Художественная ковка станки – цены на кузнечное оборудование для художественной горячей ковки металла BlackSmith
alexxlab | 29.03.2020 | 0 | Разное
Станки для художественной ковки своими руками
Декоративно-прикладное искусство, результатом которого становятся предметы искусства, получаемые методом деформирования (холодного или горячего) металла, называют художественной ковкой.
Для выполнения горячей ковки используют, предварительно разогретый в кузнечном горне металл и после этого выполняют его обработку с применением ударных и других инструментов.

- Холодная ковка

- Горячая художественная ковка металла

- Ковка
Для получения изделий методом холодной ковки нет большой необходимости в использовании предварительного нагрева, но потребуется использование некоторого, специализированного оборудования.
Инструменты для художественной ковки
Как и множество лет, назад, главным инструментами кузнеца являются кузнечный горн и молот. Это типовой набор оборудования, который существует в каждой кузне.
Кузнечный горн это печь, в которой происходит разогрев заготовки до необходимой температуры.
Металлический блок, на котором куют заготовку при помощи молота, называют наковальней. Для обработки заготовок применяют молотки разного веса. Начиная от минимального в 200 гр и заканчивая кувалдами в 10 и более килограмм. Кстати, механизация коснулась и труда кузнецов. Для обработки габаритных деталей применяют молоты, которые работают на пару, гидравлике или от механического привода.
Еще один не менее важный инструмент, без которого в кузне невозможно работать – клещи. Их используют для удержания деталей в процессе обработки. У этого инструмента длинные рукояти и это помогает кузнецу работать с горячими деталями, не опасаясь ожога рук.
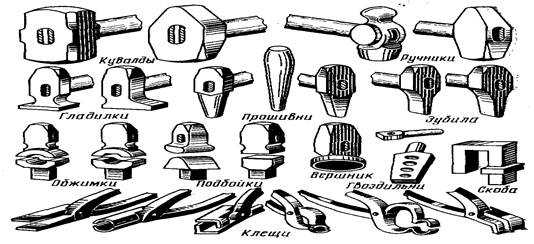
К вспомогательным, относят целый набор кузнечных инструментов – зубила разной длины и шириной бойка. Подбойки, подсечки и пр. Кроме того, в серьезной кузне мастера используют несколько наковален.
Для холодной ковки мастера чаще применяют такие слесарные инструменты, как – шаберы, резцы, напильники с разным размером насечек. Кроме перечисленного в кузне можно встретить инструмент, применяемый для рифления поверхности и нанесения чеканки. Кстати, на первый взгляд, набор высококлассного кузнеца, напоминает хирургический инструмент. Большая часть инструмента применяется как при изготовлении деталей для нужд домашнего хозяйства, так и для выполнения художественной ковки.
Кроме, перечисленных инструментов в современной кузнечной мастерской можно увидеть станки для выполнения художественной ковки.
Виды кузнечных работ
Ковку металла производят путем деформирования заготовки. Надо помнить, что исходя из формы заготовки, применяемого инструмента и метода обработки кузнец имеет возможность выполнения следующих работ – получение шишек, спиральных изделий, пробой отверстий или рубку.
Кованые изделия с большими размерами собирают по частям. То есть, кузнец сначала получает отдельные детали, а уже потом собирает их в единое целое. Соединение деталей может быть выполнено или с использованием хомутов, заклепок, кстати, некоторые крепежные детали можно смело назвать элементами декора. В некоторых случаях применяют сварку и кузнечную, и традиционную электродуговую.
Именно поэтому большая часть кузнечных мастерских оснащают электро- и газосварочным оборудованием.
Станки для художественной ковки
Станки, применяемые для художественной ковки, по сути, заменяет собой большое количество инструмента и приспособлений, необходимых для получения кованных изделий. То есть, кузнец получает возможность использования одной установки, в комплект поставки которой входит набор технологической оснастки, позволяющей, изготавливать довольно сложные детали.
Для этого он должен установить заготовку, требуемую оснастку и просто нажать кнопку запуска оборудования. По сути, тяжелая кузнечная работа сведена к работе станочника.
Кроме того, применение станочного оборудования этого класса, позволяет сократить время на производство одной детали. Особенно это выгодно если партия заказанных изделий носит серийный характер.
Детали выполняют с использованием лекал или с применением систему числового управления.
Использование оборудования для художественной ковки позволяет сократить площади необходимые для работы.
Кузнечные станки
На рынке можно встретить станки для горячей, холодной и универсальной ковки.
Самодельные станки для художественной холодной ковки могут иметь ручной или электрический привод. Такое оборудование не отличается высокой производительностью, но достаточно просты в производстве. Использование электрического привода практически устраняет необходимости применения мускульной силы, но в то же время конструкция и изготовления такого оборудования значительно усложняются.
На практике применяют следующие группы станков:
- торсионный — на нем выполняют скручивание прутков или полосы вдоль продольной оси. Такие винтовые детали называют торсионами.
- фонарик — на этом устройстве выполняют две операции. На первой выполняют скручивание детали вдоль своей оси и одновременно выполняют его изгиб в нужном направлении.
- твистер — на этом станке, возможно, получение деталей в виде улиток для художественной ковки.
- гибочные станки, иногда их называют гнутиками, они предназначены для изгиба деталей под нужным углом.
- волновой (волна) — он предназначен получать детали волновой формы.

