Хромирование гальваническое – Гальваническое хромирование: суть процесса, основы проведения
alexxlab | 17.09.2019 | 0 | Разное
Гальваническое хромирование: суть процесса, основы проведения
Гальваническое хромирование — это один из способов создания на поверхности изделий тонкого устойчивого слоя из чистого хрома, который почти в два раза тверже железа, имеет приятный серебристый цвет и отлично полируется. Хромовые покрытия применяют в защитных и в декоративных целях.
Гальваническому хромированию подвергают поверхности трения для создания устойчивого к коррозии антифрикционного слоя, который к тому же хорошо удерживает масло. Этот металл имеет прекрасное сцепление со сталью, никелем и медью, а также практически не окисляется и не отслаивается в процессе эксплуатации. Помимо прочего, хромовая гальваника применяется при изготовлении стойких к атмосферным воздействиям оптических отражателей, которые по своим качествам ничем не уступают амальгамированным.
Одной из главных особенностей гальванического хромирования является работа с пассивным анодом, т. е. покрывающий деталь хром поступает не из анодного металла, а из раствора хромовых кислот, что требует постоянной регенерации электролита. А основной недостаток этого технологического процесса — высокая токсичность соединений хрома и связанные с этим повышенные требования к системам промвентиляции, утилизации электролита и водоочистки.
Суть гальванического хромирования металла
В большинстве гальванических процессов источником покрывающего металла является анод. В отличие от этого при хромировании анионы возникают непосредственно из электролита, основой которого является раствор хромовых кислот, образующихся при растворении хромового ангидрида в воде. В такой технологии катодом обычно является обрабатываемая деталь, а в роли нерасходуемого пассивного анода выступают пластины или облицовка ванны, выполненные из инертного к кислотам электролита металла. Пассивные аноды в хромовой гальванике обычно изготавливают из свинца или его сплавов (с оловом и сурьмой). Хромовая кислота обладает сильными коррозионными свойствами, поэтому при производстве оборудования для хромирования применяют кислотостойкие материалы.

Выделение анионов хрома в объеме электролита в процессе хромирования происходит неравномерно, поэтому гальванические ванны оснащают специальными устройствами, обеспечивающими постоянную подачу перемешанного электролита в зону катода (к поверхности металла хромируемой детали). Кроме того, в связи с постоянным убыванием хрома электролит необходимо периодически регенерировать, добавляя в него хромовый ангидрид и расходуемые в процессе хромирования реагенты. Вид поверхности и механические свойства хромового покрытия напрямую зависят от компонентов электролитического раствора, степени его нагрева и плотности тока.
Варьируя эти показатели, можно добиться различных видов поверхности хромированного металла: от молочного и матового до зеркально-блестящего, – а также широкого диапазона значений твердости, плотности и пористости осажденного хрома.
Методика хромирования металла своими руками
Тому, кто собирается освоить хромирование металла в бытовых условиях, в первую очередь необходимо четко усвоить, что этот химический процесс связан с применением особо токсичных веществ, опасных для здоровья и наносящих вред природной среде. Поэтому ни о какой гальванике в домашних условиях не может быть и речи. Для хромирования необходимо подобрать нежилое помещение и по возможности оборудовать его хотя бы какой-нибудь вентиляцией. Также стоит заранее позаботиться об утилизации отработанного раствора и промывочной воды. Все работы следует выполнять в спецодежде и с применением средств индивидуальной защиты, используемых на химпроизводствах.
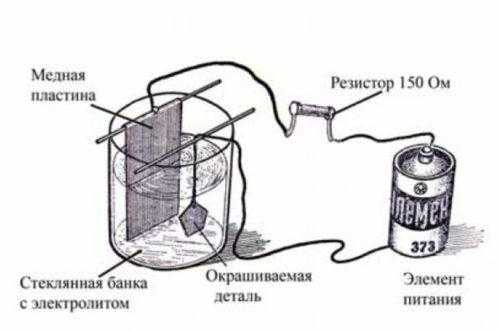
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления. О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Подготовка металла к хромированию ничем не отличается от приготовлений к любому другому гальваническому процессу. В первую очередь необходимо убрать остатки покрытий и ржавчину с хромированной поверхности. Первое выполняется с помощью металлических щеток и наждачной бумаги или же (если есть такая возможность) абразивоструйной обработкой. Для удаления ржавчины с металла можно также использовать механические методы, но лучше воспользоваться ортофосфорной кислотой.
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
Основными компонентами всех электролитов для хромирования металлов являются хромовый ангидрид и серная кислота. В промышленных гальванических растворах применяют различные добавки, но для домашнего мастера на первое время достаточно этих двух. При приготовлении электролита сначала в воде разводится серная кислота из расчета 1.5–2.5 г/л, а затем добавляется хромовый ангидрид в количестве 150–250 г/л. Точную пропорцию можно подобрать только экспериментально, оценивая результат хромирования поверхности металла (см. также ниже о возможных дефектах).
Возможные дефекты
При осмотре всех плоскостей металла после гальванического хромирования могут быть обнаружены специфические недостатки, которые чаще всего связаны с составом электролита и плотностью тока, но могут иметь и другие причины. Если хром не оседает на металл, то это может быть связано с недостаточной плотностью тока, избытком серной кислоты, завышенной температурой раствора или окислением анода. Если хромовое покрытие отслаивается от металла, то причиной этого может быть плохая очистка его поверхности и колебание токовых параметров в процессе хромирования. При превышении плотности тока на выступающих частях детали могут образовываться наросты, а поверхность хромированного металла становится матовой и неровной. При слишком маленькой плотности тока покрытие становится жестким и имеет «молочный» вид.
При гальваническом хромировании также важно пространственное положение детали. Оно должно обеспечивать свободный уход водорода, образующегося на поверхности металла, т. к. скопление это газа приводит к образованию неровностей и каверн.

