бескамерные шины обладают рядов важных преимуществ в процессе эксплуатации, но ремонтировать их намного сложнее, чем шины с камерами. Вулканизация шин, которые не имеют камер, это сложная технология, которой необходимо придерживаться от начала робот до их завершения. Начинается ремонт бескамерных шин с процесса демонтажа, который необходимо провести максимально аккуратно. Достаточно на минуту потерять бдительность и повредить бортовые закраины, что приведет к полной разгерметизации шины. Ремонт бескамерной шины нужно выполнять только на специализированном оборудовании. Например, для снятия и монтажа лучше всего использовать шиномонтажный станок. Ряд таких станков идут уже в модификации TI, то есть в конструкции уже предусмотрен блок, который можно использовать для накачки бескамерных шин.
1. Двухэтапный метод ремонта шин. (Метод
“холодной вулканизации”)
Именно этот способ ремонта пришел в Россию из-зарубежа и стал известен как “холодная вулканизация”. Производится он в два этапа. Сначала выполняется наружный косметический ремонт шины путем горячей вулканизации сырой резины. Затем проводится повторная зачистка ремонтной поверхности внутри покрышки, и устанавливается пластырь. Дальнейшая “холодная” вулканизация пластыря протекает медленно при температуре окружающей среды. По рекомендациям производителей после ремонта “холодным” способом шина должна отстояться не менее 24 часов при температуре 20°С. При снижении температуры окружающей среды сроки необходимой выдержки увеличиваются. Первое время, когда самовулканизирующиеся ремонтные материалы еще только появились на рынке России и были в диковинку, они преподносились продавцами как “панацея” от всех бед. Но прошло время и по мере накопления практического опыта наряду с преимуществами проявились и недостатки, о которых продавцы предпочитают умалчивать, вполне логично опасаясь потерять рынок сбыта. Ремонт двухэтапным методом производится, как правило, в мастерских, где для ремонта имеется только С-образный вулканизатор с плоскими нагревательными элементами малой площади. В России такие вулканизаторы широко представлены продукцией зарубежных производителей Tip-Top и ТЕСН, а также их отечественными аналогами из Омска и Златоуста. Несмотря на привлекательный внешний вид конструктивные особенности этих вулканизаторов не позволяют достичь нужного качества, и поэтому их можно рекомендовать только для ремонта несложных повреждений. Для профессиональных целей вулканизаторы этой конструкции следует комплектовать профильными нагревательными элементами большей площади, способными обжимать ремонтный участок без деформации каркаса шины. Использование в работе таких вулканизаторов не позволяет избавиться от проблем, характерных для “холодной” вулканизации. Главной проблемой “холодного” двухэтапного ремонта является С-образный вулканизатор нестабильное качество, когда для косметического ремонта любое отклонение от технологии может явиться причиной брака. А как правило, в условиях придорожного автосервиса именно условие соблюдения технологии и не выполняется, Причина кроется в отсутствии необходимого инструмента и недостаточной квалификации персонала. К тому же, не хватает времени следовать всем технологическим тонкостям. Поэтому для России более приемлем менее проблемный одноэтапный метод ремонта.
2. Одноэтапный метод ремонта шин (метод
“Термопресс”).
Особеность этого метода, разработанного специально для наших дорог, состоит в том, что горячая вулканизация косметической сырой резины и химическая вулканизация пластыря идут одновременно под давлением 4кг/см и температуре 130-150°С. На ремонт легковой шины требуется в среднем от 40 до 60 минут, а для ремонта грузовых шин необходимо 2-4 часа, в зависимости от толщины ремонтируемого участка. В мировой практике одноэтапный метод используется для ремонта грузовых и крупногабаритных шин, работающих в тяжелых дорожных условиях. В России для ремонта грузовых шин раньше применялось специальное оборудование, которое целесообразно было иметь только на больших предприятиях. Для нужд небольших мастерских предлагался ряд импортных вулканизационных систем производства фирмы “Монофлекс”. Но из-за высокой цены, диктуемой торговыми посредниками, это столь необходимое оборудование оставалось невостребованным, и поэтому при ремонте шин повсеместно применялась двухэтапная технология, заметно уступающая по надежности, но не требующая значительных затрат на оборудование. С началом производства отечественных аналогов “Монофлекса”, у многих шиноремонтников появилась реальная возможность приобретать это необходимое оборудование по доступной цене и с помощью него начинать работать на качественно новом уровне. В 2006 году компания РОССВИК приступила к серийному выпуску вулканизационных систем “Термопресс-520” , “Термопресс-820” и “Термопресс-1100” созданных для ремонта грузовых, сельскохозяйственных и карьерных шин по одноэтапной технологии в условиях небольших шиноремонтных мастерских. К разработке системы на ключевых этапах привлекались специалисты предприятия НОРДШИНА, занимающегося ремонтом карьерных и внедорожных шин в республике Карелия. Испытания и доводка оборудования проводились на протяжении нескольких лет в условиях динамично растущего шиноремонтного производства. Отличительной особенностью новой разработки стала ее универсальность, позволяющая производить ремонт грузовых шин большего диапазона размеров и при более высоких технологических параметрах, чем это возможно на аналогичном оборудовании других
производителей. А для ремонта легковых шин одноэтапным методом выпускается усиленный 2-х стоечный вулканизатор со смещенным центром “Термопресс-1M “. Экспресс-ремонт легковых шин лучше производить на двухстоечном винтовом вулканизаторе, укомплектованном большой профильной плитой. Из всего многообразия вулканизаторов эта конструкция оказалась самой удачной для ремонта автошин размером до 18 дюймов. Главным преимуществом одноэтапного метода является то, что прочность связи пластыря с шиной всегда будет выше, чем при двухэтапном ремонте. При этом время ремонта будет самым минимальным, тогда как ремонт в два этапа требует дополнительной выдержки пластыря после установки на шину не менее
24 часов при 20°С. Преимущество одноэтапного метода заключается в возможности исправить ошибки, допущенные при подготовке шины, даже на последней стадии ремонта, когда ремонтируемая зона с пластырем прогревается под давлением. Именно на этом этапе происходит резкое увеличение прочности соединения пластыря с покрышкой. И рост настолько большой, что с запасом перекрывает все ошибки, допущенные в процессе подготовки.