- Фонарик для художественной ковки
- Волны для выполнения волнообразного изгиба заготовки

- Гнутик для холодной ковки
- Торсионы — ручная ковка
Обработка концов прутков происходит на инерционно — штамповочных станка.
Изготовление станка своими руками
Многолетний опыт использования станков для холодной ковки говорит о том, что самостоятельное изготовление самодельных станков для холодной ковки — это не самая простая задача и изготовить его в условиях гаражной мастерской, без использования механической обработки и соответствующего мерительного инструмента практически не выполняемая.
Поэтому после получения на руки комплекта рабочей документации необходимо его тщательно изучить и понять какие детали необходимо заказывать на предприятии, а какие можно выполнить самостоятельно.
Поэтому имею на руках комплект рабочей документации имеет смысл разместить заказ на изготовление некоторых узлов в заводских условиях. Например, станину у торсионного станка, целесообразно выполнять с использование современного токарно-фрезерного оборудования и аппаратов промышленной сварки. Все дело в том, что смещение центров, в которых происходит крепление заготовки перед ее скручиванием, гарантированно приведет к получению некондиционной детали.
В то же время некоторые, например, станок по изготовлению улиток изготавливается исключительно на основании представлений мастера о последовательности работы станка.
Для его производства понадобятся следующие материалы прокат, который играет роль основания, листы, на которых будет выполняться получение улиток.
Сфера применения изделий художественной ковки
Изделия, которые изготовлены по технологиям художественной ковки применяют в архитектуре, дизайне интерьеров. Кроме того, такие изделия применяют для оформления внешнего вида здания. Внутри зданий устанавливают лестницы и другие предметы интерьера.

- Кованое кресло-качалка

- Кованые роза подставка для бутылки

- Кованая скамейка для дачи

- Кованый стол для беседки
С применением кованых технологий производят предметы, которые устанавливают на улицах, в общественных местах, парках, городских садах, например, скамейки, кованые решетки (ограждения), столбы и другие предметы малой архитектуры.

- Красивая кованая дверь для калитки

- Кованое кольцо на дверь и другие кованые элементы

- Металлические кованые подставки для цветов

- Вьющееся кованое изделие для цветов на окна
С помощью этой технологии изготавливают элементы художественной ковки разного назначения, в том числе и украшение тончайшим кружевом из металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
ХУДОЖЕСТВЕННАЯ КОВКА металла: [фото и видео, станки]
[Художественная ковка металла] – это вид декоративно-прикладного искусства, когда утонченные предметы создаются методом ковки (деформирования) металла.
Выделяют художественную ковку горячим способом и холодную ковку.
Для горячей ковки заготовку предварительно накаливают в горне, а затем производят обработку на наковальне, периодически вновь разогревая предмет в огне.
Холодная ковка не требует предварительного накаливания детали.
История художественной ковки
Художественная ковка известна еще с давних времен, упоминание о художественной ковке можно найти в сказаниях древних народов, например, в мифах Древней Греции, где рассказывается о великолепных доспехах, которые бог-кузнец Гефест создавал своими руками.
Художественная ковка из металла была распространена среди всех народностей, умевших работать с металлом, первые предметы, декорированные ковкой, археологи относят к III тысячелетию до н.э.
Мастера кузнечного дела своими руками украшали ковкой все – от оружия и доспехов до предметов быта, посуды, позже кованные изделия стали применяться и в архитектуре. Специального оборудование для ковки появилось гораздо позднее.
Фото наглядно показывает насколько тонким и воздушным может быть кованное изделие из металла.