Опасность для здоровья
При хромировании металлов основная опасность для здоровья персонала и окружающей среды исходит от хромового ангидрида (оксид шестивалентного хрома), который является главным компонентом во всех электролитах, а при растворении в воде образует не менее опасные хромовые кислоты. Все эти реагенты являются канцерогенами и очень токсичны (относятся к первому классу опасности). Оксиды и соли хрома малолетучи, но при использовании горячих электролитов могут захватываться парами воды. Другими токсичными веществами, образующимся в процессе гальванического хромирования, являются хроматы свинца и сульфаты бария.
А как вы относитесь к хромированию металлов в домашних условиях? Ведь в Интернете размещено множество статей, описывающих, как легко и просто это делается даже без особых навыков. Выскажите, пожалуйста, свое мнение в комментариях к этой статье.
wikimetall.ru
Хромирование в домашних условиях – технология металлизации
Хромированное покрытие способно изменить качественный и декоративный состав любого предмета. Многие фирмы предлагают услуги по металлизации элементов, но существует альтернатива дорогостоящей процедуре. Вполне реально провести хромирование в домашних условиях, если знать некоторые тонкости и правила производственной технологии.
Процедура хромирования
Хромированием называют сложный физико-химический процесс, представляющий собой зеркальное серебрение отдельных элементов с помощью распыления. Покрытие из хрома не поддаётся окислению и агрессивному напору внешней среды, а также надолго сохраняет насыщенность оттенка. Металлизация хромом применяется не только для обновления автомобильных запчастей, но и для создания интерьерного декора.

Условия для проведения процедуры
Процесс преображения невзрачных деталей в зеркальные предметы сопряжён с использованием химических реагентов. Жилая комната или кухня не подойдут для хромирования в домашних условиях. Для такого опыта стоит создать импровизированную лабораторию в гараже или другом изолированном помещении. Опасные испарения реагентов могут повысить риск возникновения онкологических заболеваний, поэтому выбранная комната должна быть оборудована вентиляцией, а мастер снаряжен защитной одеждой, очками и маской.
Подготовка рабочего места – очень ответственная часть работы, при проведении которой нужно учесть некоторые особенности технологии.

В каких условия безопасно проводить хромирование
Базовое оборудование
К основным инструментам, используемым при обработке металла, относят следующие компоненты:
- электрохимическая ванна или стеклянная ёмкость;
- выпрямитель тока;
- нагревательный элемент;
- термометр.

Схема электрохимической ванны для хромирования
Для химической обработки разных металлов предназначена гальваническая ванна. Объёма изолированной ванны хватит для того, чтобы подвергнуть серебрению крупногабаритный металл. Хромирование своими руками мелких деталей можно провести в небольших ёмкостях из стекла.
С помощью обычного термометра можно выдержать нужную для процедуры температуру. Химические реагенты являются основными участниками процесса серебрения металла. Основной компонент – оксид хрома, который в определённой дозировке считается смертельным ядом. К использованию этого вещества стоит отнестись предельно внимательно.

Применение оксида хрома
Химические реагенты
Самостоятельное хромирование также подразумевает поиск надёжных поставщиков, торгующих нужными веществами. Большинство химических компонентов можно приобрести на складах медицинского оборудования, а остальные – купить в аптеке. В стартовый набор включены следующие вещества:
- AgNO3 – азотнокислое серебро – 2 г;
- SnCl2 – двухлористое олово – 2,5 г;
- Глюкоза – 2,5 г;
- NaOH – гидроксид натрия – 22 г;
- NH4OH (аммиак) – 5 мл;
- HCl – соляная кислота – 20 мл;
- Формалин 37% – 0,45 л;
- Дистиллированная вода –2 л.
С помощью кухонных весов или мерных стаканов можно выполнить дозировку каждого препарата. А для самого процесса хромирования своими руками понадобятся одноразовые шприцы и бытовые распылители.
Технология изготовления покрытия
Технология опыления металла хромом включает 4 этапа.

Процесс хромирования
Приготовление растворов
Эта стадия работы начинается с изготовления из химических компонентов специального состава. Раствор двухлористого олова понадобится для активации поверхности металла. Его можно приготовить, использовав следующие компоненты:
- дистиллированная вода – 0,5 л;
- двухлористое олово – 2,5 г;
- соляная кислота – 20 мл.

Приготовление растворов для хромирования
Рецепт восстановителя предполагает следующий набор составляющих:
- дистиллированная вода – 0,5 л;
- формалин – 5 мл;
- глюкоза – 2,5 г.
Рецепт серебрильного раствора:
- дистиллированная вода – 0,5 л;
- азотнокислое серебро – 2 г;
- гидроксид натрия – 2 г;
- аммиак – 5 мл.
Струйное хромирование
Подготовка поверхности
Подготовка изделия для хромирования своими руками требует обезжиривания поверхности металлической детали. Рецепт обезжиривающего состава: дистиллированная вода – 0,5 л (t
Покрытие стоит протереть обезжиривающей жидкостью, далее нужно тщательно смыть раствор. Необработанные фрагменты детали не будут поддаваться диффузионной металлизации.

Обезжиривание поверхности
Активация покрытия
Реакцию опыления металла необходимо активировать. Выполнение этого приёма требуется для того, чтобы серебро надёжным слоем покрыло желаемый предмет. Активация покрытия производится с помощью раствора двухлористого олова в течение ровно 1 минуты. Дальше следует охлаждать поверхность металла, путем помещения его в холодную воду на 3 минуты. Несоблюдение временных промежутков опыления ведёт к браку детали.