ts-56.ru
Вулканизация шин горячая и холодная: вулканизация бокового пореза, грузовых шин, вулканизация пореза шины, ремонт резины горячей вулканизацией, круглосуточный ремонт шин с выездом на место
Шины в наличии КРУГЛОСУТОЧНО!ДОСТАВКА 24/7 – БЕСПЛАТНО
при заказе шиномонтажа. ЗВОНИТЕ!
Весь месяц СКИДКА 15% на следующие модели авто:
Kia Rio, Лада Гранта, Лада Веста, Hyundai Solaris, Volksvagen Polo, Лада Ларгус, Renault Logan
МЕНЮ
Услуги
 Центр Mobileshina24 – один из лидеров оказания услуг выездного шиномонтажа по Москве и Подмосковью. Вы можете обращаться к нам в случае аварийных ситуаций и плановых ремонтов. Наши специалисты, осуществляющие круглосуточное дежурство во всех районах столицы, оперативно подъедут и помогут на месте справиться с любыми возникшими проблемами.
Мы содержим собственный автопарк, оборудованный всем необходимым для проведения качественного ремонта шин и дисков, после проведения которого транспортное средство сможет безопасно эксплуатироваться без каких-либо ограничений.
Инженеры Mobileshina24 проводят множество видов работ от сезонной замены покрышек до сложного ремонта боковых порезов шин горячей вулканизацией.
Центр Mobileshina24 – один из лидеров оказания услуг выездного шиномонтажа по Москве и Подмосковью. Вы можете обращаться к нам в случае аварийных ситуаций и плановых ремонтов. Наши специалисты, осуществляющие круглосуточное дежурство во всех районах столицы, оперативно подъедут и помогут на месте справиться с любыми возникшими проблемами.
Мы содержим собственный автопарк, оборудованный всем необходимым для проведения качественного ремонта шин и дисков, после проведения которого транспортное средство сможет безопасно эксплуатироваться без каких-либо ограничений.
Инженеры Mobileshina24 проводят множество видов работ от сезонной замены покрышек до сложного ремонта боковых порезов шин горячей вулканизацией.
 Необходимость ремонта шин вулканизацией возникает при серьёзных повреждениях их поверхности. Существует холодная вулканизация, проведение которой осуществляется с использованием специальной химии, и горячая вулканизация шин, проводимая с помощью сложного профессионального оборудования.
Чаще всего вулканизация в Москве выполняется в стационарных центрах. Мы же готовы осуществить эту сложную техническую процедуру на выезде, не требуя от автолюбителя куда-то ехать. Наши специалисты проведут ремонт шин горячей вулканизацией даже на дороге, вернув вашему автомобилю способность самостоятельно передвигаться.
Ремонт боковых порезов горячей вулканизацией проводится в несколько этапов:
Необходимость ремонта шин вулканизацией возникает при серьёзных повреждениях их поверхности. Существует холодная вулканизация, проведение которой осуществляется с использованием специальной химии, и горячая вулканизация шин, проводимая с помощью сложного профессионального оборудования.
Чаще всего вулканизация в Москве выполняется в стационарных центрах. Мы же готовы осуществить эту сложную техническую процедуру на выезде, не требуя от автолюбителя куда-то ехать. Наши специалисты проведут ремонт шин горячей вулканизацией даже на дороге, вернув вашему автомобилю способность самостоятельно передвигаться.
Ремонт боковых порезов горячей вулканизацией проводится в несколько этапов:
- Снятие покрышки с диска и аккуратное фрезерование поврежденного места.
- Зачистка и обезжиривания поверхности резины.
- Нанесение в несколько слоев специального состава и заполнение участка шины жидким каучуком.
- Термообработка на специальном станке, предназначенном для горячей вулканизации.
- Установка кордовой заплатки с внутренней части резины, предназначенной для дополнительного усиления боковой стенки.
- Финишная обработка участка покрышки после застывания жидкой резины.
- Доступность. Цена вулканизации заметно ниже стоимости новой покрышки.
- Оперативность. Даже при самом сложном повреждении, вулканизация бокового пореза шины полностью восстанавливает работоспособность колеса в кратчайшие сроки.
- Универсальность. Вулканизация резины может без проблем выполняться как для легковых, так и для грузовых авто, причем процесс вулканизации грузовых шин будет полностью аналогичным.
mobileshina24.ru