Вместе со сменой моды и художественных стилей, царящих в обществе, менялся и вид предметов, изготавливаемых в кузницах.
Все стили искусства – от строгой готики до вычурного барокко – можно увидеть в кованных изделиях, созданных в различные годы.
На предлагаемых фото отчетливо видна принадлежность кованных изделий к различным стилям.
Дизайн кованных предметов претерпевал существенные изменения, чтобы соответствовать последним веяниям искусства, однако, ключевые моменты оставались неизменными – все изготавливалось в кузнице-мастерской, где было специальное оборудование. Каждый предмет подчеркивал индивидуальность и показывал статус своего хозяина, будь это грубый узор на металлическом блюде или причудливая вязь кованных ворот усадьбы, как на этом фото.

Конечно, изначально кованные изделия изготавливались вручную, но с развитием техники работа кузнеца стала более механизированной, появилось оборудование, позволяющее поддерживать в горне постоянную температуру, были изобретены пневматические и механические молоты.
В современном мире мастера, создающие кованные произведения искусства, могут выполнять работу своими руками или использовать оборудование, чтобы выполнить художественную ковку металла.
Инструменты для ковки
Как и тысячелетия назад, самыми главными инструментами для выполнения ковки своими руками являются наковальня, молот и горн. Это стандартное оборудование для ковки может сегодня приобрести себе каждый.
Горн – это специальная печь, в которой заготовка разогревается до нужной температуры. Наковальней называют металлический опорный блок, на котором производится ковка заготовки при помощи молота.
В зависимости от размера изделия применяются молоты разного веса – от ручника до кувалды.
Работу кузнеца у наковальни и другое оборудование для ковки вы можете представить, посмотрев данное видео.
Видео:
В больших художественных мастерских для ковки больших предметов используются пневмо- или механические молоты.
К вспомогательным кузнечным инструментам относят клещи – приспособление для удерживания детали.
Клещи имеют длинные рукоятки, чтобы избежать ожогов при разогревании металла в горне и травм при ковке изделия.
Также в группе вспомогательных инструментов для горячей ковки выделяются различные скругленные молотки, зубила, подбойки, бородки, подсечки, обжимки и т.д., мастера также используют несколько видов плит.
При холодной ковке в руках мастера можно увидеть напильники, шаберы, резцы, штампы, а также различный инструмент для зернения, рифления и чеканки.
В зависимости от габаритов изготавливаемого предмета, кузнец использует инструменты различных размеров, на данном фото инструменты кузнеца чем-то напоминают хирургический инструментарий.
Весь этот инструмент применяется, если мастер выполняет художественную ковку своими руками.
Также в мастерских вы можете увидеть специальные станки для художественной ковки, один из которых представлен на следующем фото.
Виды кузнечных работ
Художественная ковка металла выполняется путем деформирования заготовки, при этом в зависимости от типа заготовки (металлополоса, прут, труба, проволока и т.д.), используемого инструмента и способа обработки, мастер своими руками может выполнять следующие работы: изготовление шишек, корзин, колец, спиралей, скручивание прута, чеканку, пробивку отверстий или рубку.
В фото, расположенном ниже, вы можете посмотреть самые простые элементы художественной ковки.

Кованные изделия больших размеров создают по частям – мастер своими руками выковывает отдельные элементы, которые потом собираются по схеме в единое целое.
Соединение элементов выполняется с помощью хомутов и клепок, что также является элементом декорирования (смотрите фото), в некоторых случаях используется сварка различных видов.
Поэтому художественные мастерские, где занимаются ковкой, оборудуются также и сварочными аппаратами.
Виды современного кузнечного оборудования
Станки существенно облегчают работу кузнеца, теперь вместо целого набора кузнечных инструментов мастер получает в управление один станок и становится по сути его оператором.
Вместо тяжелой физической работы кузнец устанавливает на станке необходимую оснастку, закрепляет заготовку и нажимает одну кнопку или педаль.
Дополнительно к этому сокращается время на изготовление одного предмета, изделия имеют одну форму и размеры, так как выполняются по лекалам (оснастке), либо с использованием программного управления.
Применение станков для художественной ковки, ввиду их компактных габаритов, освобождает дополнительные площади в мастерской.
Кузнечные станки
Основным оборудованием для художественной ковки являются кузнечные станки.
Выделяют:
- станки для горячей обработки металла;
- станки для холодной обработки металла;
- универсальные станки, которые позволяют использовать оба способа обработки.
К «холодной» обработке относятся, например, гибка деталей по шаблону, изготовление скрученных деталей, холодная рубка заготовок, навивка колец и спиралей.
«Горячим» способом выполняются следующие работы: расковка «лапок», расковка и закатка плотных «лапок», расковка купольных и граненых пик (смотрите примеры на фото).
Наиболее распространены в нашей стране отечественные универсальные станки «Мастер-2» и «Мастер-3», позволяющие выполнять художественную ковку своими руками.
Видео:
Преимущество этих станков в их надежности и безотказности, а также широком ряде кузнечных операций, доступных для этих станков.
Также хочется отметить удобный для российских покупателей ценовой сегмент, и доступность всех элементов оснастки и запчастей к этим станкам.
Станок «Мастер-2» выполняет ковку «холодным» и «горячим» способами, для разогрева заготовок используется пропановая печь, дополняющая комплектацию этих станков.
На видео выше вы можете посмотреть изготовление основных кованных элементов на станке «Мастер-2».
«Мастер-3» — это младший брат предыдущей модели, отличается от него меньшими габаритами и почти втрое меньшим весом.
Он использует только «холодную» ковку, однако более удобен для бытового использования, позволяет выполнять художественную ковку буквально своими руками.
А на данном видео кузнец демонстрирует нам работу на станке «Мастер-3».
Видео:
Станки рассчитаны на напряжение 380 В и 220 В, вторая модификация вовсе не означает снижение производительности или мощности этого станка, но делает доступным подключение станка к общей распределительной электрической сети.
Индукционные нагреватели
Также к кузнечному оборудованию относят индукционные нагреватели (см. фото).
Индукционные нагреватели используются для быстрого разогрева заготовки при «горячем» способе обработки.
Работа нагревателя основывается на эффекте электрической индукции, благодаря которому на разогрев пятисантиметрового кончика прута сечением 20 мм до температуры 1100°С вы затратите не более 10-15 сек.