Помещение металла в раствор
Металлизация
Получение желаемой плёнки серебра на поверхности предмета – самый интересный этап хромирования в домашних условиях. Серебрильный раствор и восстановитель следует распылять по объекту таким образом, чтобы два состава равномерно ложились на поверхности металла.
Металлизация распылителем
Методы проведения
Знание взаимодействия химических элементов и наличие базового оборудования поможет беспроблемно провести хромирование своими руками. Существует 3 способа проведения данной процедуры.
Гальванический
Электрохимический метод серебрения металла подразумевает наличие прокаливающего элемента – катода, среды химической реакции – электролита, обрабатываемой детали – анода. Электролит представляет собой смесь очищенной воды, серной кислоты и хромового ангидрида (CrO3). Погружение объекта металлизации в электролит производится при температуре воды 60-80оС. В результате реакции, на стенках предмета оседают катионы хрома, и деталь покрывается зеркальной плёнкой.

Схема электрохимического устройства
Каталитический
Химический способ обработки металла основывается на взаимодействии реагентов с поверхностью изделия. Атомы с высоким потенциалом поднимаются на верхний слой покрытия в результате реакции с реагентами. Полученное покрытие полируют и доводят до зеркального оттенка.

Диффузионный
Такой метод хромирования сохраняет базовые принципы напыления хрома, но сама процедура проводится с помощью гальванической установки. Этот тип хромирования своими руками избавляет от необходимости сооружать громоздкую электролитическую ванну. Гальваническая установка представляет собой специальную кисть, в которую заливается электролит, трансформатор и шнур, соединяющий катод и анод. Вместо привычной ворсистой кисти можно использовать пористую губку.
Причины появления изъянов на поверхности деталей
Опытные мастера выделяют несколько основных причин, влияющих на качество хромирования в домашних условиях.
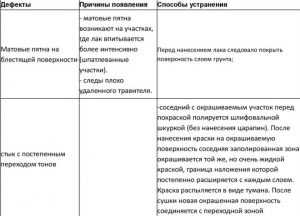
Способы устранения изъянов на поверхности деталей
Превышение силы тока. Избыточный ток, пропущенный через объект, может привести к неравномерному окрашиванию предмета.
Несоблюдение технологии. При нарушении оптимальных температурных показателей и дозировки реактивов металл не обретёт желаемый зеркальный блеск.
Некачественная подготовка изделия-основы. Плохое обезжиривание не позволит катионам хрома равномерно осесть на поверхности предмета, а также уменьшит срок его эксплуатации.
Видео по теме: Химическая металлизация (хромирование)
vtorexpo.ru
Гальваническое оборудование для хромирования
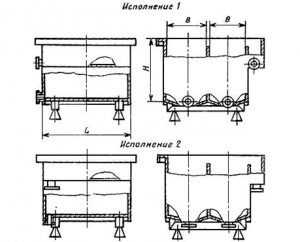
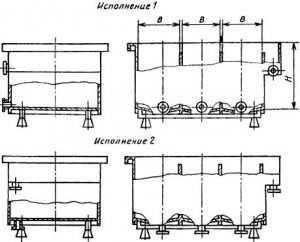
Электрохимическое хромирование – насаждение на поверхности деталей слоя хрома определенной толщины под воздействием электрического тока. Технология используется для увеличения износостойкости поверхностей, восстановления их первоначальных размеров, антикоррозионной защиты и в декоративных целях. Главный элемент линий – гальванические ванны. Наша компания изготавливает продукцию согласно действующему ГОСТу 23738-85. В зависимости от технологических особенностей производства ванны для хромирования могут иметь несколько видов.
-
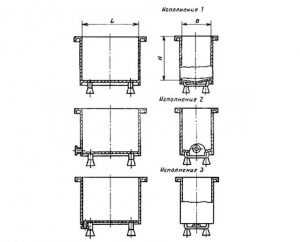
Ванны без кармана
-
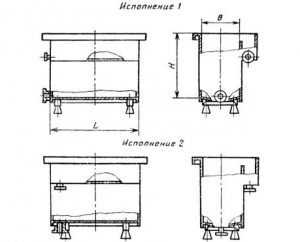
Ванны с карманом
-
Ванны с двухступенчатой промывкой
-
Ванны с трехступенчатой промывкой
В зависимости от типа линии оборудование для хромирования включает в себя набор дополнительных агрегатов и установок. Хромирование может выполняться на:
- Линиях с ручным управлением. Управление технологическим процессом осуществляется оператором при помощи пульта. Метод применяется при штучном или мелкосерийном производстве.
- Линиях с полуавтоматическим управлением. Вручную задается лишь номер позиции.
- Автоматических линиях. Применяется на крупносерийном производстве. Оборудование для хромирования управляется специальной компьютерной программой.
Выпускаемые нами гальванические ванны можно устанавливать на любые типы линий, на них есть возможность монтировать все необходимое дополнительное технологическое оборудование.
Для обеспечения безопасности процесса в оборудование для хромирования включаются следующие специальные агрегаты:
- Общецеховая или общезаводская химически устойчивая вентиляция. Отдельно монтируются вытяжные зонты и бортовые отсосы.
- Оборудование для подготовки деталей. Имеют вид барабанов, используются для предварительной подготовки деталей.
- Запорная водопроводная арматура и трубопроводы из химически устойчивых материалов.
- Системы автоматики. Дозаторы, контроллеры потока и т. д.
- Выпрямители постоянного тока, регуляторы напряжения и силы, нагревательные элементы, предохранительная электрическая арматура. Выбирает оптимальные режимы для хромирования различных изделий с учетом заданных оператором параметров.
- Емкости для очистки технологических вод, фильтровальные установки, накопители отходов.
- Электрические шкафы управления.
В зависимости от пожеланий заказчика перечень агрегатов на линиях может корректироваться.
Особенности подготовки ванны для хромирования
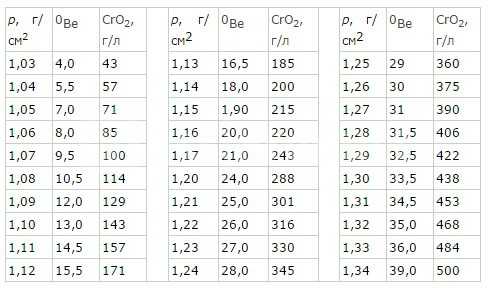
Хромирование деталей происходит в емкостях в среде химического раствора серной кислоты (в пределах 0,8–1,2%) и хромового ангидрида. Раствор приготавливается в запасной ванне из химически инертных пластиков. В емкость наливается половина объема деминерализованной воды и порционно добавляется хромовый ангидрид при постоянном перемешивании до полного растворения. Порошок хромового ангидрида должен соответствовать стандарту ВN-76/6068-11 и иметь в своем составе не более 0,4% серной кислоты. Химическая металлизация выполняется одним из четырех сортов хромового ангидрида: S, I, II и III. В зависимости от сорта изменяется процент серной кислоты. Недостающее количество кислоты добавляется только после проверки плотности жидкости ареометром. Содержание хромового ангидрида определяется по Табл. №1.
Табл. №1. Плотность водного раствора хромого ангидрида при t° = +15°С
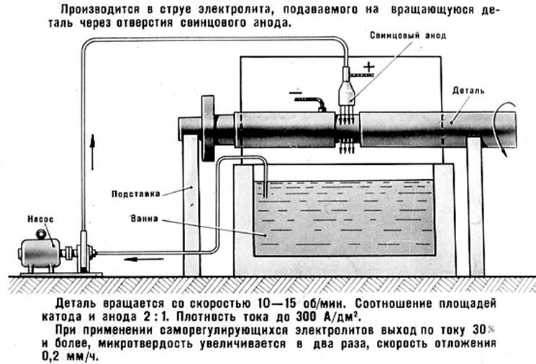
Электрохимическое хромирование – непрерывный технологический процесс, параметры покрытия зависят от температуры, плотности раствора и силы тока. В целях экономии энергоносителей современные технологии используют универсальные растворы, что дает возможность регулировать толщину слоя хрома только за счет температуры и времени выдержки. При этом плотность тока не превышает 15–20 А/дм2, а температура +40–50°С. Металл подается в ванную подогретым до рабочей температуры.
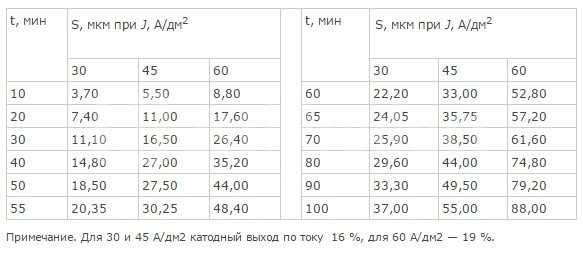
Табл. №2. Зависимость толщины покрытия от времени процесса и плотности тока, t° +40°С

Табл. №3. Зависимость толщины покрытия от времени процесса и плотности тока, t°+55°С
Гальваническое хромирование должно выполняться при правильном пространственном положении внутреннего анода и матриц. Если изделия располагаются неправильно, то выделяющиеся на поверхности пузырьки газов препятствуют равномерному осаждению хрома. На рис. 1 показано правильное положение, а на Рис. 2 неправильное.
-
Правильное размещение изделия
-
Неправильное положение изделий
1 – анод;
2 – изоляция анода;
3 – зеркало раствора;
4 – изоляция изделия;
5 – покрытие хромом.
Виды покрытий
Процесс гальванического хромирования корректируется с учетом требуемых видов поверхности деталей.
- Двухслойные покрытия комбинированного типа. Придают хрому повышенную износостойкость, увеличивают размеры изделий. Применяется комбинация износостойкого и непористого молочного хрома. Хромирование делается в два этапа. Первый этап протекает при плотности тока 30 А/дм2 и температуре 343 К (+70°С), наносится молочный хром толщиной в пределах 9 мкм. Второй этап – температура раствора понижается до 328 К (+55°С), а катодная плотность тока увеличивается до 45–55 А/дм2. Длительность завершающего процесса устанавливается в зависимости от желаемой толщины слоя хрома.
- Черные покрытия. Для нанесения используется то же оборудование для хромирования, меняются только режимы нанесения. Имеет небольшую толщину (в пределах 1,5–2,0 мкм), характеризуется высокой теплопроводностью и адгезией к основанию. Металл сохраняет первоначальные физические свойства при температурах до 773 К (+500°С).
- Пористые покрытия. К ним не относятся молочные, хромирование специально делается таким способом, чтобы на поверхности появлялись микроскопические поры. В них в дальнейшем удерживаются смазочные материалы, что уменьшает износ трущихся поверхностей. Электрохимическое хромирование для пористого покрытия продолжается 10–12 минут при катодной плотности тока 40–60 А/дм2 и температуре раствора 325 К (+50°С) – 331 (+57°С) К.
Качество покрытия во многом зависит и правильности выбора режимов и тщательности предварительной подготовки изделий. Они должны быть очищенными от загрязнений и масляных пятен, острые углы и необрабатываемые отверстия закрытыми. Оборудование для хромирования настраивается технологом, контроль за соблюдением процессов производит оператор. Существующие нормативные документы устанавливают следующие требования по технологическом процессу:
- Допускается кратковременное изменение температуры раствора в пределах ±10°С. Если электролит охладился или перегрелся выше указанных полей допусков, то процесс считается прерванным. Дальнейшие действия зависят от степени нарушения качества покрывающего слоя. После анализа состояния поверхностного слоя хромирование может продолжаться или прекращаться, решение принимает технолог производства.
- Подвески и контакты должны изготавливаться из аналогичного материала. Остальное оборудование не должно подвергаться воздействию агрессивных химических соединений.
- Поперечное сечение всех токопроводящих элементов должны выдерживать требуемые значения с запасом. Величина запаса подбирается с учетом сортамента обрабатываемой продукции. Химическая металлизация выполняется одновременно с максимально широким ассортиментом. Перестраивать и переналаживать гальванические ванны для хромирования под каждый тип изделий экономически невыгодно. Надежность контактов должно обеспечивать длительную работу без появления окалины и перегрева, любые скачки величины тока оказывают негативное влияние на качество прокрывающего слоя.
- Специальное оборудование для подвески должно обеспечивать одинаковое расстояние между однотипными деталями, в противном случае показатели покрывающего слоя не будут идентичными. На поверхности одних появится «пригар», на других образуется матовый оттенок.
- Категорически запрещается прерывание тока во время процесса. Гальваническое хромирование от начала и до конца должно выполняться в указанных режимах. При повторном включении новое покрытие отслаивается от старого, детали подлежат выбраковке и повторной обработке. Допускается повторное покрытие хромом только после анодного травления, при этом хромирование начинается с минимальных значений тока.
- Детали со сложным рельефом поверхности нужно хромировать после «скачка тока». Показатели тока на 1–2 минуты увеличивают в два раза против расчетных, в дальнейшем ток понижают и продолжают процесс. За счет такой технологии слой хрома осаждается в самых углубленных местах.
Некачественное гальваническое хромирование деталей из сплавов меди и стали может сниматься раствором соляной кислоты в пропорции 1:1. На изделиях, насыщение которых водородом не допускается, некачественный слой снимается в щелочных растворах.
Основные дефекты и их причины
| Вид дефекта | Причина |
| Покрытие отслаивается от поверхности | Некачественно очищены поверхности, резко понизилась температура, несоответствие величины тока. |
| Хром отслаивается вместе с подслоем никеля | Пониженное значение pH электролита. |
| Внешний вид покрытия имеет серый оттенок | В растворе недостаточно серной кислоты. |
| Пропуски или неравномерность покрытия по толщине | Плохая подготовка поверхностей, экранирование близкорасположенных элементов на подвесках. |
| Большое количество точеных углублений | Неправильное расположение деталей по отношению к электроду. |
При необходимости сотрудники нашей компании окажут теоретические консультации по выбору оптимальных размеров ванн и технологий хромирования различных деталей.
plast-product.ru
Отличия гальванического хромирования от мета-хромирования
Как уже писалось нами ранее, в интернете достаточно много информации об “инновационном” способе хромирования, “химическом хромировании” или “каталитическом хромировании”. Достаточно почитать заголовки и становится непонятно – зачем при таком уровне технологий нужна “вредная” гальваника. Так, некоторые изготовители такого покрытия заверяют, что их технология не содержит тяжелых металлов и проста в применении, а получаемое покрытие выдерживает ударные и механические нагрузки. Давайте разберемся в сути этой технологии и ее отличиях от гальванического метода – так ли она хороша, как заявляется? Мы покажем, что это не так. Но вначале посмотрим как же наносится покрытие по технологии “мета-хром”, “химический хром” или “каталитический хром”.
1 Шаг – нанесение связующего грунта из краскопульта
Перед проведением так называемого хромирования и нанесением металлопокрытия, наносится слой связующего грунта, образующего на поверхности после высыхания полупрозрачное стекловидное покрытие. Наносится один-три слоя связующего грунта. Связующий грунт сушится в течении нескольких часов при температуре шестьдесят-шестьдесят пять градусов или в течение семи-восьми часов при комнатной температуре.
2 Шаг – Химическая металлизация “Мета-хром”