Этот способ более удобный и экономически выгодный по сравнению с печами на пропане, которые идут в комплекте с некоторыми станками.
Индукционные нагреватели работают от сети 380 В и 220 В, их КПД достигает 98%, а потребляемая мощность не превышает 20-30 кВт.
При этом потребление электроэнергии происходит только в момент разогрева.
Нагреватели можно устанавливать в местах, где запрещены работы с открытым огнем, для них не нужно подводить систему газоснабжения, либо постоянно заботиться о своевременной заправке газовых баллонов.
rezhemmetall.ru
Станки для художественной ковки: виды, технология
Ковка металла – это сложный рабочий процесс, требуемый физической силы. Однако он позволяет профессионалам своего дела воплощать в жизнь творческие идеи, тем самым показывая всю красоту металла. Такого рода конструкции часто используются в качестве ограждений частных домов и участков. Многие владельцев частных построек стремятся сделать их неповторимыми, а для этой цели необходимы станки для художественной ковки.

Виды станков
По своей разновидности холодная ковка может осуществляться такими группами инструментов:
гнутик — инструмент, служащий для изгиба подготовленного металла под установленным углом;
улитка — прибор, что помогает создать элементы в виде завитков и спиралей;
твистер — инструмент, помогающий сгибать металлический элемент вдоль его оси;
волна — станок воспроизводит холодную ковку, в результате которой образуются волнообразные структуры;
инструмент, формирующий кольца;
пресс — предназначен для прессовочного действия с матричным отпечатком;
приборы для создания объема, для резки и клепания;
просечка – создание сквозных узоров с образованием пазов в изделии.
Некоторые станки, применяемые для художественной ковки, оснащены множественными функциями, так как отдельные оборудования, подразумевающие то или иное действие, в итоге принесут высокую финансовую затрату и будут использоваться нецелесообразно.
Как осуществляется технологический процесс?
Технология ковки подразумевает под собой пластическую деформацию металлического изделия, раскаленного под определенным температурным режимом. Оптимальной температурой для создания стальных узоров считается разогрев металла до 800-9000С, с учетом химической особенности материала. Температура, превышающая указанные нормы, разрушает металлическую структуру и препятствует созданию декоративных изделий.
Определенная температура позволяет увеличивать хрупкие свойства стали со снижением плотности свыше, чем в 20 раз. Данная технология позволяет обойтись минимальными затратами энергоресурсов. К такому способу можно прибегнуть во время обработки мягких по структуре цветных металлов. Также холодная ковка получила широкое применение при производстве ювелирных украшений.
Процесс ковки
Холодная ковка основана на рабочем режиме, который состоит из такого рода операций:
Рассмотрим каждое действие отдельно.
Вытяжка и скручивание
Благодаря вытяжке длина исходной детали увеличивается в несколько раз. Для этого исходник размещают на наковальне, после чего фиксируется по всей длине. Обработка приходится на все стороны изделия, в связи с чем исходный материал переворачивается вокруг своей оси несколько раз.
Для операции скручивания изделия потребуется небольшой инструмент вороток. Часть разогретого железа зажимается слесарными тисками, а вторая часть с помощью воротка проделывает обороты.

Рубка и усадка
Процесс рубки состоит из распределения заготовок, которые образуют определенное количество деталей итоговой работы. По лежащему на наковальне изделию производится удар ручником до прорубки его на 2/3 толщины. После данной работы заготовку переворачивают и рубят ручником, совершая сильный удар.
Усадка характеризуется процессом на основе действий, подобных вытяжке. Благодаря усадочному инструменту длина исходника при нагреве уменьшается. Чтобы это произошло, производят удары по заготовочному торцу, после чего подравнивают изделие.
Устранение неровностей
Все действия по избавлению готового изделия от дефектов проводятся методом сглаживания. В итоге операции сглаживания верхний участок стали уплотняется и приобретает ровный и блестящий вид.
Для получения ровной поверхности заготовку кладут на наковальню так, чтобы дефект был виден с внешней стороны. Далее совершаются ударные действия, которые должны снижать амплитуду на момент подхода к краю. Правка считается завершенной после того, как при переворачивании заготовки с двух сторон дефектов не обнаружиться.
Придание и изменение форм
Форма изделия способна видоизменяться. К данной процедуре относят штамповку, которая позволяет дополнительно обработать исходник до ровной глади. Штамповка имеет два способа обработки: ручную и механическую.
Холодная ковка подвергает сталь давлению методом воздействия прерывистого характера, при котором исходник как накаляется, так и остывает, что позволяет осуществлять процесс формировки до нужного состояния.
Чтобы иметь в итоге узорчатый материал разного формирования, используется множество приборов и инструментов. Линии, имеющие сложное строение, создаются путем усовершенствован
ных станков.
Обладая некоторыми познаниями в области кузнечного ремесла при наличии всех необходимых инструментов, создание кованого изделия не займет много сил и времени. При грамотной организации работы качественный результат гарантирован — вы с легкостью создадите любые резбленные элементы из стали для украшения своего жилища.
Похожие статьиgoodsvarka.ru
Качественные станки для художественной ковки своими руками — Моя ковка
Изготовить станки для художественной ковки своими руками сможет при желании любой человек, но тут нужно иметь базовый навык обращения с элементарным инструментом, а вместе с этим и большое желание.