2.1 Активация
С помощью распылителя на грунтованную поверхность распыляется активатор СТ.2516, залитый в металлический бак. Затем, используя распылительный пистолет, поверхность промывается дистиллированной или деионизированной водой.
2.2 Химическая металлизация
После промывки проводится покрытие так называемым “хромом”. Для этого используется сдвоенный распылительный пистолет, на поверхность детали наносится модификатор “Мета-хром”, залитый в металлический бак и смешанные восстановители АВ/101 и АВ/202, залитые в бак. Сразу после этого с помощью пистолета металлизированная поверхность промывается дистиллированной или деионизированной водой. Деталь продувается сжатым воздухом.
3 Шаг – нанесение защитного лака
На металлизированную поверхность наносится несколько слоев защитного лака. Последний слой может содержать светопозрачные красители, позволяющие имитировать цвет хрома, золота, меди, бронзы. Защитный лак высушивается при комнатной температуре несколько часов или при шестидесяти градусах один-два часа.
Как видно из приведенной типовой технологии мета-хромирвоания, никакого хрома в состав покрытия не входит. А входит, как ни странно, серебро, причем толщина слоя его меньше микрона. Вспомним реакцию серебряного зеркала.
Реакция серебряного зеркала это процесс восстановления металлического серебра из аммиачного раствора оксида серебра.
Ag2O + 4NH4OH ↔ 2[Ag(NH3)2]OH + H2O
Если добавить к комплексному соединению серебра какой – либо альдегид (например, формальдегид), в результате реакции образуется металлическое серебро на стенках посуды, в которой проводится реакция – зеркальный слой серебра.
R-CH=O + 2[Ag(NH3)2]OH → 2Ag ↓ + R-COONH4 + 3NH3 + H2O
В результате реакции образуются серебряныйе однозарядные ионы, которые объединяются с альдегидной группой, образуя мельчайшие или коллоидные серебряные частицы. Такие мельчайшие частицы могут крепко сцепляються с поверхностью реактора или оставаться в растворе в виде суспензии серебра. Для того чтобы коллоидные частички серебра, надежно сцеплялись и образовали прочный и равномерный серебряный слой (зеркало), поверхность должна предварительно перед серебрением обезжириваться. Поверхность должна быть не только хорошо очищенной, но и как можно более гладкой. После обезжиривания, полезно промыть стекло раствором хлоридом олова и дистиллированной водой (олово в данном случае будет являться хорошим активатором реакции серебряного зеркала, вспомним активатор из рассматриваемой технологии СТ.2516 – скорее всего в нем и содержатся соединения олова).
Для восстановления металлического серебра, в реакции серебряного зеркала, часто используют восстановители: формальдегид или глюкозу. Выбор этих двух веществ, зависит от того, с какой целью будет использоваться химическая реакция. Если нужно изготовить качественное зеркало с прочной и ровной поверхностью, лучше воспользоваться глюкозой, а не фромальдегидом.
Для серебрения описанным способом, берут серебро в составе нитрата серебра. К нитрату серебра добавляют аммиачные и щелочные компоненты, т.к. осаждение серебра на поверхности должно проходить в щелочном растворе. При этом щелочной раствор должен браться в недостатке, его избыток нежелателен. Реакция серебряного зеркала может проводиться как при комнатной температуре, так и при нагревании.
Окрашивание раствора в коричневый цвет означает, что в растворе образовались мельчайшие коллоидные частички серебра. Позднее на поверхности образуется тонкий зеркальный налет из восстановленного серебра.
Реакция серебряного зеркала с использованием глюкозы, может проводиться, не только с целью демонстрации химической реакции, но и для получения качественного серебряного зеркала или токопроводящей поверхности.
Реакция серебряного зеркала лежит в основе производства серебряных зеркал. Для того чтобы металлическое серебро не окислялось, не образовывало черный сульфид серебра, и не становилось тусклым, не царапалось, его покрывают сверху защитным лаком.
Технически, для того чтобы посеребрить поверхность, нужно иметь два свежеприготовленных раствора (1 и 2).
Раствор 1 состоит из смеси нитрата серебра с аммиачно-щелочным раствором, приготовленным по специальной рецептре. Раствор соли серебра смешивается с аммиаком до растворения первично образующегося осадка, затем к нему добавляется раствор щелочи и снова аммиак до просветления раствора. Полученный раствор разбавляется дистиллятом.
Раствор 2 готовится растворением глюкозы в дистиллированной воде с небольшим количеством концентрированной азотной кислоты и кипятится в течение двух минут. После этого раствор охлаждается и смешивается с равным объемом спирта.
Растворы 1 и 2 смешиваются перед самым употреблением в пропорции – 10:1. После смешивания растворов, в течение 30 минут на обрабатываемой поверхности образуется зеркальная пленка серебра.
Как известно, серебро – металл очень мягкий и никакими защитными механическими свойствами не обладает. Прочность сцепления покрытия к поверхности и прочность самого покрытия полностью определяется грунтом и финишным лаком. Т.е. так называемое “хромирование” не более, чем краска со всеми присущими ей недостатками. Лично автором этой статьи был проведен эксперимент, когда на мета-хромированной дверной ручке было с легкостью выцарапано его имя обычным ножом без каких-либо усилий. Попробуйте поцарапать по настоящему хромированный бампер – едва ли вам это удастся!
В итоге, не следуют доверять заманчивым лозунгам и рекламным текстам, предлагающим волшебный способ хромирования – зачастую авторы сами не знают о чем пишут и что предлагают. Настоящий металлический хром может быть получен, как правило, только гальваническим способом или, на худой конец, напылением. Такой хром имеет только один цвет – серебристо-голубоватый. В редких случаях, при получении сплавов хрома, можно получить черный цвет (хотя это уже не цвет чистого металла) Все другие цвета “хрома” – просто окрашенный лак. Такой лак не обладает и долей прочности настоящего хрома, не так уж и безопасен в применении (несмотря на заверения, используется тяжелый металл – серебро, которое, кстати, при попадании внутрь организама, едва ли менее опасно, чем мышьяк; может применться формальдегид и аммиак), не так прост, как может показаться на первый взгляд. Средняя стоимость мета-хрома – 180 р/дм2 покрытия. Дороговато, для краски, не правда ли? А если почитать отзывы автолюбтелей, попавшихся на удочку производителей такого покрытия, то и качество его можно поставить под сомнение. У некоторых покупателей покрытие на дисках не прожило и недели.
Данная статья является интеллектуальной собственностью ООО “НПП Электрохимия” Любое копирование без прямой ссылки на сайт www.zctc.ru преследуется по закону. Текст статьи обработан сервисом Яндекс “Оригинальные тексты”
zctc.ru
Декоративное химическое хромирование