Станок изготовленный своими руками обойдется гораздо дешевле готового магазинного варианта.
У каждого мастера свои способы изготовления улитки, но итог всегда одинаковый.
Изготовление наборной улитки
Варианты комплектации приводов.
Инструменты и материалы:
- Линейка.
- Сварочный аппарат.
- Болгарка.
- Дрель.
- Маркер.
- Сталь листовая.
- Полоса стальная.
- Пруток.
- Труба профильная.
Тут есть много вариантов, как лучше подойти, но есть и универсальный, который можно воплотить, когда в наличии нет серьезных инструментов. Подобный станок для ковки позволит выгибать детали в спираль, что весьма пользуется спросом, но если сделать неправильно, то самодельный станок продержится недолго.
Схема классификации основных орудий ковки.
Весь рабочий процесс разделяется на этапы:
- Делается эскиз архимедовой спирали на бумаге. Суть спирали заключается в том, что каждый следующий виток удален от предыдущего ровно настолько, насколько предыдущий удален от своего предшественника. Нужно обязательно помнить, что место между витками оставляется не только под заготовку, но и 3-5 мм для свободного хода. В противном случае заготовку не получится снять. Всего делается до 4 витков, но не больше, т.к. будет огромный перерасход материала.
- Подготовка площадки для рабочего процесса. Для этого вырезается пластина из листовой стали 2-4 мм с площадью 20*20 см. В данном случае площадка достаточно большая, чтобы можно было уместить на ней всю композицию.
- По шаблону вырезается стальная полоса (1,5-2 мм) нужной длины. Отрезать достаточно просто в отличие от того момента, когда нужно начать загибать. При загибании на одной руке обязательно должна быть толстая перчатка, а в другой пассатижи. Если забыть про перчатку, то есть очень большой шанс получения травмы, мешающей работе в ближайшие 1-2 недели.
- Вырезается пруток на 2-3 мм короче ширины стальной полосы. Можно сделать их и равными, а временами пруток даже выше поднимается, но при этом нужно отшлифовать поверхность до идеально гладкого (лучше закругленного) состояния.
- Делается отрез трубы 15 см. В данном случае используется именно профилированная труба, иначе потом зафиксировать ее будет невозможно. Для фиксации на этом же шаге ровно по центру стальной пластины делается отверстие, под которое потом будет подогнана и стальная полоса.
- Все острые места, где проводился распил, осторожно зашлифовываются. Если этого не сделать, то при работе однажды можно серьезно зацепиться за острый угол и получить серьезную травму.
- Стальная полоса прикладывается к пластине, обводится маркером с 2-х сторон и распиливается на 6-8 отрезов, в зависимости от количества витков. При желании можно сделать и меньше, но придется рассчитывать, чтобы все прошло идеально точно.
- Центральный элемент спирали приваривается на свое место, а остальные нужно доработать. Для этого используется все тот же пруток, который нарезается по 1 см в качестве ножек. Ножки навариваются на основание стальной полосы с шагом в 3 см, после чего детали устанавливаются на свои места, ножки обводятся маркером и при помощи дрели высверливаются отверстия. При выборе сверла нужно добиться достаточно узких отверстий, чтобы заготовка не «гуляла» потом.
- Все оставшиеся элементы объединяются в одну конструкцию при помощи сварочного аппарата. Каждый шов должен быть максимально завершенным без каких-либо пазух. Нельзя забывать, что труба снизу и сверху имеет по 7.5 см, чтобы можно было обеспечить устойчивость и качественное вращение.
На этом основной элемент готов, но нужно доработать конструкцию, создав механизм для художественной ковки.
Вернуться к оглавлению
Вам может быть интересно: Сайт о потолках.
Ручной механизм вращения
Устройство двурогой наковальни.
Инструменты и материалы:
- Болгарка.
- Сварочный аппарат.
- Прут стальной без ребер.
- Сталь листовая.
- Шарикоподшипники.
- Пруток.
Данный механизм на самодельный станок для художественной ковки достаточно прост и недорог в изготовлении, но материалы должны отличаться самым высоким качеством. Если случайно забыть про качество, то однажды все развалится в руках.
Изначально подготавливается рабочее место — в столешнице проделывается отверстие, куда помещается шарикоподшипник с большим диаметром. В центре шарикоподшипника из стальной полосы либо подобных материалов формируется квадрат, совпадающий габаритами с трубой в основании. Если толщина столешницы позволяет, то нужно установить 2 таких шарикоподшипника, чтобы обеспечить идеальное равновесие.
3 стальных прута 15-20 мм свариваются под углом 120 градусов. Для качественной фиксации по центру пропускается короткий армирующий прут (лишь для фиксации), после чего сверху наваривается круглая стальная пластина для этой же функции. В итоге получается весьма прочный штурвал, который наваривается сверху на трубу. При желании в трубе можно предварительно сделать пазы под прутья, которые обеспечат дополнительное качество стыка.
В самом конце фиксируется дополнительный пруток в 5 см от станка, на который будет идти упор заготовки при вращении. При необходимости пруток может проходить сквозь рабочий стол, лишь бы сопротивления хватало не согнуться во время работы.
Вернуться к оглавлению
Электрический механизм
Виды ковки.
Инструменты и материалы:
- Асинхронный двигатель.
- Понижающий инвертор.
- Валики.
- Ремни прорезиненные.
Этот механизм очень удобно спаривать с ручным, т.к. они становятся взаимозаменяемы. Общего между ними — это базовая конструкция, пруток для фиксации и крепление шарикоподшипников.
Рабочая часть механизма формируется за счет установленного на небольшом отдалении электромотора (1000 об\мин, 2.2 кВт). К электромотору приделывается понижающий инвертор, который переводит скорость в силу, т.е. на выходе получается 4-5 об\мин, но мотор при этом почти не напрягается.
Система объединения находится снизу, поэтому нужно зафиксировать болтами электромотор с инвертором, после чего при помощи системы роликов и ремня под столом подсоединить улитку для художественной ковки.
Такой станок для ковки станет идеальным помощником для любого мастера по работе с металлом. Очень важно, чтобы художественная ковка отличалась высоким качеством и при этом не отнимала много сил. На всю работу у опытного мастера уйдет не более 2 дней, тогда как у новичка может занять и неделю.
moyakovka.ru
Станок для холодной ковки Декор-1

Станок Декор-1 предназначен для холодной ковки.
Устанавливаются:
Станок предназначен для холодной ковки и гибки основных элементов кованых изделий из металлопроката квадратного и круглого сечения толщиной от 6 до 20 мм, полосы от 2х10 до 10х40 мм, профильной трубы max 60х60х4 мм.
Возможности Декор-1:
Узнать ценуУзнать цену
Оставьте свои данные и мы дадим вам ответ максимально быстро.Внимание акция!!!
Если вы хотите экономить
покупая по самой низкой цене
Пришлите счет
который собираетесь платить
и мы сделаем вам встречное предложение
на более выгодных условиях.
То есть дешевле!!!
Сэкономим ваше время.
Подберем оптимальный вариант.
Позвоните нам:
Звонок по РФ бесплатный
Базовая комплектация
Артикул / Название
Что делает / Описание
Заготовка
Цена
МКБ
На малом кузнечном блоке выполняются все основные операции холодной художественной ковки.
Привод-Д1
РВ 1/1
Эксцентриковые вальцы РВ 1/1
круг, квадрат: 6-20 мм,
фасонная труба: до 20*20 мм.
У
Штамп «Улитка» – универсальная У
круг, квадрат: 6-16 мм.
Б-114
Барабаны для навивки колец Б-114
Изготавливает элемент “кольцо” D = 114 мм. |
Дополнительная комплектация
Артикул / Название
Что делает / Описание
Заготовка
Приспособления для МКБ
П1
Комплект приспособлений для изготовления элемента “торсион”
Предназначен для продольного скручивания квадрата, полосы в “Торсион”. Максимальная длина скручиваемой длины 1.5 метра. |
Квадрат 6*6, 8*8, 10*10, 12*12, 14*14, 16.*16, 20*20 мм
П2
Приспособление для “корзинки”
Комплект приспособлений для изготовления элемента “корзинка”. |
Квадрат 6*6, 8*8, 10*10 мм.
НВ
Навесные вальцы.
Навесные вальцы предназначены для изготовления колец и дуг из проката квадратного и круглого сечения, профильной и круглой трубы. |
Квадрат: до 20*20 мм.
Круг, круглая труба: до 20 мм.
Профильная труба: до 40*40 мм.
Приспособления для изготовления хомутов
ХП-20
Ролики для изготовления хомутной полосы
Ролики накатывают рисунок на полосу. |
ПДХ
Приспособление ПДХ
На приспособлении из полосы изготавливаются хомуты, которые используются для закрытия мест сварки в изделиях. Данное приспособление не имеет аналогов и является одной из последних запатентованных разработок компании “Декор”. |
Приспособления для завитков
П-ОЗ
Приспособление обратный загиб
Предназначено для предварительной подготовки заготовки перед изготовлением элемента “обратный загиб” из металлопроката квадратного и круглого сечения от 6 мм до 16 мм. |
круг, квадрат: 6-16 мм.
УДЛ
Приспособление для догибания лапки
Приспособление для догибания лапки элемента “доллар”. |
круг, квадрат: 6-16 мм.
Штамп “Улитка” с нераскатанным окончанием
УБЛ
Штамп “Улитка” – УБЛ
Предназначен для изготовления элементов “доллар”,”бублик”,”запятая” без оттяжки лапки. |
круг, квадрат: 6-12 мм,
проф. труба: 15*15, 20*20 мм.
Штампы “Улитка” с раскатанным окончанием
Предназначен для изготовления элемента “доллар”,”бублик”,”запятая”.
Предварительные работы: необходимо раскатать кованое окончание. Воспользуйтесь эксцентриковыми вальцами на блоке МКБ, УКГБ или КРБ.
Бублик арт. М0
Бублик
Доллар
Завиток
Запятая
Спираль
У
Штамп “Улитка” Универсальная
Предназначен для изготовления завитков из металлопроката квадратного и круглого сечения от 6 мм до 16 мм различной длины и внутренним размером 120*115 мм. |
круг, квадрат: 6-16 мм.
М0
Штамп “Улитка” – М0
Предназначен для изготовления завитков минимального диаметра без прямого участка. Внутренний размер завитка от 53*32 до 95*125 мм. |
круг, квадрат: 6-14 мм,
проф. труба: 15*15, 20*20 мм.
М1
Штамп “Улитка” – М1
Внутренний размер завитка 67*54 мм. |
круг, квадрат: 6-16 мм
проф. труба: 15*15, 20*20 мм.
М2
Штамп “Улитка” – М2
Внутренний размер завитка 80*40 мм. |
круг, квадрат: 6-16 мм,
проф. труба: 15*15, 20*20 мм.
Б1
Штамп “Улитка” – Б1
Внутренний размер завитка 167*181 мм. |
круг, квадрат: 6-16 мм,