Как можно понять из названия «декоративное хромирование» — это нанесение хрома на поверхность деталей с целью повышения их декоративных свойств. В этой статье разберёмся, какие виды «декоративного хромирования» бывают и всегда ли наносится хром.
Нанесение тонкого слоя какого-либо металла на поверхность изделия называется металлизацией. Рассмотрим подробнее этот процесс и более точное определение.
Металлизация — это метод изменения свойств поверхности предмета, нанесением на него тонкого слоя металла. Металлизировать можно любые твёрдые поверхности.
В зависимости от того, какой металл наносится, процесс называется алитирование(наносится алюминий), цинкование, хромирование, серебрение.
Для получения зеркального покрытия поверхность изделия нужно отполировать или она должна быть глянцевой. Глянец можно получить довольно простым способом – нанести на поверхность лак, который после высыхания и обеспечит этот глянец.
Виды металлизации
Гальваническое хромирование
Хромирование осуществляется осаждением на поверхности деталей слоя металла из электролитов, содержащих ионы данного металла. В специальную ёмкость монтируются два анода и заливается электролит. Хромируемое изделие подключается к «минусу», а аноды — к «плюсу». Далее замыкается цепь и металл, входящий в состав электролита, осаждается на деталь. Гальваническое хромирование — очень хороший вариант металлизации, для металлов. В результате такого процесса получается зеркальная ровная поверхность. Она имеет высокие антикоррозийные свойства, износостойкость, а также может выдерживать высокие температуры. В зависимости от применения различных электролитов процесс может называться гальваническое золочение, серебрение, меднение.
Нужно отметить, что нанесение металла гальваническим способом – это токсичный и опасный процесс, связанный с применением химически активных веществ, вредных для здоровья. Нужно это учитывать и обеспечить хорошую вентиляцию и использовать средства индивидуальной защиты.
Вакуумная металлизация
Вакуумное напыление осуществляется в специальных вакуумных камерах. Под воздействием электромагнитного поля наносится тонкий слой металла. Далее поверхность заливается лаком.