проф. труба: 15*15, 20*20 мм.
Б2
Штамп “Улитка” – Б2
Внутренний размер завитка 200*203 мм. |
круг, квадрат: 6-16 мм,
проф. труба: 15*15, 20*20 мм.
Штампы “Улитка” с окончанием “обратный загиб”
Для получения элементов “доллар”,”бублик” ,”запятая” с окончанием “обратный загиб” необходимо его предварительно подготовить.
Бублик с обратным загибом
Доллар с обратным загибом
Запятая с обратным загибом
ОЗ-1
Штамп “Улитка” – ОЗ-1
Чтобы работать на ОЗ-1 нужно сделать предварительный загиб на любой стандартной улитке (к ним относятся Д1У, М1, М2, Б1). |
круг, квадрат: 6-16 мм.
ОЗ-2
Штамп “Улитка” – ОЗ-2
Чтобы работать на ОЗ-2 нужно подготовить загиб на специальном приспособлении П-ОЗ. |
круг, квадрат: 6-16 мм.
ОЗ-3
Штамп “Улитка” – ОЗ-3
Заранее подготовить загиб на приспособлении П-ОЗ. |
круг, квадрат: 6-16 мм.
ОЗ-4
Штамп “Улитка” – ОЗ-4
Необходима предварительная подготовка загиба на П-ОЗ. |
круг, квадрат: 6-16 мм.
ОЗ-5
Штамп “Улитка” – ОЗ-5
Заготовку необходимо подготовить на П-ОЗ. |
круг, квадрат: 6-16 мм.
Штампы “Улитка” с окончанием “плотный завиток”
На штампах можно изготовить различные конфигурации элементов “доллар”, “бублик” ,”запятая”. Для подготовки плотного завитка необходимо Приспособление Плотный Завиток (ППЗ).
ПЗ-1
Штамп “Улитка” – ПЗ-1
Внутренний размер завитка элемента 80*40 мм. |
круг, квадрат: 6-14 мм.
ПЗ-2
Штамп “Улитка” – ПЗ-2
Внутренний размер завитка элемента 45*70 мм. |
круг, квадрат: 6-14 мм.
Барабаны для навивки колецОснастка устанавливается на блоки МКБ или УКГБ. Каждая модель навивает кольца определенного диаметра. |
Б-50
Предназначен для изготовления элемента “кольцо”
диаметром 50 мм.
Б-70
Изготавливает элемент “кольцо” D = 70 мм.
Б-90
Изготавливает элемент “кольцо” D = 90 мм.
Б-114
Изготавливает элемент “кольцо” D = 114 мм.
Ролики для усиления профиля трубы
| ПТ-10 | Ролики в работе | Накатывает канавку, усиливая профиль трубы. | Профильная труба | |
| ПТ-15 | Профильная труба | |||
| ПТ-20 | Профильная труба | |||
| ПТ-25 | Профильная труба |
Эксцентриковые вальцы
Эксцентриковые вальцы предназначены для получения кованых окончаний (оттяжки лапок).
Установка на блоки МКБ и УКГБ. Не требуют перевальцовки.
Комплектация: Вальцы устанавливаются в паре: верхний и нижний.
РВ 1/2
Двойная “Гусиная лапка”
С помощью вальцов можно изготавливать по два кованых окончания «гусиная лапка» за одну операцию. |
круг, квадрат, фасонная труба: 6-20мм.
РВ 2/1
“Лепесток”
Изготовление кованого окончания “лепесток” и еще три вида окончаний: пика, гладкая лапка, купольная пика |
РВ 2/2
Двойной “Лепесток”
РВ-4
“Гусиная лапка/Лепесток”
РВ 3/1
“Лилия”
РВ 3/2
“Лилия двойная”
РВ 5
“Лилия/Гусиная лапка”
РВ 6
“Лилия/Лепесток”
Горны
Горн используется для нагрева заготовок при выполнении операций по оттяжке декоративных окончаний: “лапок”, “пик”, “лепестков”. Горн работает на газе пропане.
К горну можно подключить компрессор с воздухом для более быстрого нагрева.
Технические характеристики:
Применяемое топливо: Пропан / природный газ.
Рабочее давление газа: 0,05-0,15 Мпа.
Рабочее давление сжатого воздуха: 0,15-0,2 Мпа.
Мах. температура нагрева заготовок: 1000 С.
Габаритные размеры: 246х246х286 мм.
Масса: 25 кг.
Д1-3
Газовый горн тупиковый
Предназначен для нагрева заготовки перед формовкой окончания. |
Д1-3/1
Газовый горн сквозного типа
Предназначен для нагрева середины заготовки и ее окончания перед формовкой окончания. |
Д1-3/2
Газовый горн сквозной с двумя горелками
Предназначен для нагрева заготовки перед формовкой. |
Технические характеристики Декор-1
| Мощность электродвигателя: | 3,0 кВТ. |
| Ток питания сети: | 380 В, 50 Гц, переменный, “трехфазный” (220V – под заказ). |
| Частота вращения рабочих валов: | 8,5 об/мин. |
| Направление вращения: | реверсивное. |
| Габаритные размеры: | 960х816х950мм. |
| Масса: | 287 кг. |
stanki-d.ru