Такой процесс применяется как декоративный тип хромирования.
Преимущество в низкой стоимости и визуальной похожести результата на гальванический хром. Недостаток в том, что изделие, хромированное таким способом, не имеет высокой износостойкости. Также требуется дорогое оборудование, требующее для функционирования много электроэнергии и материалов.
Декоративное серебрение
Часто этот процесс ошибочно называют хромированием. На деталь распыляется не хром, а серебро. Просто слово «хромирование» у всех на слуху. Этот метод металлизации мы рассмотрим подробнее, так как он наиболее приемлем с точки зрения используемого оборудования и химических реагентов. Также сам способ нанесения не сложен.
Полное название процесса – химическое серебрение методом распыления. Специальный состав распыляется на поверхность. Также используют способ полива и окунания.
Так металлизуют поверхности в основном никелем, медью.
При серебрении поверхностей применяют метод распыления. Серебро даёт прекрасный блеск. Серебрить можно любые твёрдые поверхности.
Как серебрить детали?
Распылять состав нужно на глянцевую поверхность. Наносится тонкий слой, который повторяет все неровности. Таким образом, для получения «зеркала» важна гладкость изделия.
Этапы серебрения деталей:
- Подготовка. При необходимости нужно зашпаклевать и отшлифовать поверхность. Далее загрунтовать, подготовить грунт и обезжирить. При использовании специального адгезионного грунта для металлизации, можно избежать последующего покрытия лаком до процесса серебрения, а сразу наносить серебро на грунт. На поверхности изделия он образует глянцевую поверхность. Грунт для металлизации хорошо растекается, не образуя шагрени.
- Лакирование. После высыхания лака , деталь готова к серебрению.
- На поверхность распыляется краскопультом специальный раствор (сенсибилизатор/активатор), другим пульверизатором промывается, третьим делаем серебрение, потом опять промываем, наносим смывку, опять промываем. В конце сдуваем оставшуюся воду продувочным пистолетом.
- Далее покрываем защитным лаком. Без него покрытие легко повреждается при лёгком физическом воздействии.
Добавив в защитный лак различные красители можно получить любой цвет.
Инструмент для серебрения
 Воздушные пистолеты для серебрения
Воздушные пистолеты для серебренияСеребрить можно «одноствольным» пистолетом, в который вставлены два шланга для химии и один шланг для воздуха. Также можно серебрить «двуствольными» пистолетами. Для серебрения нужно, что бы два химических раствора (серебрильный и восстановительный) смешались друг с другом, а потом распылялись на поверхность. В «одноствольном» пистолете смешивание осуществляется внутри пистолета, а в «двуствольном» снаружи. Можно работать любым пистолетом, используя при этом хороший, качественный состав. Если есть сомнения по поводу качества химического состава, то лучше использовать «двуствольный» пистолет.
Внимание: химические реагенты для процесса серебрения содержат токсичные вещества!
Всегда применяйте специальные средства защиты!
Желтизна при серебрении
Появляется при покрытии серебра лаком. Минимизировать этот эффект можно, добавив сине-фиолетовый тонер в лак.
Защитный лак
Лак уменьшается в размерах при высыхании. Он как бы сжимается и так может сползать с поверхности посеребрённой детали. Это происходит из-за того, что лаку, распылённому на зеркальную гладкую поверхность не за что зацепиться. Лак всё же держится на поверхности серебра, за счёт своей толщины и прочности. Если такое изделие активно не эксплуатировать, то защитный лак не облезет. При механическом воздействии на покрытие лак может не «устоять».
Чтобы улучшить адгезию в защитный лак примешивают специальные пластификаторы. Он становится более эластичным и мягким, меньше «сжимается» при высыхании и лучше держится. Но это не панацея и не слишком улучшает прилипание защитного лака к поверхности.
Также применяют специальное покрытие, которое распыляется после нанесения серебра. Оно наносится в два слоя. Первый слой слегка напыляется, а второй разливается на поверхности. Далее это покрытие сушится и заливается защитным лаком. Потом сушится до состояния на «отлип» и снова заливается защитным лаком. Такое покрытие получается прочным.
Существуют порошковые, сухие лаки, имеющие хорошую адгезию к металлам. Порошковые лаки активируются при температуре около 200 градусов по цельсию. К сожалению, при такой температуре серебряное напыление матовеет. Таким образом, порошковые лаки не применимы к защите посеребренной детали.
Преимущества технологии серебрения:
- Простая технология, не требующая сложного оборудования. Широкий выбор оборудования и материалов. Низкая себестоимость покрытия.
- Для серебрения не требуется больших площадей. Достаточно небольшого помещения с вытяжкой.
- Серебрение даёт высокую отражающую способность и по декоративным свойствам может быть альтернативным способом металлизации вместо более сложных методов гальванического хромирования и вакуумной металлизации.
- Серебрить можно любую твердую поверхность, а не только металлическую (в случае с гальваникой).
- Изделия можно покрывать не только под «хром». Добавляя специальные красители в защитный лак, можно менять оттенок конечного декоративного покрытия.
Главный недостаток декоративного серебрения – это плохие защитные свойства покрытия. Если суметь правильно защитить посеребренную поверхность, то этот недостаток нивелируется. То есть важно правильно покрыть защитным лаком, как описывалось выше.
Стоит также упомянуть о красках с зеркальным эффектом.
Краски «под хром»
Краски «под хром» не дают такого же эффекта(«зеркала»), как металлизация. Есть разница и в оттенке. Они содержат алюминий в своём составе. Алюминий даёт более тёмный оттенок, чем серебро. Таких насыщенных и ярких цветов как при серебрении, на краске «под хром» не получить.
 Краски с эффектом зеркала фирмы Alsa
Краски с эффектом зеркала фирмы AlsaТем не менее, краска широко применяются. Можно отметить такие краски как Mirra Chrome компании Alsa, краски DNA–Custom Paints. Получается эффект, сравнимый с полированной алюминиевой поверхностью.
Краска распыляется на черный акрил или черную базу, покрытую лаком. Основа должна иметь хороший глянец, тогда покрытие получится больше похожим на «зеркало».
Отметим также технологию порошковой окраски ChromHard — это полимерное
покрытие с хорошими декоративным эффектом и высокими защитными свойствами.
Покрытие состоит из трёх слоёв: порошкового грунта, зеркального
слоя (алюминий) внутри лака ChromHard и самого лака. Этот способ окраски хорошо подходит для «хромирования» колёсных дисков.
Печатать статью
Ещё интересные статьи:
kuzov.info
Хромирование – Санкт-Петербург – Гальваника, вакуумное хромирование.
Хромирование применяется для деталей автомобилей, мотоциклов, велосипедов, станков, сантехники, медтехники и всякого рода приборов.
Так же широко распространено хромирование пластика, стекла, керамики, а именно:
- сувенирная продукция
- POS-материалы
- парфюмерия (колпачки, крышки, тара)
- алкогольная продукция (пробки, стеклянные бутылки)
- вывески (логотипы)
- мебельная фурнитура
Группа компаний «Хром-Пром» предлагает
Гальваническое хромирование и Вакуумное хромирование.


В чем разница и где лучше всего применять тот или другой вид хромирования?
Гальваническое хромирование – идеальный вариант, если материал изделия — металл, а к покрытию заявлены высокие требования. В результате электролитического процесса на выходе получается зеркальная блестящая ровная поверхность. Такое хромирование характеризуется высокими антикоррозийными качествами, электропроводностью, твердостью и износостойкостью, выдерживает высокие температуры.

Чаще всего данный вид хромирования применяется в сфере промышленности и восстановлении хрома ретро автомобилей. Мы работаем по технологии: медь-никель-хром, которая применялась в СССР для получения максимального качества и долговечности. На нашем предприятии установлены автоматические гальванические линии, это дает максимальную производительность и возможность выполнять миллионные тиражи.
Вакуумное хромирование или вакуумная металлизация – используется в первую очередь как декоративный тип хромирования. Область применения чаще всего сувенирная продукция, рекламная (промо-стенды, вывески, подарочная упаковка), тара ПЭТ, стеклотара, мебельная фурнитура, элементы интерьера и сантехники.
Вакуумное напыление происходит в специальных вакуумных камерах — под воздействием электромагнитного поля напыляется тонкий слой различных металлов. После металлизации деталь покрывается защитным слоем лака.

Преимущества вакуумного хромирования — его низкая цена и визуальная идентичность гальваническому хрому. Но не стоит забывать, что оно декоративное и идеально там, где к изделию не применяются высокие требования к износостойкости.
spb.hrom-prom.ru
Гальваник Проф – хромирование, никелирование, меднение деталей, пластика, инструментов.

Хромирование дает возможность не только увеличить прочностные показатели обрабатываемых изделий, но и придать новый вид старым объектам, устраняя с их поверхности разного рода шероховатости и потертости. Гальваническое хромирование изделий достаточно эффективно защищает поверхности от влияния коррозии, придает зеркальный блеск, увеличивает степень сопротивления к перепадам температуры и действию влаги, повышает их износостойкость.
Период эксплуатации поверхностей, подвергнувшихся хромированию, значительно увеличивается. Они приобретают внешнюю привлекательность, светоотражающие эффекты и устойчивость к негативному влиянию химических веществ.
Гальванические хромовые покрытия применяются:
· В защитно-декоративных целях обрабатываются приборы и запчасти для автомобилей, мотоциклов, велосипедов; в изготовлении прожекторов, отражателей, зеркал.
· Для увеличение сопротивления изнашивания деталей, на которых регулярно оказывается физическое воздействие, трение.
· В реставрация изношенных от длительного употребления запчастей. Наращивание дополнительного слоя хрома восполняет первоначальные показатели детали, что приводит к увеличению эксплуатационных характеристик. Слой хрома наделен довольно высокими отражающими свойствами и намного надежней в сравнении с серебром и алюминием, ведь хром достаточно устойчив перед износом и окислением.
Компания «Гальваник Проф» предоставляет профессиональные услуги хромирования металла и других материалов.
Наша компания предлагает хромирование металла и хромирование изделий из других материалов на высоком профессиональном уровне. В процессе производства мы используем исключительно первосортные реагенты, строго придерживаясь технологии и ступеней обработки при гальваническом хромировании. Мы выполняем работу любых объемов: от единичного изделия до заводских объектов. Мы даем гарантию на качество гальванического покрытия хромом, как стандартного, так и высоко твердого хромирования, индивидуально подходим к каждому клиенту.
galvanikprof.ru